2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4643-1995
ボルトクリッパ
Bolt clippers
1. 適用範囲 この規格は,主として線材(ピアノ線及びこれに類するものを除く。),棒鋼(一般構造用
圧延鋼材相当のもの。),硬銅線,より線(ワイヤロープ,PC鋼より線及びこれに類するものを除く。)な
どの切断に用いるボルトクリッパについて規定する。
備考1. この規格の引用規格を,次に示す。
JIS B 7726 ロックウェル硬さ試験機
JIS G 3101 一般構造用圧延鋼材
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
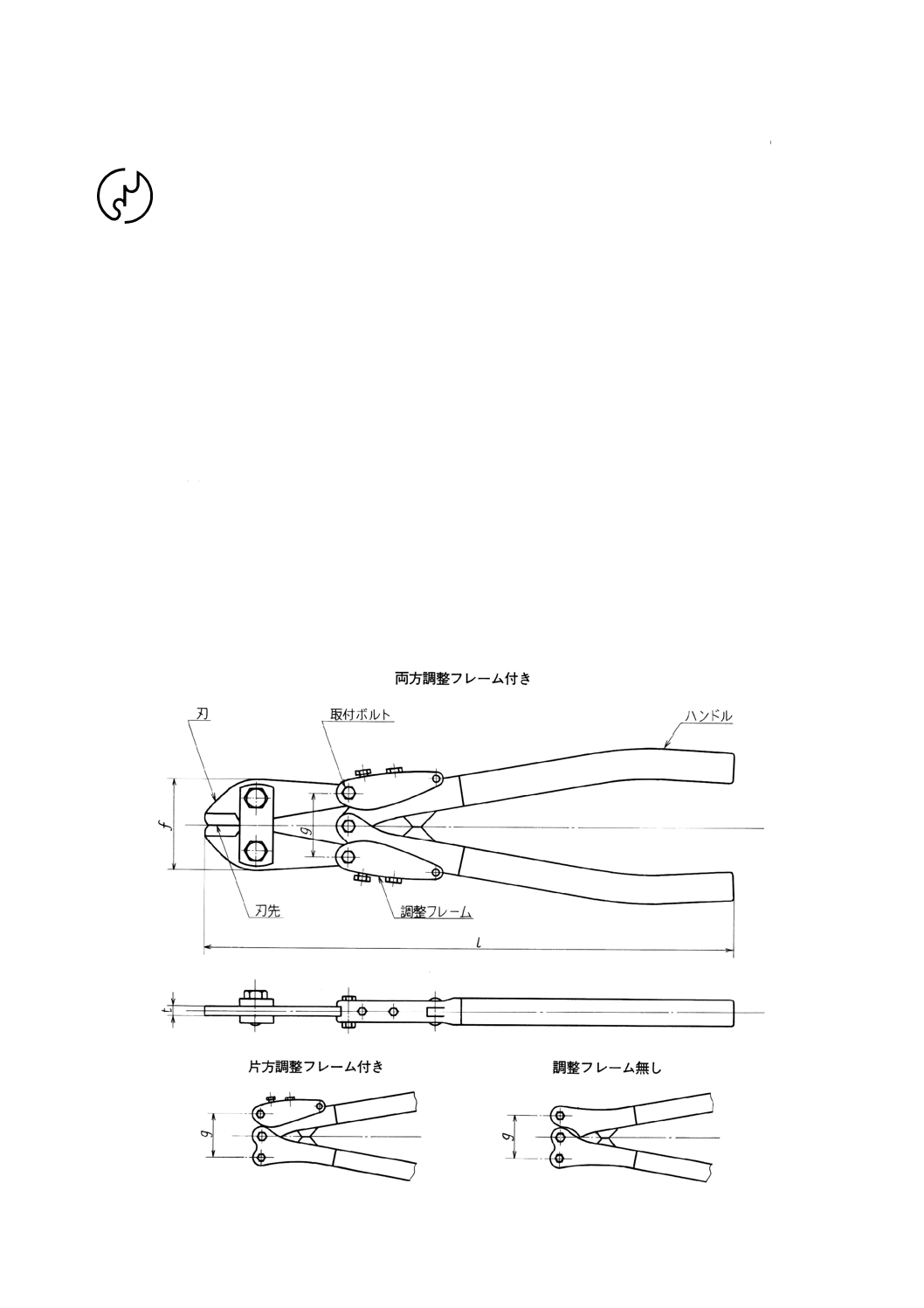
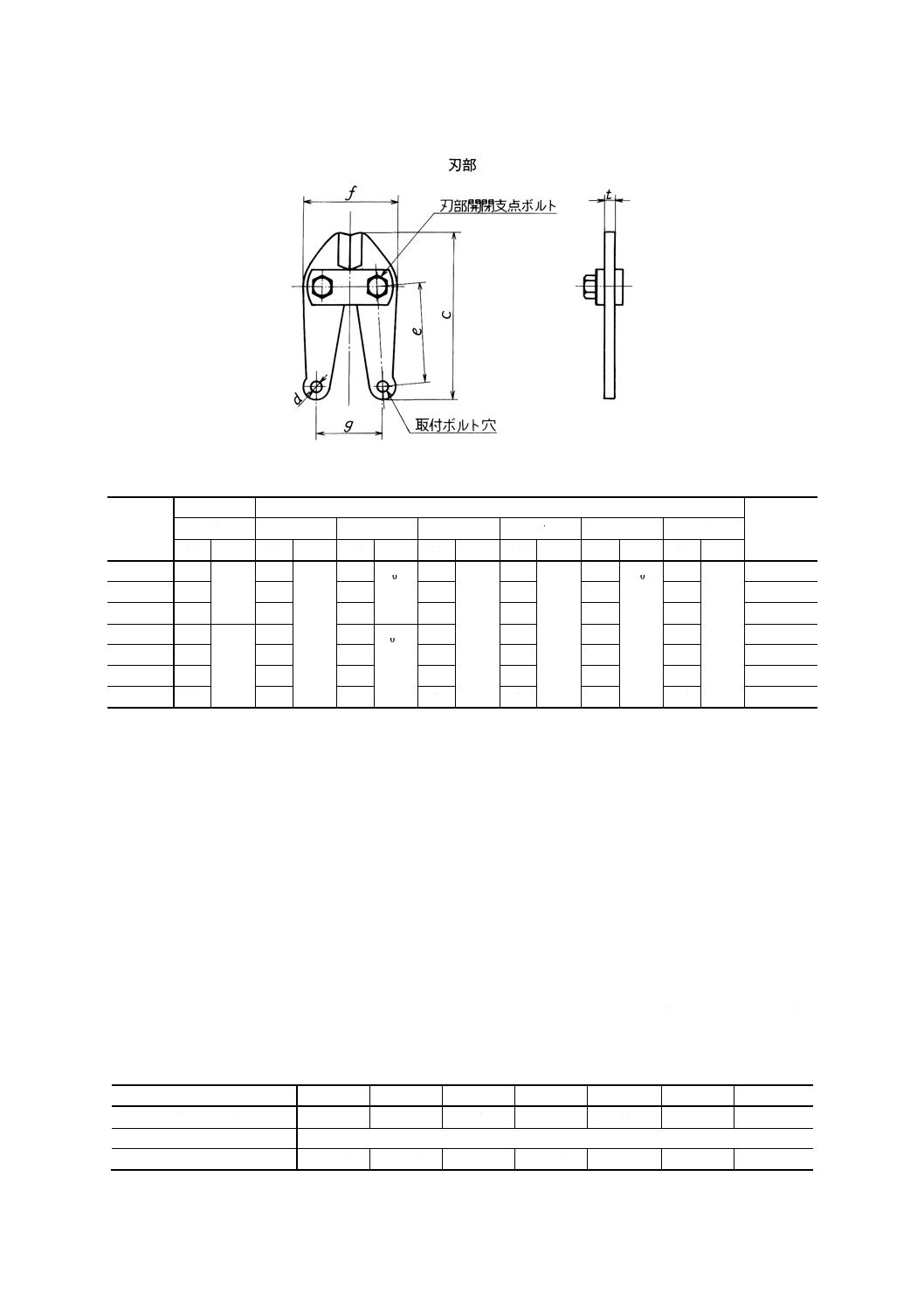
2. 形状・寸法 ボルトクリッパの形状は,原則として図1により,寸法は表1による。
図1
2
B 4643-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1(続き)
表1
単位 mm
呼び寸法
長さ
刃部
刃先の中央
で切断でき
る最大径
l
c
d
e
f
g
t
寸法 許容差 寸法 許容差 寸法 許容差 寸法 許容差 寸法 許容差 寸法 許容差 寸法 許容差
300
310
0
15
+
95
±3
6
02.0
+
55
±2
55
±3
35
04
+
6
±0.5
4
350
360
110
7
63
60
40
7
5
450
460
130
8
75
70
48
8
6
600
615
0
20
+
150
10
025
.0
+
90
85
56
10
8
750
765
170
11
100
97
65
11
10
900
915
190
13
115
110
73
13
13
1 050
1 070
210
15
130
125
85
14
16
3. 品質
3.1
外観 ボルトクリッパの外観は,割れ及び有害なきず,まくれ,さびその他の欠点がなく,仕上げ
は良好でなければならない。
3.2
機能
3.2.1
結合部 ボルトクリッパの各部のボルトは,緩むことがなく,また刃部は円滑に開閉しなければな
らない。
3.2.2
刃先の調整 ボルトクリッパは,ハンドル部又は刃部のいずれかに,切断部の刃先すきまを調整す
る調整機能をもたなければならない。
3.3
硬さ ボルトクリッパの刃先の硬さは52〜62HRCとする。
3.4
切断 ボルトクリッパは,5.2の方法によって表2に示す試験材を挟み,切断したとき切断荷重は表
2に示す値以下でなければならない。このとき,刃先に目視により明らかな刃こぼれ,まくれ,くぼみが
生じたり,機能に甚だしい障害があってはならない。
表2
呼び寸法 mm
300
350
450
600
750
900
1 050
切断する試験材の直径 mm
4
5
6
8
10
13
16
試験材の材料
JIS G 3101のSS400又は引張強さがこれと同等のもの
切断する荷重 N
147.1以下 245.2以下 343.2以下 490.3以下 686.5以下 980.7以下 1 471.0以下
3
B 4643-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 材料 ボルトクリッパの刃の材料は,JIS G 4401のSK5又は3.に規定する品質と同等以上の品質とな
る材料とする。
なお,ハンドル及び他の部品の材料は,3.に規定する品質と同等以上の品質となる材料とする。
5. 試験方法
5.1
硬さ試験 ボルトクリッパの刃先の硬さは,JIS B 7726に規定する試験機を用いて,JIS Z 2245の試
験方法によって測定する。
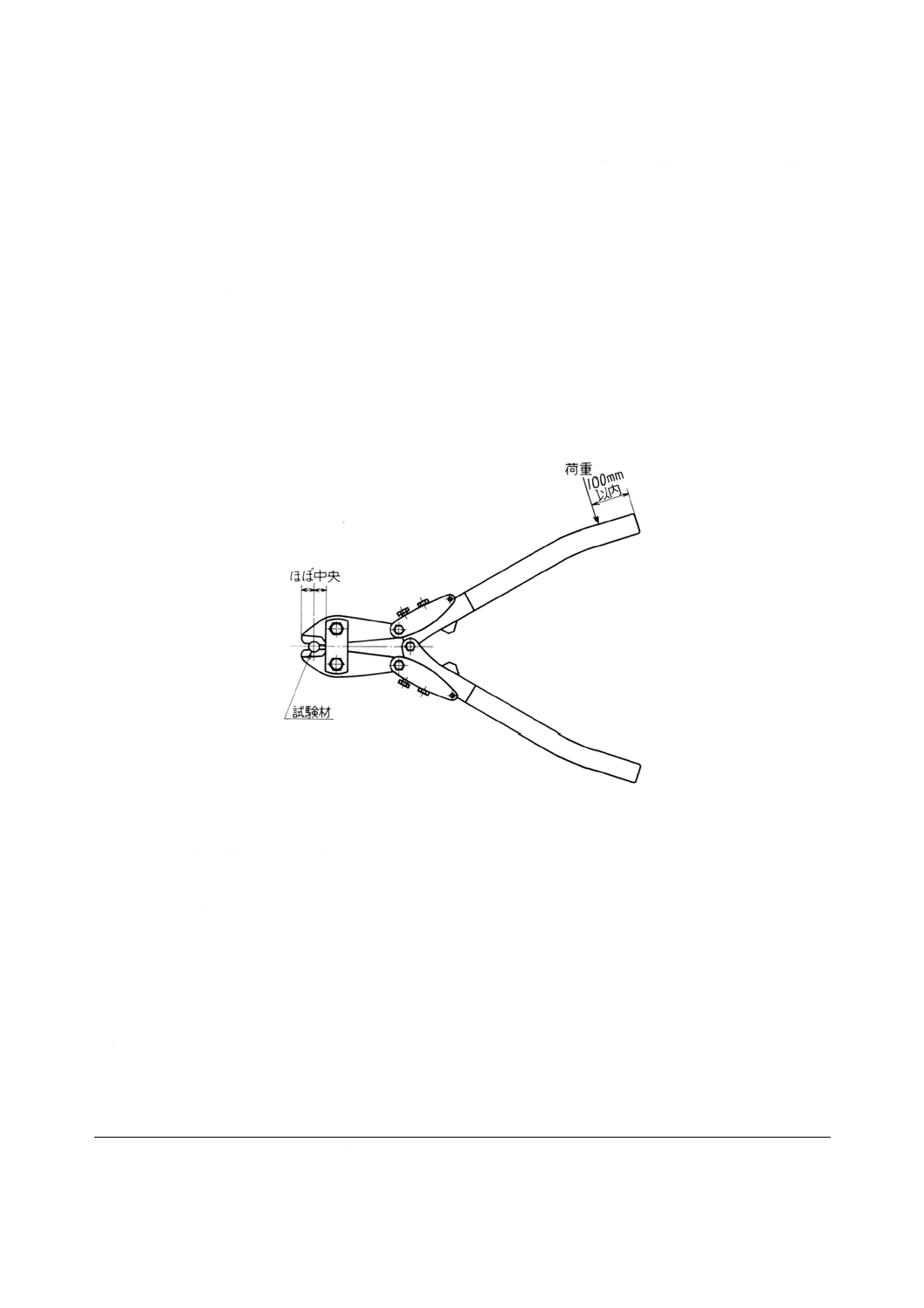
5.2
切断試験 ボルトクリッパの切断試験は,図2に示すように,刃先のほぼ中央に試験材を挟み,ハ
ンドルの末端から100mm以内のところに荷重を加え切断を行い,荷重値は切断時の荷重値を測定値とし,
また,各部の異常の有無を切断後に調べる。
図2
6. 検査 ボルトクリッパの検査は,形状・寸法,外観,機能,硬さ及び切断について行い,それぞれ2.,
3.1〜3.4の規定に適合しなければならない。
7. 製品の呼び方 ボルトクリッパの呼び方は,規格番号又は規格名称及び呼び寸法による。
例 JIS B 4643 300
ボルトクリッパ 300
8. 表示
8.1
製品の表示 ボルトクリッパには適当な箇所に,次の事項を表示する。
(1) 呼び寸法
(2) 製造業者名又はその略号
8.2
包装の表示 ボルトクリッパの包装に表示するときは,7.及び8.1に準じる。
関連規格 JIS Z 8203 国際単位系 (SI) 及びその使い方
4
B 4643-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工作機械部会 作業工具専門委員会 構成表(昭和59年3月1日改正時)
氏名
所属
(委員会長)
築 添 正
大阪大学工学部
宮 下 彬 英
通商産業省工業品検査所
春 原 一 盛
財団法人機械電子検査検定協会
島 弘 志
通商産業省機械情報産業局
小 栁 武 昭
工業技術院標準部
屋 敷 定 雄
前田金属工業株式会社
千 葉 民 治
昭和スパナ製造株式会社
田 口 輝 雄
日本捻廻株式会社
安 西 武 二
株式会社松阪鉄工所
清 水 良 昭
花園工具株式会社
岡 本 太右衛門
株式会社ナベヤ
堀 内 克之穰
株式会社堀内製作所
掘 川 弘 平
北陽産業株式会社
井 藤 三 男
関西作業工具協同組合
山 口 太 郎
全国作業工具工業組合
宇田川 鉦 作
日本ねじ研究協会
桑 原 昌 博
トヨタ自動車株式会社
河 西 五 男
日産自動車株式会社
橋 本 秀 夫
社団法人日本自動車整備振興会連合会
小 林 繁 鋪
東京電力株式会社
(専門委員)
内 藤 俊 男
日本国有鉄道鉄道技術研究所
鶴 見 松之助
松下電器産業株式会社
北 島 昭 生
株式会社日立製作所
内 山 友 和
日本電信電話公社
佐々木 賢 一
東京芝浦電気株式会社
(事務局)
桜 井 俊 彦
工業技術院標準部機械規格課
岡 島 弘 二
工業技術院標準部機械規格課
(事務局)
永 井 裕 司
工業技術院標準部機械規格課(平成7年3月1日改正時)