2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 6003-1993
工作機械−振動測定方法
Machine tools−Test methods for vibration
1. 適用範囲 この規格は,旋盤,ボール盤,フライス盤及び研削盤の振動測定方法について規定する。
備考 その他の工作機械についても,この規格に準ずることが望ましい。
この規格の中で{ }を付けて示してある単位及び数値は,従来単位によるものであって,
参考として併記したものである。
2. 振動測定方法
2.1
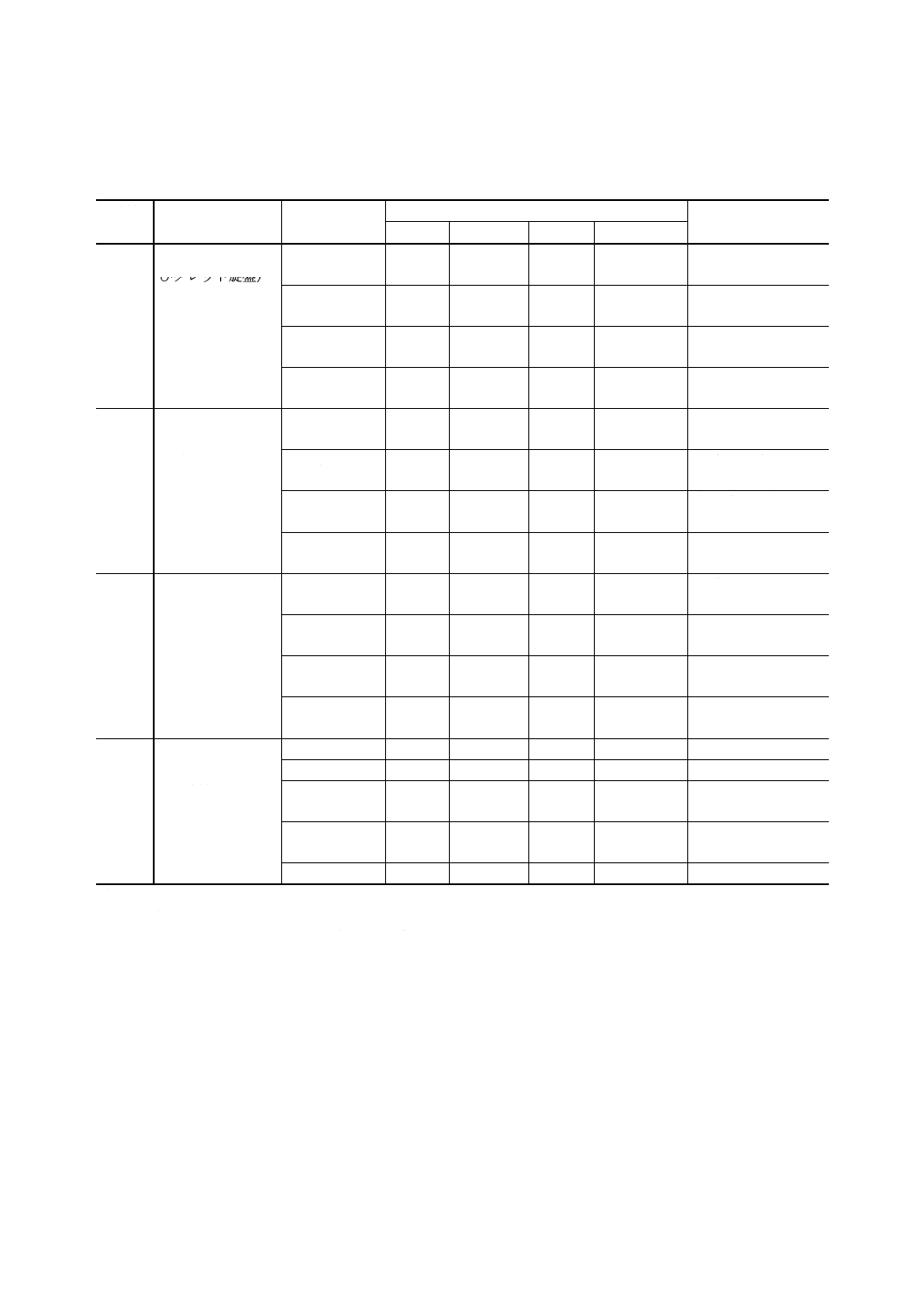
測定箇所の設定 測定箇所の設定は,次の表1による。ただし,太字で示した測定箇所及び測定方
向は,当該機種について重要事項であるから,特に注意しなければならない。
2
B 6003-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1
測定方向については原点を定めず,次の表示による。
左右方向:X, 前後方向:Y, 上下方向:Z
番号
機種
測定箇所
運転状態別の測定方向
摘要
静止
無負荷運転 負荷運転 テーブル運転
1
旋盤(1)(普通旋盤及
びタレット旋盤) 主軸台
XYZ
XYZ
−Y−
−
刃物台
−
XYZ
−
−
タレットヘッ
ド
−
XYZ
−
−
タレット旋盤だけに
適用
心押台
−
XYZ
−
−
2
ボール盤(2)(直立ボ
ール盤及びラジア
ルボール盤)
主軸台
XYZ
XYZ
−
−
アーム
−
XYZ
−
−
ラジアルボール盤だ
けに適用
テーブル
−
XYZ
−
−
直立ボール盤だけに
適用
ベース
−
XYZ
−
−
ラジアルボール盤だ
けに適用
3
フライス盤(3)ひざ
形立フライス盤,ひ
ざ形横フライス盤
及び万能フライス
盤)
主軸台
−
XYZ
−
−
ひざ形立フライス盤
だけに適用
オーバアーム
−
XYZ
−
−
ひざ形横及び万能フ
ライス盤だけに適用
テーブル
XYZ
XYZ
XYZ
X−
フラム
−
XYZ
−
−
4
研削盤(4)[円筒研削
盤,万能研削盤,内
面研削盤及び平面
研削盤(5)]
主軸頭
−
XYZ
−
−
平面研削盤を除く
といし台
−
XYZ
−Y−
−
平面研削盤を除く
といし頭
−
XYZ
−−Z
−
平面研削盤だけに適
用
心押台
−
XYZ
−
−
円筒及び万能研削盤
だけに適用
テーブル
XYZ
XYZ
−
X−−
円テーブル形を除く
注(1) 刃物台は,無負荷運転において,主軸台・心押台間の中央,心押台はベッドの端に置く。
(2) 主軸頭は,コラム又はアームの中央,アームは上下動きの中央に置く。
(3) オーバアームは,一番出した状態とし,ブレースは付けない。
(4) といし台又はといし頭は,無負荷運転において動きの中央に置き,上下又は前後することのできるテーブルは,
その動きの中央に置く。
(5) 横軸でといし車の端面を使用する形式を除く。
備考 工作機械の構造上必要ある場合は,適当に選択又は補足して測定してよい。
2.2
測定項目 測定項目は,2.1に示す測定箇所についての振動の振幅,振動数及び加速度とし,次によ
る。
振幅:振幅は,全振幅をマイクロメートル (μm) 単位で表す。ただし,片振幅を表す場合は,その旨を
明記する。
振動数(6):振動数は,1秒間当たりのサイクル数Hzで表す。
加速度(7):加速度は,テーブル運転時のテーブルの加速度とし,m/s2で表す。
3
B 6003-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(6) 必要と認めた場合のほかは,測定を行わなくてもよい。
(7) 特に必要のない場合は,測定を行わなくてもよい。
2.3
測定方法 測定方法は,静止時振動測定方法,無負荷運転振動測定方法,負荷運転振動測定方法及
びテーブル運転加速度測定方法(8)に区分し,2.2に示す測定項目について行う。
(1) 静止時振動測定方法 静止時振動測定方法は,工作機械の静止時において,表1に示す測定方向につ
いて測定する。
(2) 無負荷運転振動測定方法 無負荷運転振動測定方法は,工作機械の運転検査に関する日本工業規格(関
連規格参照)の無負荷運転(9)中の主軸速度の各段階において,表1に示す測定方向について測定する。
ただし,感触によって振動があまり大きくないと判断される場合は,高速域数段において,表1の太
字の事項について測定するだけでよい。
(3) 負荷運転振動測定方法 負荷運転振動測定方法は,工作機械の運転検査に関する日本工業規格(関連
規格参照)の負荷運転検査方法に規定されている負荷条件を適当に選択して,表1に示す測定方向に
ついて測定する。
(4) テーブル運転加速度測定方法(10) テーブル運転加速度測定方法は,行程変換時加速度測定方法及び行
程時加速度測定方法とし,それぞれ表1に示す測定方向について測定する。ただし,行程変換時加速
度測定は,工作機械の行程をその最大行程(11)の21以上に調整し,最大速度(11)について行い,行程時加
速度測定は,工作機械の最小速度(11)について行う。
注(8) 特に必要のない場合は,測定を行わなくてもよい。
(9) 無負荷運転は,各運動部をいっせいに運転する。
(10) 往復運動を行うテーブルだけに適用し,負荷はかけない。ただし,負荷運転に使用した材料は
取り付けたままとする。
(11) 最大行程とは,仕様に示す最大行程をいい,最大速度及び最小速度とは,仕様に示す最大速度
及び最小速度をいう。
2.4
判定方法 判定方法は,計器表示の読み方,測定値の整理方法及び判定基準とし,次による。
(1) 計器表示の読み方 指示式振動計の読み方は,次による。記録式振動計も,これに準ずる。
(a) 振幅又は加速度の指示が変動する場合は,その値を多数回読み取り,その平均値をもって測定値と
する。
(b) 振幅又は加速度の指示が変動しないか,又は変動がごくわずかな場合は,1回の読取りを測定値と
し,指示が規則的に変動する場合は,その最大値,最小値及び変動の仕方を明記する。
(c) 振動が周期的又は間欠的に発生し,その振幅又は加速度の指示がほぼ一定な場合は,発生ごとにそ
の最大値を読み取り,数回の平均値をもって測定値とし,その発生の仕方を注記することが望まし
い。
(d) 振動数を必要と認めた場合は,周波数分析器を用いるか,又は振動波形の記録から算出する。
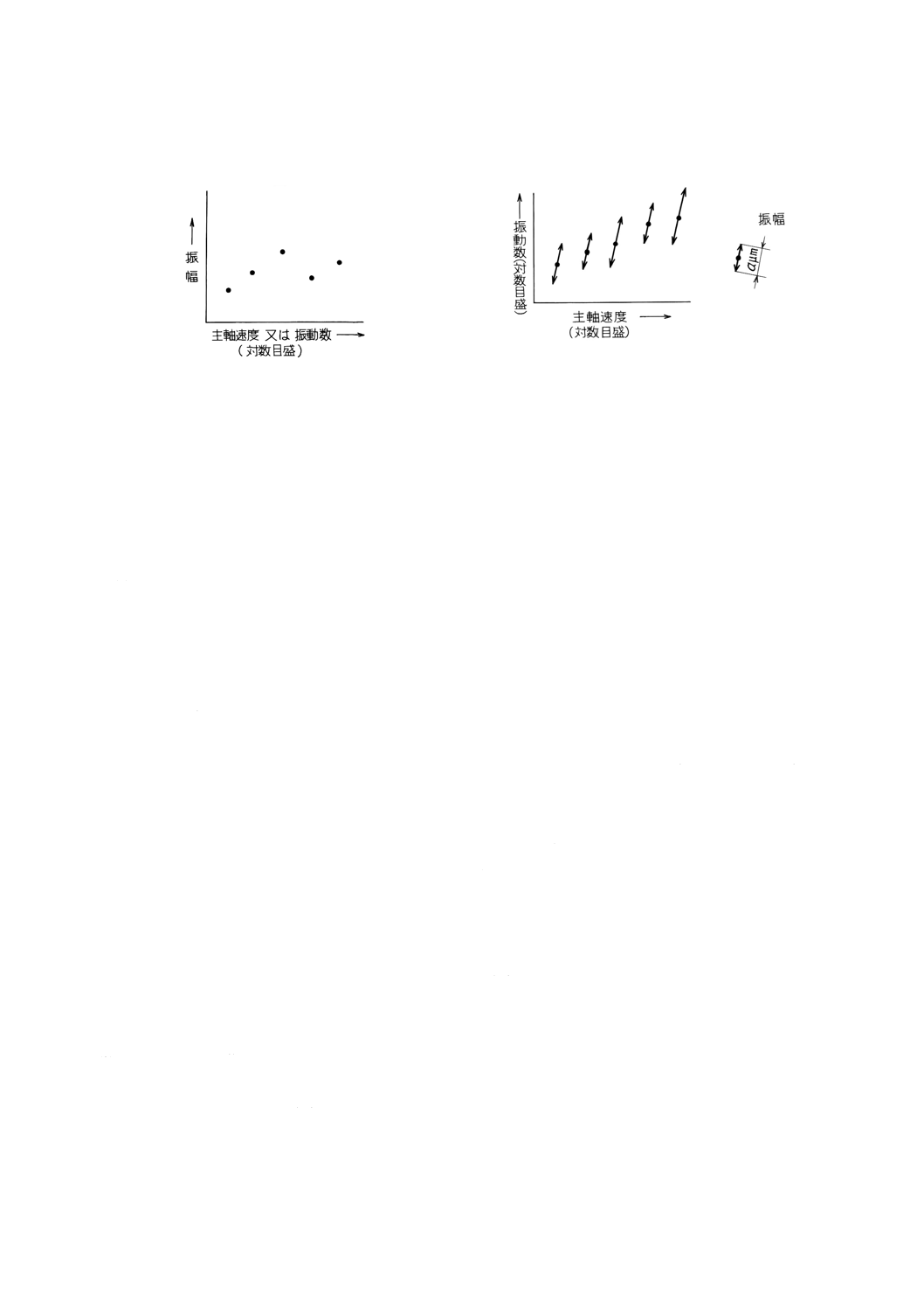
(2) 測定値の整理方法 測定値は,次のように整理して検査結果とすることが望ましい。
(a) 測定値は,縦軸に振幅,横軸に主軸速度,又は振動数を片対数方眼紙に記録する(図1)。又は,縦
軸に振動数,横軸に主軸速度を両対数方眼紙に記録し,更に振幅については,これに比例した線分
を各基点に振り分け,図2の例のように記入する。
4
B 6003-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
図2
(b) 加速度の測定値は,縦軸に加速度,横軸にテーブル速度を片対数方眼紙に記録する。
(c) 検査結果に付記する事項
(i)
工作機械の種類及び主要寸法
(ii)
工作機械の据付け及び各部位の状況など
(iii) 試験検査機器の種類及び特性
(iv)
その他の事項
(3) 判定基準 判定基準は,次による。
(a) 静止時振動は,その他の振動測定及び判定を誤らせる程度であってはならない。
(b) 無負荷運転振動は,工作機械に悪影響を及ぼす程度であってはならない。
(c) 負荷運転振動は,工作物の精度に悪影響を及ぼす程度であってはならない。
(d) テーブル運転加速度は,工作機械及び工作物の精度に悪影響を及ぼす程度であってはならない。
備考1. その他の振動測定及び判定を誤らせる程度とは,例えば,外部の振動が工作機械自体の振動
に重なって振幅の指示に影響し,外部振動及び工作機械自体の振動が区別しにくいような程
度をいう。
2. 工作機械に悪影響を及ぼす程度とは,例えば,特定の主軸速度において工作機械の振動が異
常に増大し,又はその振幅の周期的な増減が甚だしく,工作機械の精度に悪影響を及ぼす程
度をいう。
3. 工作物の精度に悪影響を及ぼす程度とは,例えば,工作中の工作機械の振幅が異常に増大し,
工作物の寸法,形状及び仕上面を悪くするような程度をいう。
4. 工作機械及び工作物の精度に悪影響を及ぼす程度の加速度とは,例えばテーブルが円滑に運
動せず,工作物の精度に悪影響を及ぼす加速度,又はテーブル行程変換時において工作機械
及び工作物の精度に悪影響を及ぼす加速度の程度をいう。
3. 測定機器 この測定に用いる機器は,振動計及び加速度計とし,次の特性を備えなければならない。
(1) 振動数測定範囲(12) 振動数測定範囲は,少なくとも15〜1 000Hzの特性をもつ振動計を用いなければ
ならない。振動数測定範囲外の値は,測定値として扱ってはならない。
(2) 振動測定範囲(12) 振動測定範囲は,約1 000μmまでとし,測定値はμmで表す。最小1μmを指示する
ものを用いなければならない。
(3) 加速度測定範囲(12) 加速度測定範囲は,約100m/s2 {10.2G} までとし,測定値はm/s2で表す。最小
0.1m/s2 {0.01G} を確実に指示するものを用いなければならない。
(4) 固有振動数 固有振動数は,特に規定しないが,特別な補正なしに(1)に規定する振動数測定範囲を満
5
B 6003-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
足するものでなければならない。
(5) 精度 精度は,±5%以内とする。
(6) 測定機器成績表 測定機器成績表には,次のものを備えていなければならない。
(a) 振動数特性
(b) 指示計目盛誤差
(c) 感度切替誤差
(d) 固有振動数
(e) 精度
注(12) 規定している測定範囲の異なる幾つかの振動計,又は加速度計を組み合わせたものでもよい。
関連規格 JIS B 0105 工作機械−名称に関する用語
JIS B 6201 工作機械−試験方法通則
JIS B 6202 旋盤の試験及び検査方法
JIS B 6203 ひざ形横フライス盤及び万能フライス盤の試験及び検査方法
JIS B 6204 ひざ形立フライス盤の試験及び検査方法
JIS B 6207 平削り盤(門形)の試験及び検査方法
JIS B 6208 ラジアルボール盤の試験及び検査方法
JIS B 6209 直立ボール盤の試験及び検査方法
JIS B 6210 横中ぐり盤(テーブル形)の試験及び検査方法
JIS B 6211 内面研削盤の試験及び検査方法
JIS B 6212 円筒研削盤及び万能研削盤の試験及び検査方法
JIS B 6213 横軸角テーブル形平面研削盤の試験及び検査方法
JIS B 6214 立軸回転テーブル形平面研削盤の試験及び検査方法
JIS B 6215 タレット旋盤の試験及び検査方法
JIS B 6216 ホブ盤の試験及び検査方法
JIS B 6217 主軸台固定形単軸自動旋盤の試験及び検査方法
JIS B 6218 主軸台移動形単軸自動旋盤の試験及び検査方法
JIS B 6219 多軸自動旋盤の試験及び検査方法
JIS B 6220 心なし研削盤の試験及び検査方法
JIS B 6221 立形多軸ボール盤の試験及び検査方法
JIS B 6222 横中ぐり盤(床上形)の試験方法及び検査
JIS B 6223 立旋盤の試験及び検査方法
JIS B 6224 ジグ中ぐり盤の試験及び検査方法
JIS B 6225 ベッド形立フライス盤の試験及び検査方法
JIS B 6226 ベッド形横フライス盤の試験及び検査方法
JIS B 6227 立形内面ブローチ盤の試験及び検査方法
JIS B 6228 プラノミラー(門形)の試験及び検査方法
JIS B 6229 万能工具研削盤の試験及び検査方法
JIS B 6331 数値制御旋盤の試験及び検査方法
JIS B 6332 数値制御立形ボール盤の試験及び検査方法
6
B 6003-1993
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 6333 数値制御ひざ形立フライス盤の試験及び検査方法
JIS B 6334 数値制御横中ぐり盤(テーブル形)の試験及び検査方法
JIS B 6335 数値制御円筒研削盤及び万能研削盤の試験及び検査方法
JIS B 6336 マシニングセンタ(横形)の試験及び検査方法
JIS B 6338 マシニングセンタ(立形)の試験及び検査方法
JIS B 6360 ワイヤ放電加工機の試験及び検査方法
JIS B 6361 形彫り放電加工機の試験方法及び検査
JIS B 6003 改正原案作成委員会 構成表
氏名
所属
(委員長)
竹 中 規 雄
東京大学名誉教授
安 井 武 司
金沢大学
服 部 幸 男
富士電機株式会社
中 村 晋 哉
日本精工株式会社
前 島 国 広
日産自動車株式会社
岩 瀬 喜 一
株式会社東芝
坂 藤 秀 雄
株式会社不二越
小 出 衛
株式会社牧野フライス製作所
金 井 亮
株式会社オーエム製作所
馬 場 勲
大阪機工株式会社
村 上 栄 輔
株式会社ツガミ
河 野 博 文
通商産業省機械情報産業局
桐 山 和 臣
工業技術院機械規格課
(WG) 主査
安 井 武 司
金沢大学
伊 藤 鎮
上智大学名誉教授
渡 部 和
日立精工株式会社
千 田 隆 男
三井精機工業株式会社
川 崎 春 夫
オークマ株式会社
(事務局)
田 仁 哲
社団法人日本工作機械工業会