3
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
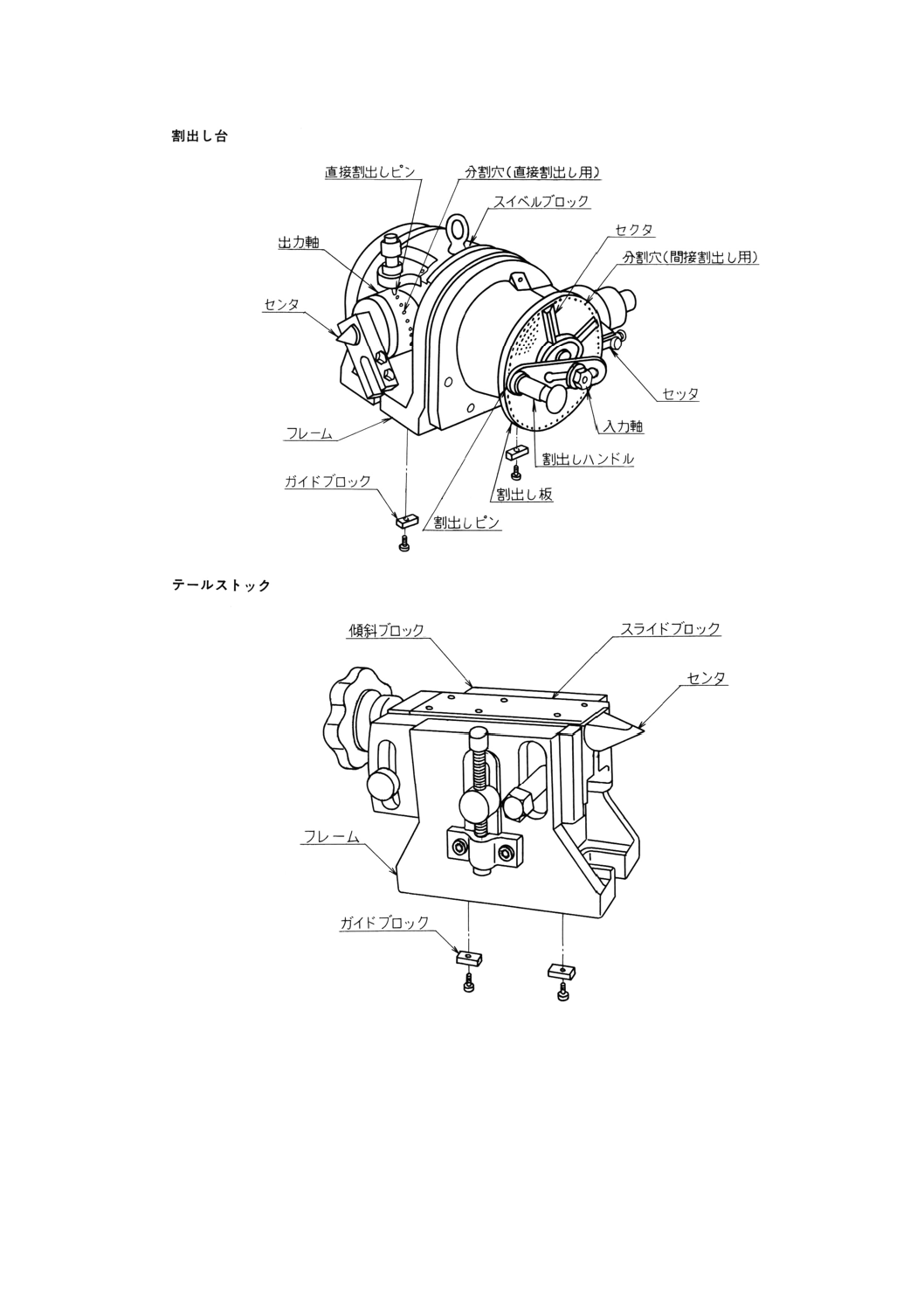
備考 図は,名称を示すためのもので,構造を規定するものではない。
図1 割出し台及びテールストック
B 6159 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 6159-1985は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との整合化を目的とし,国際規格を採用するとともに,一部
従来の規定を追加することによって,改正を行った。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6159 : 1998
万能割出し台−精度検査
Universal dividing head−Testing of accuracy
序文 この規格は,1986年に第2版として発行されたISO 5734, Acceptance conditions of mechanical dividing
heads for machine tools−Testing of accuracyを元に,対応国際規格の技術的内容を変更することなく作成し
た日本工業規格であるが,対応国際規格には規定されていない規定項目(定義,各部の名称及び直接割出
し精度の測定方法・許容値)を日本工業規格として追加している。
なお,この規格の6.精度のうち,点線の下線を施してある部分が,原国際規格にはない事項である。
1. 適用範囲 この規格は,主として工作機械に使用される万能割出し台の精度検査について規定する。
備考 この規格の対応国際規格を,次に示す。
ISO 5734 : 1986 Acceptance conditions of mechanical dividing heads for machine tools−Testing of
accuracy
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この引用規格は,その最新版を適用する。
JIS B 6191 工作機械−静的精度試験方法及び工作精度試験方法通則
備考 ISO 230-1 : 1996,Test code for machine tools−Part 1 : Geometric accuracy of machines operating
under no-load or finishing conditionsは,この規格と同等である。
3. 一般
a) この規格で使用する寸法及び許容値の単位は,mmとする。
b) この規格で規定する測定方法及び測定器の精度は,JIS B 6191による。
c) 検査項目番号は,検査順序を示すものではない。検査順序は,測定器の取付け及び測定の容易さを考
慮して適当に定めてよい。
d) この規格に規定する検査項目のすべてについて検査を実施する必要はない。実施する検査項目は,受
渡当事者間の協定による。したがって,発注者は,注文に際して必要とする検査項目を明確にしてお
かなければならない。
e) 供試機械の構造上,測定長さがこの規格に規定する基準長さよりも小さい場合の最小許容値は,
0.01mmとする。
f)
各検査項目に対応する測定方法図の中の供試機械の形は,代表例として示すものである。
4. 定義 この規格で用いる主な用語の定義は,次による。
a) 万能割出し台 主としてフライス盤に取り付けて,工作寸法を直接割出し及び間接割出しができる装
2
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
置。
備考1. 出力軸を傾斜させることができる。
2. 機動送り装置を取り付けると,スパイラル切削ができる。
参考 単能割出し台 主としてフライス盤に取り付けて,工作寸法を直接割出しができる装置。
b) テールストック センタを使用して,工作物の一端を支える装置。フレーム,センタなどからなる。
備考 工作物が長い場合は,テールストックを使用するとよい。
c) 直接割出し 出力軸に設けられた分割穴(又は分割溝)を用いて行う割出し。
d) 間接割出し ウォーム軸又は入力軸に取り付けられた分割穴を用いて行う割出し。
e) 入力軸 割出しハンドルを取り付ける軸。
f)
出力軸 工作物又は保持具などを取り付ける軸。
5. 各部の名称 割出し台及びテールストックの部品名称は,図1による。
3
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 図は,名称を示すためのもので,構造を規定するものではない。
図1 割出し台及びテールストック
4
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
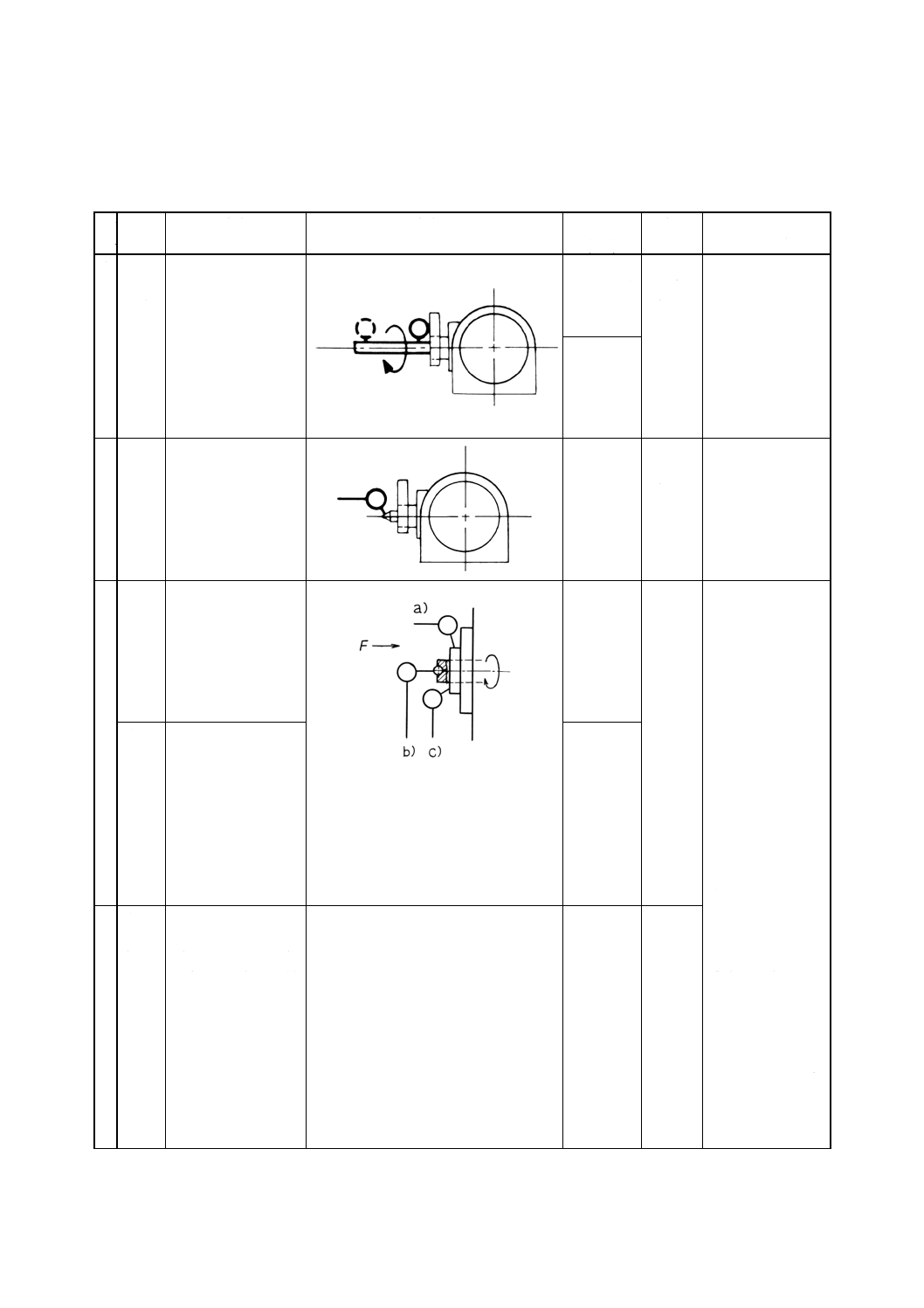
6. 精度 万能割出し台の精度の測定方法及び許容値は,表1による。
表1 精度の測定方法及び許容値
番
号
項目
測定方法
測定方法図
許容値
(mm)
測定器具 JIS B 6191の項目
番号及び備考
1 出力
軸穴
の振
れ
出力軸穴にテスト
バーをはめ,その口
元及び先端にダイ
ヤルゲージを当て
て,それぞれ出力軸
回転中の読みの最
大差を測定値とす
る。
テストバ
ーの口元
で
0.01
ダイヤ
ルゲー
ジ及び
テスト
バー
5.612.3
出力軸端
面から
300mmの
位置で
0.02
2 セン
タの
振れ
出力軸穴にセンタ
をはめ,センタの円
すい面に直角にダ
イヤルゲージを当
てて,出力軸回転中
の読みの最大差を
測定値とする。
0.01
ダイヤ
ルゲー
ジ
5.612.2
3 a)
出力
軸外
周の
振れ
出力軸外周にダイ
ヤルゲージを当て
て,出力軸回転中の
読みの最大差を測
定値とする。
0.01
ダイヤ
ルゲー
ジ
a)5.612.2
出力軸端テーパに
対しては,ダイヤ
ルゲージはテーパ
の母線に垂直に当
てなければならな
い。
b)
出力
軸軸
方向
の動
き
出力軸端面の中心
付近にダイヤルゲ
ージを軸方向に当
てて,出力軸回転中
の読みの最大差を
測定値とする。
0.01
b)及びc)
5.62,5.621.2,
5.622.1,5.622.2
及び5.632
ダイヤルゲージの
位置については,
図74〜78,81並び
に5.622及び5.632
参照
c)
出力
軸端
面の
振れ
(軸
方向
の動
きを
含
む。)
出力軸端面外周近
くにダイヤルゲー
ジを当てて,出力軸
回転中の読みの最
大差を求める。次に
ダイヤルゲージを
出力軸中心線に対
して反対側に移し
て同様の測定を行
い,読みの最大差の
大きい方を測定値
とする。
0.02
測定b)及びc)を行
うときに加えられ
る力Fの値は製造
業者が決定する。
ただし,予圧をか
けたスラスト軸受
を使用するとき
は,軸方向に力を
かける必要はな
い。
5
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番
号
項目
測定方法
測定方法図
許容値
(mm)
測定器具 JIS B 6191の項目
番号及び備考
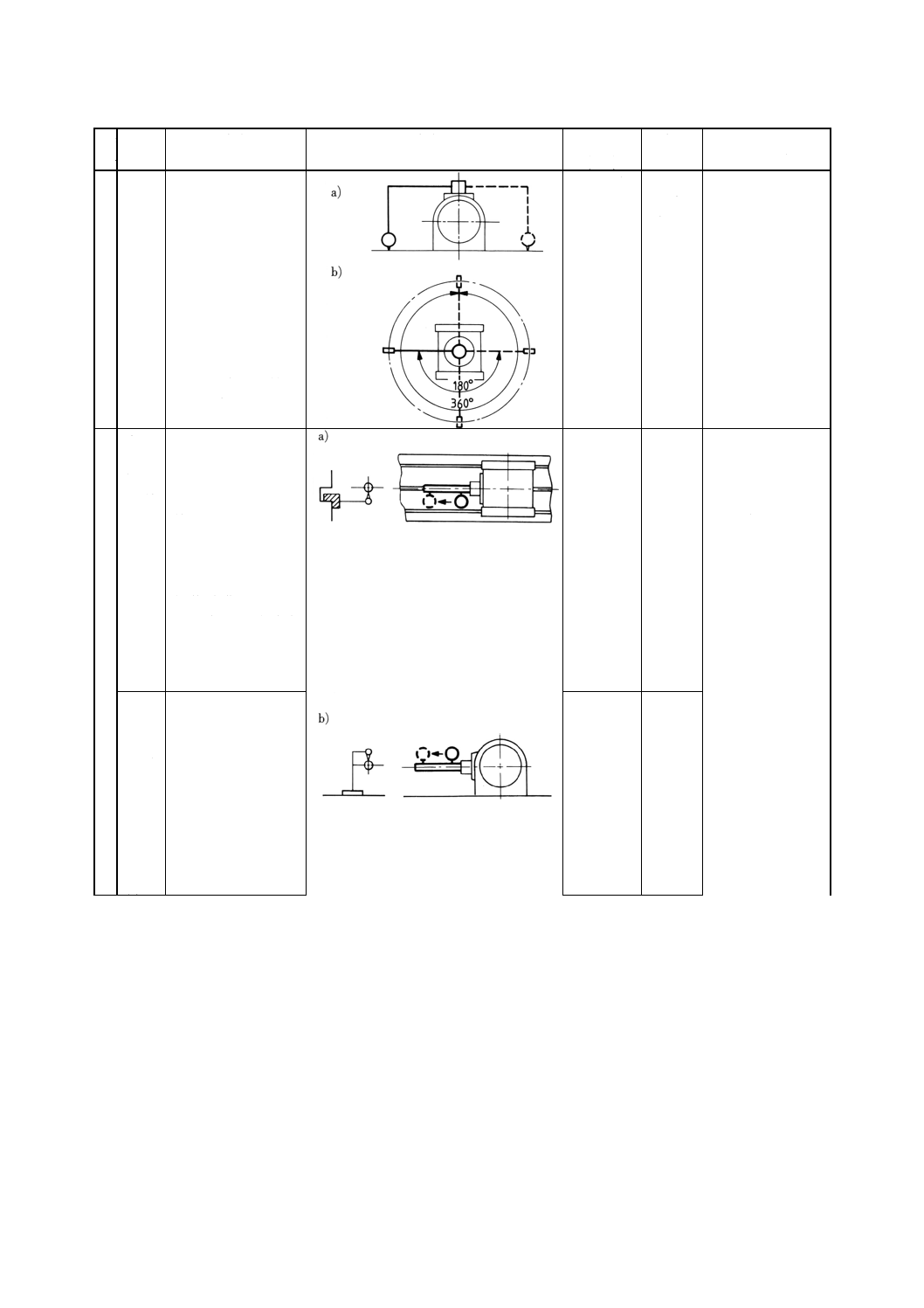
4 出力
軸中
心線
と割
出し
台取
付面
との
直角
度
a)に示すように,出
力軸にダイヤルゲ
ージ取り付け,定盤
に当てて180°振り
回したとき,ダイヤ
ルゲージの読みが0
になるように軸角
を調整し,次にb)に
示すように,出力軸
を360°振り回した
ときの読みの最大
差を測定値とする。
300mmに
ついて*
0.02
ダイヤ
ルゲー
ジ
5.512.1
*ダイヤルゲージ
を当てた2点間距
離
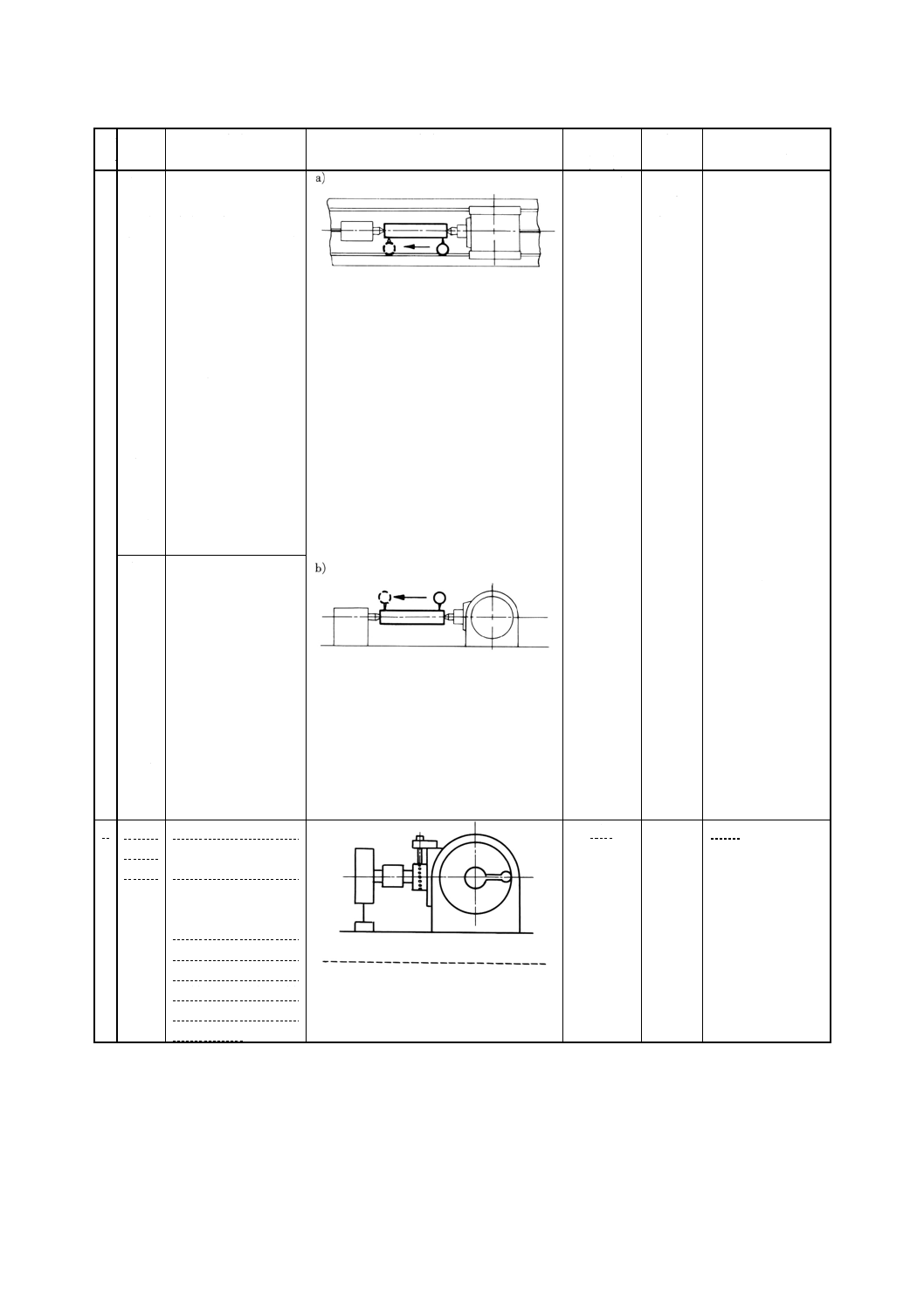
5 a)
出力
軸中
心線
と位
置決
め用
ガイ
ドブ
ロッ
クと
の平
行度
測定はテストバー
を180°回転させ
て,直径の相対する
側にある二つの母
線上で行い,測定値
は読みの平均で表
す。ダイヤルゲージ
取付台の突起を定
盤基準溝の同一側
面に当てて移動さ
せて測定する。
300mmに
ついて
0.015
ダイヤ
ルゲー
ジ及び
テスト
バー
5.412.1及び
5.412.4
必要があれば,ガ
イドブロックを調
整する。
b)
出力
軸中
心線
と取
付面
との
平行
度
(1)
出力軸穴にテスト
バーをはめ,定盤上
に置いたダイヤル
ゲージをその口元
及び先端に当てて,
ダイヤルゲージの
読みの差を測定値
とする。
6
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番
号
項目
測定方法
測定方法図
許容値
(mm)
測定器具 JIS B 6191の項目
番号及び備考
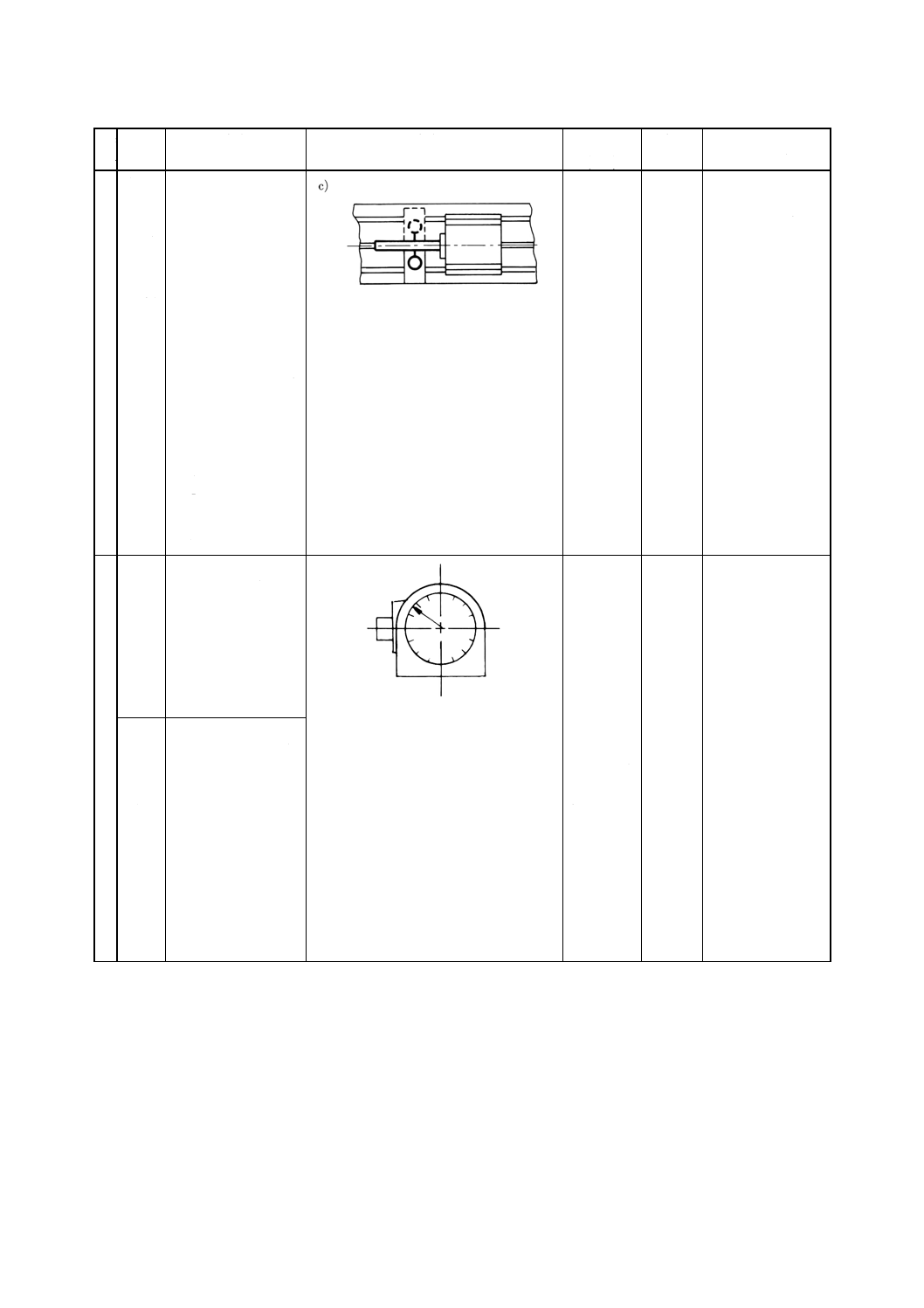
c)
出力
軸中
心線
と位
置決
め用
ガイ
ドブ
ロッ
クと
のか
たよ
り
出力軸穴にテスト
バーをはめ,割出し
台底面に取り付け
られたガイドブロ
ックの側面を定盤
基準溝の側面に当
てて,ダイヤルゲー
ジ取付台の突起を
基準溝の同一側面
に当てたときのダ
イヤルゲージの読
みと,それぞれを反
対側の側面に当て
たときのダイヤル
ゲージの読みの差
の21を測定値とす
る。測定はテストバ
ーの口元及び先端
で行う。
5.442
必要があれば,ガ
イドブロックを調
整する。
6 間接
割出
し精
度
(単
一分
割誤
差)
入力軸を割出しハ
ンドルで1回転ずつ
回転させたときの,
各々の位置の回転
角を読み取り,理論
的回転角度との差
を求めて測定値と
する。
±45″
又は公差
域の最大
幅で
1'30″
基準円
板
6.111
この測定は,分割
穴ピン形式のもの
では円板の誤差が
入らない。
間接
割出
し精
度
(累
積分
割誤
差)
出力軸の4象限のそ
れぞれで,一つの任
意の角度を設定し
て,回転角を読み取
り,理論的回転角度
との差を求めて正
の最大差と負の最
大差との和を測定
値とする。
±1'
又は公差
域の最大
幅で
2'
6.114
許容値には,すべ
ての形式の割出し
台の伝達誤差及び
分割穴ピン形式で
は円板の誤差が含
まれる。
この測定では,反
転差を求めるため
に各回転方向につ
いて行う。
7
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
番
号
項目
測定方法
測定方法図
許容値
(mm)
測定器具 JIS B 6191の項目
番号及び備考
7 a)
割出
し台
とテ
ール
スト
ック
両中
心線
との
位置
決め
用ガ
イド
ブロ
ック
との
平行
度
測定はテストバー
を180°回転させて
直径の相対する側
にある二つの母線
上で行い,測定値は
読みの平均で表す。
ダイヤルゲージ取
付台の突起を定盤
基準溝の同一側面
に当てて移動させ
て測定する。
300mmに
ついて
0.02
ダイヤ
ルゲー
ジ及び
テスト
バー
5.412.4
テストバーをセン
タ間に取り付け
る。
必要があれば,ガ
イドブロックを調
整する。
b)
割出
し台
とテ
ール
スト
ック
との
両中
心線
の高
さの
差
割出し台及びテー
ルストック間にセ
ンタでテストバー
を支え,定盤上に置
いたダイヤルゲー
ジをその両端に上
から当てて,ダイヤ
ルゲージの読みの
差を測定値とする。
必要があれば,高
さを調整する。
8 直接
割出
し精
度(2)
出力軸に設けられ
た,分割穴(又は溝)
を1ピッチずつ1回
転させたときの,
各々の位置におけ
る回転角を読み取
り,理論的回転角度
との差を求めて,正
の最大差と負の最
大差との和を測定
値とする。
2′
6.114
注(1) 出力軸を回り止めピンによって,位置決めする場合にだけ行う。
注(2) 直接割出し機構をもつものについて行う。
8
B 6159 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6159(万能割出し台−精度検査)改正原案作成委員会 構成表
氏名
所属
(委員長)
堤 正 臣
東京農工大学
(委員)
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
岩 月 孝 三
株式会社牧野フライス製作所
鈴 木 義 郎
大阪機工株式会社
八 賀 聰 一
社団法人日本工作機械工業会
真 鍋 秀 弘
日産自動車株式会社
赤 嶺 淳 一
社団法人日本電機工業会
加 藤 正 之
津田駒工業株式会社
杵 渕 清 博
ユキワ精工株式会社
中 谷 駿 六
株式会社北川鉄工所
増 村 慎
松本機械工業株式会社
安 武 昭 彦
社団法人日本工作機器工業会
(事務局)
堺 弘 司
社団法人日本工作機器工業会