B 6006-3:2008 (ISO 3442-3:2007)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 基本事項························································································································· 2
3.1 寸法単位 ······················································································································ 2
3.2 静的精度検査 ················································································································ 2
3.3 実施する検査 ················································································································ 2
4 精度等級························································································································· 2
5 互換寸法························································································································· 2
5.1 90° セレーションの互換寸法 ·························································································· 2
5.2 90° セレーションの公差 ································································································ 3
5.3 60° セレーションの互換寸法 ·························································································· 3
5.4 60° セレーションの公差 ································································································ 4
5.5 ジョーナットの互換寸法 ································································································· 4
6 静的精度検査 ··················································································································· 5
6.1 テストバー ··················································································································· 5
6.2 主軸又は面板の精度 ······································································································· 5
6.3 チャックボディの精度 ···································································································· 5
6.4 テストトップジョー(ハードジョー)を用いた検査 ······························································ 6
6.5 加工したトップジョーを用いた検査··················································································· 6
6.6 主軸から外して行う検査 ································································································· 6
6.7 チャック精度 ················································································································ 9
B 6006-3:2008 (ISO 3442-3:2007)
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本工作機器工業会(JMAA)及び財
団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許
権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に係る確認について,責任は
もたない。
JIS B 6006の規格群には,次に示す部編成がある。
JIS B 6006-1 第1部:クロスキー形手動チャック
JIS B 6006-2 第2部:クロスキー形パワーチャック
JIS B 6006-3 第3部:セレーション形パワーチャック
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6006-3:2008
(ISO 3442-3:2007)
工作機械−ツーピースジョー付自己求心チャック
の寸法及び静的精度検査−
第3部:セレーション形パワーチャック
Machine tools-Dimensions and geometric tests for self-centring chucks
with two-piece jaws-
Part 3: Power-operated chucks with serrated jaws
序文
この規格は,2007年に第1版として発行されたISO 3442-3を基に,技術的内容及び対応国際規格の構
成を変更することなく作成した日本工業規格である。
1
適用範囲
この規格は,互換寸法(互換性に関する寸法)を確実にするために,パワーチャックのベースジョーに
取り付けるトップジョーの90° 及び60° セレーション並びに適用可能なジョーナットについて規定する。
さらに,JIS B 6191に基づき,二つ以上のつめをもつセレーション形ツーピースジョー付自己求心パワー
チャック(以下、“チャック”という。)の静的精度検査及び許容値についても規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3442-3:2007,Machine tools−Dimensions and geometric tests for self-centring chucks with
two-piece jaws−Part 3: Power-operated chucks with serrated jaws (IDT)
なお,対応の程度を表す記号(IDT)は,ISO/IEC Guide 21に基づき,一致していることを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
には適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0209-3 一般用メートルねじ−公差−第3部:構造体用ねじの寸法許容差
注記 対応国際規格:ISO 965-3,ISO general purpose metric screw threads−Tolerances−Part 3:
Deviations for constructional screw threads (IDT)
JIS B 6191:1999 工作機械−静的精度試験方法及び工作精度試験方法通則
注記 対応国際規格:ISO 230-1:1996,Test code for machine tools−Part 1: Geometric accuracy of
machines operating under no-load or finishing conditions (MOD)
2
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3
基本事項
3.1
寸法単位
この規格のすべての寸法及び公差は,ミリメートル (mm) で表す。
3.2
静的精度検査
この規格は,チャックの回転精度及びワークの同軸度についてだけ規定し,釣合い良さの測定,把握力
の測定などの動的な品質については規定しない。
3.3
実施する検査
この規格に規定するすべての検査事項について検査を実施する必要はない。この規格の使用者が,必要
とする特性に関する検査だけを行ってよい。
4
精度等級
この規格は,一つの精度等級だけを規定する。
5
互換寸法
5.1
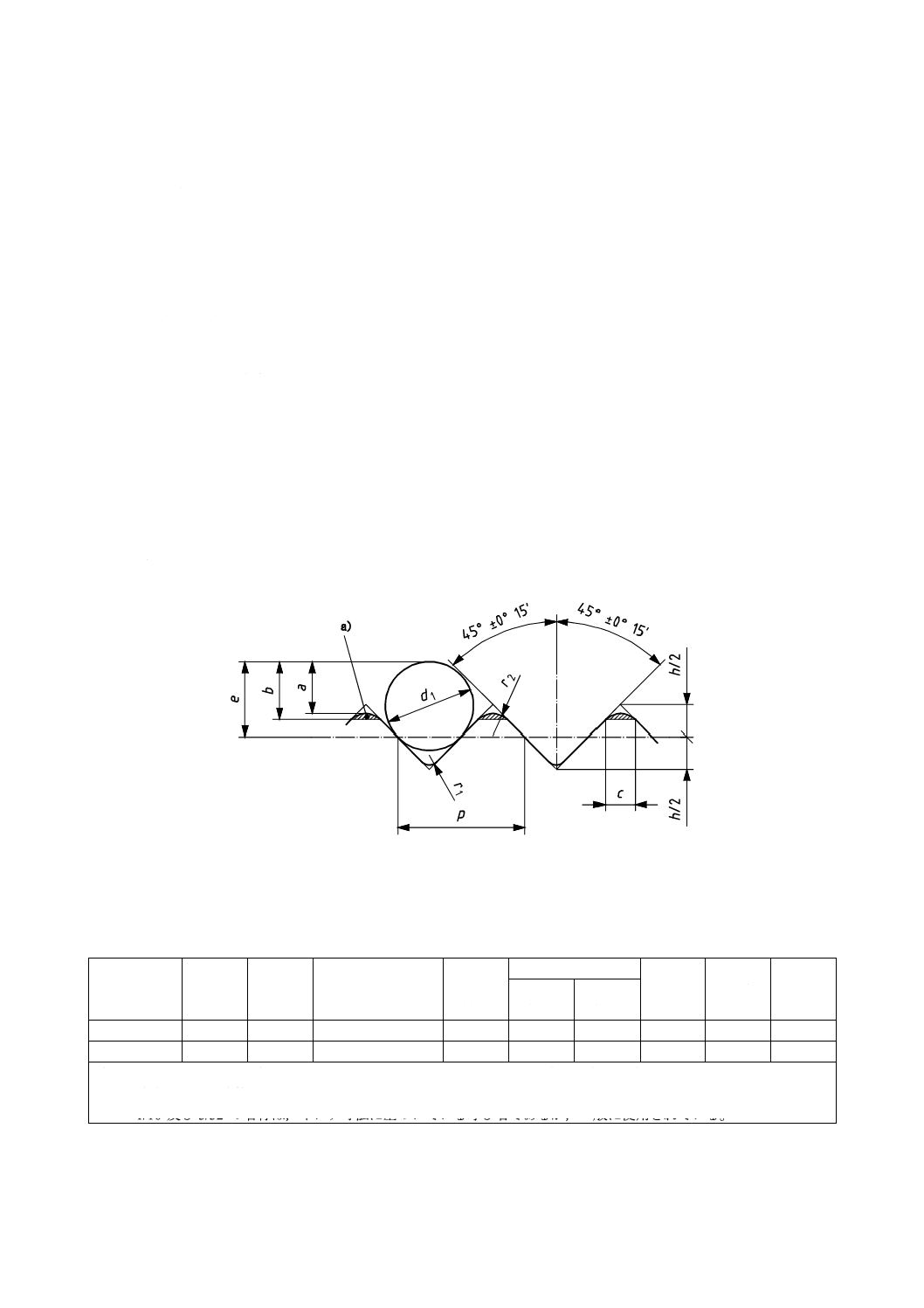
90° セレーションの互換寸法
90° セレーションの互換寸法は,図1及び表1による。
注a) ハッチング部は,形状の許容範囲を示す。
図1−90° セレーション
表1−90° セレーションの互換寸法
名称
p
h/2
r 1
r 2
最小
チェック寸法
c
最大
d 1 a)
e
a
最小
b
最大
1/16″×90° b) 1.587 5
0.397
0.12〜0.18
0.25
0.64
0.71
0.35
1.1
0.93
3/32″×90° b) 2.381 25
0.595
0.15〜0.25
0.4
0.97
1.08
0.57
1.65
1.4
注a) このピン径は,推奨値である。これと異なるピン径を使用する場合は,製造業者の責任において,この規格に
適合するよう換算する。
b) 1/16″及び3/32″の名称は,インチ寸法に基づいている呼び名であるが,一般に使用されている。
3
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
90° セレーションの公差
1/16″×90° 及び3/32″×90° セレーションの測定長さ及び歯数に対応する公差は,表2による。
表2−90° セレーションの公差
公差
名称
1/16″×90°
3/32″×90°
測定長さ
歯数
測定長さ
歯数
±0.008
25.4
16
26.194
11
±0.012
50.8
32
50.006
21
±0.016
76.2
48
76.2
32
±0.020
101.6
64
102.394
43
±0.024
127
80
126.206
53
±0.028
152.4
96
152.4
64
5.3
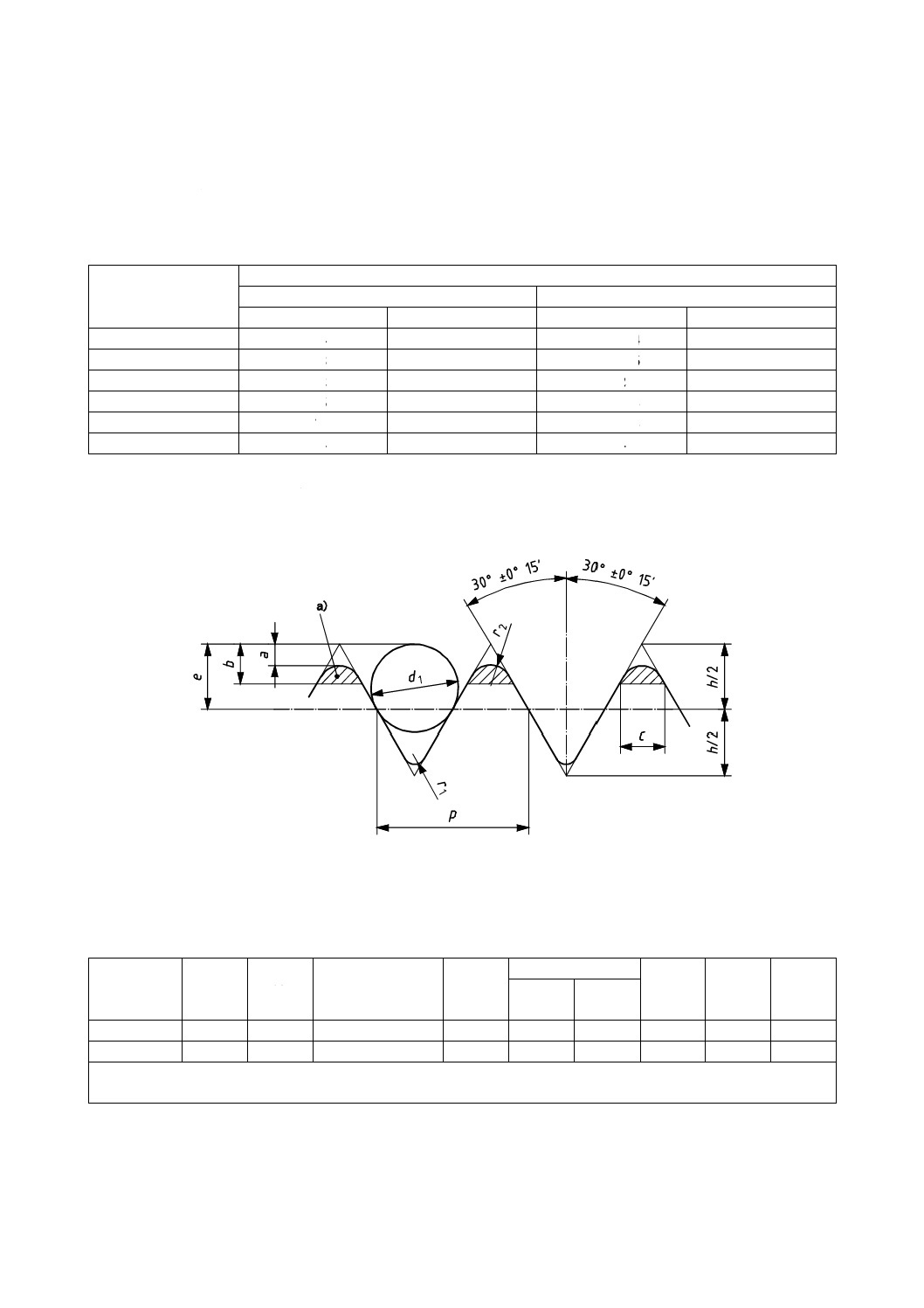
60° セレーションの互換寸法
60° セレーションの互換寸法は,図2及び表3による。
注a) ハッチング部は,形状の許容範囲を示す。
図2−60° セレーション
表3−60° セレーションの互換寸法
名称
p
h/2
r 1
r 2
最小
チェック寸法
c
最大
d 1 a)
e
a
最小
b
最大
1.5×60°
1.5
0.65
0.12〜0.2
0.24
0.24
0.435
0.502
0.866
0.65
3×60°
3
1.299
0.22〜0.5
0.42
0.42
0.780
0.901
1.732
1.299
注a) このピン径は,推奨値である。これと異なるピン径を使用する場合は,製造業者の責任において,この規格に
適合するよう換算する。
4
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
60° セレーションの公差
1.5×60° 及び3×60° セレーションの測定長さ及び歯数に対応する公差は,表4による。
表4−60° セレーションの公差
公差
名称
1.5×60°
3×60°
測定長さ
歯数
測定長さ
歯数
±0.008
30
20
30
10
±0.013
60
40
60
20
±0.018
90
60
90
30
±0.023
120
80
120
40
±0.028
150
100
150
50
5.5
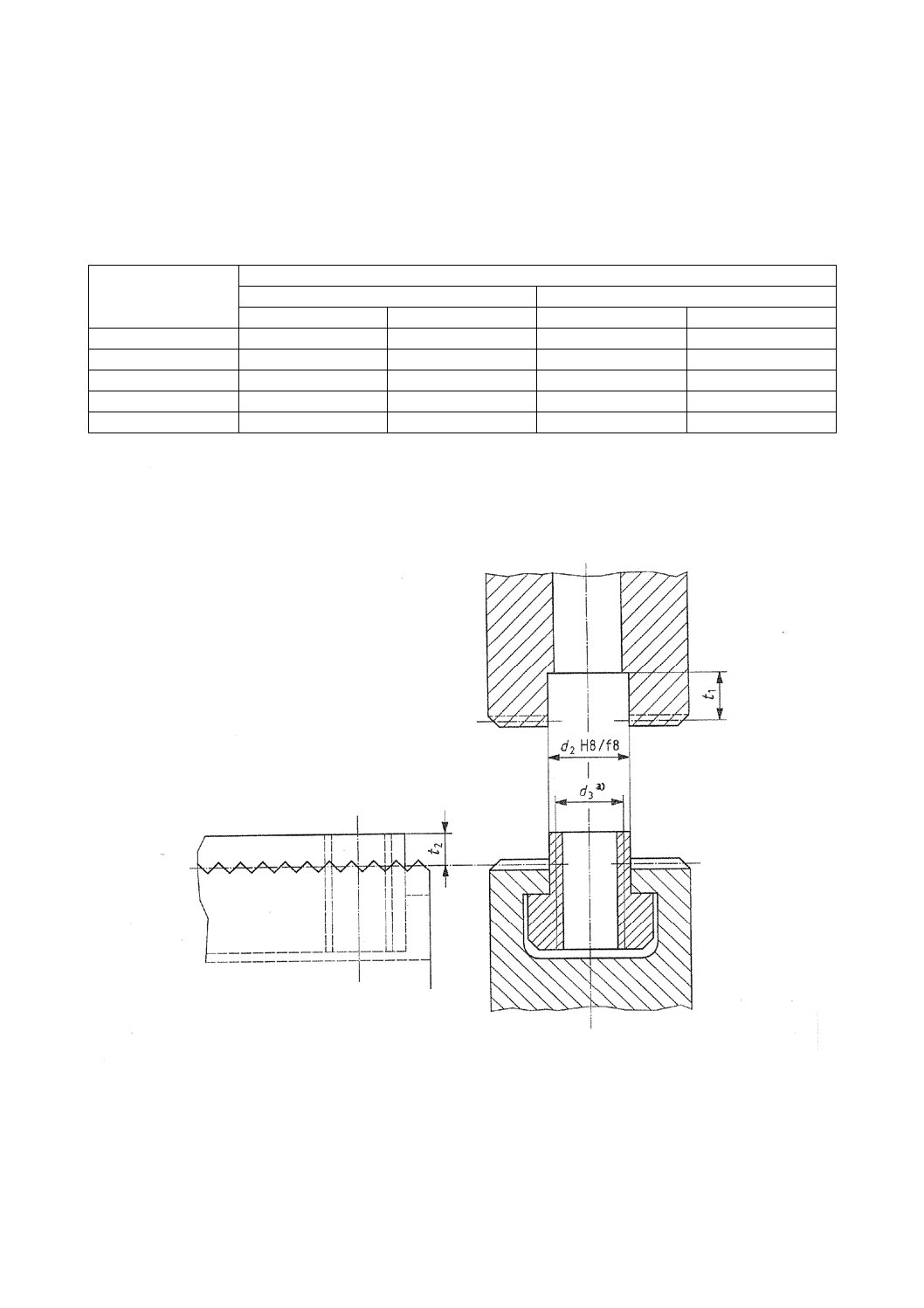
ジョーナットの互換寸法
チャックの呼び径及び適用セレーションに対応するジョーナットの互換寸法は,図3及び表5による。
注a) ねじの公差 6H(JIS B 0209-3)
図3−ジョーナット
5
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5−ジョーナットの互換寸法
チャックの呼び径 d nom
100
125
160
200
250
315
400
500
630
800
ジョーナット
d 2
10
12
14
17
21
21
25.5
25.5
25.5
25.5
d 3 a)
M6
M8
M10
M12
M16
M16
M20
M20
M20
M20
t 1
4.5
4.5
4.5
4.5
4.5
4.5
5.5
5.5
5.5
5.5
t 2
2.5
2.5
2.5
2.5
2.5
2.5
3.5
3.5
3.5
3.5
セレーションの名称
1/16″×90°
3/32″×90°
1.5×60°
3×60°
注a) ねじの公差 6H(JIS B 0209-3)
6
静的精度検査
6.1
テストバー
テストバーは,把握力によって表面にきずがつかないよう焼入れした鋼製とする。テストバーの直径は,
チャックの呼び径の約20 %とするか,又は受渡当事者間の協定による直径とする。テストバーの精度は,
類似のテストバー規格JIS B 6191のA.3(テーパシャンク付テストバー)を適用する。
6.2
主軸又は面板の精度
この検査はチャックの回転を伴って行うために,チャックは,試験用主軸又は面板に取り付けるのが望
ましい。この試験用主軸又は面板の外周及び端面の振れは,あらかじめG01及びG02に従って検査して
おかなければならない。
6.3
チャックボディの精度
G1及びG2は,チャックボディだけの精度を対象とし,把握力を加えないで行う。
6
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
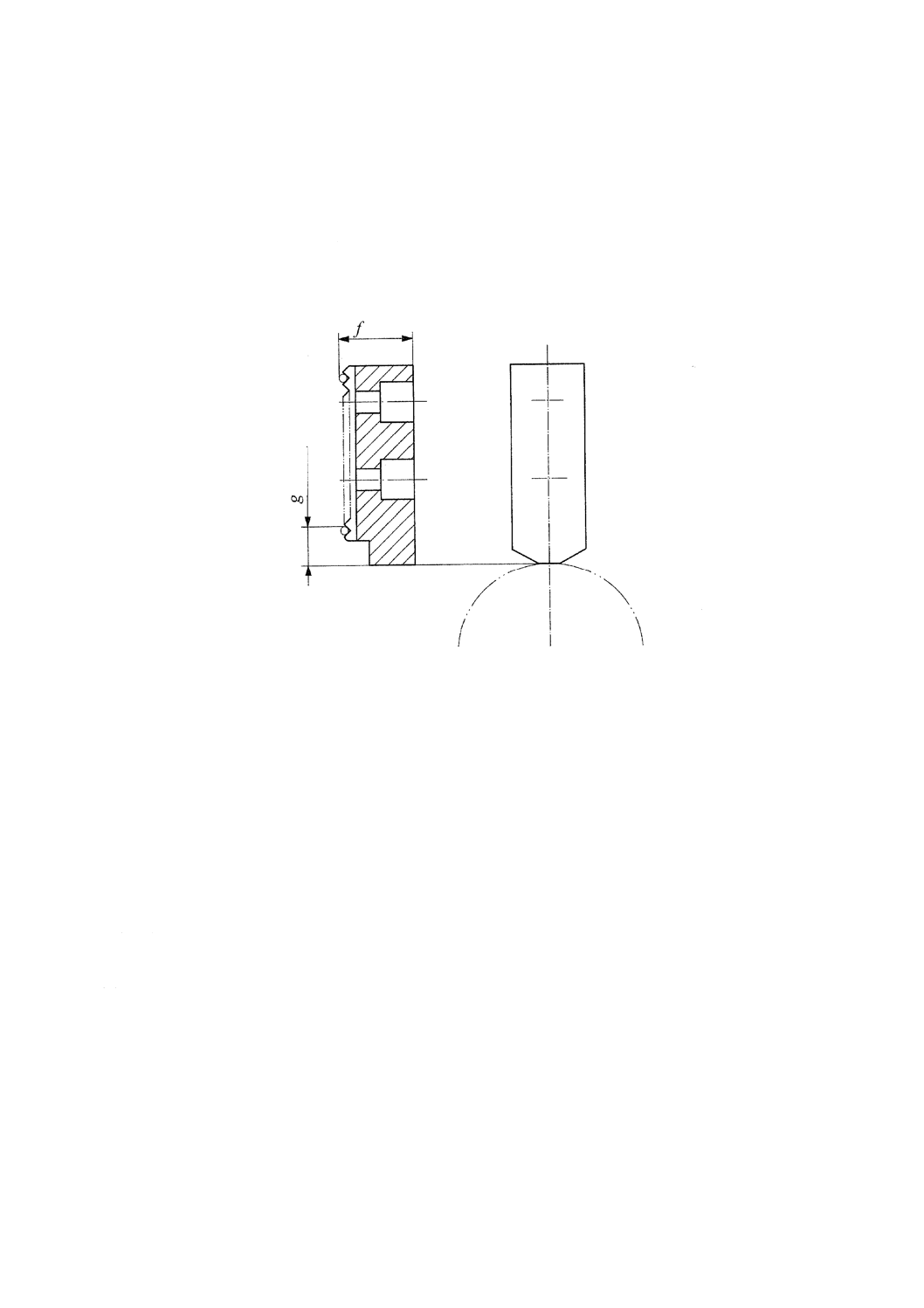
6.4
テストトップジョー(ハードジョー)を用いた検査
この検査では,永久ひずみがなく,把握力に耐え,チャック外で加工された硬度HRC60〜62で把握面
が平らなテストジョーを使用する。
把握力は,最大把握力の約67 % (2/3) とする。
テストジョーの機能寸法(図4のf及びgの寸法を参照)の公差は,0.005 mm以内とする。
図4−テストジョーの許容値
6.5
加工したトップジョーを用いた検査
G5及びG6は,チャック上のベースジョーに組み付けた状態で加工したトップジョーで行う。
トップジョーは,ダミーピースを把握した状態で把握面及び軸方向端面を加工する。
G5及びG6の検査並びにトップジョーの加工を行うときの把握力は,最大把握力の67 % (2/3) 程度と
する。
これらの検査はトップジョーをベースジョーに取り付けて加工した後に行うので,トップジョーを取り
付けたままにすれば,チャックそのものの振れ精度に最も近い値が測定される。
トップジョーを交換すると,ほとんどの場合にチャックの把握精度は低下する(G3に完全に従う場合
を除く。)。
これらの検査は,各チャックの性能を確認するために行う。
6.6
主軸から外して行う検査
G7及びG8は,6.2の試験用主軸の使用を必要としない。
±0.002 5
±
0
.
0
0
2
5
7
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
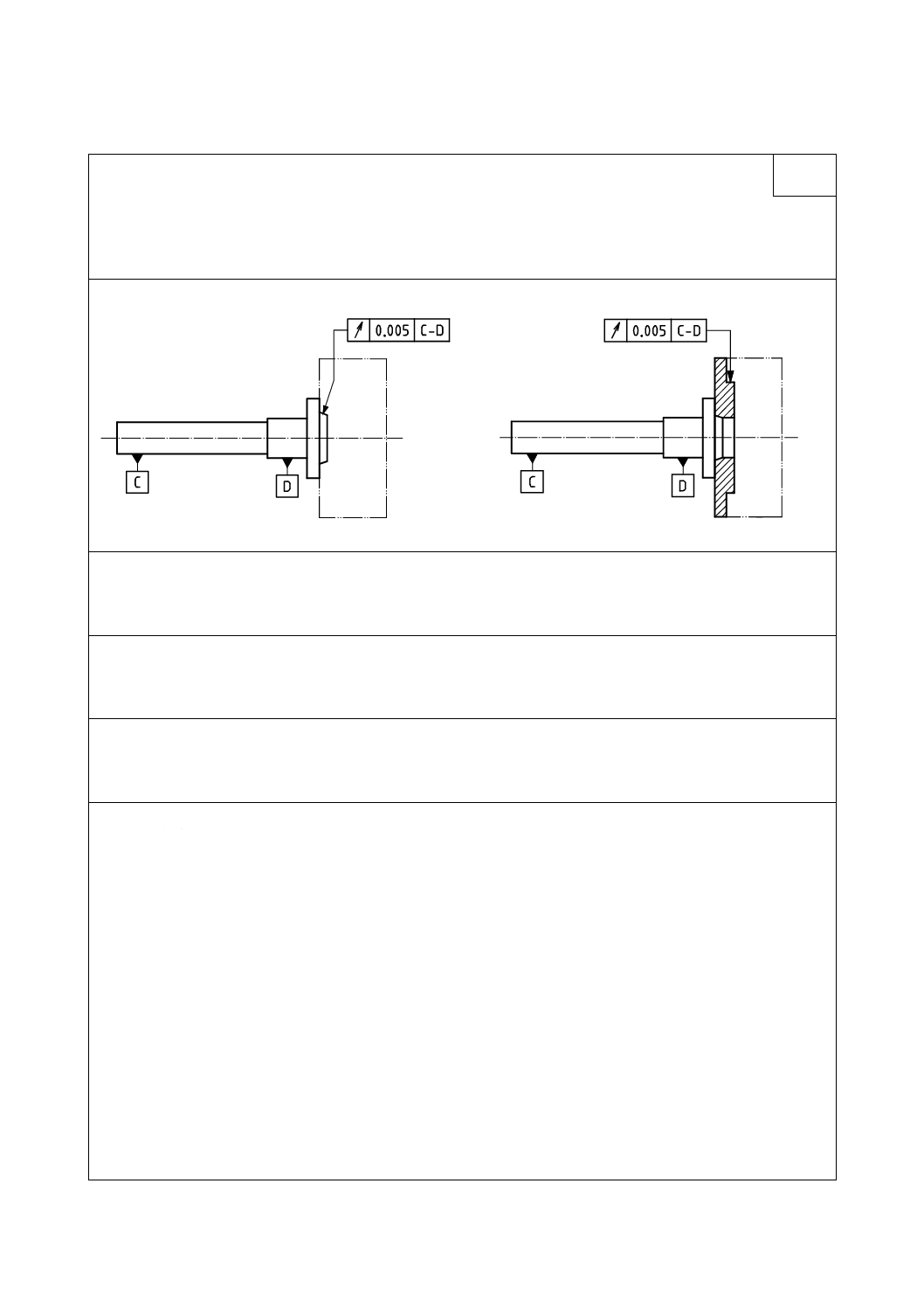
検査事項
主軸端又は面板の半径方向の振れ
G 01
測定方法図
許容値
0.005
測定値
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
5.611.4及び5.612.2
要求事項
テーパ主軸端の場合には,ダイヤルゲージの測定子は,測定する面に垂直に当てる。
8
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
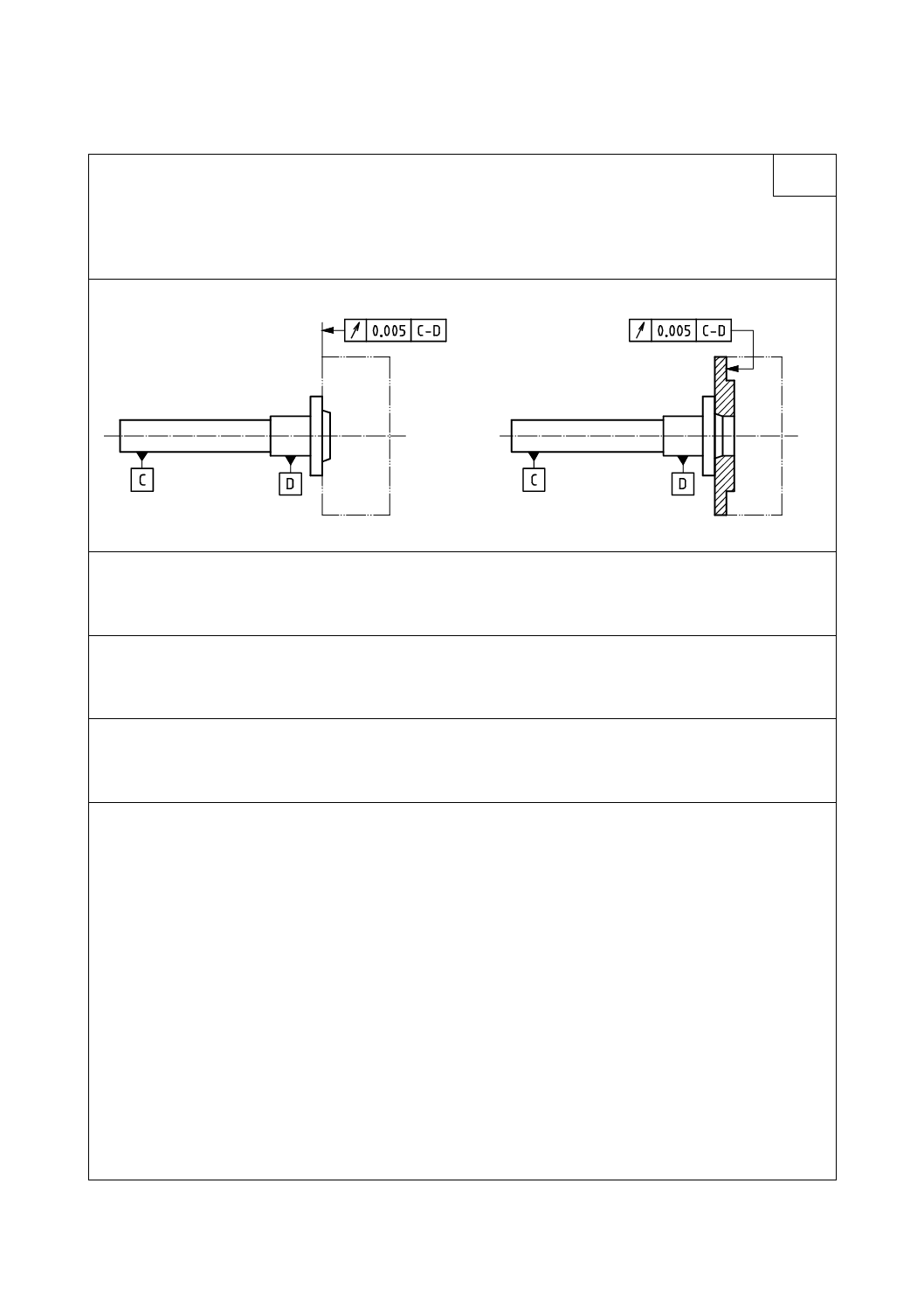
検査事項
主軸端又は面板の軸方向の振れ
G 02
測定方法図
許容値
0.005
測定値
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
5.63
要求事項
9
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.7
チャック精度
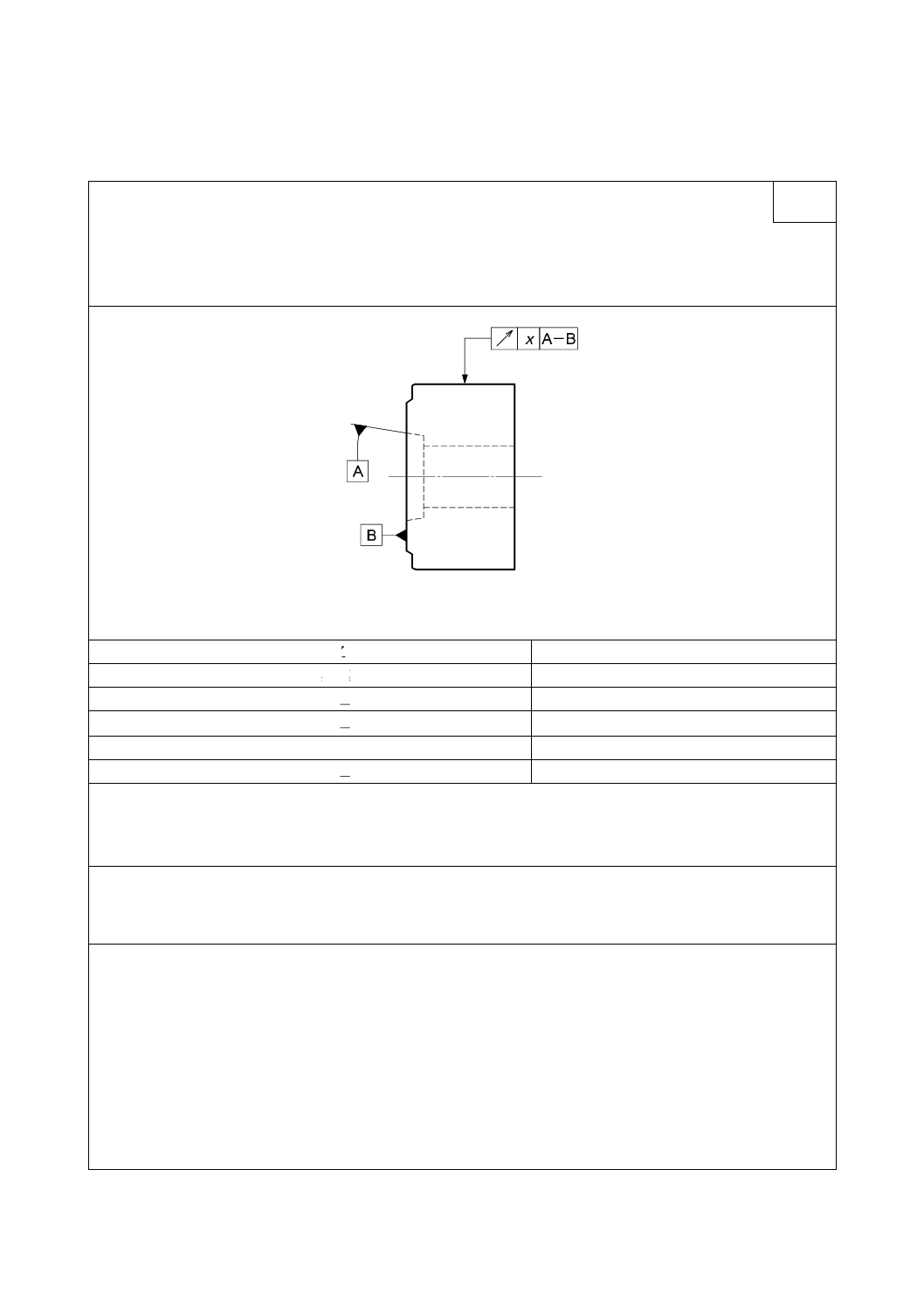
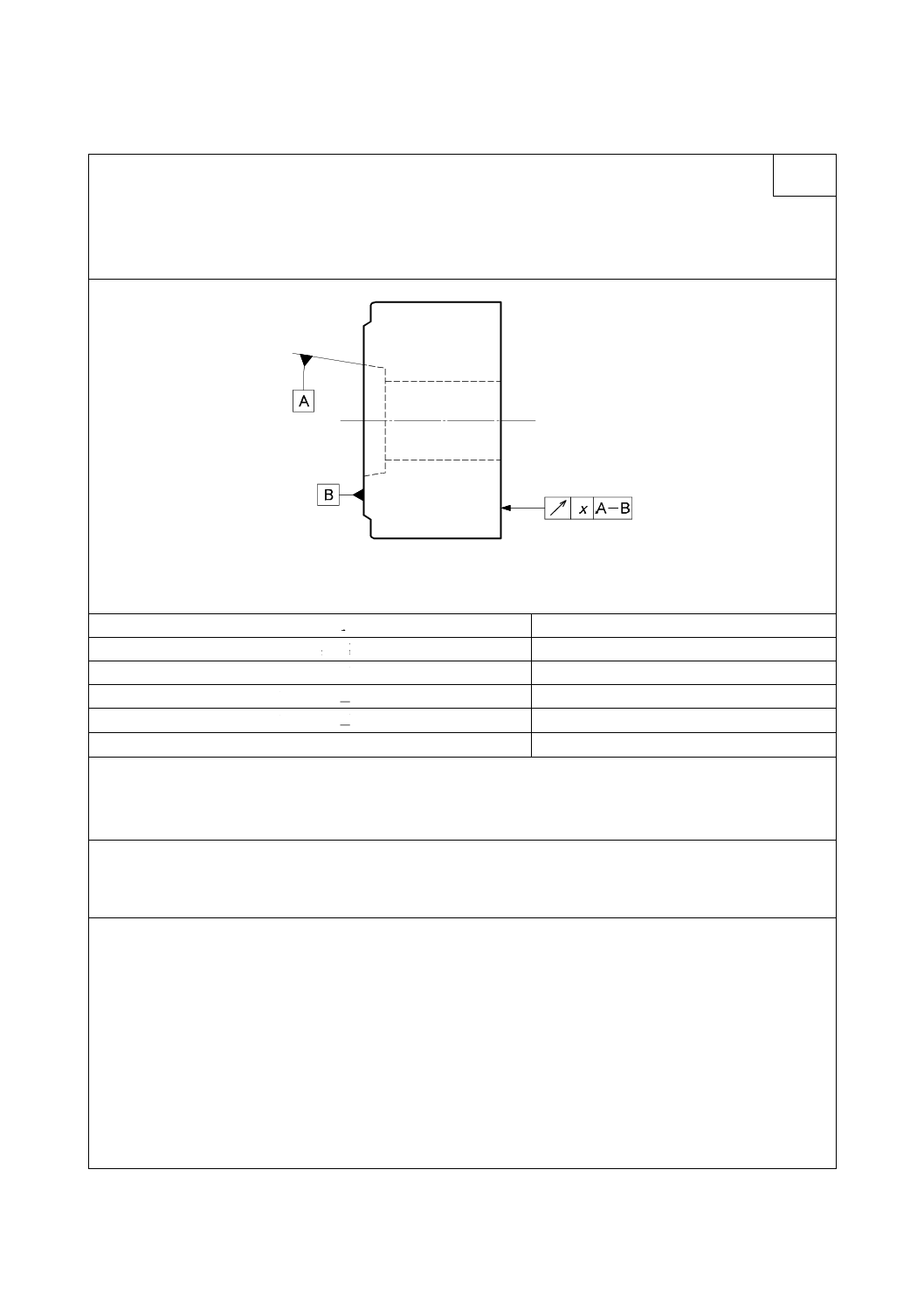
検査事項
チャック外周面の円周振れ
G 1
測定方法図
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.02
125 < d nom ≦ 200
0.03
200 < d nom ≦ 315
0.04
315 < d nom ≦ 500
0.05
500 < d nom ≦ 800
0.06
測定値
d nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
次の2方法の測定が可能。
a) 主軸に取り付けたチャックによる。
b) 測定器による。
二つの測定結果は,主軸端及びチャックの公差によって異なることがある。
10
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
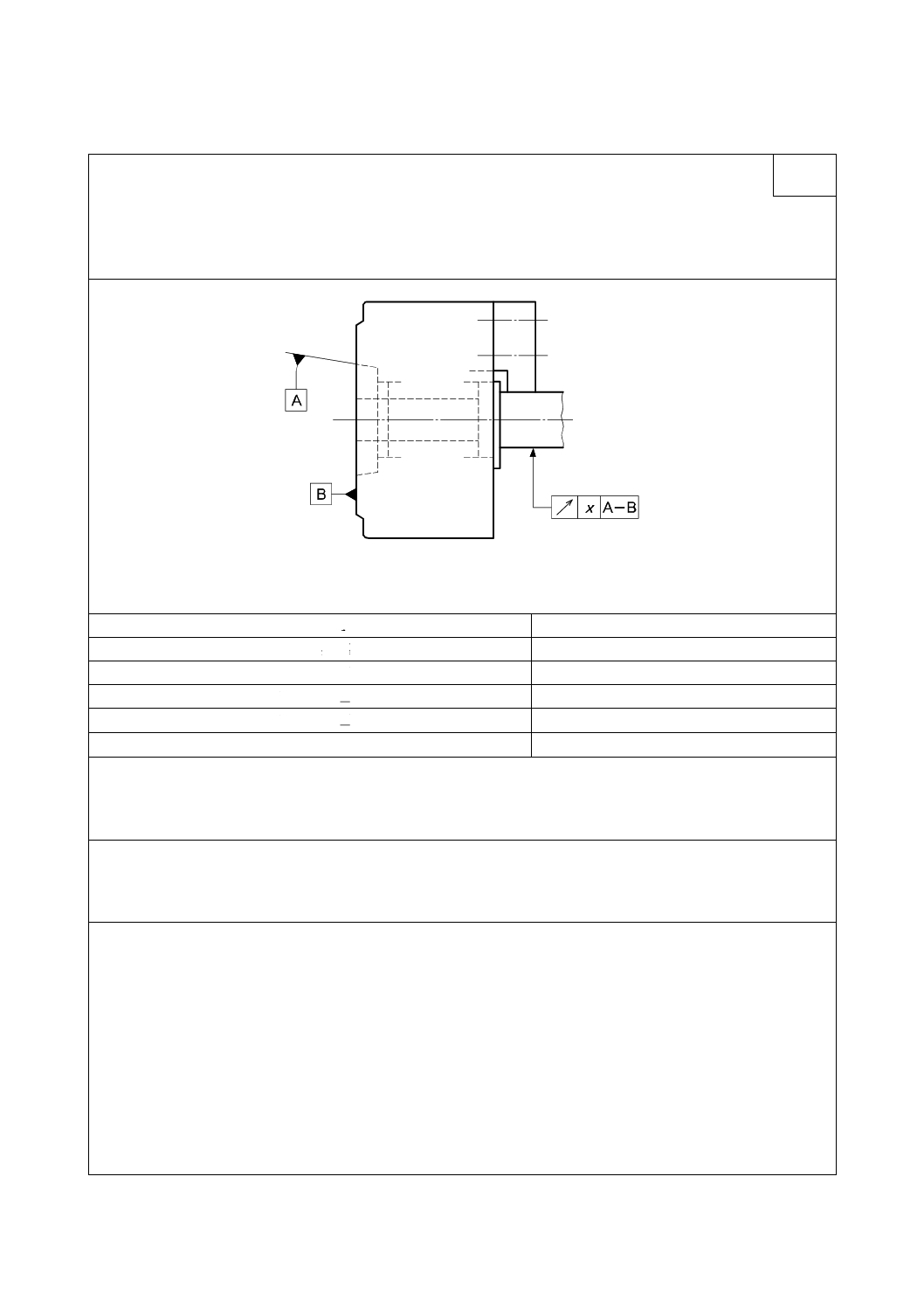
検査事項
チャック端面の端面振れ
G 2
測定方法図
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.02
125 < d nom ≦ 200
0.03
200 < d nom ≦ 315
0.04
315 < d nom ≦ 500
0.05
500 < d nom ≦ 800
0.06
測定値
d nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
ダイヤルゲージの測定子は,できるだけ最大径の近くに当てる。
次の2方法の測定が可能
a) 主軸に取り付けたチャックによる。
b) 測定器による。
二つの測定結果は,主軸端及びチャックの公差によって異なることがある。
11
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
テストバー口元の半径方向振れ(テストジョーに近い位置で)
G 3
測定方法図
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.08
125 < d nom ≦ 200
0.10
200 < d nom ≦ 315
0.12
315 < d nom ≦ 500
0.14
500 < d nom ≦ 800
0.16
測定値
d nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
テストバーの把握を安定させるために,研削した板をチャック端面とテストバーとの間に入れてもよい。
この検査は,互換性のある一組のテストジョーを用いて行う。この測定によって得られた結果は,ベースジョーを
含む組み立てたチャックの静的精度を表す。
この検査事項に規定する許容値に適合すれば,トップジョーの互換性は保証される。
チャックそのものの把持精度は,チャックに取り付けて研削又は旋削したジョーを用いて決定する(G5参照)。
12
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
テストジョー上面の振れ(テストジョーを用いて)
G 4
測定方法図
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.03
125 < d nom ≦ 200
0.04
200 < d nom ≦ 315
0.06
315 < d nom ≦ 500
0.08
500 < d nom ≦ 800
0.10
測定値
d nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
テストバーの把握を安定させるために,研削した板をチャック端面とテストバーとの間に入れてもよい。
ダイヤルゲージの測定子は,できるだけ最小径の近くに当てる。
13
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
テストバー口元の振れ(加工したジョーを用いて)
G 5
測定方法図
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.03
125 < d nom ≦ 200
0.04
200 < d nom ≦ 315
0.05
315 < d nom ≦ 500
0.06
500 < d nom ≦ 800
0.08
測定値
d nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
この検査(G5)は,繰返し把握精度を検査するために,少なくとも3回繰り返す必要がある。各測定値は,許容値
以下でなければならない。
6.5も参照。
14
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
検査事項
テストジョー上面の振れ(加工したジョーを用いて)
G 6
測定方法図
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.03
125 < d nom ≦ 200
0.04
200 < d nom ≦ 315
0.05
315 < d nom ≦ 500
0.06
500 < d nom ≦ 800
0.08
測定値
d nom = ・・・
測定器
ダイヤルゲージ
JIS B 6191の参照箇条
要求事項
この検査(G6)は,繰返し把握精度を検査するために,少なくとも3回繰り返す必要がある。各測定値は,許容値
以下でなければならない。
6.5も参照。
15
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
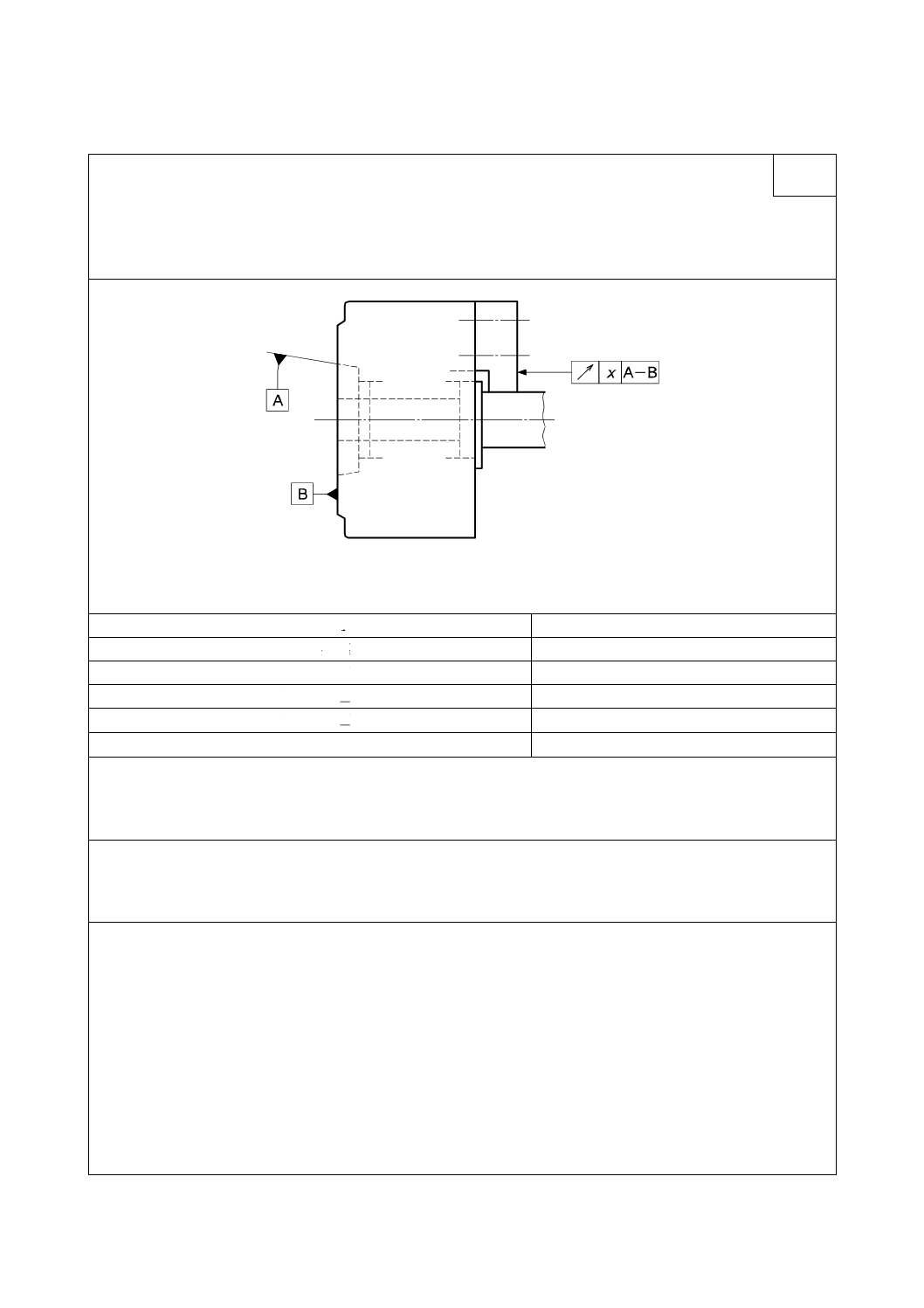
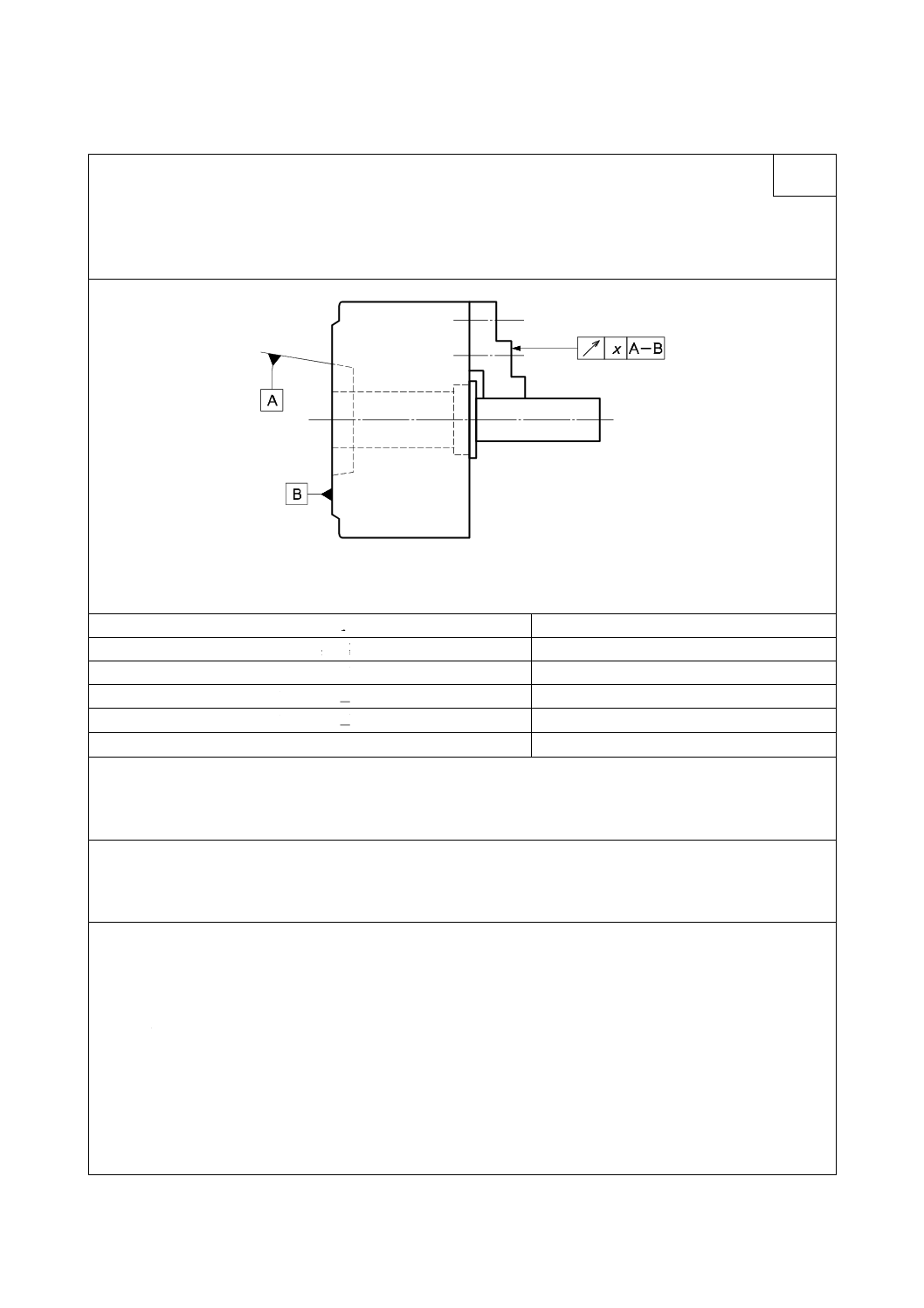
検査事項
ベースジョーセレーションの振れ
G 7
測定方法図
注a) 試験用ディスク
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.08
125 < d nom ≦ 200
0.10
200 < d nom ≦ 315
0.12
315 < d nom ≦ 500
0.14
500 < d nom ≦ 800
0.16
推奨ゲージ直径
d 1
p
α
1.1
1.587 5
90°
1.65
2.381 3
90°
0.866
1.5
60°
1.732
3
60°
測定器
円筒ゲージ又は適切な測定器
JIS B 6191の参照箇条
要求事項
ダミーピースは,最大把握力の2/3の力でベースジョーの内側に把握する。
測定ピンの位置は,セレーションの最小径とする。
この検査(G7)は,G3の代替検査である。
16
B 6006-3:2008 (ISO 3442-3:2007)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
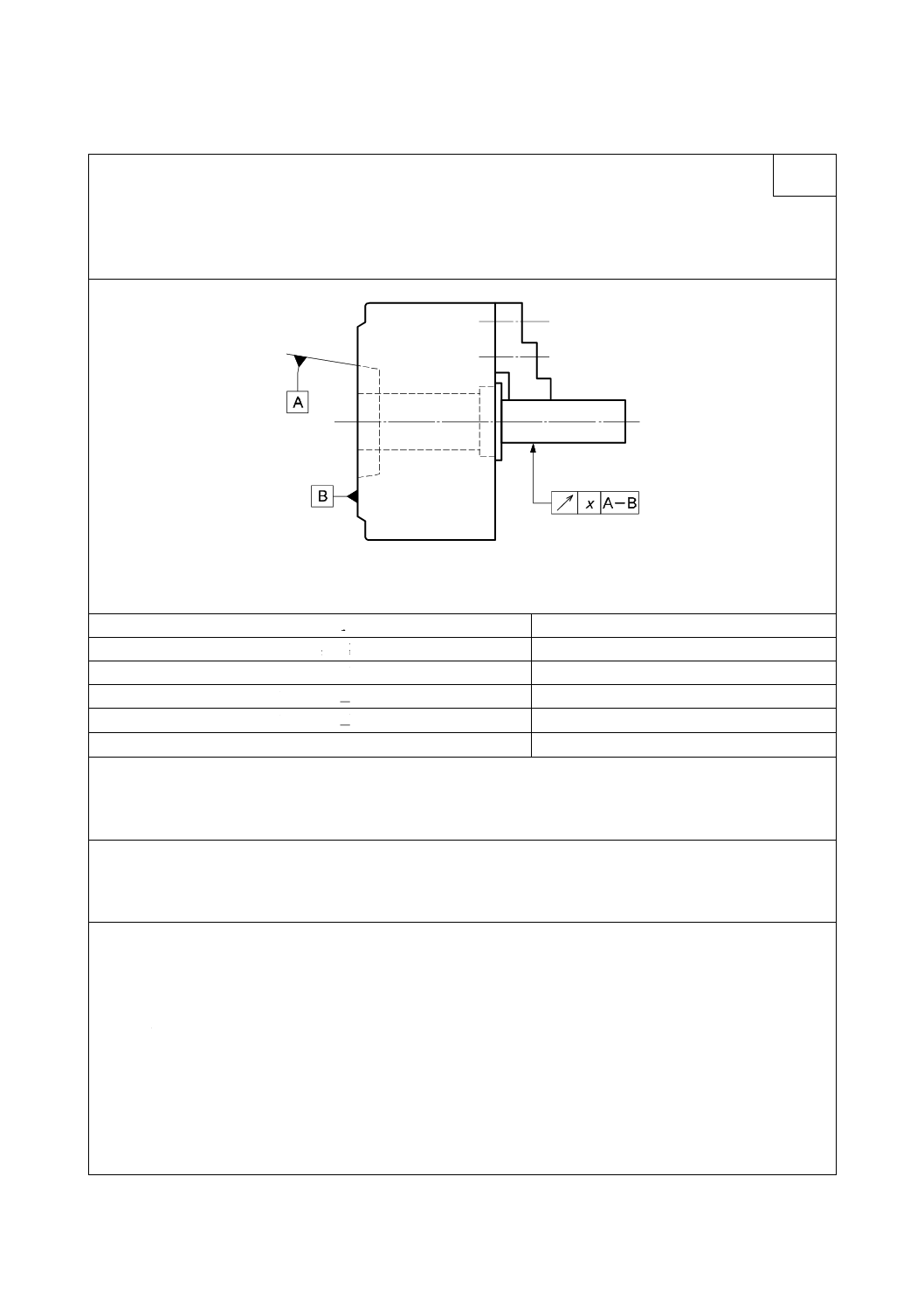
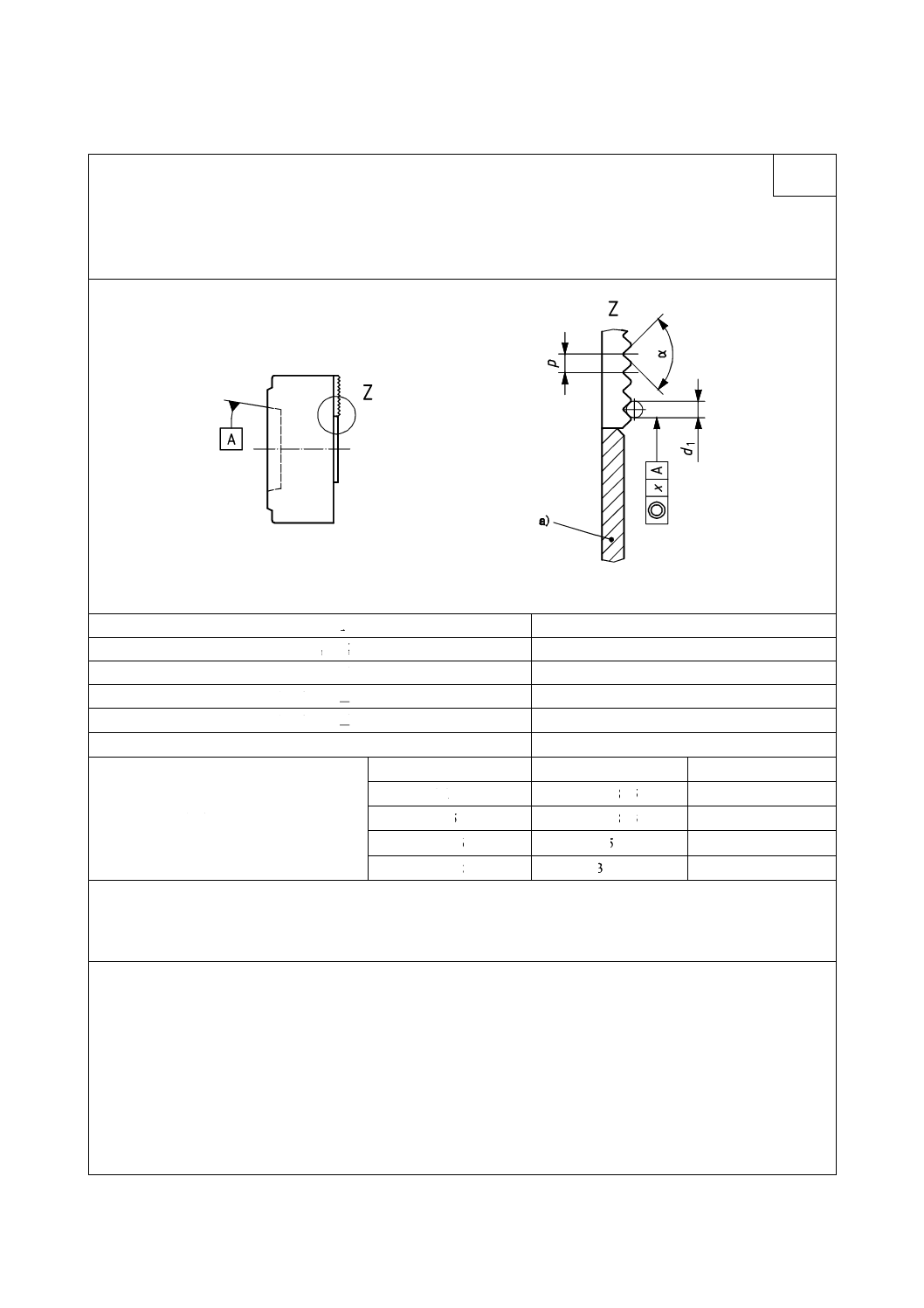
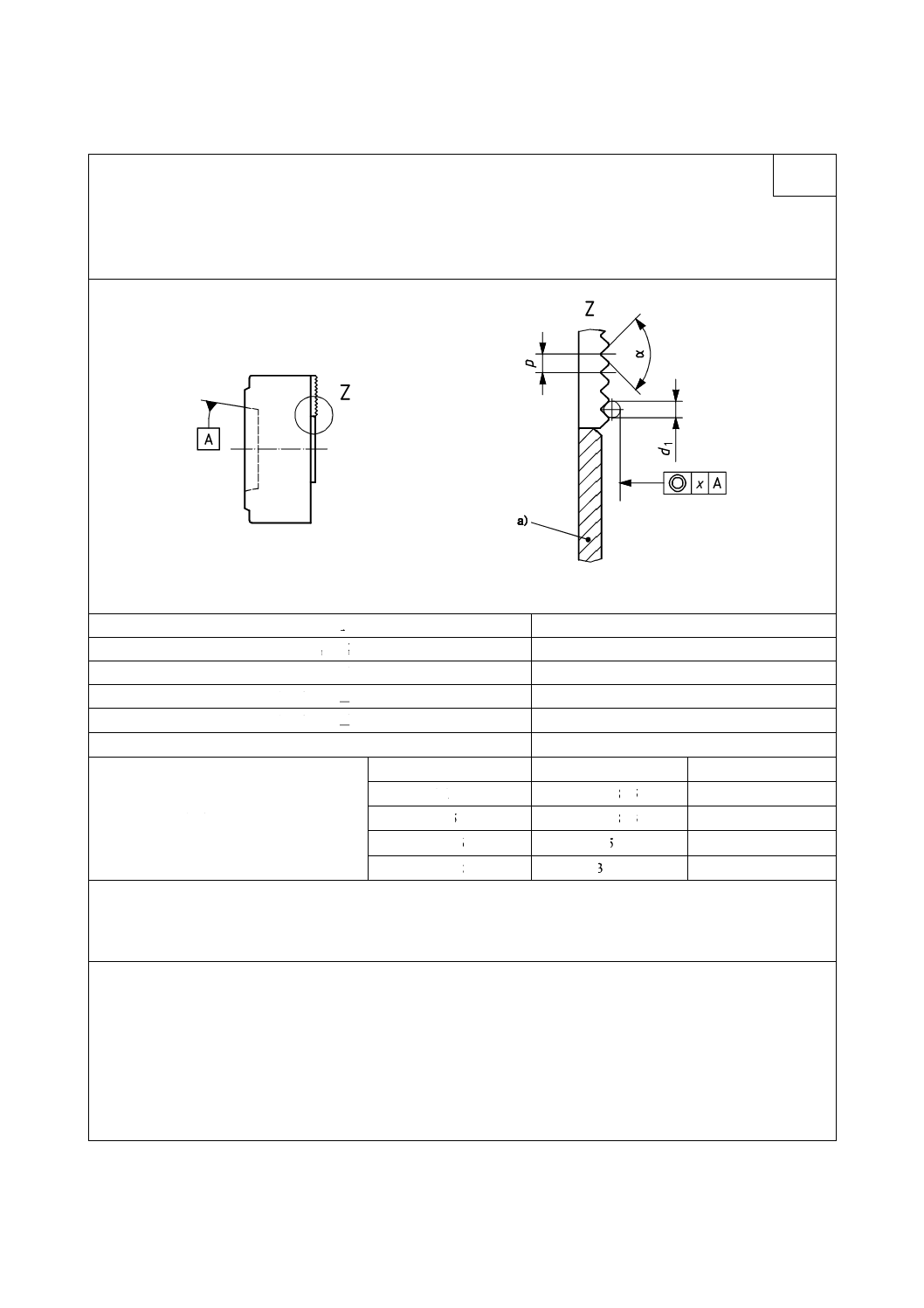
検査事項
ベースジョー上面の振れ
G 8
測定方法図
注a) 試験用ディスク
チャックの呼び径 d nom
許容値x(ダイヤルゲージの読みの最大差)
d nom ≦ 125
0.08
125 < d nom ≦ 200
0.10
200 < d nom ≦ 315
0.12
315 < d nom ≦ 500
0.14
500 < d nom ≦ 800
0.16
推奨ゲージ直径
d 1
p
α
1.1
1.587 5
90°
1.65
2.381 3
90°
0.866
1.5
60°
1.732
3
60°
測定器
円筒ゲージ又は適切な測定器
JIS B 6191の参照箇条
要求事項
ダミーピースは,最大把握力の2/3の力でベースジョーの内側に把握する。
測定ピンの位置は,セレーションの最小径とする。
この検査(G8)は,G4の代替検査である。