B 4456 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 4456-1988は改正され,この規格に置き換えられる。
今回の改正では,国際整合化を図るため,ISO 4230 : 1987, Hand-and machine-operated circular screwing dies
for taper pipe threads−R series(管用テーパねじ用ねじ切り丸ダイス−Rシリーズ)を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 4456には,次に示す附属書がある。
附属書(規定) 管用テーパねじ用ねじ切り丸ダイス(PT形)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4456 : 1998
管用テーパねじ用ねじ切り丸ダイス
Hand-and machine-operated circular screwing dies for taper pipe threads
序文 この規格は,1987年に第2版として発行されたISO 4230, Hand-and machine-operated circular screwing
dies for taper pipe threads−R seriesを基に,本体には,対応国際規格と対応する部分について技術的内容を
変更することなく作成しているが,対応国際規格には規定されていない規定項目(定義,品質,材料,試
験方法,検査,製品の呼び方及び包装の表示)を追加している。また,附属書には,形状・寸法及びねじ
部の精度が対応国際規格とは異なるダイスを規定している。
1. 適用範囲 この規格は,呼びR16
1〜R2の管用テーパねじのねじ切りに用いる管用テーパねじ用ねじ切
り丸ダイス(以下,ダイスという。)について規定する。
備考1. この規格の本体によらないダイスを,附属書(規定)に規定する。
2. この規格の対応国際規格を,次に示す。
ISO 4230 : 1987 Hand-and machine-operated circular screwing dies for taper pipe threads−R series
2. 引用規格 次に掲げる規格は,この規格に引用されることによってこの規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0101 ねじ用語
JIS B 0176 ねじ加工工具用語
JIS B 0203 管用テーパねじ
JIS B 0205 メートル並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0253 管用テーパねじゲージ
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS B 4451 ねじ切り丸ダイス
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7725 ビッカース硬さ試験−試験機の検証
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 4403 高速度工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS H 3250 銅及び銅合金棒
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験方法
2
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格で用いる主な用語の定義は,JIS B 0176及びJIS B 0101による。
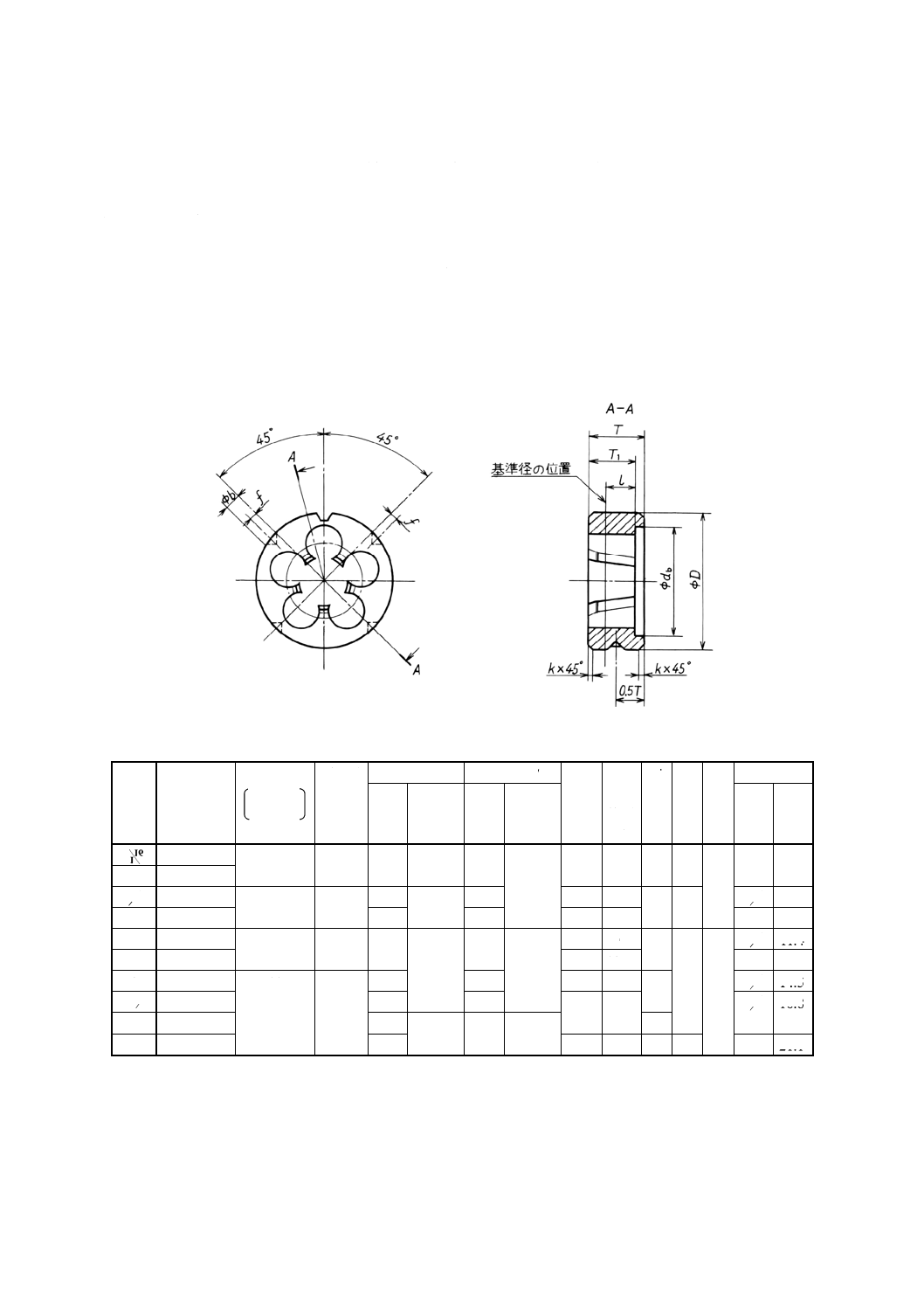
4. 形状・寸法 ダイスの形状及び寸法は,付表1のとおりとする。
5. 品質
5.1
外観 ダイスの外観は,地きず及び割れ並びに有害なまくれ,きず,さびなどの欠点がなく,仕上
げは良好でなければならない。
5.2
硬さ ダイスの刃部の硬さは,7.1による試験を行ったとき,60HRC又は700HV以上とする。
5.3
ねじ部の精度 ダイスのねじ部の精度は,7.2による試験を行ったとき,試験ねじの精度が付表1に
示すl及び付表2に示すテーパの許容差に適合するものとする。
6. 材料 ダイスの材料は,JIS G 4403のSKH51,又はこれと同等以上の性能をもつものとする。
7. 試験方法
7.1
硬さ ダイスの硬さは,JIS B 7726のロックウェル硬さ試験機を用いてJIS Z 2245に規定する試験
方法によって測定する。ただし,ロックウェル硬さ試験機によって測定できない場合は,JIS B 7725のビ
ッカース硬さ試験機を用いてJIS Z 2244に規定する試験方法によって測定してもよい。
なお,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
7.2
ねじ部の精度 ダイスのねじ部の精度は,試験ねじを用いて付表3によって測定する。
なお,試験ねじは,次に示すa)及びb)の要領によって製作したものを使用する。
a) 試験ねじは,JIS H 3250の合金番号C3601及びC3602,又はねじ部の寸法を表しやすい適当な材料を
用い,ダイスを適正に使用して加工する。
なお,切削速度は,一般には2〜4 m/minとする。合金番号C3601及びC3602以外の材料を用いて
試験ねじを切削するときは,適当な切削速度を選定する。
b) 試験ねじは,前もって荒削りしたおねじをダイスで仕上げるものとし,試験ねじのブランクをJIS B
0203に規定するaの最小近くに仕上げておく。
8. 検査 ダイスの検査は,形状・寸法,外観,硬さ及びねじ部の精度について行い,それぞれ4.及び5.
の規定に適合しなければならない。
9. 製品の呼び方 ダイスの呼び方は,規格番号又は規格の名称,呼び,ダイスの外径及び材料記号(1)に
よる。
なお,左ねじの場合は,呼びの前に“左”を付け加える。
例1. JIS B 4456 R2
1 径55 SKH51
例2. 管用テーパねじ用ねじ切り丸ダイス R4
3 径55 HSS
例3. JIS B 4456 R8
1 径30 HSS−E
注(1) 使用材料がSKH51又はこれと同等の場合はHSS,また,バナジウムを2.6 %以上又はコバルトを
4.5 %以上含む場合はHSS-Eと呼んでもよい。
10. 表示
10.1 製品の表示 ダイスには,V溝を上にして表面に次の事項を横書きに表示する。
3
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例
a) 左ねじの記号
: L(右ねじの場合は記号を付けない。)
b) 呼び
: R8
3
c) 材料記号(2)
: SKH51
d) 製造業者名又はその略号
注(2) 使用材料がSKH51又はこれと同等の場合はHSS,また,バナジウムを2.6 %以上又はコバルトを
4.5 %以上含む場合はHSS−Eと表示してもよい。
備考 この規格の要求事項を満たすダイスは,製造業者の判断でISOの記号を入れてもよい。
10.2 包装の表示 ダイスの包装には,規格の名称,ダイスの外径及び10.1に規定する事項を表示する。
付表1 形状及び寸法
単位 mm
呼び 基準寸法(3)
山数
25.4 mm
につき
n
ピッチ
P
(参考)
外径 D
厚さ T
T1
基準
径の
位置
l
f
b
k 完全ねじ部
基準
寸法
許容差
f10
基準
寸法
許容差
js12
山数
最小
長さ
最小
R
7.723
28
0.907 1
30 −0.020
−0.104
11
±0.090
10
5.5
1
5
1
68
1
5.6
R8
1
9.728
R
4
1
13.157
19
1.336 8
38 −0.025
−0.125
14
14
7.5
1.2
6
6
4
1
8.4
R8
3
16.662
45
18
15
8.5
62
1
8.8
R2
1
20.955
14
1.814 3
55 −0.030
−0.150
22
±0.105
19 10
1.5
8
2
6
4
1 11.4
R4
3
26.441
20 11
7
12.7
R 1
33.249
11
2.309 1
65
25
24 12.5
1.8
6
4
1 14.5
R1
4
1
41.910
75
30
26 14.5
7
4
1 16.8
R12
1
47.803
90 −0.036
−0.176
36
±0.125
2
R 2
59.614
105
31 18.5
2.5 10
98
1 21.1
注(3) JIS B 0203のおねじの外径の基準径を示す。
備考1. V溝,db及び切りくず穴の形状・寸法は規定しない。
2. 食付き部の長さは,一般には2山とする。
3. 外径D及び厚さTの許容差は,JIS B 0401-2による。
参考 非精密ダイスの外径D及び厚さTの許容差は,製造業者一任とする。
4
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 試験ねじのテーパの許容差
単位 mm
呼び
山数
25.4 mm
につき
n
テーパの許容差(4)
上の許容差
+
下の許容差
−
R
, R8
1
28
0.2
0.2
R
4
1, R8
3
19
R2
1, R4
3
14
R1, R1
4
1, R12
1, R2
11
注(4) テーパの許容差とは,軸線の長さ16 mmにつき,外径の基準増
加量1 mmに対する値。
なお,0.2 mmは,角度に換算すると約43分である。
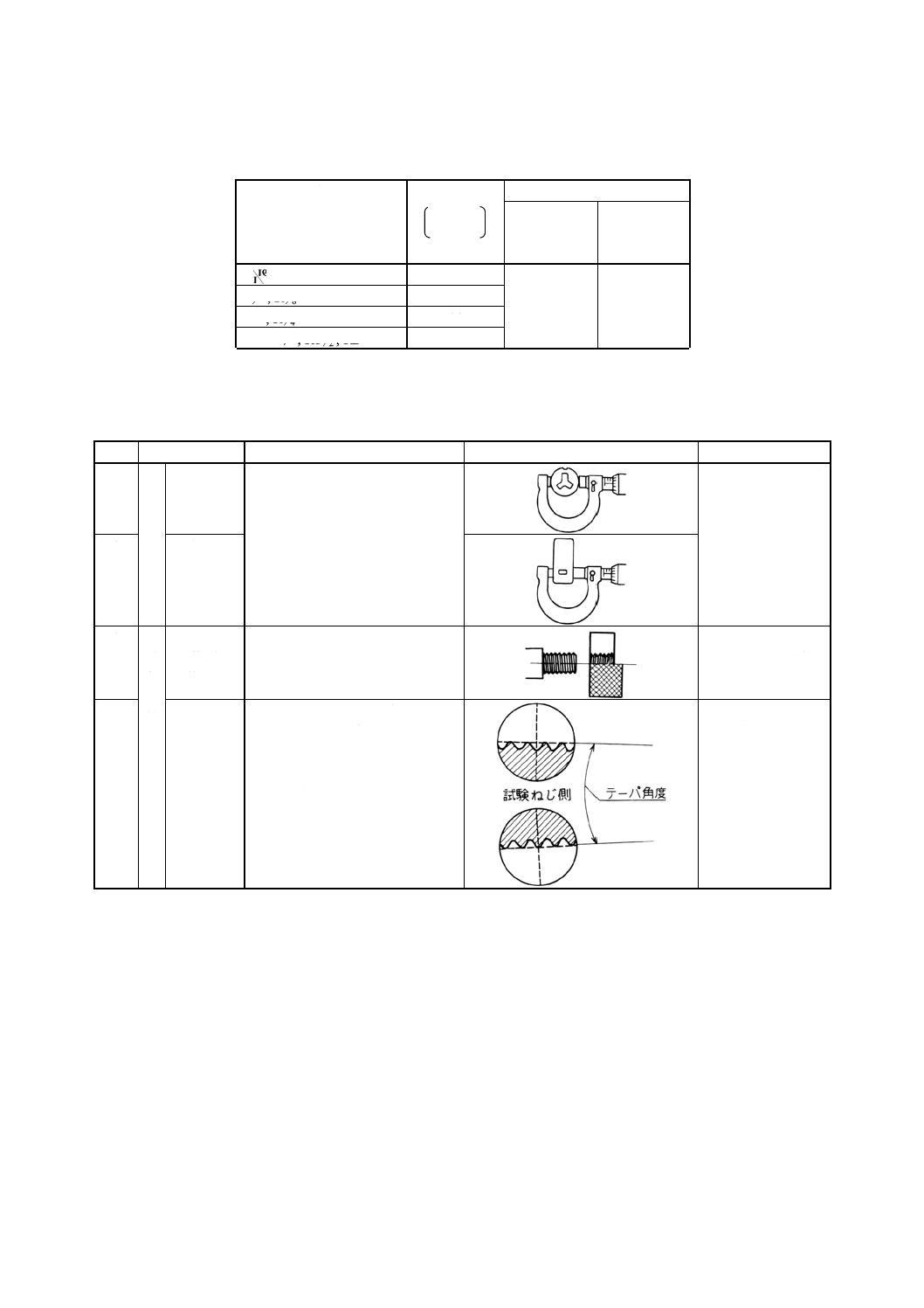
付表3 測定方法
番号
項目
測定方法
測定方法図
測定器具
1
形
状
・
寸
法
外径
外側マイクロメータで測定する。
JIS B 7502のマイ
クロメータ。
2
厚さ
3
ね
じ
部
の
精
度
試験ねじ
の基準径
の位置
ねじ用限界ゲージで調べる。
JIS B 0253の管用
テーパねじゲー
ジ。
4
試験ねじ
のテーパ
角度接眼レンズの細線に試験ね
じの一方の外径線を合わせ,その
ときの角度目盛の値を読む。次に
移動テーブルを動かし,他の一方
の外径線に角度接眼レンズの同
じ細線を合わせ,その値を読む。
両方の読みからテーパ角度を算
出する。
JIS B 7153の測定
顕微鏡。
5
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 管用テーパねじ用ねじ切り丸ダイス(PT形)
1. 適用範囲 この附属書は,呼びPT
〜PT2の管用テーパねじのねじ切りに用いる管用テーパねじ用
ねじ切り丸ダイスのPT形(以下,PT形という。)について規定する。
2. 種類 PT形の種類は,機能によってソリッドダイス及びアジャスタブルダイスの2種類とし,さらに
アジャスタブルダイスは,調整ねじの有無によって,調整ねじ付き及び調整ねじなしの2種類とする。
3. 形状・寸法 PT形の形状及び寸法は,附属書付図1,附属書付図2及び附属書付表1〜3のとおりと
する。
4. 品質
4.1
硬さ PT形の刃部の硬さは,本体7.1による試験を行ったとき,合金工具鋼のものは,58HRC又は
660HV以上,高速度工具鋼のものは,60HRC又は700HV以上とする。
4.2
ねじ部の精度 PT形のねじ部の精度は,本体5.3による。ただし,ねじの種類を表す記号は異なる
が,おねじの等級及びその許容差は,JIS B 0203に示すR
〜R2を適用する。
5. 材料 PT形の材料は,JIS G 4404のSKS2若しくはJIS G 4403のSKH51,又はこれらと同等以上の
性能をもつものとする。
6. 製品の呼び方 PT形の呼び方は,規格番号又は規格の名称,種類,呼び,ダイスの外径及び材料記号
(1)による。
なお,左ねじの場合は,呼びの前に“左”を付け加える。
例1. JIS B 4456 アジャスタブルダイス 調整ねじなし PT2
1 径50 SKS2
例2. 管用テーパねじ用ねじ切り丸ダイス アジャスタブルダイス 調整ねじ付き PT
4
1 径38
SKS2
例3. JIS B 4456 ソリッドダイス PT4
3 径63 SKH51
例4. 管用テーパねじ用ねじ切り丸ダイス ソリッドダイス PT8
1 径38 HSS
注(1) 使用材料がSKH51又はこれと同等の場合はHSS,また,バナジウムを2.6 %以上又はコバルトを
4.5 %以上含む場合はHSS-Eと呼んでもよい。
7. 表示
7.1
製品の表示 PT形には,すり割り部又はV溝を上にして表面に次の事項を横書きに表示する。
例
a) 左ねじの記号
: L(右ねじの場合は記号を付けない。)
b) 呼び
: PT8
3
c) 材料記号(2)
: SKH51
d) 製造業者名又はその略号
6
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2)
使用材料がSKH51又はこれと同等の場合はHSS,また,バナジウムを2.6 %以上又は
コバルトを4.5 %以上含む場合はHSS-Eと表示してもよい。
7.2
包装の表示 PT形の包装には,規格の名称,種類,ダイスの外径及び7.1に規定する事項を表示す
る。
備考1. 切りくず穴の数及び形状は,規定しない。
2. 食付き部の長さは,一般には2.5山とする。
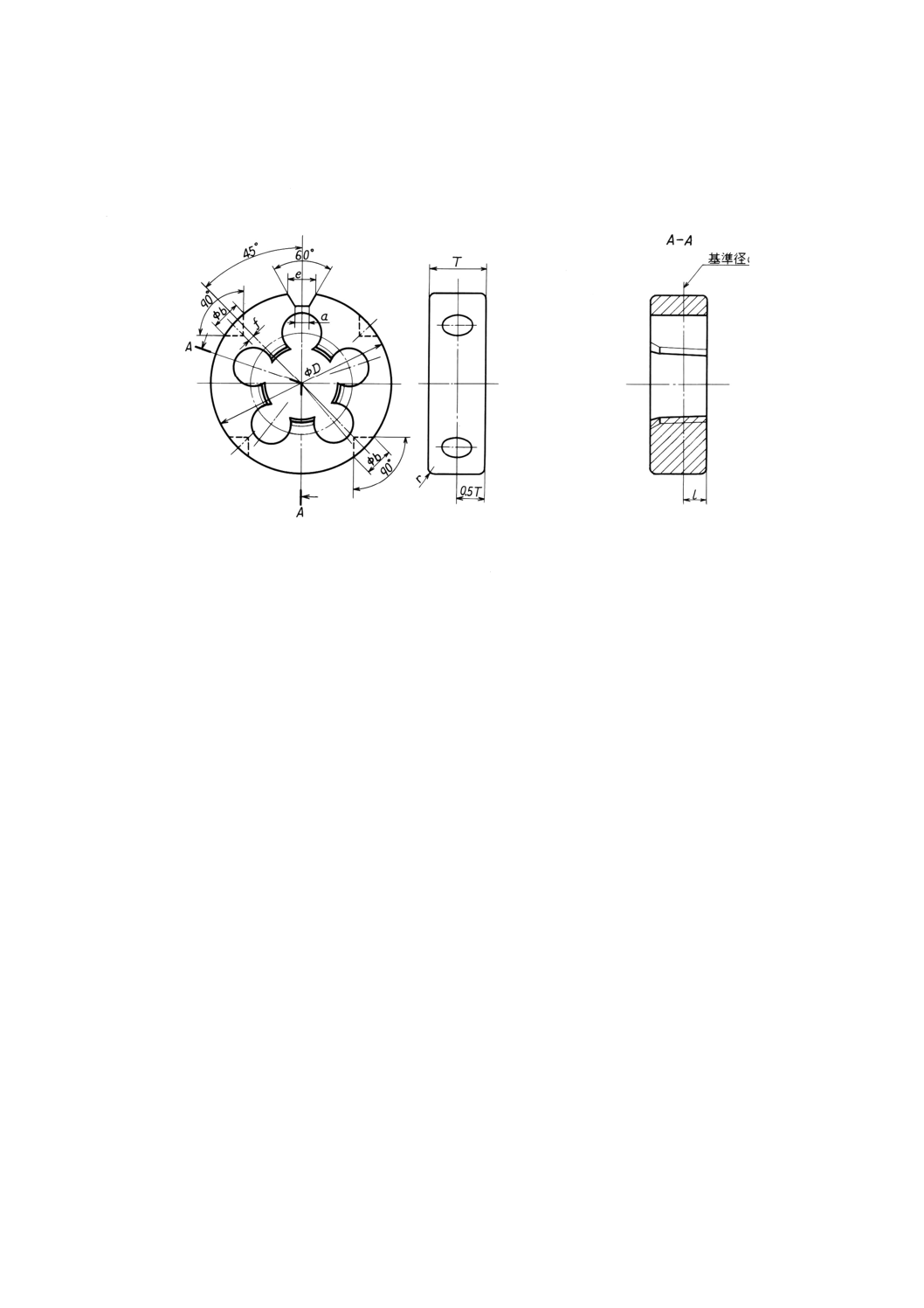
附属書付図1 ソリッドダイスPT形の形状
7
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
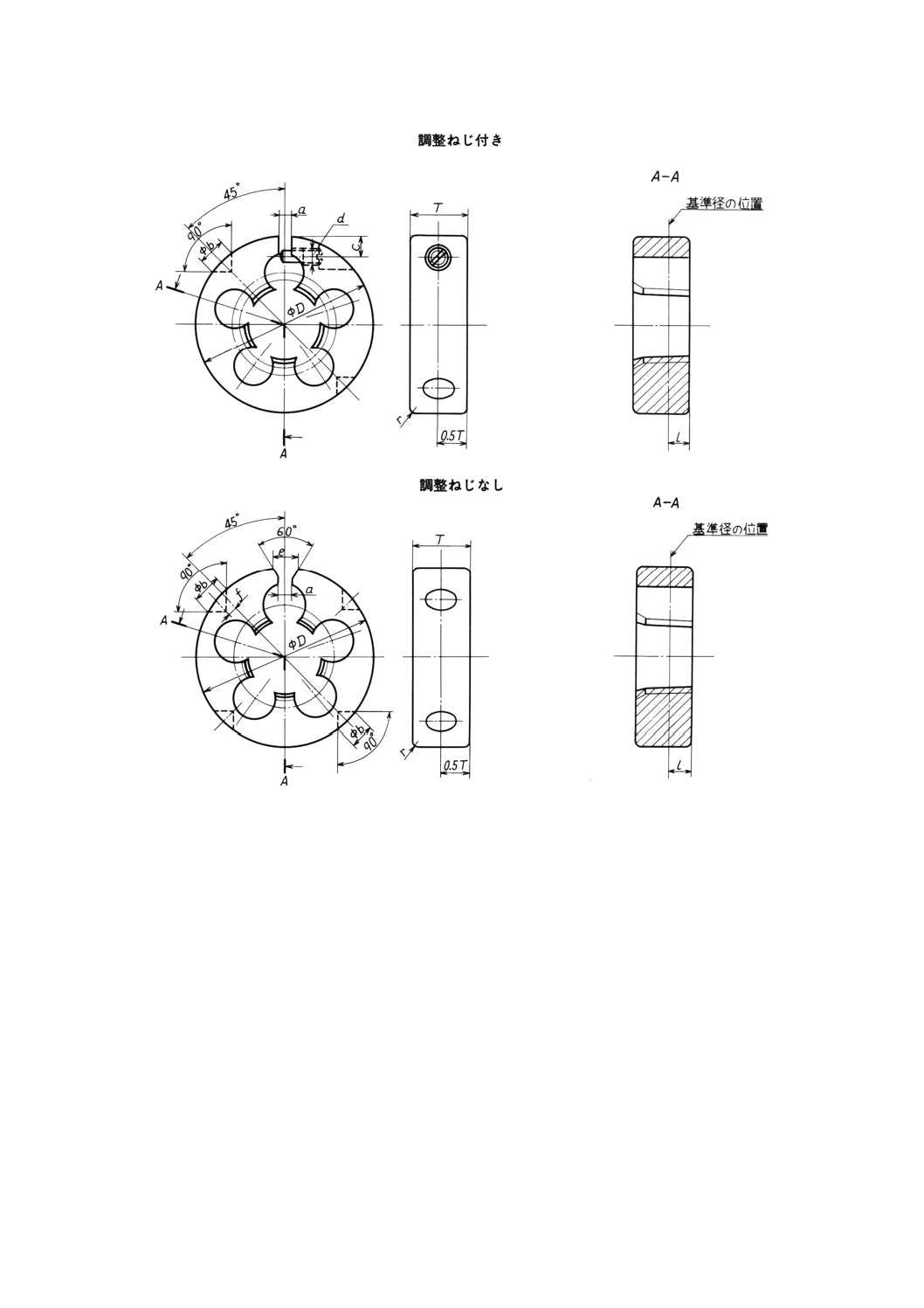
備考1. 切りくず穴の数及び形状は,規定しない。
2. 食付き部の長さは,一般には2.5山とする。
附属書付図2 アジャスタブルダイスPT形の形状
8
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
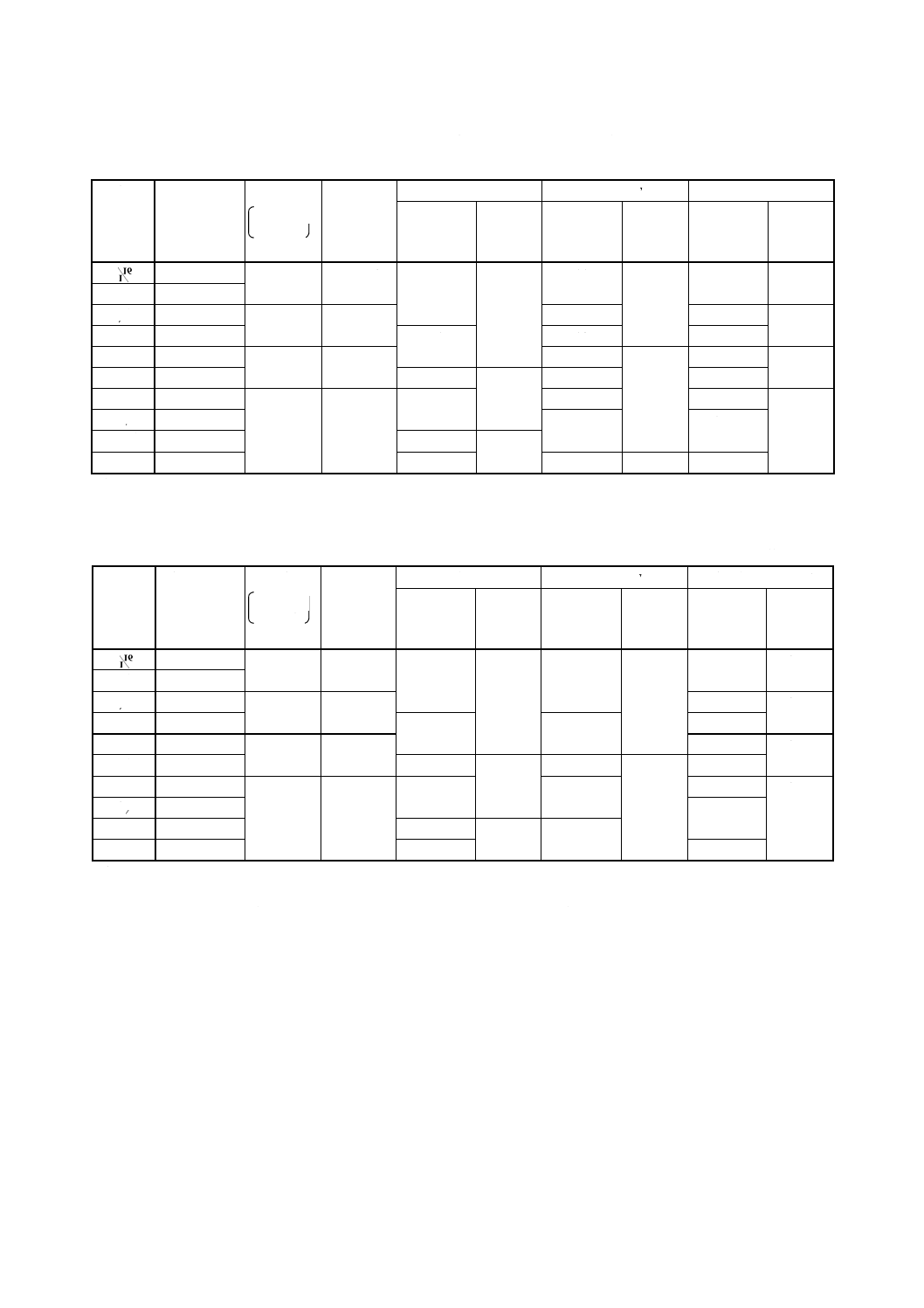
附属書付表1 ソリッドダイスPT形の外径及び厚さ
単位 mm
呼び
基準寸法(3)
山数
25.4 mm
につき
n
ピッチ
P
(参考)
外径 D
厚さ T
基準径の位置 l
基準寸法
許容差
f10
基準寸法
許容差
js12
基準寸法
許容差
PT
7.723
28
0.907 1
38
−0.025
−0.125
11
±0.090
5
±0.5
PT8
1
9.728
PT
4
1
13.157
19
1.336 8
16
7.5
±0.7
PT8
3
16.662
50
18
8
PT2
1
20.955
14
1.814 3
22
±0.105
10
±0.9
PT4
3
26.441
63
−0.030
−0.150
24
11.5
PT1
33.249
11
2.309 1
75
28
13
±1.2
PT1
4
1
41.910
30
15
PT12
1
47.803
90
−0.036
−0.176
PT2
59.614
105
36
±0.125
18.5
注(3) JIS B 0203のおねじの外径の基準径を示す。
備考 外径D及び厚さTの許容差は,JIS B 0401-2による。
附属書付表2 アジャスタブルダイスPT形の外径及び厚さ
単位 mm
呼び
基準寸法(3)
山数
25.4 mm
につき
n
ピッチ
P
(参考)
外径 D
厚さ T
基準径の位置 l
基準寸法
許容差
d12
基準寸法
許容差
h14
基準寸法
許容差
PT
7.723
28
0.907 1
38
−0.080
−0.330
13
0
−0.430
5
±0.5
PT8
1
9.728
PT
4
1
13.157
19
1.336 8
7.5
±0.7
PT8
3
16.662
50
16
8
PT2
1
20.955
14
1.814 3
10
±0.9
PT4
3
26.441
63
−0.100
−0.400
20
0
−0.520
11.5
PT1
33.249
11
2.309 1
75
25
13
±1.2
PT1
4
1
41.910
15
PT12
1
47.803
90
−0.120
−0.470
30
PT2
59.614
105
18.5
注(3) JIS B 0203のおねじの外径の基準径を示す。
備考1. 外径Dと厚さTの組合せは,JIS B 4451の附属書に準じている。したがってダイスの厚さが限定されるので,
切られたねじの有効ねじ部の長さとJIS B 0203に規定されている有効ねじ部の長さfとは必ずしも一致しな
い。
2. 外径D及び厚さTの許容差は,JIS B 0401-2による。
9
B 4456 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
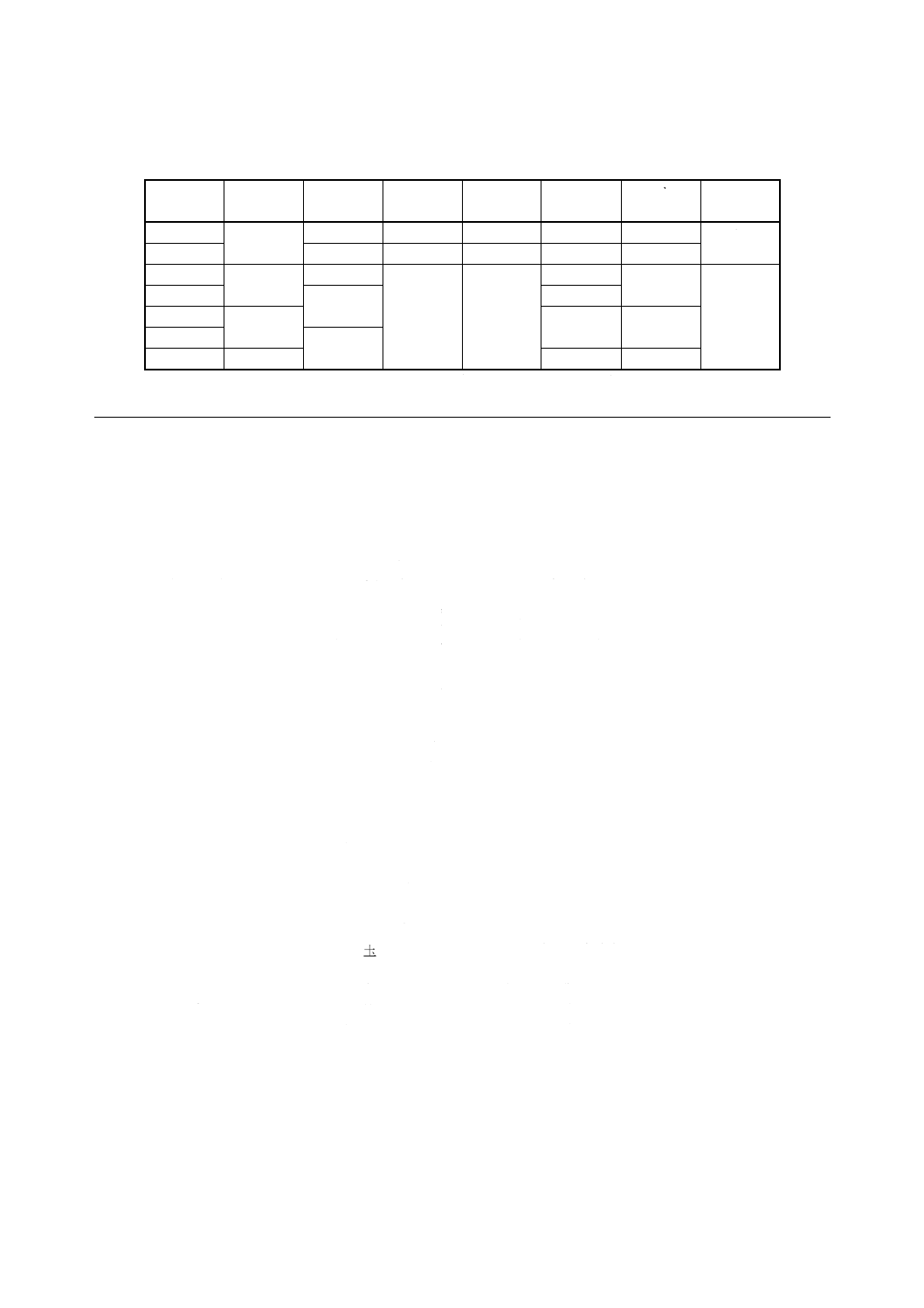
附属書付表3 PT形の各部寸法
単位 mm
D
a
b
c
d
(調整ねじ)
e
f
r
最小
38
2
5
3.5
M4
4.5
1.2
1
50
6
5
M5
5
1.5
63
2.5
7.5
6
M6
6
1.8
1.5
75
9
7
90
3
10
2
100
10
105
4
12
2.5
備考 調整ねじは,JIS B 0205によって,その精度はJIS B 0209の6gによる。
関連規格 JIS B 0123 ねじの表し方
ISO 7/1 : 1982 Pipe threads where pressure-tight joints are made on the threads−Part 1 : Designation,
dimensions and tolerances
ISO 11054 : 1993 Cutting tools−Designation of high-speed steel groups
国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学工学部
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
片 桐 泰 典
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社川崎工場
小 峰 武 夫
コベツコツールエンジニアリング株式会社
白
秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
木 村 育 夫
株式会社三興製作所
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会