B 6151:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 種類······························································································································· 3
5 品質······························································································································· 4
6 形状・寸法 ······················································································································ 4
7 試験方法························································································································ 10
8 検査······························································································································ 11
9 表示······························································································································ 12
附属書A(参考)ハンドルの形状・寸法 ·················································································· 13
B 6151:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
工作機器工業会(JMAA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規
格を改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規
格である。
これによって,JIS B 6151:1993は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6151:2015
スクロールチャック
Scroll chucks
序文
この規格は,1958年に制定され,その後5回の改正を経て今日に至っている。前回の改正は1993年に
行われたが,その後,引用規格等,関係する規格の改正に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,工作機械に用いる三つ爪スクロールチャック(以下,チャックという。)について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0209-1 一般用メートルねじ−公差−第1部:原則及び基礎データ
JIS B 0905 回転機械−剛性ロータの釣合い良さ
JIS B 1176 六角穴付きボルト
JIS B 6006-1 工作機械−ツーピースジョー付自己求心チャックの寸法及び静的精度検査−第1部:ク
ロスキー形手動チャック
JIS B 6109-1 工作機械−旋盤の主軸端及びチャックの接続寸法−第1部:円すい接続
JIS B 6152 工作機械−ワンピースジョー付自己求心手動チャックの検査条件
JIS B 7725 ビッカース硬さ試験−試験機の検証及び校正
JIS B 7726 ロックウェル硬さ試験−試験機の検証及び校正
JIS B 7737 釣合い試験機
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験−試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,次による。
3.1
C形マウンテングチャック
取付部のはめ合い面が円筒になったチャックで,主としてアダプタプレートを中継して工作機械の主軸
に取り付ける形式のもの。
2
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.2
A形マウンテングチャック
取付部のはめ合い面が凹形テーパになったチャックで,この規格では,JIS B 6109-1のA1形及びA2形
に適するものをいい,主として直接主軸に取り付ける形式のもの。
3.3
マスタジョー
工作物を直接把握する爪を取り付ける受け台で,爪の駆動機構と直接かみ合っている爪。
3.4
トップジョー
マスタジョーに取り付けて使用し,工作物を直接把握する爪。
3.5
ワンピースジョー
マスタジョーとトップジョーとを一体成形した爪。
3.6
ツーピースジョー
マスタジョーとトップジョーとからなる爪。
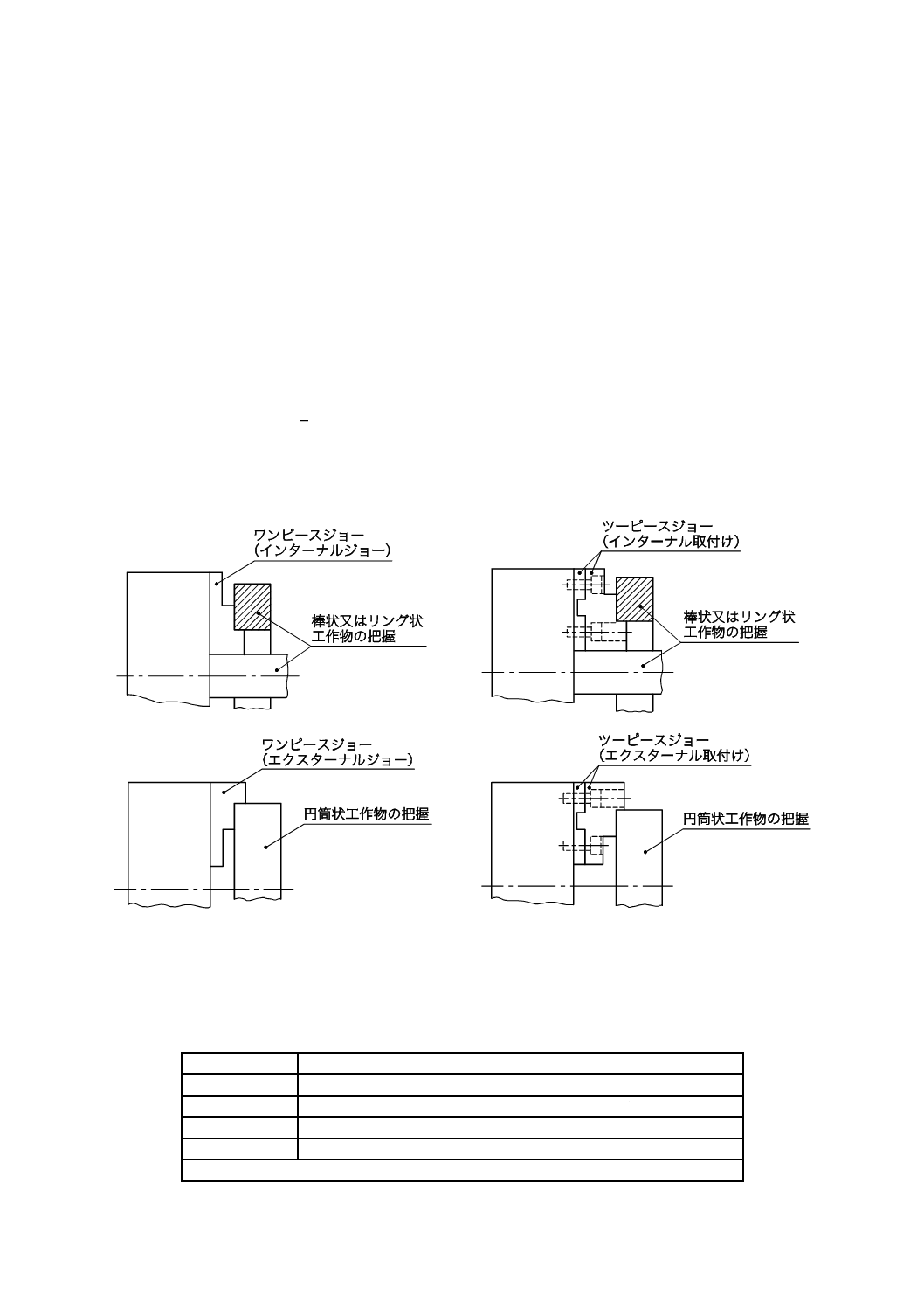
3.7
インターナルジョー
ワンピースジョーの一つで,チャック中心側把握面で棒状工作物を把握するほか,チャック中心側から
外周側に向かって階段状に降下する段部で,リング状工作物の内径を把握する爪(図1参照)。
3.8
エクスターナルジョー
ワンピースジョーの一つで,チャック中心側から外周側に向かって階段状に上昇する段部で,円筒状工
作物の外径を把握する爪(図1参照)。
3.9
リバーシブルジョー
トップジョーの一つで,内周端・外周端の取付方向を変換することによってインターナルジョー及びエ
クスターナルジョーの両機能をもった爪。
なお,インターナルジョーの機能をもたせたときをインターナル取付け(図1参照),エクスターナルジ
ョーの機能をもたせたときをエクスターナル取付け(図1参照)という。
3.10
クロスキー部
トップジョーをマスタジョーに取り付けるときの位置決め方式の一つで,トングとグルーブ(キー及び
キー溝)とをそれぞれ直交して形成する取付面方式。
3.11
把握力
チャックの3個の爪が,工作物に与える半径方向の力の総和。
3.12
静的把握力
チャックが回転していないときに,締付け操作を行って得られる把握力。
3
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.13
最大許容入力トルク
チャックの設計上,許される最大のハンドルトルク。
注記 ハンドルの形状・寸法については,附属書A参照。
3.14
最大静的把握力
最大許容入力トルクで締付け操作を行ったときに得られる静的把握力。
3.15
理論動的把握力
回転中の把握力が,次の式によるものとして求めた値。
c
s
f
f
F
−
=
ここに,
F: 理論動的把握力(N)
fs: 静的把握力(N)
fc: ジョー3個に生じる計算上の遠心力(N)
図1−ジョーの使用状態
4
種類
チャックの種類は,表1の4種類とする。
表1−チャックの種類
記号
種類
SC
ワンピースジョー付きC形マウンテングチャック
TC
ツーピースジョー付きC形マウンテングチャック a)
SA
ワンピースジョー付きA形マウンテングチャック
TA
ツーピースジョー付きA形マウンテングチャック a)
注a) ツーピースジョーに用いるトップジョーは,リバーシブルジョーを用いる。
4
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5
品質
5.1
振れ
振れは,SC形及びSA形はJIS B 6152,TC形及びTA形はJIS B 6006-1による。
5.2
硬さ
ジョーの工作物をつかむ部分の硬さは,55HRC以上とする。
5.3
最大静的把握力
最大静的把握力は,製造業者が指定するが,表2の値を下回ってはならない。
表2−最大静的把握力
単位 N
呼び径区分 8 0以上
100以下
100を超え
125以下
125を超え
160以下
160を超え
200以下
200を超え
250以下
250を超え
315以下
315を超え
400以下
400を超え
500以下
500を超え
630以下
630を超え
800以下
800を超え
1 000以下
許容静的
把握力の
下限値
10 000
17 000
24 000
31 000
37 000
46 000
55 000
65 000
72 000
80 000
88 000
5.4
許容最高回転速度
チャックの許容最高回転速度は,製造業者が指定するが,次の条件を満たさなければならない。
a) 最大静的把握力で締め付けたとき,許容最高回転速度における理論動的把握力は,最大静的把握力の
1/3以上とする。
b) ジョーは,エクスターナルジョー又はエクスターナル取付けとし,外周端をチャックボデー外周に一
致させた状態で計算する。
5.5
釣合い良さ
チャックのもつ静的残留不釣合いによる許容最高回転速度における釣合い良さは,表3の値以下でなけ
ればならない。
表3−釣合い良さ
呼び径区分
80を超え
160以下
160を超え
315以下
315を超え
1 000以下
釣合い良さ
G25
G16
G10
釣合い良さの等級Gは,JIS B 0905による。
6
形状・寸法
6.1
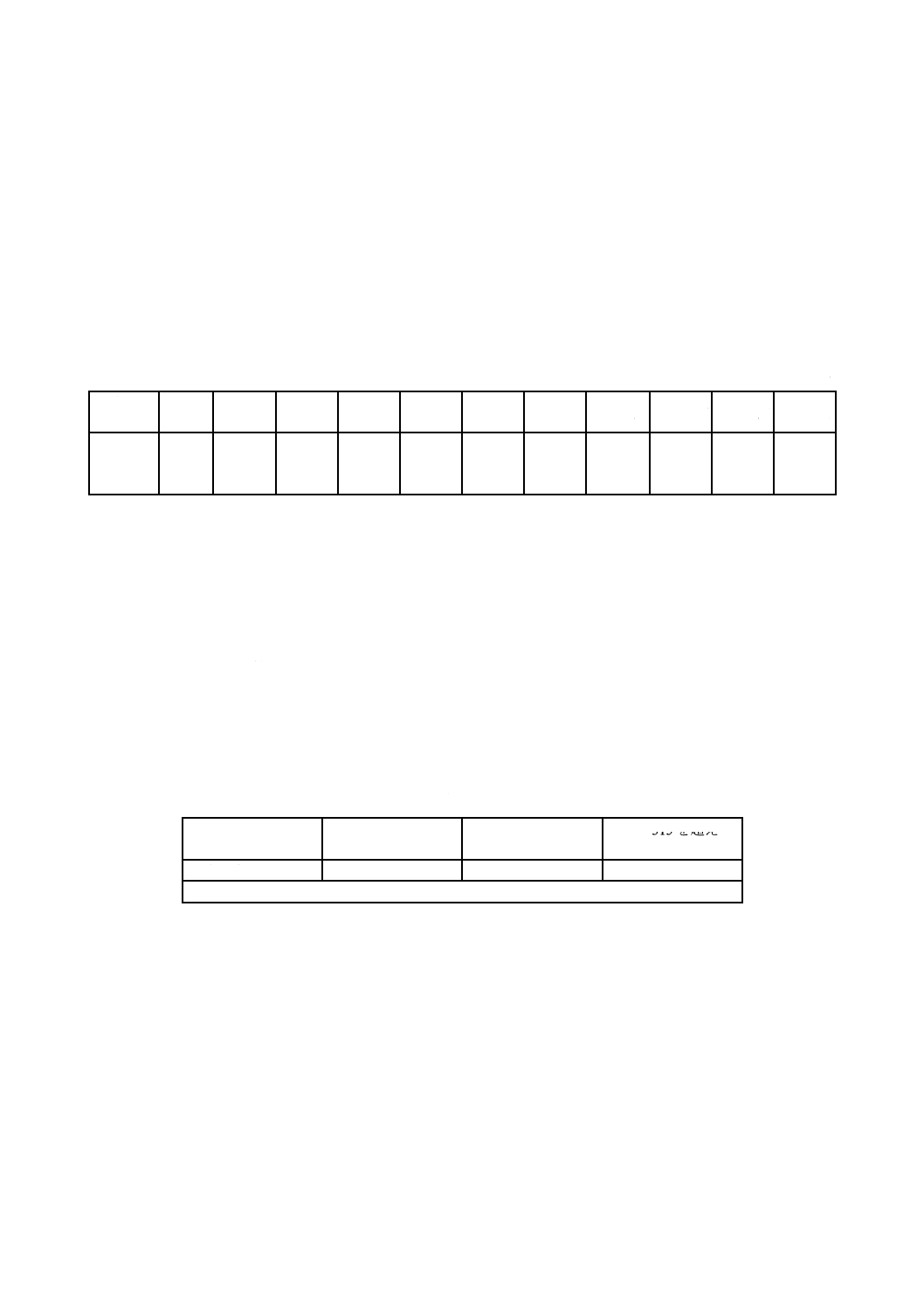
チャックの把握可能寸法
チャックの把握可能寸法は,表4による。
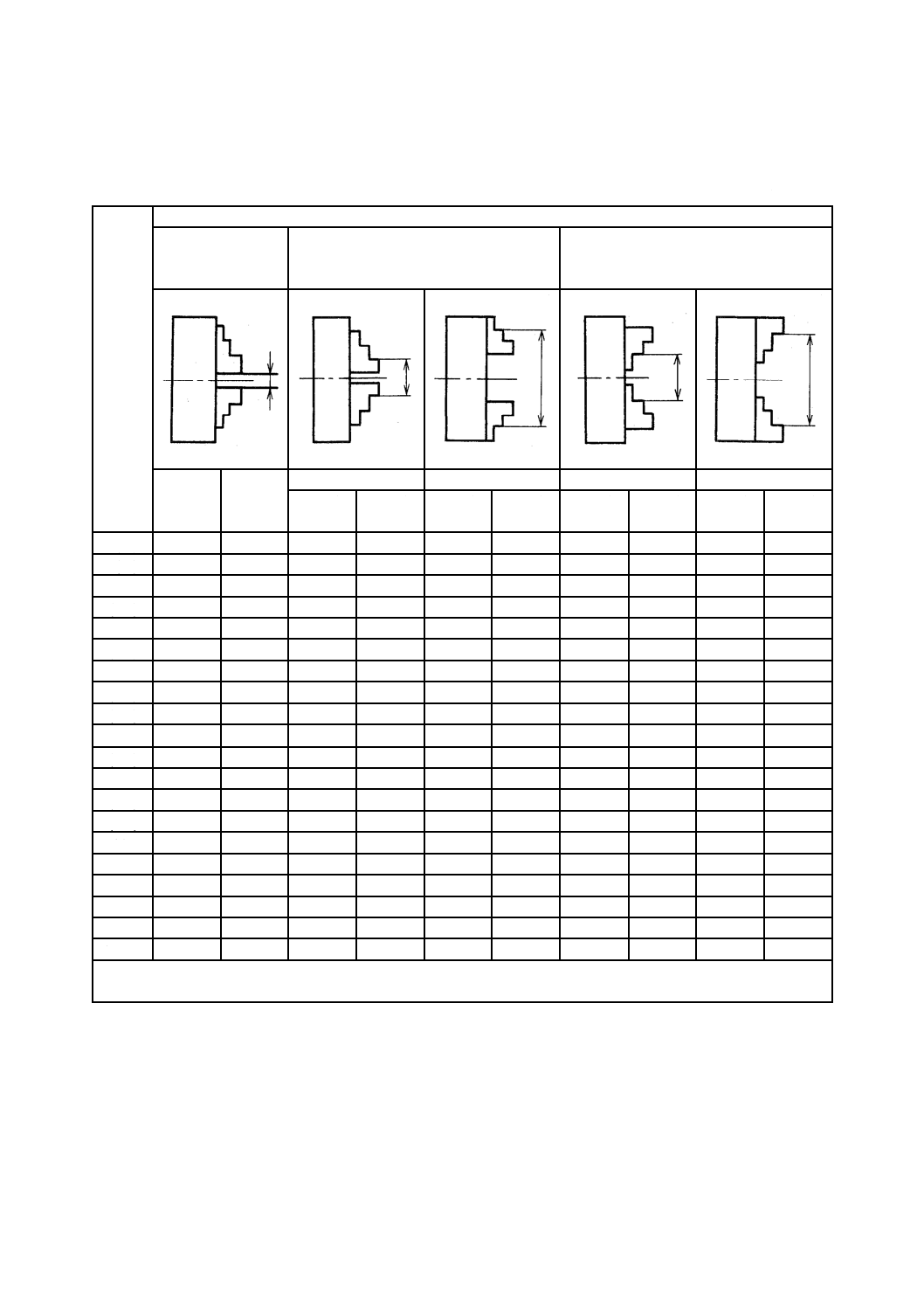
6.2
チャックの形状・寸法
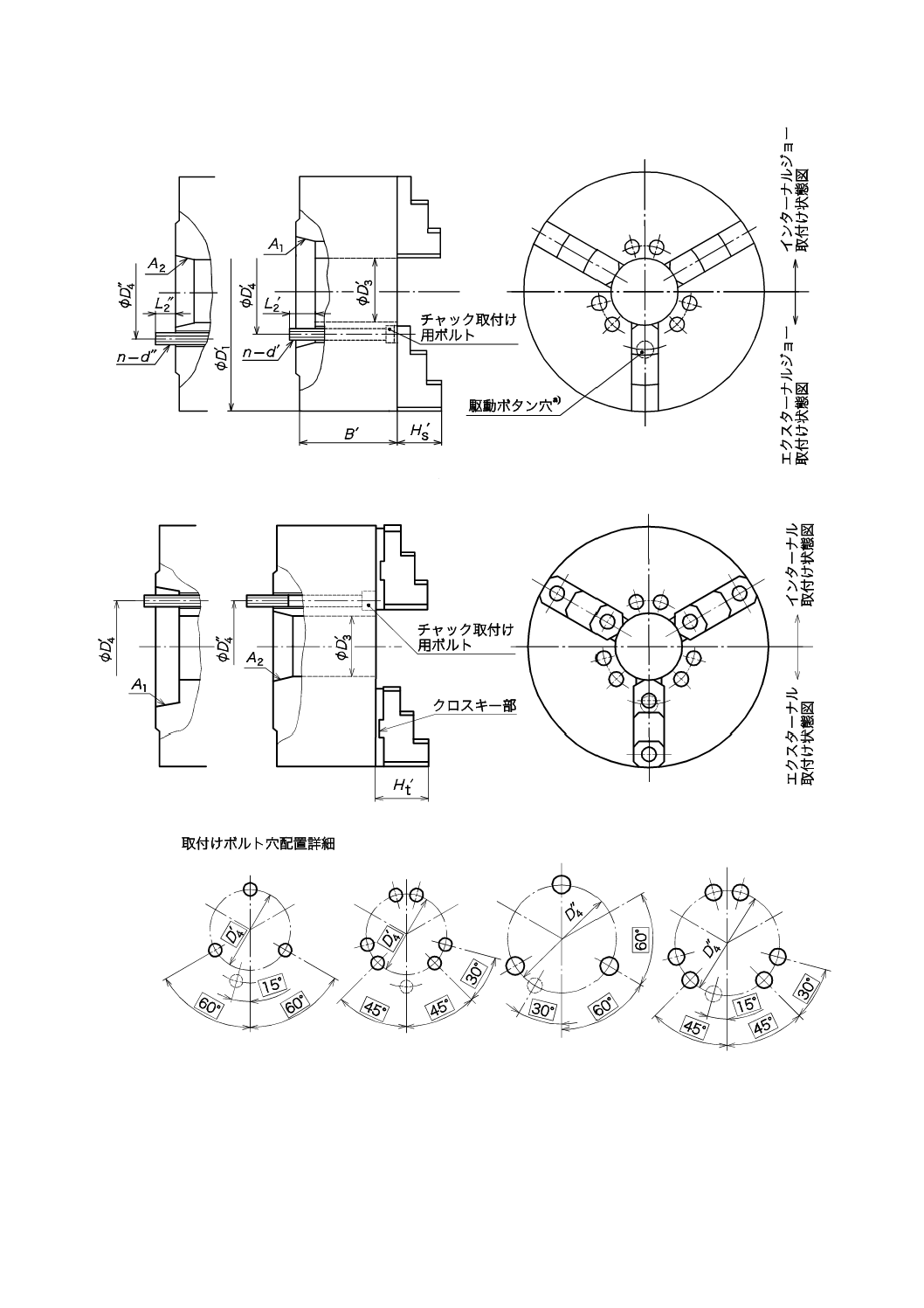
SC形及びTC形の形状・寸法は図2及び表5によって,SA形及びTA形の形状・寸法は図3及び表6
による。ただし,図は,構造を規定するものではない。
5
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
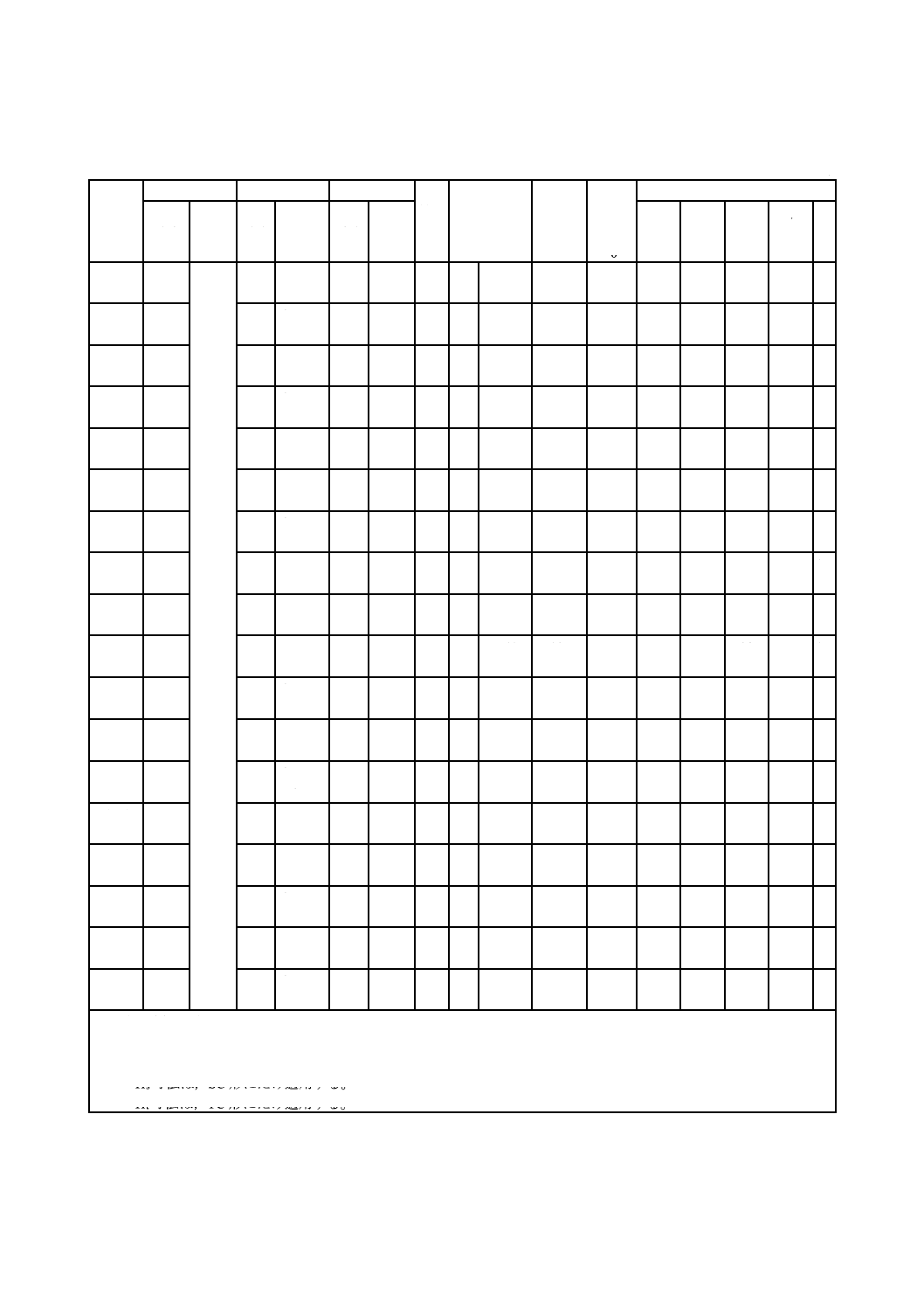
表4−把握可能寸法
単位 mm
呼び径
把握形態
インターナルジョ
ーによる棒状工作
物の最小把握径
インターナルジョーによるリング状工作
物の最小・最大把握径
エクスターナルジョーによる円筒状工作
物の最小・最大把握径
a)
a)
SC形
SA形
TC形
TA形
最小
最大
最小
最大
SC形
SA形
TC形
TA形
SC形
SA形
TC形
TA形
SC形
SA形
TC形
TA形
SC形
SA形
TC形
TA形
(80)
2
−
24
−
55
−
32
−
56
−
(85)
2
−
25.5
−
57
−
34
−
60
−
100
3
−
30
−
70
−
37
−
72
−
(110)
3
−
33
−
77
−
41
−
80
−
125
3
−
37.5
−
87.5
−
46
−
94
−
(130)
3
−
39
−
91
−
48
−
100
−
160
3
6
48
53
112
112
59
54.5
120
115
(165)
3
6
49.5
54.5
115.5
115.5
61
56
125
120
(190)
4
8
57
63
133
133
70
64.5
145
140
200
4
8
60
66
140
140
74
68
150
145
(230)
5
10
69
76
161
161
85
78
170
165
250
5
10
75
82.5
175
175
92.5
85
190
180
(270)
7
14
82
90
191
191
101
93
205
195
(310)
10
20
93
102
217
217
115
105
235
220
315
10
20
94.5
104
220
220
116.5
107
240
225
400
20
30
120
132
280
280
148
136
305
290
500
35
45
150
165
350
350
185
170
380
360
630
50
65
189
208
441
441
233
214
480
455
800
−
150
−
274
−
610
−
282
−
620
1 000
−
200
−
344
−
800
−
352
−
810
呼び径に括弧を付けたものは,できるだけ用いない。
注a) この状態において,ジョー外周端がボデー外周から出ないことが望ましい。
6
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) SC形
b) TC形
注a) ボルトのねじ径及び数はn−dとし,種類はJIS B 1176を用い,穴はジョーに対しタップ穴と対称角度位置に設
けることが望ましい。
b) TC形の用いるクロスキー部の詳細は,JIS B 6006-1による。
図2−SC形・TC形の形状
7
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−SC形・TC形の寸法
単位 mm
呼び径
D1
D2
D4
B
最大
n(本)−d a)
b
許容差
+0.15
+0.05
D5
許容差
+0.7
0
参考
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差
D3
最小
L1
最小
Hs b)
最大
Ht c)
最大
L2
(80)
80 ±5 %
56 +0.019
0
67 ±0.3
44
3
M 6
6
7.8
15
3
14
− 9
(85)
85
60 +0.019
0
73 ±0.3
46
3
M 6
7
9.2
16
3
16
− 9
100
100
70 +0.019
0
83 ±0.4
50
3
M 8
8
10.5
20
3
18
34 12
(110)
110
80 +0.019
0
95 ±0.4
60
3
M 8
8
10.5
24
3
20
34 12
125
125
95 +0.022
0
108 ±0.4
56
3
M 8
9
11.8
32
4
24
35 12
(130)
130
100 +0.022
0
115 ±0.4
61
3
M 8
8
10.5
32
4
25
35 12
160
160
125 +0.025
0
140 ±0.5
65
3
M10
10
13.1
42
4
33
42 15
(165)
165
130 +0.025
0
147 ±0.5
68
3
M10
10
13.1
43
4
28
42 15
(190)
190
155 +0.025
0
172 ±0.5
77
3
M10
11
14.4
53
4
30
44 15
200
200
160 +0.025
0
176 ±0.5
75
3
M10
11
14.4
55
4
33
52 15
(230)
230
190 +0.029
0
210 ±0.6
85
3
M12
12
15.7
65
4
37
52 18
250
250
200 +0.029
0
224 ±0.6
85
3
M12
12
15.7
76
5
39
58 18
(270)
270
230 +0.029
0
250 ±0.6
88
3
M12
12
15.7
80
5
40
58 18
(310)
310
260 +0.032
0
285 ±0.6
96
3
M12
14
18.3
90
5
45
60 21
315
315
260 +0.032
0
286 ±0.6
95
3
M16
14
18.3
103
5
46
60 21
400
400
330 +0.036
0
362 ±0.6 108
3
M16
17
22.3
136
5
48
75 24
500
500
420 +0.040
0
458 ±0.6 120
6
M16
19
24.9
190
5
74
100 24
630
630
545 +0.044
0
586 ±0.6 135
6
M16
19
24.9
240
7
80
110 27
呼び径に括弧を付けたものは,できるだけ用いない。
注a) d(アダプタ取付ボルト用ねじ穴)のねじは,JIS B 0209-1による。また,その公差域クラスは,JIS B 0209-1
に規定する6Hとする。
b) Hs寸法は,SC形にだけ適用する。
c) Ht寸法は,TC形にだけ適用する。
8
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) SA形
b) TA形
A1,A2,D'4及びD''4は,JIS B 6109-1による。
注a) 駆動ボタン穴の詳細はJIS B 6109-1,TA形の用いるクロスキー部の詳細はJIS B 6006-1によるほか,図中省略
した部品名称は,図2による。
図3−SA形・TA形の形状
9
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−SA形・TA形の寸法
単位 mm
呼び径
D1'
A a)
n(本)−d' b)
n(本)−d'' b)
b c)
許容差
+0.15
+0.05
D5 c)
許容差
+0.7
0
参考
基準寸法
許容
差
D3'
最小
B1'
最小
Hs' d)
最大
Ht' e)
最大
L2'
160
160
±5 %
A1- 5
3
M10
10
13.1
40
77
33
42
16
(165)
165
A1- 5
3
M10
10
13.1
40
77
25
42
16
190
190
A1- 5
3
M10
11
14.4
40
87
30
42
16
A1- 6
3
M12
11
14.4
55
87
30
44
19
200
200
A1- 5
3
M10
11
14.4
40
87
33
52
16
A1- 6
3
M12
11
14.4
55
87
33
52
19
(230)
230
A1- 6
3
M12
12
15.7
55
95
35
52
19
250
250
A1- 6
3
M12
12
15.7
55
98
39
58
19
A1- 6
6
M12
12
15.7
55
98
39
58
19
A1- 8
3
M16
12
15.7
76
98
39
58
23
A1- 8
6
M16
12
15.7
76
98
39
58
23
(270)
270
A1- 6
3
M12
12
15.7
55
105
40
58
19
A1- 6
6
M12
12
15.7
55
105
40
58
19
A1- 8
3
M16
12
15.7
76
105
40
58
23
A1- 8
6
M16
12
15.7
76
105
40
58
23
(310)
310
A1- 6
3
M12
14
18.3
55
110
46
60
19
A1- 6
6
M12
14
18.3
55
110
46
60
19
A2- 6
3
M12
14
18.3
90
110
46
60
19
A2- 6
6
M12
14
18.3
90
110
46
60
19
A1- 8
3
M16
14
18.3
76
110
46
60
23
A1- 8
6
M16
14
18.3
76
110
46
60
23
315
315
A2- 6
3
M12
14
18.3
103
110
46
60
19
A2- 6
6
M12
14
18.3
103
110
46
60
19
A1- 8
3
M12
14
18.3
76
110
46
60
23
A1- 8
6
M16
14
18.3
76
110
46
60
23
400
400
A2- 8
6
M16
17
22.3
136
125
48
75
30
A1-11
6
M20
17
22.3
125
125
48
75
30
500
500
A2-11
6
M20
19
24.9
190
137
74
100
30
630
630
A2-11
6
M20
19
24.9
190
151
80
110
30
A1-15
6
M24
19
24.9
190
151
80
110
35
800
800
A2-11
6
M20
22
28.8
190
190
−
115
30
A2-15
6
M24
22
28.8
250
190
−
115
35
1 000
1 000
A2-15
6
M24
22
28.8
250
200
−
120
35
A2-20
6
M24
22
28.8
310
200
−
120
36
呼び径に括弧を付けたものは,できるだけ用いない。
注a) Aの数値は,JIS B 6109-1のA1形又はA2形に規定する主軸端番号を示し,この形状・寸法並びに許容差は,
その規格の面板取付部による。ただし,面板の穴径及びボルト穴の座ぐり深さについては適用しない。
b) n−d ' は,A1形に,n−d '' は,A2形に対応するボルトである。
c) b及びD5の対応図法は,図2のハンドル穴詳細による。
d) Hs' 寸法は,SA形にだけ適用する。
e) Ht' 寸法は,TA形にだけ適用する。
10
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
試験方法
7.1
振れ試験
振れは,SC形及びSA形についてはJIS B 6152,TC形及びTA形についてはJIS B 6006-1に規定する方
法によって測定する。
7.2
硬さ試験
硬さは,JIS B 7726に規定する試験機を用いて,JIS Z 2245のロックウェル硬さ試験方法によって測定
する。ただし,製品として測定痕が問題となる場合で,表面が十分滑らかであれば,JIS Z 2245のロック
ウェルスーパーフィシャル硬さ試験方法,又はJIS B 7725に規定する試験機を用いて,JIS Z 2244の試験
方法によって試験してもよい。
7.3
静的把握力
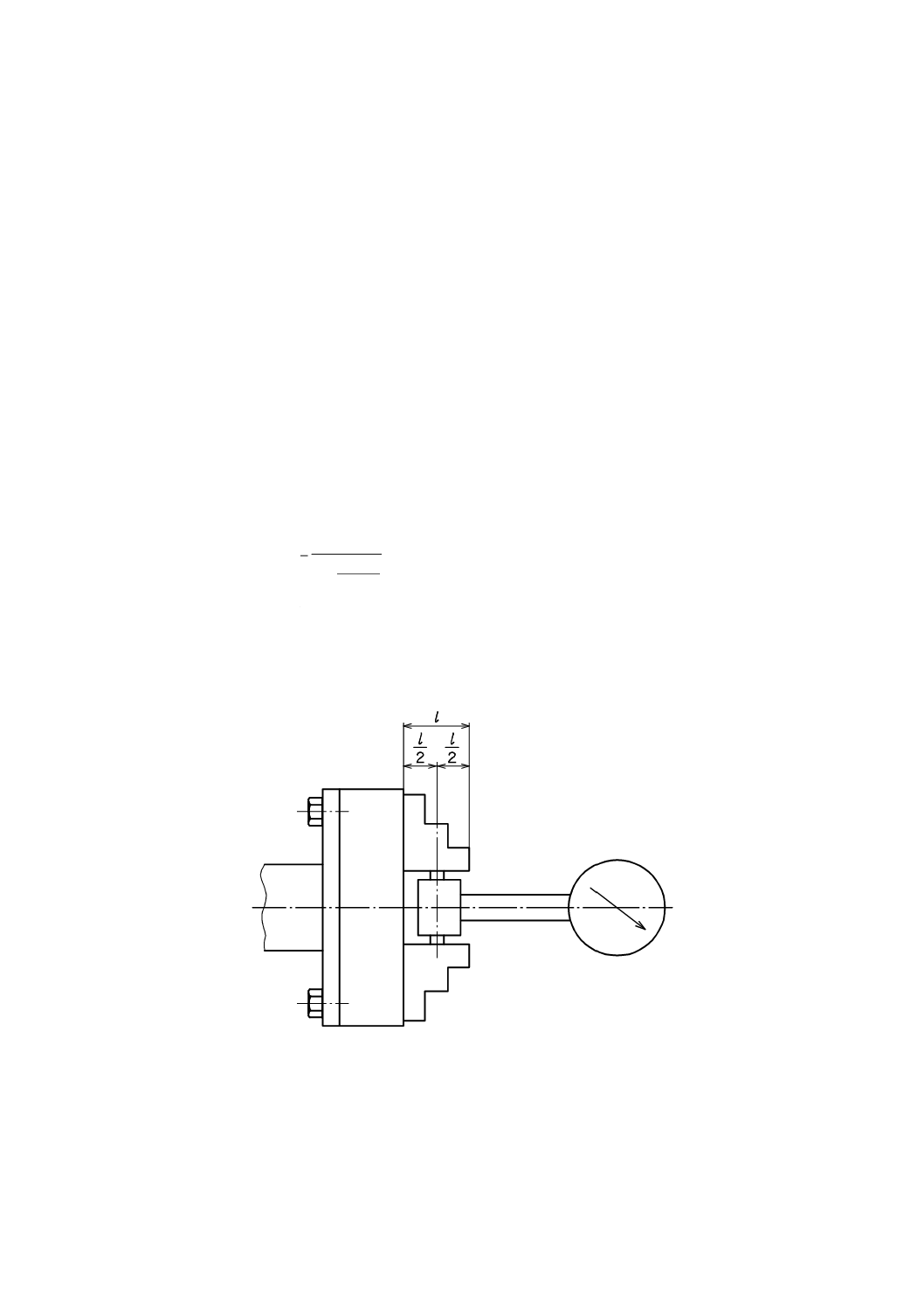
インターナルジョー又はインターナル取付けで把握可能な把握力計を,最大許容入力トルク範囲内で,
図4に示す位置に把握して測定するか,又は表7に規定する直径で硬さ63HRC以上,表面粗さ3.2 μmRa
以下に研削仕上げした試験棒をつかみ,ねじりモーメントを与えて測定する。
なお,ねじりモーメントによって測定する場合は,式(1)で換算する。
3
10
2×
×
=
d
T
F
μ
………………………………………………………………(1)
ここに,
F: 把握力(N)
T: 試験棒が滑り始める直前のねじりモーメント(N・m)
μ: 摩擦係数 0.15
d: 試験棒の直径(mm)
図4−把握力計による把握力測定
11
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−把握力測定に用いる試験棒
単位 mm
呼び径
試験棒の直径
呼び径
試験棒の直径
呼び径
試験棒の直径
80
15
190
45
500
150
85
200
630
100
20
230
55
800
180
110
250
1 000
230
125
25
270
70
130
310
80
160
35
315
165
400
100
7.4
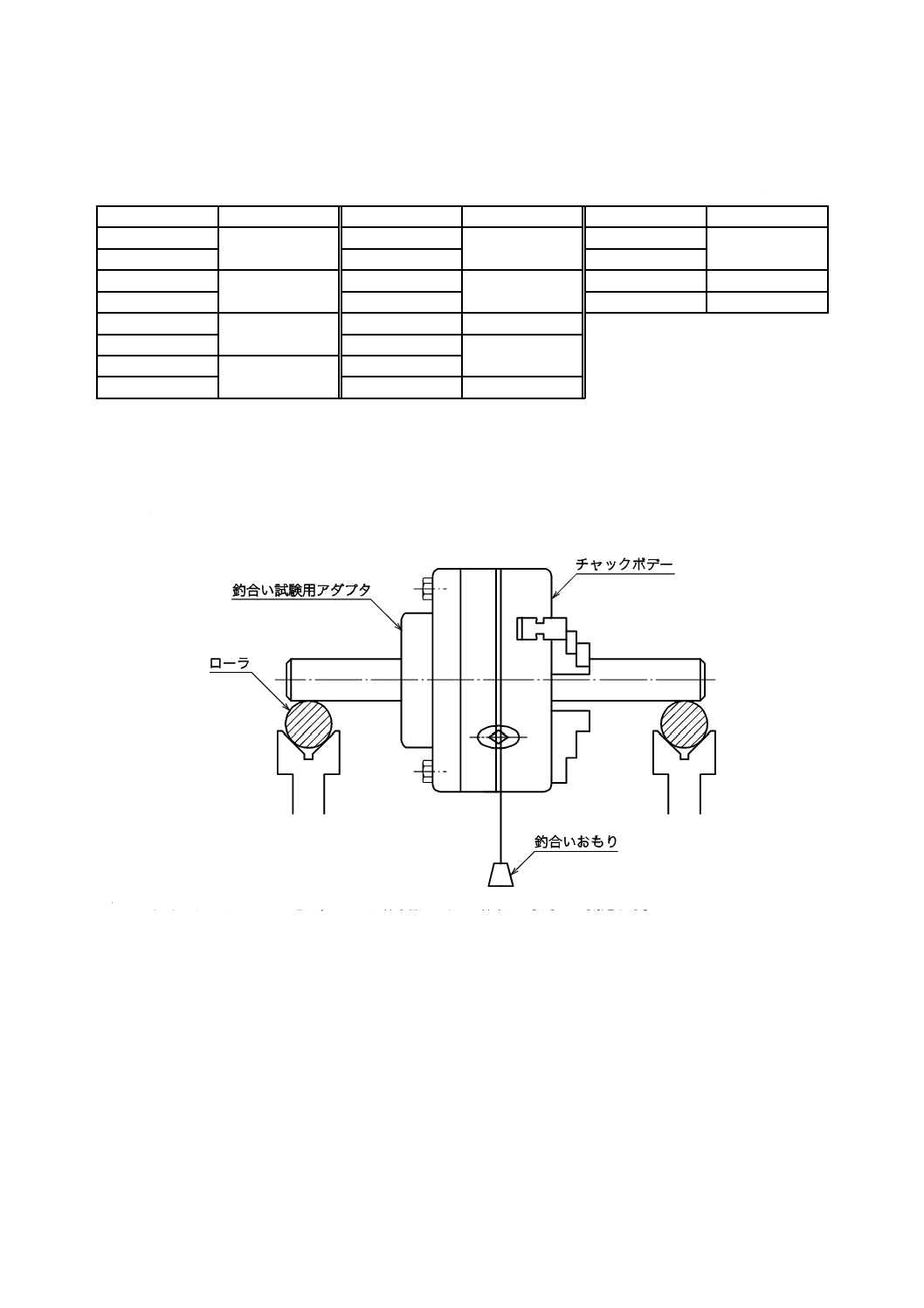
釣合い良さ試験
図5に示すようにチャックを静的釣合い試験用アダプタに取り付け,静的釣合い試験用のナイフエッジ
又はローラエッジの上に載せて,不釣合いを測定するか,JIS B 7737に規定する試験機を用いて1面釣合
い試験方法によって測定する。
ジョーはインターナルジョーとし,ジョー外周端はボデー外周に一致させて測定する。
図5−釣合い良さ試験
8
検査
チャックの検査は,振れ,硬さ,許容静的把握力,釣合い良さ及び形状・寸法について行い,それぞれ
箇条4及び箇条5の規定に適合しなければならない。
12
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
表示
チャックには,適切な箇所に,次の事項を表示する。
a) 種類記号及び呼び径
b) 製造業者名又はその略号
c) 許容最高回転速度
d) 許容入力トルク
e) 最大静的把握力
13
B 6151:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
ハンドルの形状・寸法
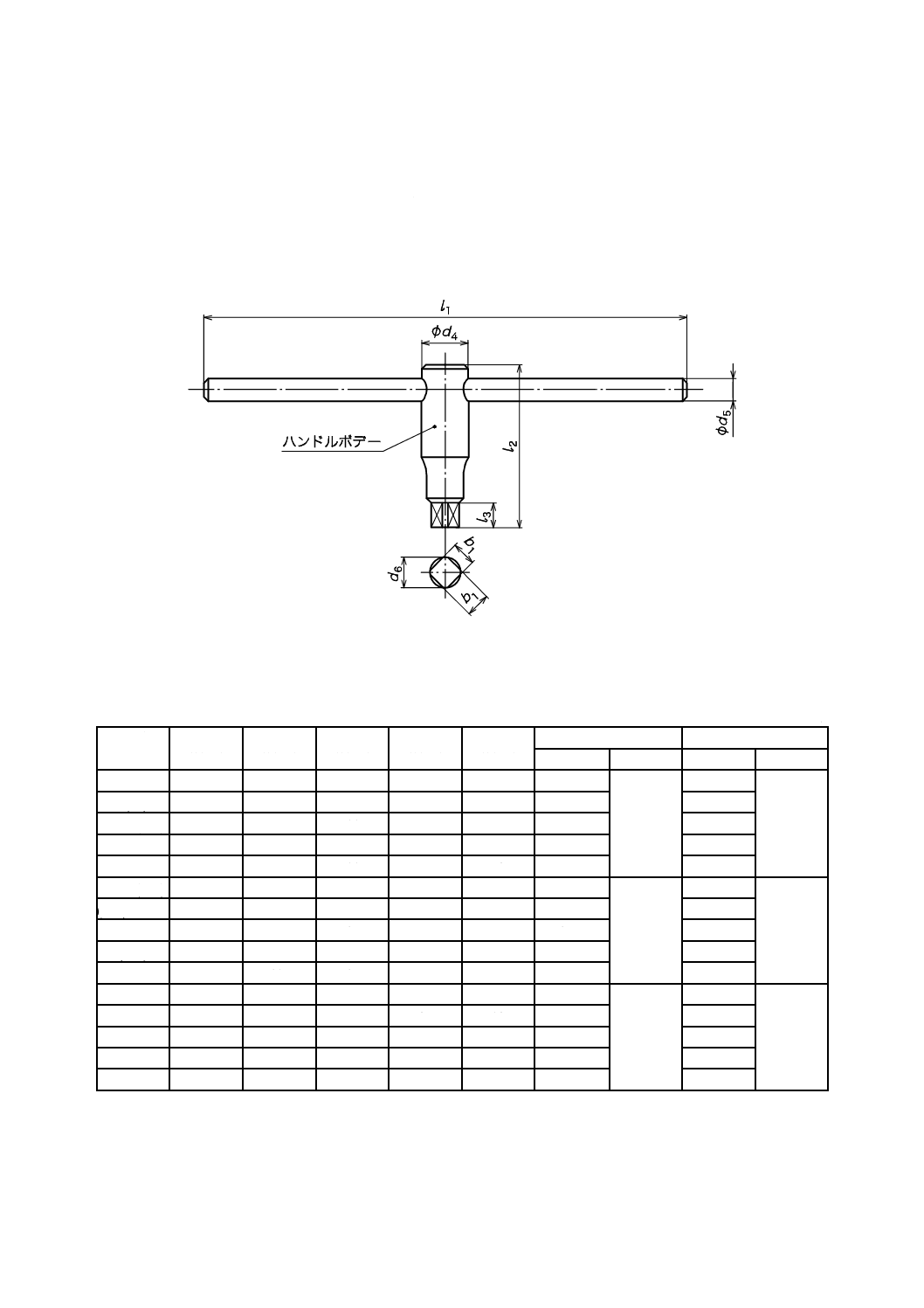
チャックに附属するハンドルの形状・寸法を,図A.1及び表A.1に記載する。
図A.1−ハンドル
表A.1−ハンドルの寸法
単位 mm
呼び径
l1
(最小)
l2
(最小)
l3
(最小)
φd4
(最小)
φd5
(最小)
d6
b1
基準寸法
許容差
基準寸法
許容差
80
110
65
10
15
8
7.8
−0.10
−0.30
6
0
−0.10
(85)
110
65
10
15
8
9.2
7
100,(110)
140
70
11
17
8
10.5
8
125
170
75
11
18
8
11.8
9
130
170
75
11
18
8
10.5
8
160,(165)
210
85
13
20
10
13.1
−0.15
−0.40
10
0
−0.15
(190),200
240
90
14
22
11
14.4
11
230, 250
290
105
15
26
12
15.7
12
(270)
330
105
15
26
12
15.7
12
310, 315
390
115
17
30
16
18.3
14
400
420
115
17
30
16
22.0
−0.20
−0.50
17
0
−0.20
500
460
150
20
35
18
25.0
19
630
500
170
22
40
20
25.0
19
800
700
320
31
50
24
29.0
22
1 000
700
320
31
50
24
29.0
22