B 4221 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 4221-1989は改正され,この規格に置き換えられる。
今回の改正では,国際整合化を図るため,ISO 6108 : 1978, Double equal angle cutters with plain bore and key
drive(キー溝付き等角フライス)を基礎として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4221 : 1998
角度フライス
Milling cutters−Angle milling cutters
序文 この規格は,1978年に第1版として発行されたISO 6108 Double equal angle cutters with plain bore and
key driveを基に作成した日本工業規格であり,対応国際規格と対応する部分については,技術的内容を変
更することなく作成しているが,対応国際規格には規定されていない規定項目(定義,種類における片角
フライス,品質,材料,試験方法,検査,製品の呼び方及び表示)及び規定内容(等角フライスのB式)
を追加している。
1. 適用範囲 この規格は,外径が50〜100mmの角度フライス(以下,フライスという。)について規定
する。
備考 この規格の対応国際規格を,次に示す。
ISO 6108 : 1978 Double equal angle cutters with plain bore and key drive
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS B 0172 フライス用語
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0659 比較用表面粗さ標準片
JIS B 4201 フライス穴及びフライスアーバ部
JIS B 7503 ダイヤルゲージ
JIS B 7513 精密定盤
JIS B 7725 ビッカース硬さ試験−試験機の検証
JIS B 7726 ロックウェル硬さ試験−試験機の検証
JIS G 4403 高速度工具鋼鋼材
JIS Z 2244 ビッカース硬さ試験−試験方法
JIS Z 2245 ロックウェル硬さ試験方法
3. 定義 この規格で用いる主な用語の定義は,JIS B 0172による。
2
B 4221 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 種類 フライスの種類は,刃形によって,片角フライス及び等角フライスの2種類とする。
5. 形状・寸法 フライスの形状及び寸法は,表1及び表2による。
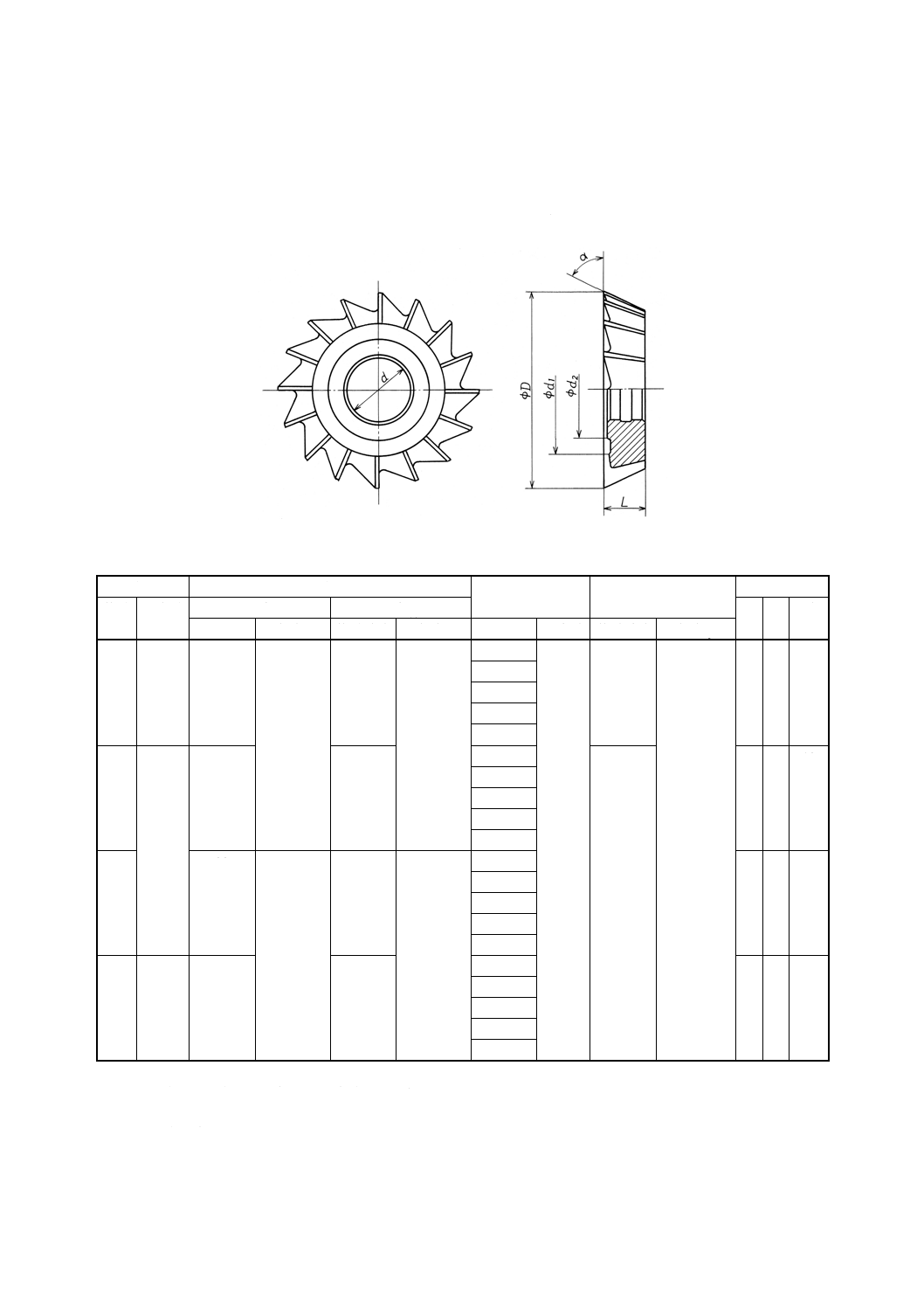
表1 片角フライスの形状及び寸法
備考 図は,右刃のものを例として示す。
単位 mm
外径 D
穴径 d
角度 α
幅 L
参考
基準
寸法
許容差
js16
A式
B式(1)
d1 d2 刃数
Z
基準寸法 許容差 H7 基準寸法 許容差 H7 基準角度 許容差 基準寸法 許容差 js16
50
±0.8
13
+0.018
0
12.7
+0.018
0
45°
±15′
13
±0.55
34 24
16
50°
60°
70°
80°
63
±1
16
15.875
45°
18
43 27
18
50°
60°
70°
80°
80
22
+0.021
0
22.225
+0.021
0
45°
56 34
22
50°
60°
70°
80°
100
±1.1
27
25.4
45°
72 41
26
50°
60°
70°
80°
注(1) B式はなるべく用いない。
備考1. 外径D,穴径d及び幅Lの許容差は,JIS B 0401-2による。
2. キー溝は,JIS B 4201による。
3. 刃角の右左は,JIS B 0172による。
参考 量記号は,ISO 6108では,幅をeと表示している。
3
B 4221 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
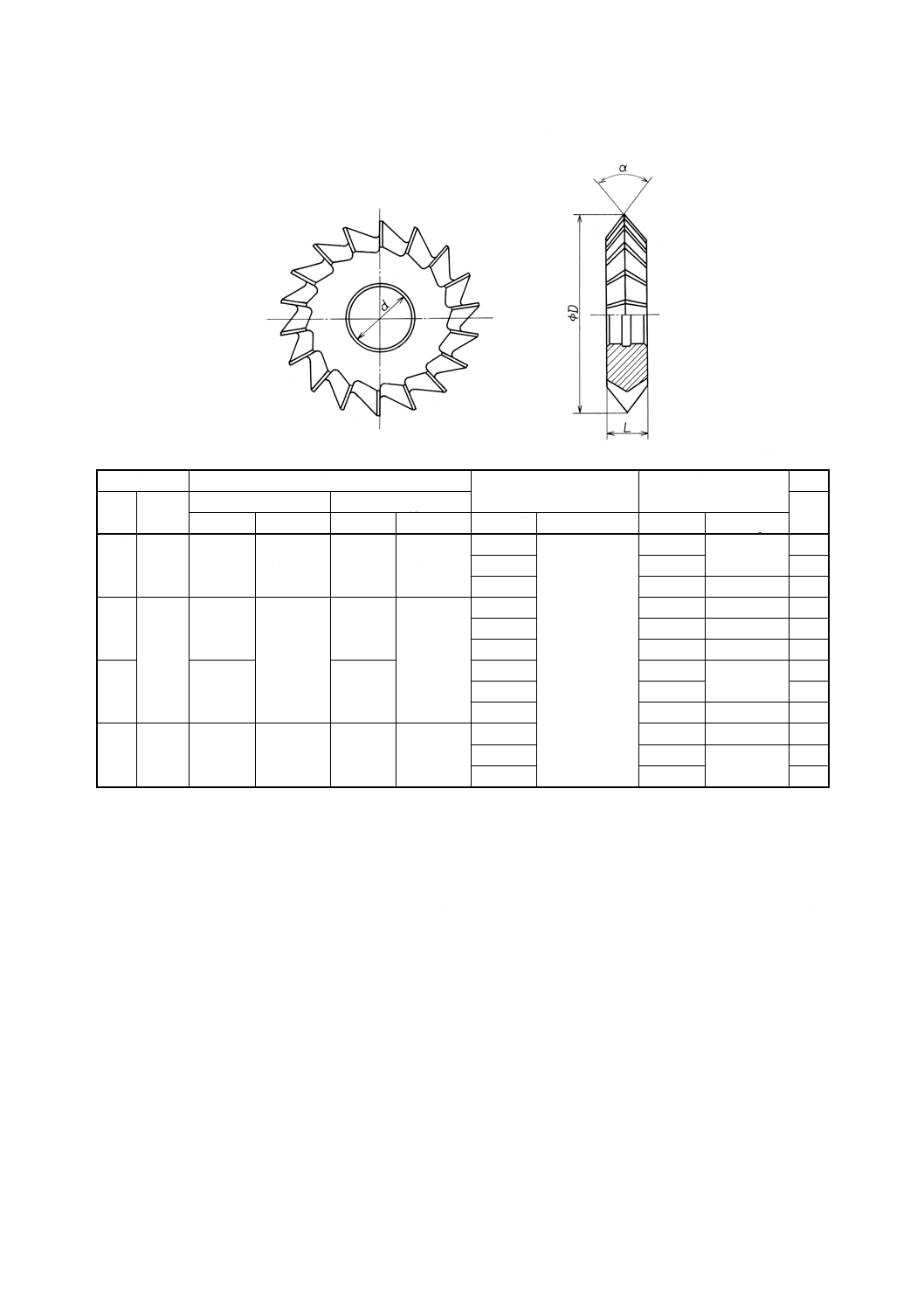
表2 等角フライスの形状及び寸法
単位 mm
外径 D
穴径 d
角度 α
幅 L
参考
基準
寸法
許容差
js16
A式
B式(1)
刃数
Z
基準寸法 許容差 H7 基準寸法 許容差 H7 基準角度 半角α/2許容差 基準寸法 許容差 js16
50
±0.8
16
+0.018
0
15.875
+0.018
0
45°
±15′
8
±0.45
20
60°
10
18
90°
14
±0.55
16
63
±1
22
+0.021
0
22.225
+0.021
0
45°
10
±0.45
22
60°
14
±0.55
20
90°
20
±0.6
18
80
27
25.4
45°
12
±0.55
24
60°
18
22
90°
22
±0.6
20
100
±1.1
32
+0.025
0
31.75
+0.025
0
45°
18
±0.55
26
60°
25
±0.6
24
90°
32
22
備考1. 外径D,穴径d及び幅Lの許容差は,JIS B 0401-2による。
2. キー溝は,JIS B 4201による。
参考 量記号は,ISO 6108では,幅をeと表示している。
6. 品質
6.1
外観 フライスの外観は,地きず,割れ,有害なまくれ,きず,さびなどの欠点がなく,仕上げは
良好でなければならない。
6.2
表面粗さ フライスの表面粗さは,8.1による試験を行ったとき,すくい面でJIS B 0601に規定する
1.60μm Ra (6.3μm Ry) 以下とする。
6.3
硬さ フライスの刃部の硬さは,8.2による試験を行ったとき,63 HRC以上又は772 HV以上とする。
6.4
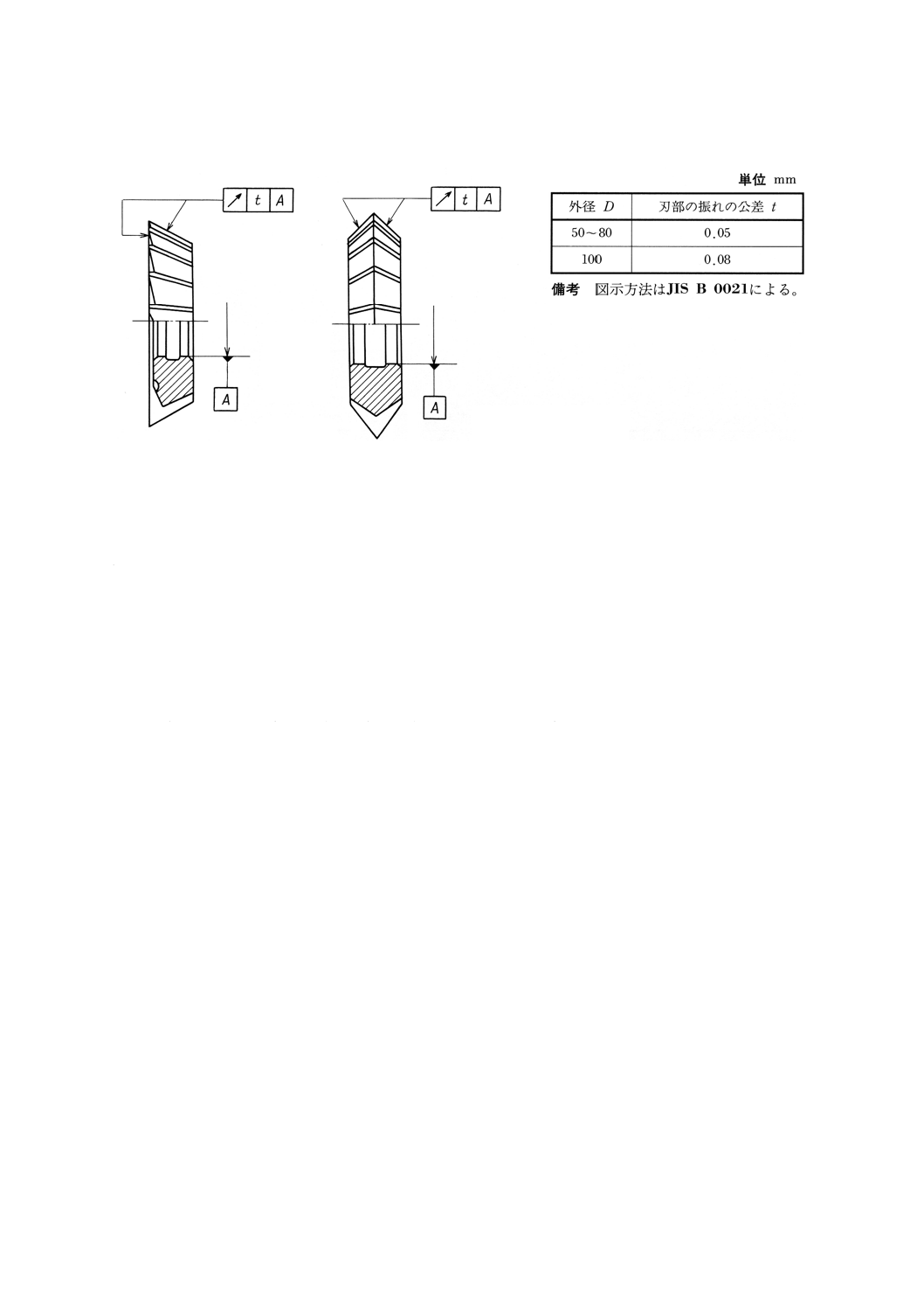
振れ フライスの振れは,8.3による試験を行ったとき,表3による。
4
B 4221 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 刃部の振れの公差
7. 材料 フライスの材料は,JIS G 4403に規定するSKH51又はこれと同等以上の性能をもつものとする。
8. 試験方法
8.1
表面粗さ フライスの表面粗さは,目視によってJIS B 0659に規定する比較用表面粗さ標準片と比
較測定する。
8.2
硬さ フライスの刃部の硬さは,JIS B 7726に規定するロックウェル硬さ試験機を用いてJIS Z 2245
に規定する試験方法によって測定する。ただし,ロックウェル硬さ試験機による測定ができない場合は,
JIS B 7725に規定するビッカース硬さ試験機を用いて,JIS Z 2244に規定するビッカース硬さ試験方法に
よって測定してもよい。
なお,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
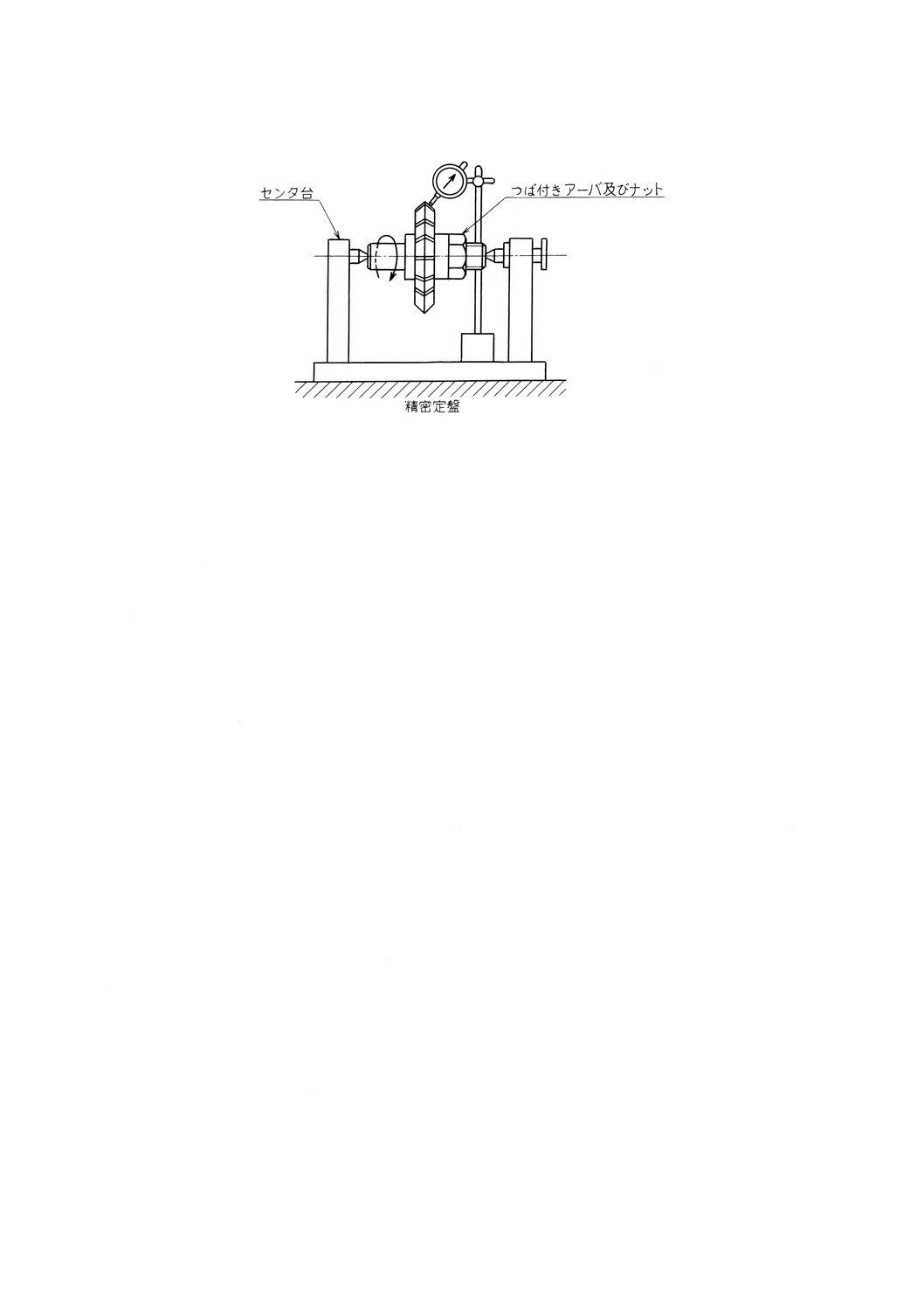
8.3
振れ フライスの振れは,フライスをつば付きアーバにナットで締め付け,図1のように精密定盤
の上に置いたセンタ台に取り付け,切れ刃に垂直にダイヤルゲージを当て,矢の方向に回しながらダイヤ
ルゲージの指針の動きを読む。読みの最大値と最小値との差を測定値とする。
備考1. 精密定盤は,JIS B 7513に規定する1級とする。
2. ダイヤルゲージは,JIS B 7503に規定する目量0.01mmダイヤルゲージとする。
5
B 4221 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 振れの測定方法
9. 検査 フライスの検査は,形状・寸法,外観,表面粗さ,硬さ及び振れについて行い,それぞれ5.及
び6.1〜6.4の規定に適合しなければならない。
10. 製品の呼び方 フライスの呼び方は,種類,外径D×幅L×穴径d,刃の方向,角度及び材料記号(2)
による。ただし,片角形で右刃の場合は,刃の方向を省略してもよい。
例1.
片
角フライス
80×18×22
60°
HSS
例2.
片
角フライス
63×18×16
左刃45°
SKH51
例3.
等
角フライス
100×32×32
90°
SKH55
例4.
等
角フライス
100×32×32
90°
HSS-Co
注(2) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合は,
HSS-Coと呼んでもよい。
11. 表示
11.1 製品の表示 フライスには,側面に次の事項を横書きに表示する。
a) 外径D×幅L×穴径d×角度α
:例 63×18×16×45°
b) 材料記号(3)
:例 SKH51
c) 製造業者名又はその略号
注(3) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合は,
HSS-Coと表示してもよい。
11.2 包装の表示 フライスの包装には,名称及び11.1に規定する事項を表示する。
6
B 4221 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学理工学部
中 嶋 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会技術部
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
片 桐 泰 典
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社川崎工場
(関係者)
小 峰 武 夫
コベルコツールエンジニアリング株式会社
白 土 秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
木 村 育 夫
株式会社三興製作所
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会