B 6012-1 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。これによってJIS B 6012 : 1974は廃止され,JIS B 6012-1及びJIS B 6012-2に置き換
えられる。
この規格は,JIS B 6012 : 1974のうち,ISO/R 369に相当するものをJIS B 6012-1として制定するもので
あり,JIS B 6012 : 1974のうちISO 2972に相当するものはJIS B 6012-2として別に制定した。
なお,JIS B 6012-1974のうち,ISO/R 369では規定していないものを附属書1(規定)として追加した。
また,附属書2(参考)及び附属書3(参考)は,ISO/R 369にはない事項である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 6012-1には,次に示す附属書がある。
附属書1(規定) 工作機械−ISO/R 369にない操作表示記号
附属書2(参考) 工作機械−操作表示記号(実施例)
附属書3(参考) 工作機械−操作表示記号(制御盤の一例)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6012-1 : 1998
工作機械−操作表示記号
Symbols for indications appearing on machine tools
序文 この規格の本体は,1964年に第1版として発行されたISO/R 369, Symbols for indications appearing on
machine toolsを翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格であるが,
附属書1(規定)として対応国際規格にない操作表示記号を追加した。
適用範囲 この規格は,工作機械を使用する際,作業者にあらゆる有用な指示を与えるために,工作機械
の表示板又は押しボタンに表示する記号を規定する。
これらの記号は,各国で話されている言語と関係なく,すべての国で理解できるように選ばれている。
これらは後で他の記号により補足されてもよい(備考1.参照)。
この規格は,かなり多くの記号を含んでいるが,これらの記号すべてを機械に表示しなければならない
という意味ではない。逆に,各特定の機械の使用に厳密に必要な記号だけを使用するように,標準化され
た記号の中から選択することが必要である。
備考1. この規格は,その利用結果を考慮して後に改正するときは,必要と思われる他の記号で補足
されることがあり,また,作業者が幾つかの記号をより容易に理解できるようにわずかに修
正されることがある。
2. この規格の対応国際規格を,次に示す。
ISO/R 369 : 1964 Symbols for indications appearing on machine tools
2
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
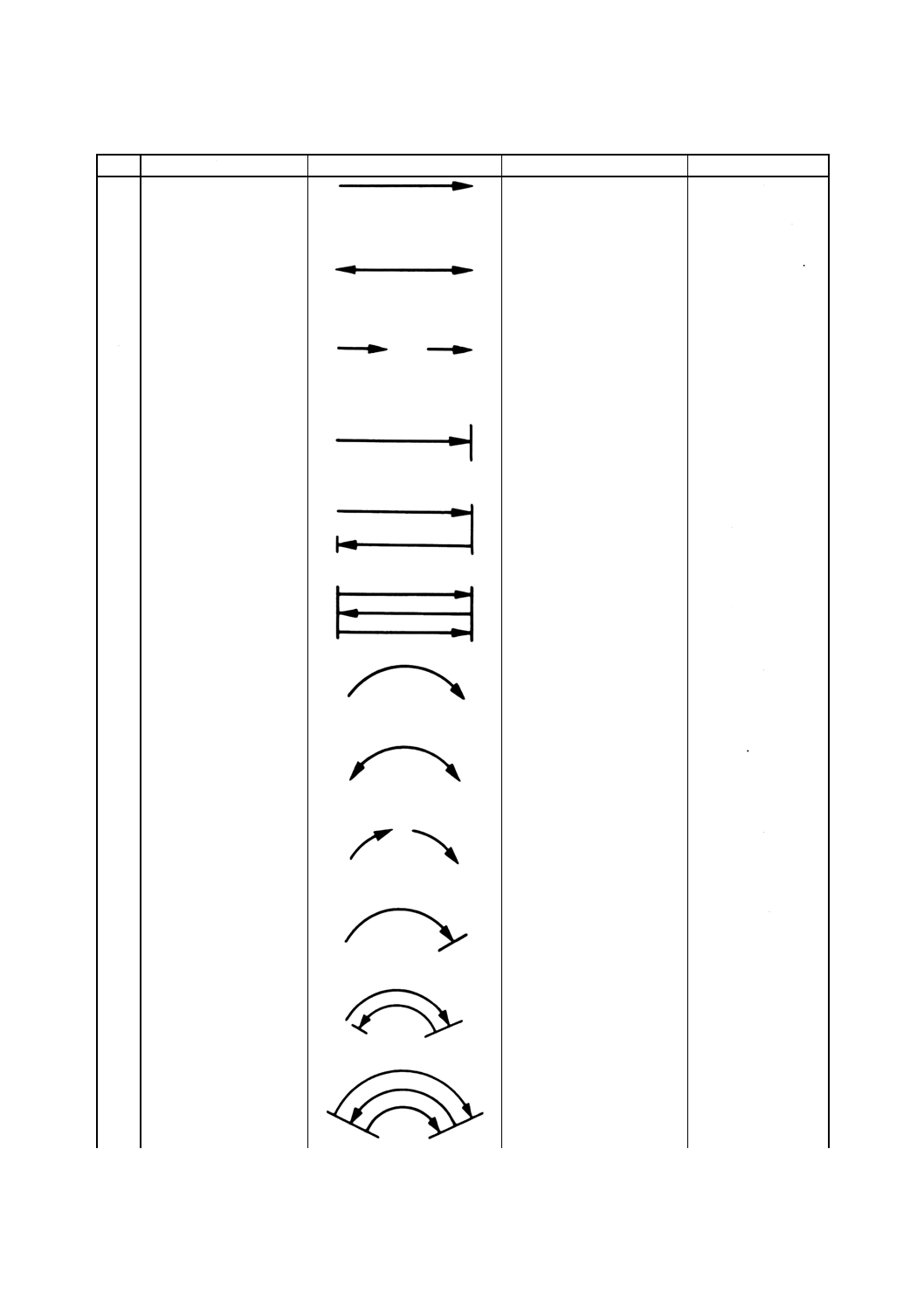
1. 運動と速度の記号
名称
記号
備考
(参考)対応英語
1
連続直線運動の動き
Direction of
continuous
rectilinear motion
2
2方向の直線運動
Rectilinear motion in
two directions
3
断続直線運動の向き
Interrupted rectilinear
motion
4
定位置への直線運動
Limited rectilinear
motion
5
定位置間往復直線運動
Limited rectilinear
motion and return
6
連続往復直線運動
Oscillating rectilinear
motion
(continuous)
7
連続回転運動の向き
Direction of
continuous rotation
8
2方向の回転運動
Rotation in two
directions
9
断続回転運動の向き
Direction of
interrupted rotation
10
定位置への回転運動
Limited rotation
11
定位置間往復回転運動
Limited rotation and
return
12
連続往復回転運動
Oscillating rotary
movement
(continuous)
3
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
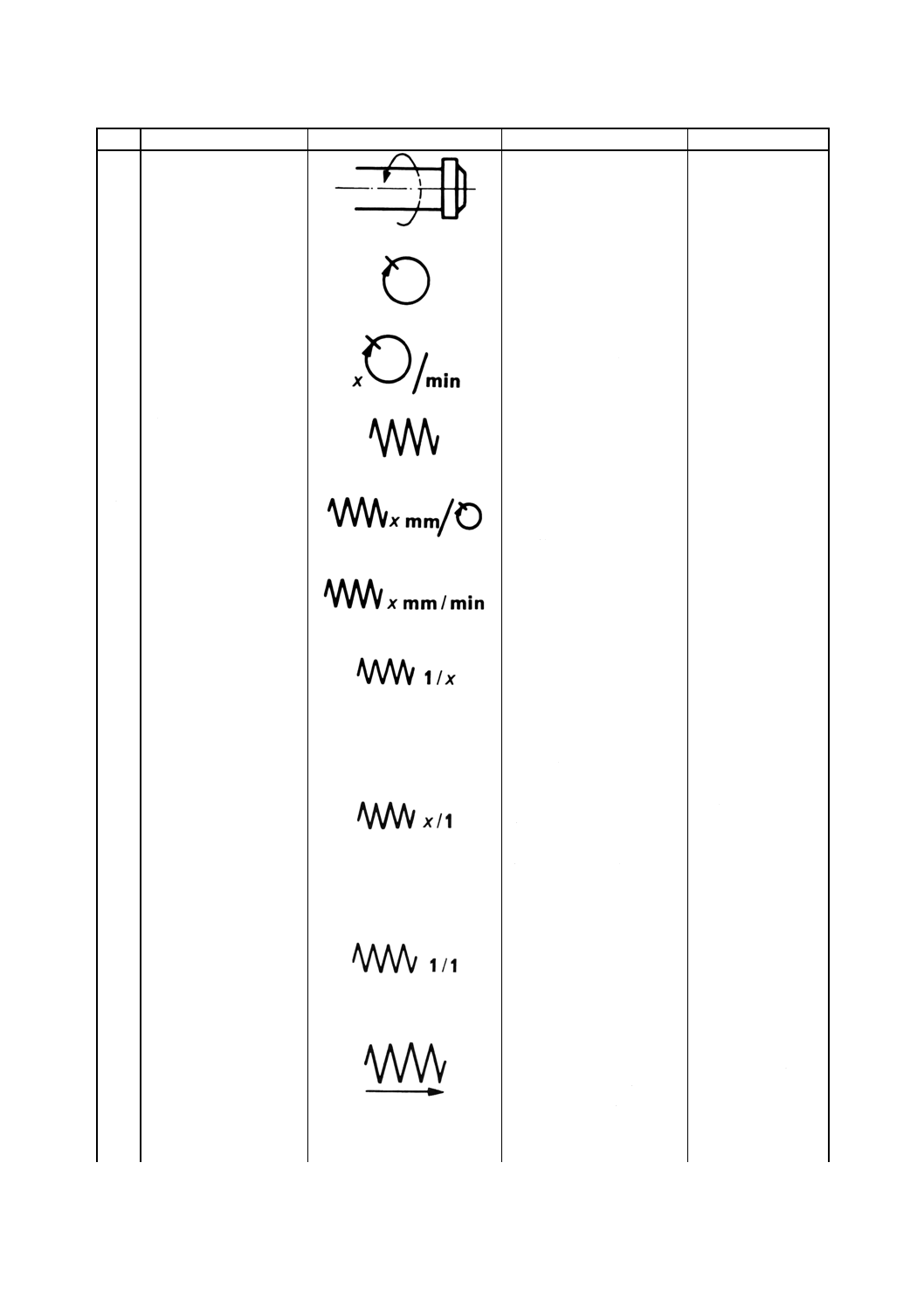
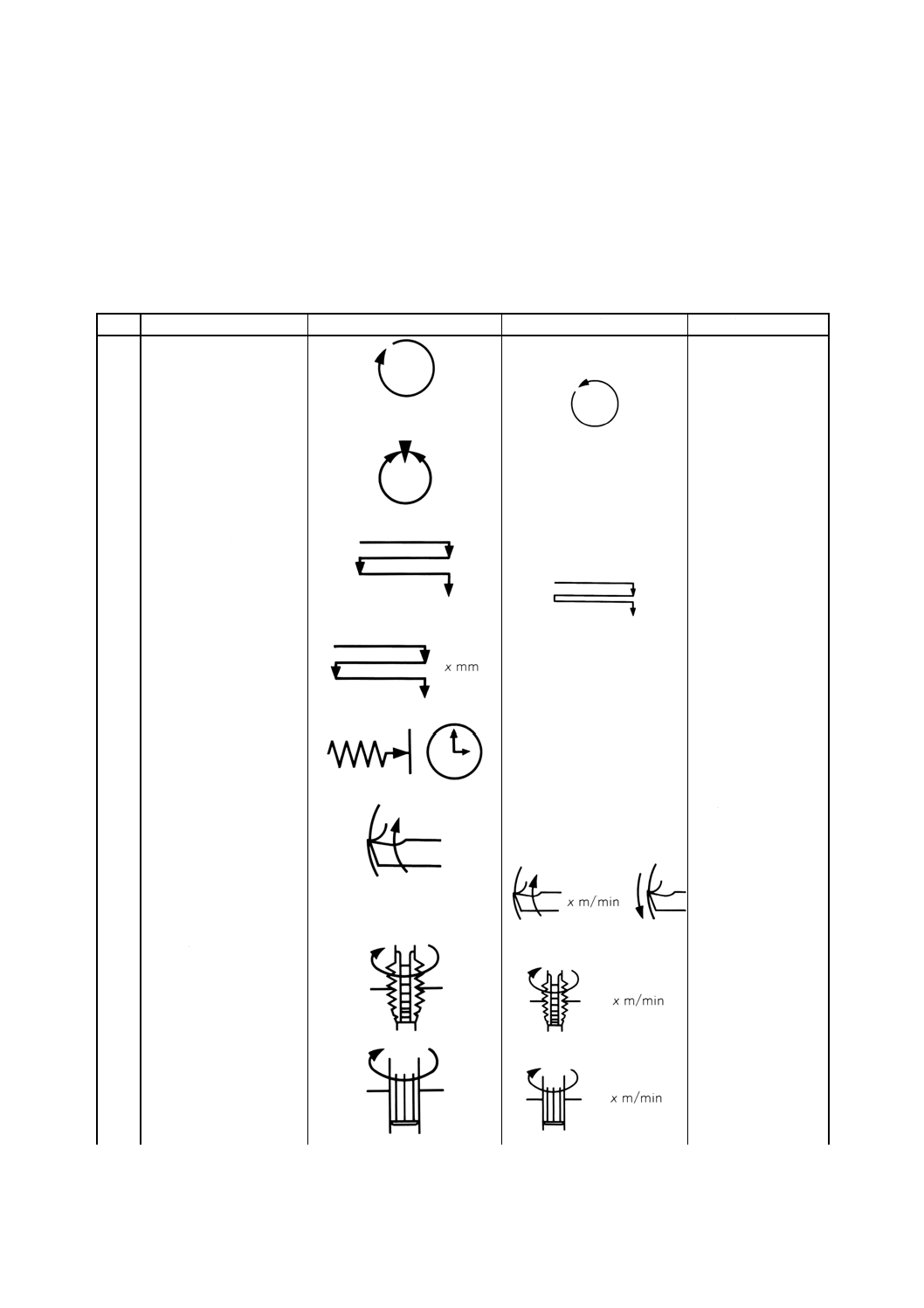
13
主軸回転運動の向き
Direction of spindle
rotation
14
1回転
One revolution
15
毎分回転速度
xは回転速度の値で,場合に
応じて,記号の前か対応す
る数表に示してもよい。
Number of revolutions
per minute
(spindle speed)
16
送り
Feed
17
1回転当たり送り量
xは送り量の数値で,場合に
応じて,記号の前又は対応
する数表に示してもよい。
Feed per revolution
18
毎分当たり送り量
xは送り量の数値で,場合に
応じて,記号の前又は対応
する数表に示してもよい。
Feed per minute
19
減速送り
1/xは普通送りに対する減
速送りの比の値(もし普通
送りと明確に区別しようと
するときは,記号はピッチ
を半分の大きさで描くべき
である。)。
Reduced feed
20
高速送り
x/1は普通送りに対する高
速送りの比の値(もし普通
送りと明確に区別しようと
するときは,記号はピッチ
を2倍の大きさで描くべき
である。)。
Rapid feed
21
普通送り
機械が減速送り又は高速送
りももつ場合にだけ,上記
の二つの記号に対して1/1
の指示をすべきである。
Normal feed
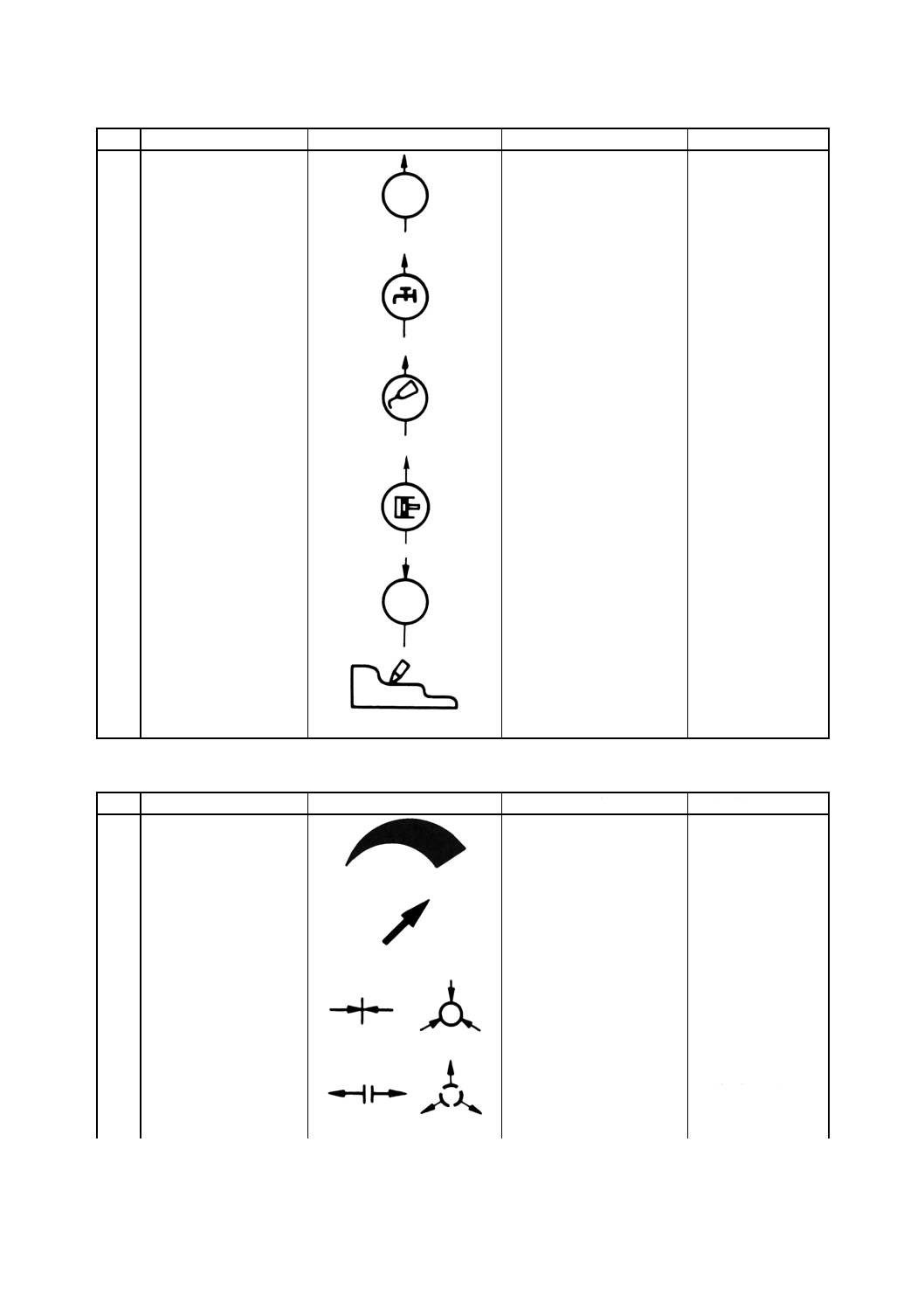
22
送りの方向
(向きは規定しない)
送りの向きがどちらであ
れ,それが自明で規定する
必要がないときに適用する
記号。反対の場合は,以下
の記号参照。
Direction of feed
(orientation not
specified)
4
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
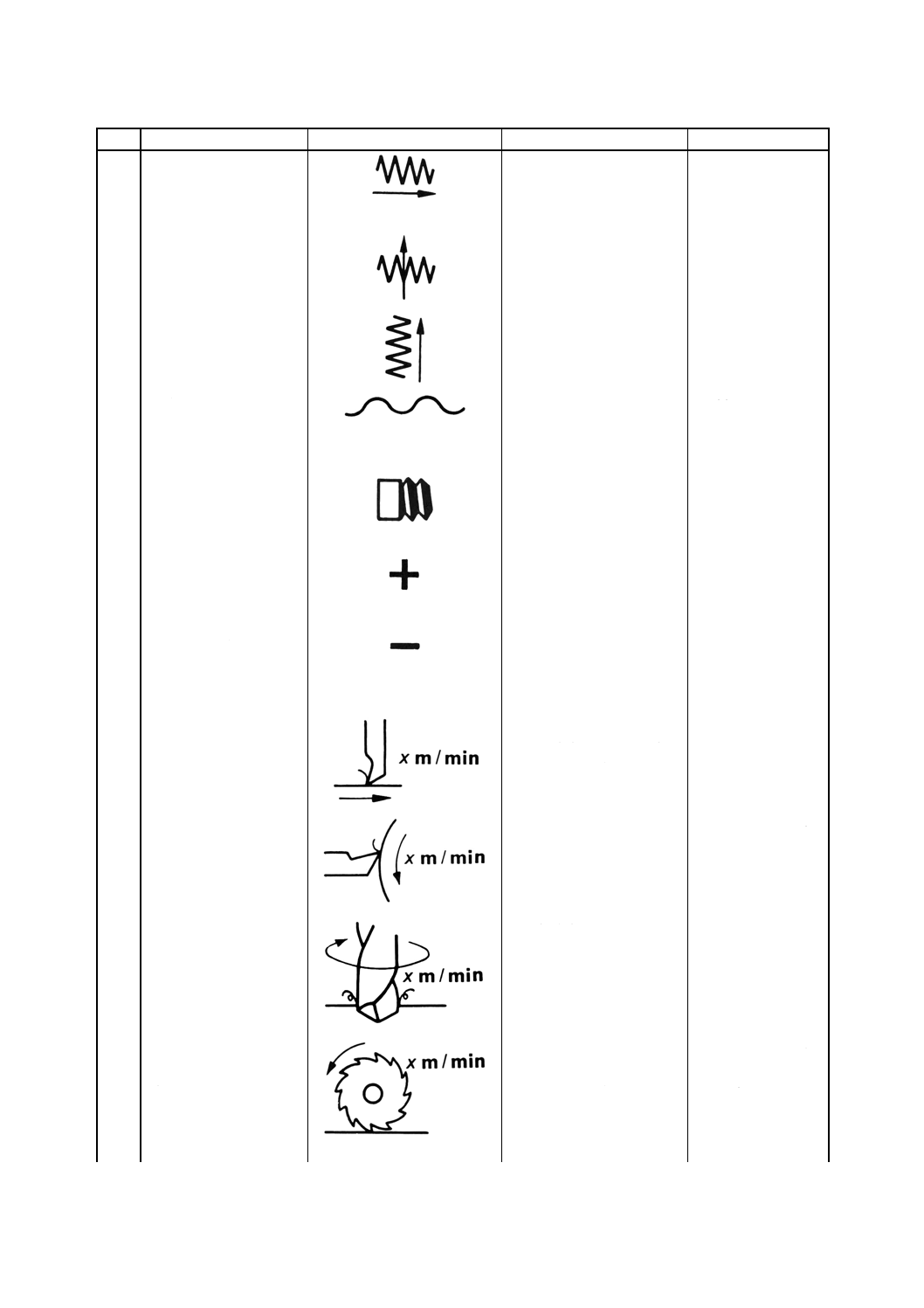
23
縦送り
Longitudinal feed
24
横送り
Transverse feed
25
上下送り
Vertical feed
26
早送り
Rapid traverse
27
ねじ切り
Threading
28
増加(例えば増速)
Increase of value
(speed, for instance)
29
減少(例えば,減速)
Decrease of value
(speed, for instance)
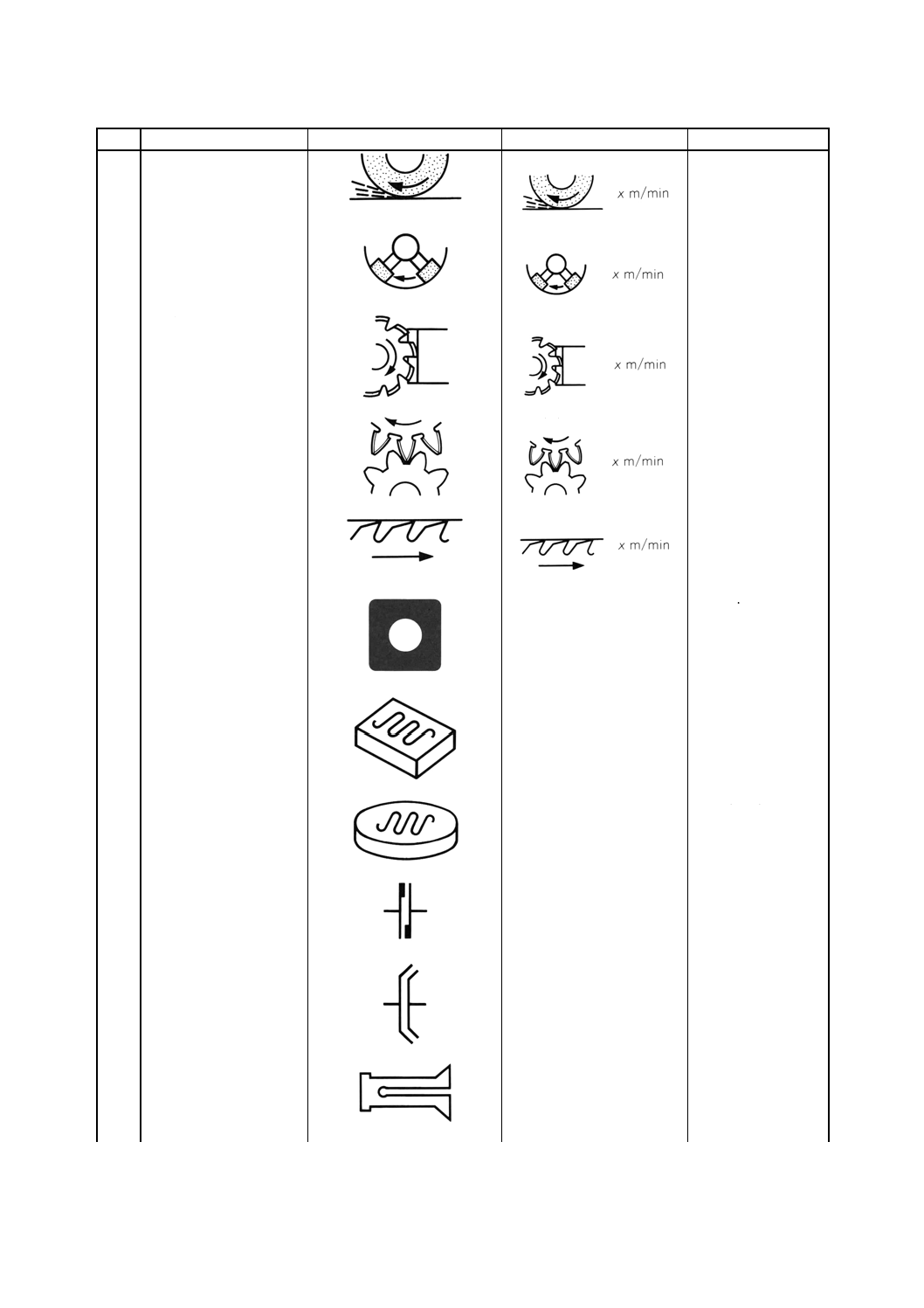
30
平削り速度
xは毎分当たりメートルで
示した速度の値で,場合に
応じて記号の前又は対応す
る数表に示してもよい。
Speed of planing cut
31
旋削速度
xは毎分当たりメートルで
示した速度の値で,場合に
応じて記号の前又は対応す
る数表に示してもよい。
Speed of turning cut
32
穴あけ速度
xは毎分当たりメートルで
示した速度の値で,場合に
応じて記号の前又は対応す
る数表に示してもよい。
Speed of drilling cut
33
フライス削り速度
(研削速度に対しては同
様な記号を用いる)
xは毎分当たりメートルで
示した速度の値で,場合に
応じて記号の前又は対応す
る数表に示してもよい。
Speed of milling cut
(similar symbol for
speed of grinding)
5
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
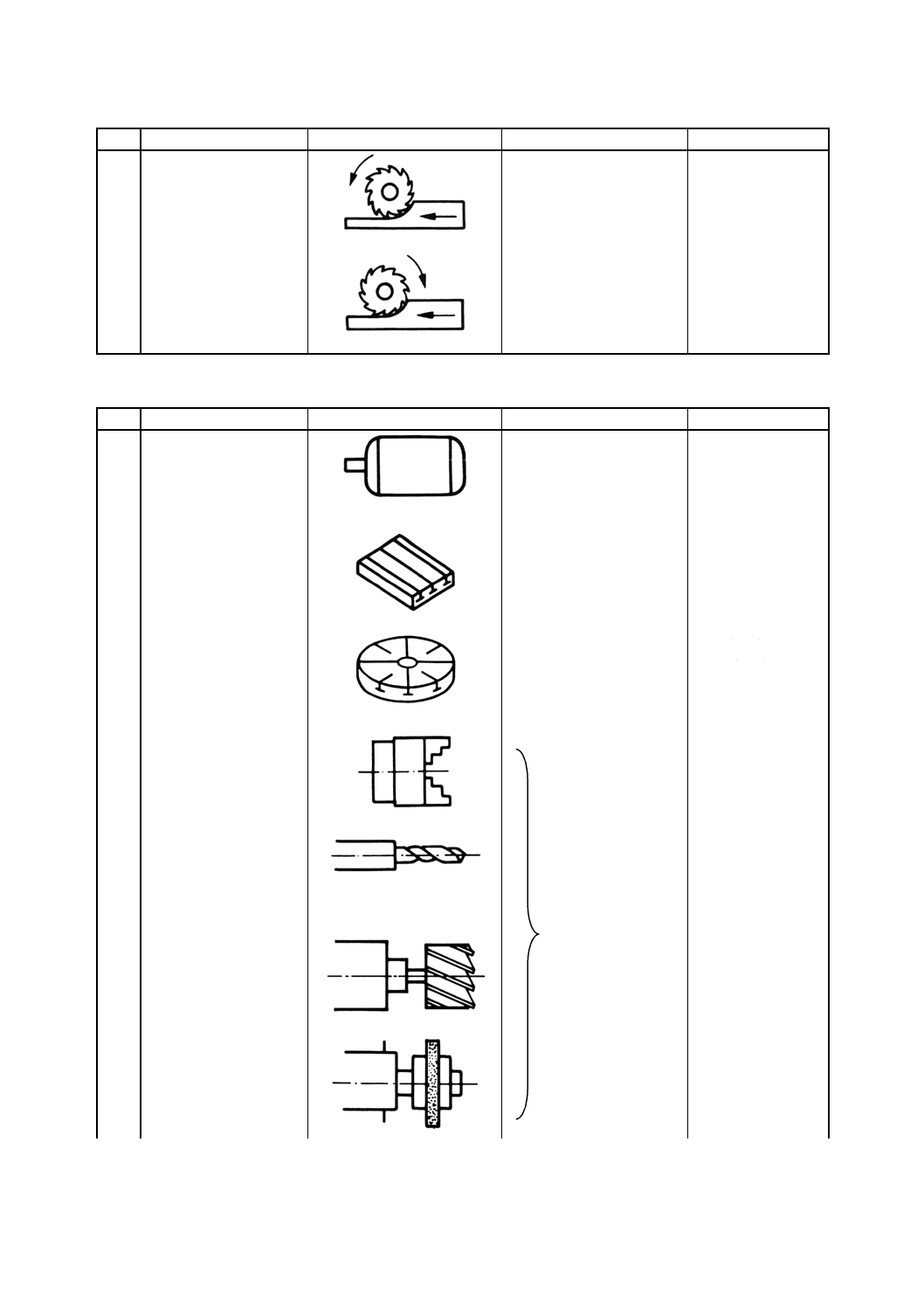
34
上向きフライス削り
Conventional milling
35
下向きフライス削り
Climb milling
(down milling)
2. 要素の記号
名称
記号
備考
(参考)対応英語
41
電動機
Electric motor
42
角テーブル又はスライ
ド要素
Rectangular work
table of slide
element
43
円テーブル又は回転要
素
Round work table or
rotating element
44
旋削主軸
この略図は必要であ
れば他の同様な略図
で置き換えてもよい
が,機械要素の実際
の形状に近いもので
なければならない。
Turning spindle
45
穴あけ主軸
Drilling spindle
46
フライス主軸
Milling spindle
47
といし軸
Grinding spindle
6
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
48
ポンプ(一般記号)
Pump
(general symbol)
49
切削油剤ポンプ
Cooling pump
50
潤滑油ポンプ
Lubricant pump
51
油圧ポンプ
Hydraulic system
pump
52
油圧モータ
Hydraulic motor
53
トレーサ
Tracer
3. 操作用記号
名称
記号
備考
(参考)対応英語
61
無段変速
Stepless regulation
62
可変
調整する要素の記号と重ね
て使用する。
Adjustable
63
締める,クランプする
Lock or tighten
64
緩める,クランプ外す
(チャック開く)
Unlock, Unclamp
(chuck open)
7
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
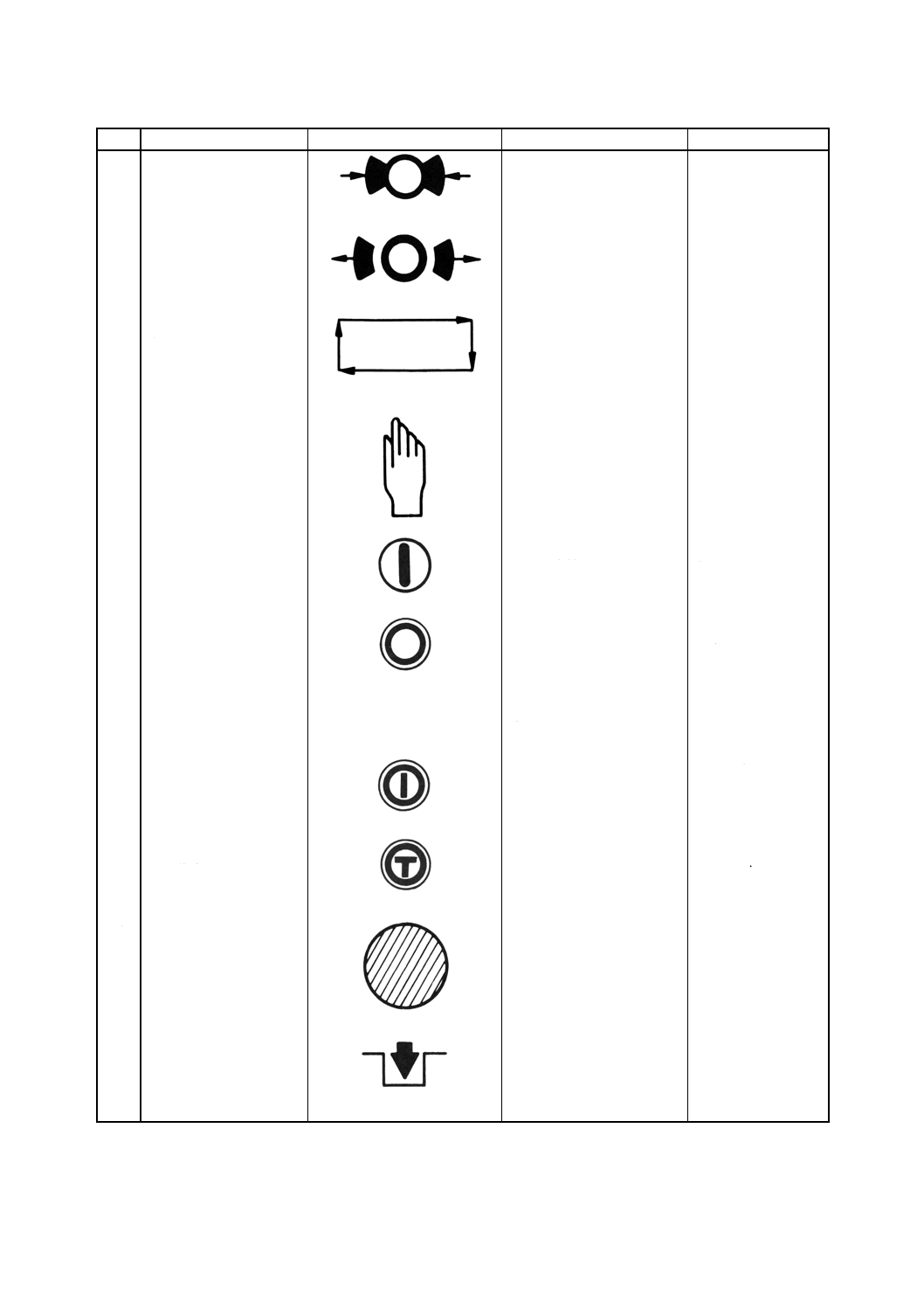
65
制動掛け
Brake on
66
制動外し
Brake off
67
自動(又は半自動)サイ
クル
Automatic (or
semi-automatic)
cycle
68
手動
Hand control
69
始動,スイッチ入れ
この記号は緑とし,押しボ
タンに直接表示することが
望ましい。
Start,
On
70
停止,スイッチ切り
環状の記号は赤とし,押し
ボタンに直接表示する。図
の細線は押しボタンを示す
(押しボタン全体を赤とす
るか,同じ色の棒状で置き
換えてもよい。)。
Stop,
Off
71
同一ボタンで始動停止
記号は押しボタンに直接表
示する。図の細線は押しボ
タンを示す。
Start and stop with
same button
72
押しボタンを押してい
る間作動
記号は押しボタンに直接表
示する。図の細線は押しボ
タンを示す。
In action as long as
button is operated
73
非常停止,全停止
全面赤の大きなきのこ状押
しボタン。
Emergency stop,
Master stop
74
結合(機械的始動)
Engaging
(mechanical start)
8
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
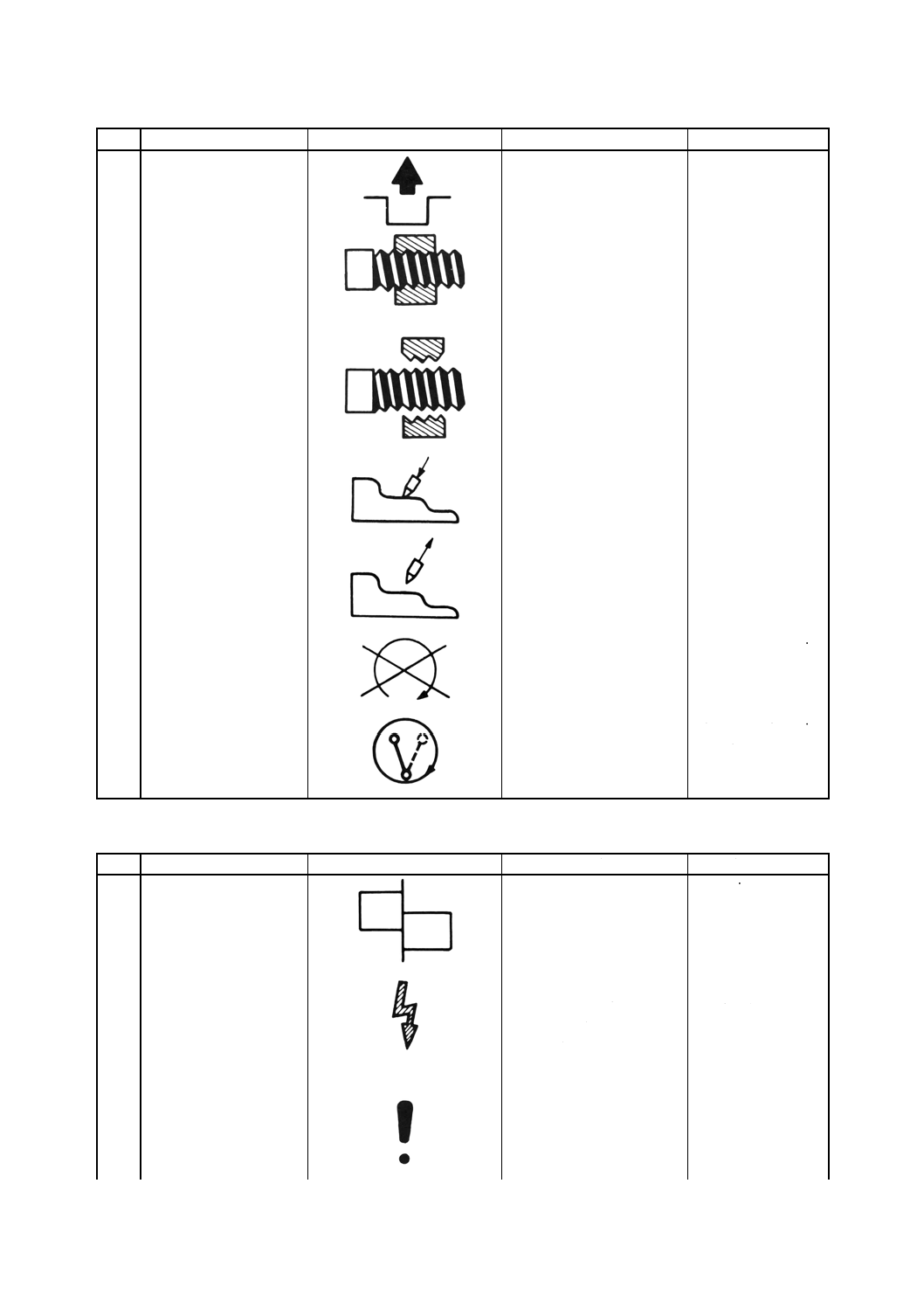
75
開放(機械的停止)
Disengaging
(mechanical stop)
76
ハーフナット閉じ
Halfnut closed
77
ハーフナット開き
Halfnut open
78
トレーサ掛け
Engage tracer
79
トレーサ外し
Disengage tracer
80
停止位置でだけ変速可
Change speed only in
stopped position
81
動作中でだけ変速可
Change speed only in
motion
4. 安全の記号
名称
記号
備考
(参考)対応英語
91
シャーピン
Shear pin
construction
92
危険(高電圧)
矢印はできるだけ赤とす
る。更に電圧を指示する必
要がある場合は,記号の下
に例えば,500Vのように表
示すべきである。
Attention (high
voltage) danger!
93
注意
記号はできるだけ黄とす
る。
Caution!
9
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
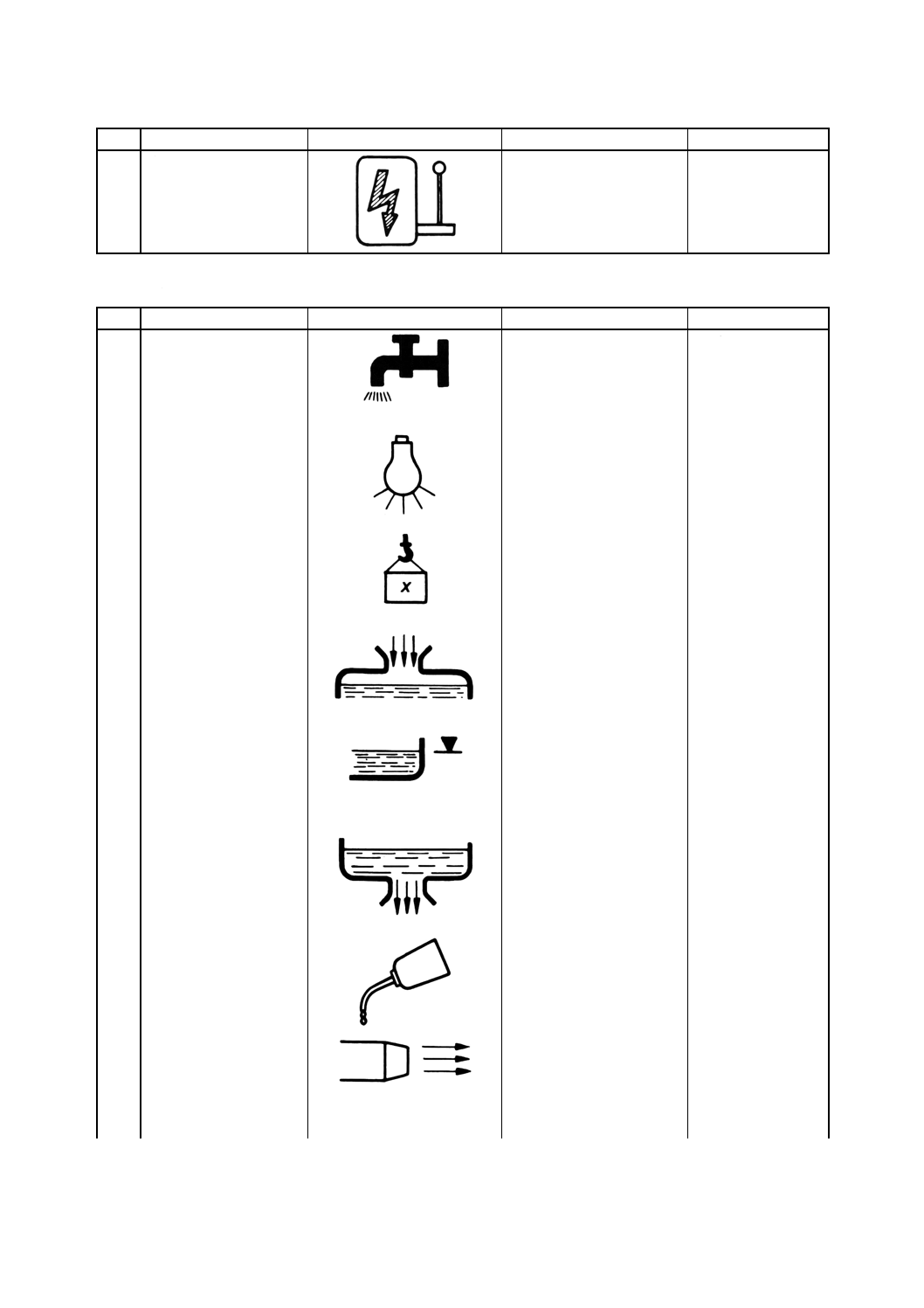
94
主開閉器
矢印はできるだけ赤とする
(停止ハンドルも赤とす
る。)。
Main switch
5. その他の記号
名称
記号
備考
(参考)対応英語
101
切削油剤
Coolant fluid
102
照明及び光源ランプ
Machine lighting
103
質量
xは質量を示す。
附属装置などの質量を表
す。
Weight
104
補給
Refilling
105
液面
Full level
106
ドレーン
Drain
107
注油
Oil,
Lubricant
108
ブロワ装置
Blowing unit
10
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
109
サクション装置
Suction unit
11
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) 工作機械−ISO/R 369にない操作表示記号
1. 適用範囲 この附属書1(規定)は,規格本体に規定する記号の他に,工作機械の操作表示に必要な
記号について規定する。
2. 記号 記号は,次による。
名称
記号
備考
(参考)対応英語
1
回転(時計方向)
連続回転における回転
反時計方向回転のときは
Revolution
(clockwise)
2
回転の定位置停止
Oriented stop
3
ストロークごとの送り
ストロークの一端だけで送
るときは
Feed per stroke
4
ストロークごとの送り
量
xはストロークごとの送り
量の数値で用いなくてもよ
く,表にまとめてもよい。
Feed per stroke
mm.
5
タリー,
ドウェル
Tarry,
Dwell
6
中ぐり
切削速度を
表示すると
きは
工作物回転
のときは
Boring
7
タップ立て
切削速度を表示するときは
Tapping
8
リーマ仕上げ
切削速度を表示するときは
Reaming
12
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
9
研削
切削速度を表示するときは
Grinding
10
ホーニング仕上げ
切削速度を表示するときは
Honing
11
ホブ切り
切削速度を表示するときは
Hobbing
12
歯車シェービング仕上
げ
切削速度を表示するときは
Gear shaving
13
ブローチ削り
切削速度を表示するときは
Broaching
14
工作物
Work piece
15
電磁チャック付角テー
ブル
工作物取付け用に限らな
い。
Rectangular work
table with magnetic
chuck
16
電磁チャック付円テー
ブル
Round work table
with magnetic
chuck
17
つめ(歯車)クラッチ
つめ,歯車などがかみあう
クラッチ。
Jaw (gear) clutch
18
摩擦クラッチ
Friction clutch
19
スプリングコレット
Spring collet
13
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
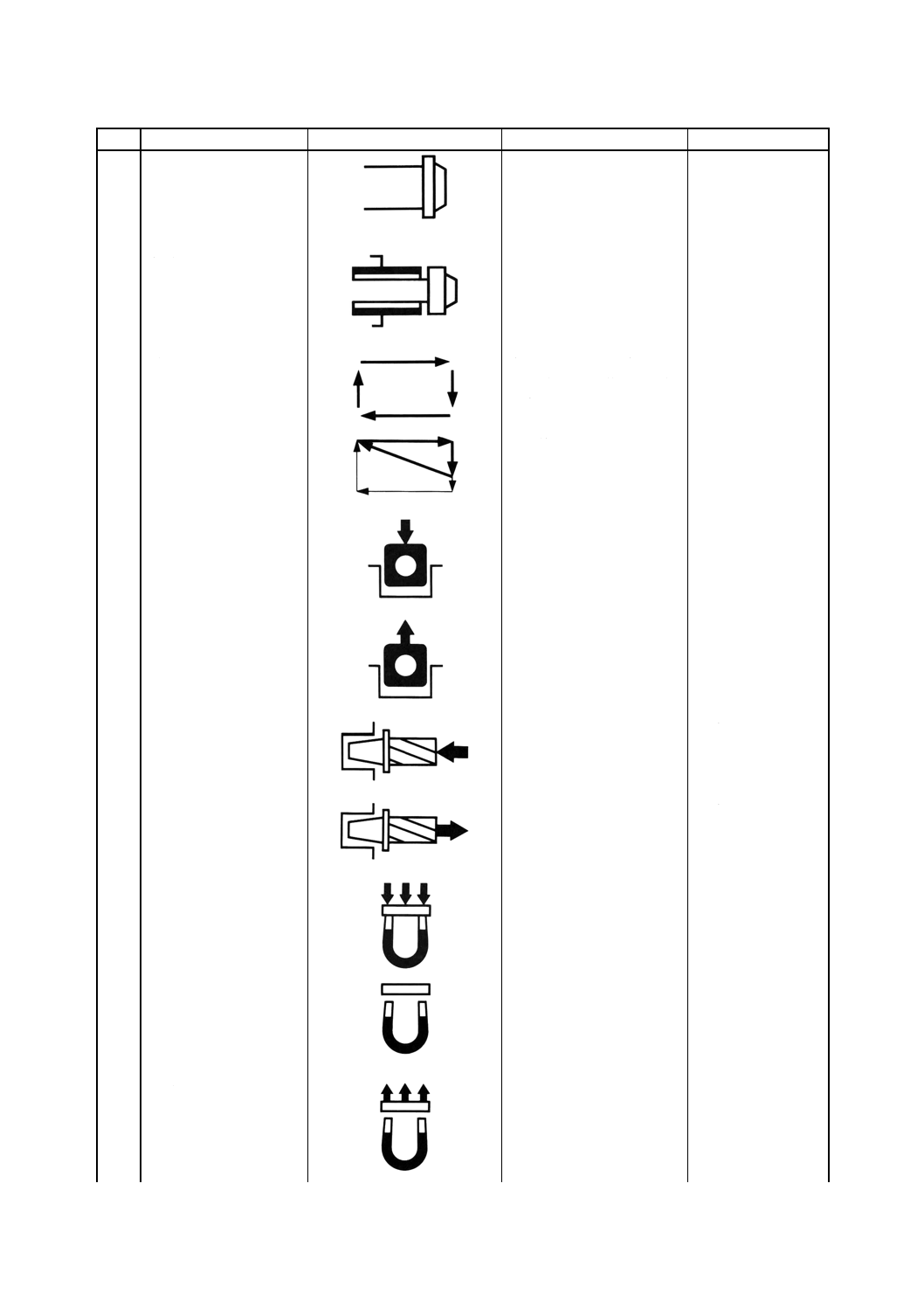
20
一般主軸
図は必要に応じ他の類似
の,かつ,実際の形状に近
い簡単なものに代えてもよ
い。
Spindle
21
クイル
図は必要に応じ他の類似
の,かつ,実際の形状に近
い簡単なものに代えてもよ
い。
Quill
22
単動
自動サイクル又は自動に対
する単独運動(個別運動)
の意に用いる。
Independent control
23
自動サイクル中の非常
戻し
対角線は赤とする。
Emergency return of
automatic cycle to
start
24
工作物取付け
Load work
25
工作物取外し
Unload work
26
工具取付け
Tool hold
27
工具取外し
Tool release
28
電磁チャック入れ
Magnetic chuck “on”
29
電磁チャック切り
Magnetic chuck “off”
30
脱磁
Demagnetize
14
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
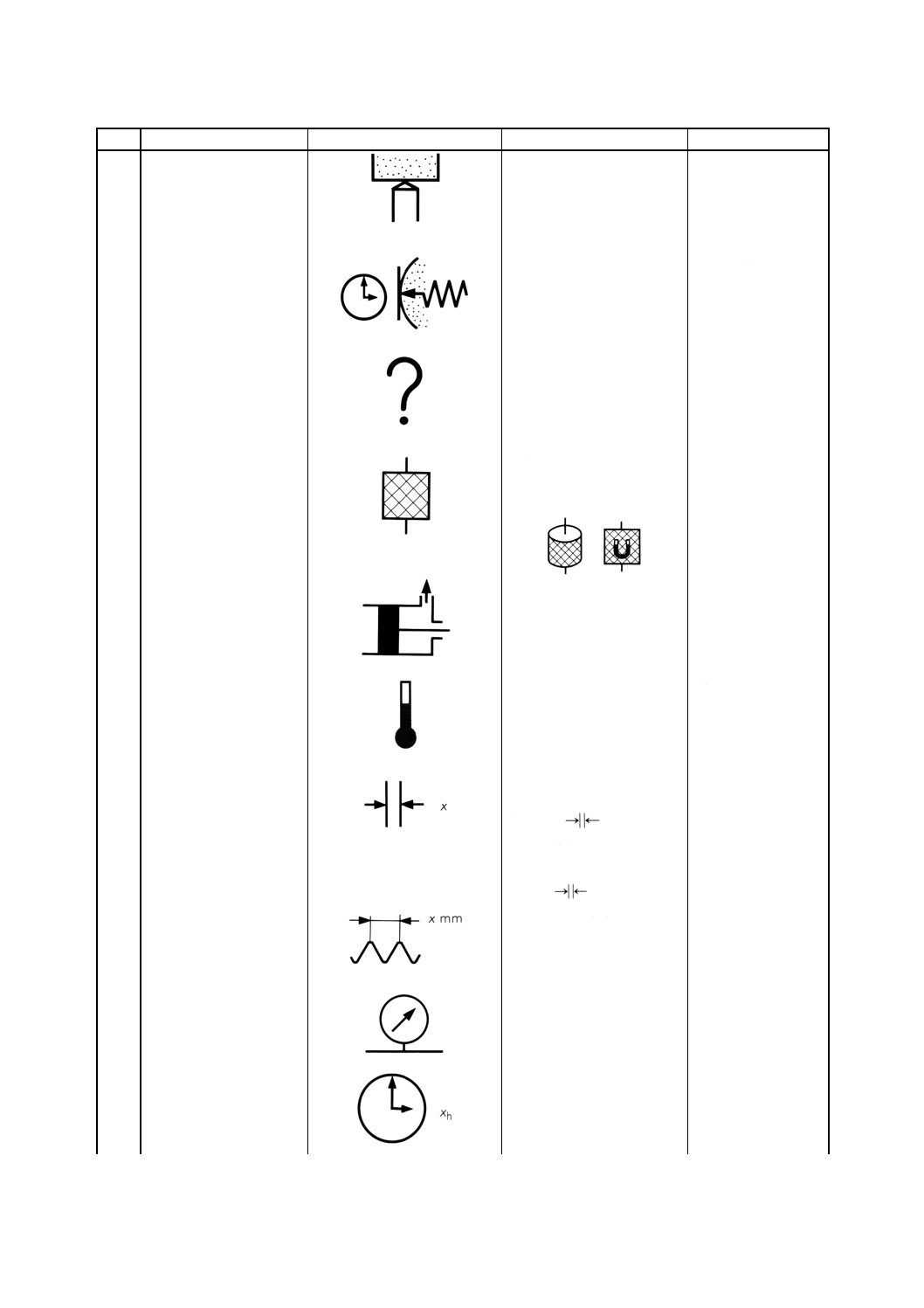
31
といし修正
Dressing and truing
(grinding wheel)
32
スパークアウト
Spark out
33
エラー,
操作ミス
Error,
Failure
34
フィルタ
円筒形フィルタ,マグネチ
ックフィルタには次の表示
をしてもよい。
Filter
35
空気抜き
Bleeder
36
温度計
Thermometer
37
目盛
xは目盛の目量を示す。
Graduation
例
0.02mm
目量が直径に対する量を示
すときはφを附記する。
例
φ
0.02mm
38
メートルねじ(ピッチ)
xはピッチの数値を示す。
Metric thread (pitch)
39
圧力計
Manometer,
Pressure gauge
40
時間
時間の単位が“分”又は“秒”
の場合はxhの代わりにxmin
若しくはxsecとする。
Hours
15
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
名称
記号
備考
(参考)対応英語
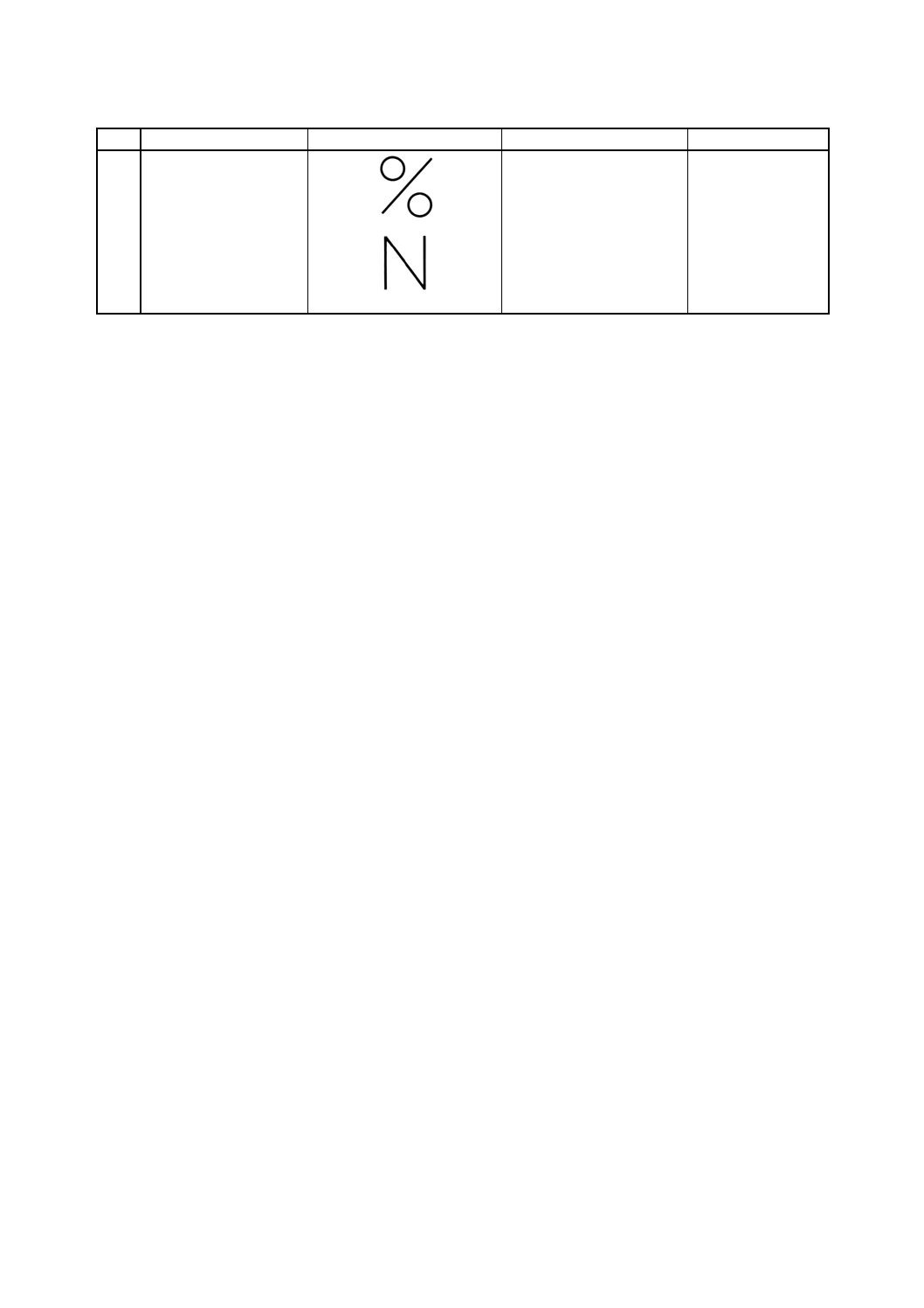
41
パーセント
数値制御に用いるときはプ
ログラムスタート機能を示
す。
Percent
42
番号
数値制御に用いるときはシ
ーケンス番号を示す。
Numero,
Number
16
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
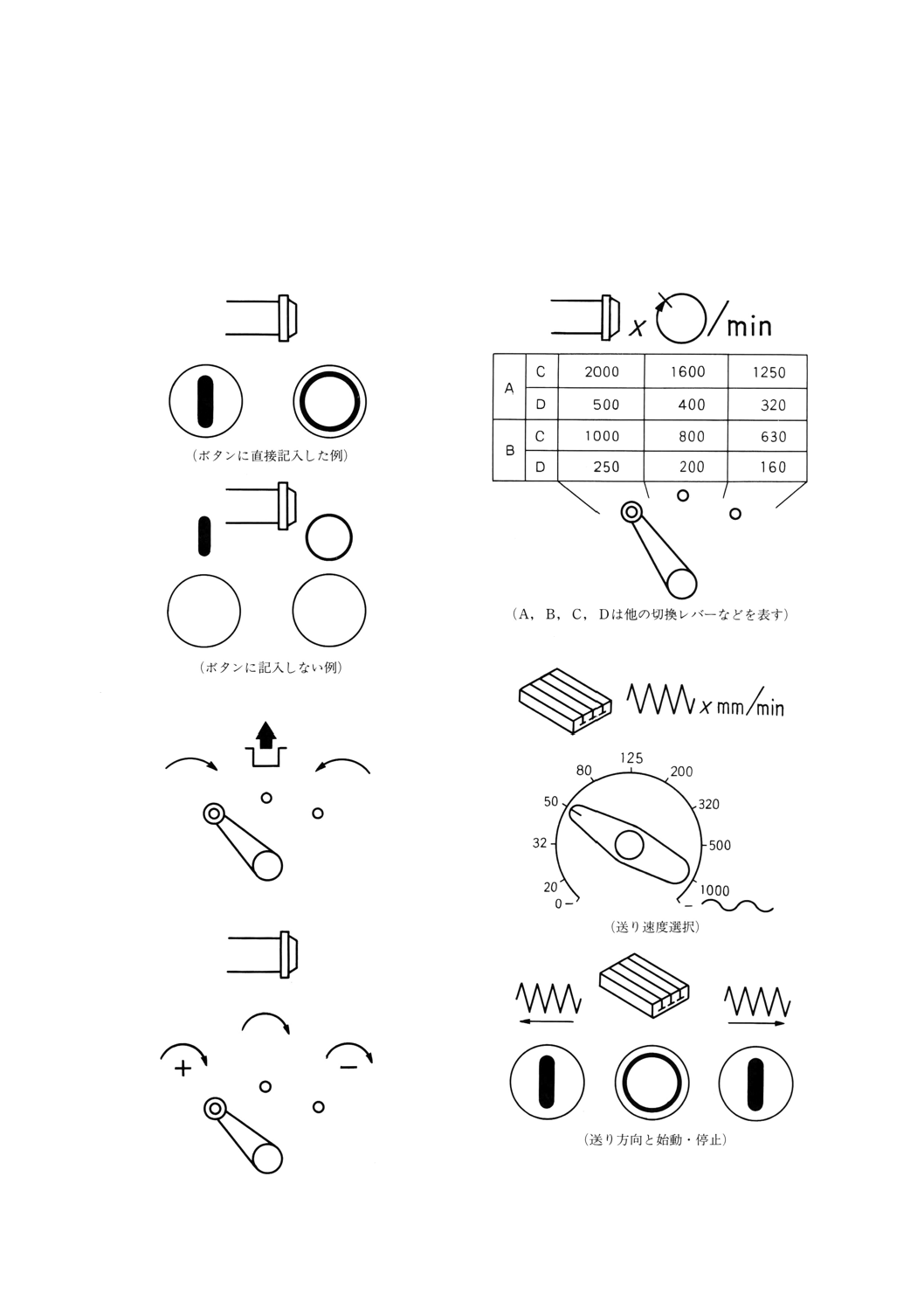
附属書2(参考) 工作機械−操作表示記号(実施例)
序文 この附属書2(参考)は,規格本体及び附属書1(規定)に規定される操作表示記号の実施例につ
いて参考として示すものであって,規定の一部ではない。
1. 主軸の始動・停止
2. 主軸の正転・逆転と中立切換
3. 高・中・低速切換
4. 主軸毎分回転数
5. テーブル送り
17
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
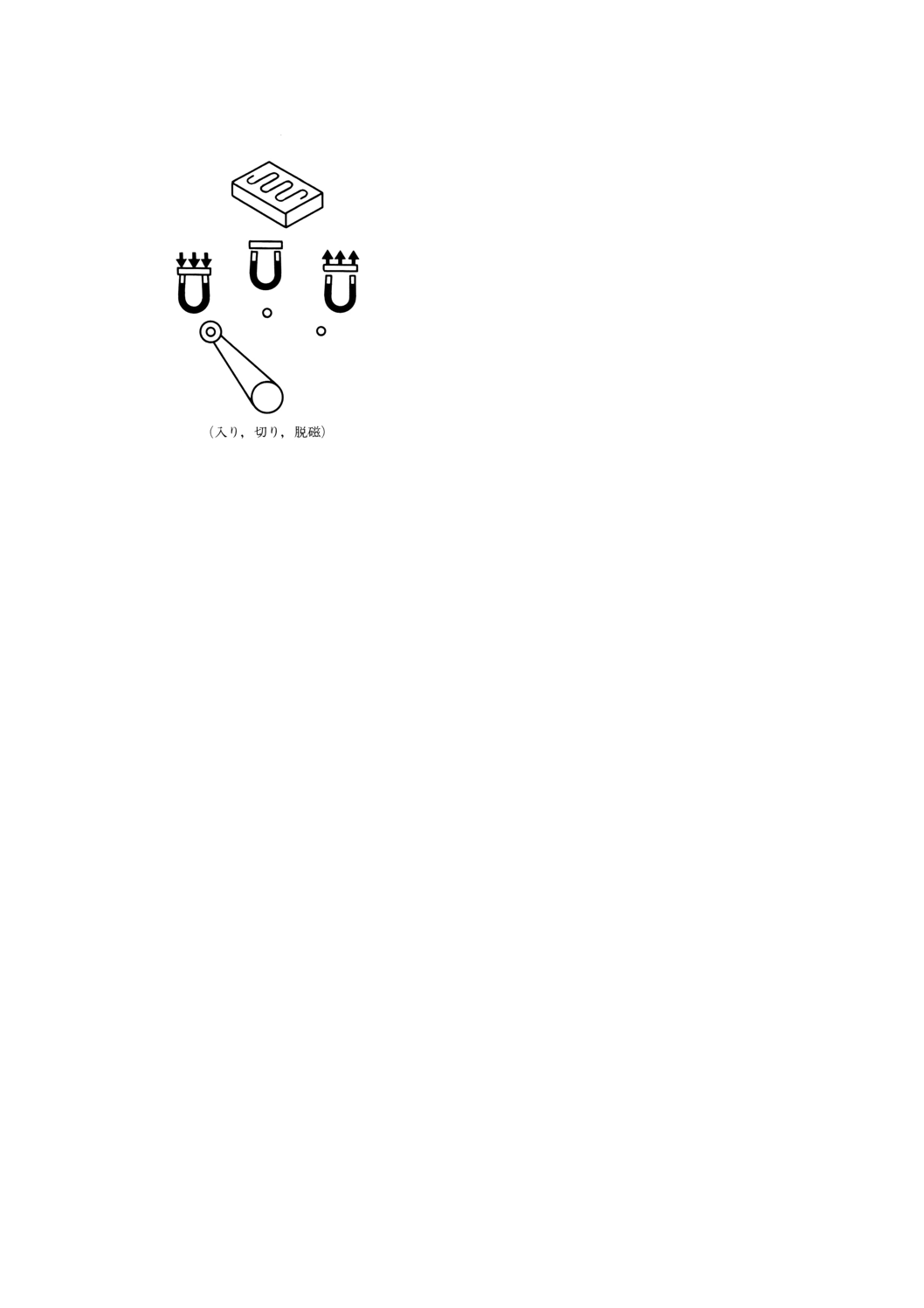
6. 電磁チャック付テーブル
18
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
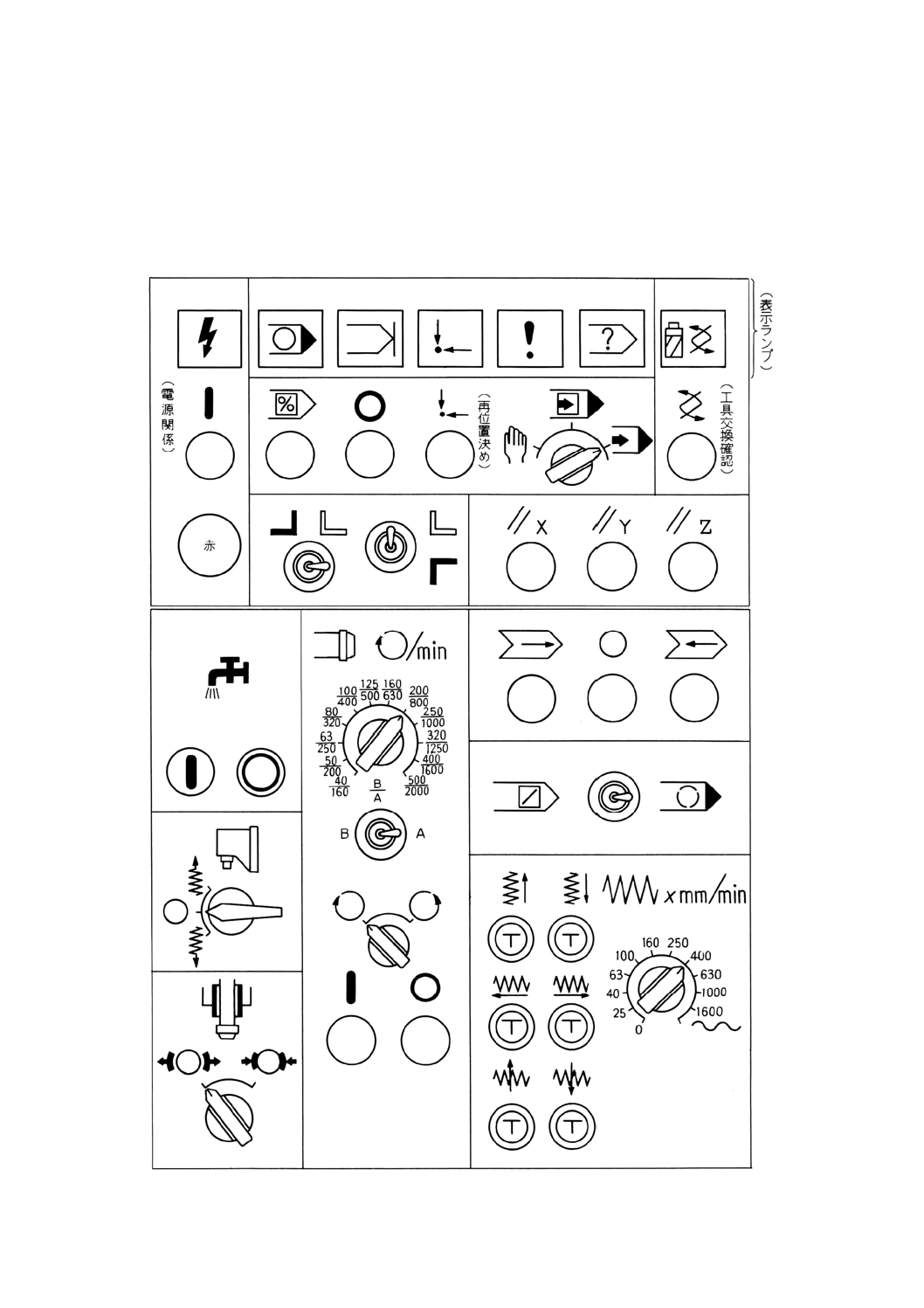
附属書3(参考) 工作機械−操作表示記号(制御盤の一例)
序文 この附属書3(参考)は,規格本体及び附属書1(規定)に規定される操作表示記号の制御盤への
適用例について参考として示すものであって,規定の一部ではない。
19
B 6012-1 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
整合化推進委員会 構成表
氏名
所属
(主査)
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
八 神 敏 夫
オークマ株式会社設計部
山 内 政 行
大阪機工株式会社品質保証部
赤 羽 仁 史
豊田工機株式会社技術部
高 鷲 民 生
三菱電機株式会社メカトロ技術部
伊 沢 元 雄
三井精機工業株式会社資材部
西 條 徳 行
三菱重工業株式会社工作機械・射出成形機部
高 橋 朗
日立精機株式会社技術本部電装部
溝 口 清 久
ヤマザキマザック株式会社開発設計事業部
槙 山 和 臣
東芝機械株式会社工作機械事業本部
西 田 修 三
社団法人日本工作機械工業会
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
方針検討分科会 構成表
氏名
所属
(主査)
西 田 修 三
社団法人日本工作機械工業会
鈴 木 義 光
株式会社牧野フライス製作所貿易安全保障管理室
光 岡 豊 一
高度ポリテクセンタ
吉 田 嘉太郎
千葉大学工学部
井 上 洋 一
日立精機株式会社ISO推進室
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
田 仁 哲
社団法人日本工作機械工業会
大 槻 文 芳
社団法人日本工作機械工業会
和久田 基 美
社団法人日本工作機械工業会
機械関係WG 構成表
氏名
所属
(主査)
吉 田 嘉太郎
千葉大学工学部
西 田 修 三
社団法人日本工作機械工業会
入 江 龍 夫
日立精機株式会社技術本部設計部
鈴 木 政 治
株式会社牧野フライス製作所開発第三グループ
江 草 友 良
NTN株式会社生産統括部
高 橋 豊
(研究員)
武 野 仲 勝
(研究員)
(事務局)
大 槻 文 芳
社団法人日本工作機械工業会