B 4802 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 4802-1973は改正され,この規格に置き換えられる。
今回の改正によって,この規格は対応国際規格であるISO 2935 : 1974 (Circular saw blades for
wood-workmg−Dimensions) との整合性及び使用実態に合わせ改正を行った。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案
登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4802 : 1998
木工用丸のこ
Circular saw blades for woodworking
序文 この規格は,1974年に第1版として発行されたISO 2935 (Circular saw blades for woodworkmg−
Dimensions) を元に作成した日本工業規格であるが,従来,日本工業規格で規定していた種類とその形状・
寸法を規定している以外は,技術的内容を変更することなく作成している。また,対応国際規格に規定さ
れていない項目(品質,材料,試験方法,検査,製品の呼び方及び表示)を日本工業規格として追加して
いる。
1. 適用範囲 この規格は,木工用丸のこ(以下,丸のこという。)について規定する。ただし,マイタソ
ーなどの特殊形状のものは除く。
備考 この規格の対応国際規格を,次に示す。
ISO 2935 : 1974 Circular saw blades for woodworkmg−Dimensions
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版を適用する。
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
3. 品質
3.1
外観 外観は,割れ,使用上有害なきず,さびなどの欠点がなく,仕上げは良好でなければならな
い。
3.2
厚さのばらつき 丸のこの厚さのばらつきは,表1による。
表1 厚さのばらつき
単位 mm
外径の区分
厚さのばらつき(単体内)
630以下
0.06以下
630を超えるもの
0.1以下
2
B 4802 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.3
硬さ 丸のこの硬さ及び硬さのばらつきは,表2による。
表2 硬さ
外径の区分
mm
硬さ
HRC
硬さのばらつき(単体内)
HRC
630以下
43〜54
4以下
630を超えるもの
40〜51
5以下
3.4
横振れ 丸のこの横振れは,表3による。
表3 横振れ
単位 mm
外径の区分
300以下
300を超え
630以下
630を超え
1 000以下
1 000を超え
るもの
横振れ
0.5以下
0.9以下
1.5以下
2.5以下
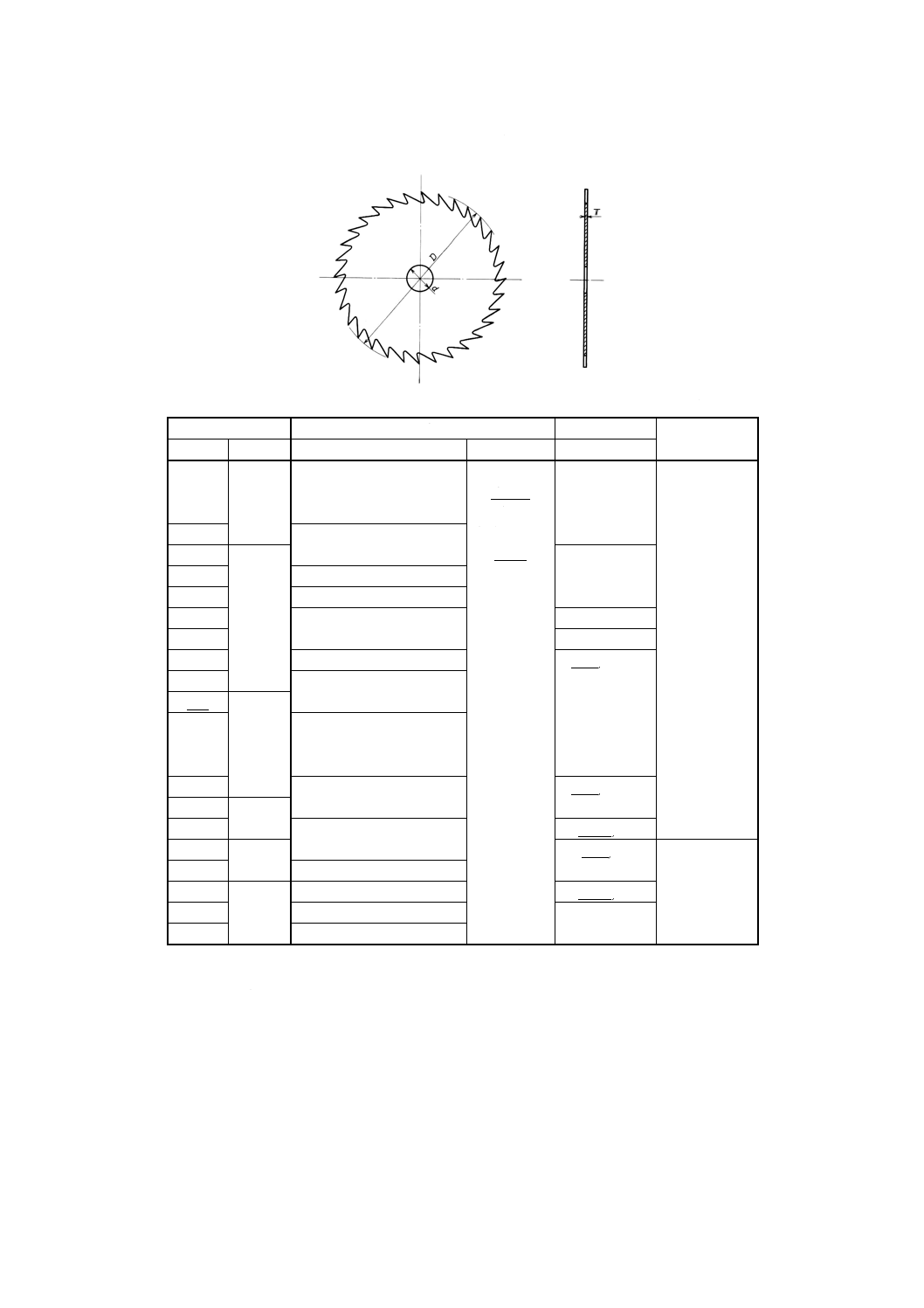
4. 形状及び寸法 丸のこの形状及び寸法は付表1による。
5. 材料 丸のこの材料は,JIS G 4401に規定するSK5又は使用上これと同等以上の性能をもつものとす
る。
6. 試験方法
6.1
厚さ 厚さは,歯底から約5〜15mm内側の円周上で,任意の4か所について,JIS B 7502に規定す
るマイクロメータを用いて測定する。
厚さのばらつきは,単体内の測定値のうちの最大値と最小値との差で表す。
6.2
硬さ 硬さの測定箇所は6.1の規定と同様に,JIS B 7726によるロックウェル硬さ試験機を用い,JIS
Z 2245に規定する試験方法によって測定する。
硬さのばらつきは,単体内の測定値のうちの最大値と最小値との差で表す。
6.3
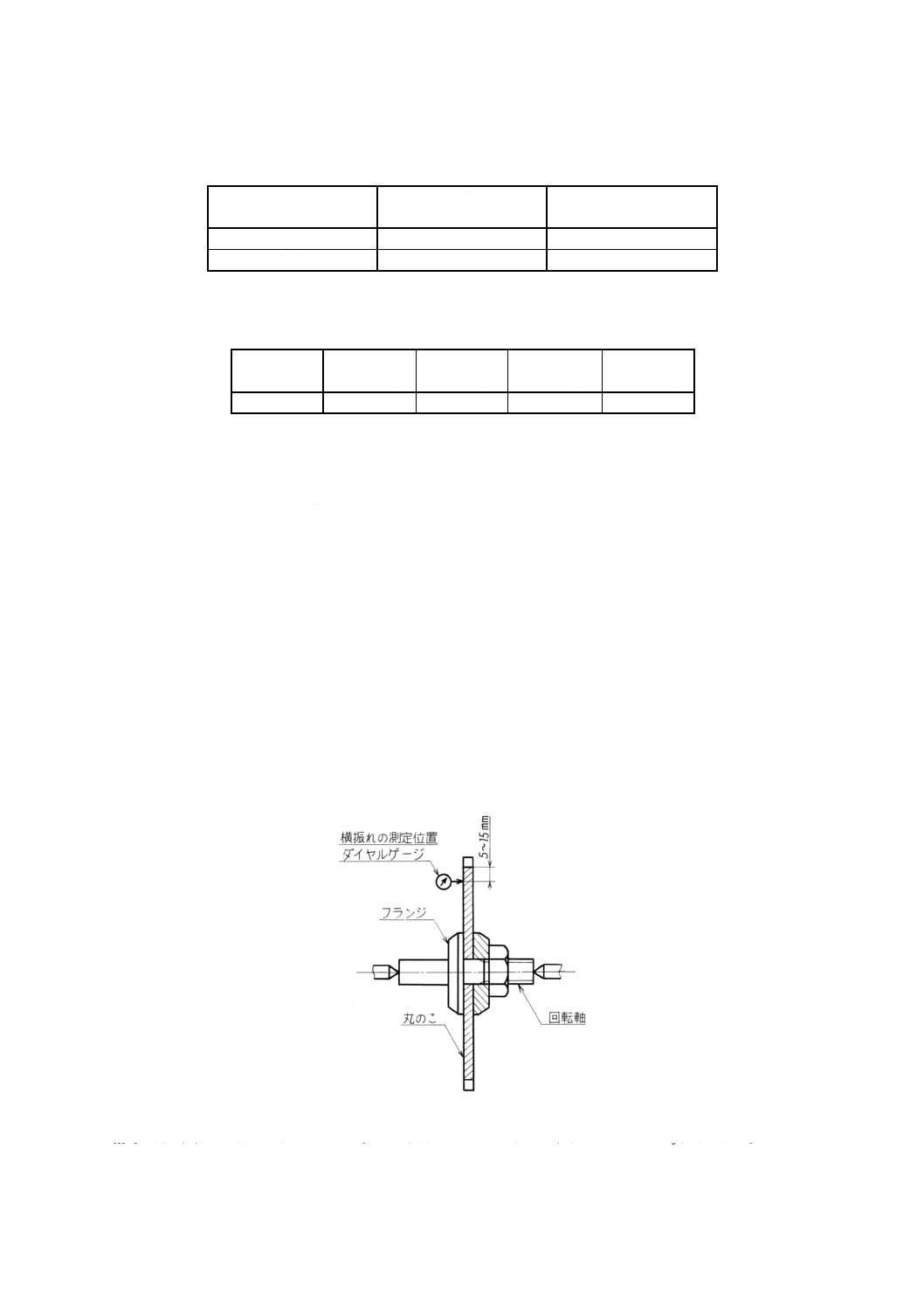
横振れ 横振れは,図1に示すように歯底から5〜15mm内側の円周上の振れを,JIS B 7503に規定
するダイヤルゲージを用いて測定し,その最大値で表す。
図1 横振れ
備考 測定装置は一例を示すものである。この場合のフランジの直径は,丸のこの外径の31以下とする。
3
B 4802 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7. 検査 検査は,品質,形状及び寸法について行い,3.及び4.の規定に適合しなければならない。
8. 製品の呼び方 製品の呼び方は,日本工業規格番号又は規格名称,外径,厚さ及び穴径による。
例: JIS B 4802 400×1.6×30
木工用丸のこ 400×1.6×30
9. 表示 製品には,次の事項を表示する。
a) 外径 (D) ×厚さ (T) ×穴径 (d)
b) 材料名又は記号
c) 製造業者名又はその略号
4
B 4802 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表1 形状及び寸法
単位 mm
外径
厚さ
穴径
参考
歯数
D
許容差
T
許容差
d
40
±1.5
0.8
厚さ2以下
±0.06
厚さ2を
超えるもの
±0.1
12.5
80, 90, 100
50
63
80
0.8, 1
100
±2
20
125
0.8, 1, 1.2
140
0.8, 1, 1.2, 1.4
160
1, 1.2, 1.4, 1.6
19, 20
180
19, 20, 30, 60
200
1, 1.2, 1.4, 1.6, 2
25.4, 30, 60
250
1.2, 1.4, 1.6, 2, 2.5
300
±3
315
1.2, 1.4, 1.6, 2, 2.5, 3.2
355
400
450
1.4, 1.6, 2, 2.5, 3.2, 4
25.4, 30, 85
500
±4
630
1.6, 2, 2.5, 3.2, 4
31.75, 40
800
±6
38.1, 40
70, 80, 100
1 000
1.6, 2, 2.5, 3.2, 4, 5
1 250
±10
2, 2.5, 3.6, 4, 5
44.45, 60
1 600
4.5, 5, 6
60
2 000
5, 7
備考1. 穴径の許容差は,H11とする。ただし,同軸に多数取り付けて使用する場合や高速回
転で使用する場合など,特殊な使い方をする場合はH9以上とする。
2. 下線を施してある箇所は,原国際規格にはない寸法である。
5
B 4802 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
丸 山 弘 志
東京理科大学
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
山 村 修 蔵
財団法人日本規格協会
○ 古 田 寛
兼房株式会社
◎ 竹 村 曽 吉
天竜製鋸株式会社
○ 高 崎 寿 夫
三和製鋸株式会社
海老原 稔
小島工業株式会社
△ 大 谷 徹
大同特殊鋼株式会社
△ 加 藤 範 夫
オタリ株式会社
△ 水 落 敏 夫
大阪熱処理株式会社
○ 石 津 匡 美
有限会社石津製作所
○ 関 恒
東海製作株式会社
△ 廣 田 哲 夫
株式会社ヒロタ
△ 浅 井 正 幸
中部機械製造株式会社
△ 田 中 賞
株式会社大井製作所
村 上 勝
社団法人全国木工機械工業会
(事務局)
箱 田 大 幸
日本機械鋸・刃物工業会
備考 ○印は,丸のこJIS原案作成分科会委員
◎印は,丸のこJIS原案作成分科会長
△印は,帯のこJIS原案作成分科会委員
印は,帯のこJIS原案作成分科会長
文責 竹村曽吉