B 6152:2008 (ISO 3089:2005)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 基本事項························································································································· 1
4 精度等級························································································································· 1
5 静的精度検査 ··················································································································· 2
5.1 マスタピニオン ············································································································· 2
5.2 入力トルク ··················································································································· 2
5.3 テストバー ··················································································································· 2
5.4 テストリング ················································································································ 2
5.5 主軸又は面板の精度 ······································································································· 3
5.6 チャック精度 ················································································································ 6
B 6152:2008 (ISO 3089:2005)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本工作
機器工業会(JMAA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべ
きとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 6152:1993は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6152:2008
(ISO 3089:2005)
工作機械−ワンピースジョー付
自己求心手動チャックの検査条件
Machine tools-Test conditions for self-centring,
manually-operated chucks with one-piece jaws
序文
この規格は,2005年に第3版として発行されたISO 3089を基に,技術的内容及び対応国際規格の構成
を変更することなく作成した日本工業規格である。
1
適用範囲
この規格は,JIS B 6191に基づき,二つ以上のつめをもつ,工作機械用自己求心手動チャックの静的精
度検査及び適用する許容値について規定する。
この形式のチャックは,焼入れされたワンピースジョーで知られているとおり,ストロークが比較的大
きく,つめを取り外すことなく,広範囲の工作物に迅速に対応できる。
この規格は,把握した状態における工作物の同軸度などのチャックの把持精度検査だけを規定し,釣合
い良さの測定,把握力の測定などの動的な品質については規定しない。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3089:2005,Machine tools−Test conditions for self-centring, manually-operated chucks with
one-piece jaws (IDT)
なお,対応の程度を表す記号(IDT)は,ISO/IEC Guide 21に基づき,一致していることを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。この引用
規格は,記載の年の版を適用し,その後の改正版(追補を含む。)には適用しない。
JIS B 6191:1999 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or finishing conditions (MOD)
3
基本事項
この規格のすべての寸法及び公差は,ミリメートル (mm) で表す。
4
精度等級
この規格は,一つの精度等級だけを規定する。
2
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
静的精度検査
5.1
マスタピニオン
テストバー (G3) 又はテストリング (G4〜G7) の締付けは,マスタピニオンによって行う。マスタピニ
オンは,あらかじめ指定しておかなければならない。
5.2
入力トルク
静的精度検査のための入力トルクは,一定でなければならない。その値は,製造業者が指定するが,最
大入力の約67 %とする。
5.3
テストバー
テストバーは,把握力によって表面にきずがつかないよう焼入れした鋼製とする。テストバーの精度は,
類似のテストバー規格JIS B 6191のA.3(テーパシャンク付テストバー)を適用する。
5.4
テストリング
5.4.1
一般
テストリングは,把握力によって表面にきずがつかないよう焼入れした鋼製とする。テストリングのひ
ずみをできるだけ少なくするようにする。
5.4.2
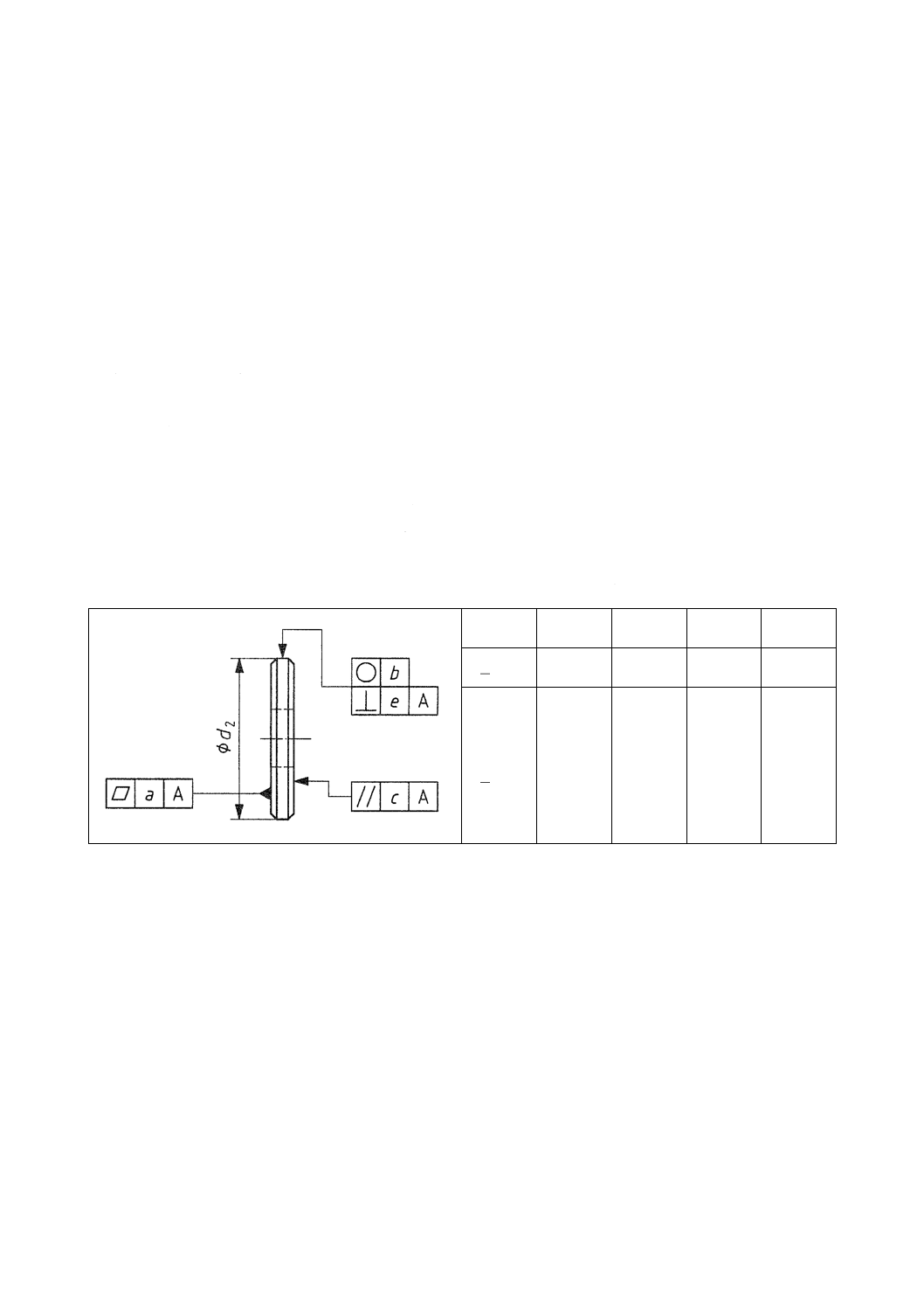
エクスターナルジョー用テストリングの精度
エクスターナルジョー用テストリング(ディスク)の精度は,表1の値に適合しなければならない。
表1−エクスターナルジョー用テストリング
d 2
a
b
c
e
≦ 200
0.003
0.003
0.003
0.003
> 200
≦ 400
0.005
0.005
0.005
0.005
5.4.3
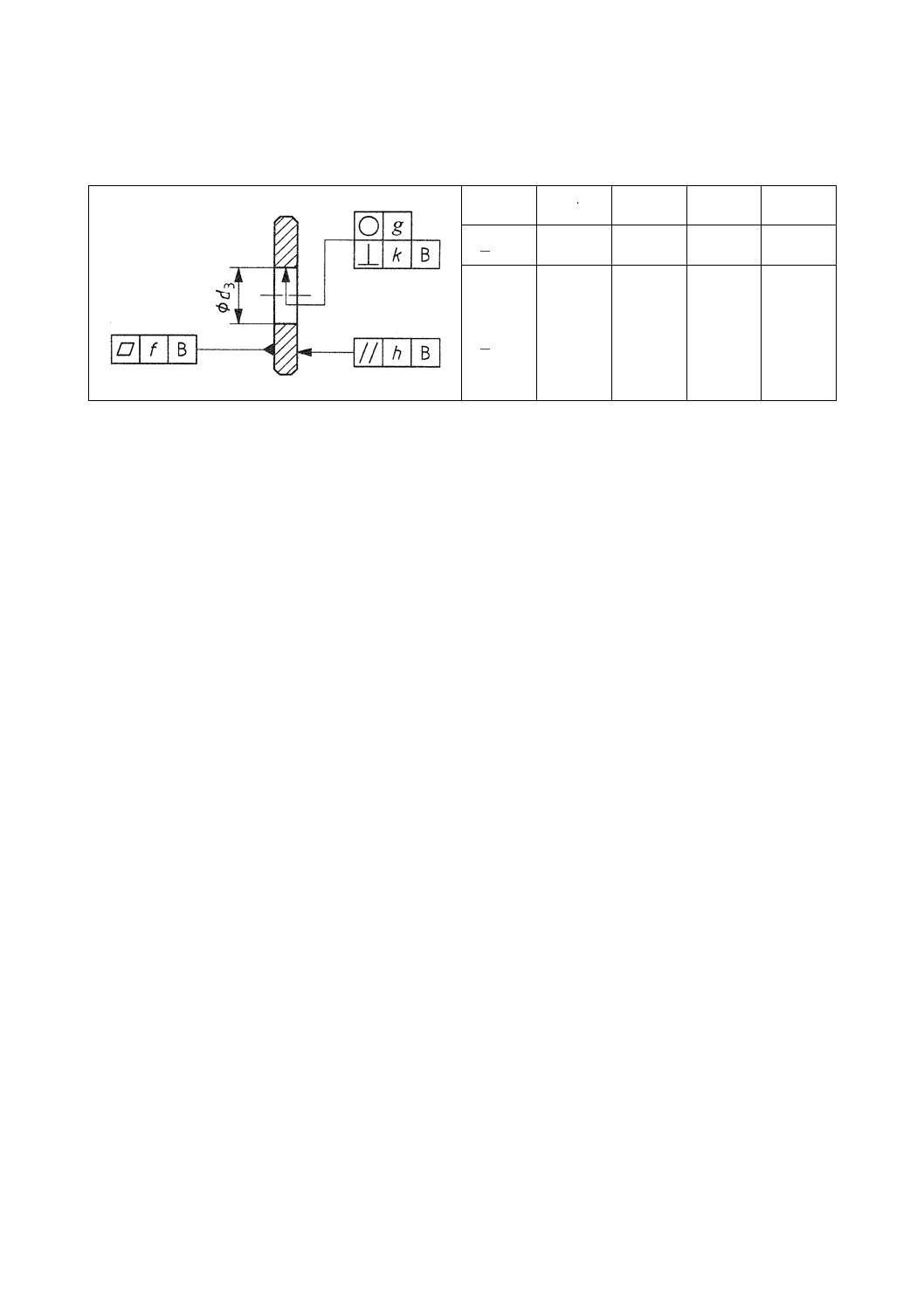
インターナルジョー用テストリングの精度
インターナルジョー用テストリングの精度は,表2の値に適合しなければならない。
3
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−インターナルジョー用テストリング
d 3
f
g
h
k
≦ 125
0.003
0.003
0.003
0.003
> 125
≦ 315
0.005
0.005
0.005
0.005
5.5
主軸又は面板の精度
静的精度検査はチャックの回転を伴って行うために,チャックは試験用主軸又は面板に取り付けるのが
望ましい。この試験用主軸又は面板の外周及び端面の振れは,あらかじめG01及びG02に従って検査し
ておかなければならない。
4
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
主軸端又は面板の半径方向の振れ
G 01
測定方法図
許容値
0.005
測定値
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
5.611.4及び5.612.2
要求事項
テーパ主軸端の場合には,ダイヤルゲージの測定子は,測定する面に垂直に当てる。
5
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
主軸端又は面板の軸方向の振れ
G 02
測定方法図
許容値
0.005
測定値
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
5.63
要求事項
6
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6
チャック精度
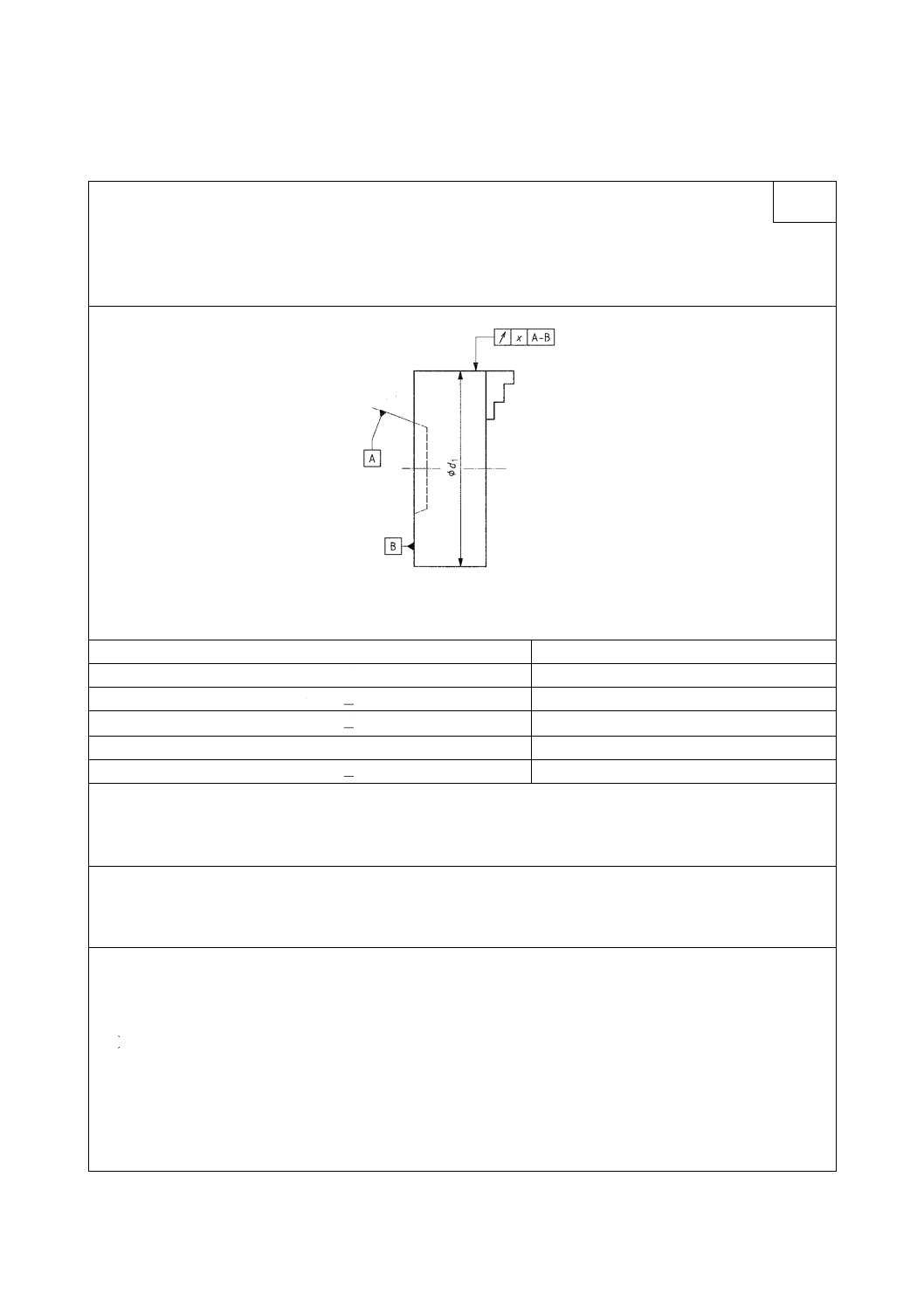
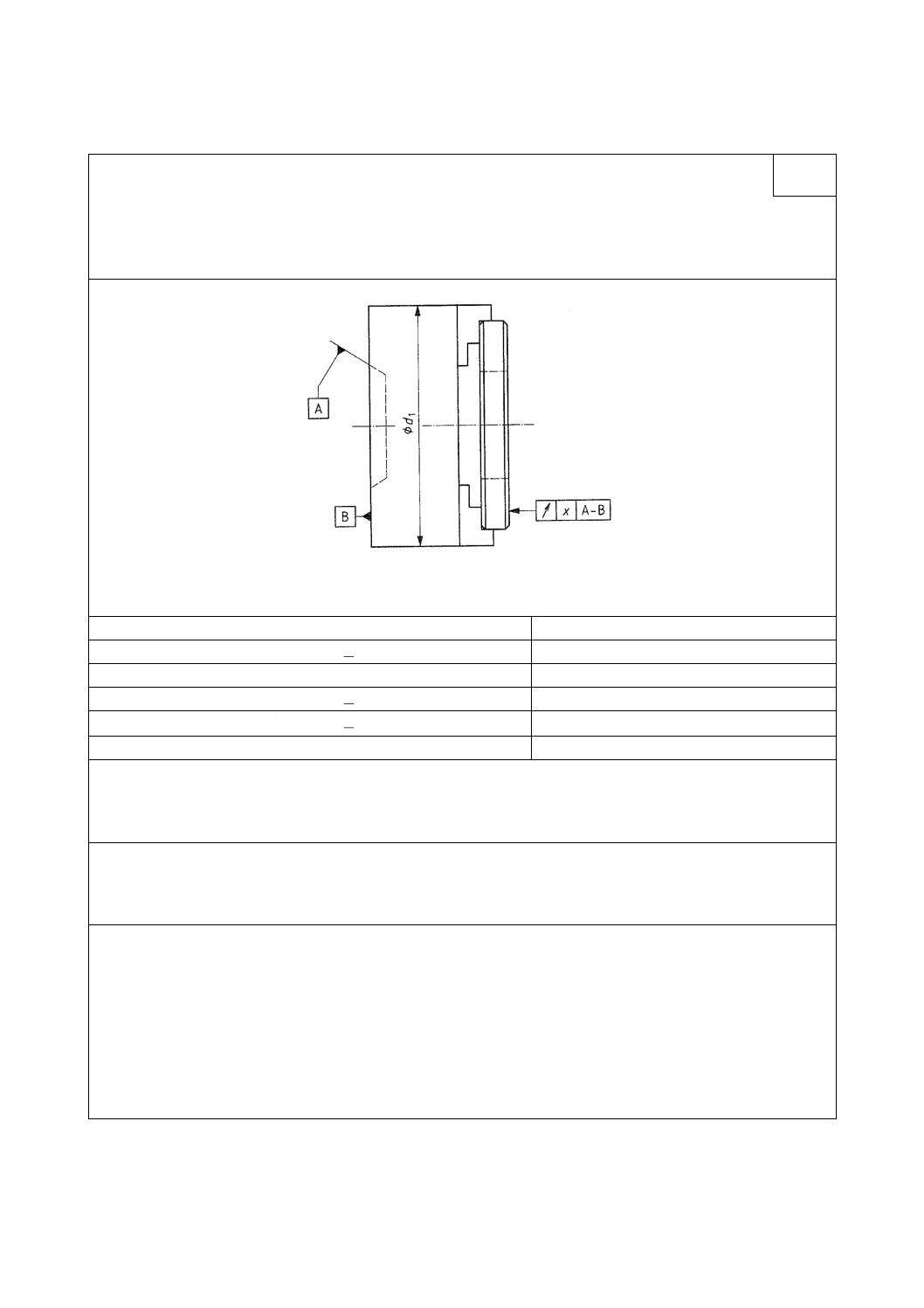
検査事項
チャック外周面の振れ
G 1
測定方法図
チャックの呼び径 d 1 nom
許容値x(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
0.02
125 < d 1 nom ≦ 200
0.03
200 < d 1 nom ≦ 315
0.04
315 < d 1 nom ≦ 500
0.05
500 < d 1 nom ≦ 800
0.06
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
次の2方法の測定が可能。
a) 主軸に取り付けたチャックによる。
b) 測定器による。
二つの測定結果は,主軸端及びチャックの公差によって異なることがある。
7
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
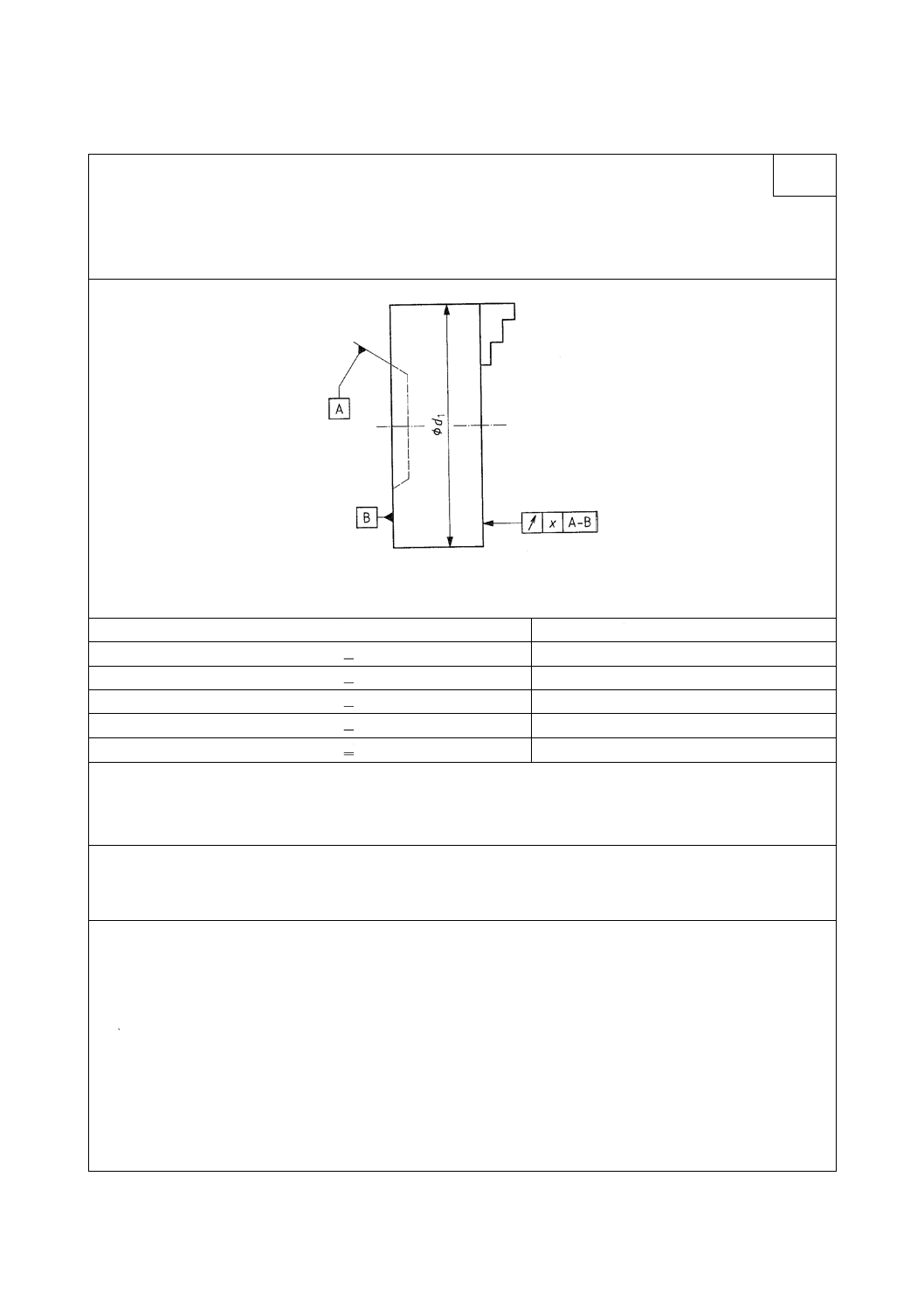
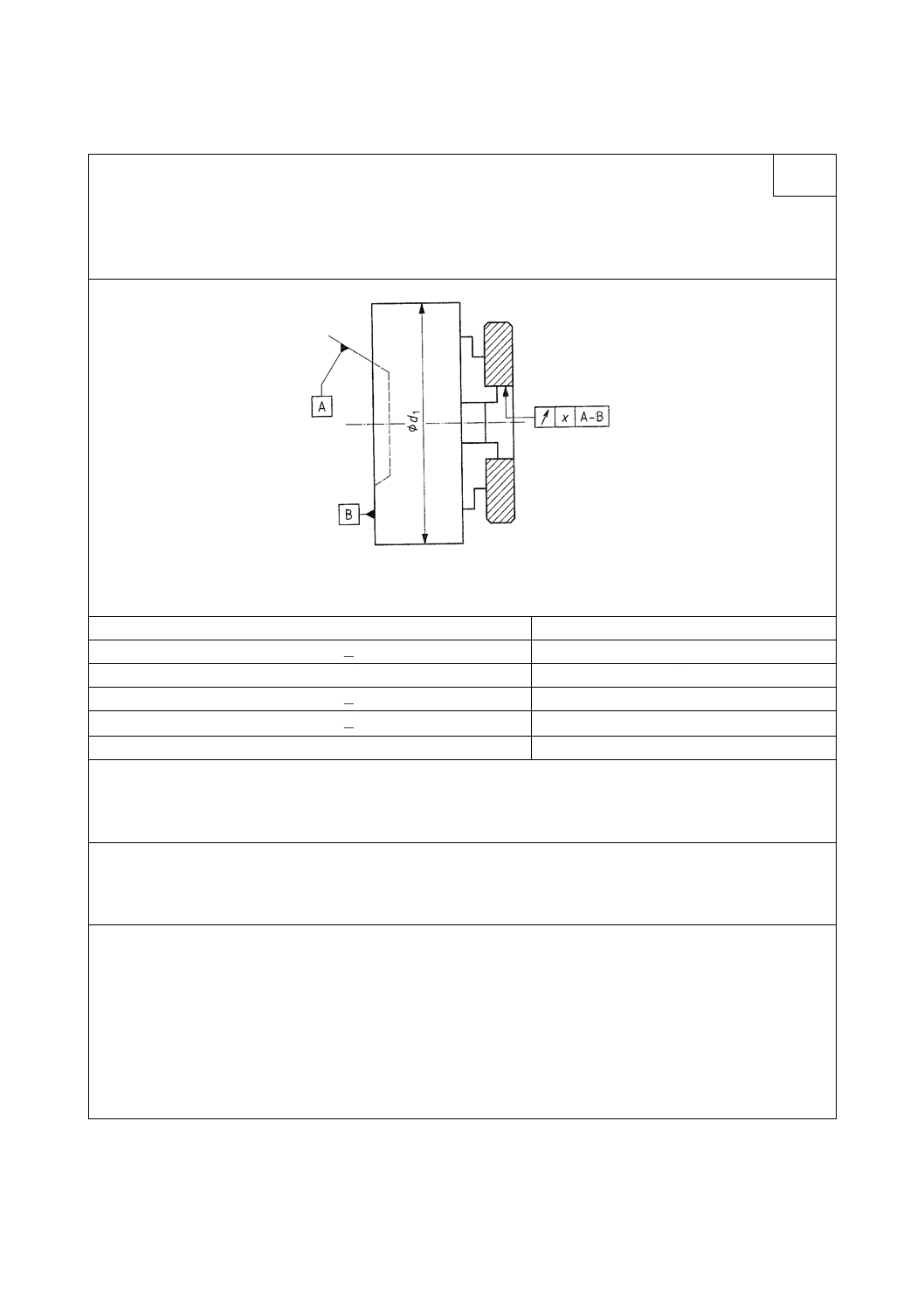
検査事項
チャック端面の軸方向振れ
G 2
測定方法図
チャックの呼び径 d 1 nom
許容値x(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
0.02
125 < d 1 nom ≦ 200
0.03
200 < d 1 nom ≦ 315
0.04
315 < d 1 nom ≦ 500
0.05
500 < d 1 nom ≦ 800
0.06
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
ダイヤルゲージの測定子は,できるだけ最大径の近くに当てる。
次の2方法の測定が可能。
a) 主軸に取り付けたチャックによる。
b) 測定器による。
二つの測定結果は,主軸端及びチャックの公差によって異なることがある。
8
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
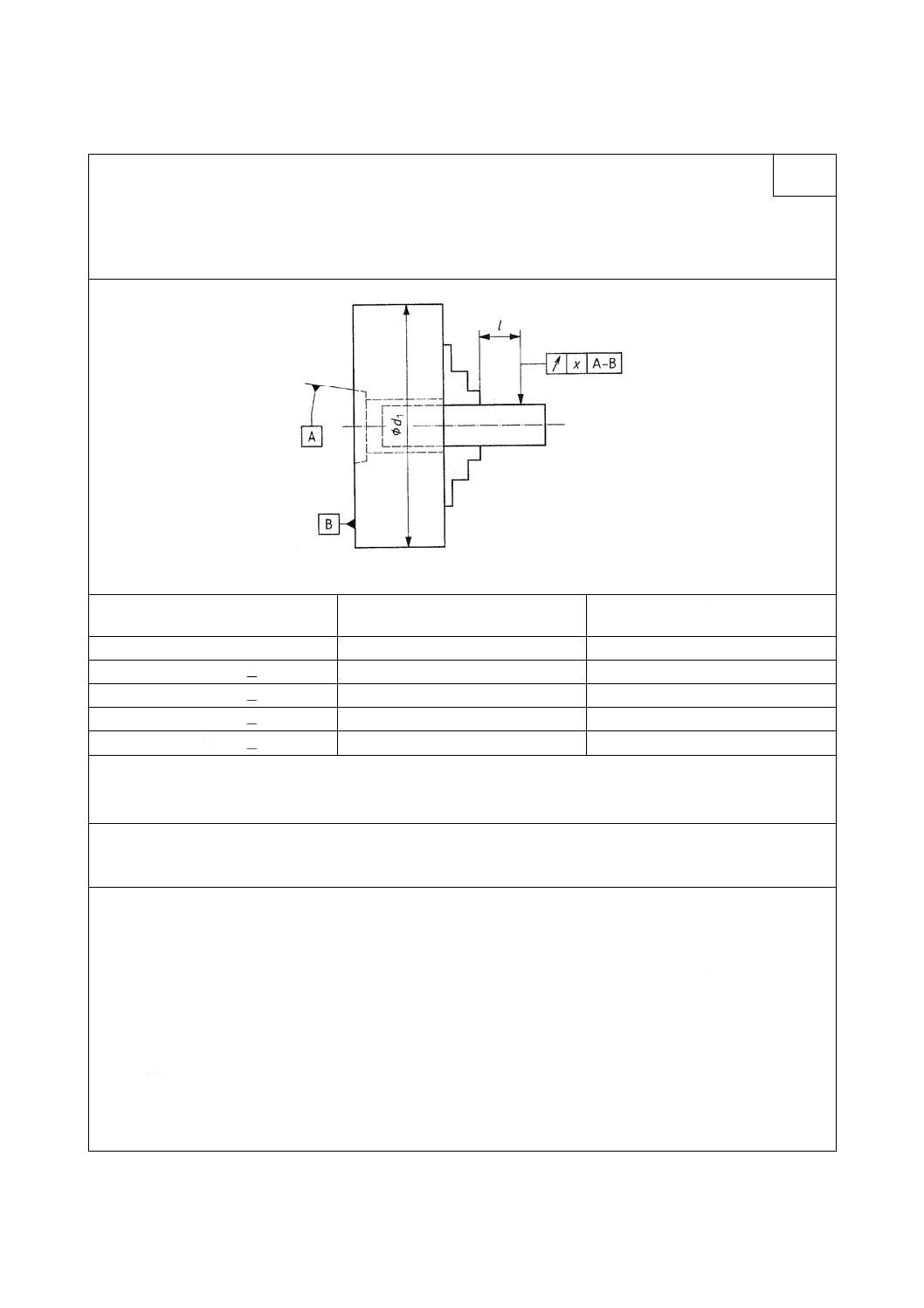
検査事項
テストバーを把握したときの円周振れ
G 3
測定方法図
チャックの呼び径 d 1 nom
ジョー先端から
ダイヤルゲージまでの距離 l
許容値x
(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
50
0.04
125 < d 1 nom ≦ 200
50
0.06
200 < d 1 nom ≦ 315
75
0.08
315 < d 1 nom ≦ 500
100
0.10
500 < d 1 nom ≦ 800
125
0.12
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
チャックの検査に用いるテストバーの本数は,各々異なる直径の4本とする。
用いるテストバーの直径は,一つのテストバーから他のテストバーまでのスクロールの円弧角度が約90°異なる位
置となるように,スクロールピッチに比例させた直径としなければならない。
テストバーの直径は,ジョーのチャック面の直径よりも小さくしなければならない。
テストバーと各ジョーとの接触は,各ジョーの中心線に平行でなければならない。接触点の数又は幅の増加は心出
しのしやすさを悪くし,検査の遂行を困難にする。
この検査 (G3) は,繰返し把握精度を検査するために,各テストバーについて少なくとも3回繰り返す必要がある。
各測定値は,許容値以下でなければならない。
テストバーのジョーによる把握を最大限安定させるために,テストバーの直径はチャックの内径より大きくなって
はならない。
9
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
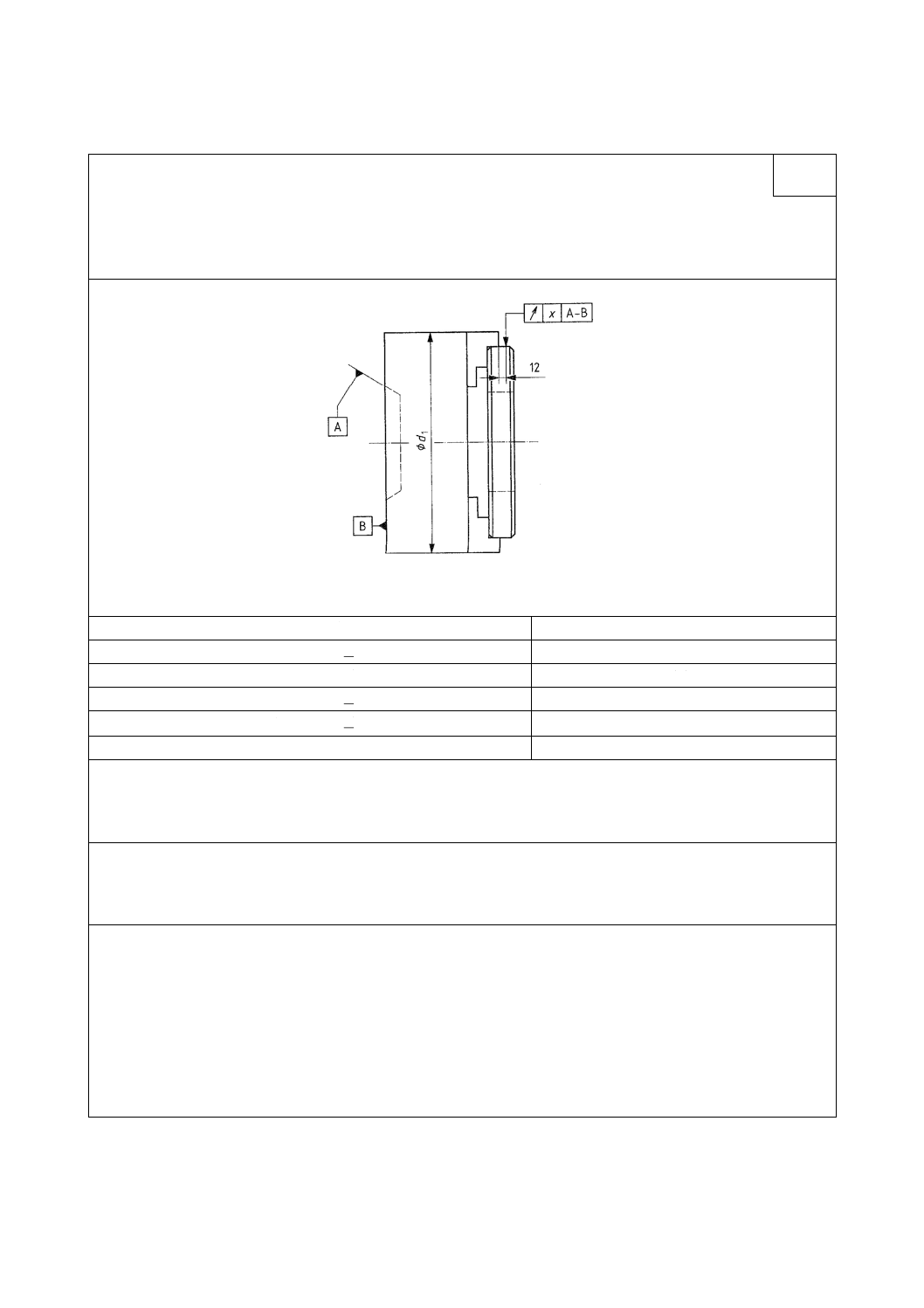
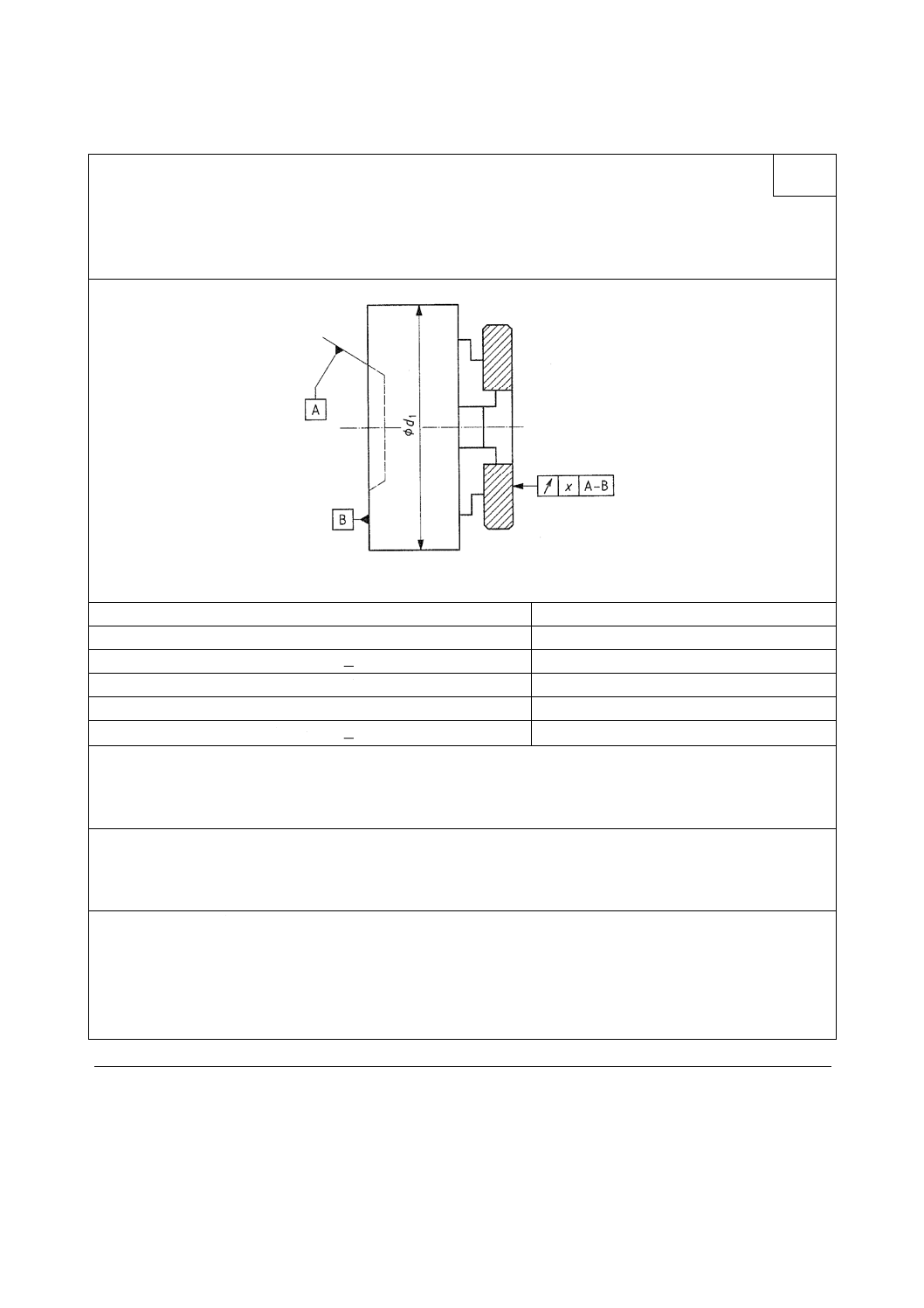
検査事項
テストリングを外径把握したときの円周振れ
G 4
測定方法図
チャックの呼び径 d 1 nom
許容値x(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
0.03
125 < d 1 nom ≦ 200
0.05
200 < d 1 nom ≦ 315
0.07
315 < d 1 nom ≦ 500
0.09
500 < d 1 nom ≦ 800
0.11
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
ジョーの各段を検査しなければならない。各段にそれぞれ一つのテストリングを使用する。テストリングの外径は,
ジョーの段を研削したときの直径よりも小さくしなければならない。
10
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
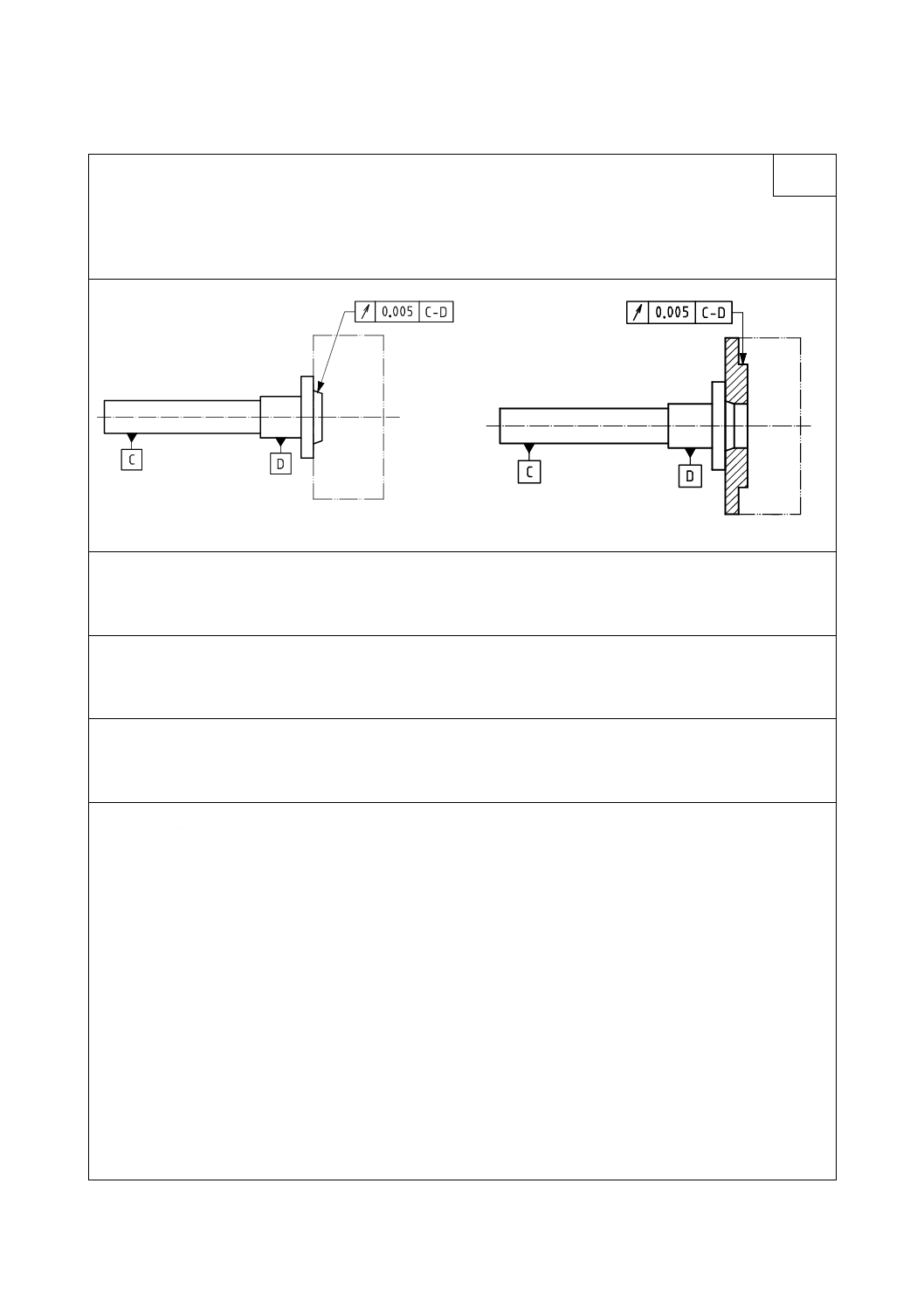
検査事項
テストリングを外径把握したときの端面振れ
G 5
測定方法図
チャックの呼び径 d 1 nom
許容値x(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
0.03
125 < d 1 nom ≦ 200
0.04
200 < d 1 nom ≦ 315
0.05
315 < d 1 nom ≦ 500
0.06
500 < d 1 nom ≦ 800
0.07
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
ジョーの各段を検査しなければならない。各段にそれぞれ一つのテストリングを使用する。テストリングの外径は,
ジョーの段を研削したときの直径よりも小さくしなければならない。
ダイヤルゲージの測定子は,できるだけ最大径の近くに当てる。
11
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
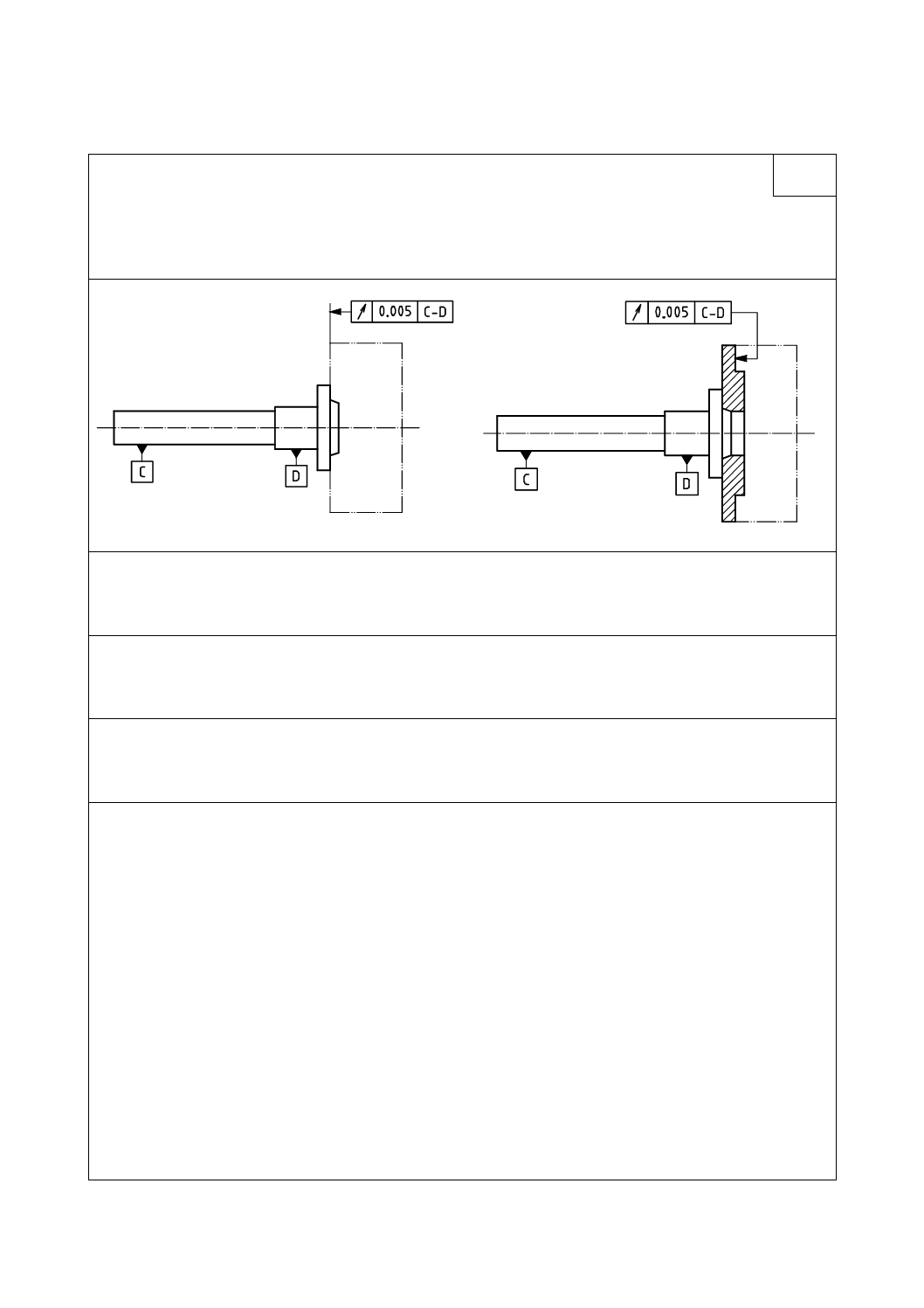
検査事項
テストリングを内径把握したときの円周振れ
G 6
測定方法図
チャックの呼び径 d 1 nom
許容値x(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
0.03
125 < d 1 nom ≦ 200
0.05
200 < d 1 nom ≦ 315
0.07
315 < d 1 nom ≦ 500
0.09
500 < d 1 nom ≦ 800
0.11
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
ジョーの各段を検査しなければならない。各段にそれぞれ一つのテストリングを使用する。テストリングの内径は,
ジョーの段を研削したときの直径よりも大きくしなければならない。
12
B 6152:2008 (ISO 3089:2005)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
テストリングを内径把握したときの端面振れ
G 7
測定方法図
チャックの呼び径 d 1 nom
許容値x(ダイヤルゲージの読みの最大差)
d 1 nom ≦ 125
0.03
125 < d 1 nom ≦ 200
0.04
200 < d 1 nom ≦ 315
0.05
315 < d 1 nom ≦ 500
0.06
500 < d 1 nom ≦ 800
0.07
測定値
d 1 nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
ジョーの各段を検査しなければならない。各段にそれぞれ一つのテストリングを使用する。テストリングの内径は,
ジョーの段を研削したときの直径よりも大きくしなければならない。
ダイヤルゲージの測定子は,できるだけ最小径の近くに当てる。
参考文献
ISO 1101,Geometrical Product Specifications (GPS)−Geometrical tolerancing−Tolerances of form, orientation,
location and run-out