B 4632 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 4632-1994は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との整合を図ることに重点を置き,対応国際規格の技術的内
容を変更することなく採用し附属書に規定した。さらに,国際規格の差異を必要最小限とするため,旧JIS
の内容の一部を改正し,本体に規定した。
また,JIS Z 8301(規格票の様式)が1996年7月に改正されたのに伴い,これに従って規格票の様式も
変更した。
JIS B 4632には,次に示す附属書がある。
附属書(規定) I形めがねレンチ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4632 : 1998
めがねレンチ
Offset wrenches
序文 この規格は,備考に示す国際規格を元に,本体には,従来,日本工業規格で規定していた種類・等
級とこれらの形状・寸法,品質,検査,製品の呼び方及び表示を規定し,附属書には,対応国際規格を翻
訳し,技術的内容を変更することなく規定した日本工業規格であるが,対応国際規格にはない規定項目(外
観,検査,製品の呼び方及び表示)を日本工業規格として追加している。
なお,附属書のうち,点線の下線を施してある箇所は,対応国際規格にない事項である。
備考 この規格の対応国際規格を,次に示す。
ISO/DIS 691 : 1996, Assembly tools for screws and nuts−Wrench and socket openings−Tolerances
for general use
ISO 1085 : 1986, Assembly tools for screws and nuts−Double-ended wrenches−Size pairing
ISO 1703 : 1983, Assembly tools for screws and nuts−Nomenclature
ISO 1711 : 1975, Hand operated wrenches and sockets−Technical specifications
ISO 3318 : 1990, Assembly tools for screws and nuts−Double-headed open-ended wrenches,
double-headed ring wrenches and combination wrenches−Maximum widths of heads
ISO 10103 : 1990, Assembly tools for screws and nuts−Double-headed, flat and offset, box wrenches
ISO 10104 : 1990, Assembly tools for screws and nuts−Double-headed, deep offset and modified offset,
box wrenches
1. 適用範囲 この規格は,ボルト,ナットの組付け又はその取外しに用いる十二角めがねレンチ(以下,
レンチという。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。
これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構成
するものであって,その後の改正版・追補には適用しない。
JIS B 1002 : 1985 二面幅の寸法
3. 種類 レンチの種類は,柄部の角度によって,15°,45°及び60°の3種類とし,さらに,長さによ
って長形及び短形の2種類とする。
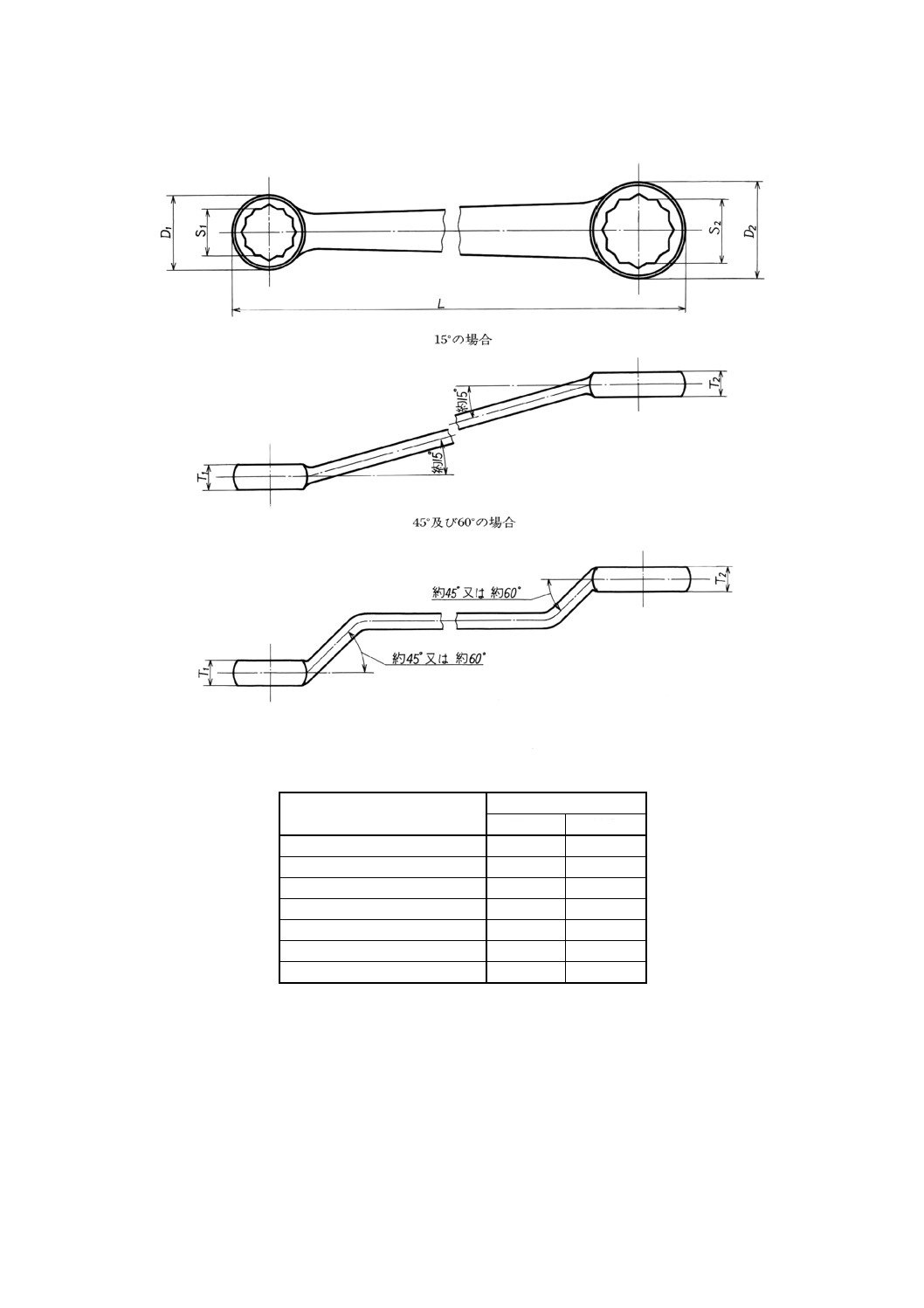
4. 形状及び寸法 レンチの形状,二面幅許容差,組合せ方及び寸法は,次のとおりである。
a) レンチの形状は,図1によるのがよい。
2
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
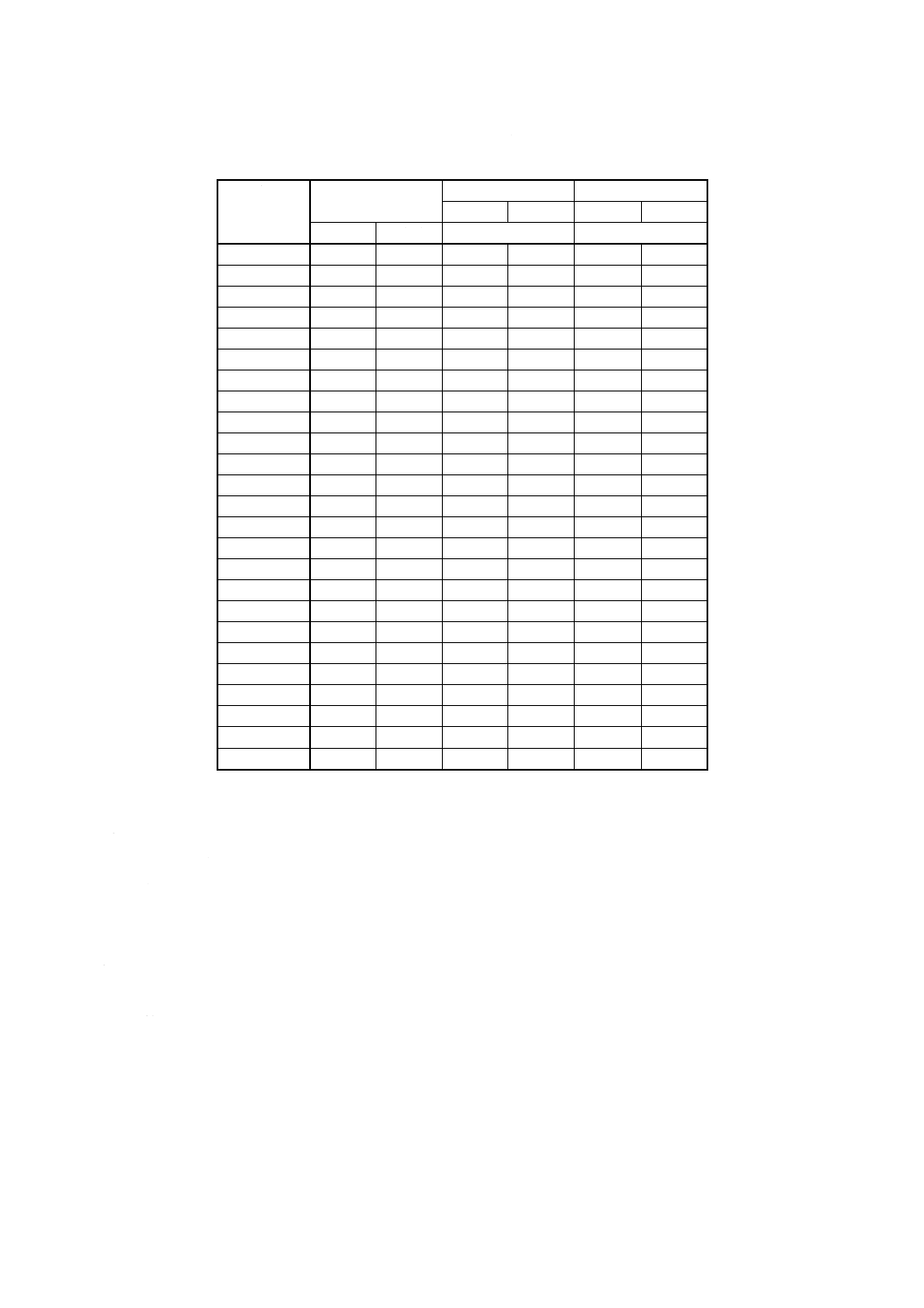
b) レンチの二面幅の許容差は表1により,組合せ方及び寸法は表2による。
図1 形状
表1 二面幅の許容差
単位 mm
呼び
許容差
最小
最大
8,
9
+0.03
+0.15
10, 11
+0.04
+0.19
12, 13
+0.04
+0.24
14,
15, 16
+0.05
+0.27
17, 18
+0.05
+0.30
19,
21, 22, 23, 24
+0.06
+0.36
26, 27
+0.08
+0.48
3
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 組合せ方及び寸法
単位 mm
呼び
S
全長L
(約)
厚さ
外径
T1
T2
D1
D2
短形
長形
最大
最大
8× 9
110
186
7
7.5
15
16
8×10
−
186
7
8
15
17
10×11
−
196
8
8.5
17
18.5
10×12
118
198
8
9
17
20
10×13
120
200
8
10
17
22.5
11×13
120
200
8.5
10
18.5
22.5
12×14
132
222
9
11
20
23
13×15
−
234
10
11
22.5
25
13×16
144
234
10
11.5
22.5
26
13×17
−
245
10
12
22.5
27
14×17
145
245
11
12
23
27
15×16
−
250
11
11.5
25
26
16×18
−
268
11.5
12.5
26
29
17×19
−
274
12
13
27
30
17×21
−
295
12
15
27
33
18×21
−
296
12.5
15
29
33
19×21
−
302
13
15
30
33
19×22
−
302
13
15.5
30
34.5
19×24
−
324
13
16.5
30
37.5
21×23
−
325
15
16
33
36
21×24
−
325
15
16.5
33
37.5
21×26
−
356
15
17
33
39
22×24
−
326
15.5
16.5
34.5
37.5
23×26
−
358
16
17
36
39
24×27
−
359
16.5
18
37.5
40
5. 品質
5.1
外観 外観は,使用上有害な欠点がなく,仕上げの程度は良好でなければならない。
5.2
硬さ 硬さは,37HRC以上とする。
5.3
強さ 強さは,6.の試験を行った後に,使用性能に影響するような永久変形,その他の損傷を示して
いてはならない。
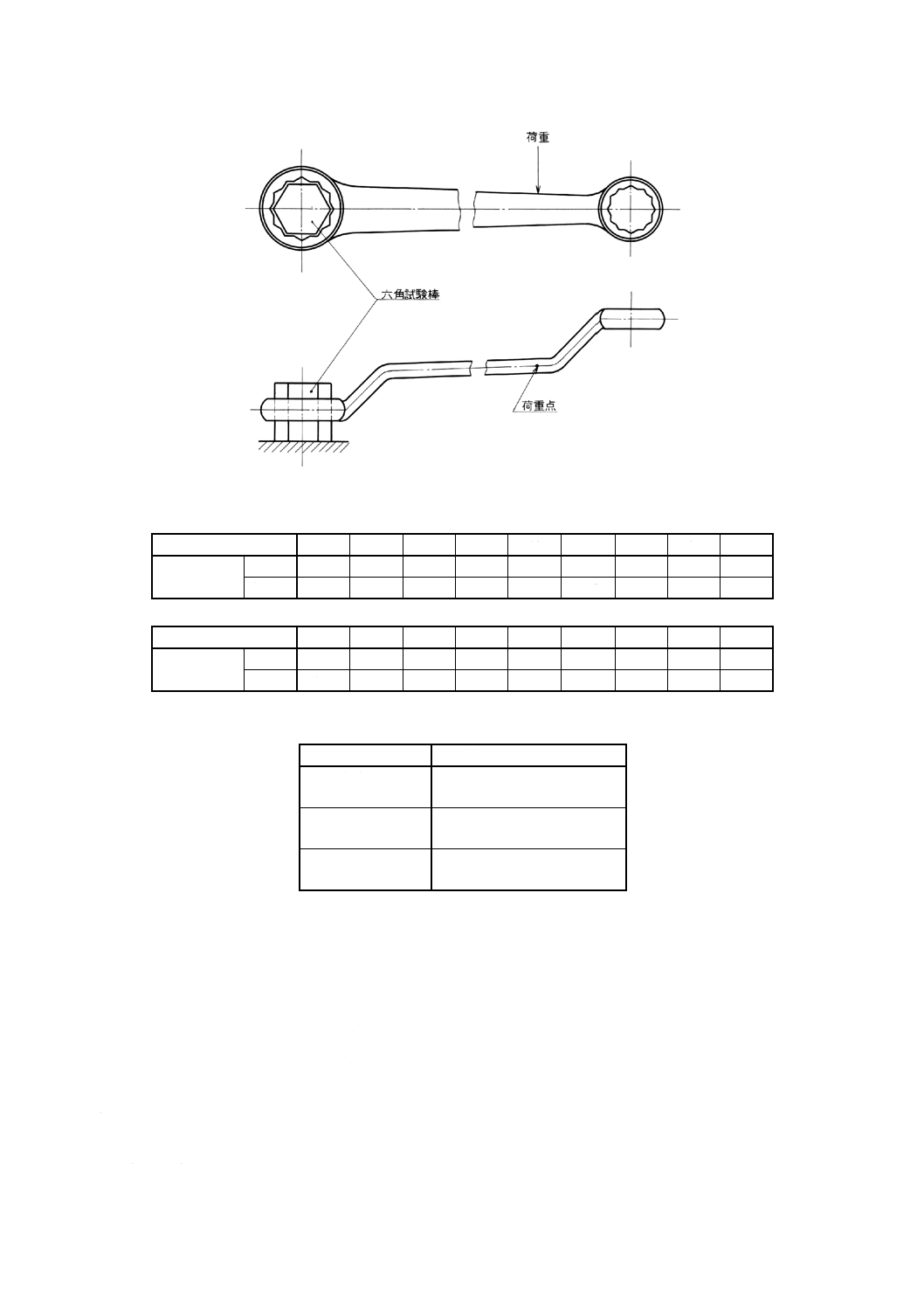
6. 強さ試験 強さ試験は,図2に示すソケット部にこれと適合する六角試験棒を挿入し,表3に示す試
験トルクを加える。
試験棒の二面幅寸法は,Sの最小寸法に対して表4のとおりとし,硬さは50 HRC以上とする。
ただし,六角試験棒は,附属書表5によるものを使用してもよい。
なお,この試験は,両側について行う。
4
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2 強さ試験
表3 試験トルク
呼び
8
9
10
11
12
13
14
15
16
試験トルク
N・m
長形
29
44
59
78
98
118
157
186
216
短形
20
29
39
54
69
78
108
−
157
呼び
17
18
19
21
22
23
24
26
27
試験トルク
N・m
長形
255
275
314
382
422
451
471
579
588
短形
177
−
−
−
−
−
−
−
−
表4 六角試験棒の寸法
単位 mm
基準寸法の区分
Sの最小寸法に対する許容差
6を超え10以下
0
−0.040
10を超え18以下
0
−0.043
18を超え30以下
0
−0.052
7. 検査 レンチの検査は,形状及び寸法並びに品質について行い,それぞれ4.及び5.の規定に適合しな
ければならない。
8. 製品の呼び方 レンチの呼び方は,規格番号又は規格名称,種類及び呼びによる。
例1. JIS B 4632
45° 長形 8×10
例2. めがねレンチ
15° 短形 10×13
9. 表示 レンチには,適切な箇所に,次の事項を表示する。
a) 呼び
b) 製造業者名又はその略号
5
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) I形めがねレンチ
1. 適用範囲 この規格は,フラット形,15°オフセット形I形めがねレンチ,デイープオフセツト形及
びモディファイド(修正)オフセット形I形めがねレンチ(以下,総称してレンチという。)の寸法及び技
術仕様について規定する。
なお,品質,検査,製品の呼び方及び表示についても規定する。
2. 種類 種類は,フラット形,15°オフセット形I形めがねレンチ,ディープオフセット形及びモディ
ファイドオフセット形I形めがねレンチの4種類とする。
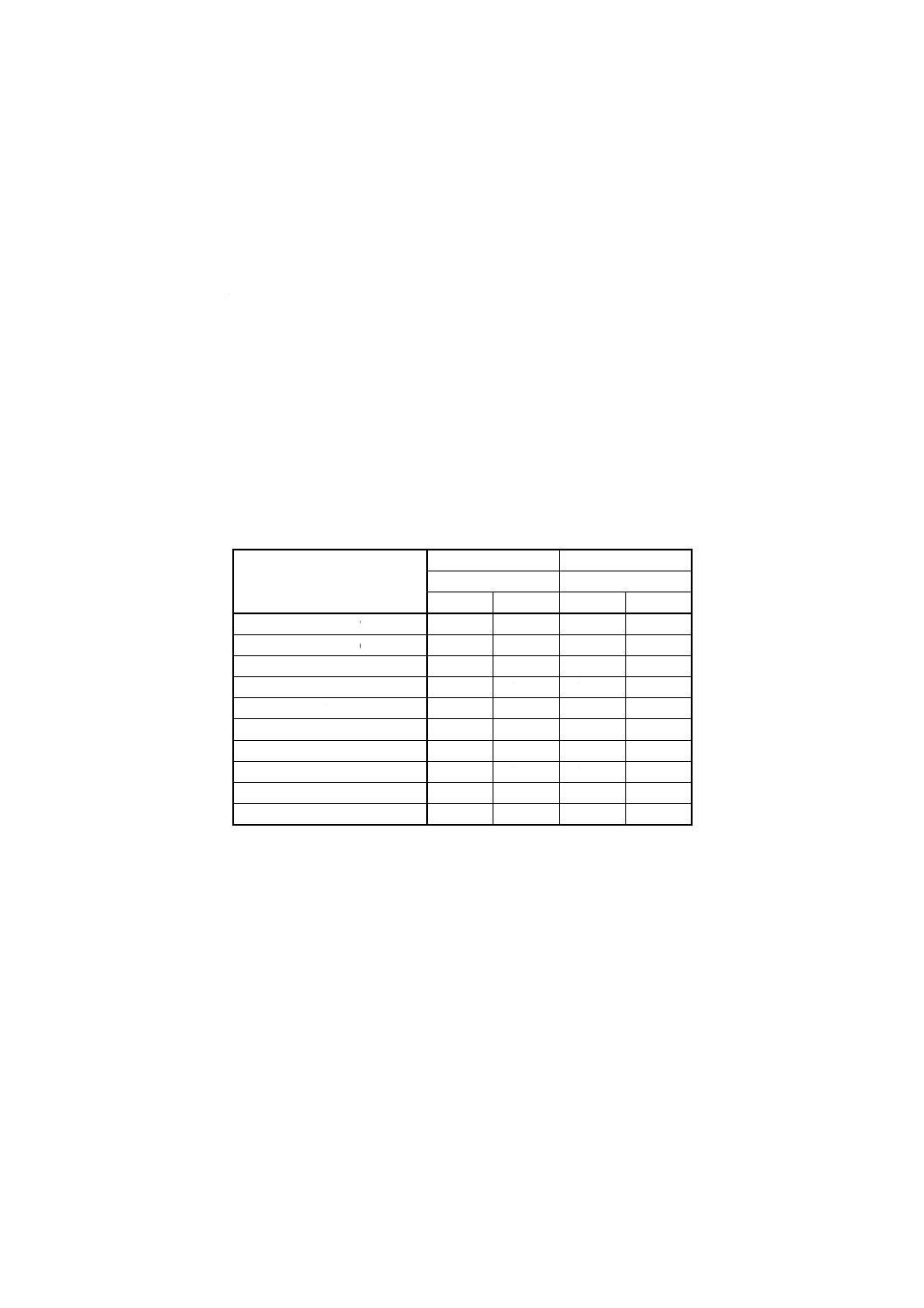
3. 形状及び寸法 二面幅の許容差は,附属書表1による。その他の寸法は,附属書表2及び附属書表3
による。
附属書表1 二面幅の許容差
単位 mm
呼び
切削加工品
非切削加工品
許容差
許容差
最小
最大
最小
最大
6, 7
+0.03
+0.15
−
−
8, 9
+0.03
+0.15
+0.03
+0.18
10, 11
+0.04
+0.19
+0.04
+0.24
12, 13
+0.04
+0.24
+0.04
+0.30
14, 15, 16
+0.05
+0.27
+0.05
+0.35
17, 18
+0.05
+0.30
+0.05
+0.40
19, 20, 21, 22, 23, 24, 25
+0.06
+0.36
+0.06
+0.46
26, 27, 28, 30, 32
+0.08
+0.48
+0.08
+0.58
34, 36, 41, 46, 50
+0.10
+0.60
+0.10
+0.70
55, 60
+0.12
+0.72
+0.12
+0.92
3.1
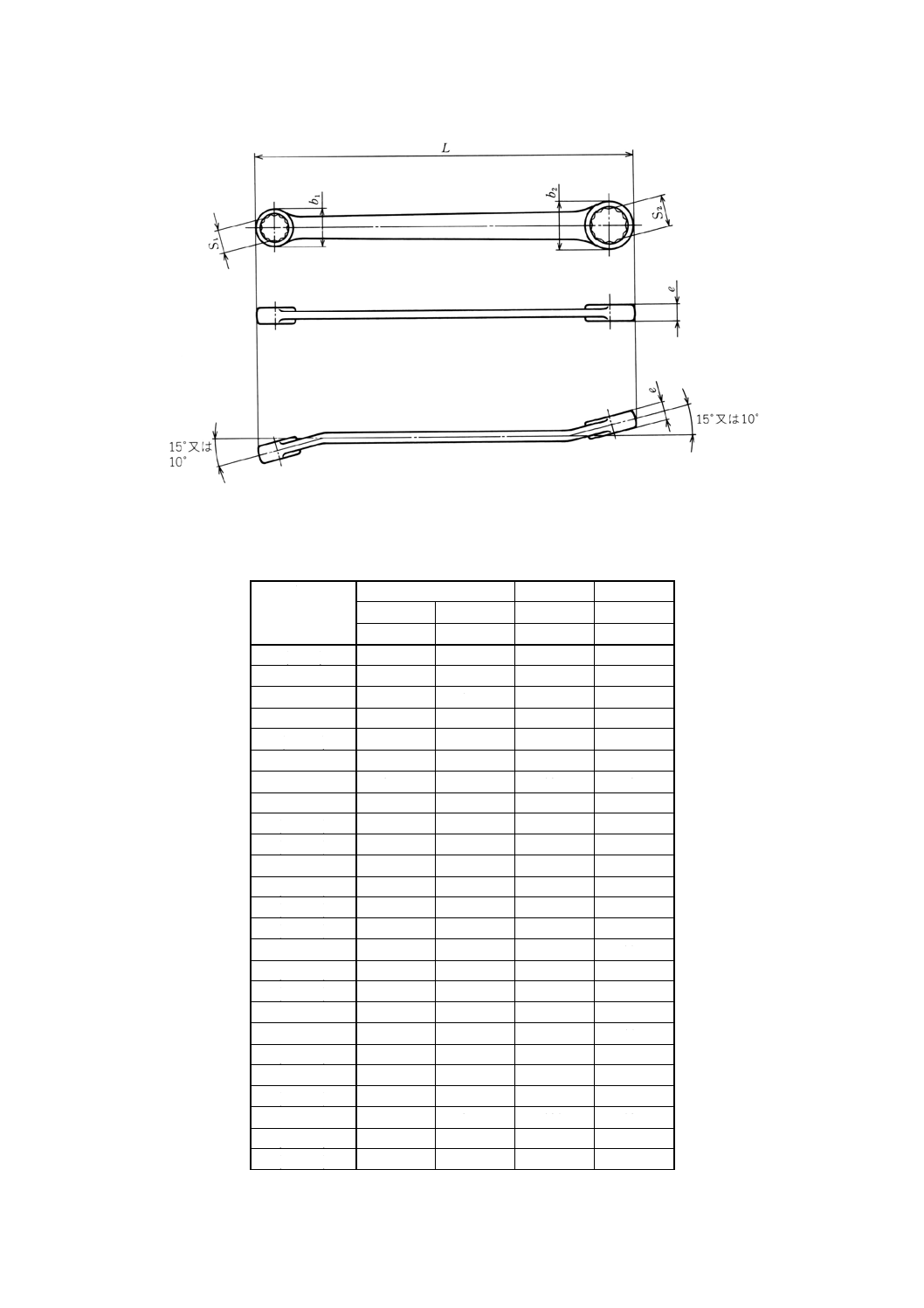
フラット形,15°オフセット形I形めがねレンチ レンチの形状及び寸法は,次のとおりである。
a) 形状 形状は,附属書図1によるが,附属書図1は,例としてあげている。したがって,レンチの設
計に影響を与えるものではない。
b) 組合せ方及び寸法 組合せ方及び寸法は,附属書表2による。
6
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 形状
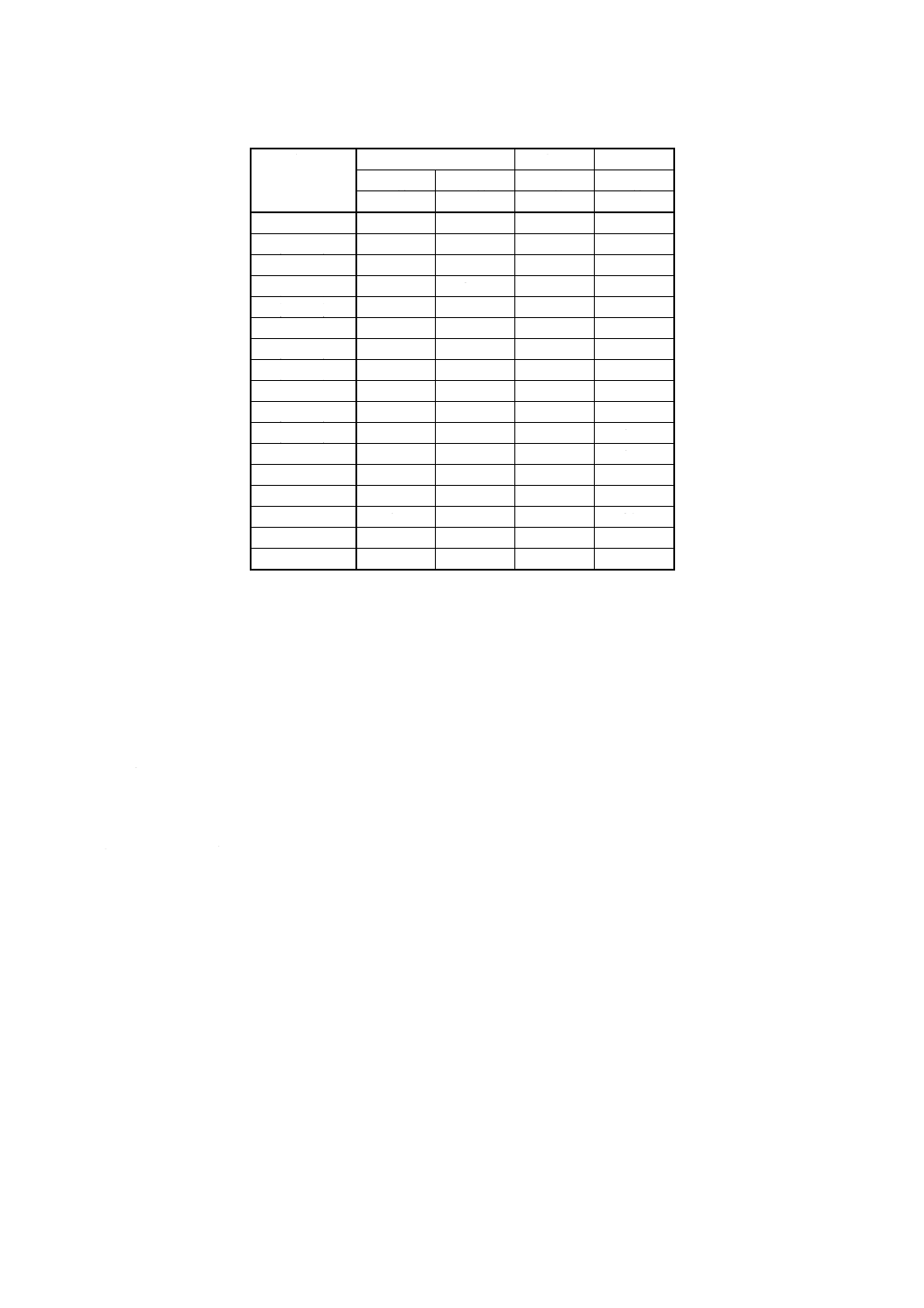
附属書表2 組合せ方及び寸法
単位 mm
組合せ(1)
呼びS1×S2
外径
全長
厚さ
b1(2)
b2(2)
L(3)
e(4)
最大
最大
最小
最大
( 6×7)
11
12.5
73
6.5
7×8
12.5
14
81
7
( 8×9)
14
15.5
89
7.5
8×10
14
17
89
8
( 9×11)
15.5
18.5
97
8.5
10×11
17
18.5
105
8.5
10×13
17
21.5
105
9.5
11×13
18.5
21.5
113
9.5
(12×13)
20
21.5
121
9.5
(13×14)
21.5
23
129
9.5
13×15
21.5
24.5
129
10
(13×16)
21.5
26
129
10.5
(13×17)
21.5
27.5
129
11
(14×15)
23
24.5
137
10
15×16
24.5
26
145
10.5
(15×18)
24.5
29
145
11.5
(16×17)
26
27.5
153
11
16×18
26
29
153
11.5
(17×19)
27.5
30.5
166
11.5
(18×19)
29
30.5
174
11.5
18×21
29
33.5
174
12.5
(19×22)
30.5
35
182
13
(20×22)
32
35
190
13
(21×22)
33.5
35
198
13
(21×23)
33.5
36.5
198
13
7
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
組合せ(1)
呼びS1×S2
外径
全長
厚さ
b1(2)
b2(2)
L(3)
e(4)
最大
最大
最小
最大
21×24
33.5
38
198
13.5
(22×24)
35
38
206
13.5
24×27
38
42.5
222
14.5
(24×30)
38
47
222
15.5
(25×28)
39.5
44
230
15
27×30
42.5
47
246
15.5
(27×32)
42.5
50
246
16
(30×32)
47
50
275
16
30×34
47
53
275
16.5
(32×34)
50
53
291
16.5
(32×36)
50
56
291
17
34×36
53
56
307
17
36×41
56
63.5
323
18.5
41×46
63.5
71
363
20
46×50
71
77
403
21
50×55
77
84.5
435
22
55×60
84.5
92
475
23.5
注(1) 組合せは,括弧のものはなるべく使用しないのがよい。
(2) b1max., b2max.≒1.5S+2
(3) Lmin.=S1×8+25, (6×7) から16×18まで
=S1×8+30, (17×19) から (27×32) まで
=S1×8+35, (30×32) から55×60まで
S1は,小さい方のめがねの二面幅を示す。
(4) emax.=2×S20.6
S2は,大きい方のめがねの二面幅を示す。
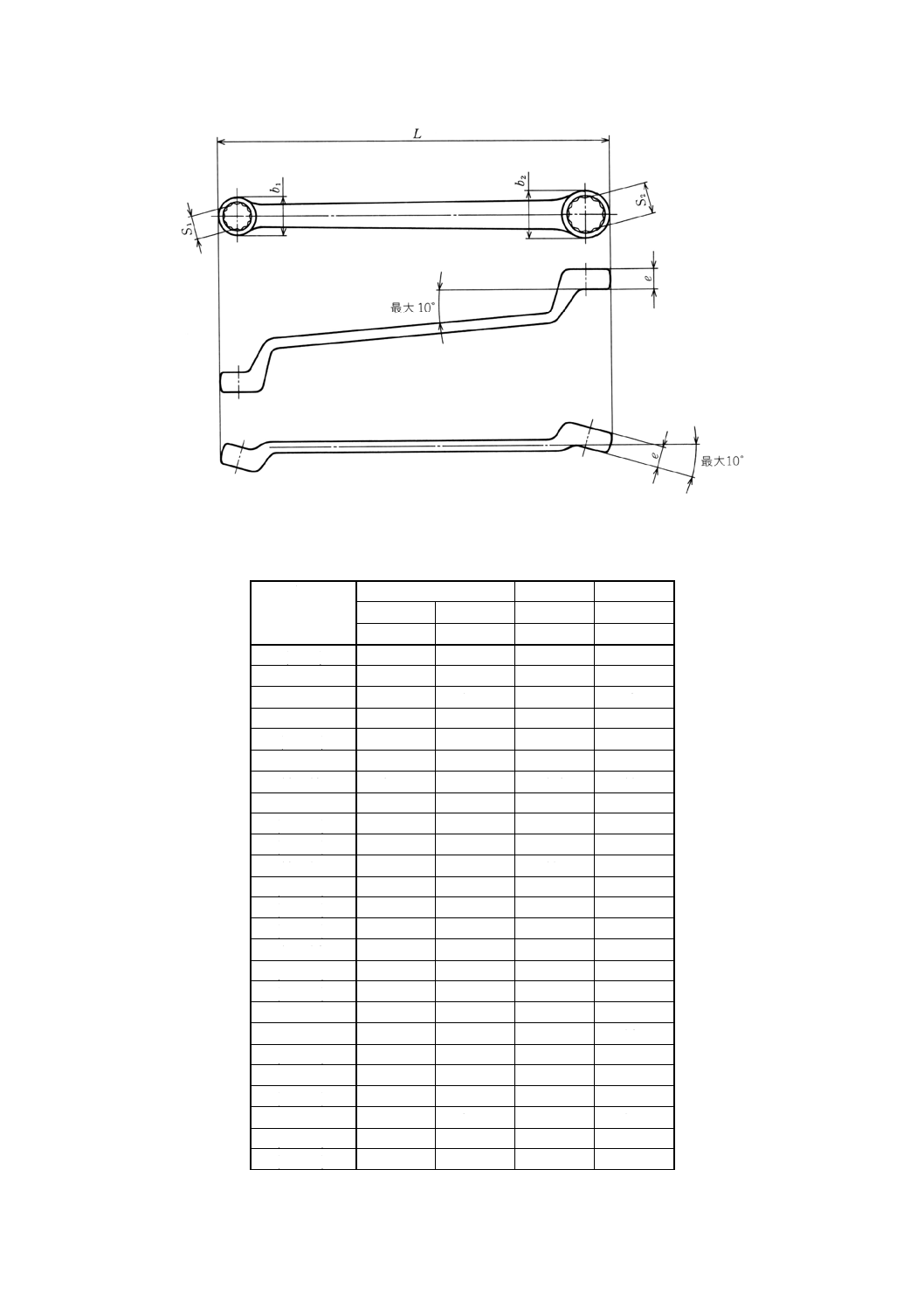
3.2
ディープオフセット形及びモディファイドオフセット形I形めがねレンチ レンチの形状及び寸法
は,次のとおりである。
a) 形状 形状は,附属書図2によるが,附属書図2は,例としてだけあげている。したがって,レンチ
の設計に影響を与えるものではない。
b) 組合せ方及び寸法 組合せ方及び寸法は,附属書表3による。
8
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図2 形状
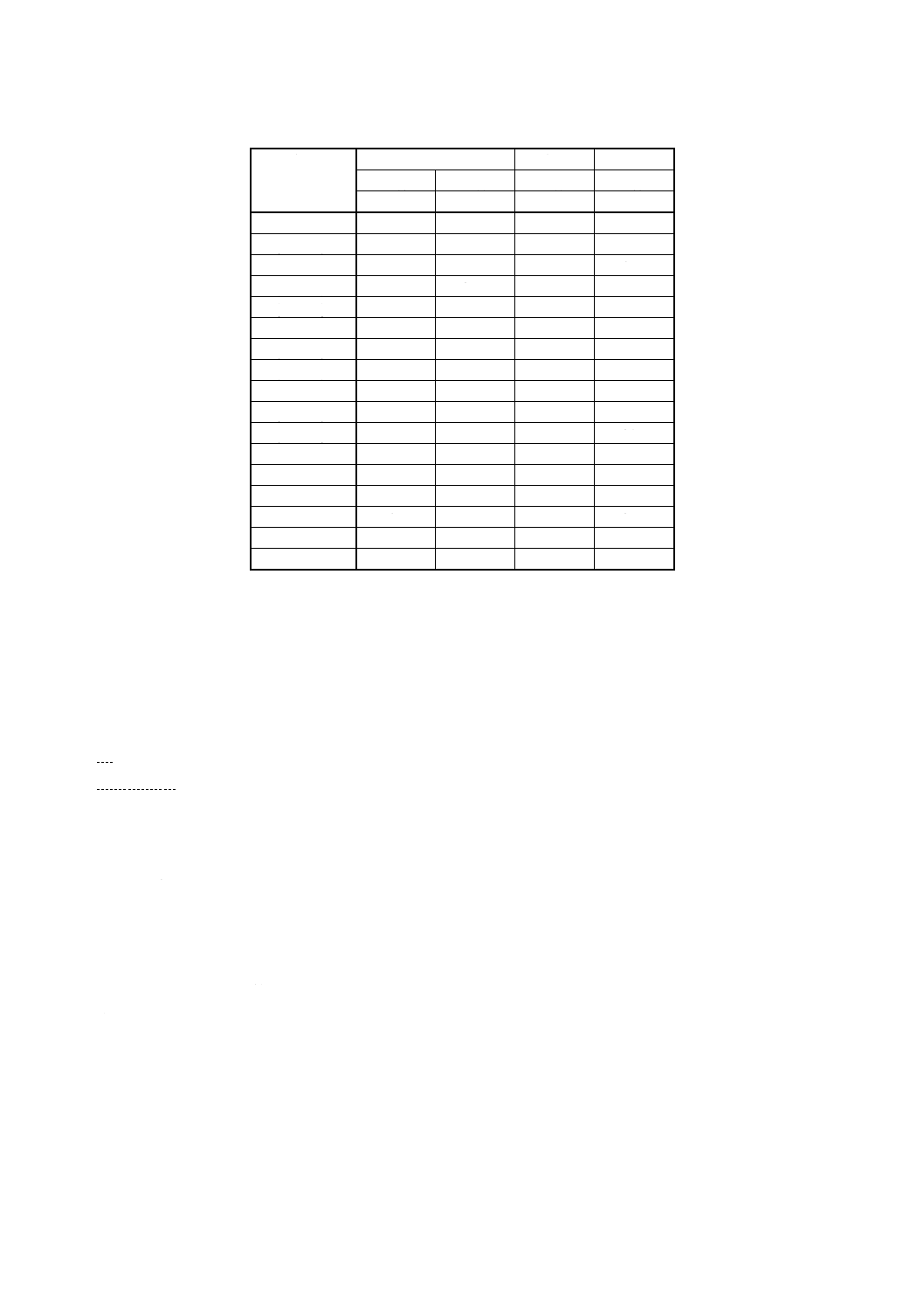
附属書表3 組合せ方及び寸法
単位 mm
組合せ(5)
呼びS1×S2
外径
全長
厚さ
b1(6)
b2(6)
L(7)
e(8)
最大
最大
最小
最大
( 6×7)
11
12.5
134
7
7×8
12.5
14
143
7.5
( 8×9)
14
15.5
152
8.5
8×10
14
17
152
9
( 9×11)
15.5
18.5
161
9.5
10×11
17
18.5
170
9.5
10×13
17
21.5
170
11
11×13
18.5
21.5
179
11
(12×13)
20
21.5
188
11
(13×14)
21.5
23
197
11
13×15
21.5
24.5
197
12
(13×16)
21.5
26
197
12
(13×17)
21.5
27.5
197
13
(14×15)
23
24.5
206
12
15×16
24.5
26
215
12
(15×18)
24.5
29
215
13
(16×17)
26
27.5
224
13
16×18
26
29
224
13
(17×19)
27.5
30.5
233
14
(18×19)
29
30.5
242
14
18×21
29
33.5
242
14
(19×22)
30.5
35
251
15
(20×22)
32
35
260
15
(21×22)
33.5
35
269
15
(21×23)
33.5
36.5
269
15
9
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
組合せ(5)
呼びS1×S2
外径
全長
厚さ
b1(6)
b2(6)
L(7)
e(8)
最大
最大
最小
最大
21×24
33.5
38
269
16
(22×24)
35
38
278
16
24×27
38
42.5
296
17
(24×30)
38
47
296
18
(25×28)
39.5
44
305
17.5
27×30
42.5
47
323
18
(27×32)
42.5
50
323
19
(30×32)
47
50
330
19
30×34
47
53
330
20
(32×34)
50
53
348
20
(32×36)
50
56
348
21
34×36
53
56
366
21
36×41
56
63.5
384
22
41×46
63.5
71
429
24
46×50
71
77
474
25
50×55
77
84.5
510
27
55×60
84.5
92
555
28.5
注(5) 組合せは,括弧のものはなるべく使用しないのがよい。
(6) b1max., b2max.≒1.5S+2
(7) Lmin.=S1×9+80, (6×7) から (27×32) まで
=S1×9+60, (30×32) から55×60まで
S1は,小さい方のめがねの二面幅を示す。
(8) emax.=2×S20.65
S2は,大きい方のめがねの二面幅を示す。
4. 品質
4.1
外観 外観は使用上有害な欠点がなく,仕上げの程度は良好でなければならない。
4.2
硬さ 硬さは,二面幅が32mm以下のものは最小39HRC,32mm〜60mmのものは最小35HRCとす
る。
4.3
トルク試験
4.3.1
手順
a) レンチの口に六角試験棒をくわえ,附属書表4によるトルクを加える。
b) 試験中は,レンチに急激に力を加えたり,たたいたりしてはいけない。荷重を次第に増していき,最
小試験トルクを加える。トルクは,荷重の大きさと,荷重を加えた位置から試験棒の中心までの測定
距離の積として計算する。
c) 六角試験棒の二面幅の基準寸法は,公差がh8の基準寸法Sに等しくする。試験棒の硬さは55HRC以
上に熱処理する。六角試験捧の寸法を,附属書表5に示す。
d) また,決められたトルク値に対して±2.5%の範囲で試験棒を回転できる装置を用いて,この試験を行
ってもよい。
e) 最小試験トルクを加えた後に,レンチは,使用性能に影響するような永久変形,その他の損傷を示し
ていてはならない。
10
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表4 最小試験トルク
単位 N・m
二面幅 呼び
6
7
8
9
10
11
12
13
14
15
16
トルク
17.6
25.2
34.5
45.4
58.1
72.7
89.1
107
128
150
175
二面幅 呼び
17
18
19
20
21
22
23
24
25
27
28
トルク
201
230
261
294
330
368
408
451
496
594
647
二面幅 呼び
30
32
34
36
41
46
50
55
60
トルク
760
884
1 019
1 165
1 579
2 067
2 512
3 140
3 849
附属書表5 六角試験棒の寸法
単位 mm
基準寸法の区分
基準寸法に対する許容差
3を超え 6以下
0
−0.018
6を超え 10以下
0
−0.022
10を超え 18以下
0
−0.027
18を超え 30以下
0
−0.033
30を超え 50以下
0
−0.039
50を超え 80以下
0
−0.046
4.3.2
試験
a) 六角試験棒は,ソケット部の厚さの底まで挿入する。
b) 荷重をレンチ軸こ沿ってできるだけ遠くに,レンチの長手軸に垂直に加える。大型レンチを試験する
ときには,エクステンションチューブを使用する。
c) レンチの両方向(正方向及び逆方向)に1回ずつ荷重を加えて試験する。
5. 検査 レンチの検査は,形状及び寸法並びに品質について行い,それぞれ4.及び5.の規定に適合しな
ければならない。
6. 製品の呼び方 レンチの製品の呼び方は,規格番号又は規格の名称,この附属書に基づいて製作され
たことを示す“I”,種類及び呼びS1×S2による。
7. 表示 レンチには,適切な箇所に,呼びS1×S2及び製造業者の商標又はその略号及び附属書に基づい
て製作されたことを示すために“I”を表示する。
11
B 4632 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 4632(めがねレンチ)改正原案作成委員会 構成表
氏名
所属
(主査)
竹 原 康
東京都立科学技術大学
(委員)
杉 上 孝 二
通商産業省機械情報産業局
高 橋 孝 一
通商産業省製品評価技術センター
本 間 清
工業技術院標準部
菅 谷 伸 夫
トヨタ自動車株式会社
鷹 野 武 次
日産アルティア株式会社
徳 田 憲 暁
財団法人鉄道総合技術研究所
豊 島 国 男
株式会社日立製作所
中 西 忠 雄
防衛庁装備局調達補給室
中 村 智 男
日本ねじ研究協会
三 沢 彰
東日本旅客鉄道株式会社
森 浩 一
東京ガス株式会社
森 部 幸 男
社団法人日本自動車整備振興会連合会
吉 田 育 夫
株式会社東芝
相 田 明 雄
相伍工業株式会社
岡 田 正 之
北陽産業株式会社
兼 古 耕 一
株式会社兼古製作所
川 上 平八郎
東邦工機株式会社
〇 佐 藤 浩 輔
京都機械工具株式会社
田 口 一 重
株式会社ベツセル工業
長谷川 直
株式会社マルト長谷川工作所
前 田 英 治
前田金属工業株式会社
松 塚 允 宏
旭金属工業株式会社
室 本 治
室本鉄工株式会社
吉 川 明
株式会社スーパーツール
渡 辺 鉄太郎
全国作業工具工業組合
(事務局)
橋 本 繁 晴
財団法人日本規格協会
三 塚 隆 正
財団法人日本規格協会
備考 ○印は,WG主査を示す。