B 4414 : 1998 (ISO 522 : 1975)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 4414-1990は改正され,この規格に置き換えられる。
今回の改正では,国際整合化を図るため,ISO 522 : 1975, Special tolerances for reamers(リーマの寸法公
差の決め方)を翻訳し基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4414 : 1998
(ISO 522 : 1975)
リーマの寸法公差の決め方
Reamers−Special tolerances for reamers
序文 この規格は,1975年に発行されたISO 522, Special tolerances for reamersを翻訳し,技術的内容及び
規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格の中で,点線の下線を施してある箇所は,原国際規格にはない事項である。
1. 適用範囲 この規格は,ハンドリーマ (JIS B 4405) ,マシンリーマ (JIS B 4413) 及びチャッキング
リーマ (JIS B 4402) を含むリーマの直径の公差の決め方について規定する。
参考 JIS B 4402,JIS B 4405,JIS B 4406及びJIS B 4413では,m5をA級,m6をB級と規定して
いるが,これらの対応国際規格では,m6だけを規定している。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 4402 チャッキングリーマ
備考 ISO 521 : 1975, Machine chucking reamers with parallel shanks or Morse taper shanksからの引用
事項は,この規格の該当事項と同等である。
JIS B 4405 ハンドリーマ
備考 ISO 236/I : 1976, Hand reamersからの引用事項は,この規格の該当事項と同等である。
JIS B 4406 シェルリーマ
備考 ISO 2402 : 1972, Shell reamers with taper bore (taper bore 1: 30 (included))with slot drive and arbors
for shell reamersからの引用事項は,この規格の該当事項と同等である。
JIS B 4413 マシンリーマ
備考 ISO 236/II : 1976, Long fluted machine reamers, Morse taper shanksからの引用事項は,この規格
の該当事項と同等である。
3. 寸法公差の決め方 JIS B 4402,JIS B 4405,JIS B 4406及びJIS B 4413において,リーマの直径の許
容差をm5(A級)又はm6(B級)と規定しているが,これらのリーマが保証する穴径公差を前もって推
察することは不可能である。
リーマ仕上げされる穴の実寸法は,現実には非常に多くの要因に左右される。これらの要因として次の
ようなものがあげられる。
a) 被削材の材質とリーマ代
b) リーマの食付き角
c) 使用時のリーマの状態
2
B 4414 : 1998 (ISO 522 : 1975)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 取付け方法及び加工方法
e) 切削油剤
ある公差の穴を仕上げるリーマの製作寸法を決定するときに,これらの様々な要因を考慮するのが望ま
しい。
したがって,すべての条件において,加工精度を保証できる標準的な“特別”な公差を設定することは
不可能である。
しかしながら,画一性を得るため,加工される穴径公差に対応したリーマの寸法公差を決定するために,
次に示す方法を採用することが望ましい。
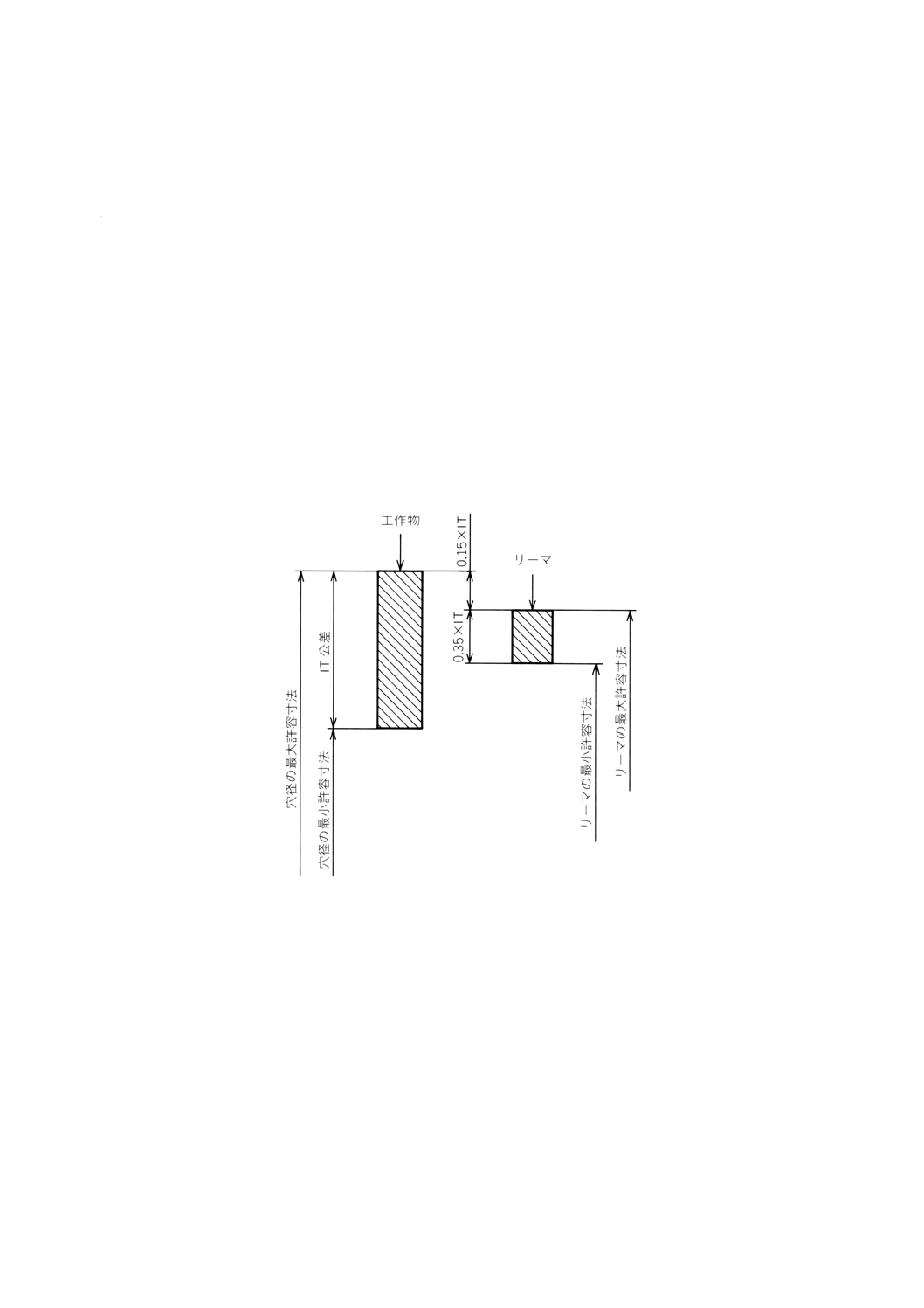
3.1
リーマの寸法公差の決め方
IT公差の穴の場合
− リーマ直径の最大許容寸法は,穴径の最大許容寸法から0.15×ITを引いたものに等しい。
0.15×ITの値はすべて0.001mm単位で切り上げて丸める。
− リーマ直径の最小許容寸法は,リーマの最大許容寸法から0.35×ITを引いたものに等しい。
0.35×ITの値はすべて0.001mm単位で切り上げて丸める。
図1 リーマの寸法公差
3.2
備考 3.1で決められた寸法公差以内であれば,この規格よりも厳しい精度のリーマを製作してもよ
い。
3.3
具体例
3.3.1
12H7の穴の場合
IT7=0.018mm
穴の大きさ:最大 12.018mm 最小 12.000mm
リーマ直径の最大許容寸法は,穴の最大許容寸法より0.15×IT小さい値である。
0.15×0.018mm=0.002 7mm
これは,0.003mmに丸められる。
3
B 4414 : 1998 (ISO 522 : 1975)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
リーマ直径の最大許容寸法=12.018mm−0.003mm=12.015mm
リーマ直径の最小許容寸法は,穴の最大許容寸法より0.35×IT小さい値である。
0.35×0.018mm=0.0063mm
これは,0.007mmに丸められる。
リーマ直径の最小許容寸法=12.015mm−0.007mm=12.008mm
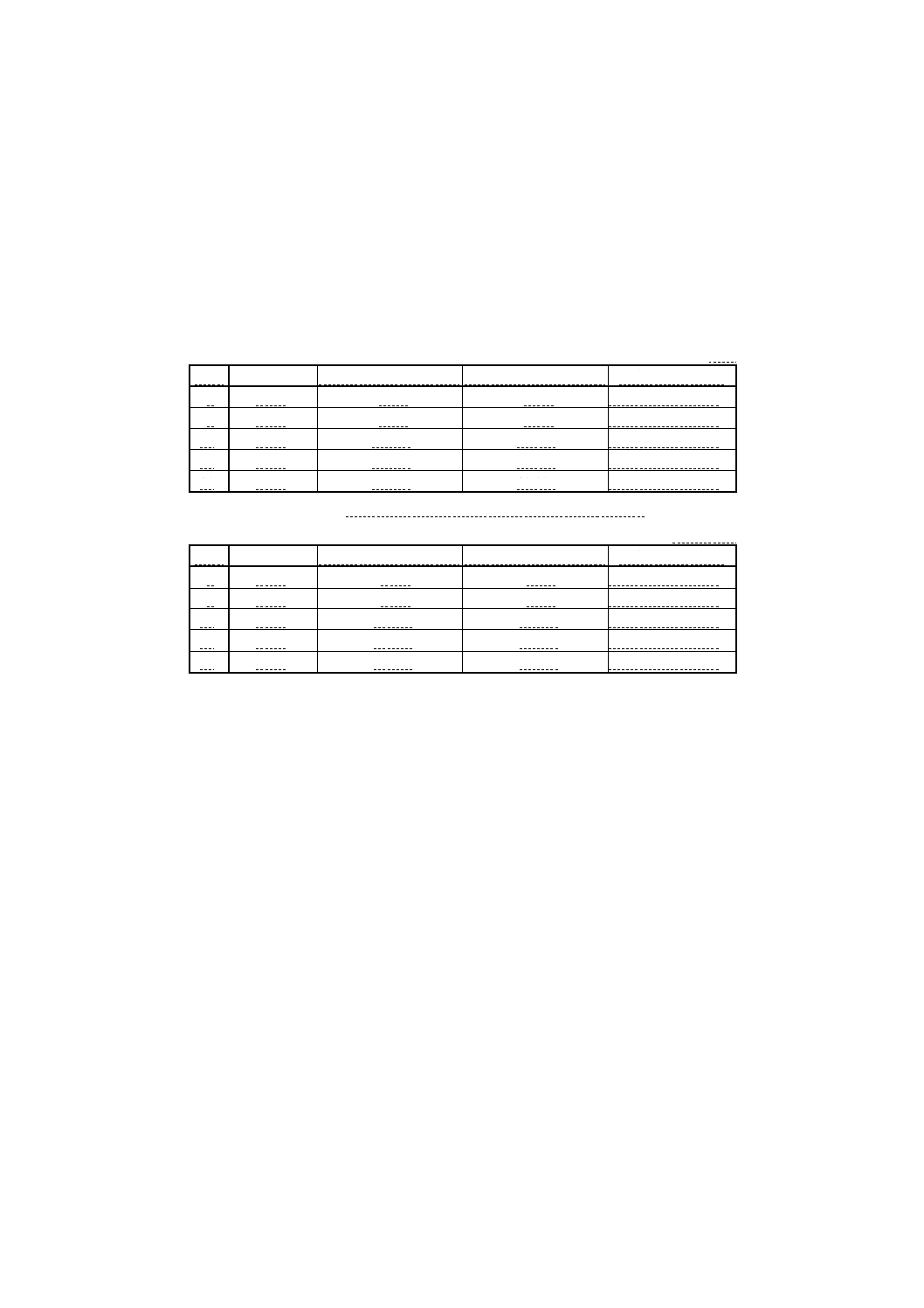
参考 1T7及びIT8公差の穴を加工するリーマの寸法公差を,主要寸法について計算し参考表1及び
参考表2に示す。IT7公差の穴を加工するリーマの公差は,m5にほぼ一致する。
参考表1 IT7公差の穴を加工するリーマの寸法公差
単位 mm
穴径
IT7公差
リーマの最小許容寸法 リーマの最大許容寸法 参考 m5許容差
3
0.010
3.004
3.008
3.002〜 3.006
6
0.012
6.005
6.010
6.004〜 6.009
10
0.015
10.006
10.012
10.006〜 10.012
18
0.018
18.008
18.015
18.007〜 18.015
30
0.021
30.009
30.017
30.008〜 30.017
参考表2 IT8公差の穴を加工するリーマの寸法公差
単位 mm
穴径
IT8公差
リーマの最小許容寸法 リーマの最大許容寸法 参考 m6許容差
3
0.014
3.006
3.011
3.002〜 3.008
6
0.018
6.008
6.015
6.004〜 6.012
10
0.022
10.010
10.018
10.006〜 10.015
18
0.027
18.012
18.022
18.007〜 18.018
30
0.033
30.016
30.028
30.008〜 30.021
4
B 4414 : 1998 (ISO 522 : 1975)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学理工学部
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
片 桐 泰 典
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社川崎工場
小 峰 武 夫
コベルコツールエンジニアリング株式会社
白
秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
木 村 育 夫
株式会社三興製作所
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会