2
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
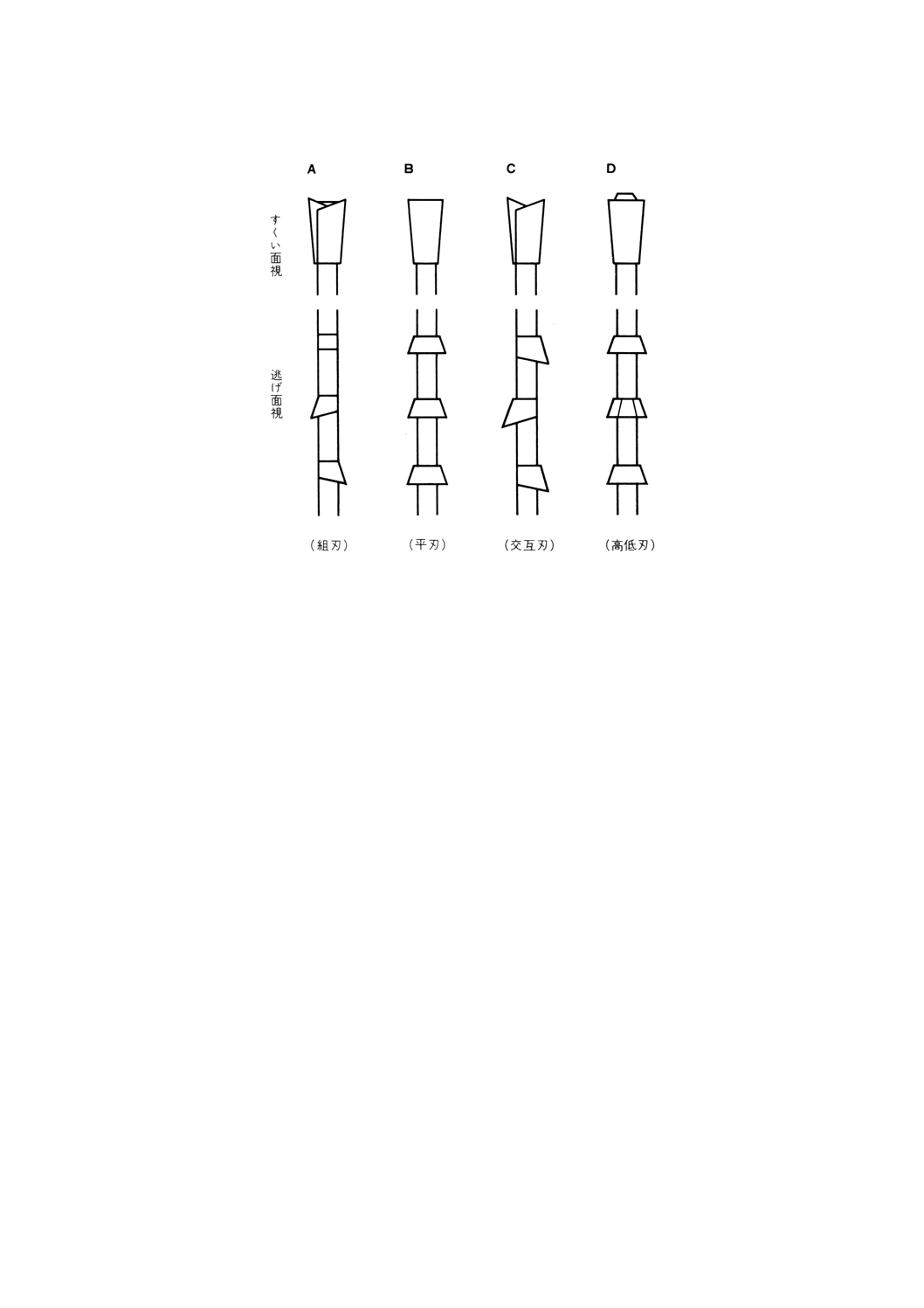
図1 刃形
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4805-1989
超硬丸のこ
Circular Saws with Cemented Carbide Tips
1. 適用範囲 この規格は,主に木材の加工に使用する超硬チップが付いた超硬丸のこについて規定する。
引用規格:
JIS B 0172 フライス用語
JIS B 0659 比較用表面粗さ標準片
JIS B 4104 超硬チップ
JIS B 7420 限界ゲージ
JIS B 7421 限界ゲージの公差・寸法許容差及び摩耗しろ
JIS B 7502 外側マイクロメータ
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7516 金属製直尺
JIS B 7726 ロックウェル硬さ試験機
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
2. 用語の意味 この規格で用いる主な用語の意味は,JIS B 0172(フライス用語)による。
3. 種類 超硬丸のこの種類は,刃形で区分し,図1のA,B,C及びDの4種類並びにこれらを組み合
わせたものとする。
2
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 刃形
3
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
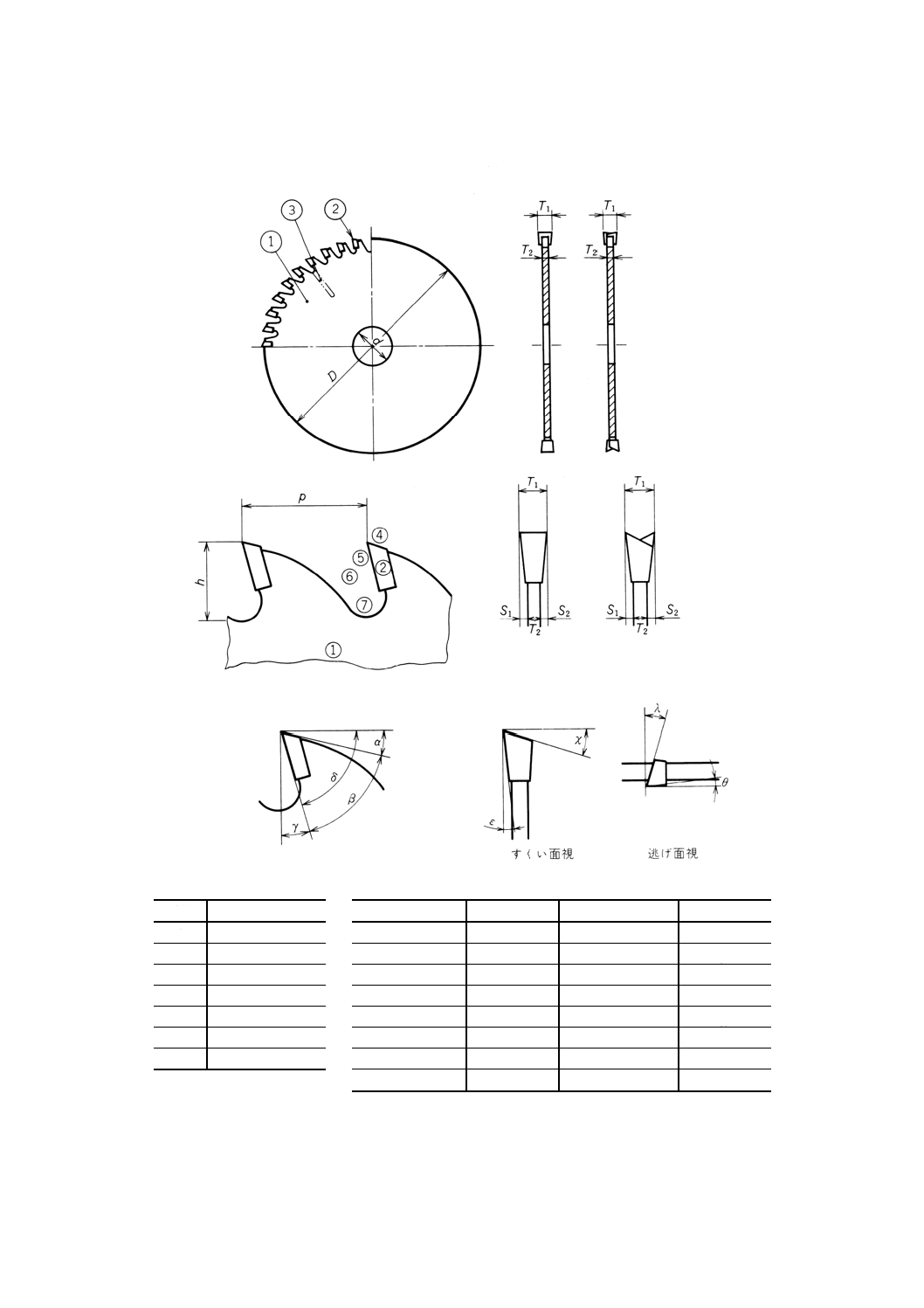
4. 形状,名称及び寸法 超硬丸のこの形状及び各部の名称は図2によって,寸法は表1による。
図2 形状の例及び各部の名称
番号
名称
名称
記号(参考)
名称
記号(参考)
1
本体
外径
D
先端逃げ角
α
2
チップ
穴径
d
刃先角
β
3
スリット*
ピッチ
p
すくい角
γ
4
逃げ面
歯の高さ
h
切削角
δ
5
すくい面
刃厚
T1
先端傾き角
χ
6
歯室
本体の厚さ
T2
横すくい角
λ
7
歯底(はぞこ)
あさり
S1, S2
側面向心角
ε
側面逃げ角
θ
注*
超硬丸のこには,スリットがないもの又はスリットが複数付いているものがある。
4
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 寸法
単位 mm
外径D
穴径d
刃厚T1
本体の厚さT2
(参考)
歯 数(個)
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
205
255
305
355
±2
25.4
30
60
85
H8
1.8
2.0
2.4
2.8
3.0
3.2
3.5
±0.1
1.0
1.2
1.4
1.6
1.8
2.0
2.2
2.5
±0.08
24, 32, 40
48, 60, 72
80, 96, 100
120
405
455
510
560
610
3.0
3.2
3.5
4.0
4.5
5.0
2.0
2.2
2.5
3.0
3.2
3.5
4.0
32, 40
48, 60
72, 80
96, 100
120, 140
備考 穴径の基準寸法は,受渡当事者間の協定によって,他の寸法を決めることができる。
5. 品質
5.1
外観 超硬丸のこの外観は,表2による。
表2 外観
外観
条件
チップ
有害な地きず,欠け,割れなどの欠点がないこと。
接合部
有害なすきま,気泡などの欠点がないこと。
刃の仕上げ 有害なだれ,刃こぼれがなく,表面粗さは3.2Sより良好であること。
本体
表面は平滑であって,割れ,裂け,まくれ,有害なきず,さびなどの欠
点がなく,仕上程度は良好であること。
5.2 振れ 超硬丸のこの外周刃の振れ及び刃先側面の振れの許容値は,7.3に規定する試験を行ったとき,
表3による。
表3 振れ
単位 mm
外径
外周刃の振れの許容値(最大) 刃先側面の振れの許容値(最小)
205
0.08
0.15
255
305
0.10
0.20
355
405
0.15
0.25
455
0.30
510
0.20
0.35
560
610
備考 腰入れ (tensioning) ひき(挽)材によってのこぎり本体に発生する有
害な変形を防止するため,それを打ち消すような変形を,あらかじめ
のこぎり本体に与える処理をいう。
5
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
腰入れ状態 超硬丸のこの腰入れを施したものは腰入れ効果が両面について均等であって,ひき材
に及ぼす有害なねじれ又はひずみがあってはならない。
5.4
切れ味 超硬丸のこの切れ味は良好でなければならない。
5.5
本体の硬さ 超硬丸のこに使用する本体の硬さは,HRC35以上とする。
6. 材料 超硬丸のこの材料は,表4による。
表4 材料
部品名称
材料
チップ
JIS B 4104(超硬チップ)に規定するK10,K20及びK30又
は使用上これと同等以上の性能をもつもの。
本体
JIS G 4401(炭素工具鋼鋼材)のSK5又は使用上これと同等
以上の性能をもつ鋼材。
7. 試験方法
7.1
形状・寸法 超硬丸のこの形状・寸法の試験は,表5による。
表5 形状・寸法の試験
項目
試験方法
外径
JIS B 7507(ノギス)に規定するノギス又はJIS B 7516(金属製直尺)に規定する2級の直尺によって
行う。
穴径
JIS B 7420(限界ゲージ)に規定する内側マイクロメータ又はJIS B 7421(限界ゲージの公差・寸法許
容差及び摩耗しろ)に規定する限界ゲージ公差の軸穴の公差IT 8を準用したプラグゲージによって行
う。
刃厚
JIS B 7502(外側マイクロメータ)に規定するマイクロメータ,JIS B 7507に規定するノギス又はこれ
らと同等以上の測定装置によって行う。
本体の厚さ JIS B 7502に規定する外側マイクロメータによって行う。
7.2
外観 超硬丸のこの外観は,目視によって調べ,刃部の表面粗さはJIS B 0659(比較用表面粗さ標
準片)に規定する粗さ標準片との比較によって測定する。
7.3
振れ
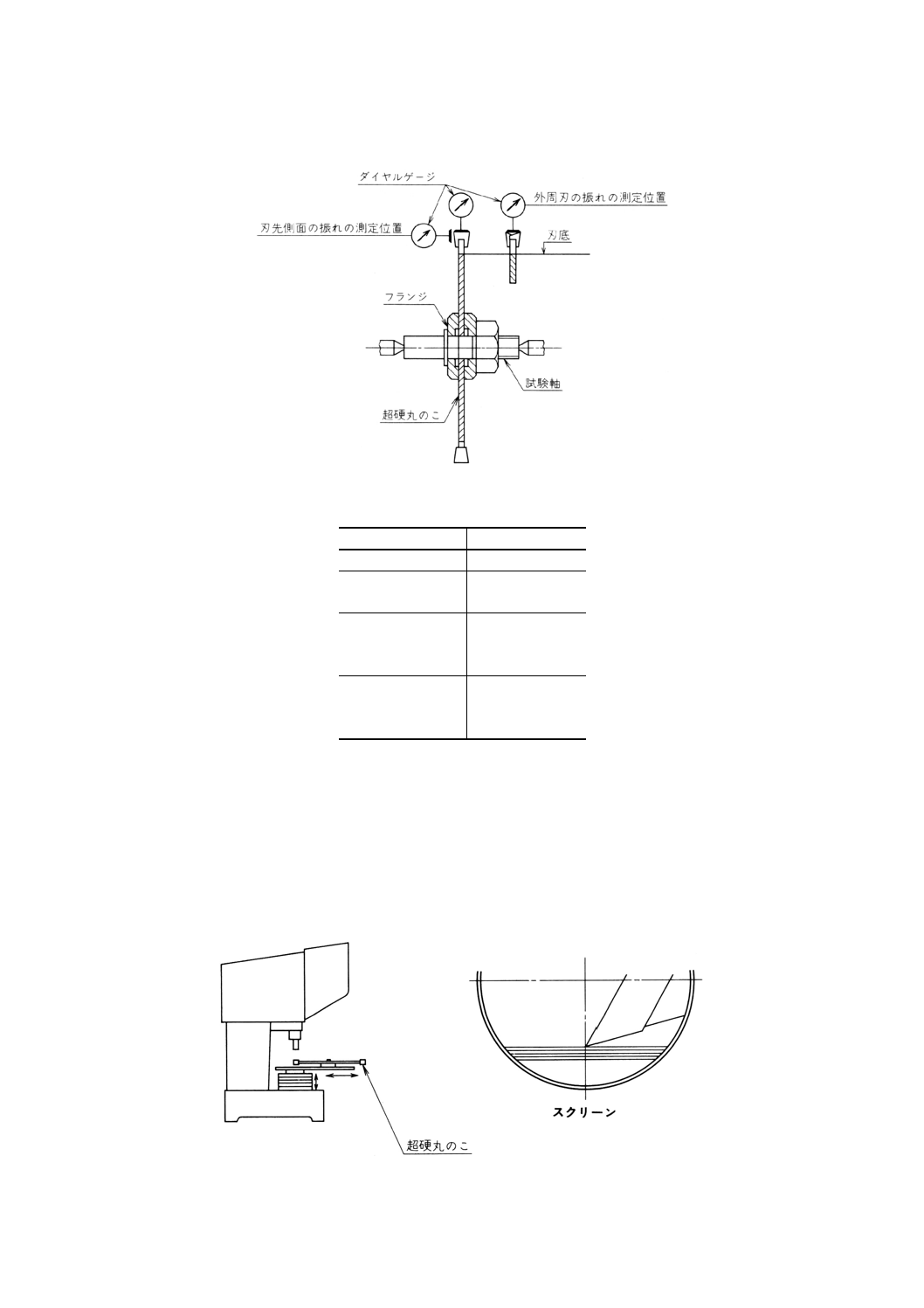
7.3.1
一般 超硬丸のこの振れは,図3に示すように,超硬丸のこを,つば付き試験軸に両側から同じ外
径のフランジで挟んで,ナットで確実に締め付けて測定する。使用するフランジの外径は,表6による。
また,測定に使用するダイヤルゲージは,JIS B 7503(0.01mm目盛ダイヤルゲージ)に規定するダイヤ
ルゲージに必要に応じて平座形の接触子を取り付けて使用する。
6
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 外周刃,刃先側面の振れの測定
表6 フランジの径
単位 mm
超硬丸のこの外径
フランジの径
205
80
255
100
305
355
120
405
455
510
160
560
610
7.3.2
外周刃の振れ 超硬丸のこの外周刃の振れは,ダイヤルゲージを外周刃に試験軸に直角な方向から
当てて,超硬丸のこを静かに回しながらダイヤルゲージの値を読み取り,その最大値と最小値との差を外
周刃の振れとする。
又は,次によってもよい。
図4に示すように,万能投影器の測定用ジグに超硬丸のこを載せて,刃先部分を50倍以上に拡大して回
転させ,スクリーンでの読みの最大値と最小値との差を外周刃の振れとする。
図4 万能投影器による外周刃の振れの測定
7
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.3.3
刃先側面の振れ 超硬丸のこの刃先側面の振れは,ダイヤルゲージを試験軸に平行な方向から刃先
部に当てて,超硬丸のこを静かに回してその値を読み取り,その最大値と最小値との差を測定値とする。
これを両側について行う。
7.4
本体硬さ 本体硬さは,JIS B 7726(ロックウェル硬さ試験機)に規定するロックウェル硬さ試験機
を用いてJIS Z 2245(ロックウェル硬さ試験方法)の試験方法によって測定する。
8. 検査 超硬丸のこの検査は,形状・寸法,外観,振れ,腰入れ状態,切れ味及び硬さについて行い,
4.及び5.に適合しなければならない。
9. 包装 超硬丸のこには,さび,衝撃に対する保護,安全性などのために適当な包装をしなければなら
ない。
10. 製品の呼び方 超硬丸のこの呼び方は,規格番号又は規格名称,外径,刃厚,本体の厚さ,穴径,歯
数及び刃形とする。
備考 組み合わせた刃形の呼び方は,受渡当事者間の協定による。
例: JIS B 4805
205×1.8×1.0×25.4×60×A
超硬丸のこ
305×3.0×2.0×30×80×B
11. 表示
11.1 製品の表示 超硬丸のこには,製品の表面に次の事項を表示する。
(1) 寸法 外径×刃厚×本体の厚さ×穴径 (D×T1×T2×d)
(2) 歯数
(3) 刃形
(4) 製造業者名又はその略号
11.2 包装の表示 包装には11.1に規定する事項を表示する。ただし,受渡当事者間の協定によって一部
を省略してもよい。
8
B 4805-1989
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
機械要素部会 機械刃物専門委員会 構成表
氏名
所属
(委員会長)
木 下 直 治
木下技術士事務所
杉 原 彦 一
近畿大学
福 井 尚
束京農業大学
小 西 千代治
職業訓練大学校
桑 原 茂 樹
通商産業省機械情報産業局
鈴 木 茂 光
工業技術院標準部
長谷川 正
労働省労働基準局
木 下 敍 幸
農林水産省林業試験場
村 上 勝
社団法人全国木工機械工業会
河 野 勝 彦
社団法人全国家具工業連合会
寒風沢 毅
ヤマハ株式会社
富 永 勝 美
三井木材工業株式会社
木野本 昌 也
株式会社菊川鉄工所
菅 野 近 衛
株式会社平安鉄工所
後 藤 圭 助
兼房刃物工業株式会社
大 澄 謹 也
株式会社オリオン工具製作所
平 岩 元 徳
日特管製鋸株式会社
大 橋 正 信
天竜製鋸株式会社
谷 野 八 郎
庄田鉄工株式会社
佐 藤 利 一
日本機械鋸・刃物工業会
(事務局)
松 本 大 治
工業技術院標準部機械規格課
畠 山 孝
工業技術院標準部機械規格課