B 4633 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 4633-1991は改正され,この規格に置き換えられる。
今回の改正では,国際規格との整合を図ることに重点を置き,対応国際規格の技術的内容を変更するこ
となく採用し附属書に規定した。さらに,旧JISの内容を一部変更し本体に規定した。
また,JIS Z 8301(規格票の様式)が1996年7月に改正されたのに伴い,それに従って規格票の様式も
変更した。
JIS B 4633には,次に示す附属書がある。
附属書1(規定) PH形及びPZ形十字ねじ回し
附属書2(参考) PH形ゲージ寸法の選択についての説明
附属書3(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4633 : 1998
十字ねじ回し
Screwdrivers for cross recessed head screws
序文 この規格は,備考に示す国際規格を元に,本体には,従来日本工業規格で規定していた種類・等級
とこれらの形状・寸法,品質,検査,製品の呼び方及び表示を規定し,附属書には,対応国際規格を翻訳
し,技術的内容を変更することなく規定した日本工業規格であるが,対応国際規格にはない規定項目(検
査,製品の呼び方)を日本工業規格として追加している。
なお,附属書のうち,点線の下線を施してある箇所は,対応国際規格にない事項である。
備考 この規格の対応国際規格を次に示す。
ISO/DIS 8764-1 : 1996 Assembly tools for screws and nuts−Screwdrivers for cross recessed head
screws−Part 1 : Driver points
ISO 8764-2 : 1992 Screwdrivers for cross-recessed head screws−Part 2 : General requirements,
lengths of blades and marking of hand-operated screwdrivers
1. 適用範囲 この規格は,JIS B 1012のH形十字穴及びS形十字穴をもつねじ部品に用いる十字ねじ回
し(以下,ねじ回しという。)について規定する。ただし,十字ねじ回しビットについては除く。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は、その最新版(追補を含む。)を適用する。
JIS B 1012 ねじ用十字穴
JIS B 1501 玉軸受用鋼球
JIS B 7725 ビッカース硬さ試験−試験機の検証
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 3506 硬鋼線材
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験方法
3. 種類 ねじ回しの種類は,表1により,それぞれの組合せによって8種類とする。
表1 種類
適用する十字穴による種類
H形,S形
本体と握り部との結合方法による種類
普通形,貫通形
磁力の有無による種類
磁力あり,磁力なし
参考 S形ねじ回しの先端部は,日本写真機工業規格 JCIS 9-70[精密機器用十字ねじ回しビット(0
番ビット)]に準じている。
2
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
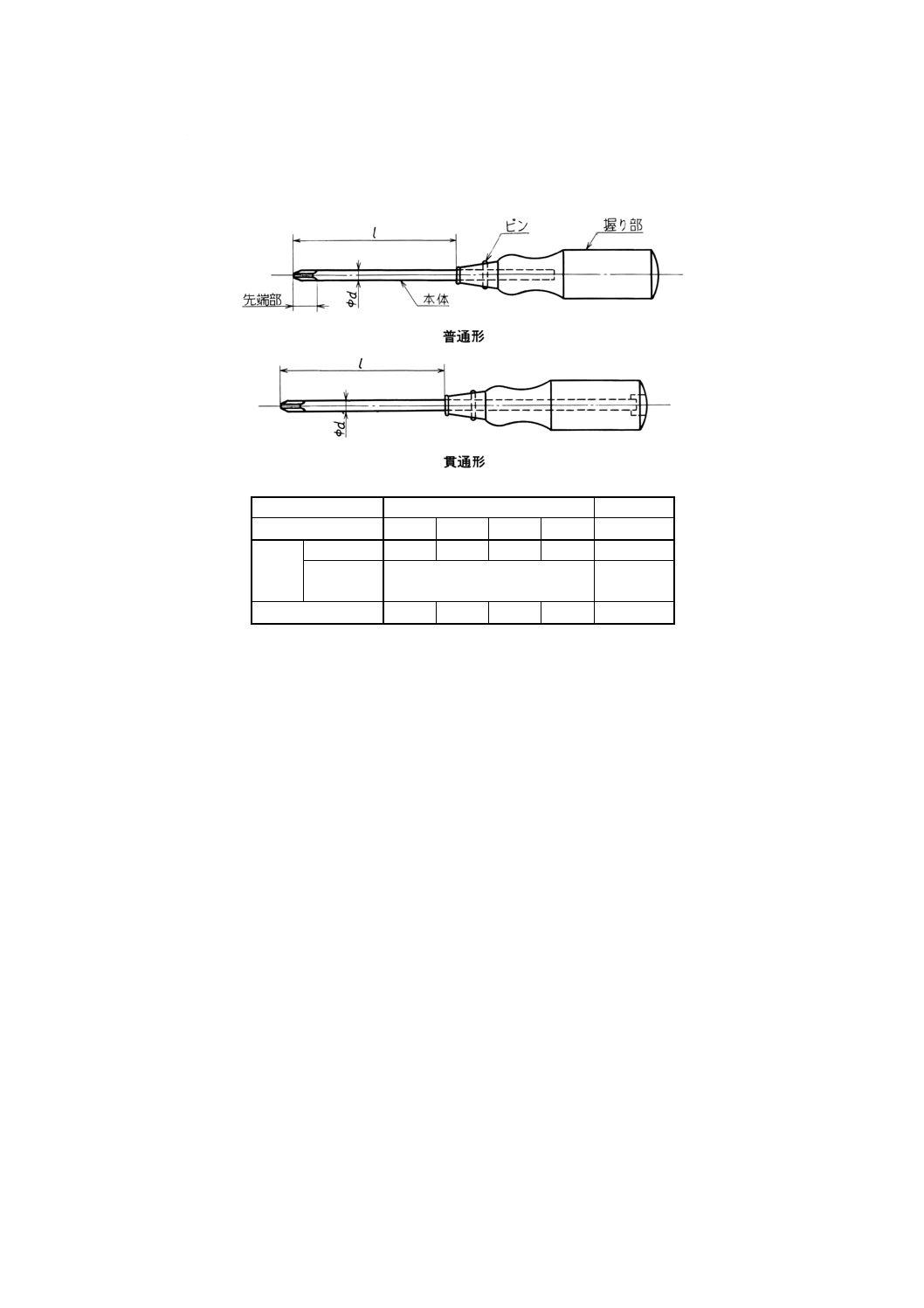
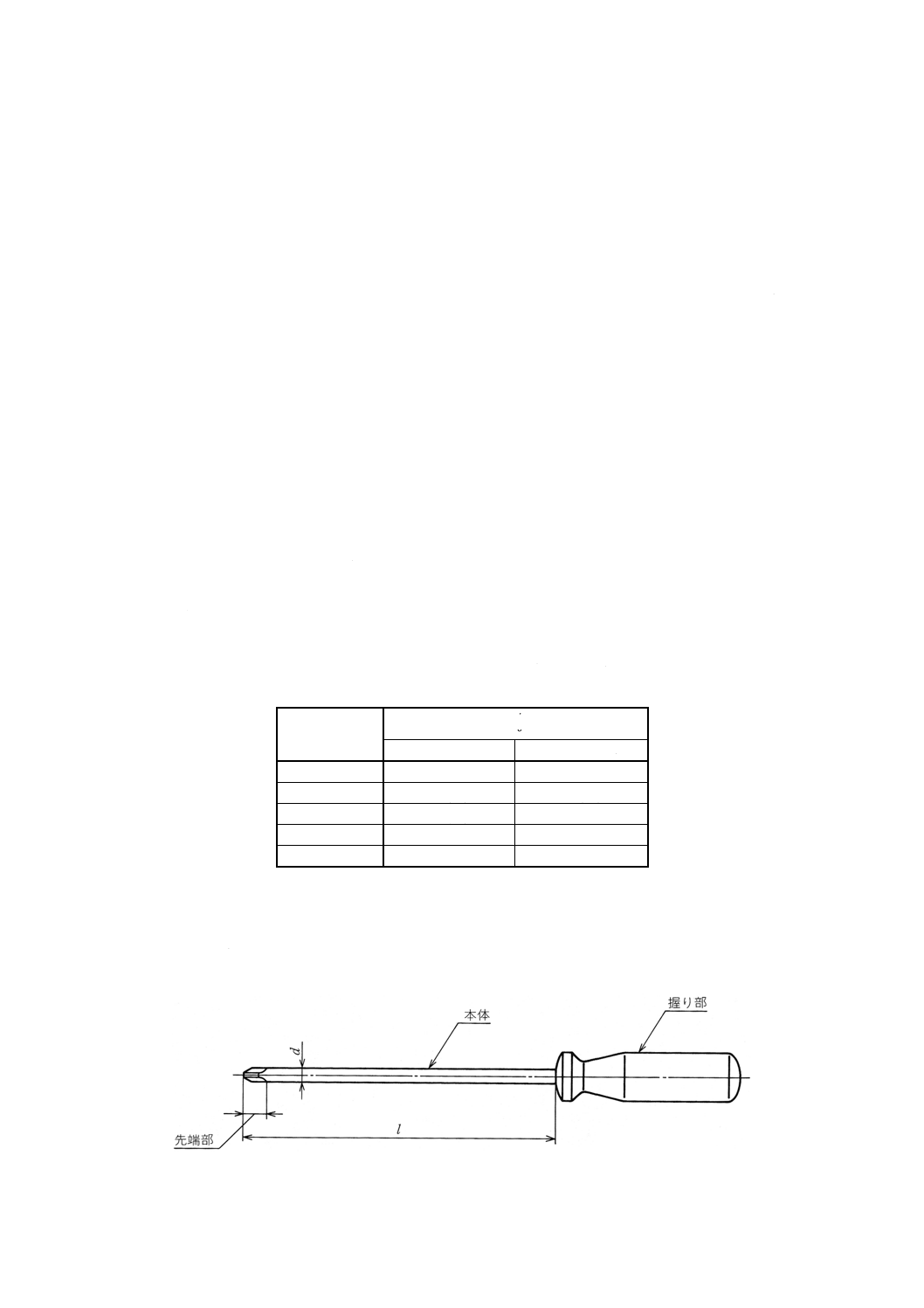
4. 形状及び寸法
4.1
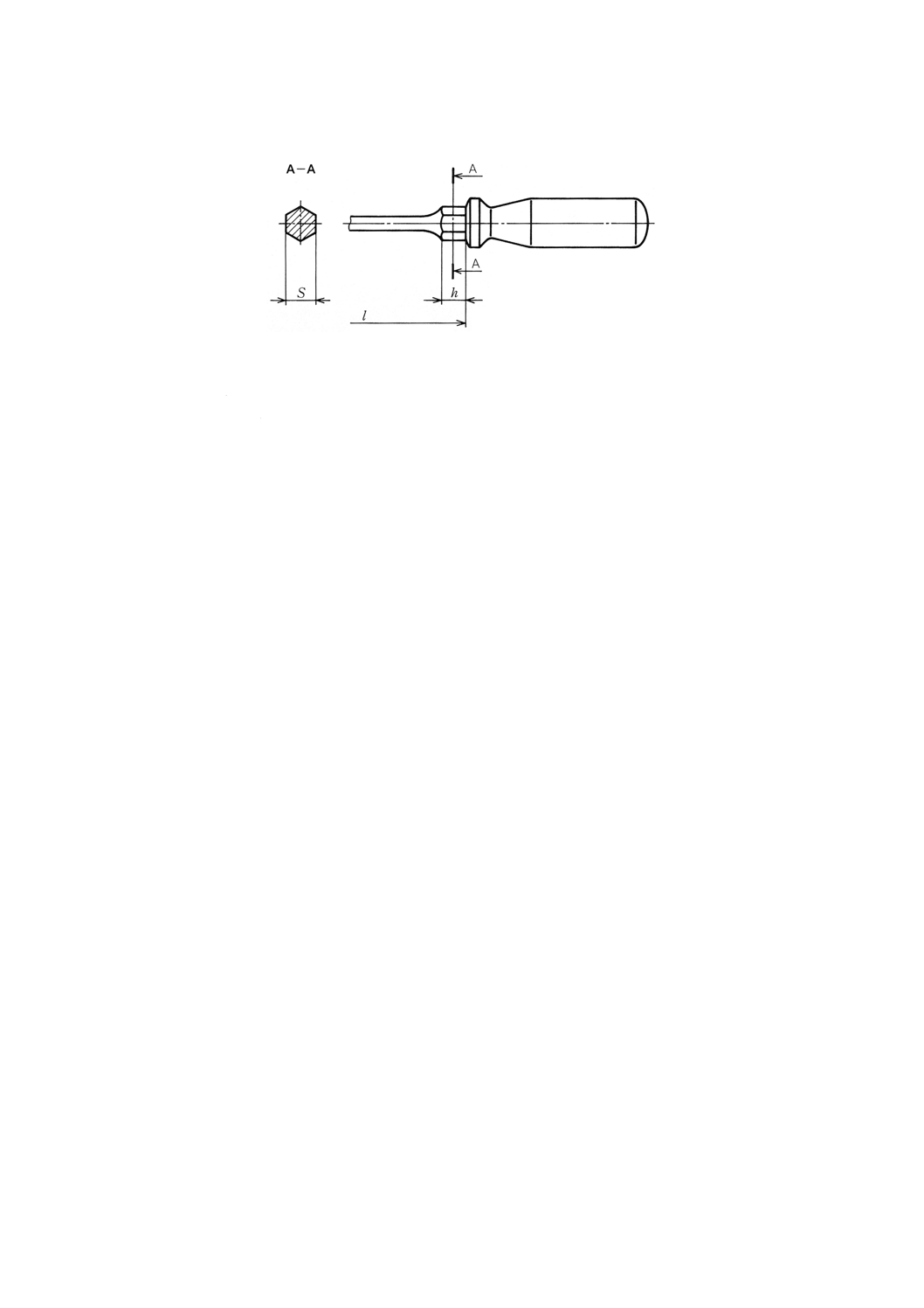
本体及び握り部 ねじ回しの形状及び寸法は,表2による。ただし,握り部の形状は例である。
表2 本体及び握り部の形状・寸法
単位 mm
種類
H形
S形
呼び番号
1番
2番
3番
4番
−
d(1)
基準寸法
5
6
8
9
3又は4
許容差
+0.4
−0.2
l(2)
75
100
150
200
75
注(1) 丸形のものは直径,角形のものは二面幅とする。
(2) lの寸法は,用途によって短くすることができる。
備考 本体と握り部との結合には,ピンを用いない適切な方法を
用いてもよい。
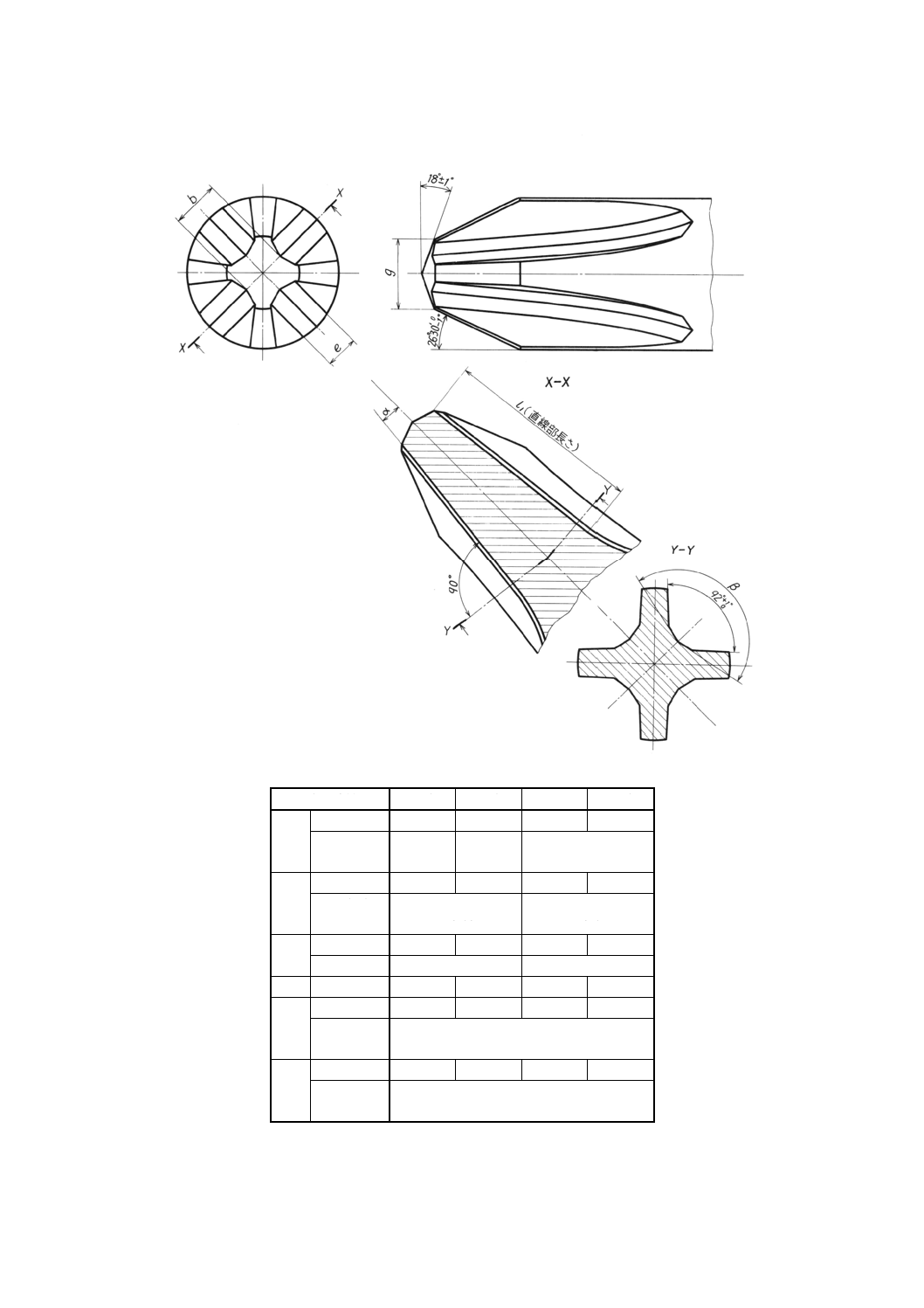
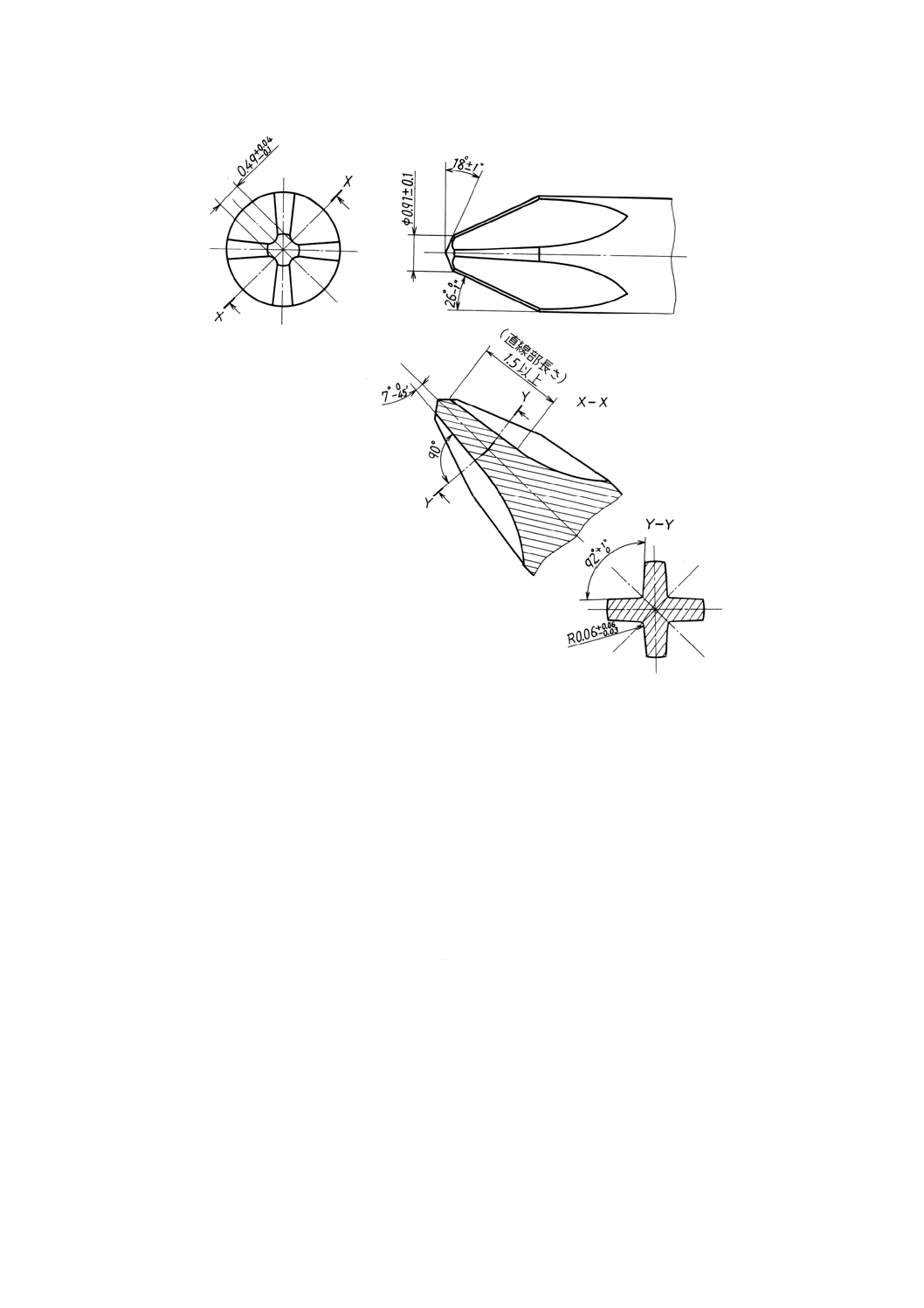
4.2
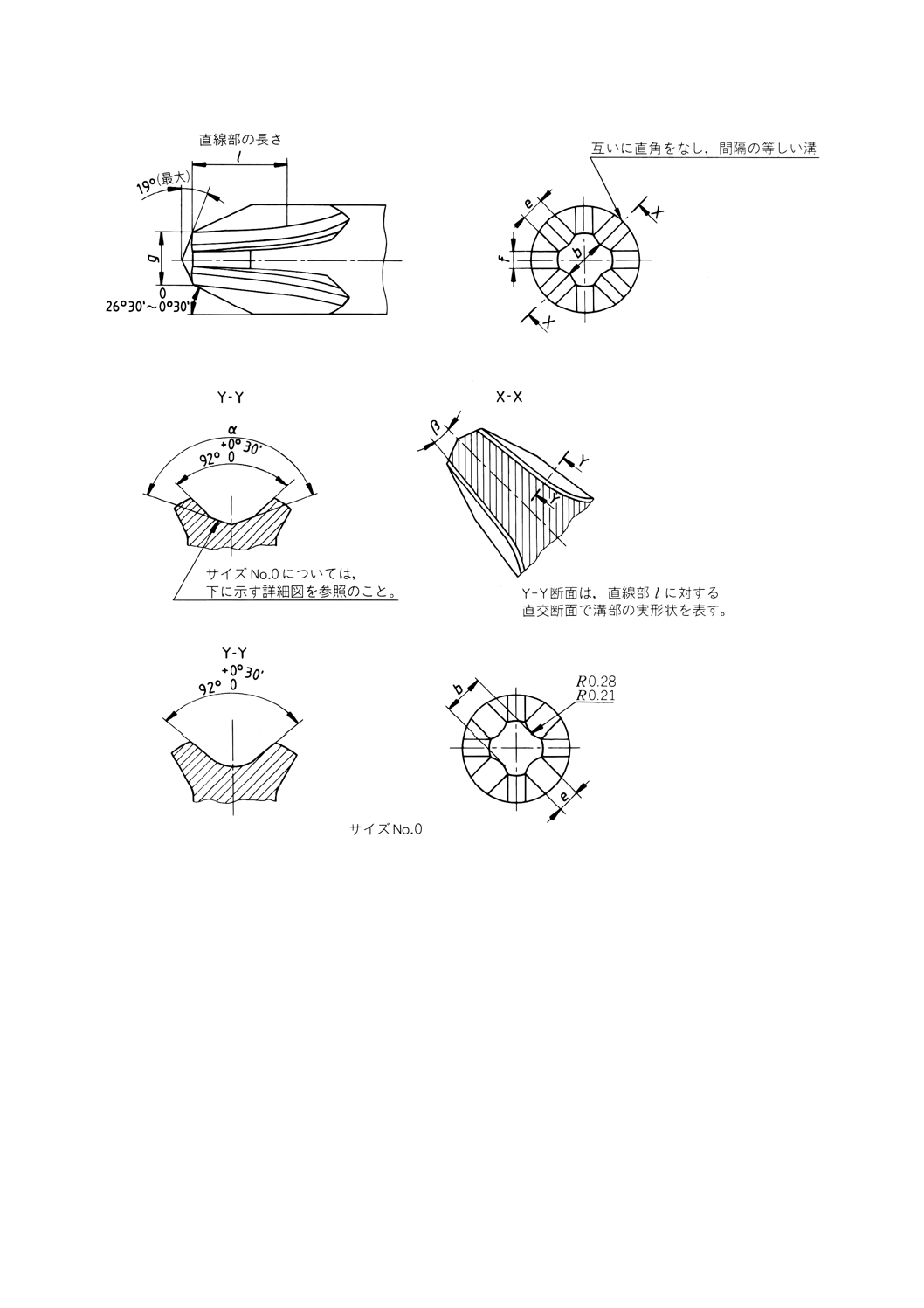
先端部 H形ねじ回しの先端部の形状及び寸法は表3に,S形ねじ回しの先端部の形状及び寸法は図
1による。
3
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
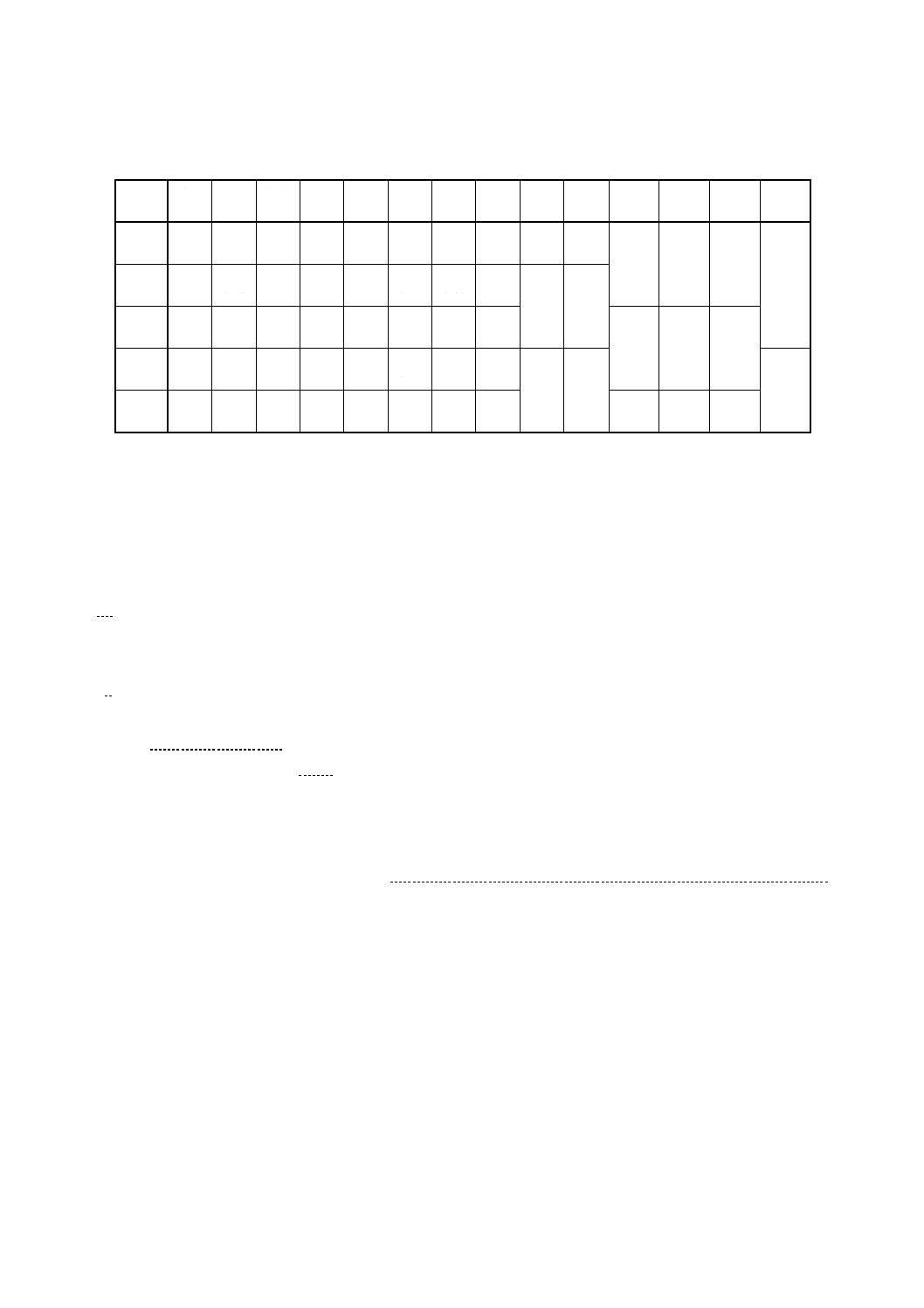
表3 H形ねじ回しの先端部の形状及び寸法
単位 mm
呼び番号
1番
2番
3番
4番
b
基準寸法
1.001
1.539
2.497
3.574
許容差
+0.05
−0.14
+0.07
−0.15
+0.10
−0.17
e
基準寸法
0.513
1.102
2.098
2.738
許容差
+0.20
−0.10
+0.25
−0.15
g
基準寸法
1.270
2.286
3.810
5.080
許容差
±0.15
±0.20
l1
最小
2.5
3.7
5.2
7.6
α
基準寸法
7°
5°45´
5°45´
7°
許容差
0
−45´
β
基準寸法
138°
140°
146°
153°
許容差
+45´
0
4
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 S形ねじ回しの先端部の形状及び寸法
5. 材料 ねじ回しの本体の材料は,JIS G 3506のSWRH62A又は6.に規定する品質と同等以上のものと
する。
6. 品質
6.1
外観 ねじ回しの外観は,割れ及び使用上有害なきず,まくれ,さび,その他の欠点がなく,仕上
げの程度は良好でなければならない。
6.2
機能
6.2.1
ねじり強さ ねじり強さは,7.2によって試験したとき,本体と握り部との結合は強固で先端部に
は有害なかけ,ねじれ及びその他各部に有害な損傷があってはならない。
6.2.2
硬さ ねじ回しの先端部の硬さは,7.3によって試験したとき,53HRC以上又は560HV以上とす
る。
6.2.3
磁力 磁力ありのねじ回しの磁力は,7.4によって試験したとき,表7の規定を満足しなければな
らない。
7. 試験方法
5
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1
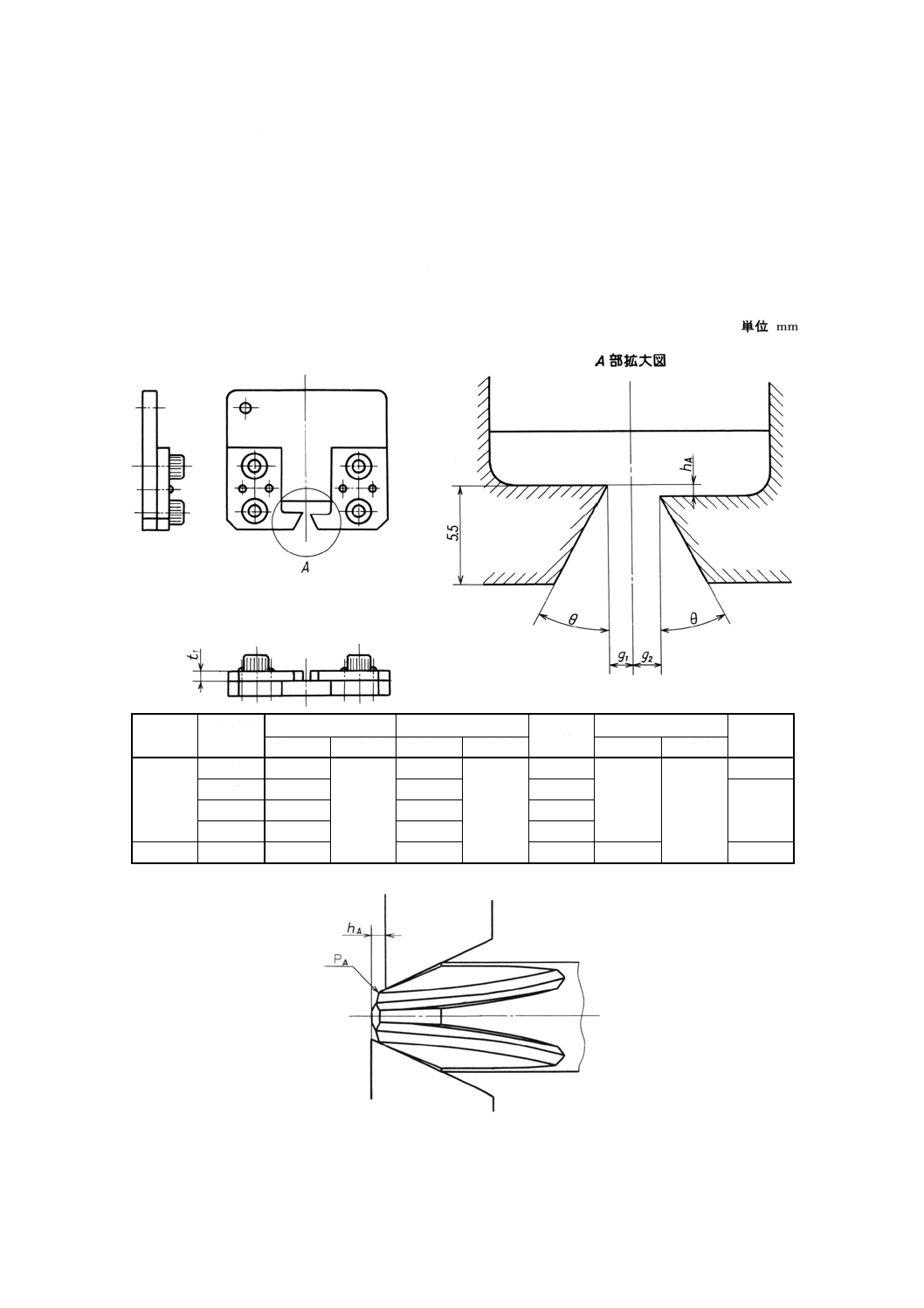
先端部の形状及び寸法 ねじ回しの先端部の形状及び寸法は,表4に示すA形ゲージで図2に示す
ように,先端部の外周をゲージに押し込んだとき十字翼の外周面と先端円すい面との交線の位置PAは段差
hAの中になければならない。
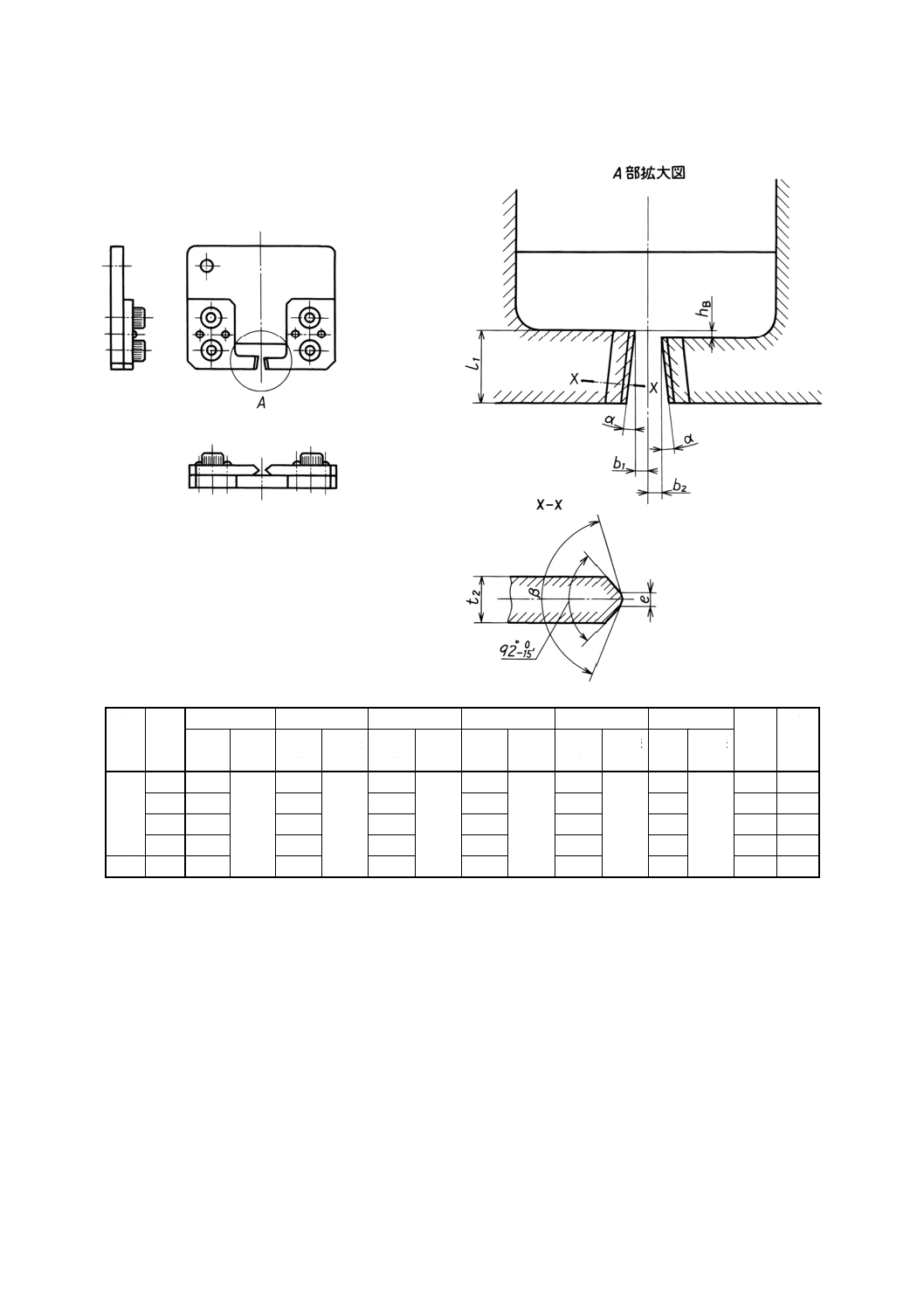
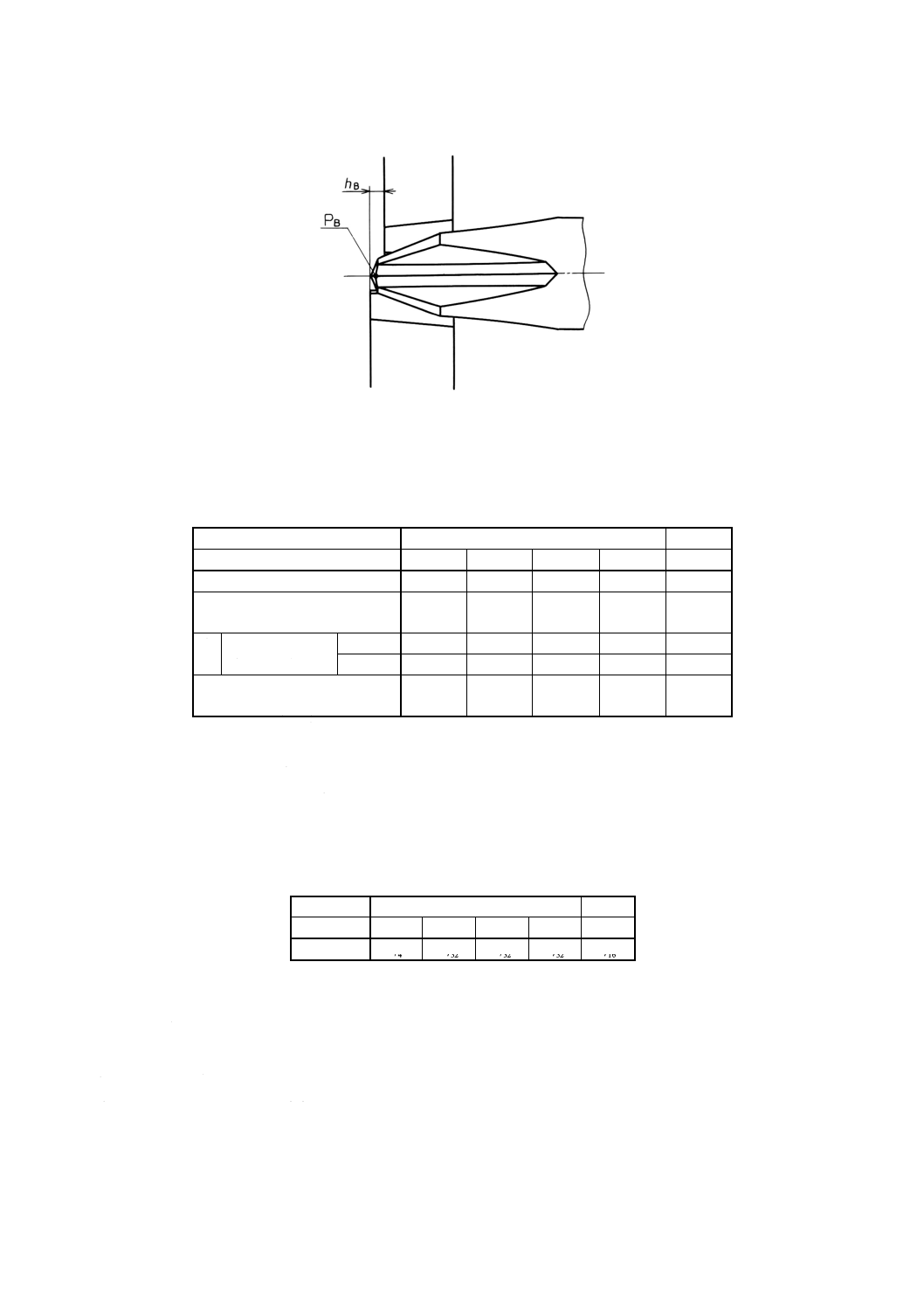
また,表5に示すB形ゲージで図3に示すように先端部の溝部をゲージに押し込んだとき十字溝の外周
面と先端円すい面との交線の位置PBは段差hBの中になければならない。ただし,S形用ねじ回しについ
ては,JIS B 1012に規定する食い付きゲージに合格したねじ穴とのはめあい試験で行ってもよい。
表4 A形ゲージ
種類
呼び番号
g1
g2
hA(3)
θ
t1(参考)
基準寸法
許容差
基準寸法
許容差
角度
許容差
H形
1番
0.560
0
−0.010
0.710
0
−0.010
0.30
26°30´
+15´
0
3.0
2番
1.068
1.218
0.30
3.2
3番
1.805
2.005
0.40
4番
2.440
2.640
0.40
S形
−
0.405
0.505
0.20
26°
3.0
注(3) hAは,g1, g2, 及びθが基準値であるときの計算値である。
図2 PAの位置
6
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5 B形ゲージ
単位 mm
種類
呼び
番号
b1
b2
e
α
l1
β
hB(4)
(参
考)
t2
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
角度
許容差
基準
寸法
許容差
角度
許容差
H形
1番
0.431
0
−0.010
0.526
0
−0.010
0.513
0
−0.050
7´
+15´
0
2.5
0
−0.010
138°
0
-15´
0.77
2.5
2番
0.695
0.805
1.102
5°45´
3.7
140°
1.09
3.7
3番
1.164
1.299
2.098
5°45´
5.2
146°
1.34
5.2
4番
1.702
1.837
2.738
7°
7.6
153°
1.10
7.6
S形
−
0.195
0.265
−
7°
1.5
−
0.57
1.5
注(4) hBはb1, b2及びαが基準値であるときの計算値である。
7
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 PBの位置
7.2
ねじり強さ ねじ回しのねじり強さは,先端部を表6に示すJIS B 1012に規定する十字穴と同形の
試験棒の穴に入れ,握り部に表6のねじりモーメントを加えて試験する。
表6 試験棒及びねじりモーメント
単位 mm
種類
H形
S形
呼び番号
1番
2番
3番
4番
−
十字穴の番号(5)
1
2
3
4
−
十字穴の翼長さ m
0
−0.1(5)
3.2
5.1
6.7
9.4
2.2
参
考
十字穴のゲージ
沈みの深さ q(5)
最大
2.02
2.93
3.26
4.95
1.41
最小
1.87
2.73
3.06
4.75
1.26
ねじりモーメント
(N・m)
2.9
9.8
18.6
29.4
0.6
注(5) JIS B 1012参照。
備考 この試験に用いる試験棒の穴の部分の硬さは,60HRC以上とする。
7.3
硬さ ねじ回しの硬さは,JIS B 7726に規定する試験機を用いてJIS Z 2245の試験方法によって測
定するか,又はJIS B 7725に規定する試験機を用いてJIS Z 2244の試験方法によって測定する。
7.4
磁力 ねじ回しの磁力は,ねじ回しを垂直にして表7に示すJIS B 1501に規定する鋼球が持ち上げ
られなければならない。ただし,鋼球に磁力があってはならない。
表7 試験用鋼球
種類
H形
S形
呼び番号
1番
2番
3番
4番
−
鋼球の呼び
1/4
11/32
13/32
15/32
3/16
8. 検査 ねじ回しの検査は,形状及び寸法,並びに品質について行い,それぞれ4.及び6.の規定に適合
しなければならない。
9. 製品の呼び方 ねじ回しの呼び方は,規格番号又は規格の名称,十字穴による種類,呼び番号,結合
方法による種類及び磁力の有無による種類による。
例1. JIS B 4633 H形 2番 貫通形 磁力あり
例2. 十字ねじ回し S形 普通形 磁力なし
8
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 表示 ねじ回しには,適切な箇所に次の事項を表示する。
a) 十字穴による種類を表す記号(H形はH, S形はS)
b) 呼び番号を表す数字
c) 製造業者名又はその略号
d) 磁力ありの場合には磁力ありを表す略号(6)
注(6) 磁力ありの表示例 磁力形.マグネット.MAGNET. M.
9
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(規定) PH形及びPZ形十字ねじ回し
1. 適用範囲 この附属書1は,PH形及びPZ形十字ねじ回しについて規定する。
2. 引用規格 次に示す規格は,この附属書に引用されることによって,この附属書の一部を構成する。
JIS B 1002 二面幅の寸法
JIS B 1012 ねじ用十字穴
JIS B 1021 ねじ部品の公差方式
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS Z 2245 ロックウェル硬さ試験方法
3. 種類 ねじ回しの種類は次の2種類とする。
− H形十字穴を使用するPH形
− Z形十字穴を使用するPZ形
なお,H形とZ形の十字穴は,JIS B 1012の規定による。
4. 形状及び寸法
4.1
本体の形状及び寸法 形状及び寸法は附属書1表1及び附属書1図1による。
附属書1表1 十字ねじ回し本体の長さl
単位 mm
PH及びPZ
先端サイズ
l50
+
シリーズA
シリーズB
0
60
1
25 (35)
75 (80)
2
25 (35)
100
3
150
4
200
備考 括弧内の寸法は,なるべく用いない。
先端サイズ2以上の場合,ねじ回しは,握り部近くの六角形ドライブ部を使用したものを用いてもよい
(附属書1図2を参照)。二面幅S及び許容差は,JIS B 1002及びJIS B 1021に適合しなければならない。
寸法hminは,次の式による。
hmin=0.5S
附属書1図1 ねじ回しの形状及び寸法
10
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図2 六角形ドライブ部使用のねじ回し
備考 附属書1図1及び附属書1図2は例として示したものであり,製造業者の設計に影響を与えるも
のではない。
4.2
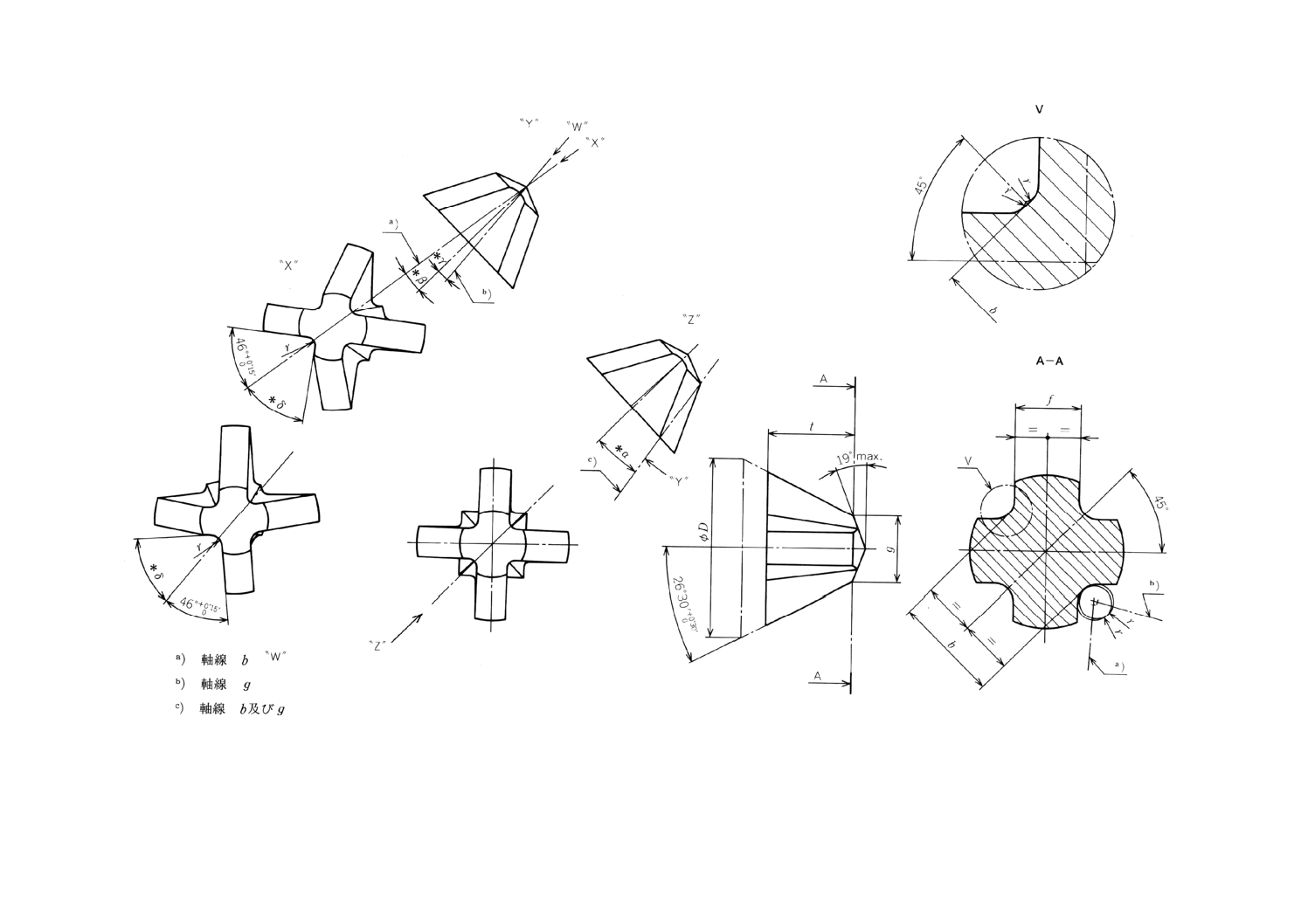
先端部の形状及び寸法 先端部の形状及び寸法は,PH形の場合は附属書1図3及び附属書1表2に,
PZ形の場合は附属書1図4及び附属書1表3にそれぞれ適合しなければならない。また,本体の先端は,
軸線に対して著しい振れがあってはならない。
なお,めっき仕上げを行う場合の形状及び寸法は,めっき処理後のものに適用する。
11
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図3 PH形の先端部
1
2
B
4
6
3
3
:
1
9
9
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図4 PZ形の先端部
13
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表2 PH形の先端部の寸法
単位 mm
先端
サイズ
呼び本体
直径 d
b
c
f
g
l
最小
α
β
0
3
0.61
0.38
0.31
0.84
2.78
附属書1
図3を参照
7°00´
0.56
0.29
0.26
0.79
6°30´
1
4.5
1.03
0.54
0.53
1.30
2.78
138°30´
7°00´
0.98
0.49
0.48
1.25
138°00´
6°30´
2
6
1.56
1.13
0.64
2.31
4.37
140°30´
5°45´
1.51
1.08
0.59
2.26
140°00´
5°15´
3
8
2.52
2.12
0.81
3.84
6.74
146°30´
5°45´
2.47
2.07
0.73
3.79
146°00´
5°15´
4
10
3.60
2.76
1.12
5.11
8.34
153°30´
7°00´
3.55
2.71
1.04
5.06
153°00´
6°30´
備考 一つの欄に二つの数値の記載がある場合は,上段は最大値,下段は最小値を示す。
附属書1表3 PZ形の先端部の寸法
単位 mm
先端
サイズ
呼び
本体
直径
d
b
f
g
l
最小
r
α
β
γ
δ
0
3
0.78
0.45
0.92
1.54
0.10
7°00´
8°15´
4°53´
46°15´
0.70
0.42
0.89
0.07
6°30´
7°45´
4°23´
46°00´
1
4.5
1.19
0.71
1.40
2.02
0.13
7°00´
8°15´
4°53´
46°15´
1.11
0.68
1.37
0.10
6°30´
7°45´
4°23´
46°00´
2
6
1.78
1.00
2.44
3.17
0.30
5°45´
6°50´
3°30´
46°15´
1.70
0.95
2.39
0.15
5°15´
6°20´
3°00´
46°00´
3
8
2.65
1.38
3.96
4.00
0.36
5°45´
6°50´
3°30´
56°30´
2.55
1.33
3.91
0.20
5°15´
6°20´
3°00´
56°15´
4
10
4.02
2.10
5.18
5.40
0.51
7°00´
8°15´
4°53´
56°30´
3.92
2.05
5.13
0.36
6°30´
7°45´
4°23´
56°15´
備考 一つの欄に二つの数値の記載がある場合は,上段は最大値,下段は最小値を示す。
5. 材料 本体は,適切な熱処理後に,機械的要求事項及びトルク試験(6.2及び7.1参照)を満たす鋼で
製造しなければならない。
6. 品質
6.1
外観 本体は,ひび割れ,きず,及びその他の有害な欠陥があってはならない。また,握り部の材
料,形状及び仕上げは,正常な状態での使用を保証しなければならない。握り部と本体には,使用中に事
故の原因となる粗さや欠点があってはならない。
6.2
熱処理と硬さ 本体は,全長にわたり焼入れと焼戻しを行う。本体の先端から最小長さ(3×呼び本
体直径)の位置で硬さを測定した場合において,54HRC以上とする。
6.3
ねじり強さ ねじり強さは,附属書1表4によって試験したとき,本体と握り部との結合は強固で,
先端部には有害なかけ,ねじれ及びその他各部に有害な損傷があってはならない。
14
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表4 PH形とPZ形の試験トルク
先端サイズ
試験トルクM
N・m
0
1
1
3.5
2
8.2
3
19.5
4
38
M=0.038d3
ここに,dは,呼び本体直径mmである。
7. 試験方法
7.1
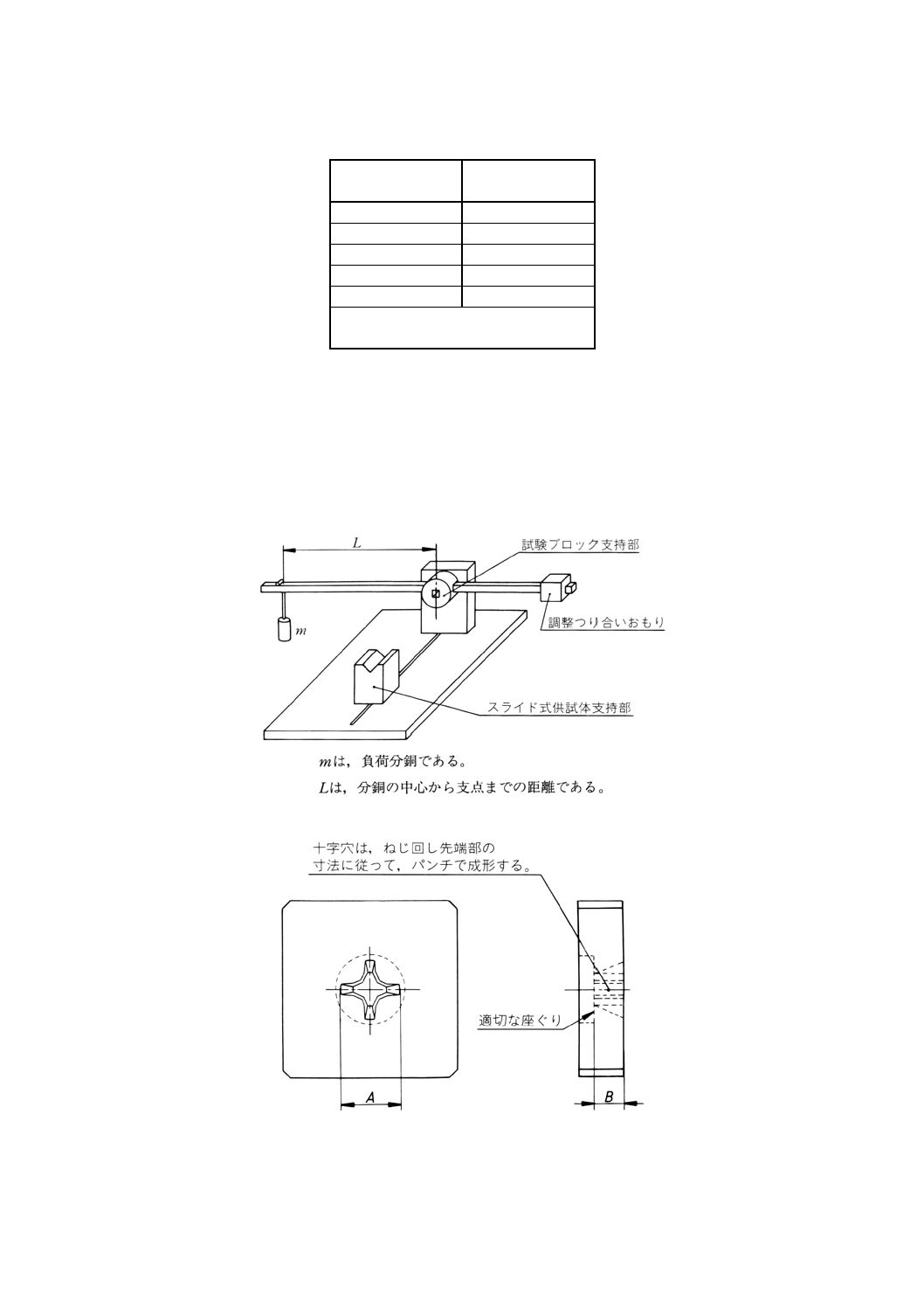
トルク試験 このトルク試験は,ねじ回し先端部だけに適用する。供試体は,トルク試験機(附属
書1図5を参照)に保持する。試験機は,ねじ回し先端部に対応して附属書1図6及び附属書1表5の要
求事項に適合する試験ブロックを備えていなければならない。試験ブロックの最小硬さは62HRCとする。
附属書1表4に規定するトルクを加えた後,ねじ回し先端部にはいかなる破損又は永久変形が生じてはな
らない。
附属書1図5 トルク試験機の構成
附属書1図6 試験ブロック
15
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表5 試験ブロックの寸法
単位 mm
先端サイズ
PH形
PZ形
A
B
A
B
0
2.34
1.47
2.20
1.25
2.24
2.05
1.10
1
3.66
2.34
3.70
2.25
3.56
3.55
2.10
2
5.97
3.63
5.50
3.00
5.87
5.35
2.85
3
9.85
5.99
7.70
3.70
9.75
7.55
3.55
4
12.39
7.26
9.85
4.65
12.29
9.70
4.50
備考 一つの欄に二つの数値の記載がある場合は,上段
は最大値,下段は最小値を示す。
7.2
寸法試験 形状及び寸法試験は,直接測定するか又は7.2.1及び7.2.2の規定に適合した検査ゲージ
を使用して検査し,4.2に適合しなければならない。
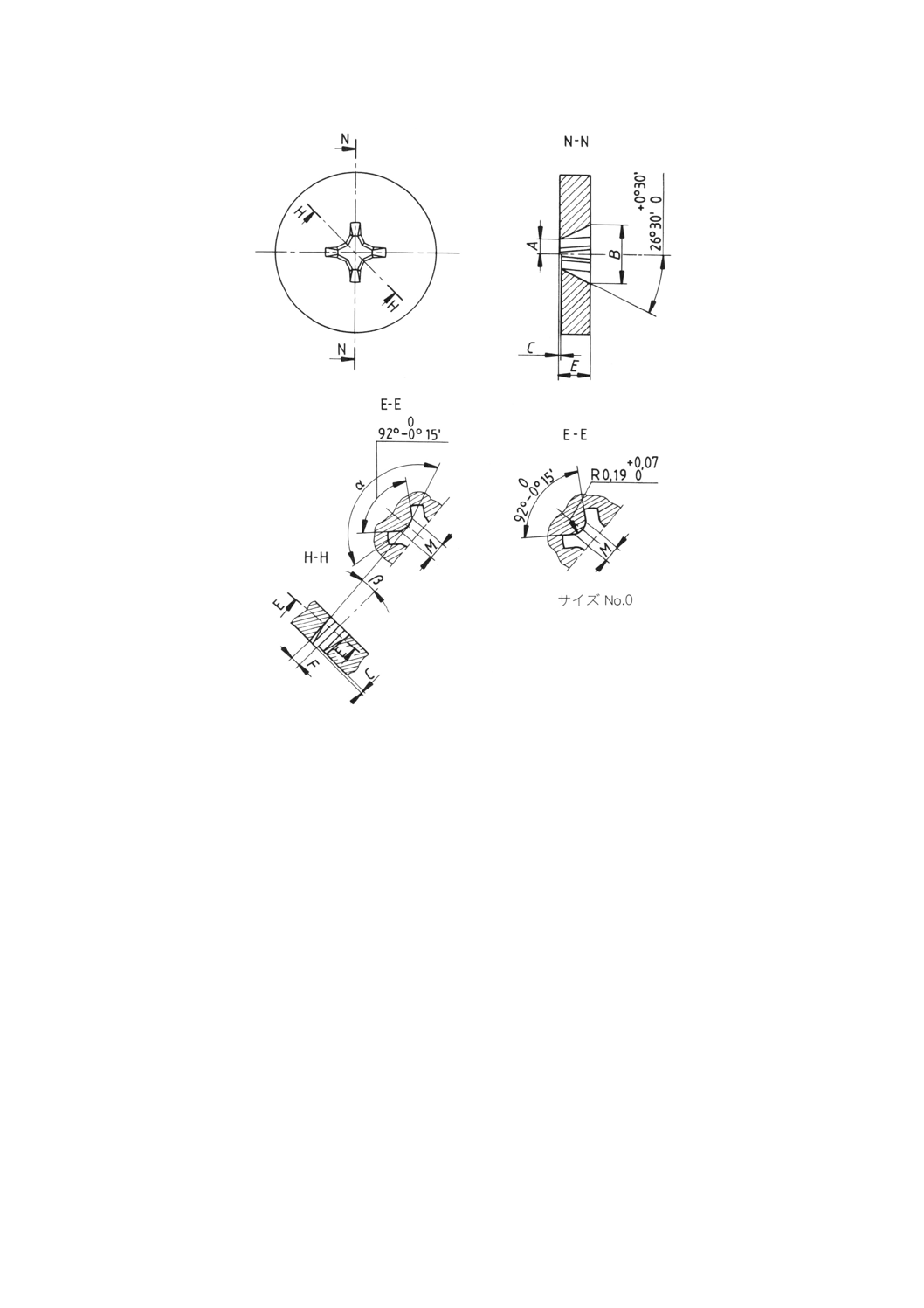
7.2.1
PH形の検査ゲージ 先端の寸法を検査する場合は,先端部をゲージに押し込んだとき,頂角53°
の円すいと頂角142°の円すいの交線の位置がゲージの段差Cの中になければならない(附属書1図7及び
附属書1表6を参照)[寸法の選択に関する説明については附属書2(参考)を参照]。
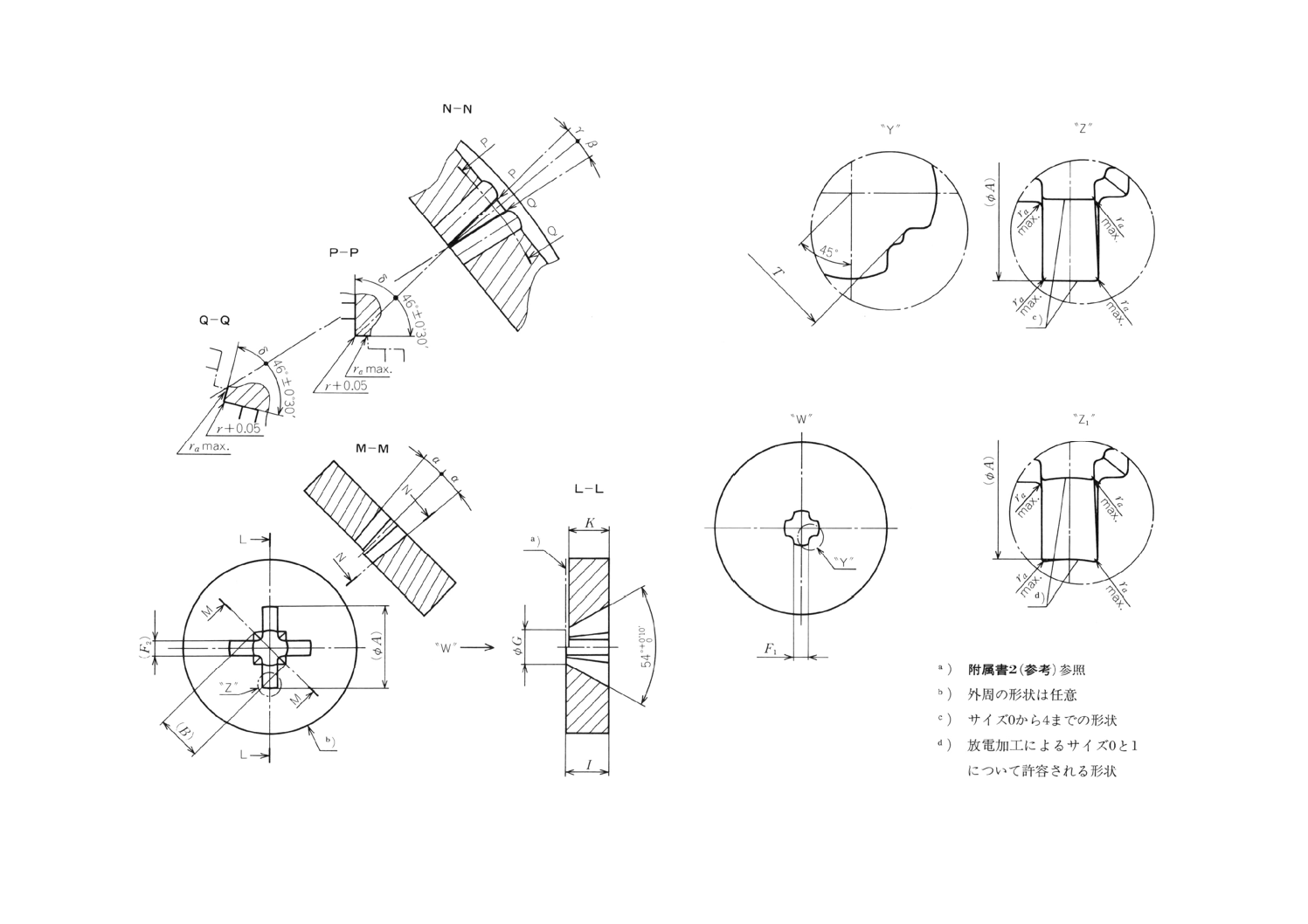
7.2.2
PZ形の検査ゲージ PZ形の検査ゲージは,附属書1図8及び附属書1表7による。
附属書1表6 PH形の検査ゲージの寸法
単位 mm
先端
サイズ
A
±0.005
B
最小
C
±0.025
E
最大
F
±0.005
M
0
−0.02
α
0
−0°15´
β
+0°15´
0
0
0.419
3
0.254
2.38
0.284
0.29
−
7°
1
0.648
4.5
2.38
0.493
0.49
138°
2
1.156
6
3.97
0.769
1.08
140°
5°45´
3
1.918
8
6.34
1.257
2.07
146°
4
2.553
10
7.94
1.804
2.71
153°
7°
備考 一つの欄に二つの数値の記載がある場合は,上段は最大値,下段は最小値を示す。
16
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図7 PH形の検査ゲージ
1
7
B
4
6
3
3
:
1
9
9
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1図8 PZ形の検査ゲージ
18
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1表7 PZ形の検査ゲージの寸法
単位 mm
先端
サイズ
(B)
F1
(F2)
φA
I
K
φG
T
ra max
r+0.05
*α
*β
*γ
*δ
0
1.635
0.48
0.485
2.50
1.55
1.30
0.93
0.83
0.07
0.10
7°10´
7°45´
4°23´
46°05´
0.47
1.54
1.29
0.92
0.82
7°00´
7°35´
4°13´
45°55´
1
2.215
0.75
0.775
3.47
2.03
1.78
1.41
1.24
0.10
0.12
0.74
2.02
1.77
1.40
1.23
2
3.135
1.04
1.080
5.64
3.16
2.91
2.43
1.85
5°55´
6°20´
3°00´
1.03
3.15
2.90
2.42
1.84
5°45´
6°10´
2°50´
3
4.255
1.42
1.490
8.02
4.01
3.76
3.95
2.68
0.15
0.15
56°20´
1.41
4.00
3.75
3.94
2.67
56°10´
4
6.565
2.14
2.195
10.67
5.41
5.16
5.17
4.05
7°10´
7°45´
4°23´
2.13
5.40
5.15
5.16
4.04
7°00´
7°35´
4°13´
備考 この検査ゲージは,十字ねじ回しの先端の挿入深さを確認するためだけに使用する。このゲージによる
検査によって,十字ねじ回しのねじ頭部へのはめ合いが保障される。この試験の基礎は,ISO 4757(十
字ねじ),ISO 8764-1(十字ねじ回し)である。挿入深さについて目視検査を行うために,検査ゲージ
のIとKの差は,Gの最大値と最小値の差より大きくする。
7.3
硬さ試験 硬さの測定は,すべて正確な読取り値が得られるように軸と平行で,十分な広さのスペ
ースのある平らな面で実施する。
8. 検査 ねじ回しの検査は,形状及び寸法並びに品質について行い、それぞれ4.及び6.の規定に適合し
なければならない。
9. 製品の呼び方 ねじ回しの呼び方は,規格番号又は規格の名称,この附属書に基づいて製作されたこ
とを示す“I”,種類,先端サイズの順序による。
例 JIS B 4633 I-PH2
I形十字ねじ回し PH2
10. 表示 先端の種類(PZ又はPH),先端サイズ及び商標の表示は標準使用状態で,明確に確認でき,容
易に消えないものとする。本体長さの表示は任意であるが,これを表示する場合には附属書1表1に示す
標準長さに合致していなければならない。この附属書に基づいて製作されたことを示すため“I”と表示す
る。また,製造業者名又はその略号も表示する。
例 I-PH2×100 ○○○
19
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
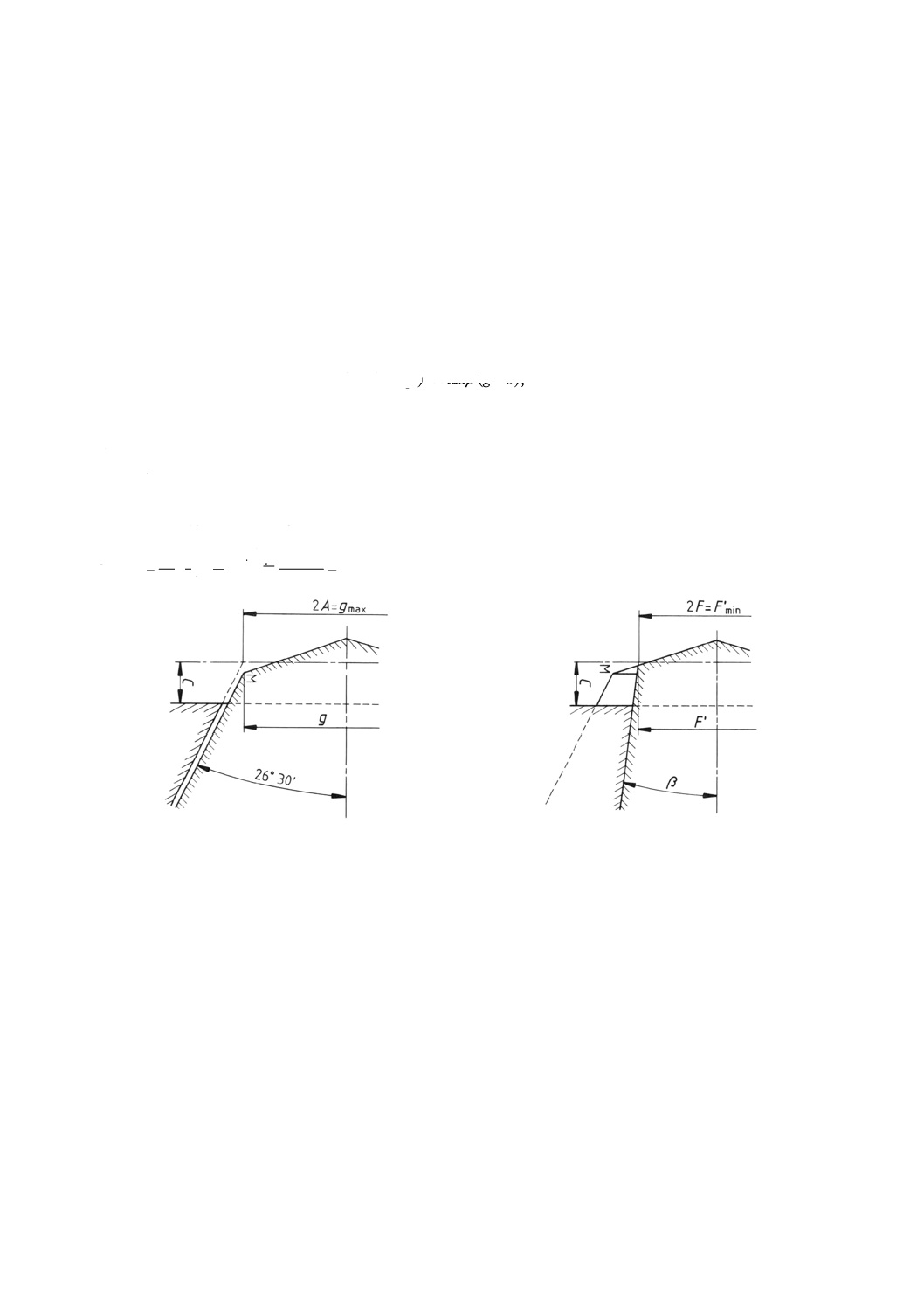
附属書2(参考) PH形のゲージ寸法の選択についての説明
序文 この附属書2はPH形のゲージ寸法の選択基準について説明するものであって規定の一部ではない。
PH形のゲージ寸法は,次の基準に基づいて選択した。
a) 先端部の2A=gmaxは,先端が頂角2×26°30´の円すい面に接しないこと(附属書2図1参照)。
b) 先端部の2F=F'minは,試験時に頂角2×βの円すい面に接すること。この場合F'は,次の式で与えら
れる(附属書2図2参照)。
F'=b+ {tan (19°01°
−) ×tanβ (g−b)}
ここに, F', b, g及びβは,ねじ回しポイントの寸法である。
c) ゲージの寸法Bは,全有効範囲が試験できるように,呼び本体の直径以下であってはならない。
d) ゲージの寸法Eは,直線部の長さlを超えてはならない。すなわち,角度βは長さlに対して定められ
た値である。
e) 寸法Mは,理論的には,A, F, β及びαの関数である。この規格では,ゲージの寸法Mは,先端部の寸
法eminに等しい値に設定されている。
f)
(
)
mm
F
F
C
254
.0
1.0
4
025
.0
tan
5.0
min
max
=
′
−
′
=
≒
β
附属書2図1 附属書1図7におけるN-N断面の詳
細図
(ねじ回しの先端部が挿入されている状態)
附属書2図2 附属書1図7におけるH-H断面の詳
細図
(ねじ回しの先端部が挿入されている状態)
20
B 4633 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) 参考文献
[1] ISO 1703 : 1983, Assembly tools for screws and nuts−Nomenclature
[2] JIS B 1012 ねじ用十字穴
[3] JIS B 1002 二面幅の寸法
[4] JIS B 1021 ねじ部品の公差方式
JIS B 4633(十字ねじ回し)改正原案作成委員会 構成表
氏名
所属
(主査)
竹 原 康
東京都立科学技術大学
(委員)
杉 上 孝 二
通商産業省機械情報産業局
高 橋 孝 一
通商産業省製品評価技術センター
本 間 清
工業技術院標準部
菅 谷 伸 夫
トヨタ自動車株式会社
鷹 野 武 次
日産アルティア株式会社
徳 田 憲 暁
財団法人鉄道総合技術研究所
豊 島 国 男
株式会社日立製作所
中 西 忠 雄
防衛庁装備局調達補給室
中 村 智 男
日本ねじ研究協会
三 沢 彰
東日本旅客鉄道株式会社
森 浩 一
東京ガス株式会社
森 部 幸 男
社団法人日本自動車整備振興会連合会
吉 田 育 夫
株式会社東芝
今 泉 明
株式会社今枝製作所
岡 田 正 之
北陽産業株式会社
兼 古 耕 一
株式会社兼古製作所
佐 藤 浩 輔
京都機械工具株式会社
○ 田 口 一 重
株式会社ベツセル工業
長谷川 直
株式会社マルト長谷川工作所
前 田 英 治
前田金属工業株式会社
松 塚 允 宏
旭金属工業株式会社
室 本 治
室本鉄工株式会社
若穂囲 幾 雄
株式会社若穂囲製作所
渡 辺 鉄太郎
全国作業工具工業組合
(事務局)
橋 本 繁 晴
財団法人日本規格協会
三 塚 隆 正
財団法人日本規格協会
備考 ○印は,WG主査を示す。