B 6065-1:2013 (ISO 26622-1:2008)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 寸法······························································································································· 2
3.1 一般 ···························································································································· 2
3.2 モジュラテーパシャンク ································································································· 2
4 クランプ力 ······················································································································ 8
5 表示······························································································································· 8
附属書A(規定)Oリング ····································································································· 9
附属書B(参考)使用推奨条件 ······························································································ 10
B 6065-1:2013 (ISO 26622-1:2008)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本工作機器工業会(JMAA)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 6065の規格群には,次に示す部編成がある。
JIS B 6065-1 第1部:モジュラテーパシャンク−寸法
JIS B 6065-2 第2部:主軸端−寸法
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6065-1:2013
(ISO 26622-1:2008)
2面拘束形モジュラテーパシャンク及び主軸端−
第1部:モジュラテーパシャンク−寸法
Modular taper interface with ball track system-
Part 1: Dimensions and designation of shanks
序文
この規格は,2008年に第1版として発行されたISO 26622-1を基に,技術的内容及び構成を変更するこ
となく作成した日本工業規格である。
1
適用範囲
この規格は,工作機械(例えば,旋盤,ボール盤,フライス盤,マシニングセンタ,ターニングセンタ)
で使用する手動及び自動交換工具用のボールトラック機構をもつモジュラテーパシャンクの形状・寸法に
ついて規定する。シャンクの大きさの範囲についても規定する。クーラント用シールとして用いるOリン
グの詳細については,附属書Aに規定する。
このシャンクは,自動工具交換を行うための溝付きフランジ部と一体になっている。このシャンクは,
手動交換もできる。シャンクのクランプは,標準的な大きさの鋼球を用い,ボールトラック機構を使って
行う。
トルクは,摩擦,ボールトラック機構及びキーによって伝達する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 26622-1:2008,Modular taper interface with ball track system−Part 1: Dimensions and designation
of shanks(IDT)
なお,対応の程度を表す記号“IDT”は,ISO/IEC Guide 21-1に基づき,“一致している”こ
とを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様(GPS)−幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
注記 対応国際規格:ISO 1101,Geometrical Product Specifications (GPS)−Geometrical tolerancing−
Tolerances of form, orientation, location and run-out(MOD)
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
注記 対応国際規格:ISO 2768-1,General tolerances−Part 1: Tolerances for linear and angular
dimensions without individual tolerance indications(IDT)
2
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0419 普通公差−第2部:個々に公差の指示がない形体に対する幾何公差
注記 対応国際規格:ISO 2768-2,General tolerances−Part 2: Geometrical tolerances for features without
individual tolerance indications(IDT)
3
寸法
3.1
一般
形状,姿勢,位置及び振れの公差表示方式は,JIS B 0021による。規定していない公差は,JIS B 0405
による公差等級“m”及びJIS B 0419による公差等級“K”による。
3.2
モジュラテーパシャンク
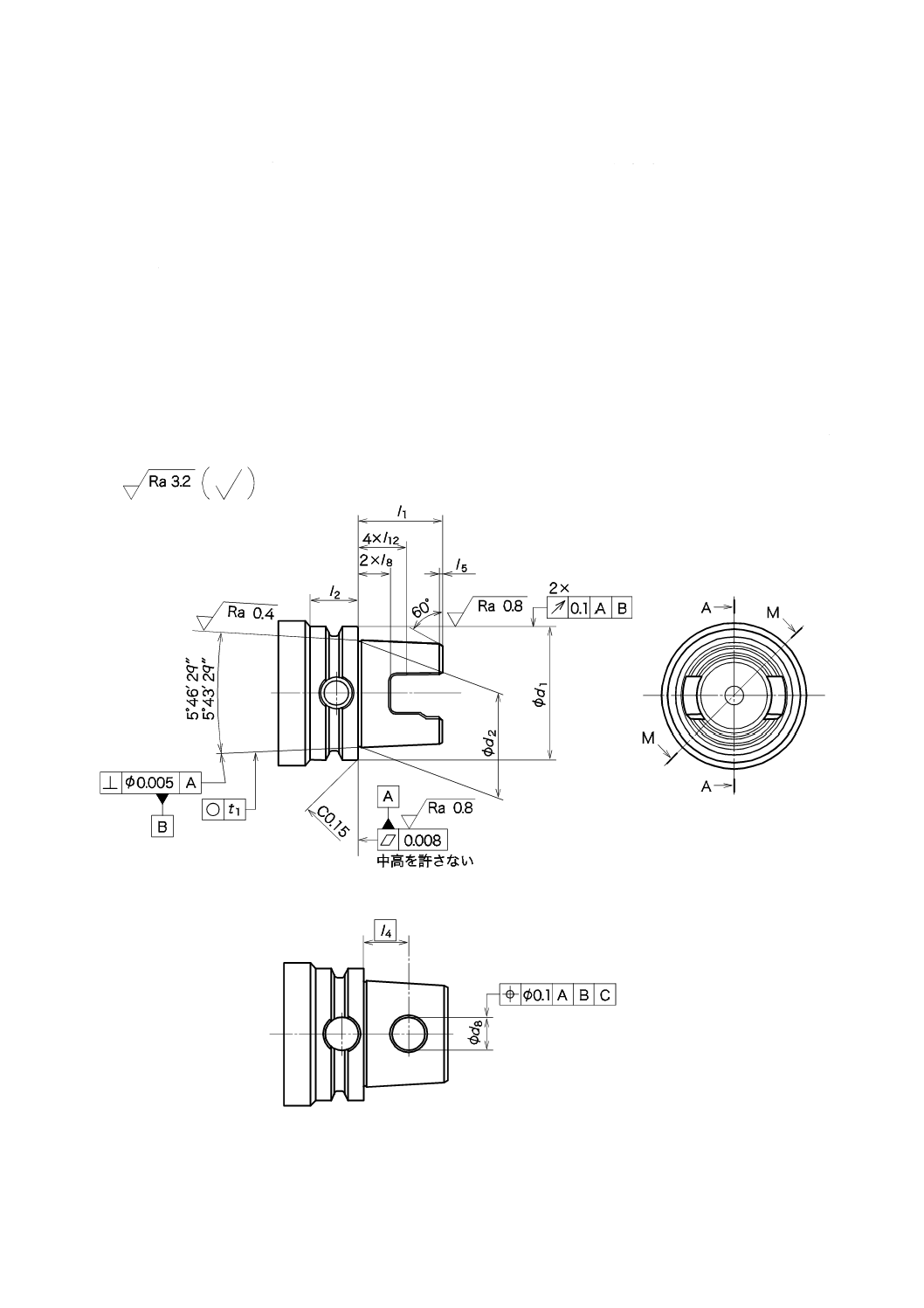
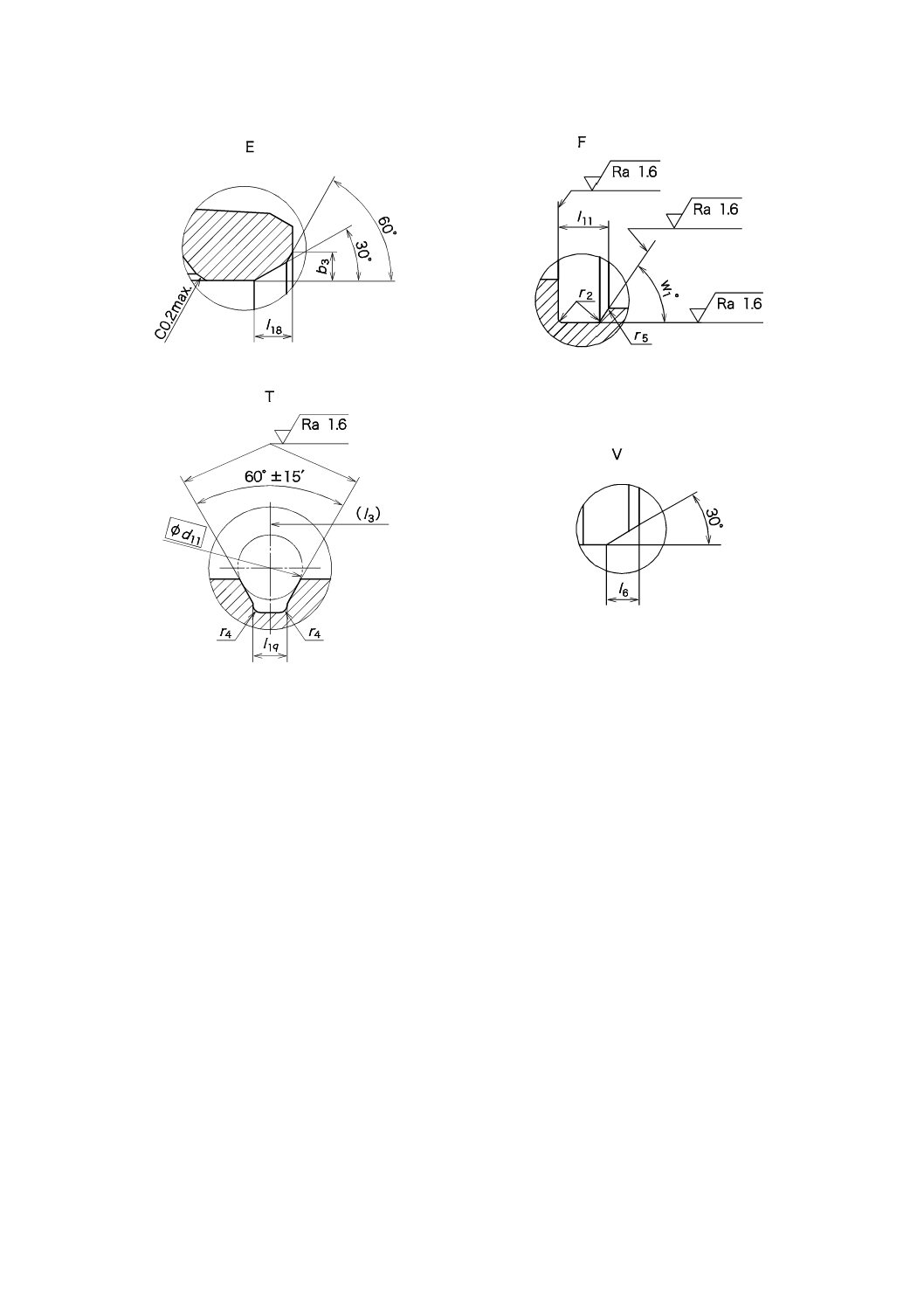
モジュラテーパシャンクの形状・寸法は,図1,表1及び附属書Aによる。
単位 mm
表面粗さの単位 μm
図1−モジュラテーパシャンクの形状
3
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
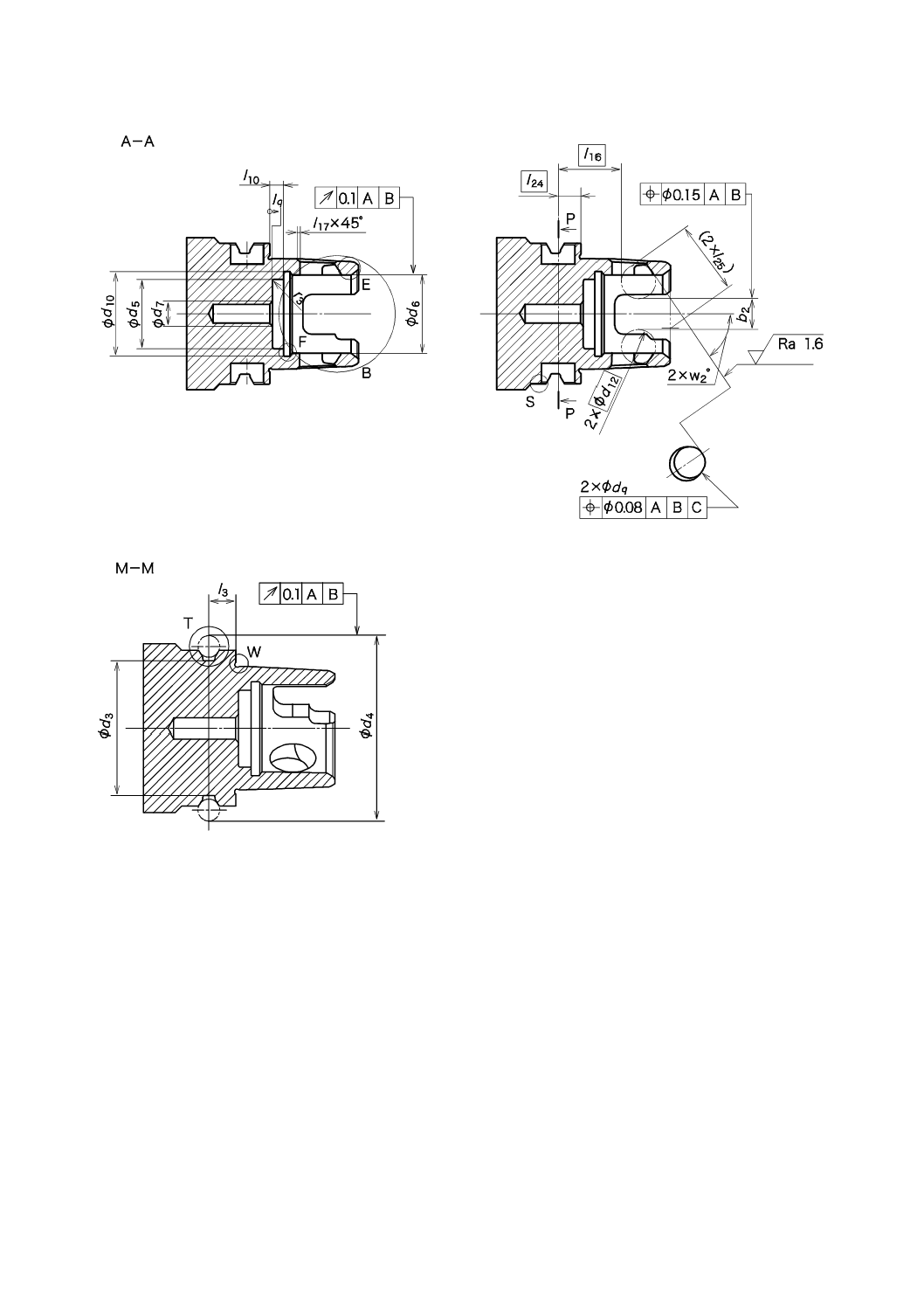
図1−モジュラテーパシャンクの形状(続き)
4
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
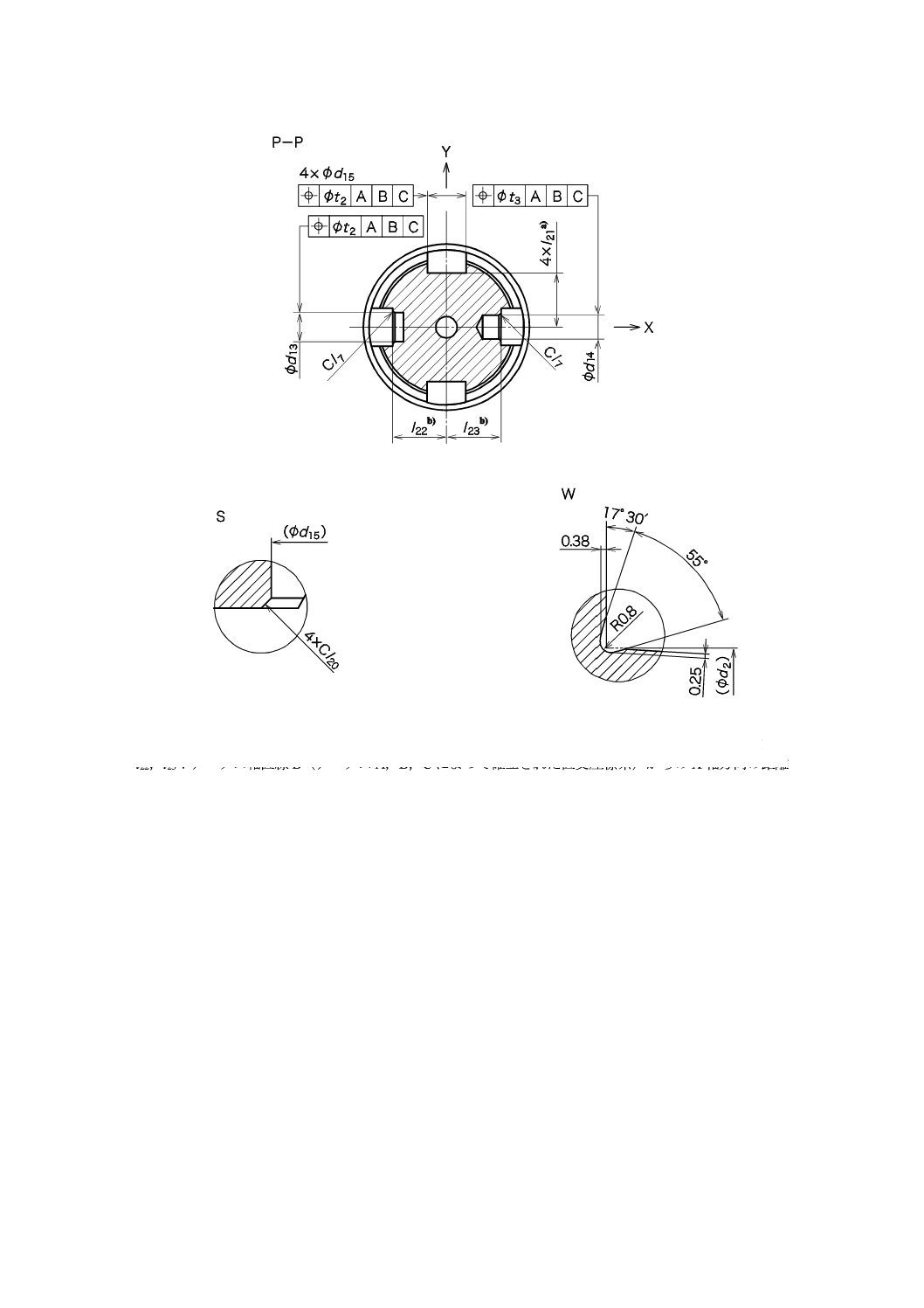
注a) l21:データム軸直線B(データムA,B,Cによって確立された直交座標系)からのY軸方向の距離
b) l22,l23:データム軸直線B(データムA,B,Cによって確立された直交座標系)からのX軸方向の距離
図1−モジュラテーパシャンクの形状(続き)
5
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
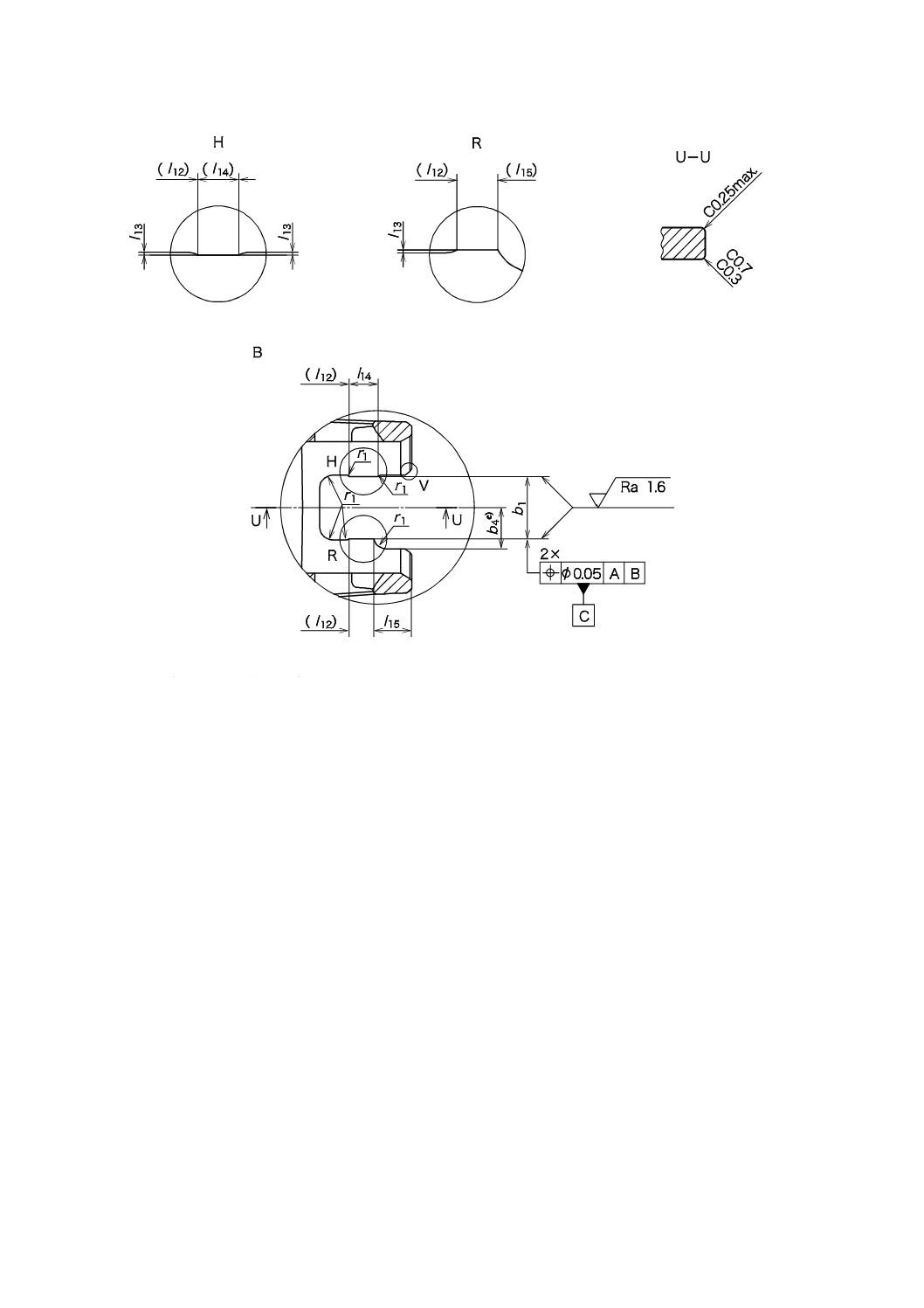
注c) b4:データム軸直線B(データムA,B,Cによって確立された直交座標系)からのY軸方向の距離
図1−モジュラテーパシャンクの形状(続き)
6
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−モジュラテーパシャンクの形状(続き)
7
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
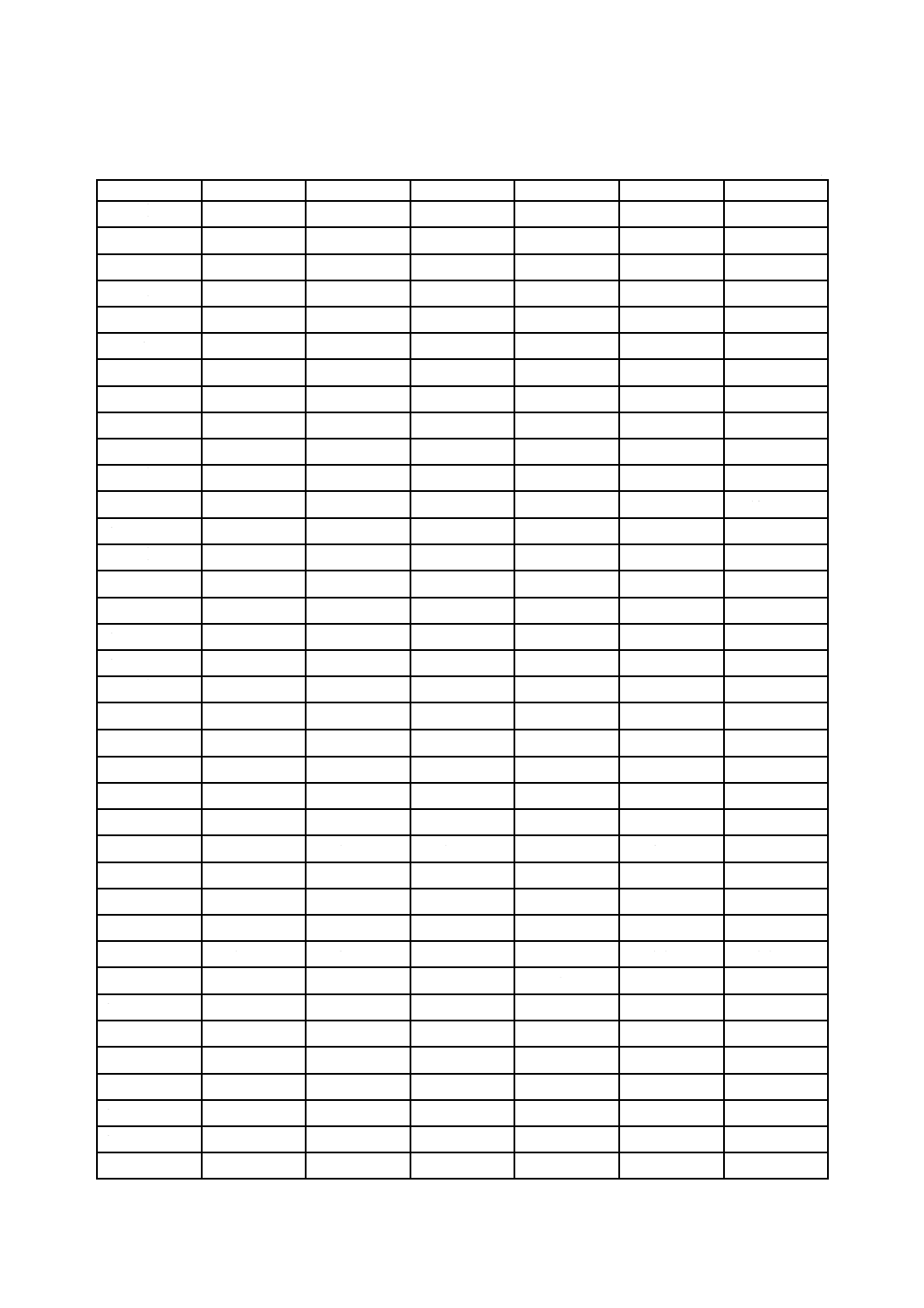
表1−モジュラテーパシャンクの寸法
単位 mm
呼び寸法
32
40
50
63
80
100
b1
+0.15
+0.1
8.9
10
14
16
20
24
b2
±0.125
7.775
8.175
11.065
15.245
22.825
34.985
b3
±0.1
1
1.85
2
2.6
2.6
2.6
b4
+0.11
+0.01
5.95
7
9
10
12.6
14.6
d1
0
−0.1
32
40
50
63
80
100
d2
±0.007 5
23.997 5
29.997 5
39.997 5
49.997 5
63.997 5
81.997 5
d3
28.96
36.96
42.7
55.7
72.7
92.7
d4
±0.1
36.45
44.45
59.4
72.4
89.4
109.4
d5
±0.1
14.9
18
24.5
31.1
43.1
57.1
d6
+0.1
0
17.65
21
−
−
−
−
d6
+0.15
0
−
−
28.2
35.2
48
62
d7
最大
5
7
9
12
16
18
d8
7.5
9.5
12.5
14.5
18.5
20.5
d9
+0.125
+0.025
7
9
12
14
18
20
d10
±0.05
18.6
21.87
30
38.4
50.4
64.35
d11
3.5
3.5
7
7
7
7
d12
7
9
12
14
18
20
d13
+0.2
0
−
7
9
12
12
12
d14
+0.2
0
−
5.5
7.5
10
10
10
d15
H11
−
9
12
16
16
16
l1
0
−0.1
20
25
32
40
45
50
l2
最小
10
12
18
20
22
22
l3
0
−0.2
5
6
9
10
11
11
l4
10.8
13.6
17.2
22.4
24.9
26.7
l5
0.75
1
1.5
1.5
1.5
1.5
l6
1
1
1.5
1.5
1.5
2
l7
−
0.5
0.5
0.5
0.5
0.5
l8
±0.1
8
11
12
18
18.5
19
l9
±0.1
−0.5
−0.5
−0.5
1.1
−0.1
−0.1
l10
±0.05
2
3
5
5.15
9.2
9.9
l11
2.2
2.4
3.2
4.5
4.5
4.5
l12
−
15.3
18.3
25
27.5
28
l13
±0.05
−
0.15
0.15
0.15
0.15
0.15
l14
−
4.7
6.25
6.5
8.5
9.5
l15
±0.1
4.8
6
8.5
9.3
10.4
13.4
l16
9.5
11.86
14.5
19.6
20.7
22.5
l17
±0.25
0.5
0.75
0.75
0.75
1
1.25
8
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
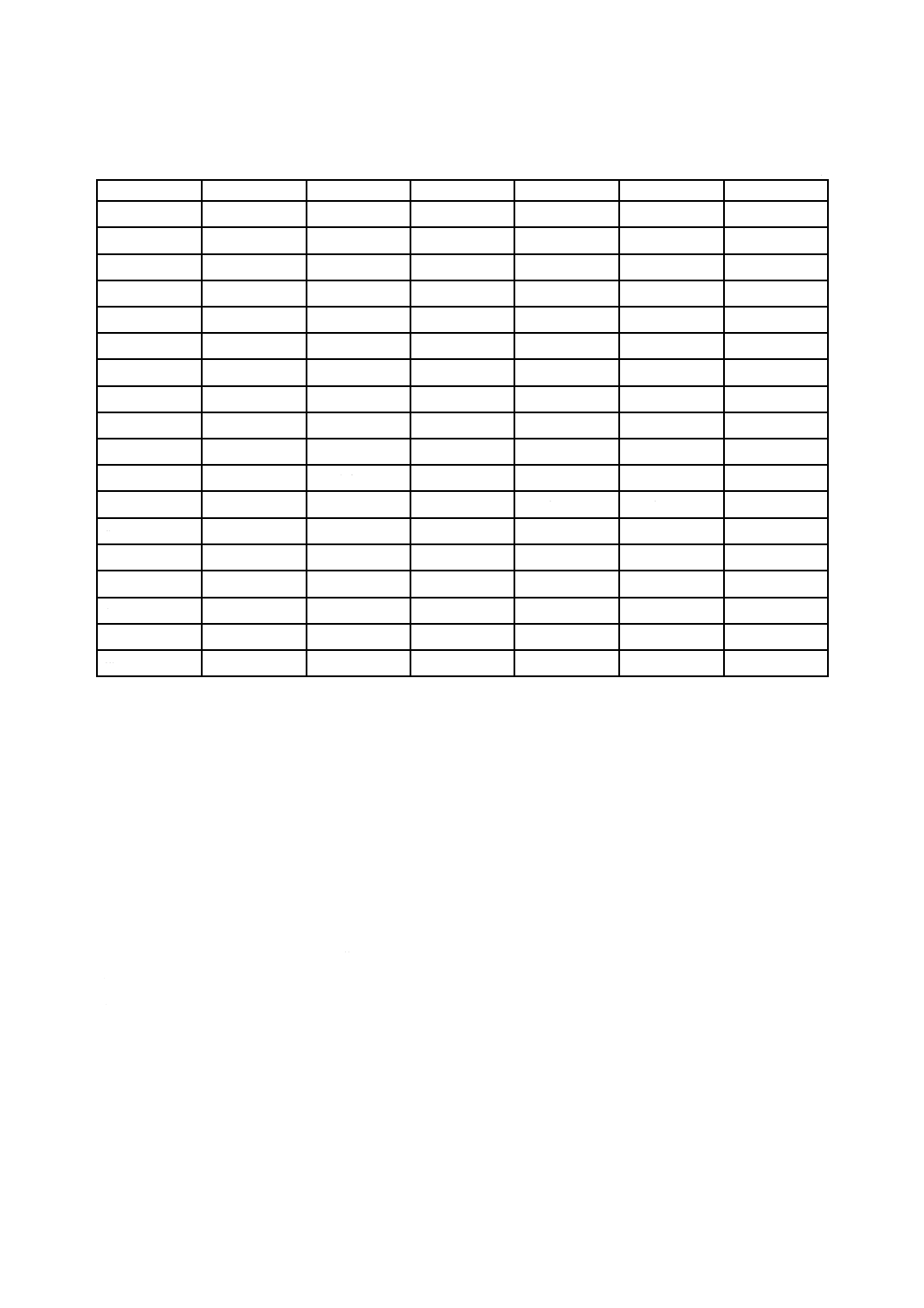
表1−モジュラテーパシャンクの寸法(続き)
単位 mm
呼び寸法
32
40
50
63
80
100
l18
1.2
2
2.5
3
3
3
l19
±0.25
2.25
2.25
3.75
3.75
3.75
3.75
l20
±0.1
−
0.3
0.5
0.7
0.7
0.7
l21
±0.05
−
14.45
17.55
22.55
31.25
41.45
l22
±0.05
−
11.2
13.8
18.3
27
37.2
l23
±0.1
−
9.15
11.7
16.15
24.85
35.05
l24
−
5.95
8.95
9.95
10.95
10.95
l25
16.5
20
25
29.5
39.5
48
r1
3
3.1
3.5
4
6
6
r2
±0.1
0.4
0.4
0.4
0.8
0.8
0.8
r3
0.4
0.8
1.2
1.2
1.2
1.2
r4
±0.25
0.5
0.5
1
1
1
1
r5
−
−
−
0.5
0.5
0.5
t1
0.008
0.01
0.013
0.015
0.015
0.015
t2
−
0.08
0.1
0.1
0.15
0.15
t3
−
0.13
0.15
0.15
0.2
0.2
w1
30
45
60
90
90
90
w2
±30'
55
55
55
55
60
60
4
クランプ力
クランプ機構は,弾性変形によってテーパを主軸にはめ込み,主軸端面とシャンクフランジ面との接触
を確実にするために十分なクランプ力を与えなければならない。このテーパ結合部のトルク伝達能力は,
クランプ力を大きくすると増加する。
モジュラテーパシャンク用のクランプ力の指針は,附属書B参照。
5
表示
この規格に従ったモジュラテーパシャンクの表示は,次による。
a) “モジュラテーパシャンク”
b) JIS B 6065の引用,例えば,JIS B 6065-1
c) 呼び記号“TS”
d) 呼び寸法,mm
例 呼び寸法63 mmのモジュラテーパシャンクの表示は,次による。
モジュラテーパシャンク JIS B 6065-1 TS 63
9
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
Oリング
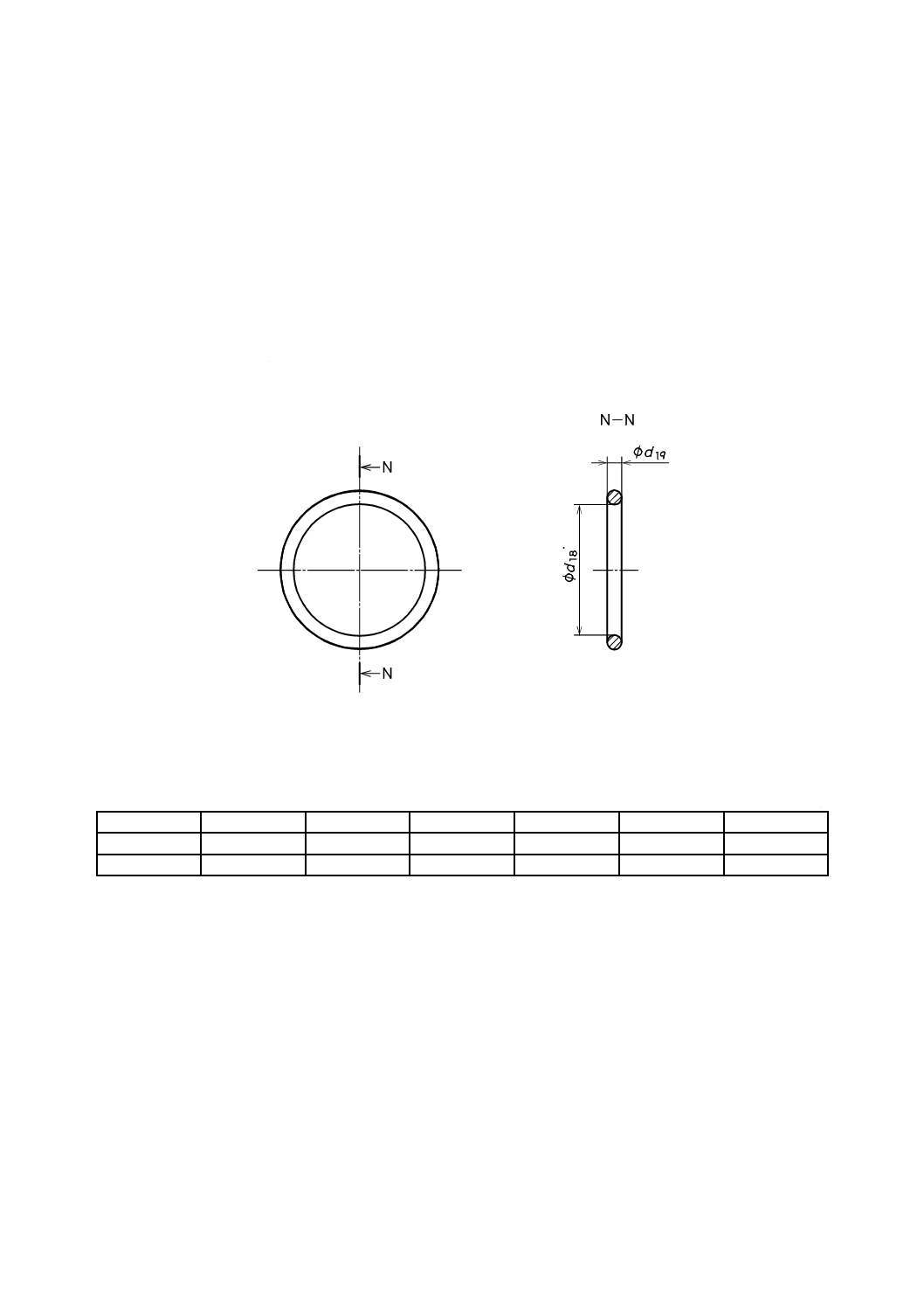
テーパシャンクとクランプ機構との間のクーラントシールとして,テーパシャンクの内径(d6)に設け
た溝(d10)にOリングを挿入する。
推奨するOリング材料は,90デュロメータの硬度1) があるふっ化炭素とする。
クーラントシーリング用のOリングの寸法は,図A.1及び表A.1による。
注1) JIS K 6253-1参照
図A.1−Oリングの形状
表A.1−Oリングの寸法
単位 mm
呼び寸法
32
40
50
63
80
100
d18
15.6
18.77
25.07
31.34
44.04
59.92
d19
1.78
1.78
2.62
3.53
3.53
3.53
10
B 6065-1:2013 (ISO 26622-1:2008)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
使用推奨条件
B.1
クランプ力
モジュラテーパシャンク及び主軸端の公差が規定した範囲内で変わるとき,フランジ面に作用するクラ
ンプ力の割合は変化する。フランジ接触面は,ボールトラック式のモジュラテーパ結合部の剛性に大きく
影響を及ぼす。
表B.1に示すクランプ力は,ボールトラック式のモジュラテーパシャンクだけに適用する。
表B.1−クランプ力
単位 kN
呼び寸法
32
40
50
63
80
100
最小クランプ力
9
13
22
36
53
75
最大クランプ力
18
27
40
58
80
110
軽負荷(例えば,仕上げ削りのような力)が作用する場合には,クランプ力は低くても十分であるが,
高負荷(例えば,重切削における力)が作用する場合には,より高いクランプ力が必要になる。
注記 機械的な力は,クランプ力及びボールトラック機構の設計に依存する。
B.2
速度,トルク,曲げモーメント及び剛性に関する情報
製造業者は,許容速度,トルク伝達能力,曲げモーメント及び剛性に関する情報を提供するのが望まし
い。
B.3
材料及び熱処理
モジュラテーパシャンクの材料及び熱処理は,強度,硬さ,じん(靱)性及び耐摩耗性を考慮して選択
するのが望ましい。シャンクは,ずぶ焼入れすることを推奨する。
参考文献 JIS K 6253-1 加硫ゴム及び熱可塑性ゴム−硬さの求め方−第1部:通則