2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4351-1985
すぐば傘歯車用G形刃物
Straight Bevel Gear Generating Cutters (Type G)
1. 適用範囲 この規格は,すぐば傘歯車歯切盤に使用するモジュール (m) 0.5〜8mmの仕上げ用すぐば
傘歯車用G形刃物(以下,刃物という。)について規定する。
引用規格:
JIS B 0174 歯切工具用語
JIS B 0251 メートル並目ねじ用限界ゲージ
JIS B 0255 ユニファイ並目ねじ用限界ゲージ
JIS B 0601 表面粗さの定義と表示
JIS B 0659 比較用表面粗さ標準片
JIS B 1701 インボリュート歯車の歯形及び寸法
JIS B 7153 工具顕微鏡
JIS B 7184 投影検査器
JIS B 7503 0.01mm目盛ダイヤルゲージ
JIS B 7506 フロックゲージ
JIS B 7507 ノギス
JIS B 7509 0.001mm目盛ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7726 ロックウェル硬さ試験機
JIS B 7734 微小硬さ試験機
JIS G 4403 高速度工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
関連規格:JIS B 0205 メートル並目ねじ
JIS B 0206 ユニファイ並目ねじ
JIS B 0209 メートル並目ねじの許容限界寸法及び公差
JIS B 0210 ユニファイ並目ねじの許容限界寸法及び公差
2. 用語の意味 この規格で用いる主な用語の意味は,JIS B 0174(歯切工具用語)による。
3. 種類 刃物の種類は,適用する歯切盤の大きさによって75形,150形及び300形の3種類とする。
4. 形状・寸法 刃物の形状及び寸法は,表1〜3による。
2
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
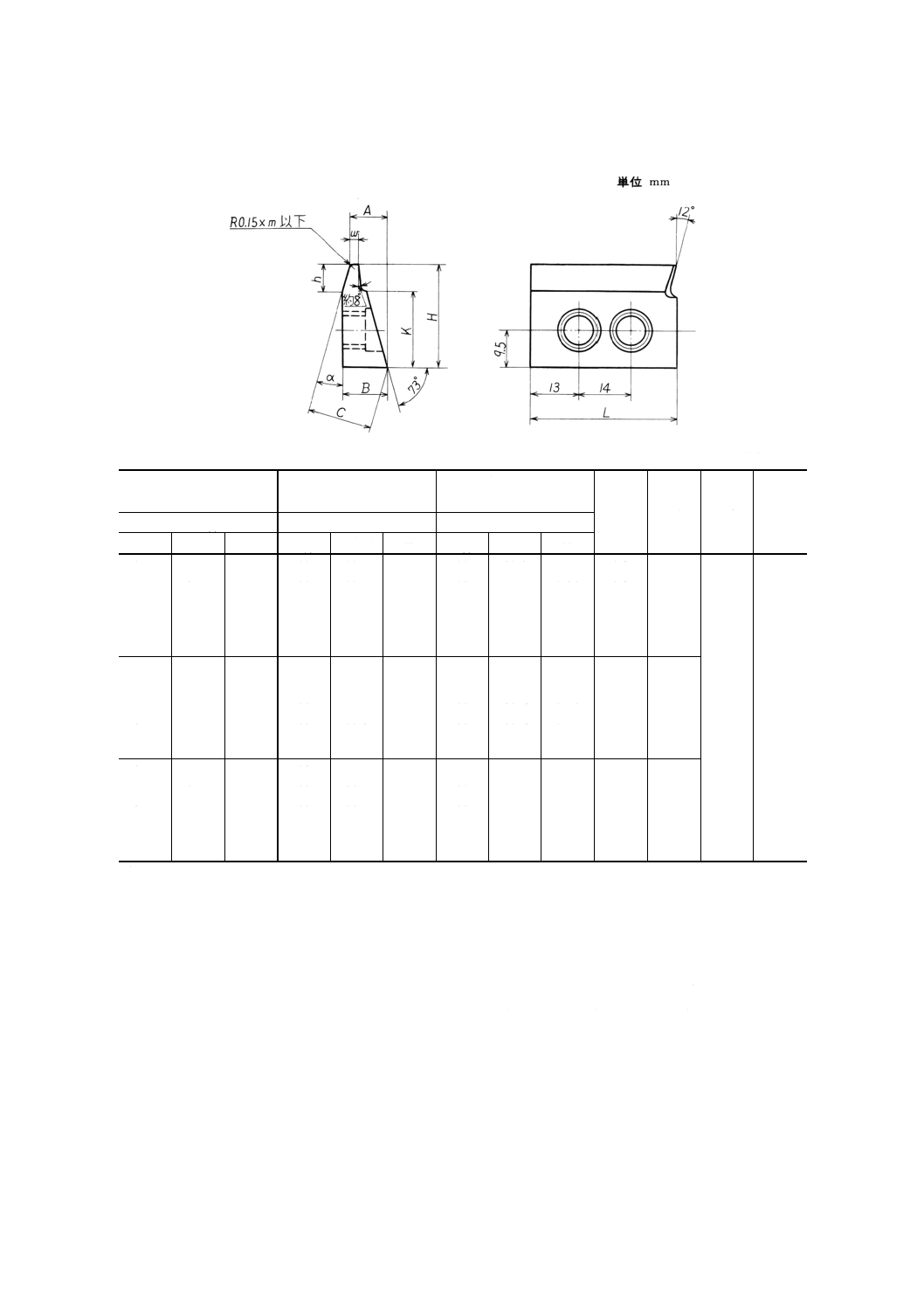
表1 75形
単位 mm
モジュール (m)
圧力角 (α)20°の場合
圧力角 (α) 14.5°の
場合(参考)
h
K
H
L
系列(1)
C=18.63
C=16.44
1
2
3
A(2)
B(約)
w
A(2)
B(約)
w
0.5
10
10.5
0.20
10
10.3
0.28
1.2
21
0.55
10
10.5
0.22
10
10.4
0.31
1.3
21
0.6
10
10.6
0.24
10
10.4
0.33
1.4
21
0.65
10
10.6
0.26
10
10.4
0.36
1.5
21
0.7
10
10.6
0.28
10
10.5
0.39
1.7
21
0.75
10
10.7
0.30
10
10.5
0.42
1.8
21
0.8
10
10.7
0.32
10
10.5
0.44
1.9
21
0.9
10
10.8
0.36
10
10.6
0.50
2.1
21
27
40
1
10
10.9
0.40
10
10.6
0.55
2.4
20
1.25
10
11.1
0.50
10
10.8
0.69
3
20
1.5
10
11.3
0.59
10
10.9
0.83
3.5
20
1.75
10
11.5
0.69
10
11.1
0.97
4.1
20
2
10
11.7
0.79
10
11.2
1.1
4.7
20
2.25
10
12
0.89
10
11.4
1.2
5.3
20
2.5
10
12.2
0.99
10
11.5
1.4
5.9
20
注(1) モジュールの系列は,JIS B 1701(インボリュート歯車の歯形及び寸法)の規定による。
(2) Aは,基本となる寸法を示す。
備考 刃物は,上刃・下刃をもって一対とし,図は上刃を示す。
参考 ねじは,次による。
呼びは,原則としてJIS B 0205(メートル並目ねじ)のM10とし,その精度はJIS B 0209(メ
ートル並目ねじの許容限界寸法及び公差)に規定する7Hとするが,JIS B 0206(ユニファイ並
目ねじ)の3/8−16UNC,その精度はJIS B 0210(ユニファイ並目ねじの許容限界寸法及び公差)
の1Bを使用してもよい。
3
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
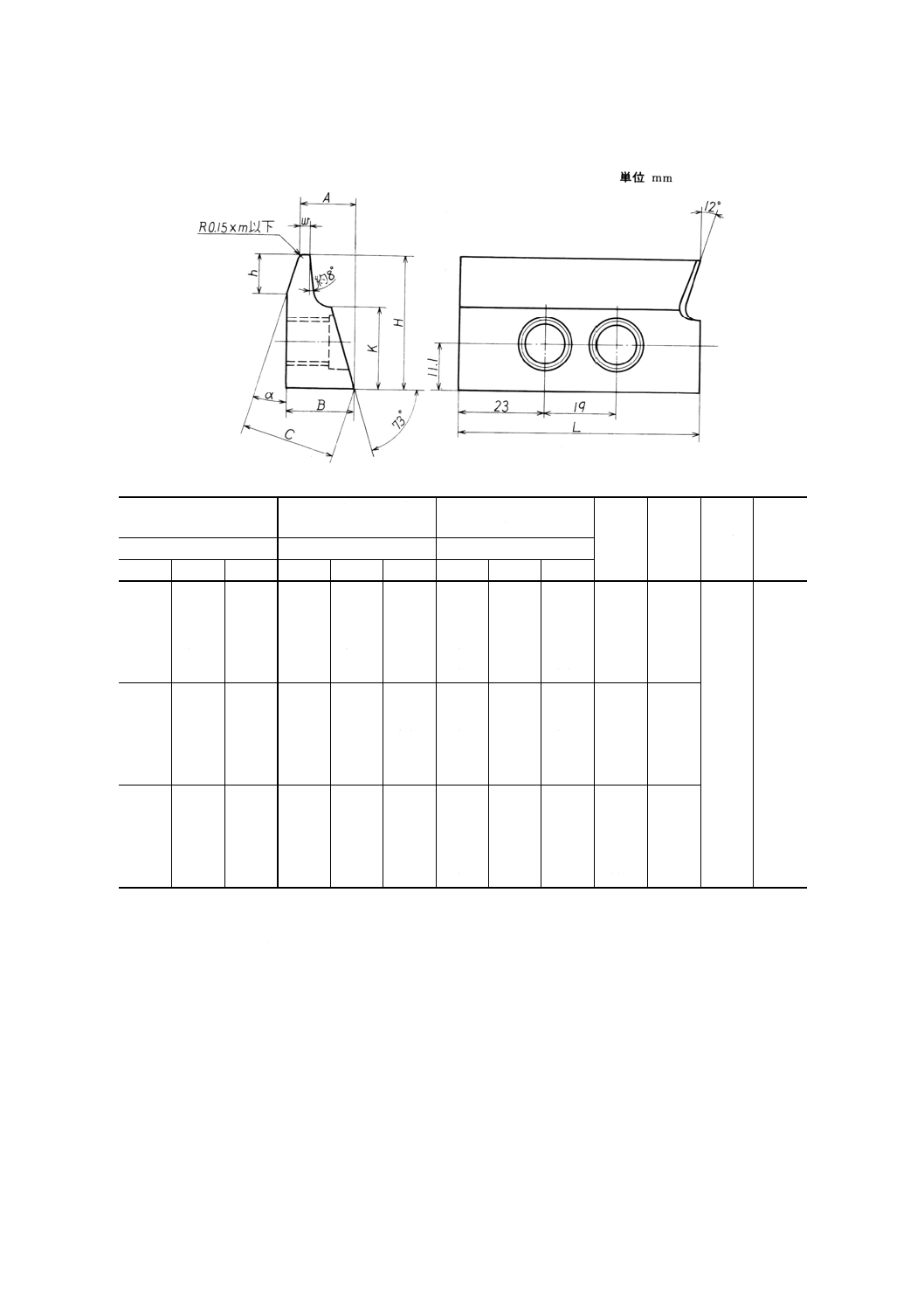
表2 150形
単位 mm
モジュール (m)
圧力角 (α) 20°の場合
圧力角 (α) 14.5°の
場合(参考)
h
K
H
L
系列(1)
C=24.31
C=23.03
1
2
3
A(2)
B(約)
w
A(2)
B(約)
w
1
13.5
14.4
0.40
15
15.6
0.55
2.4
25
1.25
13.5
14.6
0.50
15
15.8
0.69
3
25
1.5
13.5
14.8
0.59
15
15.9
0.83
3.5
25
1.75
13.5
15
0.69
15
16.1
0.97
4.1
25
2
13.5
15.2
0.79
15
16.2
1.1
4.7
23
2.25
13.5
15.5
0.89
15
16.4
1.2
5.3
23
2.5
13.5
15.7
0.99
15
16.5
1.4
5.9
23
2.75
13.5
15.9
1.1
15
16.7
1.5
6.5
23
34
65
3
13.5
16.1
1.2
15
16.8
1.7
7.1
23
3.25
13.5
16.3
1.3
15
17
1.8
7.6
23
3.5
13.5
16.5
1.4
15
17.1
19
8.2
23
3.75
13.5
16.7
1.5
15
17.3
21
8.8
23
4
13.5
16.9
1.6
15
17.4
22
9.4
21
4.5
13.5
17.4
1.8
15
17.7
25
10.6
21
5
13.5
17.8
2.0
15
18
28
11.7
21
備考 刃物は,上刃・下刃をもって一対とし,図は上刃を示す。
参考 ねじは,次による。
呼びは,原則として,JIS B 0205のM12とし,その精度はJIS B 0209に規定する7Hとする
が,JIS B 0206の1/2−13UNC,その精度はJIS B 0210の1Bを使用してもよい。
4
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
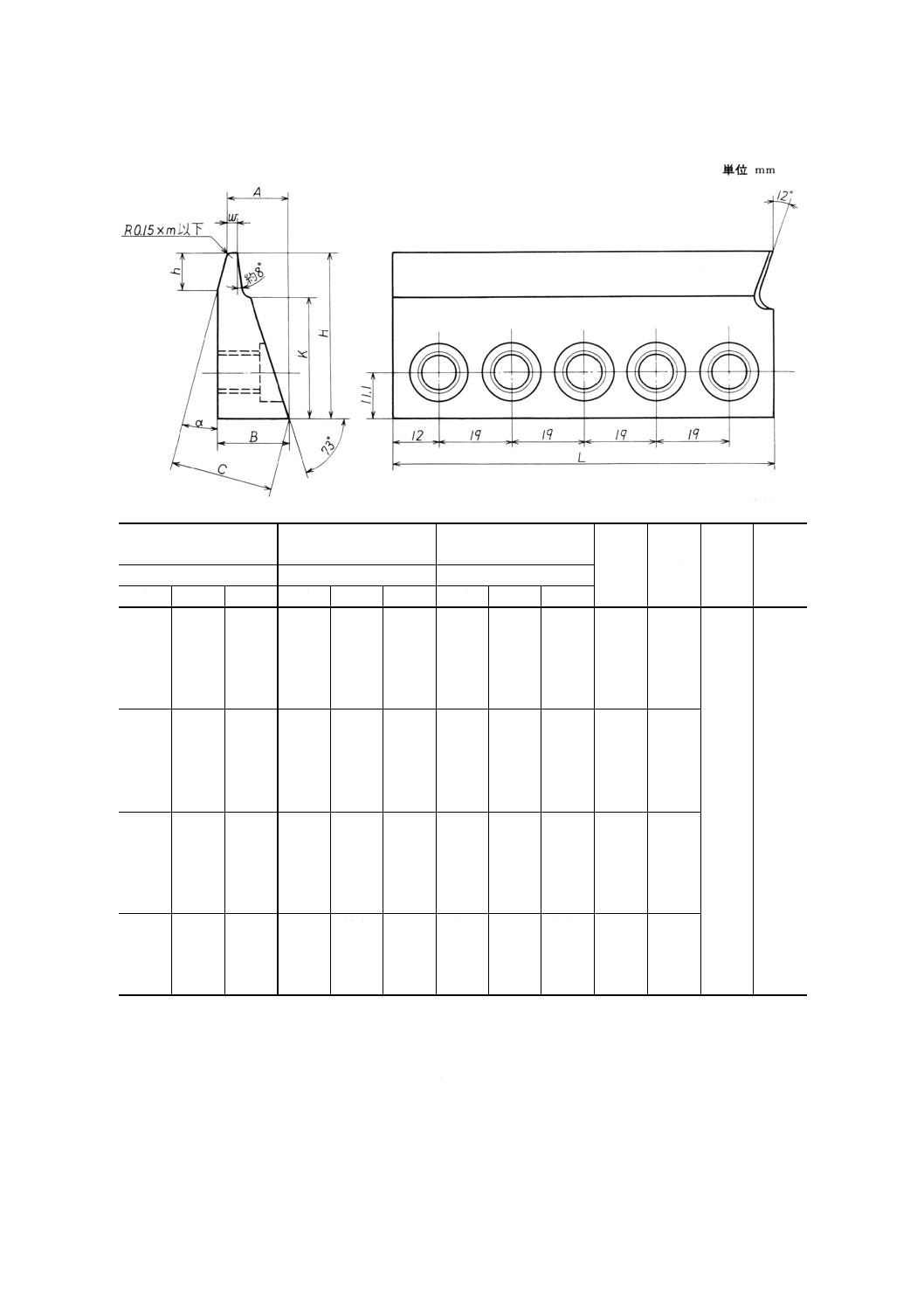
表3 300形
単位 mm
モジュール (m)
圧力角(α)20°の場合
圧力角(α)14.5°の
場合(参考)
h
K
H
L
系列(1)
C=27.39
C=25.29
1
2
3
A(2)
B(約)
w
A(2)
B(約)
w
1
13.5
14.4
0.40
15
15.6
0.55
2.4
33
1.25
13.5
14.6
0.50
15
15.8
0.69
3
33
1.5
13.5
14.8
0.59
15
15.9
0.83
3.5
33
1.75
13.5
15
0.69
15
16.1
0.97
4.1
33
13.5
15.2
0.79
15
16.2
1.1
4.7
33
2.25
13.5
15.5
0.89
15
16.4
1.2
5.3
33
2.5
13.5
15.7
0.99
15
16.5
1.4
5.9
33
2.75
13.5
15.9
1.1
15
16.7
1.5
6.5
33
3
13.5
16.1
1.2
15
16.8
1.7
7.1
30
3.25
13.5
16.3
1.3
15
17
1.8
7.6
30
43
100
3.5
13.5
16.5
1.4
15
17.1
1.9
8.2
30
3.75
13.5
16.7
1.5
15
17.3
2.1
8.8
30
4
13.5
16.9
1.6
15
17.4
2.2
9.4
23
4.5
13.5
17.4
1.8
15
17.7
2.5
10.6
23
5
13.5
17.8
2.0
15
18
2.8
11.7
23
5.5
13.5
18.2
2.2
15
18.3
3.1
12.9
23
6
13.5
18.6
2.4
15
18.6
3.3
14.1
23
7
13.5
19.5
2.8
15
19.2
3.9
16.4
23
8
13.5
20.3
3.2
15
19.8
4.4
18.8
21
備考 刃物は,上刃・下刃をもって一対とし,図は上刃を示す。
参考 ねじは,次による。
呼びは,原則としてJIS B 0205のM12とし,その精度は,JIS B 0209に規定する7Hとする
が,JIS B 0206の1/2−3UNC,その精度はJIS B 0210の1Bを使用してもよい。
5
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 品質
5.1
外観 刃物の外観は,地きず及び割れ並びに有害なまくれ,きず,さびなどの欠点がなく,仕上げ
は良好でなければならない。
5.2
表面粗さ 刃物の刃部の表面粗さは,7.1に規定する試験を行ったとき,すくい面においてJIS B 0601
(表面粗さの定義と表示)に規定する0.8a (3.2S) とする。
5.3
硬さ 刃物の刃部の硬さは,7.2に規定する試験を行ったとき,HRC63 (HV772) 以上とする。
5.4
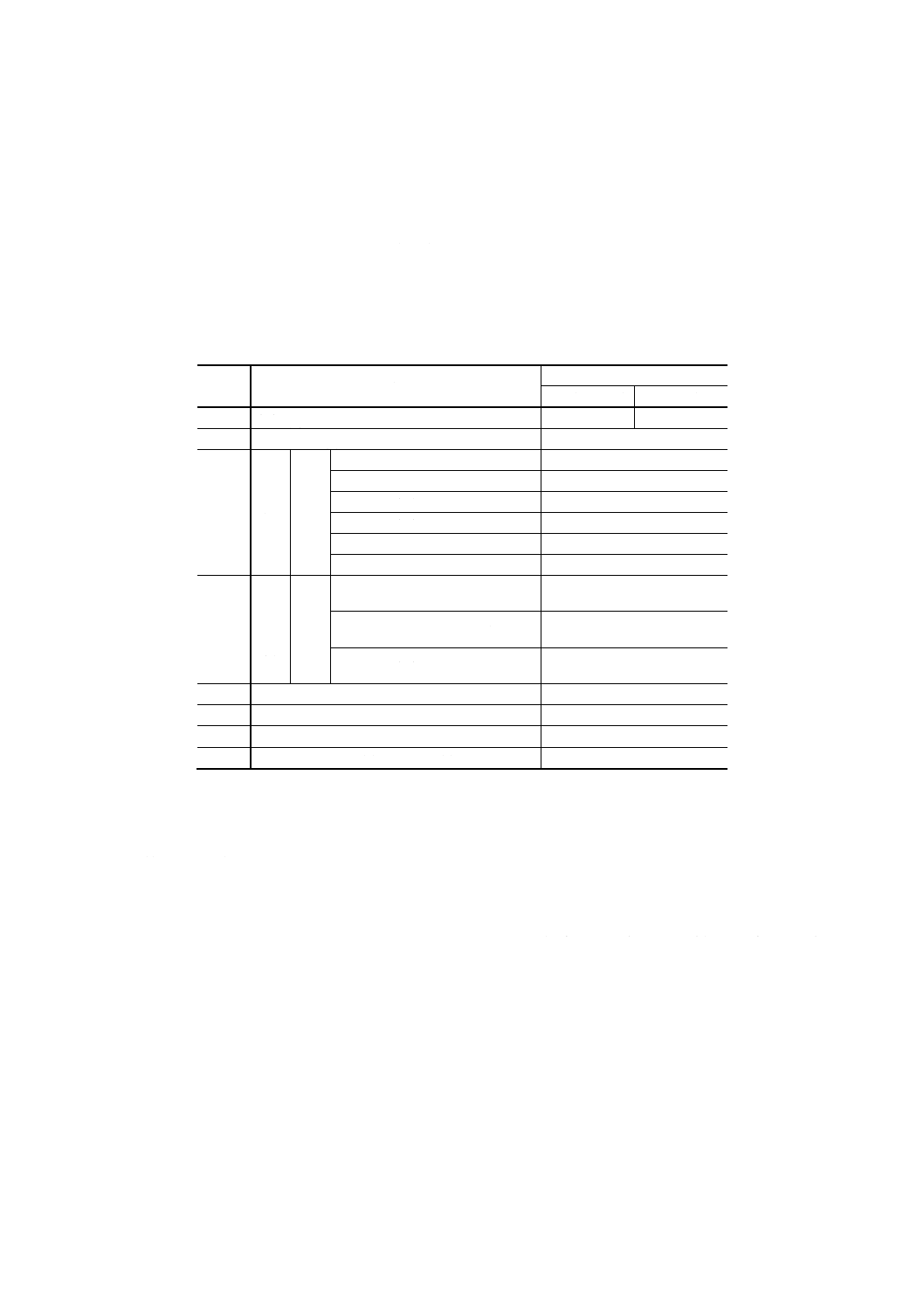
精度 刃物の精度は,7.3に規定する試験を行ったとき,表4による。
表4
単位 mm
番号
項目
許容差又は許容値
75形・150形
300形
1
高さ (H)
±0.05
±0.1
2
歯面の高さ (C)
±0.05
3
歯
形
誤
差
モ
ジ
ュ
ー
ル
区
分
0.5 以上
1
以下
0.010
1 を超え
1.6 以下
0.012
1.6 を超え
2.5 以下
0.016
2.5 を超え
4
以下
0.020
4 を超え
6.3 以下
0.025
6.3 を超え
8
以下
0.036
4
歯
先
面
の
幅
(w)
モ
ジ
ユ
ー
ル
区
分
0.5 以上
0.6 以下
±0.020
0.6 を超え
1
以下
±0.032
1 を超え
8
以下
±0.050
5
取付基準面に対する底面の角度(基準値73度)
±5(分)
6
底面からねじ穴中心までの高さ
±0.1
7
ねじ穴の中心間距離
±0.3
8
取付基準面の高さ (K) 及び全長 (L)
±0.5
5.5
切れ味 刃物の切れ味は,良好でなければならない。
6. 材料 刃物の材料は,JIS G 4403(高速度工具鋼鋼材)に規定するSKH 55, SKH 51又は使用上,これ
らと同等以上の性能をもつものとする。
7. 試験方法
7.1
表面粗さ 刃物の表面粗さは,目視によってJIS B 0659(比較用表面粗さ標準片)に規定する比較
用粗さ標準片を用いて測定する。
7.2
硬さ 刃物の刃部の硬さは,JIS B 7726(ロックウェル硬さ試験機)に規定する試験機を用いて,JIS
Z 2245(ロックウェル硬さ試験方法)に規定する試験方法によって測定する。ただし,ロックウェル硬さ
試験機によって測定できない場合は,JIS B 7734(微小硬さ試験機)に規定する試験機を用いてもよい。
また,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
7.3
精度 刃物の精度は,表5によって測定する。
6
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
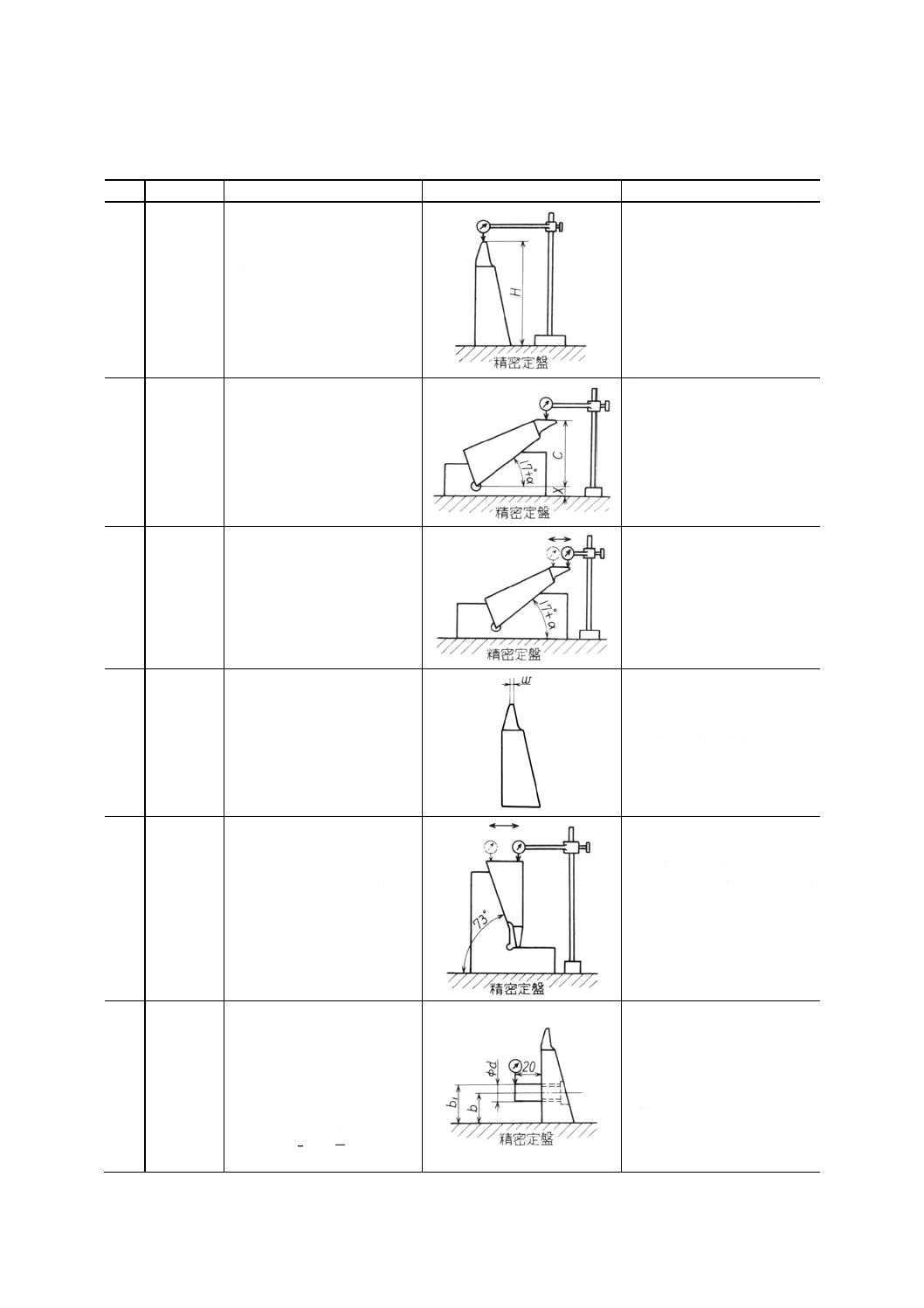
表5
単位 mm
番号
項目
測定方法
図
測定器具
1
高さ
精密定盤上に図のように置き,
ダイヤルゲージをブロックゲ
ージで調整した後Hを測定す
る。
JIS B 7503(0.01mm目盛ダイ
ヤルゲージ)に規定する
0.01mm目盛ダイヤルゲージ
JIS B 7506(ブロックゲージ)
に規定する1級のブロックゲ
ージ
JIS B 7513(精密定盤)に規定
する1級の精密定盤
2
歯面の高さ 精密定盤上に置いた専用測定
取付け具に図のように載せ,ダ
イヤルゲージをブロックゲー
ジで調整した後C+Xを測定す
る。
専用取付け具
JIS B 7503に規定する0.01mm
目盛ダイヤルゲージ
JIS B 7506に規定する一級の
ブロックゲージ
JIS B 7513に規定する1級の精
密定盤
3
歯形誤差
精密定盤上に置いた専用測定
取付け具に図のように載せ,ダ
イヤルゲージを精密定盤上を
移動させて,その振れを読む。
専用取付け具
JIS B 7509(0.001mm目盛ダイ
ヤルゲージ)に規定する
0.001mm目盛ダイヤルゲージ
JIS B 7513に規定する1級の精
密定盤
4
歯先面の幅 工具顕微鏡又は投影検査器に
よって測定する。
JIS B 7153(工具顕微鏡)に規
定する工具顕微鏡
又はJIS B 7184(投影検査器)
に規定する投影検査器
5
取付基準面
に対する底
面の角度
精密定盤上に置いた専用測定
取付け具に図のように載せ,ダ
イヤルゲージを精密定盤上を
移動させてその振れを読む。
専用取付け具
JIS B 7503に規定する0.01mm
目盛ダイヤルゲージ
JIS B 7513に規定する1級の精
密定盤
6
底面からね
じ穴中心ま
での高さ
ねじ付きプラグを刃物のねじ
穴にねじ込み,精密定盤上に図
のように置き,ブロックゲージ
で調整した後,b1の高さに調整
したダイヤルゲージによって
測定する。
d
b
b
2
1
1−
=
ねじ付きプラグ
JIS B 7503に規定する0.01mm
目盛ダイヤルゲージ
JIS B 7506に規定する1級のブ
ロックゲージ
JIS B 7513に規定する1級の精
密定盤
7
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
番号
項目
測定方法
図
測定器具
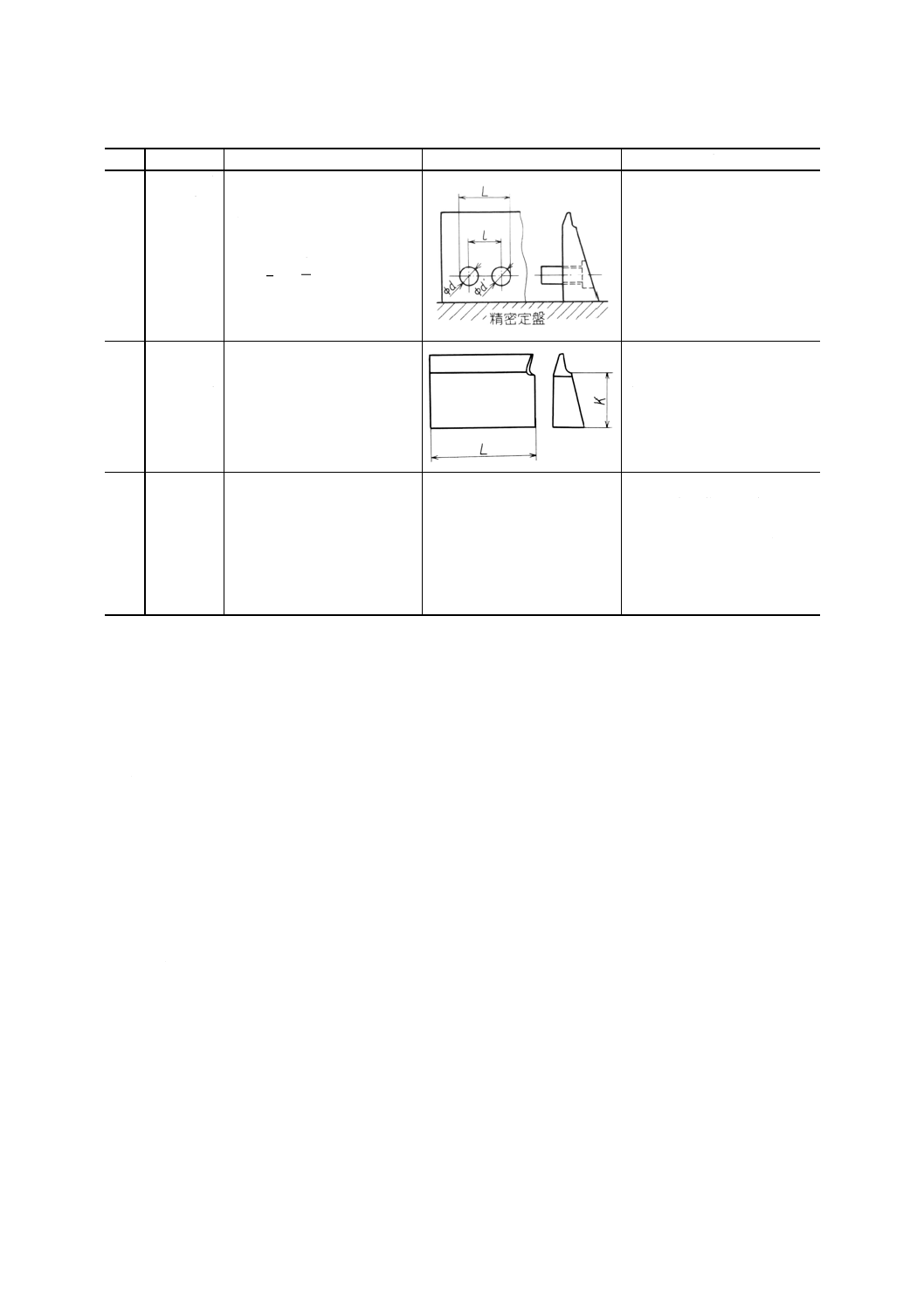
7
ねじ穴の中
心間距離
ねじ付きプラグを刃物のねじ
穴にねじ込み,ノギスで測定す
る。
中心距離
)
(
2
1
d
d
L
l
′
+
−
=
d−d'の場合
l=L−d
ねじ付きプラグ
JIS B 7507(ノギス)に規定す
るノギス
8
取付け基準
面の高さ
(K) 及び全
長 (L)
ノギス又は投影検査器によっ
て測定する。
JIS B 7507に規定するノギス
JIS B 7184に規定する投影検
査器
参考 ねじの精度 ねじ用限界ゲージで測定する。
JIS B 0251(メートル並目ねじ
用限界ゲージ)に規定する7H
のメートル並目ねじ用限界ゲ
ージ,又はJIS B 0255(ユニフ
ァイ並目ねじ用限界ゲージ)に
規定する1Bのユニファイ並目
ねじ用限界ゲージ
備考 測定方法及び測定器具は,一例を示したものである。
8. 検査 刃物の検査は,形状,寸法,外観,表面粗さ,硬さ,精度及び切れ味について行い,それぞれ
4.及び5.の規定に適合しなければならない。
9. 製品の呼び方 刃物の呼び方は,規格番号又は規格名称,種類,モジュール,圧力角及び材料による。
例: JIS B 4351 150形 m2 20° SKH55
すぐば傘歯車用G形刃物 150形 m2 20° SKH55
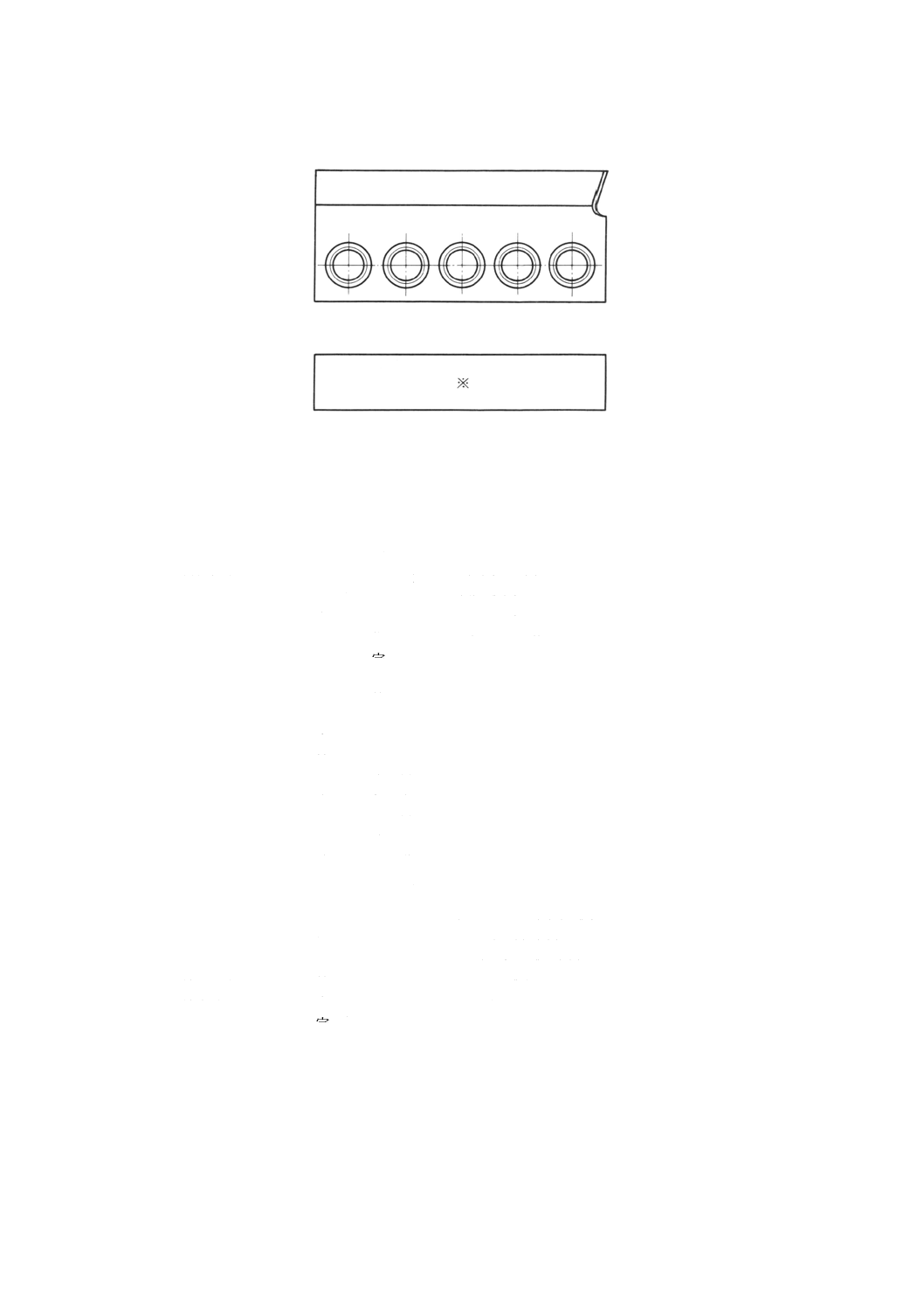
10. 表示
10.1 製品の表示 製品には,原則として図の※印の位置に,次の事項を横書きに表示する。
例
(1) モジュール
:m2
(2) 圧力角
20°
(3) 材料記号(3)
SKH55
(4) 製造業者名又はその略号
○○○
8
B 4351-1985
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図
注(3) 輸出用などで必要ある場合には,ほかの材料記号でも差し支えない。
10.2 包装の表示 包装の表示は,規格名称及び10.1に規定する事項を明記する。
工作機械部会 歯切工具専門委員会構成表
氏名
所属
(委員会長)
伊 藤 鎭
上智大学理工学部
本 田 巨 範
幾徳工業大学
丸 山 弘 志
東京理科大学
田 辺 俊 彦
通商産業省機械情報産業局
山 崎 宗 重
工業技術院標準部
坂 田 興 亜
工業技術院機械技術研究所
宇野沢 敦 夫
宇野沢技術士事務所
島 村 寛 治
アヅミ株式会社
山 川 哲 央
株式会社神戸製鋼所
神 谷 清 弘
株式会社不二越
武 田 憲 昌
株式会社鈴木工機製作所
中 島 紀 夫
株式会社恵美須屋工具製作所
津 川 佳 巳
三菱重工業株式会社
土 谷 隆 之
アマダメトレックス
城 所 進
日産自動車株式会社
芳 賀 実
トヨタ自動車株式会社
佐々木 賢 市
株式会社東芝
大 高 義 穂
社団法人日本工作機械工業会
田 島 孝
いすゞ自動車株式会社
山 崎 正 登
石川島播磨重工業株式会社
(専門委員)
竹 井 辰 男
日本工具工業会
(事務局)
市 川 英 雄
工業技術院標準部機械規格課
宗 像 保 男
工業技術院標準部機械規格課