B 4609 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 4609-1991は改正され,この規格に置き換えられる。
今回の改正では,日本工業規格と国際規格との整合を図ることに重点を置き,対応国際規格の技術的内
容を変更することなく採用し附属書に規定した。さらに,旧JISの内容の一部を改正し,本体に規定した。
また,JIS Z 8301(規格票の様式)が1996年7月に改正されたのに伴い,それに従って規格票の様式も
変更した。
JIS B 4609には,次に示す附属書がある。
附属書(規定) I形ねじ回し−すりわり付きねじ用
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4609 : 1998
ねじ回し−すりわり付きねじ用
Screwdrivers for slotted-head screws
序文 この規格は,備考に示す国際規格を元に,本体には,従来,日本工業規格で規定していた種類・等
級とこれらの形状・寸法,品質,検査,製品の呼び方及び表示を規定し,附属書には,対応国際規格を翻
訳し,技術的内容を変更することなく規定した日本工業規格であるが,対応国際規格にはない規定項目(材
料,形状及び寸法試験,検査,製品の呼び方及び表示)を日本工業規格として追加している。
なお,附属書のうち,点線の下線を施してある箇所は,対応国際規格にない事項である。
備考 この規格の対応国際規格を,次に示す。
ISO/DIS 2380-1 : 1996, Screwdrivers for slotted-head screws−Part 1 : Tips for hand-and
machine-operated screwdrivers
ISO 2380-2 : 1992, Screwdrivers for slotted-head screws−Part 2 : General requirements, lengths of
blades and marking of hand-operated screwdrivers
1. 適用範囲 この規格は,主として小ねじ(1),木ねじ(2),タッピンねじ(3)の取付け又は取外しに用いる
一般用ねじ回しについて規定する。
注(1) JIS B 1101を参照。
(2) JIS B 1135を参照。
(3) JIS B 1115を参照。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 1101 すりわり付き小ねじ
JIS B 1115 すりわり付きタッピンねじ
JIS B 1135 すりわり付き木ねじ
JIS B 1501 玉軸受用鋼球
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 3506 硬鋼線材
JIS Z 2245 ロックウェル硬さ試験方法
3. 種類 ねじ回しの種類は,表1による。それぞれの組合せによって4種類とする。
2
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 種類
本体と握り部との結合方法による種類
普通形,貫通形
磁力の有無による種類
磁力あり,磁力なし
4. 等級 ねじ回しは,品質及び寸法によって,普通級及び強力級の2等級に区分する。
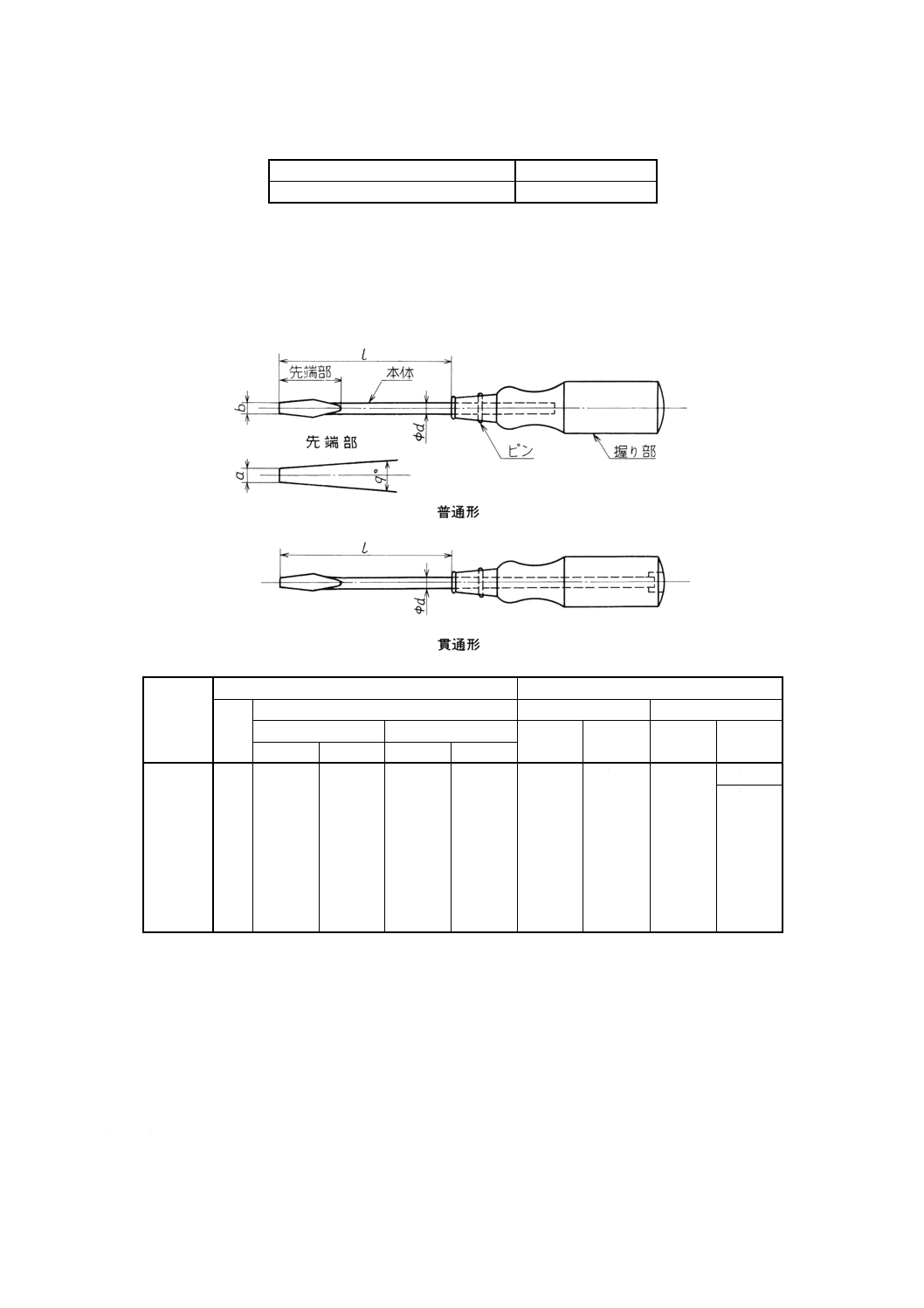
5. 形状及び寸法 ねじ回しの形状及び寸法は,表2による。ただし,握り部の形状は一例である。
表2 本体及び握り部の形状及び寸法
単位 mm
呼び
本体
先端部
l(4)
d(5)
a
b
強力級
普通級
基準寸法 許容差 基準寸法 許容差
基準寸法 許容差 基準寸法 許容差
4.5× 50
50
5
+0.4
−0.2
5
+0.4
−0.2
0.6
±0.1
4.5
±0.2
5.5× 75
75
5.5
5
0.7
5.5
±0.3
6 ×100 100
6
5.5
0.8
6
7 ×125 125
7
6
0.9
7
8 ×150 150
8
7
1.0
8
9 ×200 200
9
8
1.1
9
10 ×250 250
9
8
1.2
10
10 ×300 300
9
8
1.2
10
注(4) lの寸法は,用途によって短くすることができる。
(5) 丸形のものは直径,角形のものは二面幅とする。
備考 本体と握り部との結合には,ピンを用いない適切な方法を用いてもよい。
6. 材料 ねじ回しの本体の材料は,JIS G 3506のSWRH62A又は7.に規定する品質と同等以上とする。
7. 品質
7.1
外観 ねじ回しの外観は,割れ及び使用上有害なきず,まくれ,さび,その他の欠点がなく,仕上
げの程度は良好でなければならない。
7.2
機能

3
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.1
ねじり強さ ねじり強さは,8.1によって試験したとき,本体と握り部との結合は強固で,先端部
には有害な欠け,ねじれ,及びその他各部に有害な損傷があってはならない。
7.2.2
硬さ 先端から5mm以内の硬さは,8.2によって試験したとき,52HRC以上とする。
7.2.3
磁力 磁力ありのねじ回しの磁力は,8.3によって試験したとき,表4の規定を満足しなければな
らない。
8. 試験方法
8.1
ねじり強さ ねじ回しのねじり強さは,ねじ回しの先端部を表3に示す試験棒の溝に入れ,握り部
に表3のねじりモーメントを加えて試験する。
表3 試験棒及びねじりモーメント
単位 mm
呼び
4.5×50
5.5×75
6×100
7×125
8×150
9×200
10×250
10×300
先端のはまる
溝の寸法
幅
0.8
15
.00 +
1.0
15
.00 +
1.2
2.00 +
1.2
2.00 +
1.6
2.00 +
1.6
2.00 +
1.8
2.00 +
1.8
2.00 +
深さ
1.5±0.1
1.5±0.1
2.5±0.15
2.5±0.15
3.5±0.15
3.5±0.15
3.5±0.15
3.5±0.15
ねじりモーメ
ント (N・m)
普通級
2.5
4.4
5.4
6.4
8.3
9.3
10.8
10.8
強力級
3.4
5.4
7.4
9.8
12.3
16.2
19.6
19.6
備考 この試験に用いる試験棒の溝の部分の硬さは,58HRC以上とする。
8.2
硬さ ねじ回しの硬さは,JIS B 7726に規定する試験機を用いて,JIS Z 2245の試験方法によって測
定する。
8.3
磁力 ねじ回しの磁力は,ねじ回しを垂直にして表4に示すJIS B 1501に規定する鋼球が持ち上げ
られなければならない。ただし,鋼球に磁力があってはならない。
表4 試験用鋼球
呼び
4.5×50
5.5×75
6×100
7×125
8×150
9×200
10×250
10×300
鋼球の呼び
1/4
11/32
13/32
15/32
9. 検査 ねじ回しの検査は,形状及び寸法,並びに品質について行い,それぞれ5.及び7.の規定に適合
しなければならない。
10. 製品の呼び方 ねじ回しの呼び方は,規格番号又は規格の名称,呼び,結合方法による種類,等級,
及び磁力の有無による種類による。
例 JIS B 4609 4.5×50 貫通形強力級 磁力あり
ねじ回し
4.5×50 普通形普通級 磁力なし
11. 表示 ねじ回しには,適切な箇所に次の事項を表示する。
a) 等級を表す記号(6)
b) 製造業者名又はその略号
磁力ありの場合には,磁力ありを表す略号(7)
注(6) 普通級はN,強力級はHとする。
(7) 磁力ありの表示例 磁力形.マグネット.MAGNET. M.
4
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) I形ねじ回し−すりわり付きねじ用
1. 適用範囲 この附属書は,I形ねじ回しについて規定する。
2. 引用規格 次に示す規格は,この附属書に引用されることによって,この附属書の一部を構成する。
JIS B 1002 二面幅の寸法
JIS B 1021 ねじ部品の公差方式
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS Z 2245 ロックウェル硬さ試験方法
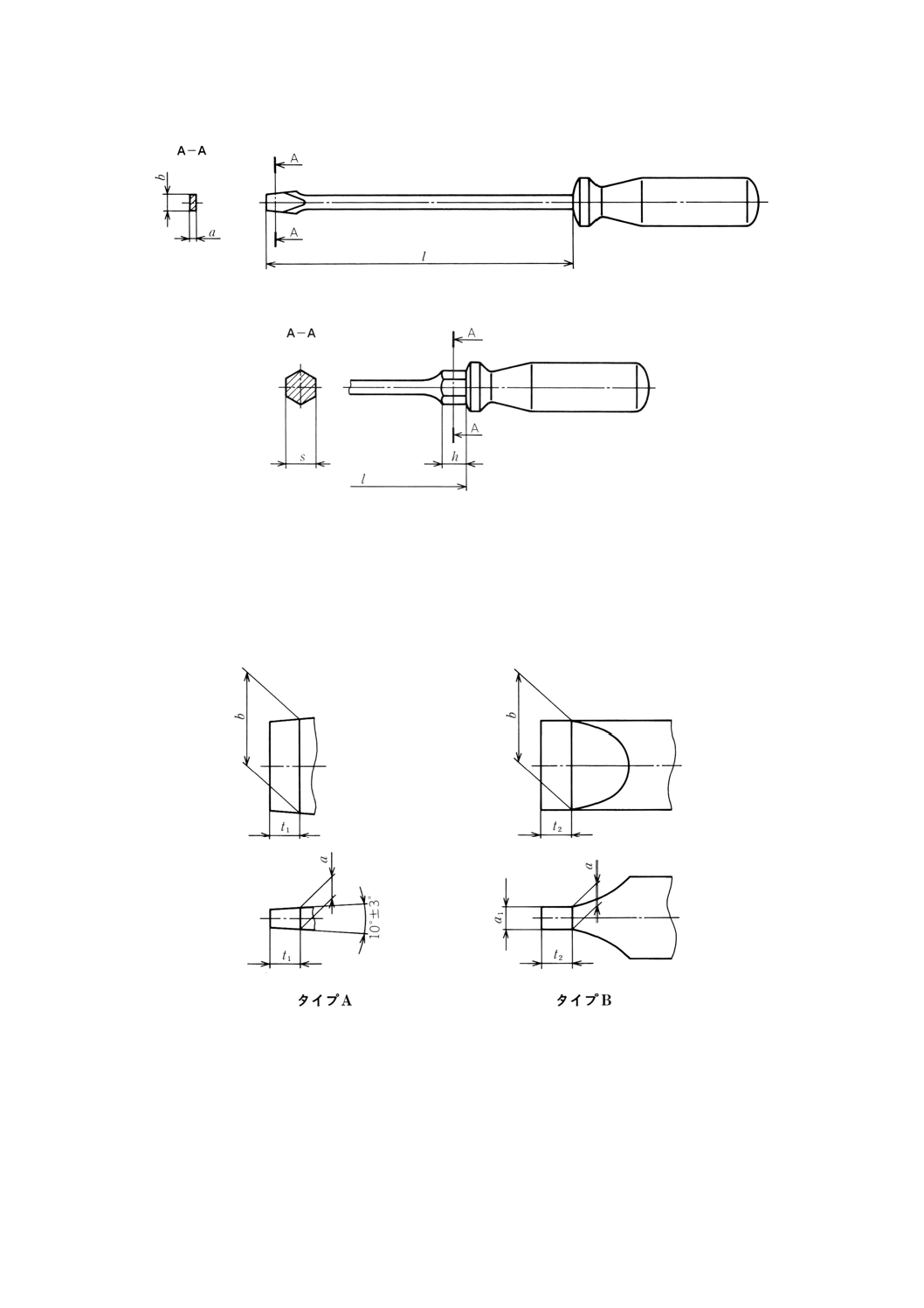
3. 種類 ねじ回しの種類は,附属書図3で規定する形状によって,タイプA及びタイプBの2種類とす
る。
4. 形状及び寸法
4.1
本体及び握り部 本体の長さは,先端部のサイズに従って附属書表1で規定する。
附属書表1 ねじ回しの本体の長さ
単位 mm
a
b
l50 +
シリーズ
A
B
C
D
0.4
2
−
40
−
−
2.5
−
50
75
100
0.5
3
−
50
75
100
0.6
3
25(35)
75
100
125
3.5
0.8
4
25(35)
75
100
125
1
4.5
25(35)
100
125
150
5.5
1.2
6.5
25(35)
100
125
150
8
25(35)
125
150
175
1.6
8
−
125
150
175
10
−
150
175
200
2
12
−
150
200
250
2.5
14
−
200
250
300
備考 括弧内の寸法は,なるべく用いない。
先端部の寸法が1mm×5.5mm以上の場合,握り部近くの六角形ドライブ部を使用したものを用いてもよ
い(附属書図2を参照)。二面幅s及び許容差は,JIS B 1002及びJIS B 1021に適合しなければならない。
寸法hminは,次の式による。
hmin=0.5s
5
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 ねじ回し
附属書図2 六角形ドライブ部
備考 附属書図1及び附属書図2は例として示してあり,製造業者の設計に影響を与えるものではな
い。
4.2
先端部
4.2.1
形状 ねじ回しの先端部の形状は,製造業者の選択による。
4.2.2
寸法 附属書表2に示す寸法による。
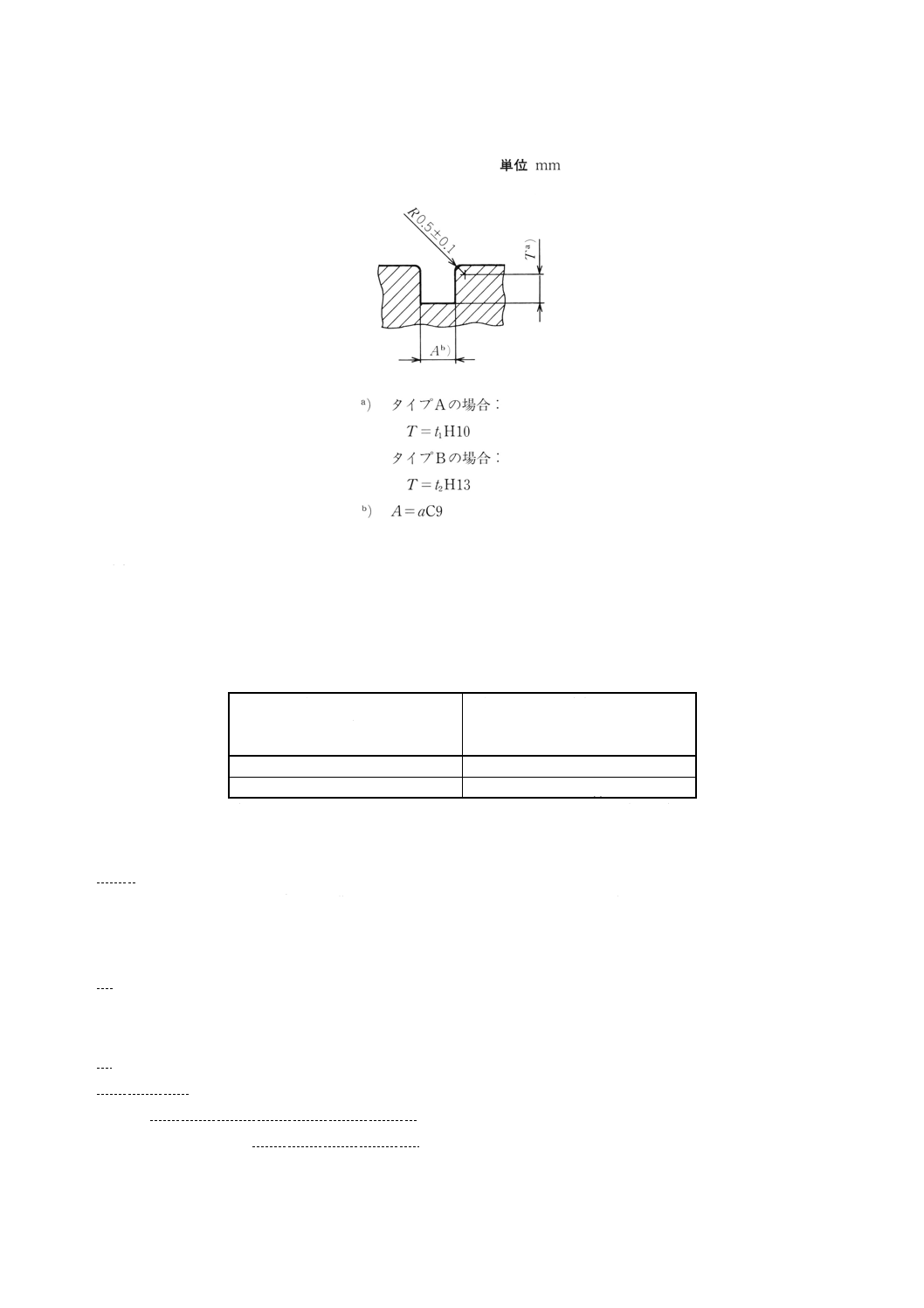
附属書図3 ねじ回しの種類
6
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
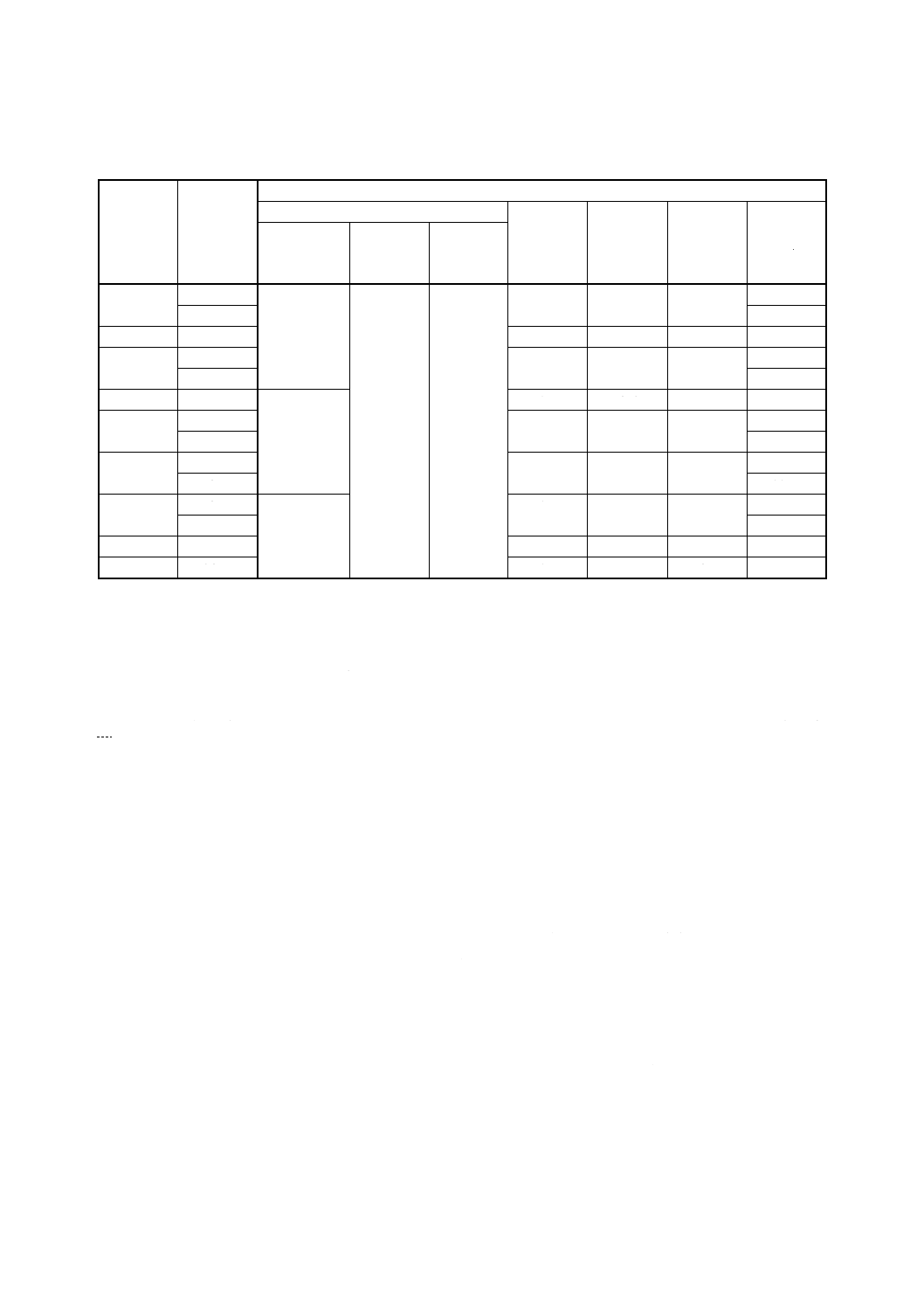
附属書表2 ねじ回しの先端部
単位 mm
呼び厚さ
a
呼び幅
b
タイプA及びB
許容差
t1
a1(1)
最小値
t2
試験トルク
最小値
M
Nm
a
タイプA及び
タイプB
b
タイプA
b
タイプB
0.4
2
+0.06
−0.02
h14
h13
0.2
0.3
0.7
0.3
2.5
0.4
0.5
3
0.3
0.4
0.9
0.7
0.6
3
0.4
0.5
1.1
1.1
3.5
1.3
0.8
4
+0.06
−0.04
0.5
0.6
1.4
2.6
1
4.5
0.6
0.8
1.8
4.5
5.5
5.5
1.2
6.5
0.7
1
2.2
9.4
8
11.5
1.6
8
±0.06
1
1.3
2.9
20.5
10
25.6
2
12
1.2
1.6
3.6
48
2.5
14
1.5
2
4.5
87.5
注(1) a1≦a
備考 試験トルク最小値Mは,次の式による。
M=ba2 N・m
ここに, a: 先端部の呼び厚さ
b: 先端部の呼び幅
5. 材料 本体は適切な熱処理後に,機械的要求事項及びトルク試験(6.2及び7.1参照)を満たす鋼で製
造しなければならない。
6. 品質
6.1
外観 握り部の材料,形状及び仕上げは,正常な状態での使用を保証しなければならない。握り部
と本体には,使用時に事故を引き起こすおそれのある粗さや欠点があってはならない。
6.2
硬さ ねじ回しの本体は,全長にわたり熱処理を施すものとする。最小硬さは,本体の先端部から
少なくとも3×bにわたり,50HRC以上でなければならない。
6.3
ねじり強さ ねじり強さは,7.1によって試験したとき,本体と握り部との結合は強固で,先端部に
は有害な欠け,ねじれ,及びその他各部に有害な損傷があってはならない。
7. 試験方法
7.1
トルク試験
7.1.1
本体ねじり強さ トルク試験には,特別の装置を使用する。ねじ回し本体に加える試験トルクは,
徐々に,かつ,確実に強めていき,指定の試験トルクMまで,又は本体が破壊するまで加える。ねじ回し
の先端部は,試験棒に確実に位置決めする。曲げモーメントは,試験時に生じてはならない。
試験棒(附属書図4を参照)は少なくとも64HRCの硬さをもち,試験時に変形が生じないような強さ
7
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
でなければならない。
附属書図4 試験棒
7.1.2
本体・握り部間結合部のねじり強さ 本体・握り部間結合部は,附属書表3に示す本体の試験トル
クに耐えなければならない。
備考 試験装置を握り部に取り付けた場合には,被試験結合部の特性が変わるようなことがあっては
ならない。
附属書表3 試験トルク
本体の試験トルク
M
N・m
本体・握り部間結合部の試験トルク
M'
N・m
M≦26
M'>M
M>26
M'>30(2)
注(2) ねじ回しの握り部に,Tバーと共に使用する穴がある場合,本体・
握り部間結合部の試験トルクは,本体が耐えなければならないトル
クよりも大きくなければならない。
7.2
形状及び寸法試験 形状及び寸法試験は,直接測定することによって,4.に適合しなければならない。
7.3
硬さ ねじ回しの硬さは,JIS B 7726に規定する試験機を用いて,JIS Z 2245の試験方法によって測
定する。
8. 検査 ねじ回しの検査は,形状及び寸法,並びに品質について行い,それぞれ4.及び6.の規定に適合
しなければならない。
9. 製品の呼び方 ねじ回しの呼び方は,規格番号又は規格の名称,この附属書に基づいて製作されたこ
とを示す “I” ,呼び厚さa,呼び幅b,本体長さl(単位 mm),種類による。
例 JIS B 4609 I 1.2×8×50 タイプA
I形ねじ回し 1.2×8×50 タイプA
8
B 4609 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10. 表示 先端部のa寸法及びb寸法及び商標の表示は,標準使用状態で,明確に確認でき,容易に消え
ないものとする。本体長さの表示は任意であるが,表示する場合は,附属書表1に示す標準長さに相当し
ていなければならない。この附属書に基づいて製作されたことを示すために“I”を表示する。また,製造
業者名又はその略号も表示する。
例 I−1.2×8×50 ○○○
JIS B 4609(ねじ回し−すりわり付きねじ用)改正原案作成委員会 構成表
氏名
所属
(主査)
竹 原 康
東京都立科学技術大学
(委員)
杉 上 孝 二
通商産業省機械情報産業局
高 橋 孝 一
通商産業省製品評価技術センター
本 間 清
工業技術院標準部
菅 谷 伸 夫
トヨタ自動車株式会社
鷹 野 武 次
日産アルティア株式会社
徳 田 憲 暁
財団法人鉄道総合技術研究所
豊 島 国 男
株式会社日立製作所
中 西 忠 雄
防衛庁装備局調達補給室
中 村 智 男
日本ねじ研究協会
三 沢 彰
東日本旅客鉄道株式会社
森 浩 一
東京ガス株式会社
森 部 幸 男
社団法人日本自動車整備振興会連合会
吉 田 育 夫
株式会社東芝
今 泉 明
株式会社今枝製作所
岡 田 正 之
北陽産業株式会社
兼 古 耕 一
株式会社兼古製作所
佐 藤 浩 輔
京都機械工具株式会社
○ 田 口 一 重
株式会社ベツセル工業
長谷川 直
株式会社マルト長谷川工作所
前 田 英 治
前田金属工業株式会社
松 塚 允 宏
旭金属工業株式会社
室 本 治
室本鉄工株式会社
若穂囲 幾 雄
株式会社若穂囲製作所
渡 辺 鉄太郎
全国作業工具工業組合
(事務局)
橋 本 繁 晴
財団法人日本規格協会
三 塚 隆 正
財団法人日本規格協会
備考 ○印は,WG主査を示す。