2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4708-1997
ベニヤレースナイフ
Veneer lathe knives
1. 適用範囲 この規格は,ベニヤレース用のナイフ(以下,ナイフという。)について規定する。
備考 この規格の引用規格を,次に示す。
JIS B 0601 表面粗さ−定義及び表示
JIS B 0651 触針式表面粗さ測定器
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS B 7512 鋼製巻尺
JIS B 7514 直定規
JIS B 7524 すきまゲージ
JIS B 7726 ロックウェル硬さ試験機
JIS B 7727 ショア硬さ試験機
JIS G 3101 一般構造用圧延鋼材
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4401 炭素工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
JIS Z 2246 ショア硬さ試験方法
2. 品質
2.1
外観 ナイフの外観は,表面が平滑であって,地きず及び割れ,並びに有害なまくれ,さび,接着
不良などの欠陥がなく,仕上げは良好でなければならない。
2.2
表面粗さ ナイフの刃裏面表面粗さは,5.1によって測定したときJIS B 0601に規定する0.8μmRa以
下でなければならない。
2.3
硬さ ナイフの刃金部及び台金部の硬さは,5.2によって試験を行い表1の値でなければならない。
表1 刃金部及び台金部の硬さ
項目
硬さ
硬さのばらつき
刃金部
59HRC 以上
2HRC 以下
80HS
以上
4HS
以下
台金部
99HRB 以下
−
35HS
以下
−
備考 硬さはHRC,HRB又はHSのいずれ
かとする。
2
B 4708-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.4
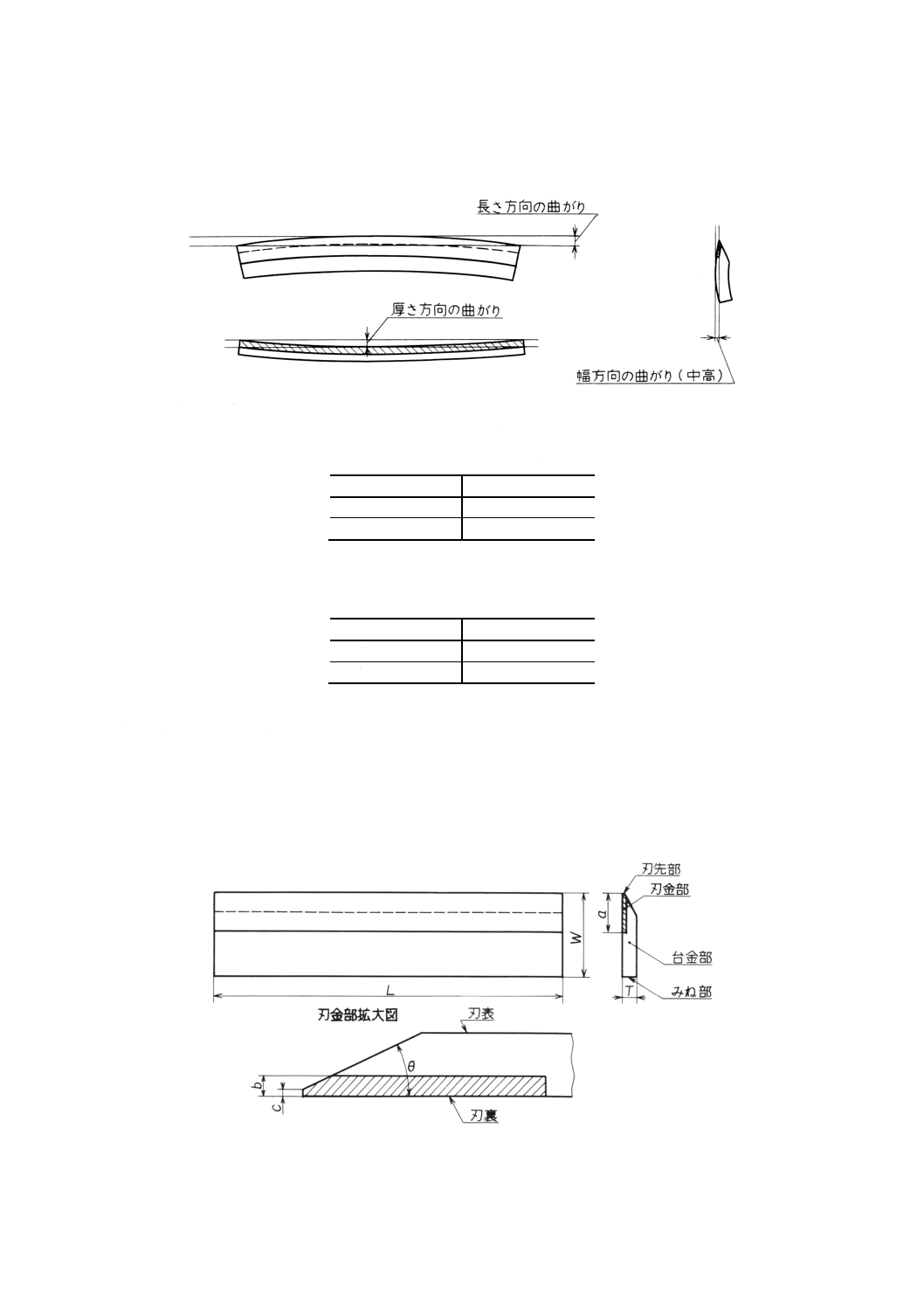
曲がり ナイフの曲がりは,次による(図1参照)。
図1 ナイフの曲がり
(1) 長さ方向の曲がり 長さ方向の曲がりは5.3によって測定し,表2の値以下でなければならない。
表2 長さ方向の曲がりの許容値
単位mm
長さL
許容値
1 070〜2 300
1
2 400〜2 800
2
(2) 厚さ方向の曲がり 厚さ方向の曲がりは5.3によって測定し,表3の値以下でなければならない。
表3 厚さ方向の曲がりの許容値
単位mm
長さL
許容値
1 070〜2 300
2
2 400〜2 800
3
(3) 幅方向の曲がり 幅方向の曲がりは5.3によって測定し,(a)及び(b)に適合しなければならない。
(a) 刃裏面の曲がりは,中高であってはならない。
(b) 刃表面の中高は0.05mm以下とする。
3. 形状・寸法 形状及び寸法は,5.4によって測定し,表4に適合しなければならない。
表4 形状・寸法
3
B 4708-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
呼
び
番
号
長さ L
幅 W
厚さ T
刃金部
基
準
寸
法
許
容
差
基
準
寸
法
許
容
差
ば
ら
つ
き
基
準
寸
法
許
容
差
ば
ら
つ
き
幅
厚
さ
刃
先
部
a
(最小)
b
(最小)
c
(最大)
107
1 070
±3
170
31
−
+
1.2
以下
16
02.0
+
0.1
以下
60
3
0.7
108
1 080
180
115
1 150
190
150
1 500
200
152
1 524
210
2 100
1.5
以下
03.0
+
0.15
以下
220
2 200
230
2 300
240
2 400
274
2 740
275
2 750
276
2 760
280
2 800
参考 刃物角θについては19°〜23°とし,許容差は±1°とする。
備考 長さ (L) の基準寸法は,受渡当事者間の協定によって,表4以外の寸法とすることができる。
4. 材料
4.1
刃金部の材料 ナイフの刃金部の材料は,JIS G 4401に規定するSK4,JIS G 4404に規定するSKS2,
又は使用上これらと同等以上の性能をもつものとする。
4.2
台金部の材料 ナイフの台金部の材料は,JIS G 3101及びJIS G 4051に規定する鋼材,又は使用上
これらと同等以上の性能をもつものとする。
5. 試験方法
5.1
表面粗さ ナイフの表面粗さは,JIS B 0651に規定する測定器又は同等以上の性能をもつ測定器を
用いて測定する。
5.2
硬さ ナイフの刃金部及び台金部の硬さは,JIS B 7726又はJIS B 7727に規定する試験機を用いて
JIS Z 2245又はJIS Z 2246の試験方法によって測定する。ただし,刃金部については,刃金幅中心付近の
所を長さ方向の両端から200mm付近と中央部付近の3か所を測定し,中央部付近の値を刃金部の硬さの
測定値とし,3か所の測定値の最大差を刃金部の硬さのばらつきとする。
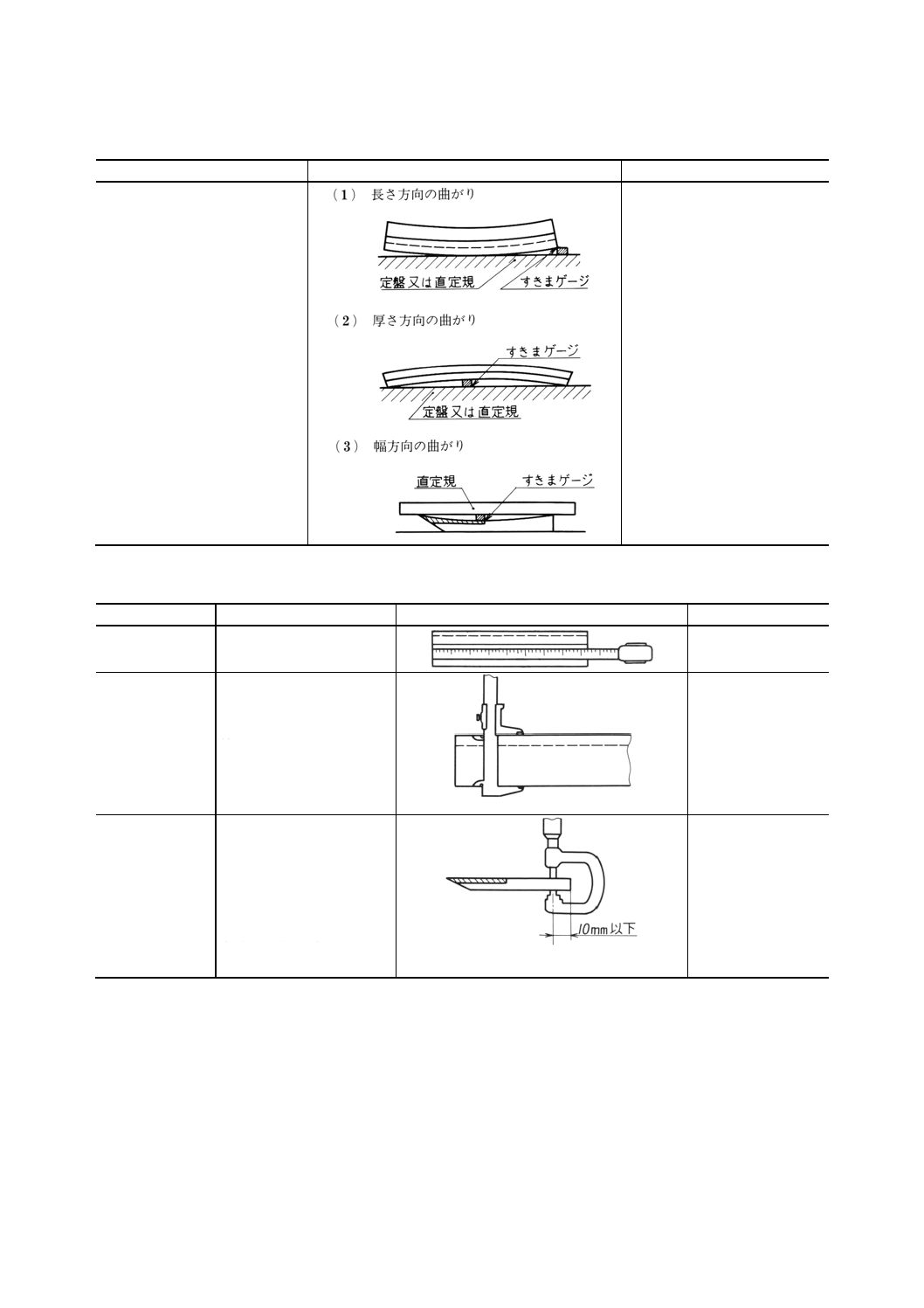
5.3
曲がり ナイフの曲がりは,表5によって測定する。
4
B 4708-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 曲がりの測定方法
測定方法
測定方法図
測定器具
測定箇所を平らな面に当てて,最
大すきまを測定する。
JIS B 7524のすきまゲージ定盤
又はJIS B 7514のB級の直定規
5.4
形状・寸法 ナイフの形状・寸法は,表6によって測定する。
表6 形状・寸法測定方法
項目
測定方法
測定方法図
測定器具
長さ
中央部付近の1か所を測定
する。
JIS B 7512のコンベ
ックスルール
幅及び
幅のばらつき
両端から100mm付近と中
央部付近の3か所を測定し,
中央部付近の値を幅の測定
値とする。
また,3か所の測定値の最
大差を幅のばらつきとす
る。
JIS B 7507のノギス
厚さ及び
厚さのばらつき
みね部から約10mm以下の
所を,両端から200mm付近
と中央部付近の3か所を測
定し,中央部付近の値を厚
さの測定値とする。
また,3か所の測定値の最
大差を厚さのばらつきとす
る。
JIS B 7502の外側マ
イクロメータ
6. 検査 ナイフの検査は,外観,表面粗さ,硬さ,曲がり及び形状・寸法について行い,それぞれ2.1
〜2.4及び3.の規定に適合しなければならない。
7. 製品の呼び方 ナイフの呼び方は,規格番号又は規格の名称,呼び番号及び刃金部の材料記号による。
例 JIS B 4708 230 SKS2
ベニヤレースナイフ 230 SKS2
5
B 4708-1997
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8. 表示
8.1
製品の表示 製品には,容易に消えない方法で,次の事項を表示する。
(1) 呼び番号
(2) 刃金部の材料記号
(3) 製造業者名又はその略号
8.2
包装の表示 包装には,容易に消えない方法で,次の事項を表示する。
(1) 呼び番号
(2) 寸法(長さ×幅×厚さ)
(3) 刃金部の材料記号
(4) 製造業者名又はその略号
原案作成委員会 構成表
氏名
所属
(委員長)
丸 山 弘 志
東京理科大学
藤 野 達 雄
通商産業省機械情報産業局
大 島 清 治
工業技術院標準部
因 幸二郎
財団法人日本規格協会
○ 古 田 寛
兼房株式会社
◎ 高 橋 正 夫
東洋刃物株式会社
○ 高 橋 弘 志
木村刃物製造株式会社
大 澄 謹 也
株式会社オリオン工具製作所
中 村 彰 雄
庄田鉄工株式会社
○ 宇 塚 正
株式会社ウロコ製作所
○ 下 坂 知
株式会社名南製作所
近 藤 昌 三
株式会社太洋製作所
佐 藤 正 之
株式会社日立工機原町
川 島 正 行
株式会社平安コーポレーション
村 上 勝
社団法人全国木工機械工業会
(事務局)
○ 箱 田 大 幸
日本機械鋸・刃物工業会
備考 ○印はベニヤレースナイフJIS原案作成分科会委員を兼
ねる。
◎印は同分科会長を示す。