1
B 4430
: 19
98
解
説
解説表
4
JIS
と対応する国際規格との対比表
JIS B 4430
: 1998
メートルねじ用ハンドタップ
ISO
529
: 1993
Short machine taps and hand taps
(ショートマシンタップ及びハンドタップ)
ISO 2857
: 1973
Ground thread taps for
ISO
metric threads of tolerances 4H to 8H and 4G to 6G coarse and fine pitches
−
Manufacturing tolerances on the threaded portion
(
ISO
メートルねじの等級
4H
〜
8H
及び
4G
〜
6G
用の並目・細目ピッチ用の研削タップ−ねじ部の製作公差)
ISO 8830
: 1991
High-speed steel machine taps with ground threads
−
Technical specifications
(高速度工具鋼研削仕
上げマシンタップ−技術仕様)
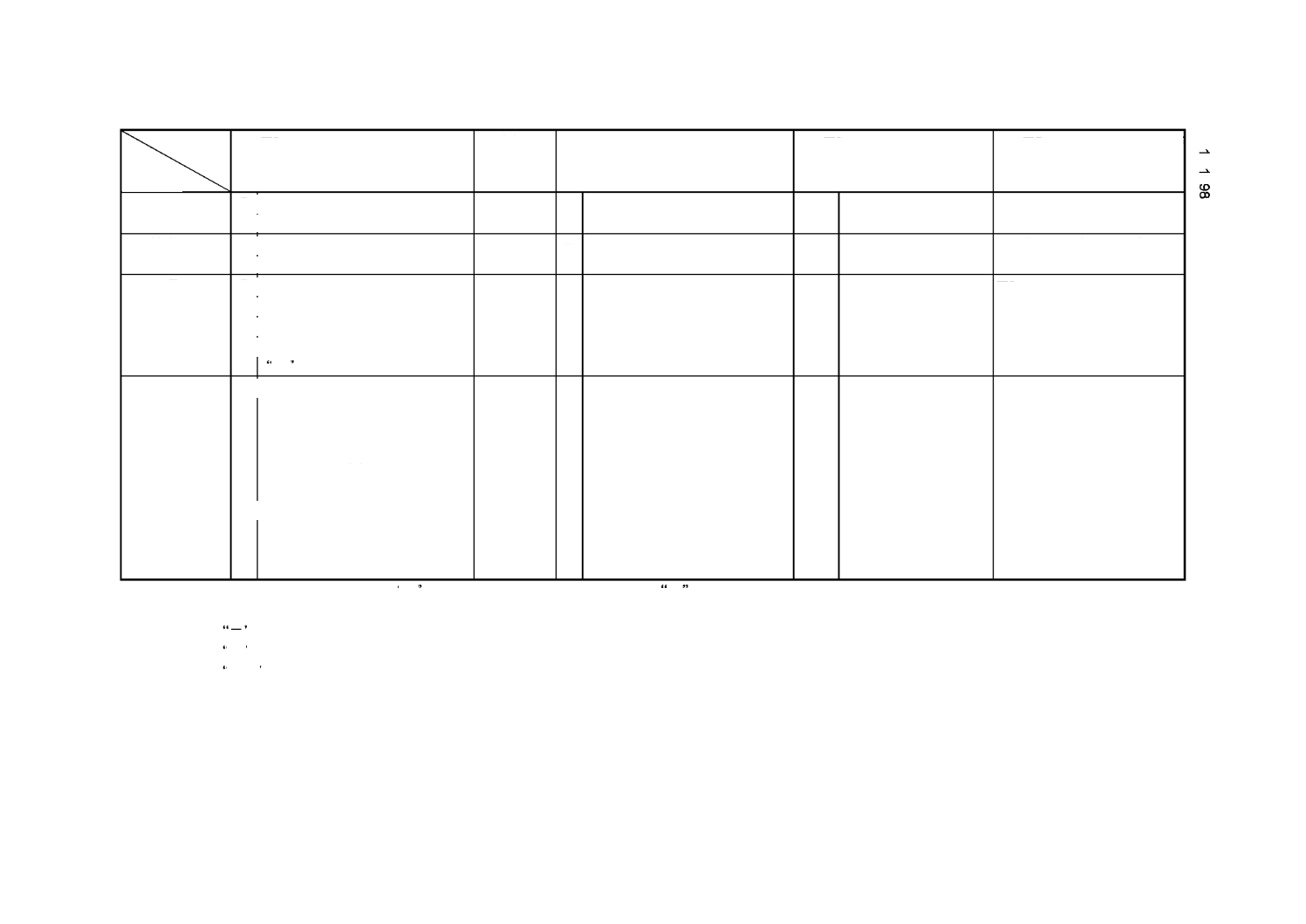
対比項目
規定項目
(I)
JIS
の規定内容
(II)
国 際 規
格番号
(III)
国際規格の規定内容
(IV)
JIS
と国際規格との相違点
(V)
JIS
と国際規格との一致が
困難な理由及び今後の対策
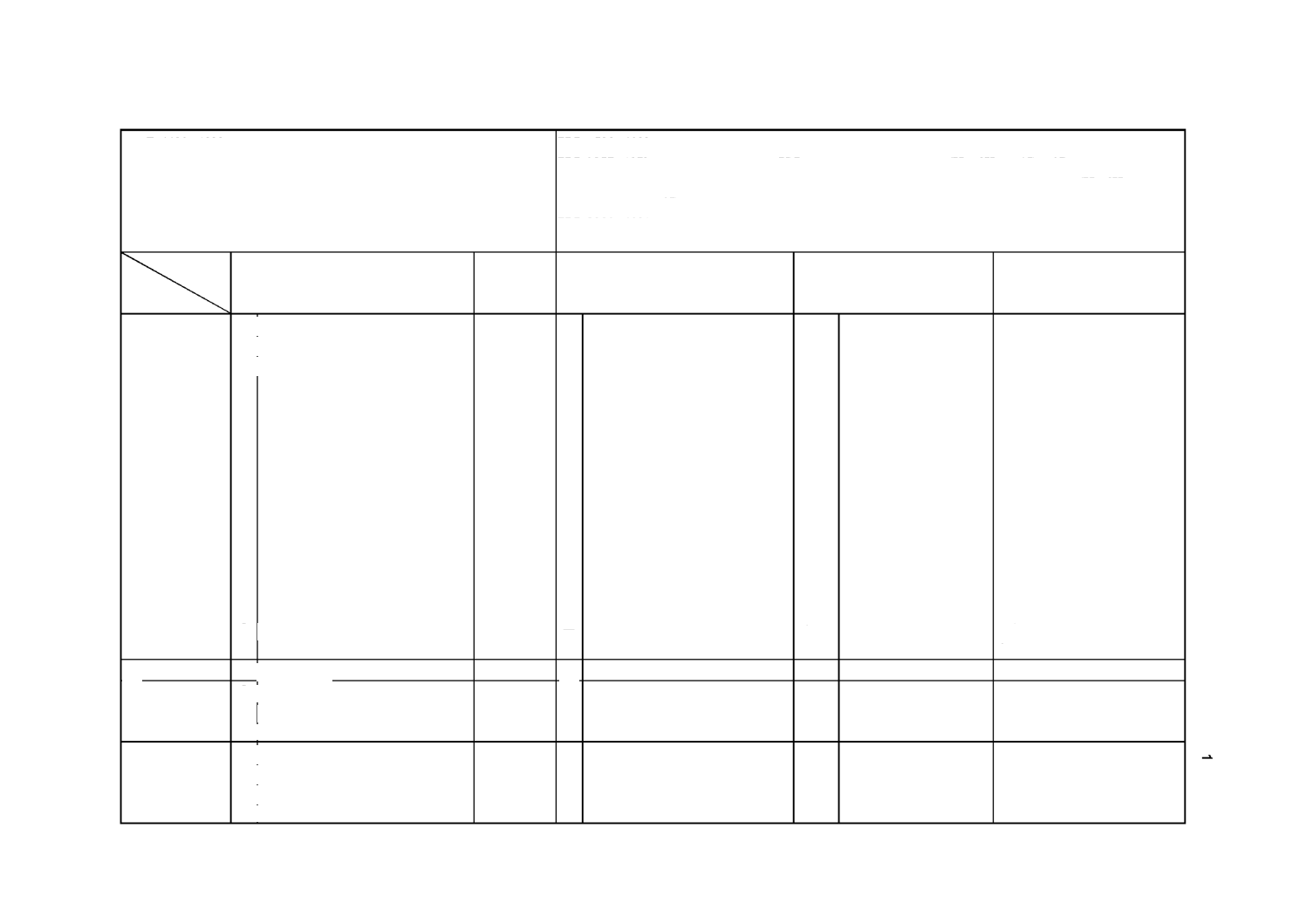
(1)
適用範囲
○ メートル並目ねじ及びメートル細
目ねじのねじ立てに使用するハン
ドタップについて規定。
ISO 529
○
ISO
メートルねじとして
メートル並目ねじ及びメートル
細目ねじ,
ISO
インチねじとして
ユニファイ並目ねじ(
UNC
)及び
ユニファイ細目ねじ(
UNF
)のね
じ立てに使用するハンドタップ
の形状・寸法について規定。
=
JIS
は,
ISO
で規定して
いるユニファイねじ用
の形状・寸法は,別規格
で規定。
規格体系の相違。現状のまま
とする。
ISO 2857
○
ISO
メートルねじの並目・細目ね
じの等級
4H
〜
8H
及び
4G
〜
6G
のねじ立て
に使用する研削タップのねじ部
の精度について規定。
ISO 8830
○ 高速度工具鋼研削仕上げマシン
タップの特性について規定。
○
J
形については,附属書に示す。
−
ADP
J
形は
JIS
独自の規定として残
す。
(2)
引用規格
○ 引用される
JIS
を記載。
−
JIS
独自の規定として残す。
(3)
定義
○
JIS B 0101
(ねじ用語)及び
JIS B 0176
(ねじ加工工具用語)
による。
JIS
独自の規定として残す。
(4)
種類・等級
○ 種類
フルダイヤメータシャンクタッ
プ,ネック付きタップ及びレリー
ブシャンクタップの
3
種類。
ISO 529
○
フルダイヤメータシャンクタッ
プ,ネック付きタップ及びレリー
ブシャンクタップの
3
種類。
≡