B 4350 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本工具工業会
(JSCTA) /財団法人日本規格協会 (JSA) から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS B 4350 : 1991は改正され,この規格に置き換えられる。
今回の改正では,JIS B 1603 : 1995(インボリュートスプライン−歯面合わせ−一般事項,諸元及び検査)
の規格内容から,スプラインの基準歯形に対応して追加規定した。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
JIS B 4350には,次に示す附属書がある。
附属書1(参考) 仕上げ代∆sの参考値
附属書2(参考) 歯車及びインボリュートスプラインの歯先面取部の形状並びに面取部の共用検討
図
附属書3(参考) セミトッピング歯形面取部の計算方法
附属書4(参考) インボリュートスプライン歯形(基準圧力角20°)
B 4350 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義 ······························································································································ 1
4. 種類・記号 ····················································································································· 1
5. 歯形・寸法 ····················································································································· 2
附属書1(参考) 仕上げ代∆sの参考値 ·················································································· 11
附属書2(参考) 歯車及びインボリュートスプラインの歯先面取部の形状並びに面取部の共用検討図 ····· 12
附属書3(参考) セミトッピング歯形面取部の計算方法 ··························································· 14
附属書4(参考) インボリュートスプライン歯形(基準圧力角20°)··········································· 18
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4350 : 2002
歯切工具−歯形及び寸法
Gear cutter−Tooth profiles and dimensions
序文 円筒歯車関係の規格が国際整合化のために改正されたことに伴い,この規格を改正する。
1. 適用範囲 この規格は,インボリュート歯形の平歯車,はすば歯車及びスプライン加工用の歯切工具
の基準ラック歯形(以下,歯形という。)について規定する。
2. 引用規格 次に掲げる引用規格は,この規格に引用されることによって,この規格の規定の一部を構
成する。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0174 歯切工具用語
JIS B 1603 インボリュートスプライン−歯面合わせ−一般事項,諸元及び検査
JIS B 1701-1 円筒歯車−インボリュート歯車歯形 第1部:標準基準ラック歯形
BS 436 : Part 2 SPECIFICATION FOR SPUR AND HELICAL GEARS Part 2. Basic rack form, modules
and accuracy (1 to 50 metric module)
3. 定義 この規格で用いる主な用語の定義は,JIS B 0174によるほか,次による。
歯切工具の基準ラック歯形 歯車及びインボリュートスプラインの基準ラックに対応した,歯切工具の
基準ラックの歯直角断面形状。
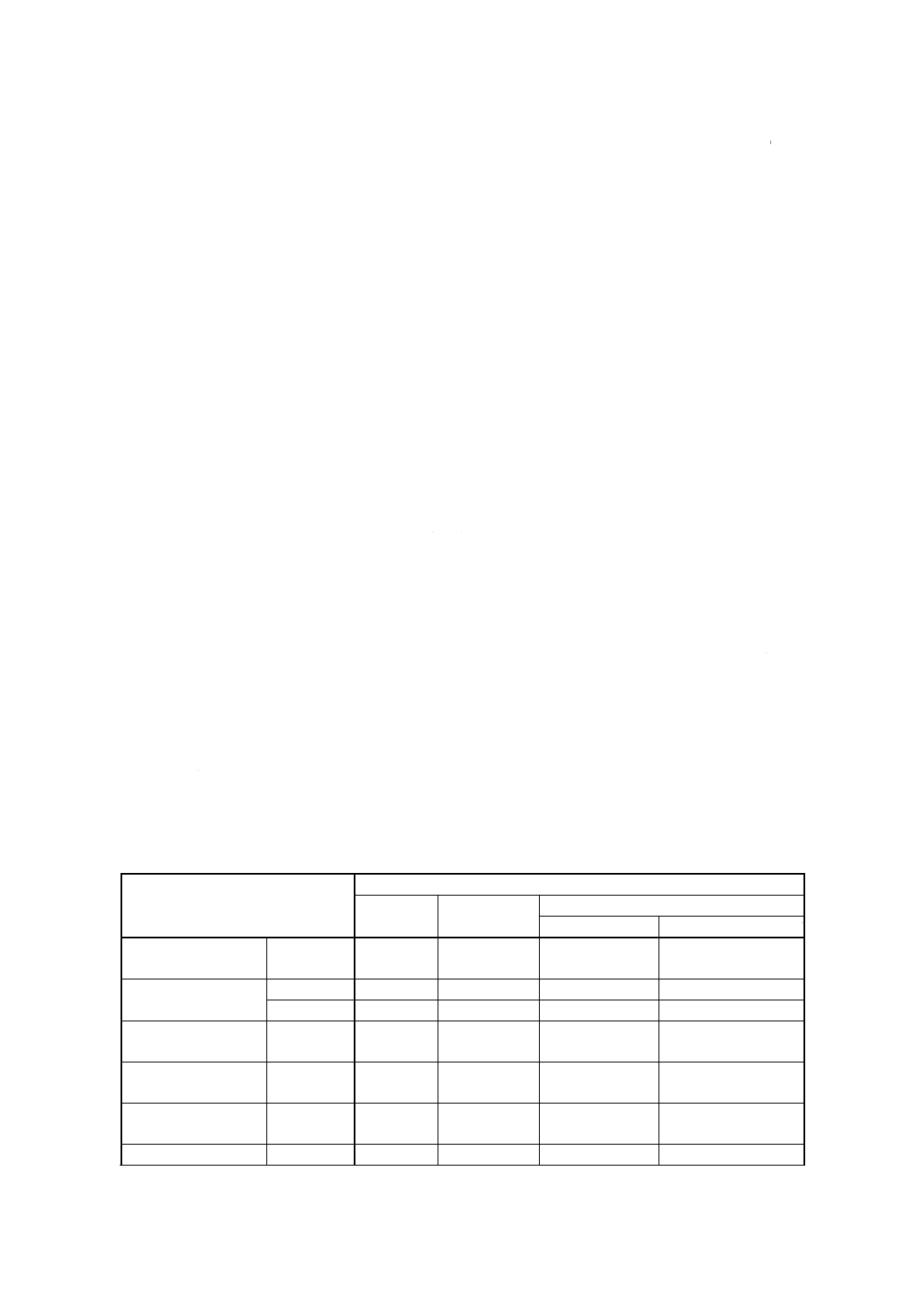
4. 種類・記号 歯形の種類及び記号は,表1による。
表1 歯形の種類及び記号
種類
記号
仕上げ用
荒加工用
前加工用
プリシェービング プリグラインディング
並歯歯形
−
N
R
(RGH)(2)
−
−
低歯歯形
N形
STB (-N)(1)
−
−
−
F形
STB-F
−
−
−
高歯歯形
−
−
R-HI
(RGH-HI)(2)
P
(PRE-S)(2)
PG
(PRE-G)(2)
トッピング歯形
−
T
(TOP)(2)
−
−
−
セミトッピング歯形
−
S
(S-TOP)(2)
−
PS
PGS
プロチュバランス歯形
−
−
−
PP
PGP
2
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
種類
記号
仕上げ用
荒加工用
前加工用
プリシェービング プリグラインディング
プロチュバランス
セミトッピング歯形
−
−
−
PSP
PGSP
修整歯形
−
MF
−
−
−
インボリュート
スプライン歯形
30° 平底形
30P
−
−
−
30° 丸底形
30R
−
−
−
37.5°丸底形
37.5R
−
−
−
45° 丸底形
45R
−
−
−
注(1) 括弧内の記号は省略してもよい。
(2) 括弧内の記号でもよい。
5. 歯形・寸法
5.1
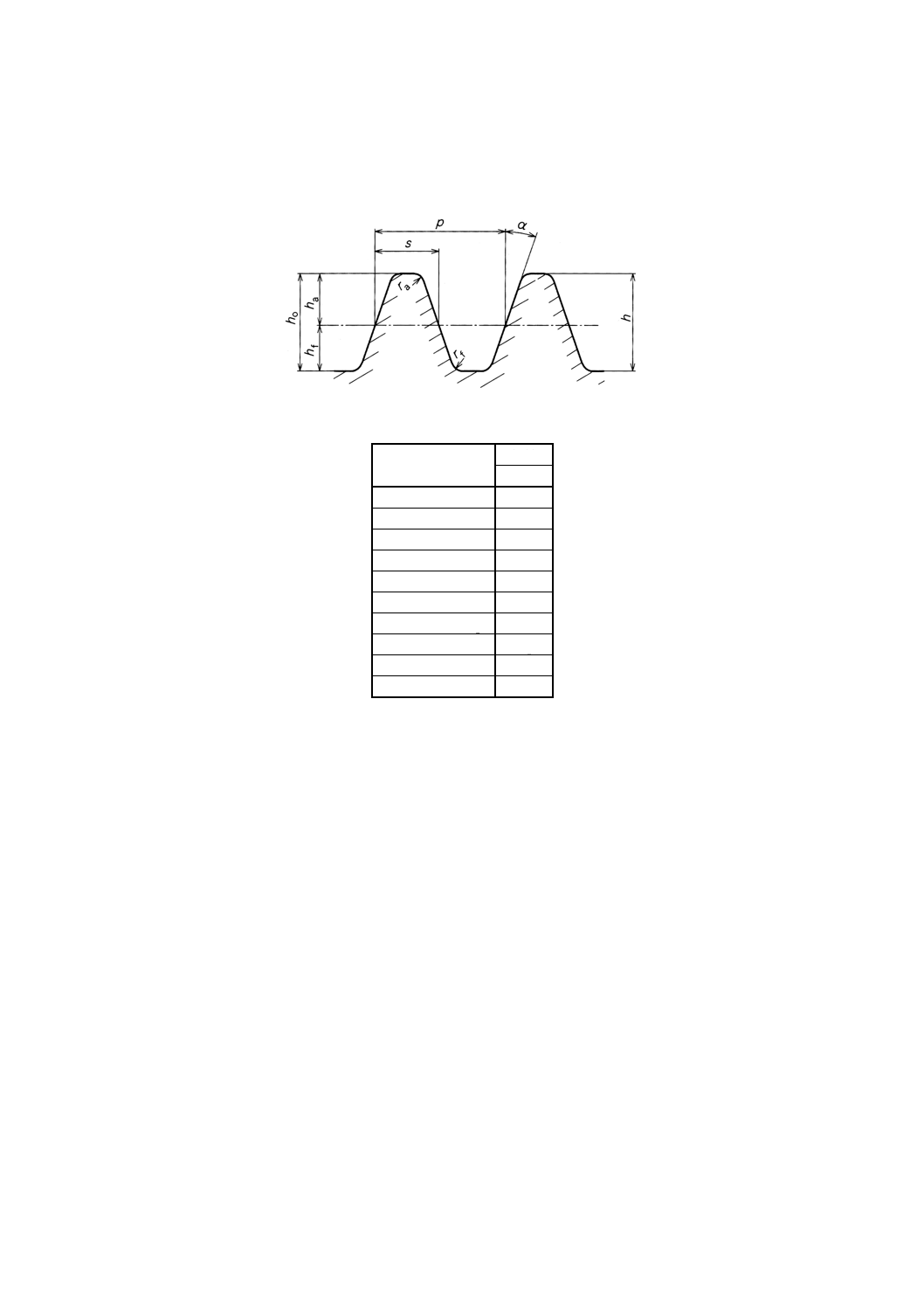
並歯歯形 並歯歯形は,JIS B 1701-1に対応する歯形で,仕上げ用及び荒加工用の2種類とし,表2
による。
表2 並歯歯形
単位 mm
項目
記号
N
(仕上げ用)
R
(荒加工用)
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.25m
歯元の丈
hf
1.25m
1.15m
全歯丈
ho
2.5m
2.4m
切込み歯丈
h
2.25m
歯底のすきま
c
0.25m
0.15m
ピッチ
p
πm
歯厚
s(3)
0.5p
0.5p−∆s
歯先の丸み
ra(4)
0.38m
0.3m
歯元の丸み
rf
0.38m
0.2m
注(3) 歯厚を計算するための∆sは仕上げ代を
示す。∆sの参考値を附属書1表1に示す。
(4) raはモジュールm1mm以下では,面取り
でもよい。また,モジュールm0.4mm以
下には,適用しない。
3
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
低歯歯形 低歯歯形は,並歯歯形より歯の丈が低い歯形で,N形,F形の2種類とし,表3による。
表3 低歯歯形
単位 mm
項目
記号
STB (-N)
(N形)
STB (-F)
(F形)
モジュール
m
m
m/m'
基準圧力角
α
20°
歯末の丈
ha
1.0m
1.25m'
歯元の丈
hf
1.0m
1.25m'
全歯丈
ho
2.0m
2.5m'
切込み歯丈
h
1.8m
2.25m'
歯底のすきま
c
0.2m
0.25m'
ピッチ
p
πm
歯厚
s
0.5p
歯先の丸み
ra(4)
0.3m
0.38m
歯元の丸み
rf
0.3m
0.38m
備考 F形のモジュールはm/m'で表示する。
m'は歯丈を計算するモジュールを示す。
4
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3
高歯歯形 高歯歯形は,並歯歯形より歯の丈が高い歯形で,荒加工用及び前加工用の2種類とし,
表4による。
表4 高歯歯形
単位 mm
項目
記号
R-HI
(荒加工用)
P
(プリシェービング用)
PG
(プリグラインディング用)
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.4m
歯元の丈
hf
1.25m
全歯丈
ho
2.65m
切込み歯丈
h
2.4m
歯底のすきま
c
0.25m
ピッチ
p
πm
歯厚
s(3)
0.5p−∆s
歯先の丸み
ra(4)
0.39m
歯元の丸み
rf
0.3m
5
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
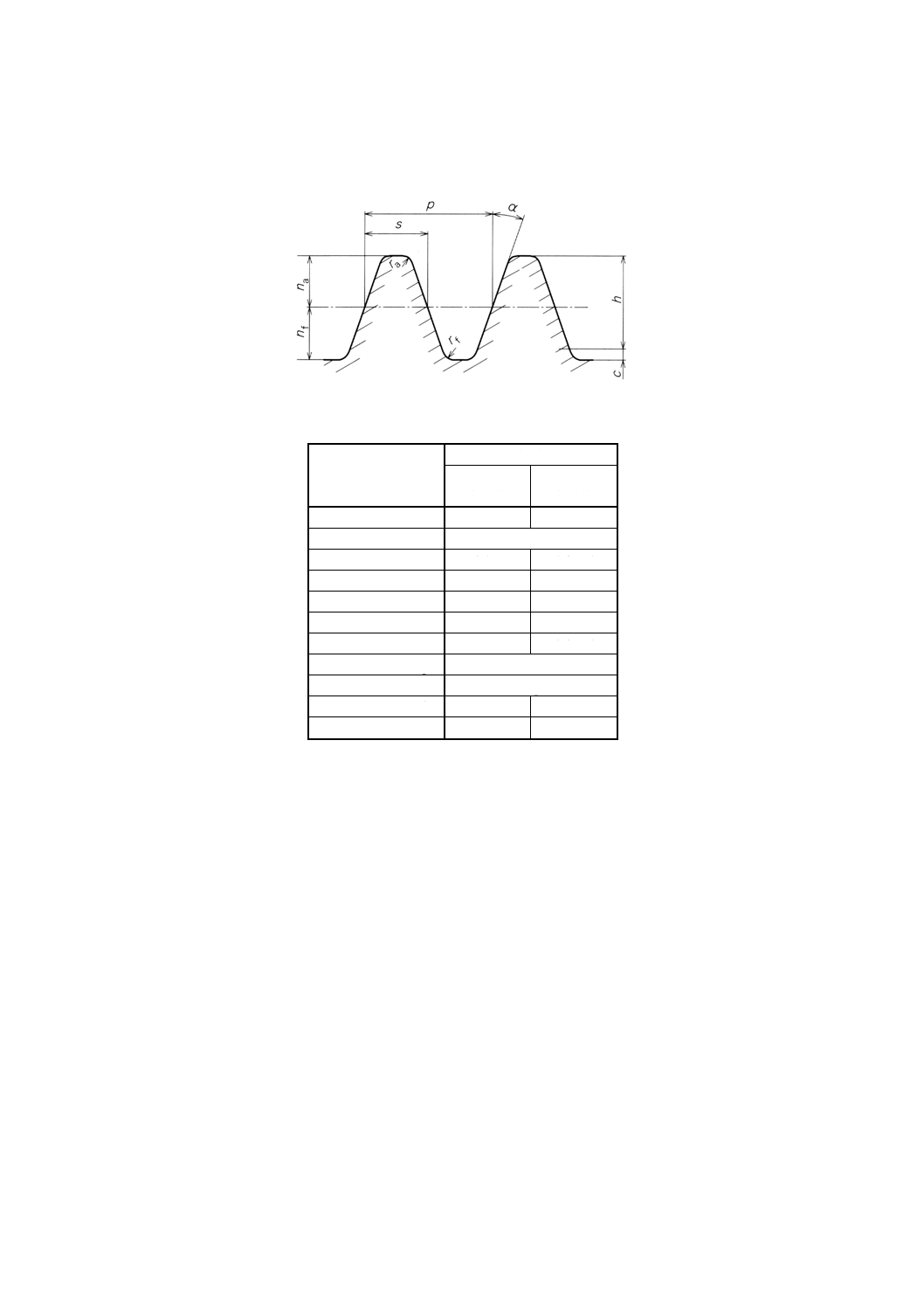
5.4
トッピング歯形 トッピング歯形は,JIS B 1701-1に対応する歯形をもつ歯車の外周も同時に加工す
る歯形で,表5による。
表5 トッピング歯形
単位 mm
項目
記号
T
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.25m
歯元の丈
hf
1.0m
全歯丈
ho
2.25m
切込み歯丈
h
2.25m
ピッチ
p
πm
歯厚
s
0.5p
歯先の丸み ra(4)
0.38m
歯元の丸み
rf
0.2m
6
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
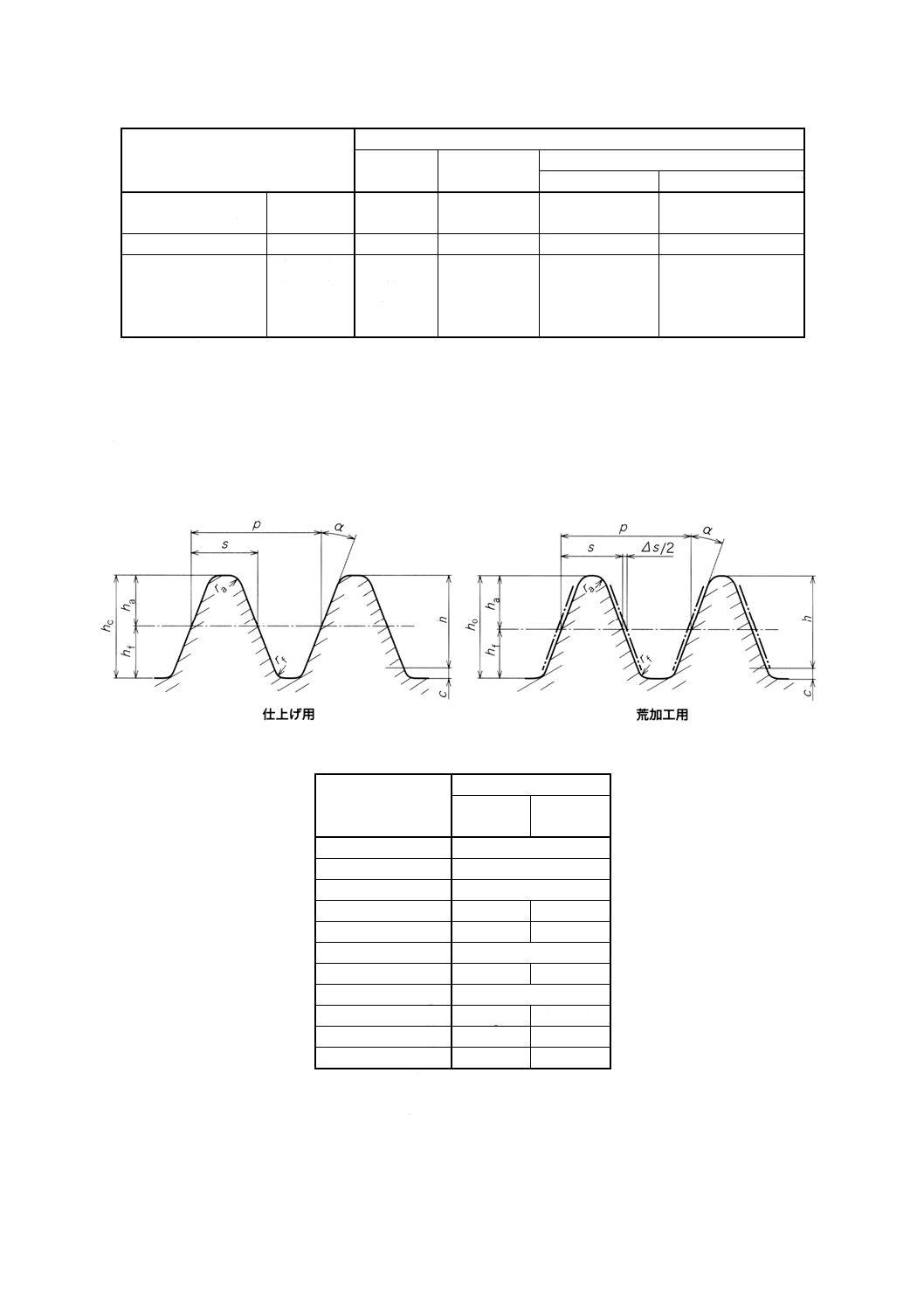
5.5
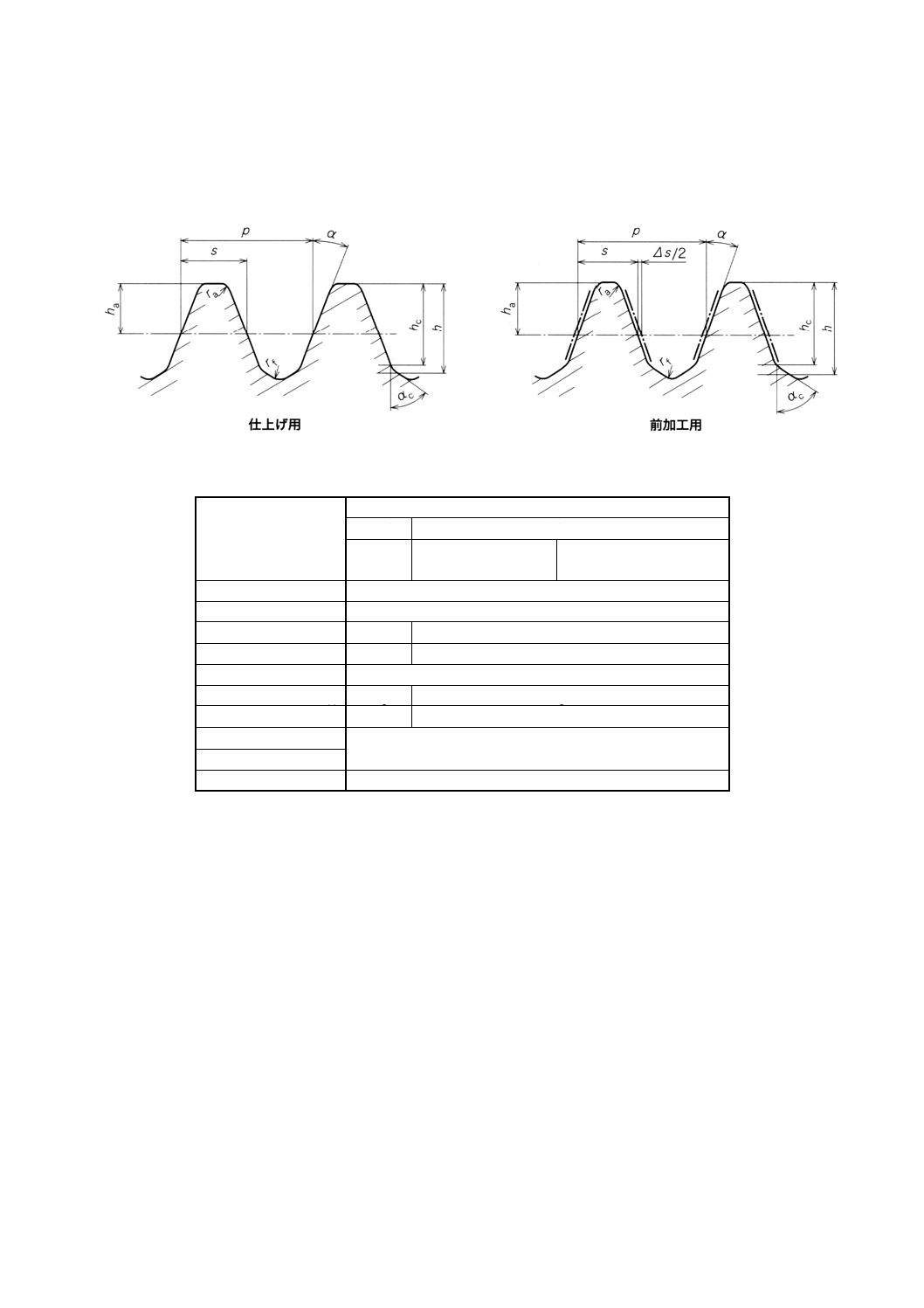
セミトッピング歯形 セミトッピング歯形は,歯車の歯先の面取りを同時に加工する歯形で,仕上
げ用及び前加工用の2種類とし,表6による。
表6 セミトッピング歯形
単位 mm
項目
記号
仕上げ用
前加工用
S
PS
(プリシェービング用)
PGS
(プリグラインディング用)
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.25m
1.4m
切込み歯丈
h
2.25m
2.4m
ピッチ
p
πm
歯厚
s(3)
0.5p
0.5p−∆s
歯先の丸み
ra(4)
0.38m
0.39m
面取開始点の丈 hc(6)
被削歯車諸元によって算出(5)(7)
面取部の圧力角 αc(6)
歯元の丸み
rf
−
注(5) 歯車の歯先の面取部の形状を,附属書2図1に示す。
(6) 被削歯車諸元による計算式を,附属書3に示す。
(7) セミトッピングホブで設計諸元以外の歯数の歯車を切削したときの面取量は,
附属書2図2に示す。
7
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
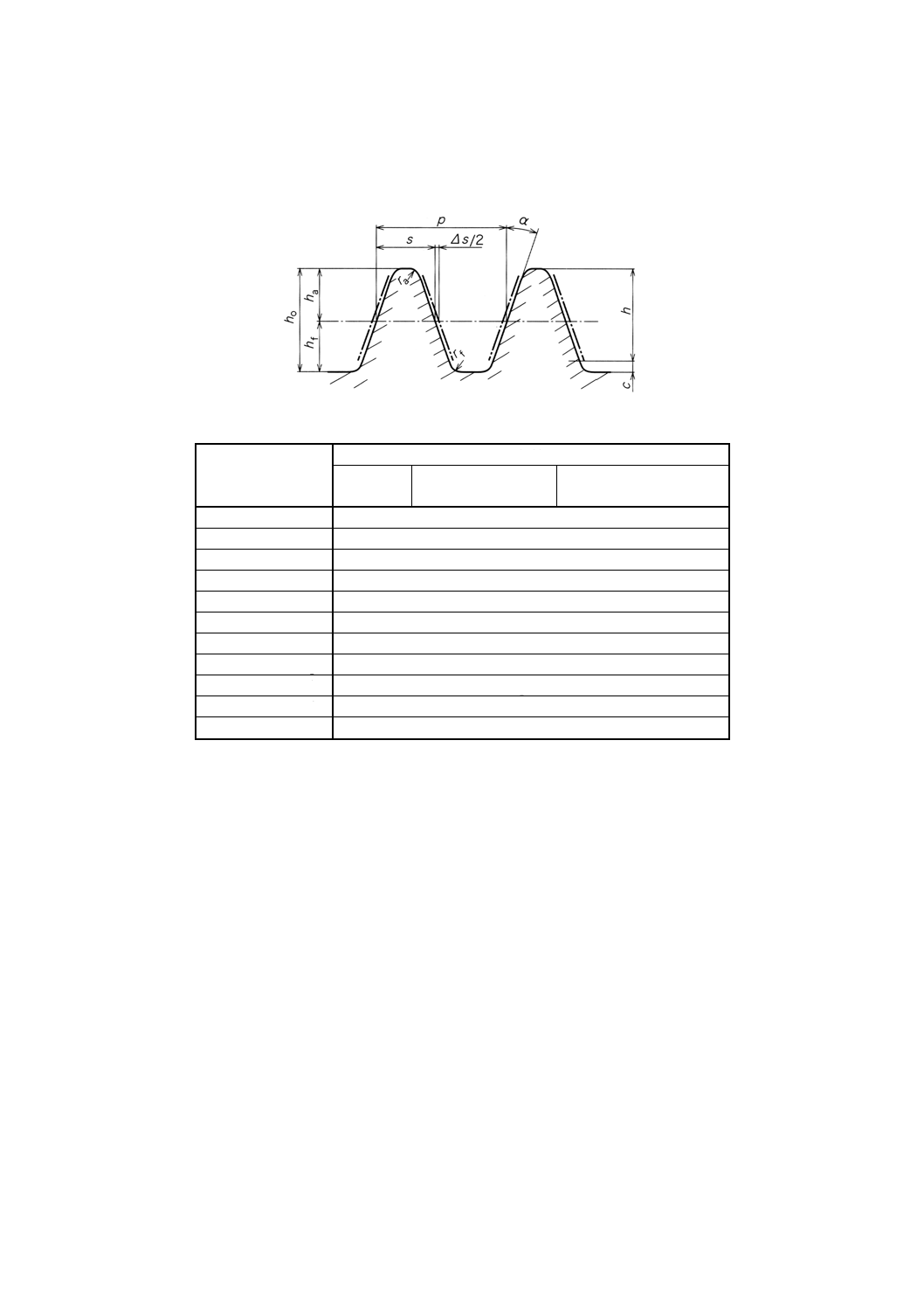
5.6
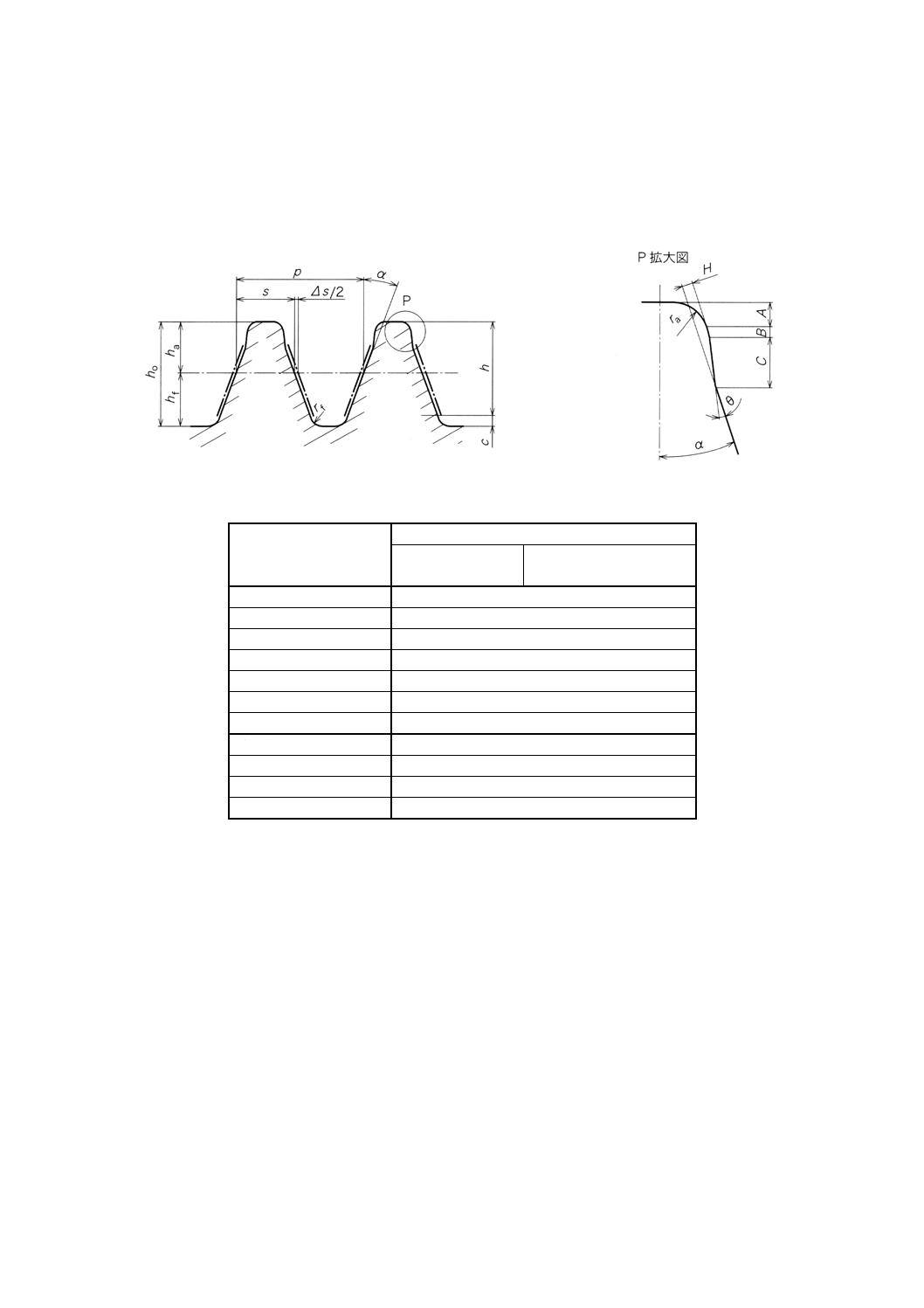
プロチュバランス歯形 プロチュバランス歯形は,歯車の歯元部にアンダーカット部分を作り,後
加工(シェービング又はグラインディング)工具の干渉を避けるためのこぶをもった歯形で,表7,表8
による。
表7 プロチュバランス歯形
単位 mm
項目
記号
PP
(プリシェービング)
PGP
(プリグラインディング用)
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.4m
歯元の丈
hf
1.25m
全歯丈
ho
2.65m
切込み歯丈
h
2.4m
歯底のすきま
c
0.25m
ピッチ
p
πm
歯厚
s(3)
0.5p−∆s
歯元の丸み
rf
0.3m
こぶの寸法(P部)
表8による。
8
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 こぶの寸法
A=ra (1−sinα)
C=Hcos (α−θ) /sinθ
単位 mm
項目
記号
PP
PSP
(プリシェービング用)
PGP
PGSP
(プリグラインディング用)
基準圧力角
α
20°
20°
丸みの接点の丈
A
0.256 6m
0.256 6m
平行部の丈
B
0.1m
0.08m
角度部の丈
C
11.082 8H
7.028 3H
こぶの角度
θ
5°
8°
こぶの高さ
H(8)
0.75∆s
0.7∆s
歯先の丸み
ra
0.39m
0.39m
注(8) こぶの高さを計算するための∆sは仕上げ代を示す。∆sの参考値を
附属書1表1に示す。
5.7
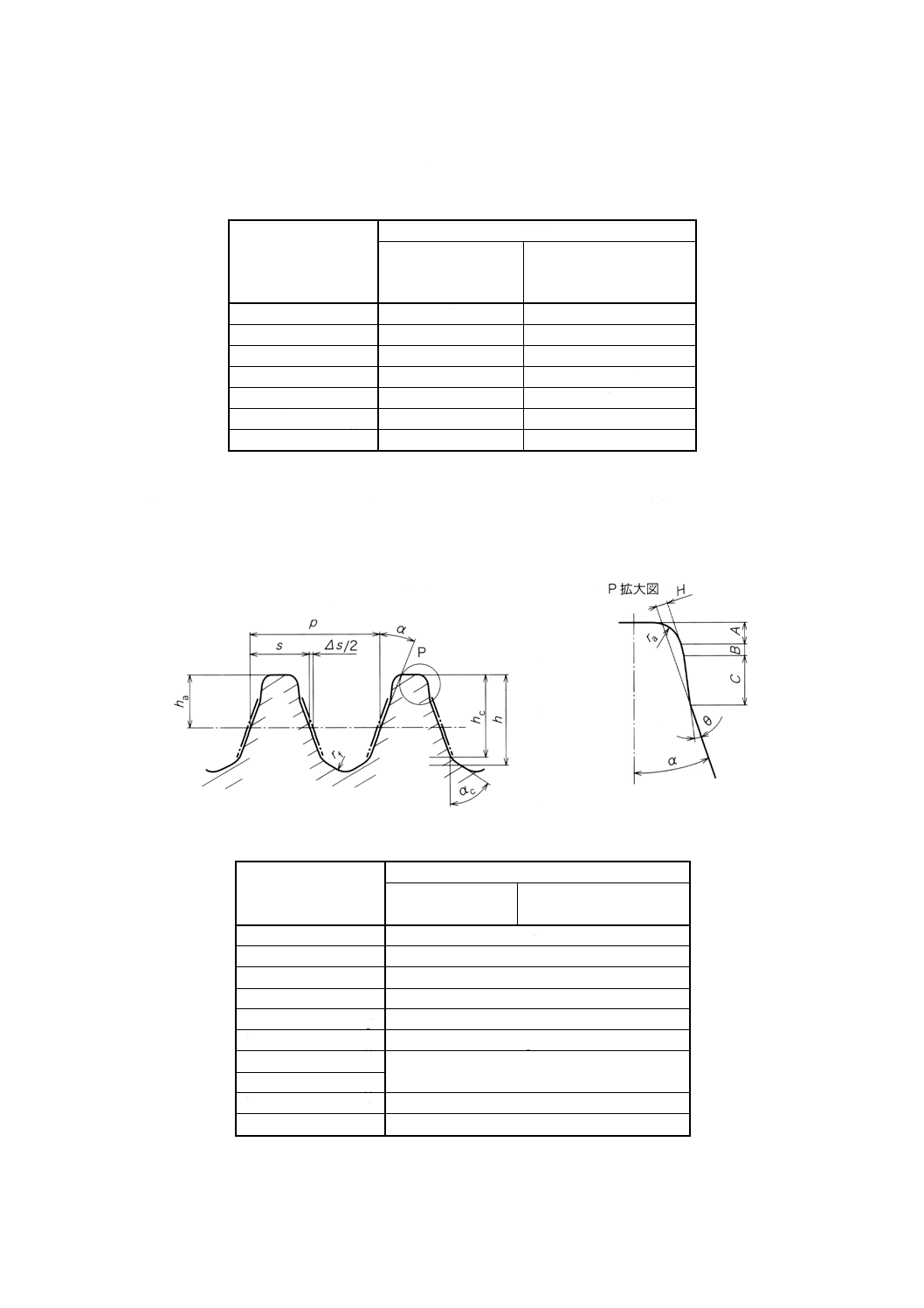
プロチュバランスセミトッピング歯形 プロチュバランスセミトッピング歯形は,プロチュバラン
ス歯形及びセミトッピング歯形を組み合わせた歯形で,表9による。
表9 プロチュバランスセミトッピング歯形
単位 mm
項目
記号
PSP
(プリシェービング)
PGSP
(プリグラインディング用)
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.4m
切込み歯丈
h
2.4m
ピッチ
p
πm
歯厚
s(3)
0.5p−∆s
面取開始点の丈 hc(6)
被削歯車諸元によって算出(5)(7)
面取部の圧力角 αc(6)
歯元の丸み
rf
−
こぶの寸法(P部)
表8による。
9
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.8
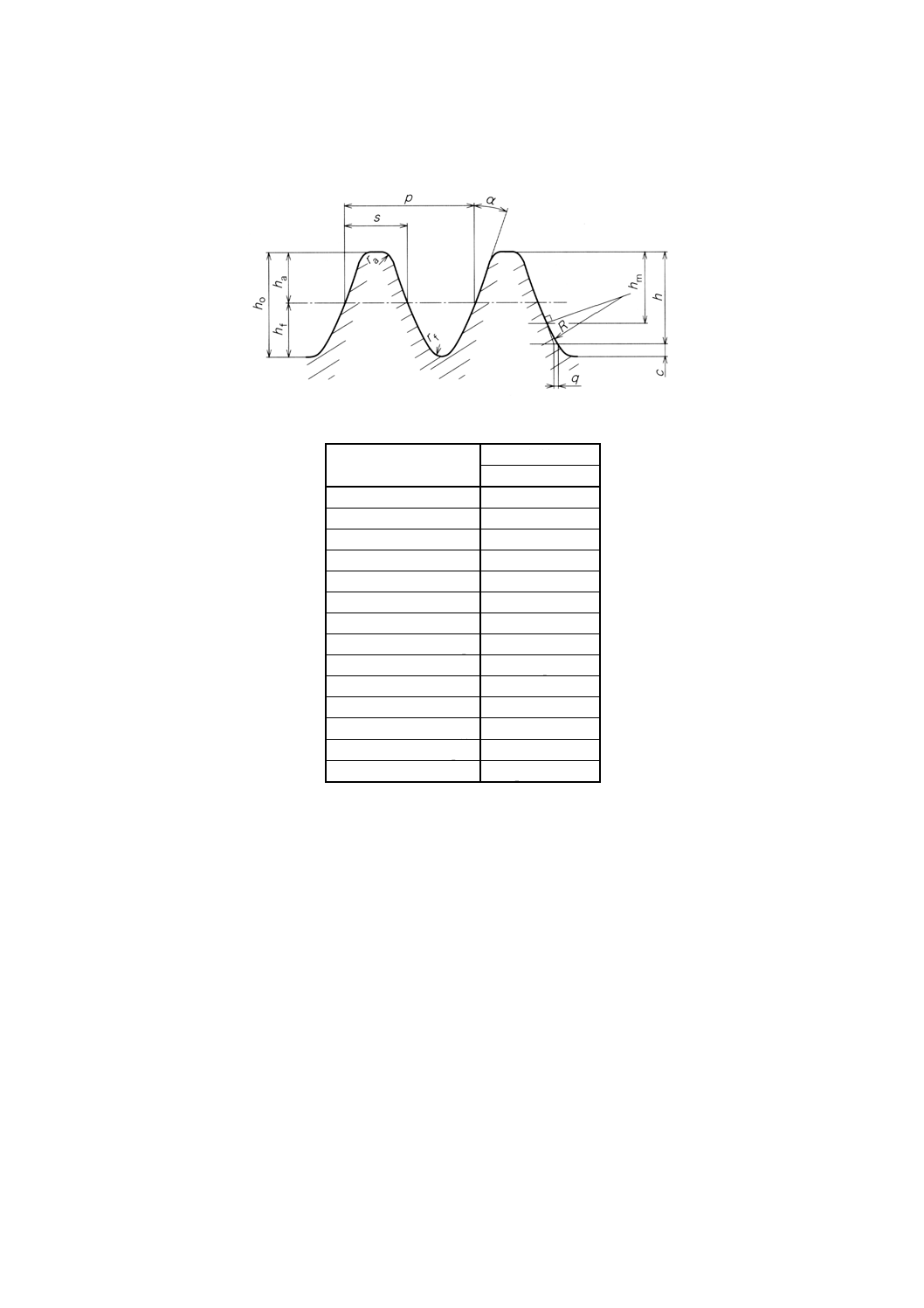
修整歯形 修整歯形は,歯車の歯形修整を行うための歯形で,表10による。
表10 修整歯形
単位 mm
項目
記号
MF
モジュール
m
m
基準圧力角
α
20°
歯末の丈
ha
1.25m
歯元の丈
hf
1.25m
全歯丈
ho
2.5m
切込み歯丈
h
2.25m
歯底のすきま
c
0.25m
ピッチ
p
πm
歯厚
s
0.5p
歯先の丸み
ra
0.39m
歯元の丸み
rf
0.39m
修整開始点の丈 hm(9)
1.65m(最小)
歯底の修整量
q(9)
0.02m(最大)
修整半径
R hm,qの値による
注(9) BS 436 : Part 2による。
10
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
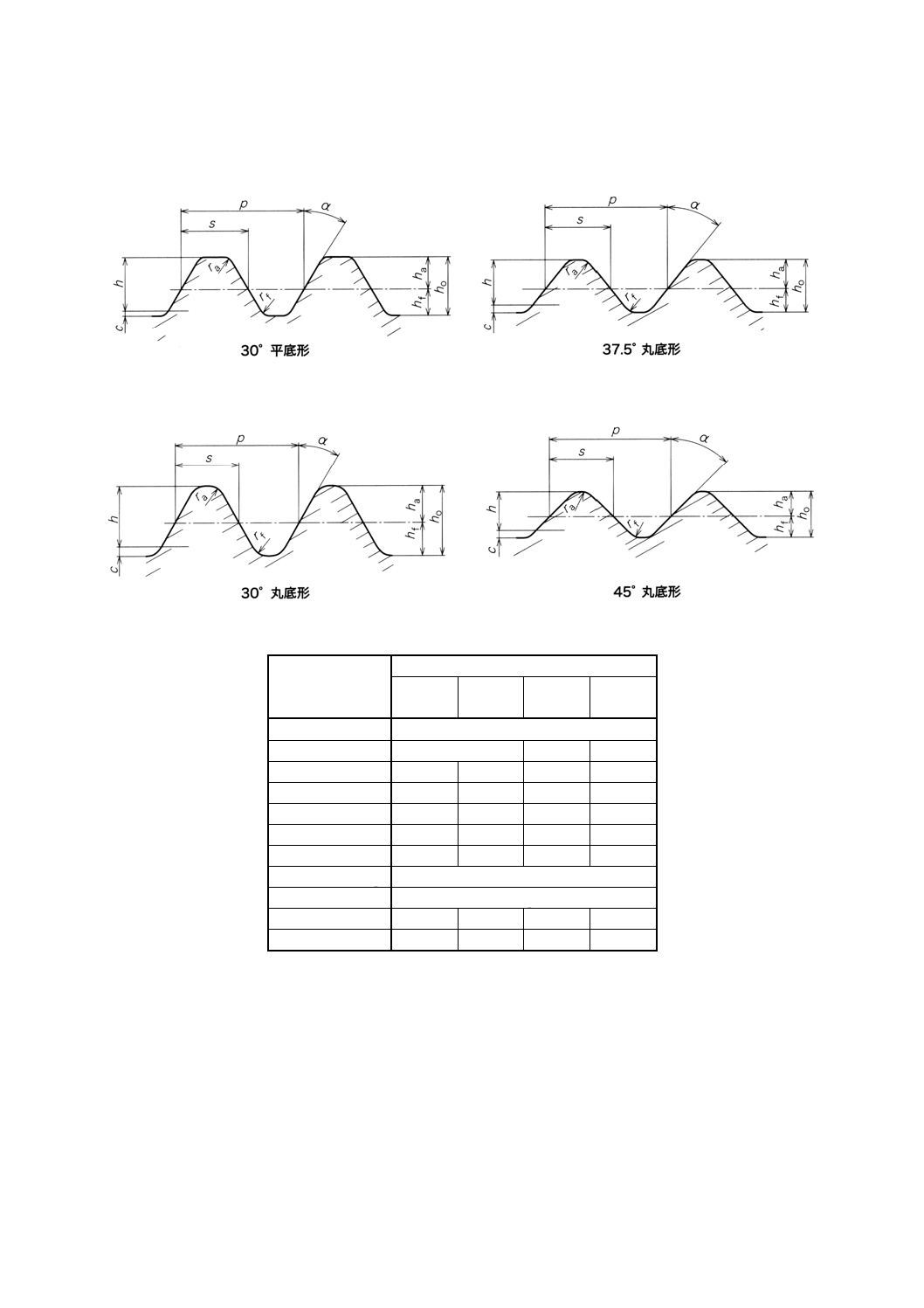
5.9
インボリュートスプライン歯形 この歯形は,JIS B 1603の規定に対応する歯形で,表11による。
表11 インボリュートスプライン歯形
単位 mm
項目
記号
30P
(平底形)
30R
(丸底形)
37.5R
(丸底形)
45R
(丸底形)
モジュール
m
m
基準圧力角
α
30°
37.5°
45°
歯末の丈
ha
0.75m
0.9m
0.7m
0.6m
歯元の丈
hf
0.75m
0.9m
0.7m
0.6m
全歯丈
ho
1.5m
1.8m
1.4m
1.2m
切込み歯丈
h
1.25m
1.4m
1.15m
1.0m
歯底のすきま
c
0.25m
0.4m
0.25m
0.2m
ピッチ
p
πm
歯厚
s
0.5p
歯先の丸み
ra
0.2m
0.4m
0.3m
0.25m
歯元の丸み
rf
0.2m
0.4m
0.3m
0.25m
11
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 仕上げ代∆sの参考値
この附属書1(参考)は,荒加工用歯形及び前加工用歯形の仕上げ代∆sの参考値を示すもので,規定の
一部ではない。モジュールmが1〜25mmの仕上げ代∆sの参考値を附属書1表1に示す。
附属書1表1 仕上げ代∆sの参考値
単位 mm
モジュール m
記号
R
R-HI
(荒加工用)
P
PS
PP
PSP
(プリシェービング用)
PG
PGS
PGP
PGSP
(プリグラインディング用)
1以上2以下
−
0.04
0.15
2を超え3.5以下
−
0.05
0.25
3.5を超え6.3以下
−
0.07
0.3
6.3を超え10以下
0.6
0.08
0.4
10を超え16以下
0.9
0.10
0.5
16を超え25以下
1.2
−
0.6
備考 仕上げ代∆sは,基準ピッチ線に沿った歯厚を示す。

12
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
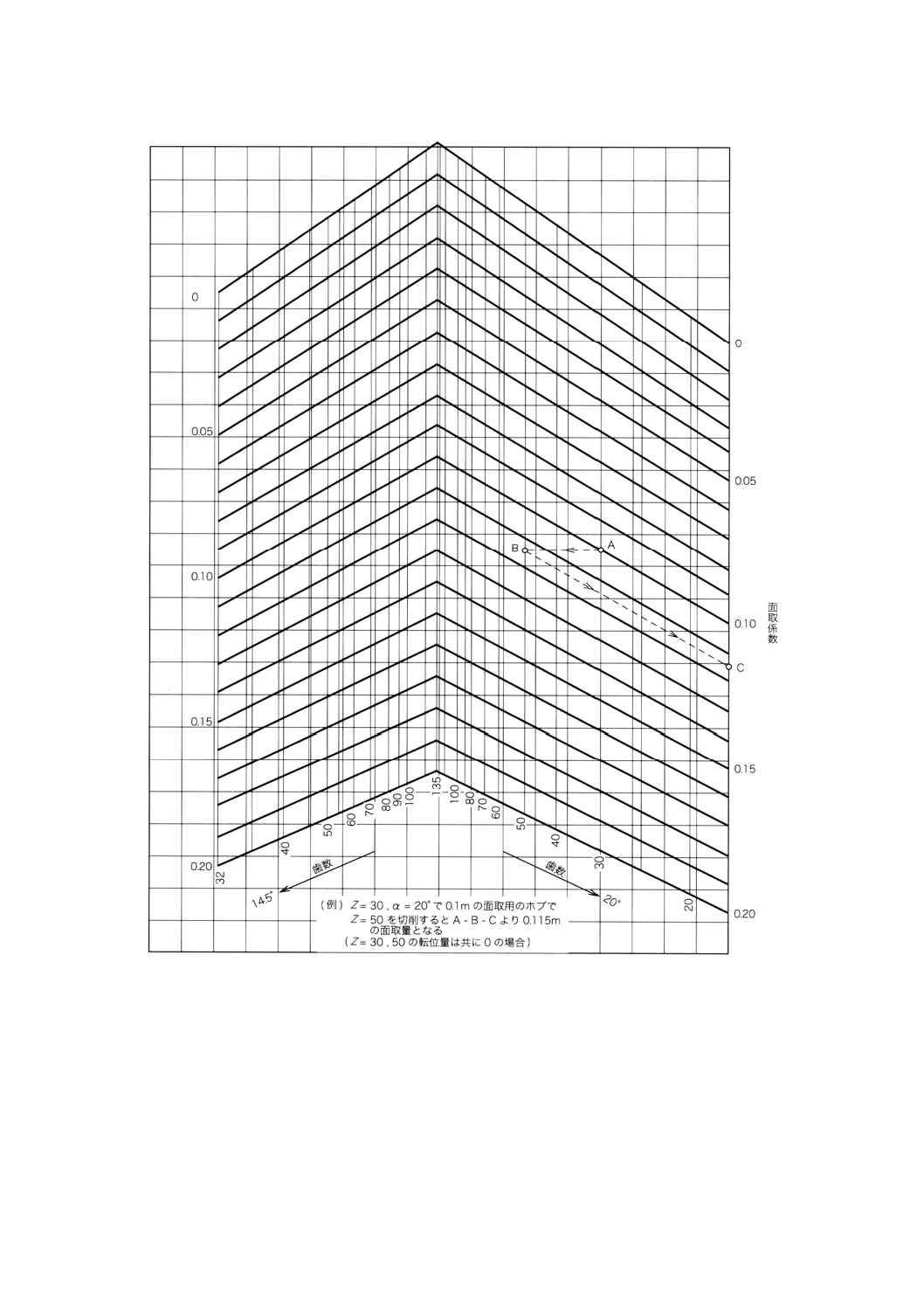
附属書2(参考) 歯車及びインボリュートスプラインの歯先面取部の
形状並びに面取部の共用検討図
この附属書2(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
規格運用の便を図るため,歯車及びインボリュートスプラインの歯先の面取部の形状を附属書2図1に,
セミトッピング歯形の歯切工具にて加工する歯車の,歯数の変化による面取量の共用検討図を附属書2図
2に示す。
附属書2図1 歯車及びスプラインの歯先の面取部の形状
13
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2図2 面取量の共用検討図
14
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) セミトッピング歯形面取部の計算方法
この附属書3(参考)は,本体に関連する事項を補足するもので,規定の一部ではない。
規格運用の便を図るため,加工歯車の歯先面取量に対応した,セミトッピング歯形面取部の計算方法を
示す。
1. 面取角度αcの計算 歯面を創成する切れ刃と面取りをする切れ刃とは,基準ピッチ線及び歯切りピッ
チ円が共通でなければならない。
歯車の歯先面取りの条件として,fv≒fk角とし,いまインボリュート曲線の一部であるvkを円弧とみな
し,これに対する法線fqは,曲線三角形fvkの頂点fにおける各辺の接線fg,fjのなす角∠jfgの二等分線
でなければならない(附属書3図1参照)。
α
cos
cos
a
a
b
a
d
d
d
d
α
=
=
2
4
a
ca
α
π+
=
α
(ラジアン)
c
ca
a
bc
cos
cos
α
d
α
d
d
=
=
ca
a
bc
c
cos
cos
α
d
d
d
d
=
=
α
ここに,
α: 歯面の基準圧力角
αa: 歯先部の圧力角
αca: 歯先部の面取角度
(面取面インボリュート曲線の歯先部の圧力角)
αc: 面取面インボリュート曲線の基準圧力角
db: 歯車の基礎円直径
da: 歯先円直径
d: 歯車の基準円直径
dbc: 面取面インボリュート曲線の基礎円直径
15
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図1 面取角度αcの計算
2. 面取部の転位係数x1の計算 歯車の歯先面取寸法hcrを得るために,歯面及び面取面のインボリュー
ト曲線の交点vは,直径dcの円周上になければならない。
したがって,dc円周上で,歯面と面取面との歯厚は等しくなければならない(附属書3図2参照)。
v
v
b
b
e
cos
inv
α
α
d
S
S
−
=
cv
cv
bc
bc
c
cos
inv
α
α
d
S
S
−
=
α
α
α
π
α
α
inv
cos
tan
2
2
inv
cos
b
b
b
d
xm
m
d
S
S
+
+
=
−
=
c
bc
c
c
1
c
bc
c
oc
bc
inv
cos
tan
2
2
inv
cos
α
α
α
π
α
α
d
m
x
m
d
S
S
+
+
=
−
=
よって
v
v
b
b
e
cos
inv
inv
sin
2
cos
2
α
α
α
α
α
π
d
d
xm
m
S
−
+
+
=
cv
cv
bc
c
bc
c
1
c
c
cos
inv
inv
sin
2
cos
2
α
α
α
α
α
π
d
d
m
x
m
S
−
+
+
=
上記の2式の右辺は相等しいので,これらからx1を求めると,
−
−
+
−
+
+
=
c
c
cv
bc
v
v
b
cv
v
c
1
cos
2
)
inv
(inv
cos
)
inv
(inv
sin
2
cos
2
cos
cos
sin
2
1
α
π
α
α
α
α
α
α
α
π
α
α
α
m
d
m
d
x
x
ここに,
Se: dc円周上の歯面の歯厚
16
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Sb: 歯面の基礎円周上の歯厚
S: 歯面の基準円周上の歯厚
Sc: dc円周上の面取面の歯厚
Sbc: 面取面の基礎円周上の歯厚
Soc: 面取面の基準円周上の歯厚
αv: 歯面のv点の圧力角
αcv: 面取面のv点の圧力角
m: モジュール
x: 歯面の転位係数
x1: 面取面の転位係数
附属書3図2 面取部の転位係数x1の計算
3. 面取高さhcの計算 歯車の歯面及び面取面のインボリュート曲線を創成する圧力角α及びαcの交点b
までの,ホブ歯先からの高さhcを求める(附属書3図3参照)。
)
sin(
sin
)
(
c
c
1
α
α
α
−
−
=
x
x
m
ab
)
sin(
cos
sin
)
(
cos
c
c
1
s
α
α
α
α
α
−
−
=
=
=
m
x
x
ab
h
ae
よって
)
sin(
cos
sin
)
(
c
c
1
a
s
a
c
α
α
α
α
−
−
+
=
+
=
m
x
x
h
h
h
h
ここに,
hs: 基準ピッチ線から面取面開始点までの高さ
ha: 歯末の丈
hc: 歯先から面取面開始点までの高さ
17
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3図3 面取高さhcの計算
18
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考) インボリュートスプライン歯形(基準圧力角20°)
この附属書4(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
1. この附属書4(参考)は,JIS D 2001(自動車用インボリュートスプライン)の廃止に伴う経過処置に
応じるために参考として示すものである。
2. インボリュートスプライン歯形(基準圧力角20°) この歯形は,JIS B 1603附属書の規定に対応す
る歯形で,附属書4表1による。
附属書4表1 インボリュートスプライン歯形(基準圧力角20°)
単位 mm
項目
記号
INV-SP
歯面合わせ
大径合わせ
平底形
丸底形
平底形
丸底形
モジュール
m
m
m
基準圧力角
α
20°
20°
歯末の丈
ha
1.0m
1.146m
1.0m
1.146m
歯元の丈
hf
0.4m
0.4m
−
全歯丈
ho
1.4m
1.546m
−
切込み歯丈
h
1.2m
1.346m
1.2m
1.346m
歯底のすきま
c
0.2m
0.2m
−
ピッチ
p
πm
πm
19
B 4350 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
項目
記号
INV-SP
歯面合わせ
大径合わせ
平底形
丸底形
平底形
丸底形
歯厚
s
0.5p
0.5p
歯先の丸み
ra
0.3m
0.526m
0.3m
0.526m
歯元の丸み
rf
0.3m
−
面取開始点の丈
hc(6)
−
被削スプライン諸元
によって算出(5)(7)
面取部の圧力角
αc(6)
日本工業標準調査会標準部会 機械要素技術専門委員会 構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学
望 月 正 紀
社団法人日本ねじ工業会