B 4445 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 4445-1988は改正され,この規格に置き換えられる。
今回の改正では,国際整合化を図るため,ISO 2284 : 1987, Hand taps for parallel and taper pipe threads−
General dimensions and marking(管用平行ねじ用及び管用テーパねじ用ハンドタップ−形状・寸法及び表示),
ISO 5969 : 1979, Ground thread taps for pipe threads G series and Rp series−Tolerances on the threaded portion(管
用ねじGシリーズ及びRpシリーズ用の研削仕上げタップ−ねじ部の精度)及びISO 8830 : 1991, High-speed
steel machine taps with ground threads−Technical specifications(高速度工具鋼研削仕上げマシンタップ−技術
仕様)を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 4445には,次に示す附属書がある。
附属書(規定) 管用平行ねじ用タップ(PF形)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4445 : 1998
管用平行ねじ用タップ
Hand taps for parallel pipe threads
序文
この規格は,1987年に第3版として発行されたISO 2284, Hand taps for parallel and taper pipe threads
−General dimensions and marking, 1979年に第1版として発行されたISO 5969, Ground thread taps for pipe
threads G series and Rp series−Tolerances on the threaded portion及び1991年に第1版として発行されたISO
8830, High-speed steel machine taps with ground threads−Technical specificationsを基に,本体には,対応国際
規格と対応する部分について技術的内容を変更することなく作成しているが,対応国際規格には規定され
ていない規定項目(定義,品質の外観,試験方法,検査,製品の呼び方及び包装の表示)を追加している。
また,附属書には,形状・寸法及びねじ部の精度が対応国際規格とは異なるタップを規定している。
1. 適用範囲 この規格は,呼びG1/16〜G4の管用平行ねじのねじ立てに用いる管用平行ねじ用タップ(以
下,タップという。)について規定する。
備考1. この規格の本体によらないタップを,附属書(規定)に規定する。
2. この規格本体の対応国際規格を,次に示す。
ISO 2284 : 1987 Hand taps for parallel and taper pipe threads−General dimensions and marking
ISO 5969 : 1979 Ground thread taps for pipe threads G series and Rp series−Tolerances on the
threaded portion
ISO 8830 : 1991 High-speed steel machine taps with ground threads−Technical specifications
2. 引用規格 次に掲げる規格は,この規格に引用されることによってこの規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS B 0101 ねじ用語
JIS B 0176 ねじ加工工具用語
JIS B 0271 ねじ測定用三針
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS B 4002 ストレートシャンク部をもつ回転工具−シャンク径及びシャンク四角部の寸法
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7519 指針測微器
JIS B 7725 ビッカース硬さ試験−試験機の検証
2
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4403 高速度工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験方法
ISO 237 Rotating tools with parallel shanks−Diameters of shanks and sizes of driving squares
3. 定義 この規格で用いる主な用語の定義は,JIS B 0176及びJIS B 0101による。
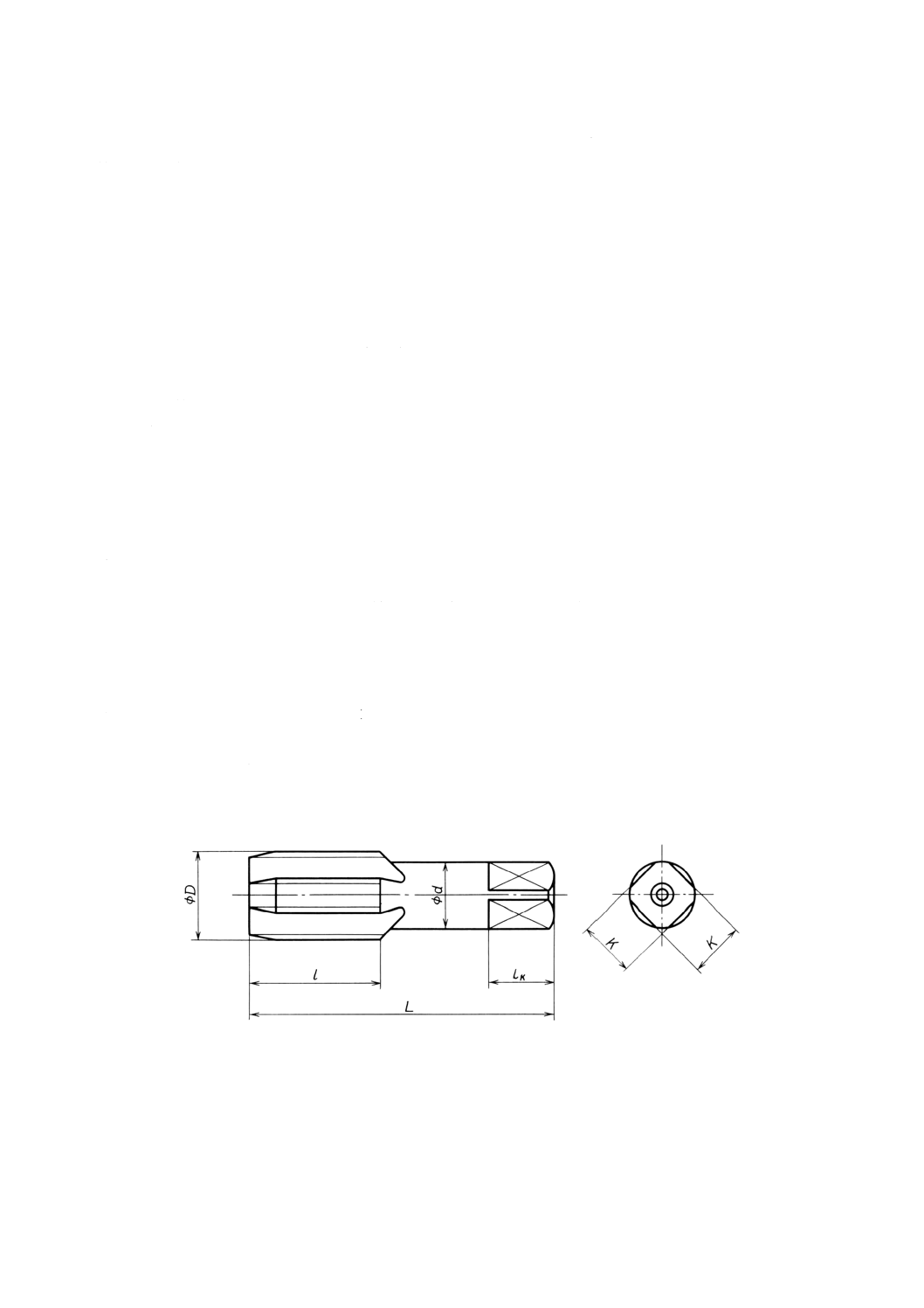
4. 形状・寸法 タップの形状及び寸法は,付表1のとおりとする。
5. 品質
5.1
外観 タップの外観は,地きず及び割れ並びに有害なまくれ,きず,さび,接合不良などの欠点が
なく,仕上げは良好でなければならない。
5.2
硬さ タップの硬さは,7.1による試験を行ったとき,ねじ部は63HRC又は820HV以上とし,シャ
ンク及びシャンク四角部は30HRC以上とする。
5.3
ねじ部の精度 タップのねじ部の精度は,7.2による試験を行ったとき,次による。
a) タップのねじ部の外径及び有効径の許容差は,付表2のとおりとする。
b) タップのねじ部の谷の径は,規定しない。
c) タップのねじ部のピッチの許容差は,付表3のとおりとする。
d) タップのねじ部の山の半角(27.5度)の許容差は,±30分とする。
5.4
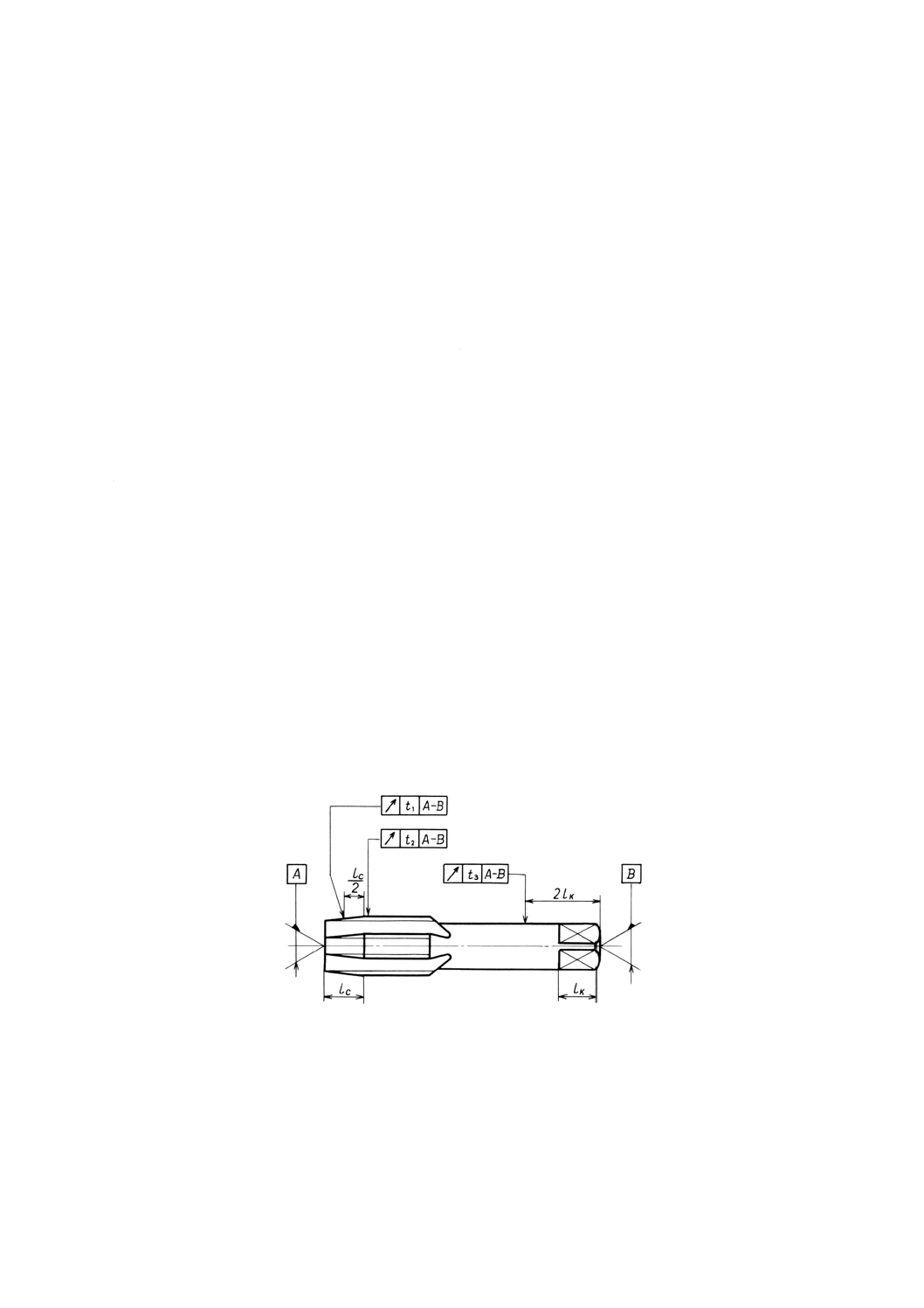
振れ タップの食付き部,ねじ部及びシャンクの振れの公差は,7.3による試験を行ったとき,表1
のとおりとする。
表1 振れの公差
備考 図示方法は,JIS B 0021による。
3
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
外径の基準寸法
D
食付き部の振れの公差
t1
ねじ部の振れの公差
t2
シャンクの振れの公差
t3
10未満
0.018
0.018
0.030
10以上 18未満
0.022
0.018
0.030
18以上 30未満
0.026
0.022
0.040
30以上 40未満
0.030
0.022
0.040
40以上
0.036
0.026
0.040
備考 t1,t2及びt3の測定位置は,それぞれ次のとおりとする。
− t1:食付き部の長さの中央
− t2:食付き部の後ろの最初の完全山
− t3:シャンク四角部側端面からシャンク四角部の長さの2倍の位置
6. 材料 タップのねじ部の材料は,JIS G 4403のSKH51,又はこれと同等以上の性能をもつものとする。
7. 試験方法
7.1
硬さ タップの硬さは,JIS B 7726のロックウェル硬さ試験機を用いてJIS Z 2245に規定する試験
方法によって測定する。ただし,ロックウェル硬さ試験機によって測定できない場合は,JIS B 7725のビ
ッカース硬さ試験機を用いてJIS Z 2244に規定する試験方法によって測定してもよい。
なお,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
7.2
ねじ部の精度 タップのねじ部の精度は,付表4によって測定する。
7.3
振れ タップの振れは,付表4によって測定する。
8. 検査 タップの検査は,形状・寸法,外観,硬さ,ねじ部の精度及び振れについて行い,それぞれ4.
及び5.の規定に適合しなければならない。
9. 製品の呼び方 タップの呼び方は,規格番号又は規格の名称,呼び及びねじ部の材料記号(1)による。
なお,左ねじの場合は,呼びの前に“左”を付け加える。
例1. JIS B 4445 G1/8 SKH51
例2. 管用平行ねじ用タップ 左G3/4 HSS
注(1) 使用材料が,SKH51又はこれと同等の場合はHSS,また,バナジウムを2.6%以上又はコバルト
を4.5%以上含む場合はHSS-Eと呼んでもよい。
10. 表示
10.1 製品の表示 タップには,シャンク四角部を上又は横にして,シャンクに次の事項を横書きに表示
する。
例
a) 左ねじの記号
: L(右ねじの場合は記号を付けない。)
b) 呼び
: G1/8
c) ねじ部の材料記号(2)
: SKH51
d) 製造業者名又はその略号
4
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) 使用材料が,SKH51又はこれと同等の場合はHSS,また,バナジウムを2.6%以上又はコバルト
を4.5%以上含む場合はHSS-Eと表示してもよい。
備考 この規格の要求事項を満たすタップは,製造業者の判断でISOの記号を入れてもよい。
10.2 包装の表示 タップの包装には,規格の名称及び10.1に規定する事項を表示する。
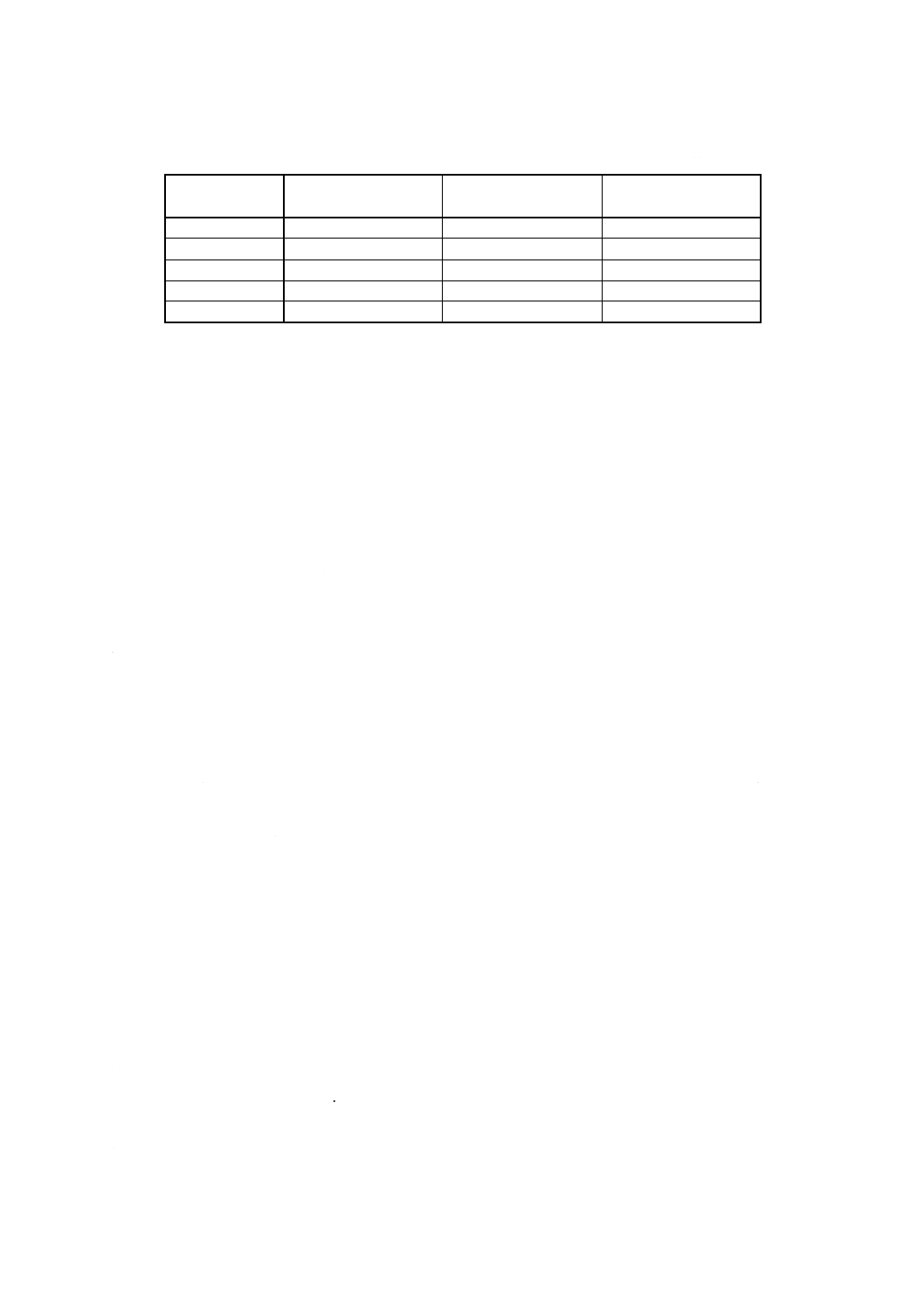
付表1 形状及び寸法
5
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
呼び
外径の
基準寸法
D
山数
(25.4mm
につき)
n
全長
L
ねじ部の長さ
l
シャンク径
d
シャンク
四角部の幅
K
シャンク
四角部の
長さlk
溝数
Z
(参考)
基準寸法 基準寸法 許容差 基準寸法 許容差
h9(3)
基準寸法 許容差
h11(4)
基準寸法
G1/16
7.723
28
52
14
+2
−1
5.6
0
−0.030
4.5
0
−0.075
7
4
G1/8
9.728
28
59
15
+2
−1
8
0
−0.036
6.3
0
−0.090
9
4
G1/4
13.157
19
67
19
+2
−1
10
0
−0.036
8
0
−0.090
11
4
G3/8
16.662
19
75
21
+2
−1
12.5
0
−0.043
10
0
−0.090
13
4
G1/2
20.955
14
87
26
+2
−1
16
0
−0.043
12.5
0
−0.110
16
4
G5/8
22.911
14
91
26
+2
−1
18
0
−0.043
14
0
−0.110
18
4
G3/4
26.441
14
96
28
+2
−1
20
0
−0.052
16
0
−0.110
20
4
G7/8
30.201
14
102
29
+2
−1
22.4
0
−0.052
18
0
−0.110
22
4
G1
33.249
11
109
33
+2
−1
25
0
−0.052
20
0
−0.130
24
4
G11/8
37.897
11
115
34
+2
−1
28
0
−0.052
22.4
0
−0.130
26
4
G11/4
41.910
11
119
36
+2
−1
31.5
0
−0.062
25
0
−0.130
28
4
G11/2
47.803
11
125
37
+2
−1
35.5
0
−0.062
28
0
−0.130
31
6
G13/4
53.746
11
132
39
+2
−1
35.5
0
−0.062
28
0
−0.130
31
6
G2
59.614
11
140
41
+2
−1
40
0
−0.062
31.5
0
−0.160
34
6
G21/4
65.710
11
142
42
+2
−1
40
0
−0.062
31.5
0
−0.160
34
6
G21/2
75.184
11
153
45
+2
−1
45
0
−0.062
35.5
0
−0.160
38
6
G23/4
81.534
11
160
46
+2
−1
50
0
−0.062
40
0
−0.160
42
6
G3
87.884
11
164
48
+2
−1
50
0
−0.062
40
0
−0.160
42
6
G31/2
100.330
11
173
50
+2
−1
63
0
−0.074
50
0
−0.160
51
6
G4
113.030
11
185
53
+2
−1
71
0
−0.074
56
0
−0.160
56
6
注(3) 精密シャンク用はh9,非精密シャンク用はh11とする。これはISO 237と一致している。
(4) 形状及び位置(中心のずれ)の偏差を含む場合は,h12とする。
備考1. シャンク径d及びシャンク四角部の幅Kの許容差は,JIS B 0401-2による。
2. 食付き部の長さは,一般には3.5〜5.5山とする。
3. 呼びG11/8及びG23/4は,ISO 2284に規定されていない。
6
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
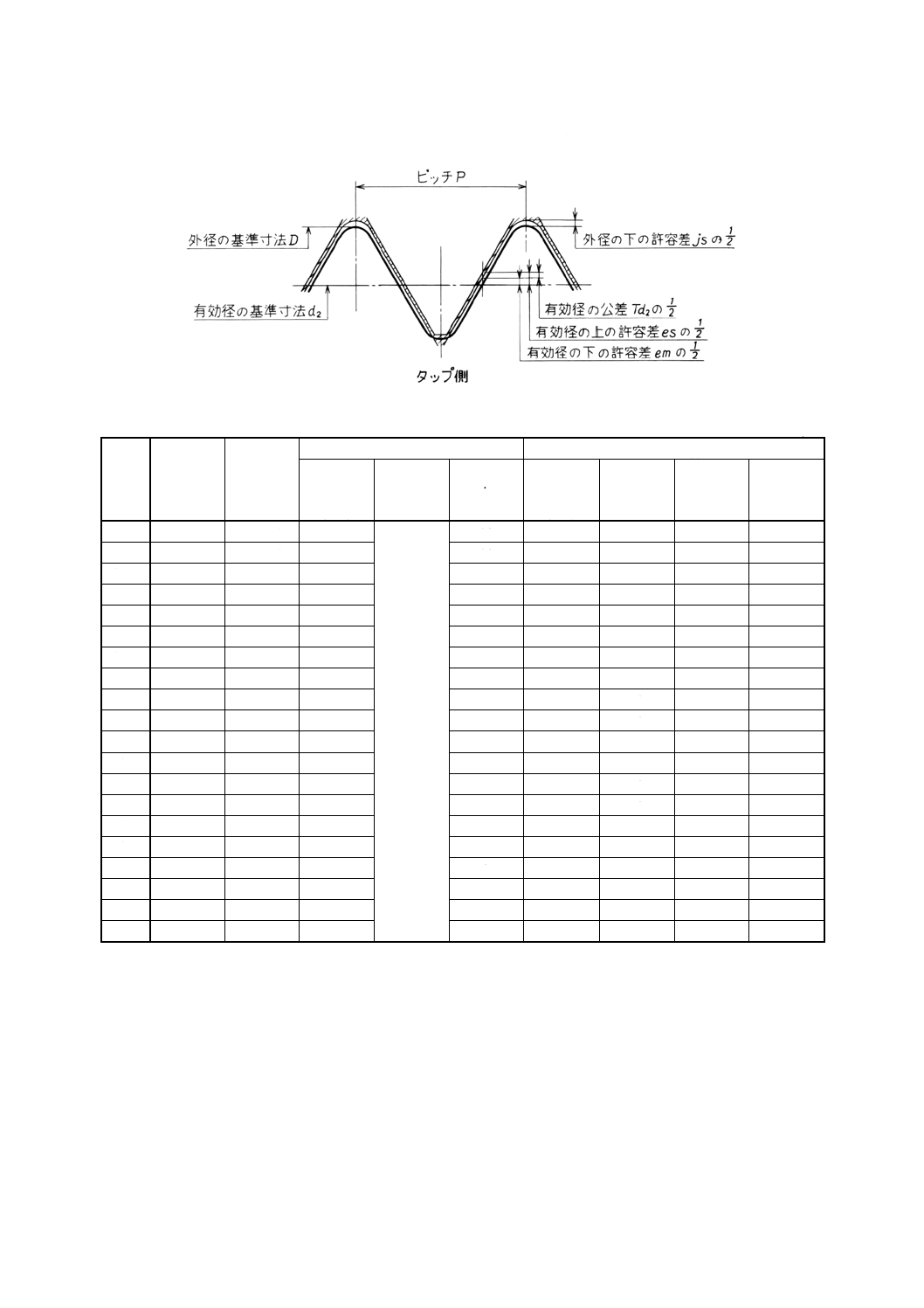
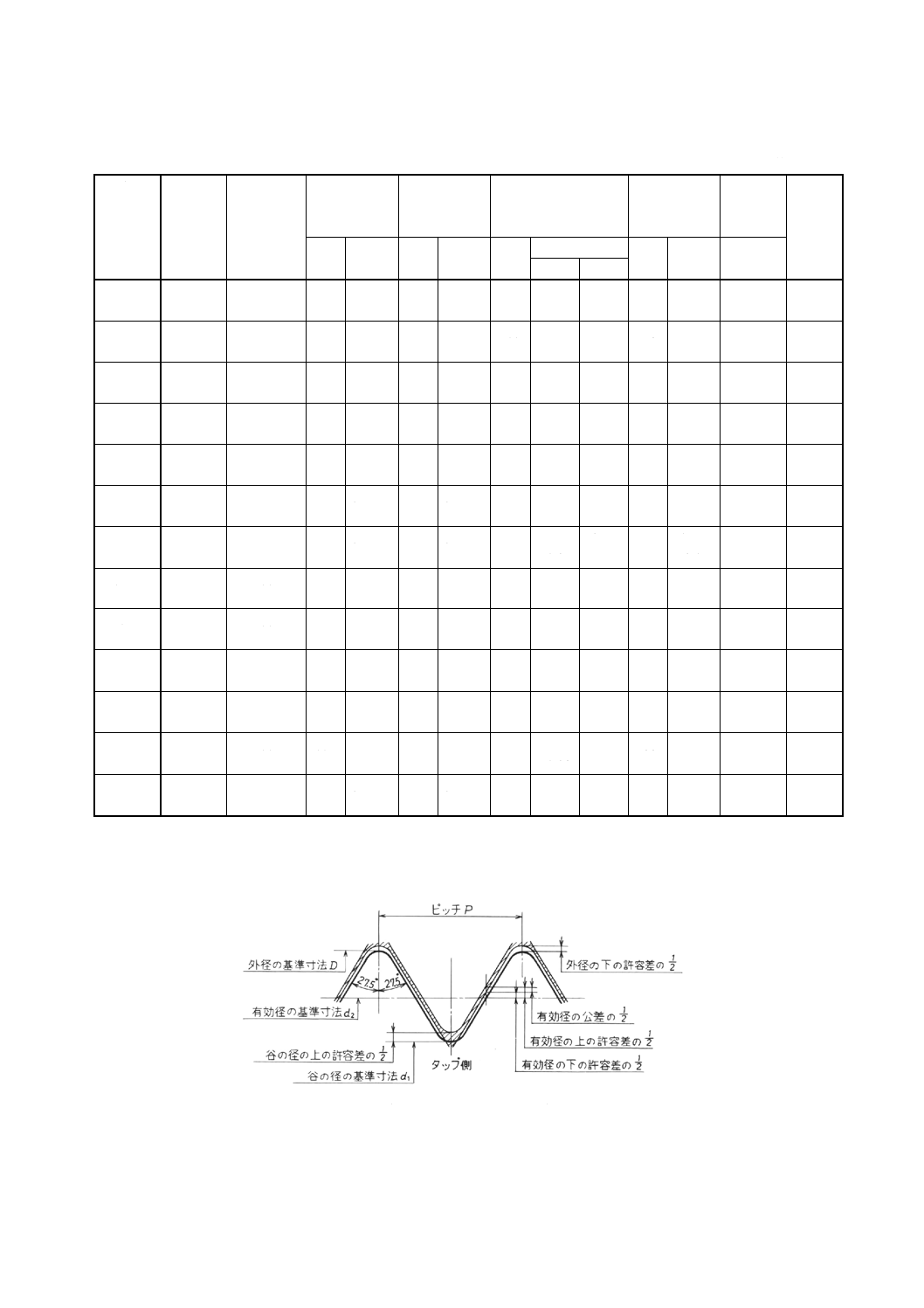
付表2 外径・有効径の許容差及び公差
備考 この図の太い実線は基準山形を,また斜線を施した部分は,タップの公差域を示す。
単位 μm
呼び
山数
(25.4mm
につき)
n
ピッチ
P
(参考)
(mm)
外径
有効径(5)
基準寸法
D
(mm)
上の許容差 下の許容差
js
+
基準寸法
d2
(mm)
上の許容差
es
+
下の許容差
em
+
公差
Td2
G1/16
28
0.907 1
7.723 規定
しない。
32
7.142
43
21
22
G1/8
28
0.907 1
9.728
32
9.147
43
21
22
G1/4
19
1.336 8
13.157
37
12.301
50
25
25
G3/8
19
1.336 8
16.662
37
15.806
50
25
25
G1/2
14
1.814 3
20.955
43
19.793
57
28
29
G5/8
14
1.814 3
22.911
43
21.749
57
28
29
G3/4
14
1.814 3
26.441
43
25.279
57
28
29
G7/8
14
1.814 3
30.201
43
29.039
57
28
29
G1
11
2.309 1
33.249
54
31.770
72
36
36
G11/8
11
2.309 1
37.897
54
36.418
72
36
36
G11/4
11
2.309 1
41.910
54
40.431
72
36
36
G11/2
11
2.309 1
47.803
54
46.324
72
36
36
G13/4
11
2.309 1
53.746
54
52.267
72
36
36
G2
11
2.309 1
59.614
54
58.135
72
36
36
G21/4
11
2.309 1
65.710
65
64.231
87
43
44
G21/2
11
2.309 1
75.184
65
73.705
87
43
44
G23/4
11
2.309 1
81.534
65
80.055
87
43
44
G3
11
2.309 1
87.884
65
86.405
87
43
44
G31/2
11
2.309 1
100.330
65
98.851
87
43
44
G4
11
2.309 1
113.030
65
111.551
87
43
44
注(5) この表の有効径は,単独有効径とする。
7
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
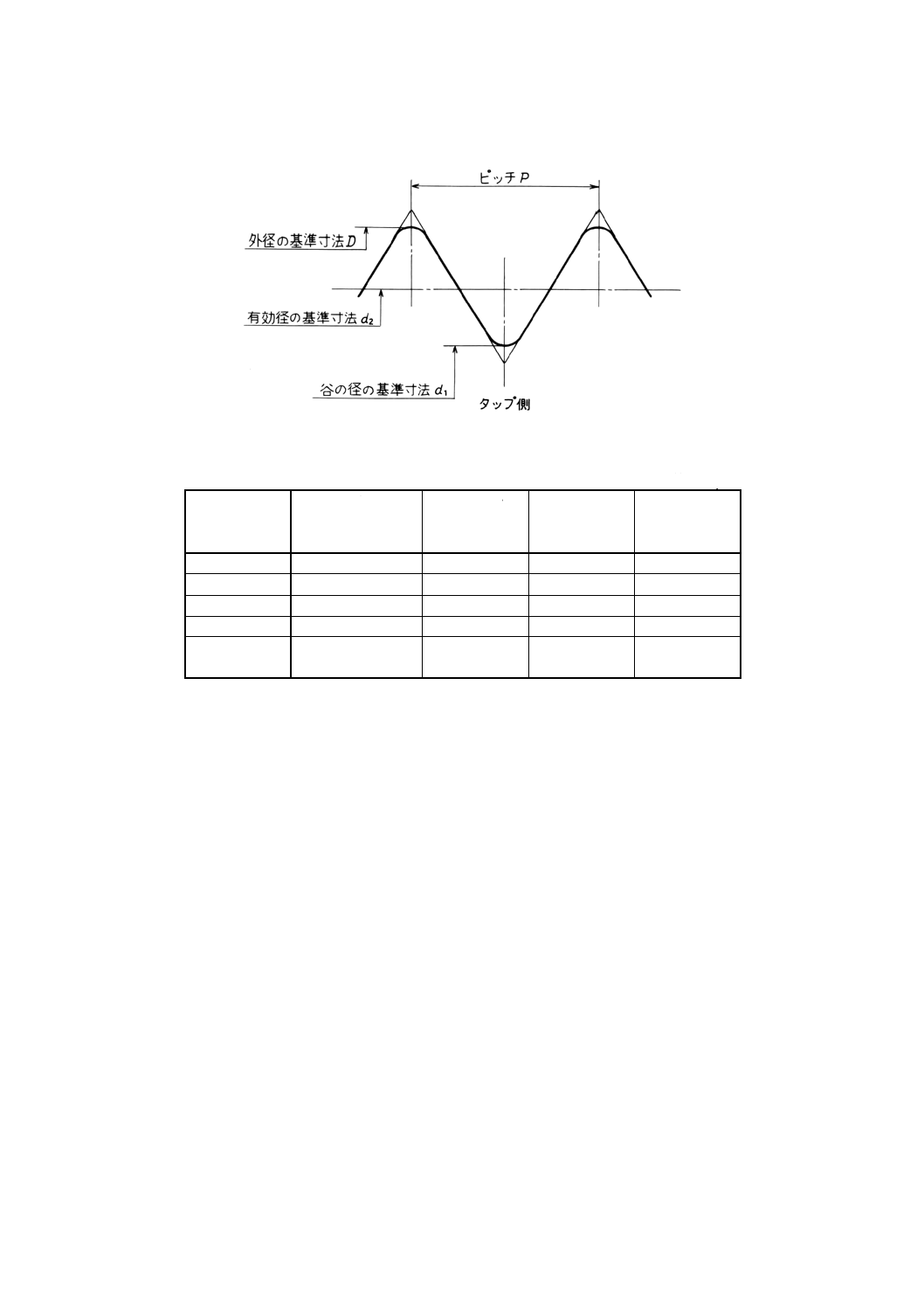
付表3 ピッチの許容差
備考 この図の太い実線は,基準山形を示す。
単位 μm
呼び
山数
(25.4mmにつき)
n
ピッチP
(参考)
(mm)
測定長さ
(山数)
許容差
±
G1/16 〜G1/8
28
0.907 1
7
8
G1/4 〜G3/8
19
1.336 8
7
8
G1/2 〜G7/8
14
1.814 3
7
8
G1
〜G2
11
2.309 1
7
9
G21/4
〜G4
11
2.309 1
7
11
備考 ピッチの許容差は,ピッチ誤差の有効径当量に基づいて規定されており,めねじ
の有効径公差のほぼ10%に等しい。
8
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
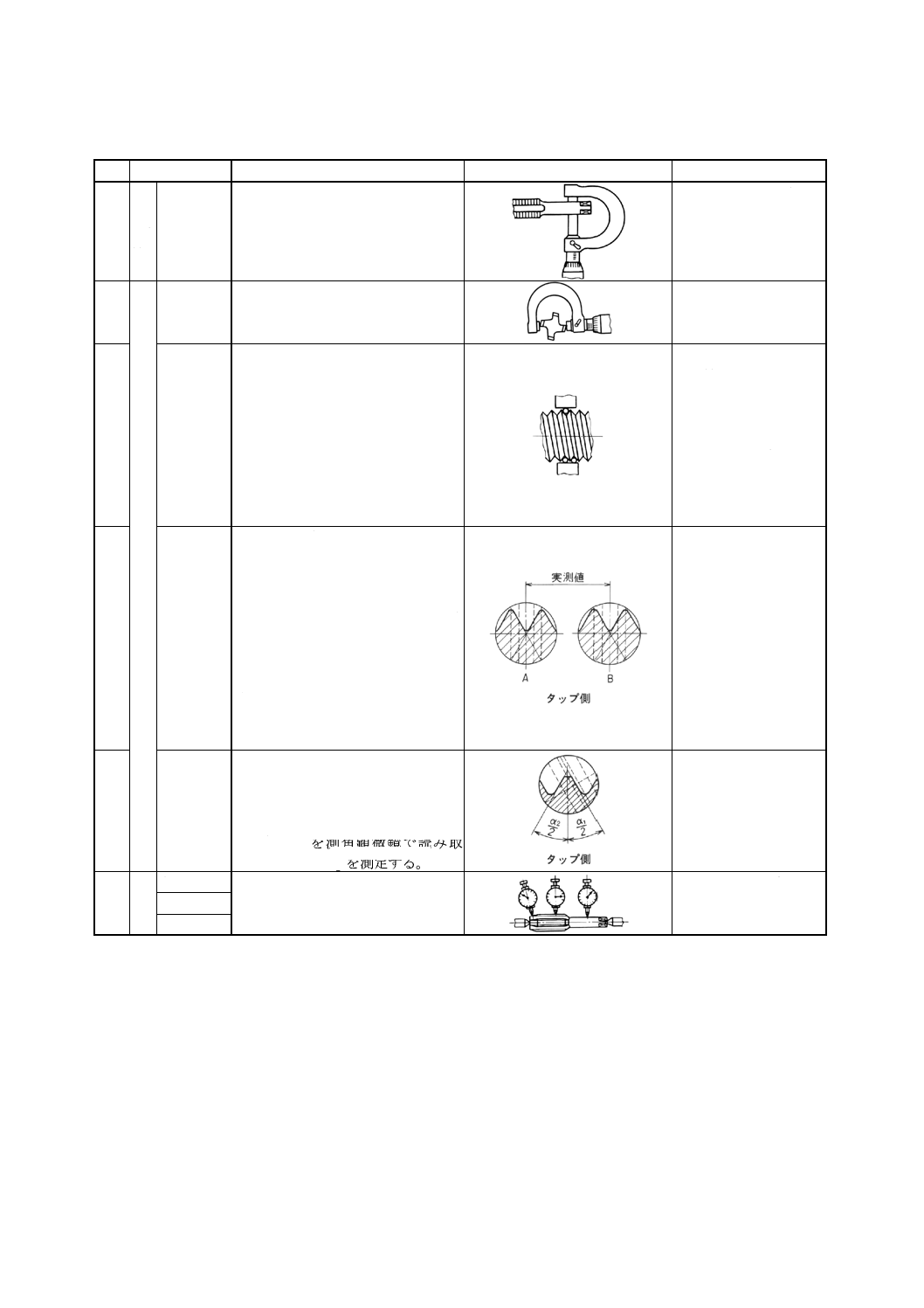
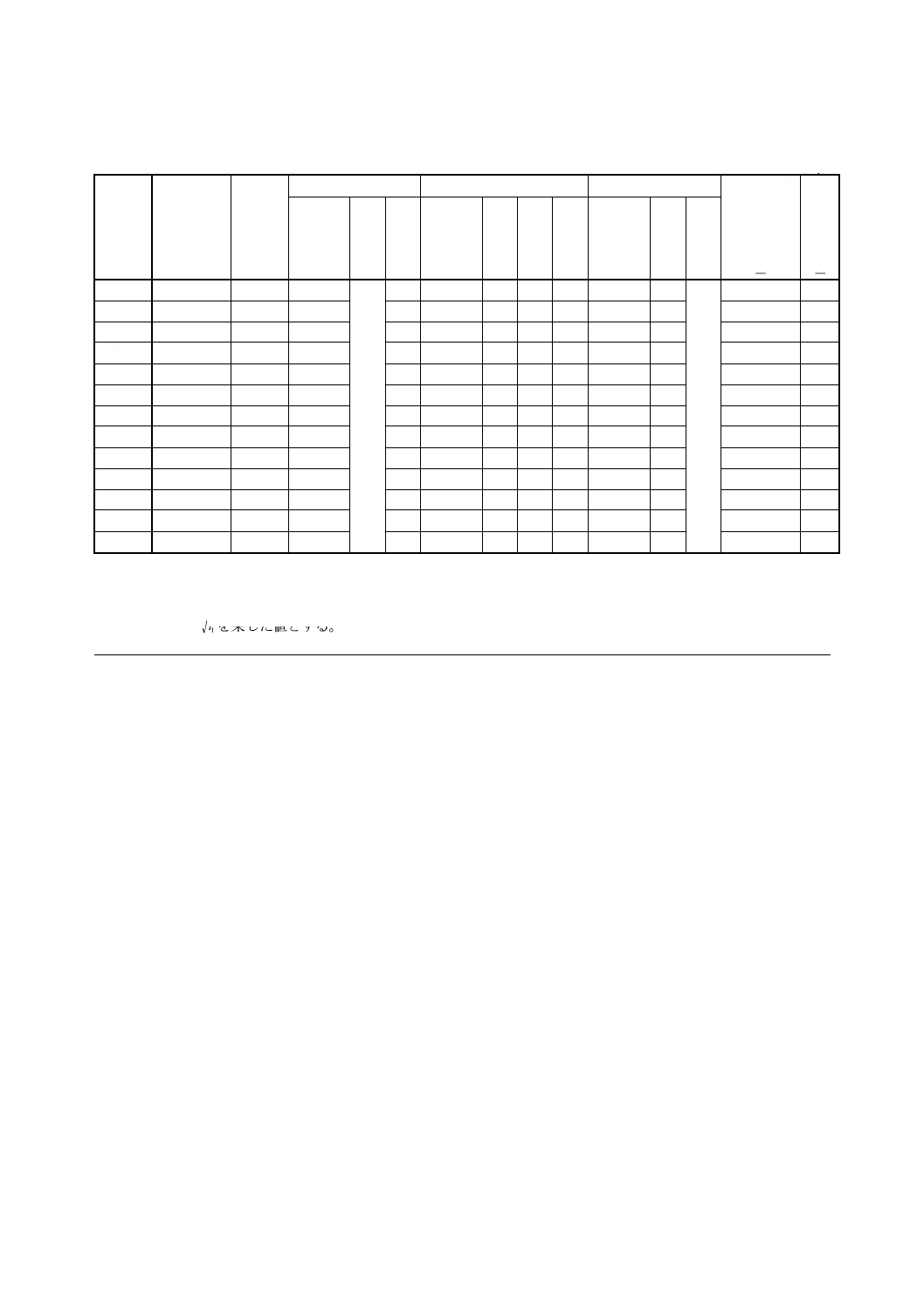
付表4 測定方法
番号
項目
測定方法
測定方法図
測定器具
1 形
状
・寸
法
シャンク径 外側マイクロメータで測定する。
JIS B 7502のマイクロ
メータ
2 ね
じ
部
の
精
度
外径
食付き部に近い完全山部の切れ刃側
を外側マイクロメータで測定する。
JIS B 7502のマイクロ
メータ
3
有効径
食付き部に近い完全山部の切れ刃側
をねじ測定用三針を用いて外側マイ
クロメータで測定するか,又はねじ
有効径測定機で測定する。
JIS B 0271のねじ測定
用三針
JIS B 7502のマイクロ
メータ
ねじ有効径測定機は,
JIS B 7519の指針測微
器及びJIS B 7502のマ
イクロメータヘッドを
装備したもの
4
ピッチ
ねじ山の軸線を,測定テーブルの移
動方向と一致させ,測定顕微鏡の鏡
筒をリード角だけ傾け,ねじ山Aと
55°細線又はねじ山形細線とを一致
させて,マイクロメータの目盛を読
む。次に必要山数だけ離れたねじ山B
まで移動テーブルを動かして55°細
線又はねじ山形細線とねじ山Bを一
致させ,マイクロメータの目盛を読
む。このときのA,Bの読みの差を
実測値とする。
JIS B 7153の測定顕微
鏡
5
山の半角
ねじ山の軸線を測定テーブルの移動
方向と一致させ,測定顕微鏡の鏡筒
をリード角だけ傾け,ねじ山のフラ
ンクに顕微鏡の十字線を合わせ,そ
の回転角21
αを測角顕微鏡で読み取
る。同様にして22
αを測定する。
JIS B 7153の測定顕微
鏡
6 振
れ
食付き部
両センタを基準にして回転し,食付
き部,ねじ部及びシャンクについて
ダイヤルゲージで測定する。
JIS B 7503のダイヤル
ゲージ
ねじ部
シャンク
9
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書(規定) 管用平行ねじ用タップ(PF形)
1. 適用範囲 この附属書は,呼びPF1/8〜PF2の管用平行ねじのねじ立てに用いる管用平行ねじ用タップ
のPF形(以下,PF形という。)について規定する。
備考 この附属書のPF形は,その形状・寸法及びねじ部精度がISO 2284及びISO 5969に規定して
いるものとは異なる。
2. 等級 PF形の等級は,ねじ部の精度及び振れの公差によって2級及び3級の2等級とし,等級の記号
は,附属書表1のとおりとする。
附属書表1 等級の記号
等級
2級
3級
記号
II
III
3. 形状・寸法 PF形の形状及び寸法は,附属書付表1のとおりとする。
4. 品質
4.1
硬さ PF形の刃部の硬さは,本体7.1による試験を行ったとき,合金工具鋼のものは58HRC又は
660HV以上,高速度工具鋼のものは60HRC又は700HV以上とし,シャンクは有害な変形,損傷を起こさ
ないよう適切な熱処理を施さなければならない。
4.2
ねじ部の精度 PF形のねじ部の精度は,本体7.2による試験を行ったとき,附属書付表2及び附属
書付表3のとおりとする。
4.3
振れ PF形のねじ部及びシャンクの振れの公差は,本体7.3による試験を行ったとき,附属書表2
のとおりとする。
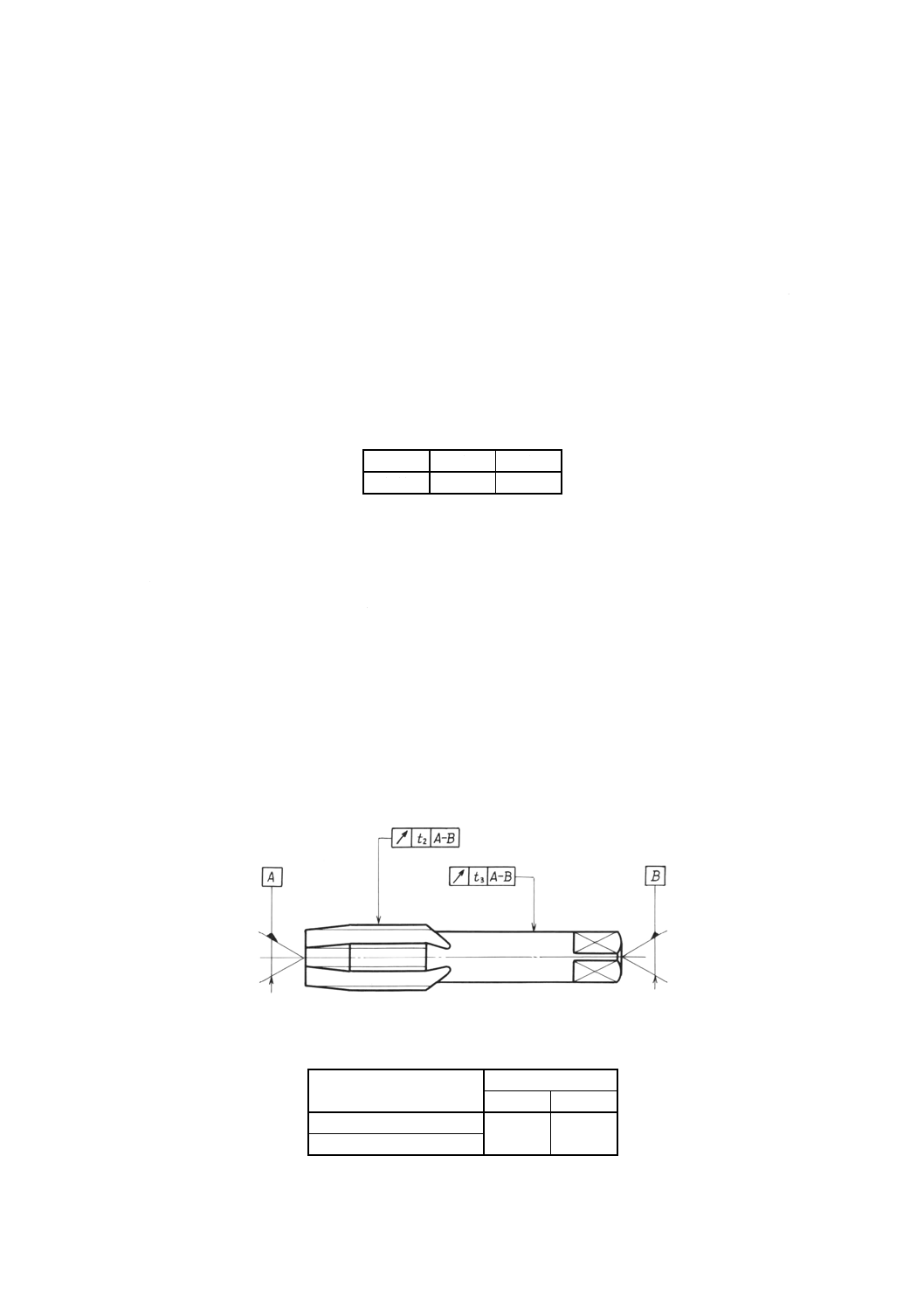
附属書表2 振れの公差
備考 図示方法は,JIS B 0021による。
単位 mm
等級
2級
3級
ねじ部の振れの公差
t2
0.04
0.20
シャンクの振れの公差 t3
10
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 材料 PF形のねじ部の材料は,JIS G 4404のSKS2若しくはJIS G 4403のSKH51,又はこれらと同
等以上の性能をもつものとする。
ねじ部とシャンクとの材料が異なるもののシャンクの材料は,JIS G 4051のS55C,又はこれと同等以上
の性能をもつものとする。
6. 製品の呼び方 PF形の呼び方は,規格番号又は規格の名称,呼び,等級及びねじ部の材料記号(1)によ
る。
なお,左ねじの場合は,呼びの前に“左”を付け加える。
例1. JIS B 4445
左PF1/2 2級 SKH51
例2. JIS B 4445
PF3/8 2級 HSS
例3. 管用平行ねじ用タップ
PF3/4 3級 SKS2
注(1) 使用材料が,SKH51又はこれと同等の場合はHSS,また,バナジウムを2.6%以上又はコバルト
を4.5%以上含む場合はHSS-Eと呼んでもよい。
7. 表示
7.1
製品の表示 PF形には,シャンク四角部を上又は横にして,シャンクに次の事項を横書きに表示す
る。
例
a) 左ねじの記号
: L(右ねじの場合は記号を付けない。)
b) 呼び
: PF1/8
c) ねじ部の材料記号(2)
: SKH51
d) 製造業者名又はその略号
e) 等級の記号
: II
注(2) 使用材料が,SKH51又はこれと同等の場合はHSS,また,バナジウムを2.6%以上又はコバルト
を4.5%以上含む場合はHSS-Eと表示してもよい。
7.2
包装の表示 PF形の包装には,規格の名称及び7.1に規定する事項を表示する。
附属書付表1 形状及び寸法
11
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
呼び
外径の
基準寸法
D
山数
(25.4mm
につき)
n
全長
L
ねじ部の長さ
l
シャンク径
d
シャンク
四角部の
幅K(3)
シャンク
四角部の
長さlk(3)
溝数
Z
(参考)
基準
寸法
許容差 基準
寸法
許容差 基準
寸法
許容差
基準
寸法
許容差
基準
寸法
2級
3級
PF1/8
9.728
28
55 ±0.8
19 ±1
8
0
−0.04
0
−0.13
6
0
−0.1
9
4
PF1/4
13.157
19
62 ±0.8
28 ±1.5
11
0
−0.04
0
−0.13
9
0
−0.1
12
4
PF3/8
16.662
19
65 ±0.8
28 ±1.5
14
0
−0.05
0
−0.13
11
0
−0.15
14
4
PF1/2
20.955
14
80 ±0.8
35 ±1.5
18
0
−0.05
0
−0.13
14
0
−0.15
17
4
PF5/8
22.911
14
82 ±0.8
35 ±1.5
19
0
−0.05
0
−0.13
15
0
−0.15
18
4
PF3/4
26.441
14
85 ±0.8
35 ±1.5
23
0
−0.05
0
−0.13
17
0
−0.15
20
4
PF7/8
30.201
14
90 ±0.8
40 ±1.5
24
0
−0.05
0
−0.13
19
0
−0.15
22
4
PF1
33.249
11
95 ±0.8
45 ±2
26
0
−0.05
0
−0.18
21
0
−0.2
24
4
PF11/8
37.897
11
100 ±0.8
45 ±2
28
0
−0.08
0
−0.18
21
0
−0.2
24
4
PF11/4
41.910
11
105 ±0.8
45 ±2
32
0
−0.08
0
−0.18
26
0
−0.2
30
4
PF11/2
47.803
11
110 ±0.8
45 ±2
38
0
−0.08
0
−0.18
29
0
−0.2
32
6
PF13/4
53.746
11
115 ±0.8
45 ±2
42
0
−0.08
0
−0.18
32
0
−0.2
35
6
PF2
59.614
11
120 ±0.8
50 ±2
46
0
−0.08
0
−0.18
35
0
−0.2
38
6
注(3) JIS B 4002の附属書による。
備考 食付き部の長さは,一般には3〜4山とする。
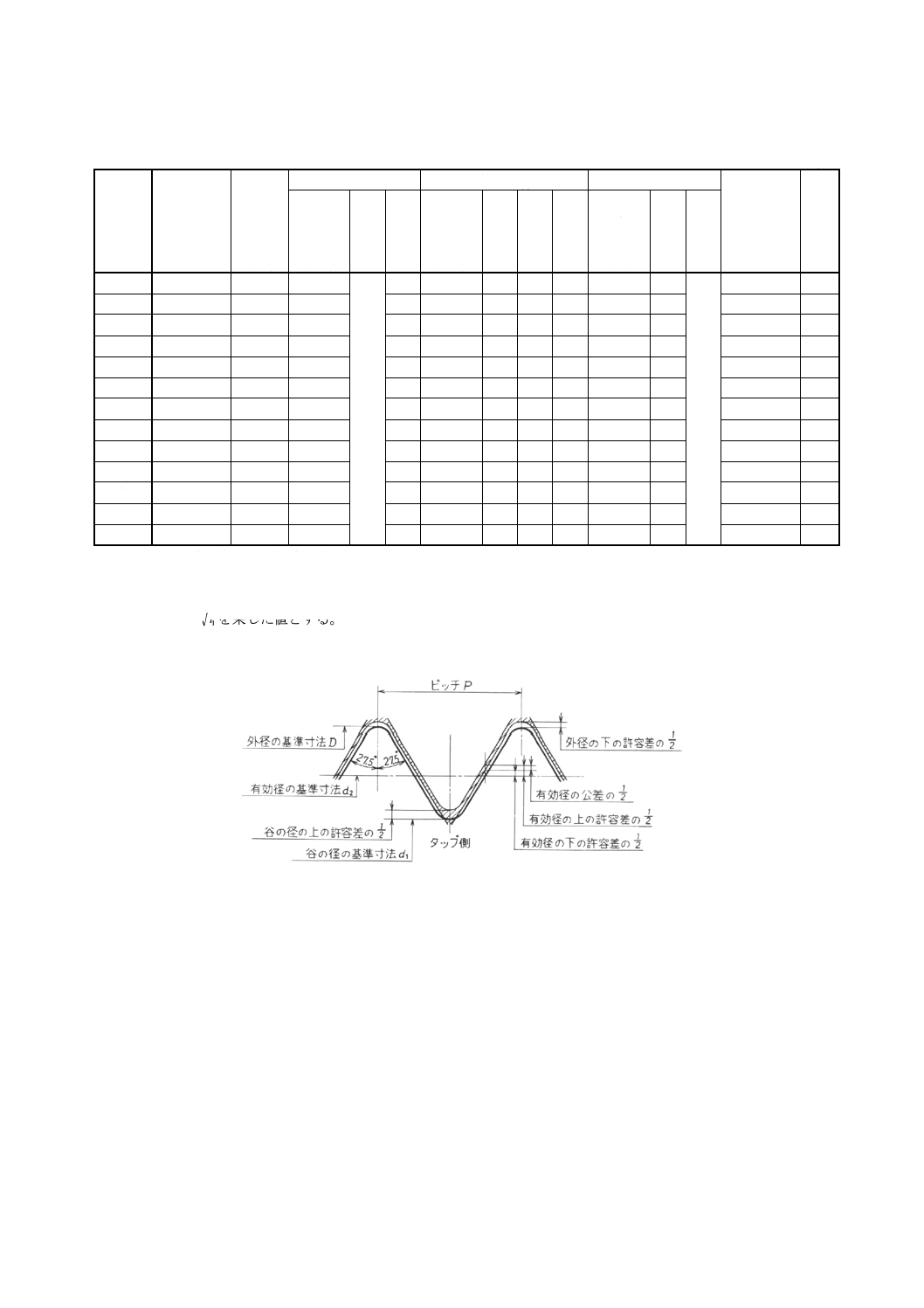
附属書付表2 PF形2級のねじ部の精度
備考 この図の太い実線は基準山形を,また斜線を施した部分は,タ
ップの公差域を示す。
12
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
呼び
山数
(25.4mm
につき)
n
ピッチ
P
外径
有効径(4)
谷の径
ピッチの許
容差(5)
(25.4mm
につき)
山の半
角の許
容差
(分)
基準寸法
D
上の
許容
差
下の
許容
差
基準寸法
d2
上の
許容
差
下の
許容
差
公差 基準寸法
d1
上の
許容
差
下の
許容
差
(mm)
(mm)
+
(mm)
+
+
(mm)
+
±
±
PF1/8
28
0.907 1
9.728
規
定
し
な
い
。
65
9.147
40
20
20
8.566
40
規
定
し
な
い
。
10
30
PF1/4
19
1.336 8
13.157
90
12.301
50
25
25
11.445
50
10
30
PF3/8
19
1.336 8
16.662
90
15.806
50
25
25
14.950
50
10
30
PF1/2
14
1.814 3
20.955
115
19.793
55
25
30
18.631
55
10
25
PF5/8
14
1.814 3
22.911
115
21.749
55
25
30
20.587
55
10
25
PF3/4
14
1.814 3
26.441
115
25.279
55
25
30
24.117
55
10
25
PF7/8
14
1.814 3
30.201
115
29.039
55
25
30
27.877
55
10
25
PF1
11
2.309 1
33.249
145
31.770
60
30
30
30.291
60
10
25
PF11/8
11
2.309 1
37.897
145
36.418
60
30
30
34.939
60
10
25
PF11/4
11
2.309 1
41.910
145
40.431
65
30
35
38.952
65
10
25
PF11/2
11
2.309 1
47.803
145
46.324
65
30
35
44.845
65
10
25
PF13/4
11
2.309 1
53.746
145
52.267
65
30
35
50.788
65
10
25
PF2
11
2.309 1
59.614
150
58.135
75
30
40
56.656
75
10
25
注(4) この表の有効径は,単独有効径とする。
(5) この表のピッチの許容差は,長さ25.4mm離れた任意の二つの山と山との間のピッチ合計に対するものをいう。
ただし,測定することができる完全山部の長さ (l1mm) が25.4mmより短いときは,ピッチの許容差は,表中の
数値に0.2
1lを乗じた値とする。
備考 山の頂及び谷底の形状は,一般に丸みを付けるが,許容差の範囲内で平らであっても差し支えない。
附属書付表3 PF形3級のねじ部の精度
備考 この図の太い実線は基準山形を,また斜線を施した部分は,タ
ップの公差域を示す。
13
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
呼び
山数
(25.4mm
につき)
n
ピッチ
P
(mm)
外径
有効径(4)
谷の径
ピッチの許
容差(5)
(25.4mm
につき)
山の半
角の許
容差
(分)
基準寸法
D
上の
許容
差
下の
許容
差
基準寸法
d2
上の
許容
差
下の
許容
差
公差 基準寸法
d1
上の
許容
差
下の
許容
差
(mm)
+
(mm)
+
+
(mm)
+
±
±
PF1/8
28
0.907 1
9.728
規
定
し
な
い
。
90
9.147
65
25
40
8.566
65 規
定
し
な
い
。
50
50
PF1/4
19
1.336 8
13.157
100 12.301
80
30
50 11.445
80
50
45
PF3/8
19
1.336 8
16.662
100 15.806
80
30
50 14.950
80
50
45
PF1/2
14
1.814 3
20.955
125 19.793
95
35
60 18.631
95
50
45
PF5/8
14
1.814 3
22.911
125 21.749
95
35
60 20.587
95
50
45
PF3/4
14
1.814 3
26.441
125 25.279
95
35
60 24.117
95
50
45
PF7/8
14
1.814 3
30.201
125 29.039
95
35
60 27.877
95
50
45
PF1
11
2.309 1
33.249
155 31.770
105
40
65 30.291
105
50
40
PF11/8
11
2.309 1
37.897
155 36.418
105
40
65 34.939
105
50
40
PF11/4
11
2.309 1
41.910
155 40.431
110
40
70 38.952
110
50
40
PF11/2
11
2.309 1
47.803
155 46.324
110
40
70 44.845
110
50
40
PF13/4
11
2.309 1
53.746
155 52.267
110
40
70 50.788
110
50
40
PF2
11
2.309 1
59.614
155 58.135
125
45
80 56.656
125
50
40
注(4) この表の有効径は,単独有効径とする。
(5) この表のピッチの許容差は,長さ25.4mm離れた任意の二つの山と山との間のピッチ合計に対するものをいう。
ただし,測定することができる完全山部の長さ (l1mm) が25.4mmより短いときは,ピッチの許容差は,表中の
数値に0.2
1lを乗じた値とする。
備考 山の頂及び谷底の形状は,一般に丸みを付けるが,許容差の範囲内で平らであっても差し支えない。
関連規格 JIS B 0123 ねじの表し方
JIS B 0202-1982 管用平行ねじ
ISO 228-1 : 1982 Pipe threads where pressure-tight joints are not made on the threads−Part
1:Designation, dimensions and tolerances
ISO 2857 : 1973 Ground thread taps for ISO metric threads of tolerances 4H to 8H and 4G to 6G
coarse and fine pitches−Manufacturing tolerances on the threaded portion
ISO 11054 : 1993 Cutting tools−Designation of high-speed steel groups
14
B 4445 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学工学部
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
片 桐 泰 典
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社川崎工場
小 峰 武 夫
コベルコツールエンジニアリング株式会社
白
秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
木 村 育 夫
株式会社三興製作所
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会