B6101:2004 (ISO 297:1988)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本工作
機械工業会(JMTBA)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 6101:1982は改正され,この規格に置き換えられる。
改正に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成及び日
本工業規格を基礎にした国際規格原案の提案を容易にするために,ISO 297:1988,7/24 tapers for tool shanks
for manual changingを基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
B6101:2004 (ISO 297:1988)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 互換性 ··························································································································· 1
4. 主軸端のテーパ ··············································································································· 2
5. ツールシャンクのテーパ ··································································································· 5
6. ツールシャンクのフランジ ································································································ 6
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6101:2004
(ISO 297:1988)
7/24テーパの主軸端及びシャンク
7/24 tapers for tool shanks for manual changing
序文 この規格は,1988年に第2版として発行されたISO 297,7/24 tapers for tool shanks for manual changing
を翻訳し,技術的内容を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,手動交換に用いられる7/24テーパの主軸端及びツールシャンクの寸法につい
て規定する。
なお,この規格は,ミリメートルで規定している。また,この工具シャンクと装置のためのフランジ外
径及び前面による取付けの場合のテーパに対するフランジ前面の位置決めも規定する。
備考1. フランジは外周に二つの溝をもち,それに機械主軸の駆動キーがはまることで,主軸回転運
動を工具又は装置に伝達する。
2. シャンク取付けは,シャンク後端でねじ締めする締付具を使った通常の後端締付け,又は主
軸に取付けた締付け装置を使い,主軸に工具又は装置を取付けて行う。後者の場合だけ,正
確に規定した基本直径D1をもつテーパゲージ面に対するフランジ前面の位置決めが必要で
ある。
この種のテーパの形状は,様々な種類の工作機械の主軸端と対応する工具及び装備のため
に設計される。
自動交換装置用テーパツールシャンクの寸法は,ISO 7388-1で規定されている。
3. この規格の対応国際規格を,次に示す。
なお,対応の程度を表す記号は,ISO/IEC Guide 21に基づき,IDT(一致している),MOD
(修正している),NEQ(同等でない)とする。
ISO 297:1988,7/24 tapers for tool shanks for manual changing (IDT)
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1176 六角穴付きボルト
備考 ISO 4762:1997,Hexagon socket head cap screwsが,この規格と一致している。
ISO 7388-1 Tool shanks with 7/24 taper for automatic tool changers−Part 1: Shanks Nos. 40, 45 and 50−
Dimensions
3. 互換性 この規格は,M又はUNのねじに対応した製品について規定している。
それらを区別するために,構成部品には対応するねじの記号を表示することは重要である。しかしなが
2
B 6101:2004 (ISO 297:1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ら,他のすべての寸法において,メートル法,又は,インチ値に製造された製品は同じではないが互換性
はある。したがって,インチ又はメートル法のいずれかで規定された製品の受入れができるようにするこ
とが望ましい。
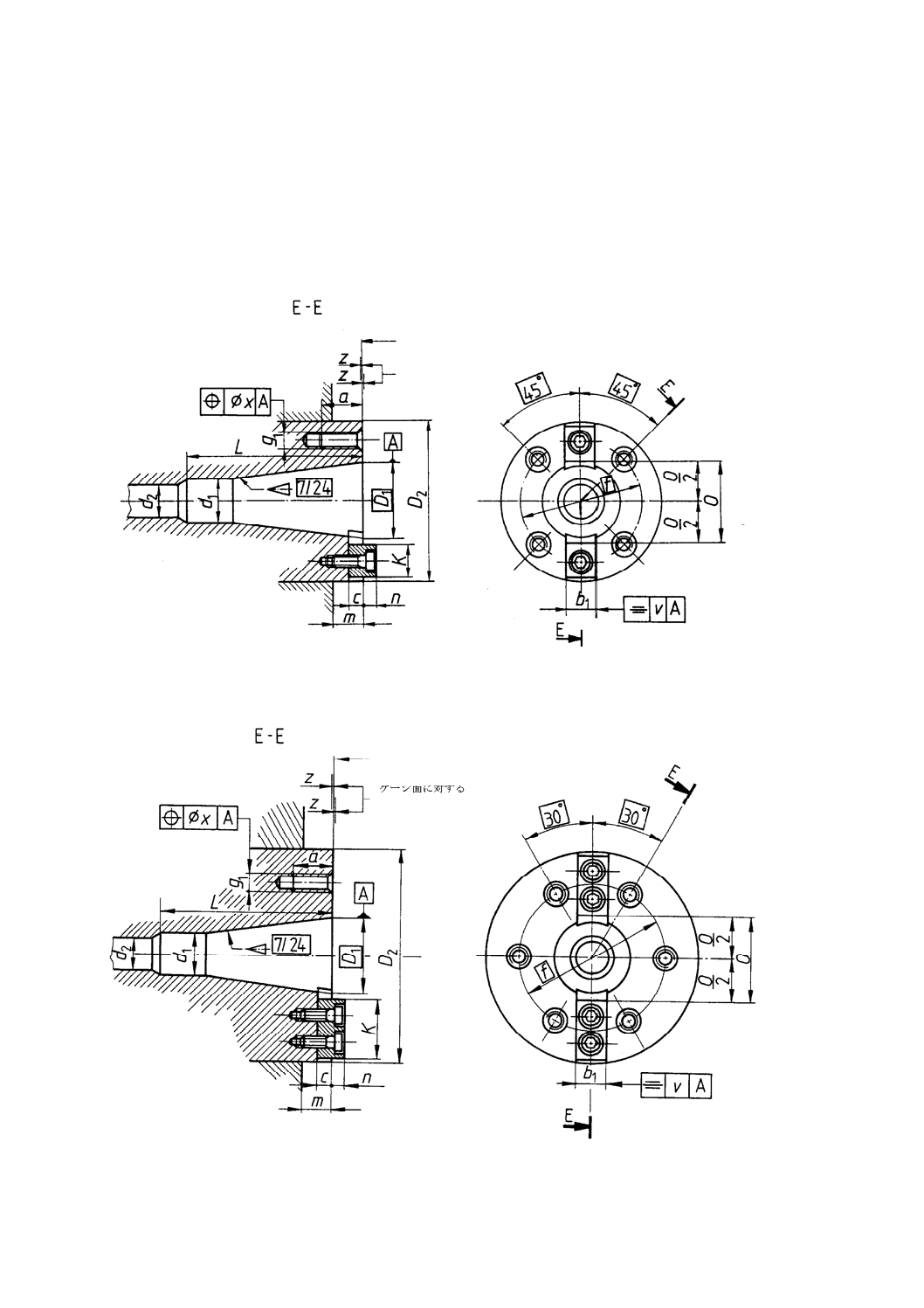
4. 主軸端のテーパ すべての寸法は,ミリメートルである。
テーパ30番から60番まで
備考 60番のキーは,65番から80番までと同様に2本の取付けねじで固定してもよい。
テーパ65番から80番まで
ゲージ面
ゲージ面に対する
テーパ大端部直径
の面の位置
ゲージ面
ゲージ面に対する
テーパ大端部直径
の面の位置
3
B 6101:2004 (ISO 297:1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 1 a) 形状及び寸法
単位 mm
呼び
番号
テーパ部
逃げ部
(2)
キー部
端面部
D1
(1)
z
最大
d1
H12
L
最小
d2
最小
b1
(3)
v
c
最小
n
最大
最小
K
最大
D2
h5
m
最小
f
g1
(4)
a
最小
x
30
31.75
0.4
17.4
73
17
15.9
0.06
8
8
16.5
16.5
69.832
12.5 54
M10
16
0.15
40
44.45
0.4
25.3
100
17
15.9
0.06
8
8
23
19.5
88.882
16
66.7
M12
20
0.15
45
57.15
0.4
32.4
120
21
19
0.06
9.5
9.5
30
19.5
101.6
18
80
M12
20
0.15
50
69.85
0.4
39.6
140
27
25.4
0.08
12.5
12.5
36
26.5
128.57
19
101.6
M16
25
0.2
55
88.9
0.4
50.4
178
27
25.4
0.08
12.5
12.5
48
26.5
152.4
25
120.6
M20
30
0.2
60
107.95
0.4
60.2
220
35
25.4
0.08
12.5
12.5
61
45.5
221.44
38
177.8
M20
30
0.2
65
133.35
0.4
75
265
42
32
0.1
16
16
75
58
280
38
220
M24
36
0.25
70
165.1
0.4
92
315
42
32
0.1
20
20
90
68
335
50
265
M24
45
0.25
75
203.2
0.4
114
400
56
40
0.1
25
25
108
86
400
50
315
M30
56
0.32
80
254
0.4
140
500
56
40
0.1
31.5
31.5
136
106
500
50
400
M30
63
0.32
注(1) D1:ゲージ面を定義する基準直径。
(2) けん(牽)引バーのために開いている。
(3) キーとキー溝との結合:M6-h5のはめ合い
(4) ねじ径g1:メートル並目ねじM,又は表1 b)によるUNねじのいずれかである。いかなる場合でも,適切なシンボ
ルM又はUNを構成部品に付けなければならない。
表 1 b) ねじの仕様
呼び
30
40
45
50
55
60
65
70
75
80
g1
UN
0.375-16
UN
0.500-13
UN
0.500-13
UN
0.625-11
UN
0.750-10
UN
0.750-10
UN
1.000-8
UN
1.000-8
UN
1.250-7
UN
1.250-7
主軸端30番から60番まで
備考 60番のキーは,65番から80番までと同様に2本の取付けねじで固定してもよい。
2o
キーの取付け
キー
4
B 6101:2004 (ISO 297:1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
主軸端65番から80番まで
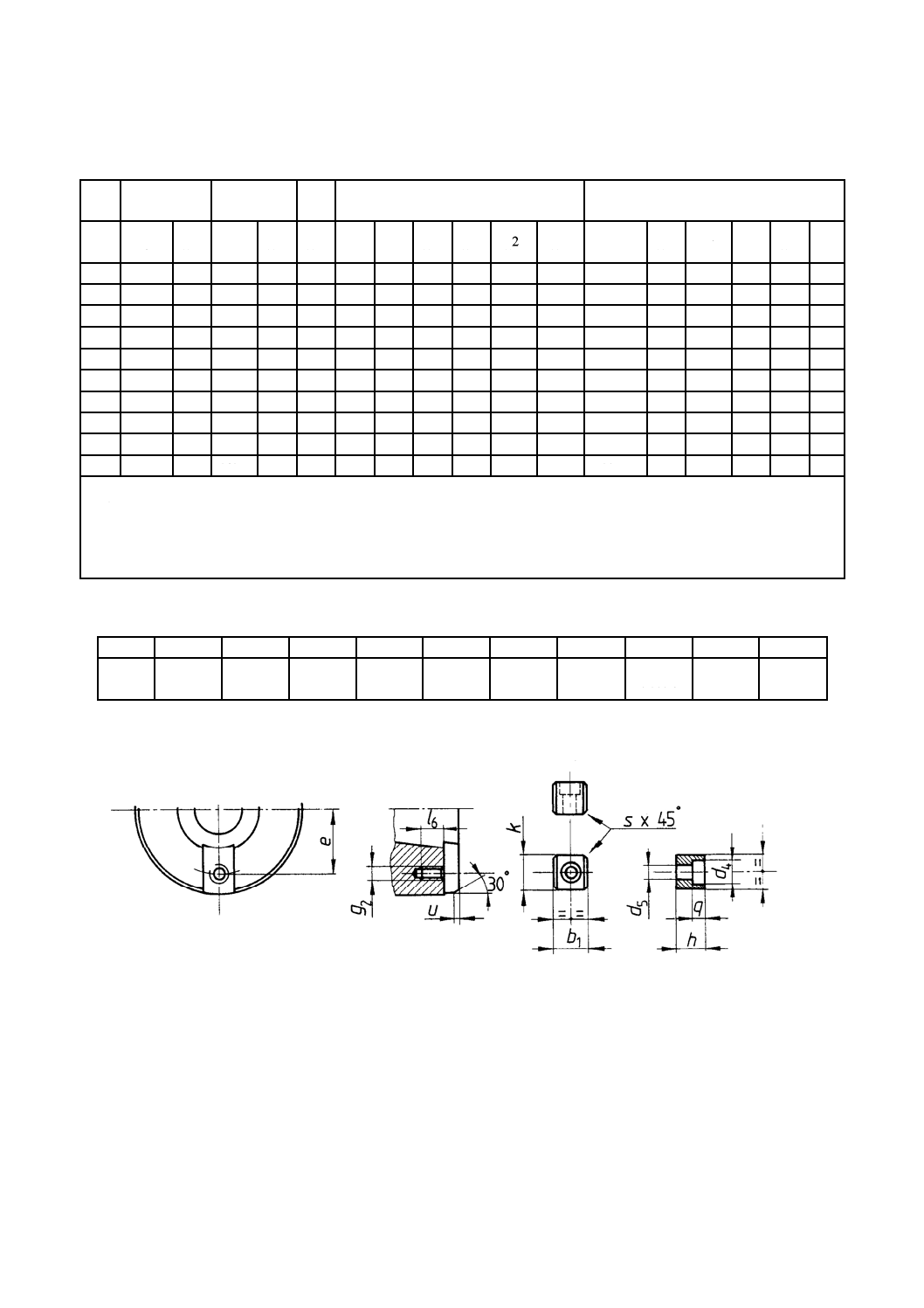
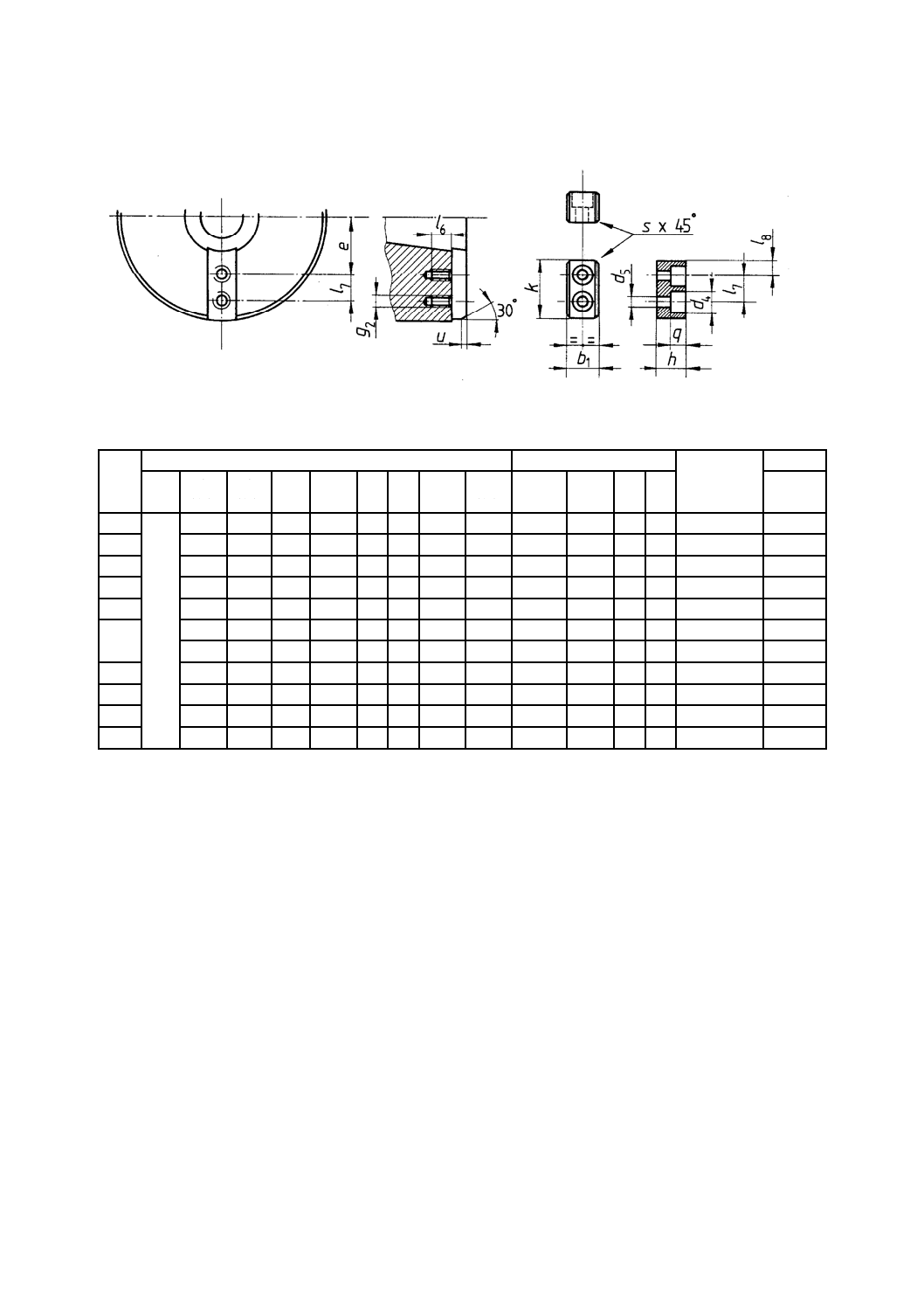
表 2 補助寸法
呼び
番号
キー部
キー溝部
ねじ
JIS B 1176
面取り
b1
h
最大
k
最大
d5
d4
Q
l7
l8
s
最大
e
±0.2
g2
l6
l7
u
30
表
1 a)
参
照
16
16.5
6.4
10.4
7
−
−
1.6
25
M6
9
−
M6×16
2
40
16
19.5
6.4
10.4
7
−
−
1.6
33
M6
9
−
M6×16
2
45
19
19.5
8.4
13.4
9
−
−
1.6
40
M8
12
−
M8×20
2
50
25
26.5
13
19
13
−
−
2
49.5
M12
18
−
M12×25
3
55
25
26.5
13
19
13
−
−
2
61.5
M12
18
−
M12×25
3
60
25
45.5
13
19
13
−
−
2
84
M12
18
−
M12×25
3
25
45.5
13
19
13
22
11.7
2
73
M12
18
22
M12×25
3
65
32
58
17
25
17
28
15
2.5
90
M16
25
28
M16×35
4
70
40
68
17
25
17
36
16
2.5
106
M16
25
36
M16×45
4
75
50
86
21
31
21
42
22
2.5
130
M20
30
42
M20×55
4
80
63
106
21
31
21
58
24
2.5
160
M20
30
58
M20×65
4
キーの取付け
キー
5
B 6101:2004 (ISO 297:1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
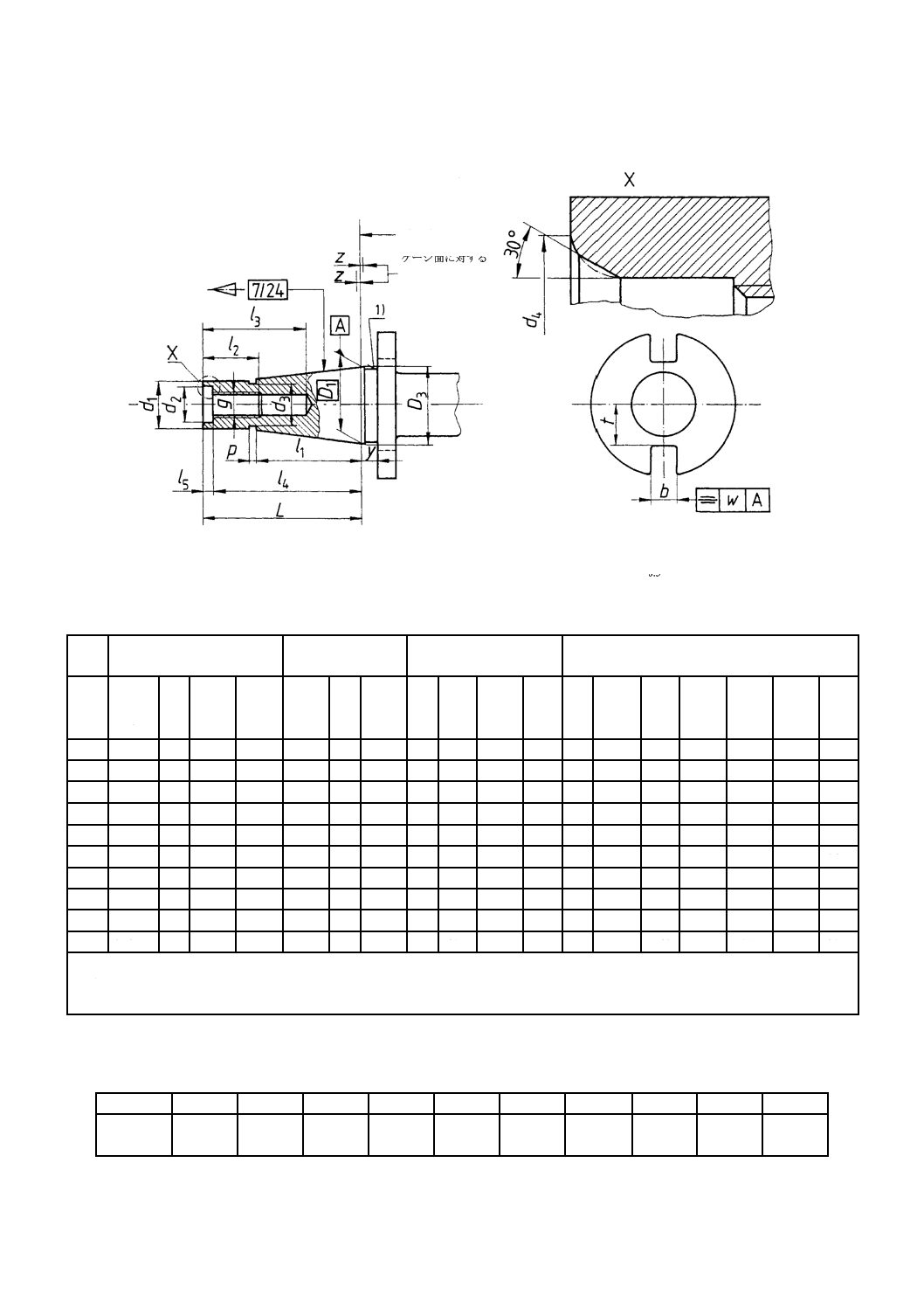
5. ツールシャンクのテーパ すべての寸法は,ミリメートルである。
1) 逃げは任意とする。逃げがない場合は円筒接続面とし,直径はD3=D105.0
−
表 3 a) 形状及び寸法
呼び
番号
テーパ部
円筒部
フランジ部
ねじ部
D1
(1)
z
L
h12
l1
d1
a10
p
d3
y
b
H12
t
最大
w
d2
d4
最大
g
(2)
l2
最小
l3
最小
l4
0
−0.5
l5
30
31.75
0.4
68.4
48.4
17.4
3
16.5
1.6
16.1
16.2
0.12
13
16
M12
24
34
62.9
5.5
40
44.45
0.4
93.4
65.4
25.3
5
24
1.6
16.1
22.5
0.12
17
21.5
M16
32
43
85.2
8.2
45
57.15
0.4
106.8
82.8
32.4
6
30
3.2
19.3
29
0.12
21
26
M20
40
53
96.8
10
50
69.85
0.4
126.8
101.8
39.6
8
38
3.2
25.7
35.3
0.2
26
32
M24
47
62
115.3
11.5
55
88.9
0.4
164.8
126.8
50.4
9
48
3.2
25.7
45
0.2
26
36
M24
47
62
153.3
11.5
60
107.95
0.4
206.8
161.8
60.2
10
58
3.2
25.7
60
0.2
32
44
M30
59
76
192.8
14
65
133.35
0.4
246
202
75
12
72
4
32.4
72
0.3
38
52
M36
70
89
230
16
70
165.1
0.4
296
252
92
14
90
4
32.4
86
0.3
38
52
M36
70
89
280
16
75
203.2
0.4
370
307
114
16
110
5
40.5
104
0.3
50
68
M48
92
115
350
20
80
254
0.4
469
394
140
18
136
6
40.5
132
0.3
50
68
M48
92
115
449
20
注(1) D1:ゲージ面を定義する基準直径
(2) ねじの径g1:メートル並目ねじM,又は表3 b)によるUNねじのいずれかである。いかなる場合でも,適切なシンボル
M又はUNを構成部品に付けなければならない。
表 3 b) ねじの仕様
単位 mm
呼び番号
30
40
45
50
55
60
65
70
75
80
g
UN
0.500-13
UN
0.625-11
UN
0.750-10
UN
1.000-8
UN
1.000-8
UN
1.250-7
UN
1.375-6
UN
1.375-6
UN
1.750-5
UN
1.750-5
ゲージ面
ゲージ面に対する
テーパ大端部直径
の面の位置
6
B 6101:2004 (ISO 297:1988)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
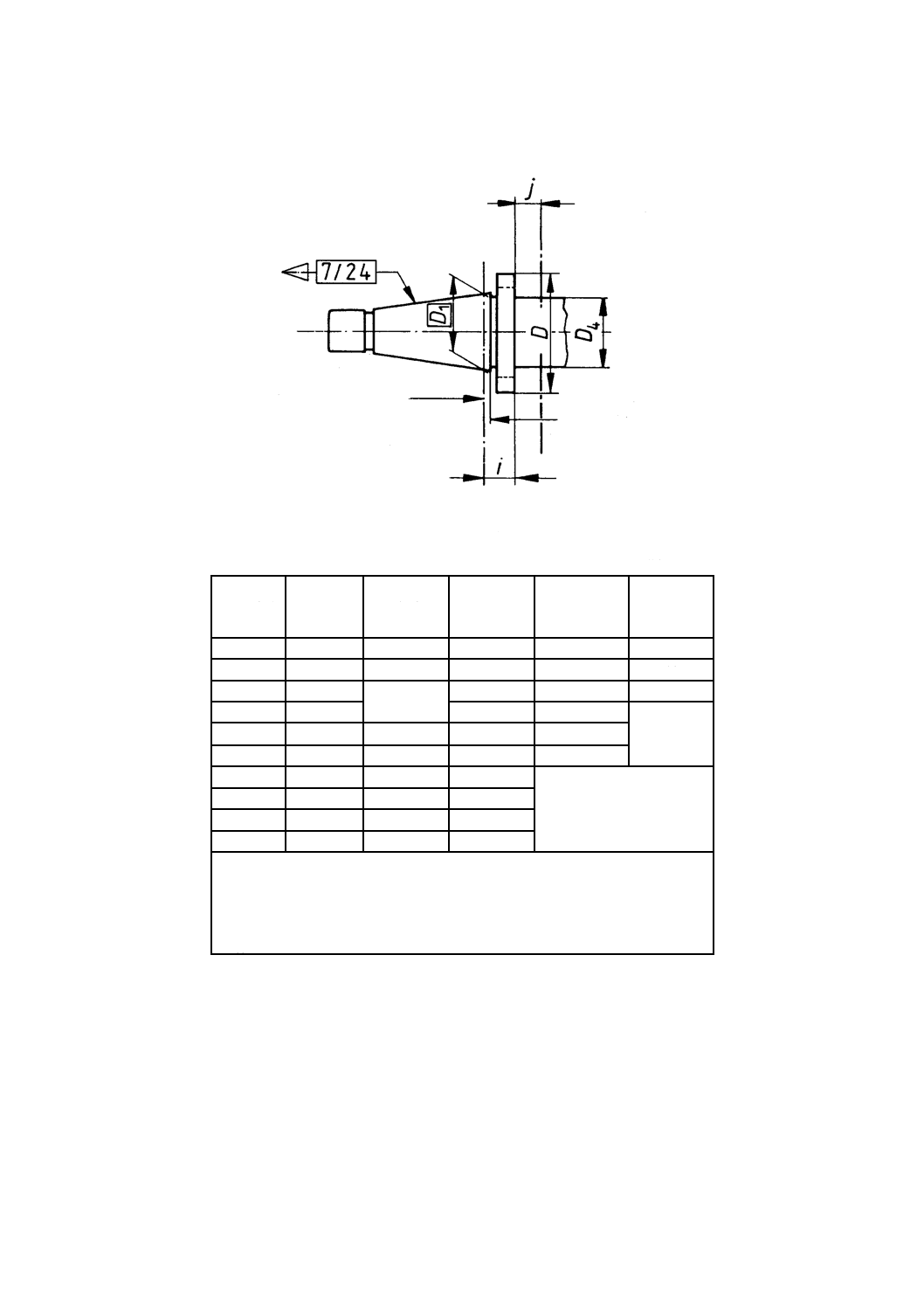
6. ツールシャンクのフランジ すべての寸法は,ミリメートルである。
表 4 形状及び寸法
単位 mm
呼び番号
D1
i(1),(2)
±0.1
D
D4(2)
最大
j(2),(3)
最小
30
31.75
9.6
50
36
9
40
44.45
11.6
63
50
11
45
57.15
15.2
80
68
13
50
60.85
97.5
78
16
55
88.9
17.2
130
110
60
107.95
19.2
156
136
65
133.35
22
195
使用者と製造業者との
合意による
70
165.1
24
230
75
203.2
27
280
80
254
34
350
注(1) フランジ前面と基準直径D1をもつゲージ面(テーパ大端部の面ではな
い)との間の距離。
(2) これらの値はフランジ前面に取付けられる工具に対してだけ決められ
ている。
(3) 工具取付け領域
ゲージ面
テーパ端