B 6012-2 : 1998 (ISO 2972 : 1979)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
この規格は,JIS B 6012 : 1974のうち,ISO 2972に相当するものをJIS B 6012-2として制定するもので
あり,JIS B 6012 : 1974のうちISO/R 369に相当するものは,JIS B 6012-1として別に制定するとともに,
JIS B 6012 : 1974は廃止される。
なお,附属書(参考)は,ISO 2972にはない事項である。また,この規格の一部が,技術的性質をもつ
特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登録出願に抵触する可能性があ
ることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,このような技術的性質をもつ特許権,
出願公開後の特許出願,実用新案権,又は出願公開後の実用新案登録出願にかかわる確認について,責任
はもたない。
JIS B 6012-2には,次に示す附属書がある。
附属書(参考) 工作機械−数値制御用図記号(制御盤の一例)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6012-2 : 1998
(ISO 2972 : 1979)
工作機械−数値制御用図記号
Numerical control of machines−Symbols
序文 この規格は,1979年に第2版として発行されたISO 2972, Numerical control of machines−Symbolsを
翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格の附属書(参考)は,対応国際規格にはない事項である。
1. 適用範囲 この規格は,数値制御 (NC) 工作機械の制御機能の識別及び表示の図記号の標準に関する
もので,ここで取り扱っている図記号はNCに固有のものである。はん(汎)用工作機械が実際に必要と
する機能の多くは個別に必要であり,JIS B 6012-1から選ぶ必要がある。
備考 この規格の対応国際規格を,次に示す。
ISO 2972 : 1979, Numerical control of machines−Symbols
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この規格は,記載の発効年の版だけがこの規格の規定を構成するものであって,その後の改正版・追
補は適用しない。
JIS B 6012-1 : 1998 工作機械−操作表示記号
備考 ISO/R 369 : 1964 Symbols for indications appearing on machine toolsが,この規格と一致してい
る。
JIS B 6310 : 1998 産業オートメーションシステム−機械及び装置の制御−座標系及び運動の記号
備考 この規格は,ISO/DIS 841 : 1995 Numerical controlled machine tools−Coordinate axis and motion
nomenclatureに相当する。
3. 基本的な図記号 4.に規定する図記号の多くは,機能の組合せの図記号の基本として,繰り返し用い
られる数個の基本図記号の組合せによって作られている。
矢印は基本シンボルの一つで特に配慮されている。矢印単独で用いられることはまれで,他の図記号に
付加的意味付けだけに用いられる。矢印には二つの異なる用途があり,それぞれ別の形状が用いられてい
る。
矢印のほかにNCとしては広範囲用途の基本になる別の図記号も必要である。
次に示される基本図記号は,各種の機能の組合せに対する図記号の基本として,繰り返し常に用いられ
る。
2
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
内容
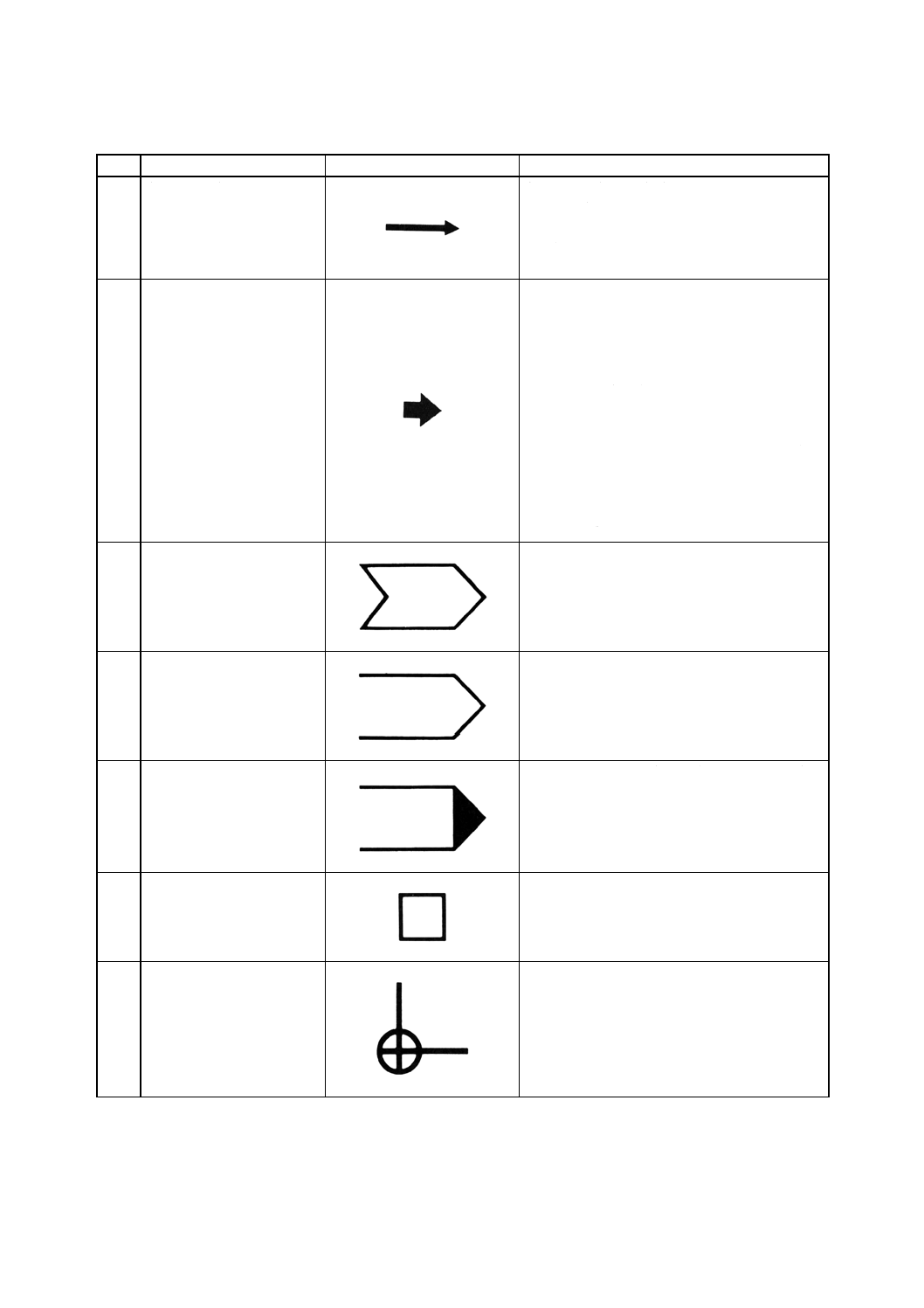
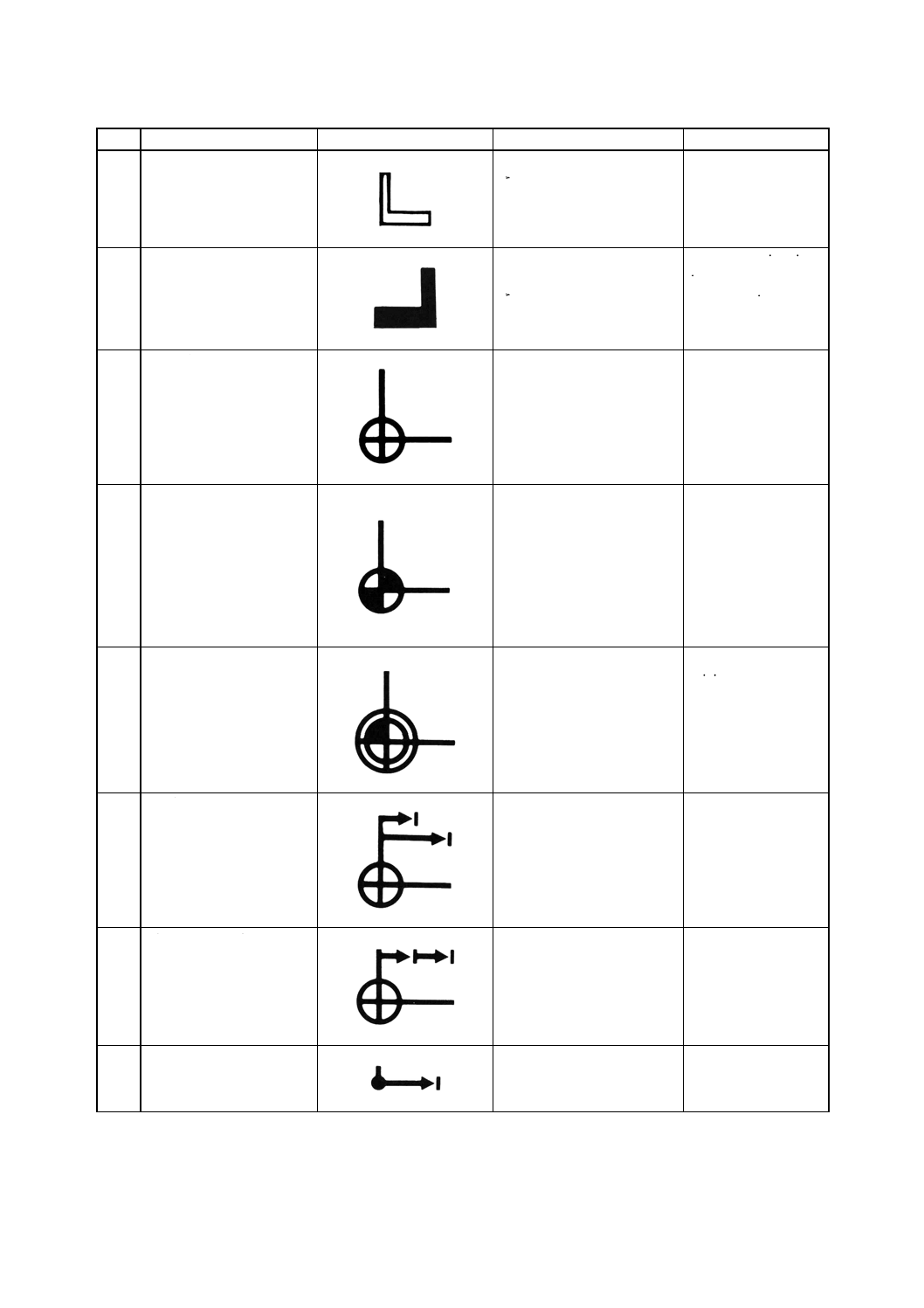
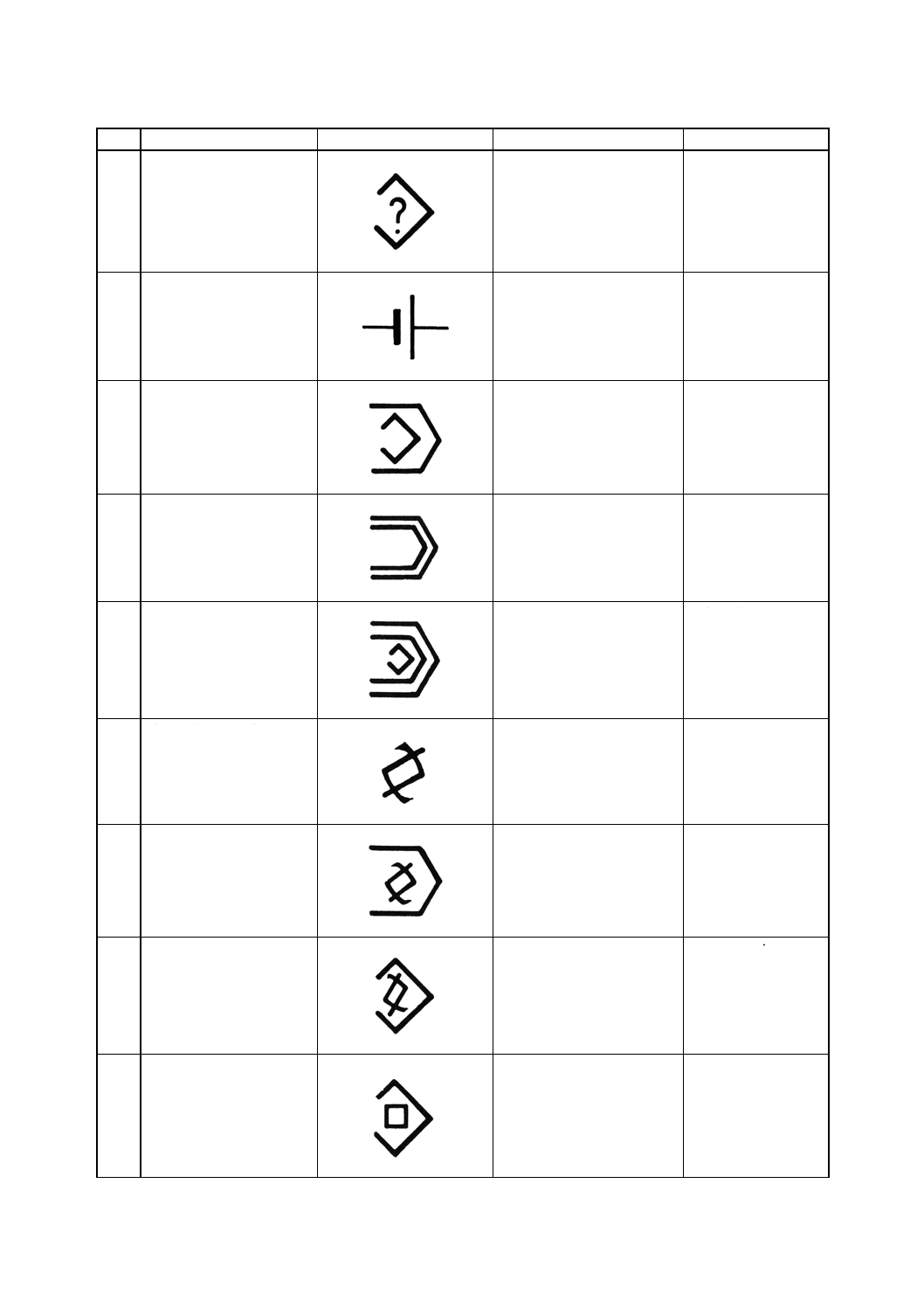
3.1
方向指示の矢印
方向指示の矢印の推奨形を左に示す。頭部の形
と寸法は軸部に比例していることが肝要であ
る。全長はそれほど重要ではなく,他の図記号
と一緒に使われたときの調和のために切っても
よい(JIS B 6012-1図記号1を参照)。
3.2
機能に関する矢印
多くの図記号でその向きが特定の運動に関係の
ない矢印を必要とすることがある。このような
場合には上記と同じ形状の矢印はふさわしくな
く,より太い矢印が使用される。
機能に関する矢印は色々な制御モードを表す
NC記号の場合に有効かつ重要である。“プログ
ラム”の図記号(3.4及び3.5)とともに用いら
れた場合にはプログラムの方向を表す。プログ
ラムの“フォーワード”指示に対しては,矢印
は,“プログラム”の図記号と同じ向きを示し,
プログラムの“バックワード”指示に対しては
機能的な矢印は“プログラム”図記号と反対方
向の向きを指示する。
3.3
データ媒体
プログラム又はデータ自体ではなく,データの
実際の媒体(紙テープ,磁気テープ,その他)
を表す。
3.4
機械の動作を伴わないプロ
グラム
機械の運動又は機械加工を伴わない操作又はモ
ードを示すプログラムを表す基本的な図記号。
3.5
機械の動作を伴うプログラ
ム
機械の運動又は機械加工が行われるモードや機
能を示すプログラムを表す基本的な図記号。
3.6
ブロック
プログラムブロック,特に関係する機能を明確
に表す。
3.7
原点/基準位置
基準位置にかかわるすべての機能の基本的な形
状として使われる。
この記号は関係する特定の基準位置によって変
えられることがある。
3
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
内容
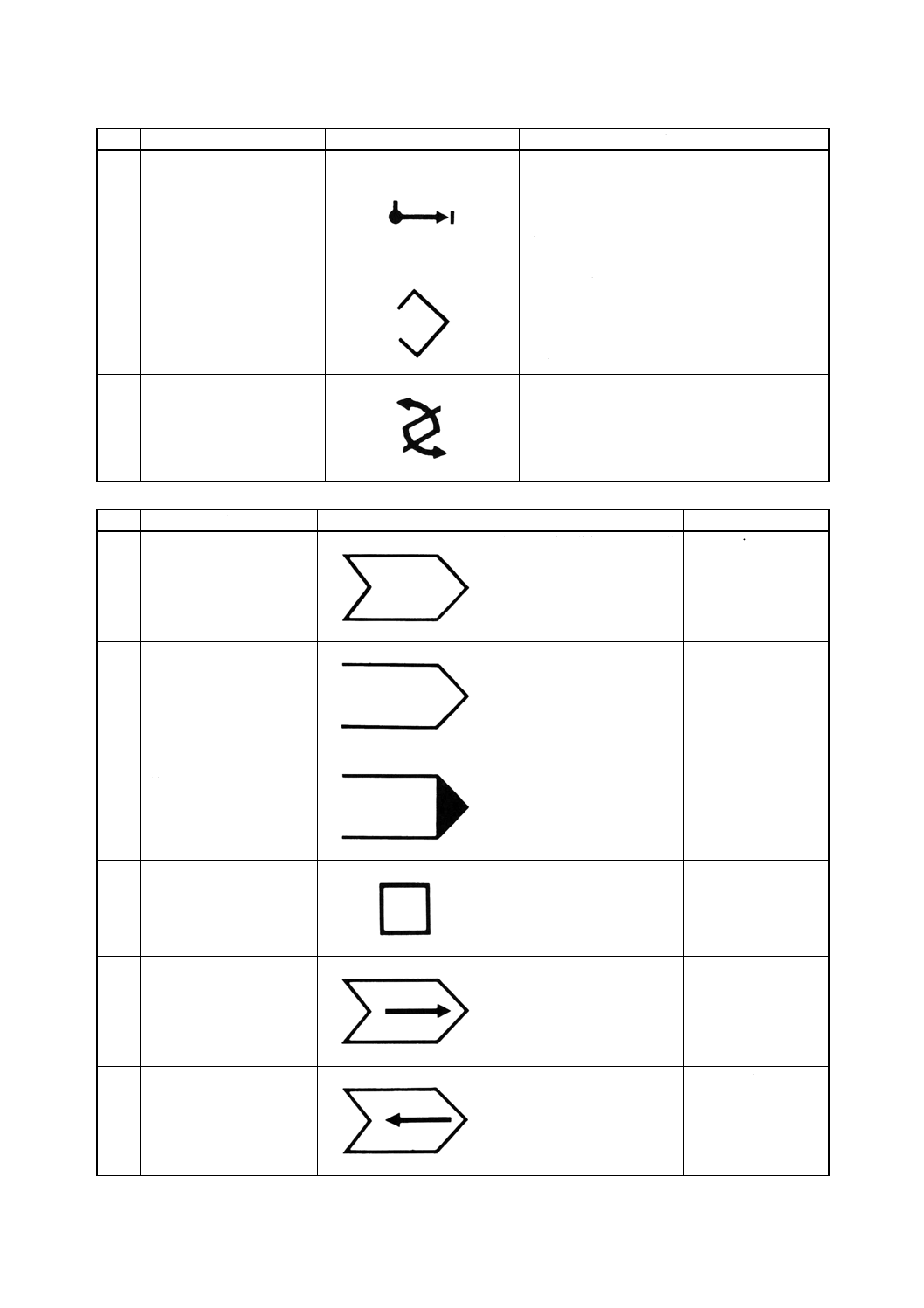
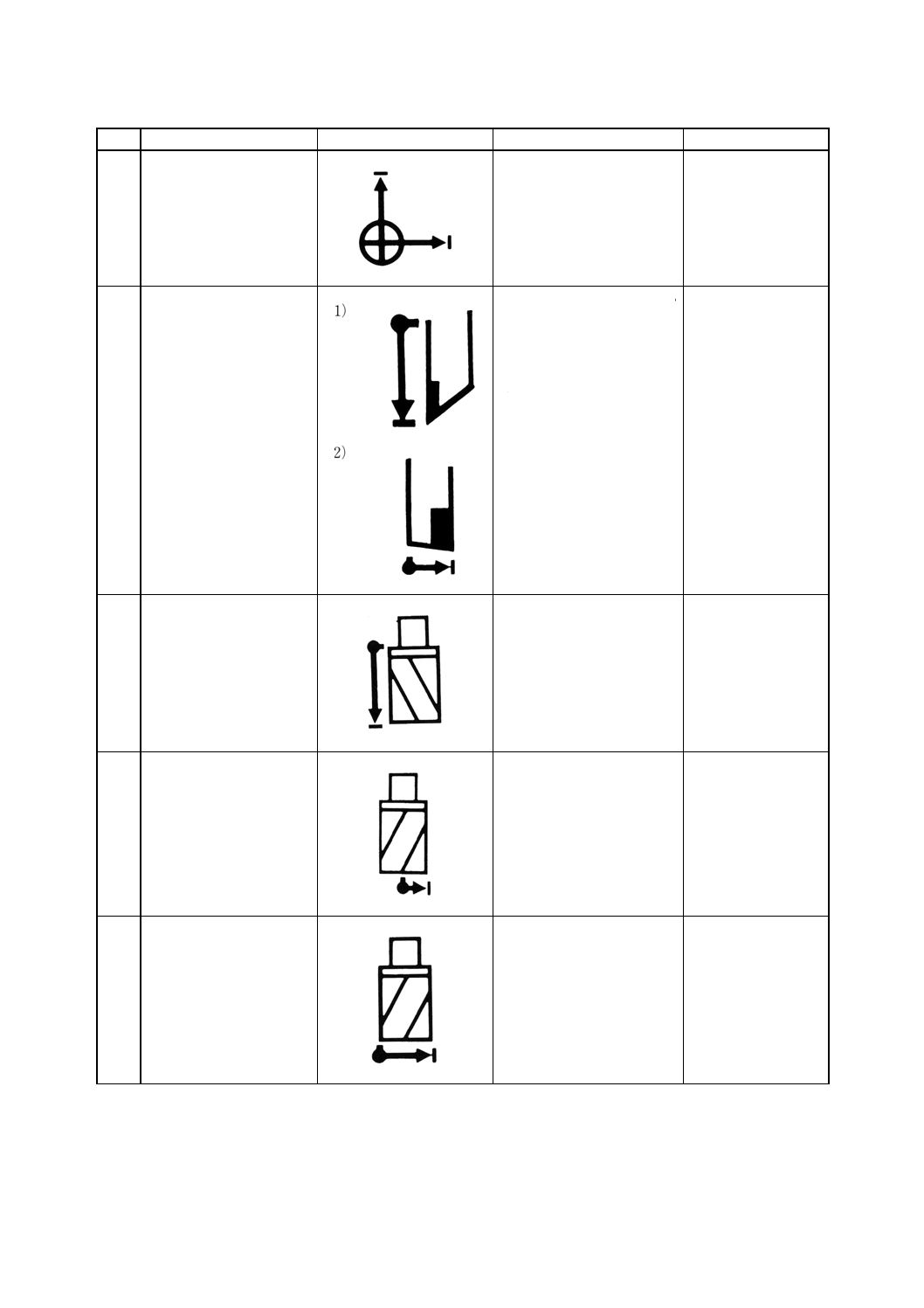
3.8
補正
プログラムに基づき,機械の1軸又は多軸に与
えられた相対距離でオフセット値の記号によっ
て,これらの軸に決められた方向に移動する。
工具刃先寸法の相異に対応して,すべての機械
データに決まった量のオフセットを与える,い
わゆる工具補正機能を示すのに用いる図記号。
3.9
ストア
要素又はデータが機械から取り入れられ,又は
実行に移されるのを中断する機能を表示する図
記号。
この図記号はデータ,構成部品又は切削工具の
いずれにも通して用いられる。
3.10 交換
要素の交換を示す図記号。
4. 工作機械に使用する図記号
No.
項目
シンボル
事例/備考
(参考)対応英語
4.1
データ媒体
紙テープ,磁気テープ,磁
気ディスク。
3.3参照
Data carrier
4.2
機械の動作を伴わないプ
ログラム
3.4参照
Program without
machine functions
4.3
機械の動作を伴うプログ
ラム
3.5参照
Program with machine
functions
4.4
ブロック
3.6参照
Block
4.5
データの巻取り
データは読み取らない
機械の動作を伴わない
Forward tape wind
Without data read
Without machine
functions
4.6
データの巻戻し
データは読み取らない
機械の動作を伴わない
Backward tape wind
Without data read
Without machine
functions
4
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
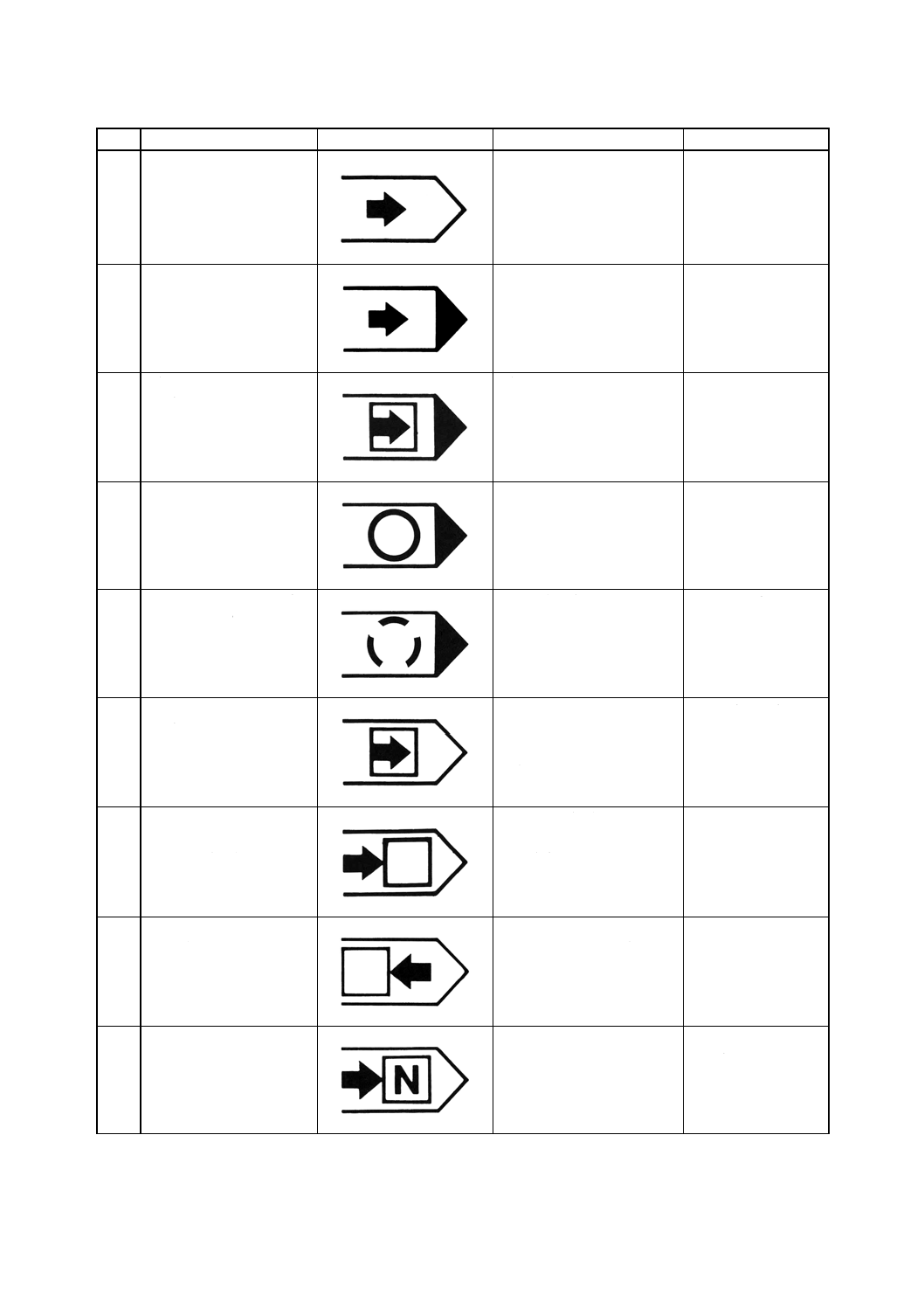
4.7
連続送り
全データの読取り
機械の動作を伴わない
Forward continuous
Read all data
Without machine
functions
4.8
連続送り
全データの読取り
機械の動作を伴う
Forward continuous
Read all data
With machine
functions
4.9
ブロックごとの送り
全データの読取り
機械の動作を伴う
ブロックの読取りと機械の
動作が完了した後に,作業
者は,次のブロックの読取
りと実行のために操作が必
要である。
Forward block by
block
Read all data
With machine
functions
4.10
プログラム ストップ
M00機能に相当
Programmed stop
4.11
オプショナル プログラ
ム ストップ
M01機能に相当
Programmed optional
stop
4.12
ブロックごとの送り
全データの読取り
機械の動作を伴わない
各ブロックを読取り後に次
のブロックの読取りを行う
には,作業者の操作が必要
である。
Forward block by
block
Read all data
Without machine
functions
4.13
巻取り
特殊データのサーチ
機械の動作を伴わない
4.15,4.17参照
目的に応じて,探すデータ
を□枠内に記入する。
Forward
Search for particular
data
Without machine
functions
4.14
巻戻し
特殊データのサーチ
機械の動作を伴わない
4.16,4.18,4.21,4.22参照。
目的に応じて探すデータを
□枠内に記入する。
Blockwards
Search for particular
data
Without machine
functions
4.15
巻取り
シーケンス番号のサーチ
機械の動作を伴わない
Forward
Search for block
number
Without machine
functions
5
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
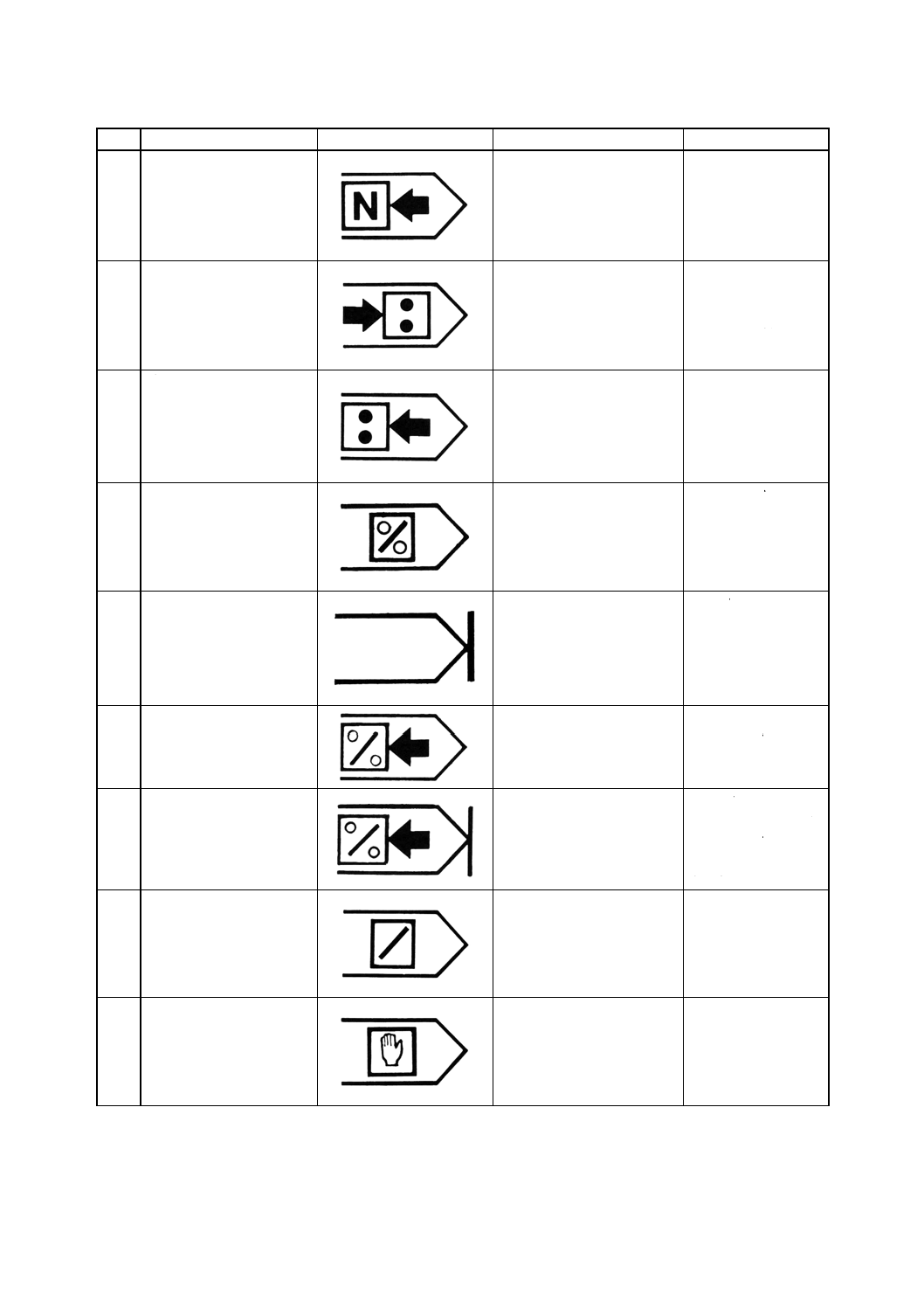
4.16
巻戻し
シーケンス番号のサーチ
機械の動作を伴わない
Backwards
Search for block
number
Without machine
functions
4.17
巻取り
プログラムアライメント
機能のサーチ
機械の動作を伴わない
Forward
Search for program
alignment function
Without machine
functions
4.18
巻戻し
プログラムアライメント
機能のサーチ
機械の動作を伴わない
Backwards
Search for program
alignment function
Without machine
functions
4.19
プログラムの開始点
Beginning of program
4.20
プログラムの終点
End of program
4.21
プログラムの開始点をサ
ーチする巻戻し
機械の動作を伴わない
Backward search for
beginning of program
Without machine
functions
4.22
プログラムの開始点に自
動巻戻しを伴うプログラ
ムの終点
機械の動作を伴わない
End of program with
automatic rewind to
beginning of program
Without machine
functions
4.23
オプショナル ブロック
スキップ
Optional block skip
4.24
マニュアル データ イ
ンプット
Manual data input
6
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
4.25
軸制御,通常
(機械はプログラムどお
りに動く)
必要に応じて軸の指定を行
う。
Axis control, normal
(machine follows
program)
4.26
ミラーイメージ モード
による軸制御
(機械のミラープログラ
ム)
操作中の対称軸が表示され
るように必要な軸指定を行
う。
軸制御,通常(4.25)のシンボ
ルとともに用いられる。
Axis control in mirror
image mode
(machine mirrors
program)
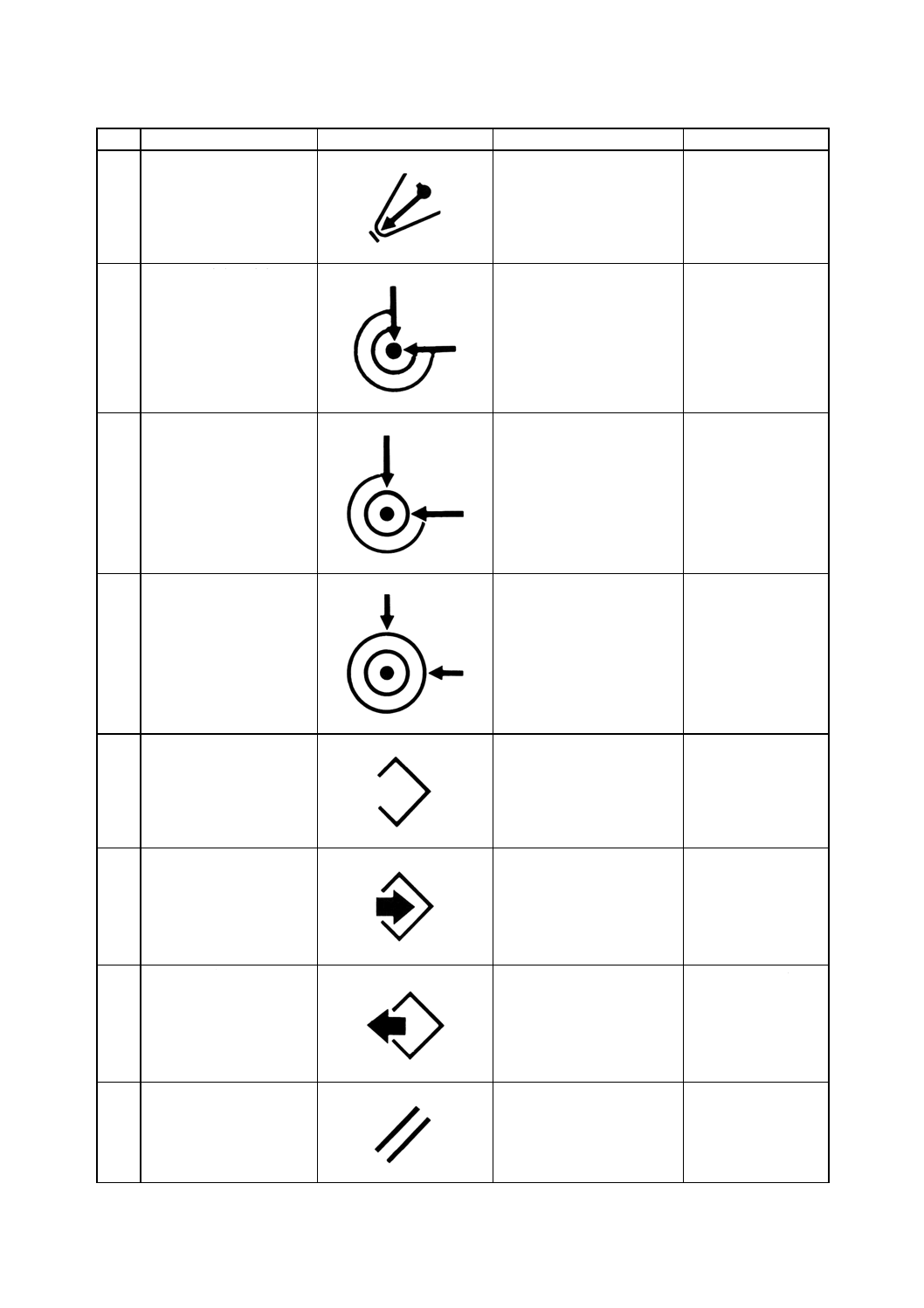
4.27
原点/基準位置
3.7参照
Origin/datum
4.28
参照点
レファレンス点
一般にインクレメンタルシ
ステムに用いられる。あら
かじめ定められた位置で,
その位置にスライドを動か
すことによって原点に対し
て何の計測も要しないで一
定関係位置をとることにな
る。
Reference position
4.29
座標の基本原点
機械の座標原点を示す。
Co-ordinate basic
origin
4.30
アブソリュートプログラ
ム
Absolute program
(co-ordinate
dimension words)
4.31
インクレメンタル プロ
グラム
Incremental program
(incremental
dimension words)
4.32
補正 又は オフセット
4.34,4.35,4.36,4.37,4.38
参照
3.8参照
Compensation or
offset
7
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
4.33
ゼロ オフセット
原点オフセット
場合によっては軸の表示を
行う。
Zero offset
4.34
工具オフセット
(非回転工具)
オフセットすべき軸をJIS
B 6310に準拠した方法で表
示する。
このオフセットは表示軸に
おける工具位置の変動に対
応する。
Tool offset
(non-rotating tool)
4.35
工具長補正
(回転工具)
Tool length
compensation
(rotating tool)
4.36
工具半径補正
(回転工具)
Tool radius com-
pensation
(rotating tool)
4.37
工具直径補正
(回転工具)
Tool diameter
compensation
(rotating tool)
8
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
4.38
工具先端半径補正
Tool tip radius
compensation
4.39
位置決め精度−精密
Positioning
accuracy-fine
4.40
位置決め精度−普通
Positioning
accuracy-normal
4.41
位置決め精度−粗
Positioning
accuracy-coarse
4.42
ストア
(基本的シンボル)
3.9参照
Store
(basic symbol)
4.43
データをストアへ書き込
む
Write data into store
4.44
ストアのデータを読む
Read data from store
4.45
リセット
Reset
9
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
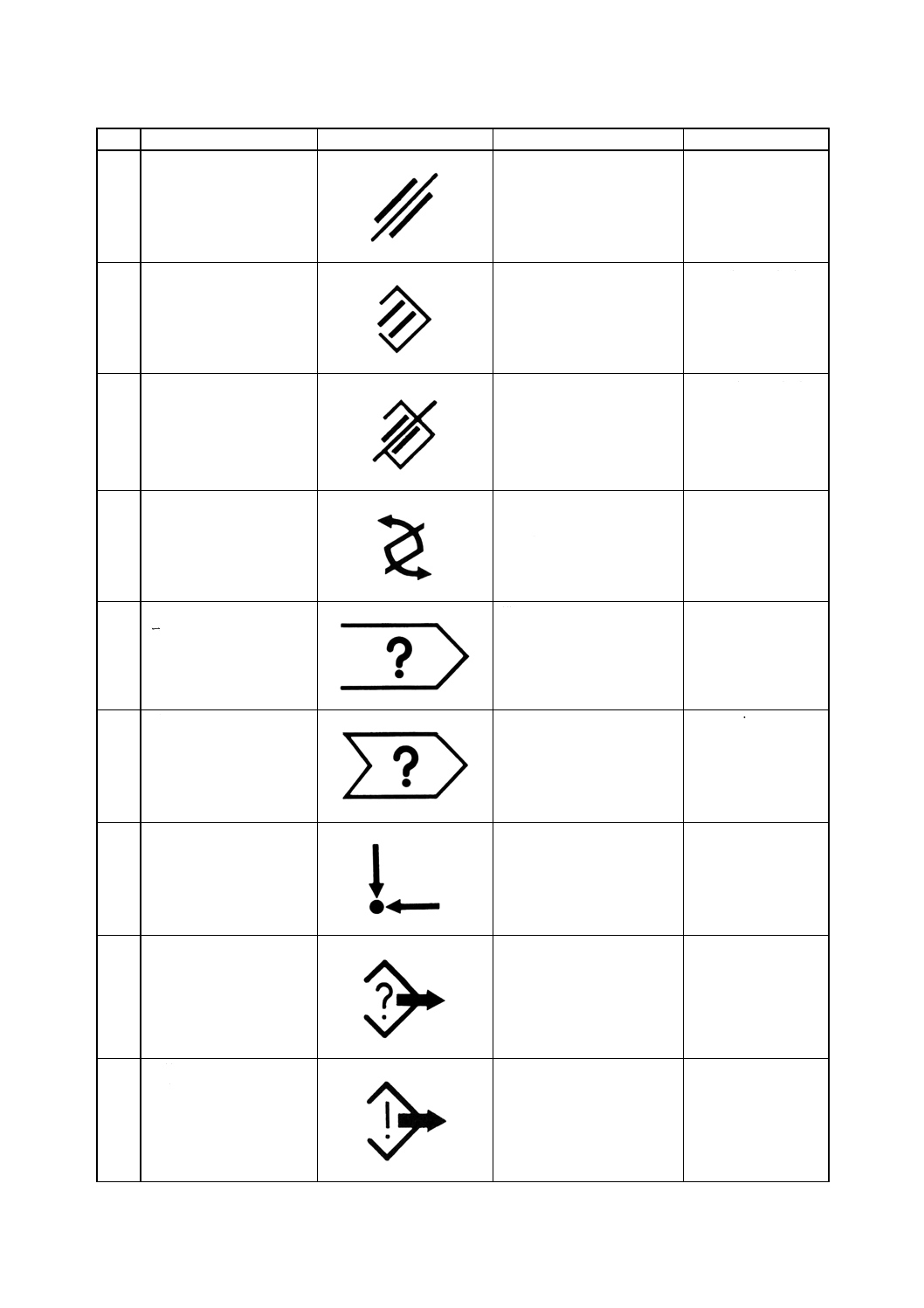
4.46
キャンセル
消去
Cancel ; Delete
4.47
ストアの内容をリセット
する
3.3参照
Reset store contents
4.48
ストアの内容を消去する
Delete store contents
4.49
交換
交換する要素を表示するシ
ンボルと一緒に使用する。
3.10参照
Interchange
4.50
プログラム データ エ
ラー
構文エラー
パリティエラー
見落とし
Program data error
4.51
データ送り込みエラー
破れた又は破損したテープ
Data carrier fault
4.52
インポジション
必要に応じ軸の表示を行
う。この表示は1又は多数
の軸にも使用する。
In position
4.53
記憶のオーバーフロー
Storage overflow
4.54
記憶 オーバーフローの
予告
Prewarning storage
overflow
10
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
4.55
記憶 エラー
Storage error
4.56
バッテリー
Battery
4.57
プログラムの記憶
基本的シンボル
Program storage
4.58
サブルーチン
Subroutine
4.59
サブルーチンの記憶
Subroutine storage
4.60
変更,修正,編集
基本的シンボル
Modify, amend, edit
4.61
プログラム編集
Program edit
4.62
記憶内のデータ編集
Editing data in storage
4.63
バッファーの記憶
Buffer storage
11
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
No.
項目
シンボル
事例/備考
(参考)対応英語
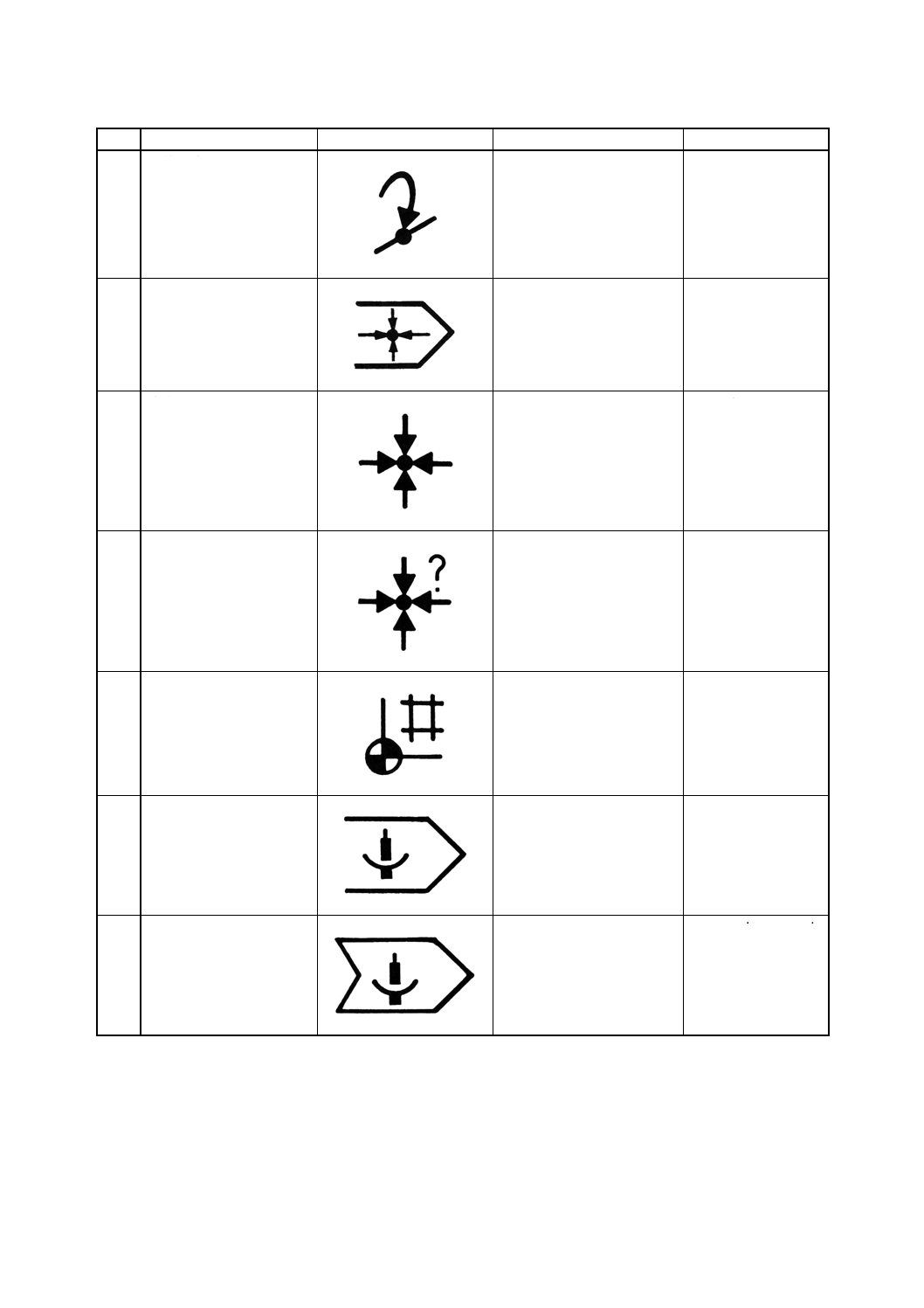
4.64
再位置決め
間違えた工具が取り換えら
れた後に,プログラムを中
断した場所に戻る。
Repositioning
4.65
プログラム上の位置
Programmed position
4.66
実際の位置
Acutual position
4.67
位置決めエラー(サーボエ
ラー)
Position error
(Servo error)
4.68
グリッドの位置
(サブ基準位置)
Grid point
(Sub-reference
position)
4.69
外部装置からのプログラ
ム
Program from external
device
4.70
代替装置を通したデータ
媒体の入力
通常の入力装置のほかに追
加した外部入力装置。
Data carrier input via
an alternative device
12
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
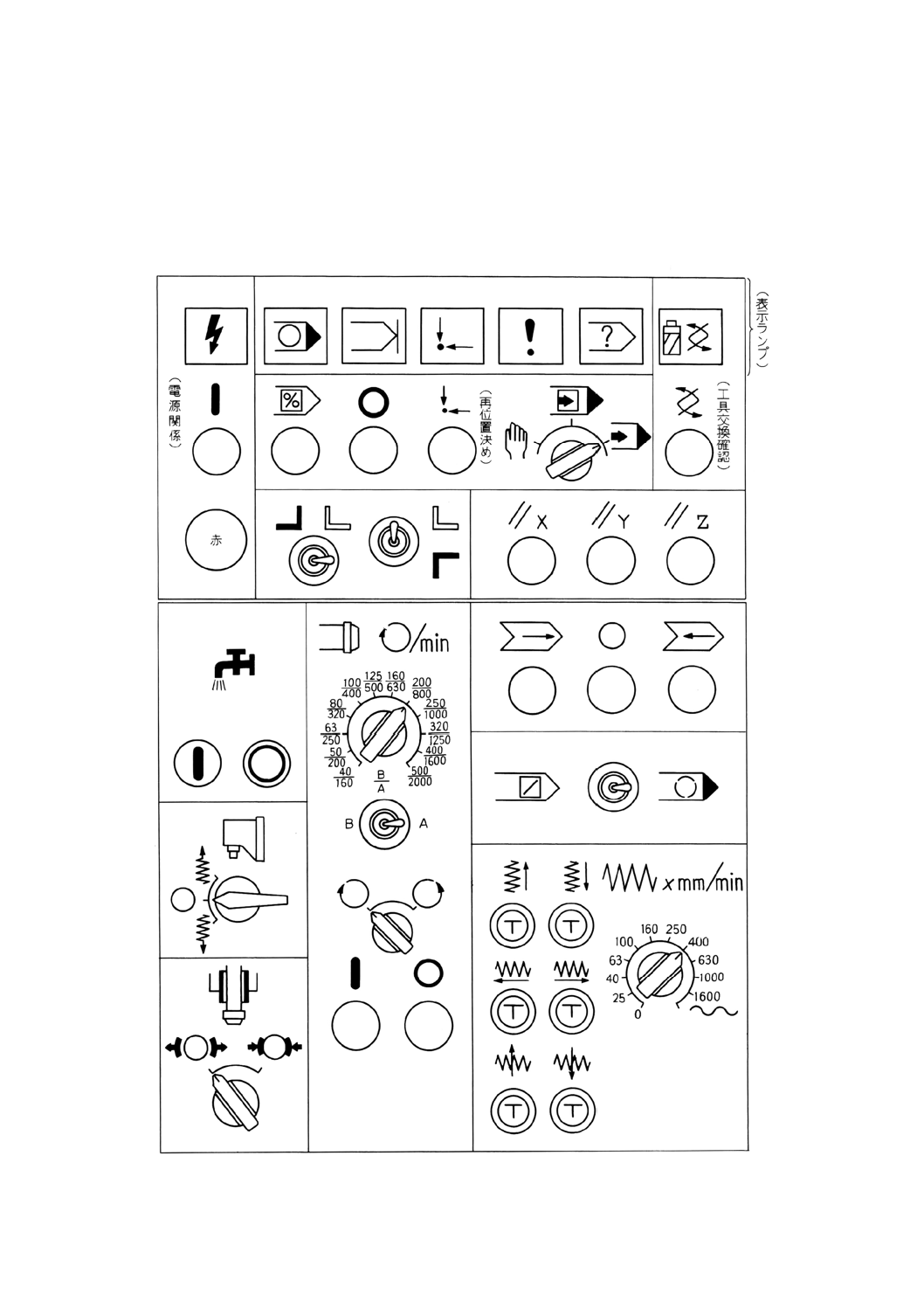
附属書(参考) 工作機械−数値制御用図記号(制御盤の一例)
序文 この附属書(参考)は,規格本体に規定される図記号の制御盤への適用例について参考として示す
ものであって,規定の一部ではない。
13
B 6012-2 : 1998 (ISO 2972 : 1979)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
整合化推進委員会 構成表
氏名
所属
(主査)
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
八 神 敏 夫
オークマ株式会社設計部
山 内 政 行
大阪機工株式会社品質保証部
赤 羽 仁 史
豊田工機株式会社技術部
高 鷲 民 生
三菱電機株式会社メカトロ技術部
伊 沢 元 雄
三井精機工業株式会社資材部
西 條 徳 行
三菱重工業株式会社工作機械・射出成形機部
高 橋 朗
日立精機株式会社技術本部電装部
溝 口 清 久
ヤマザキマザック株式会社開発設計事業部
槙 山 和 臣
東芝機械株式会社工作機械事業本部
西 田 修 三
社団法人日本工作機械工業会
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
方針検討分科会 構成表
氏名
所属
(主査)
西 田 修 三
社団法人日本工作機械工業会
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
井 上 洋 一
日立精機株式会社ISO推進室
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
機械関係WG 構成表
氏名
所属
(主査)
吉 田 嘉太郎
千葉大学工学部
西 田 修 三
社団法人日本工作機械工業会
入 江 龍 夫
日立精機株式会社技術本部設計部
鈴 木 政 治
株式会社牧野フライス製作所開発第三グループ
江 草 友 良
NTN株式会社生産統括部
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会