2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4213-1996
ストレートシャンク台形
ランナエンドミル
Tapered end mills for trapeziform runner with parallel shanks
1. 適用範囲 この規格は,主として金型のランナ(1)を加工するために使用する小端外径が2mm以上,
12mm以下,テーパ半角が7°,10°,12°,15°であるストレートシャンク台形ランナエンドミル(以
下,エンドミルという。)について規定する。
注(1) プラスチック金型及びダイキャスト金型に使用される湯道。
備考 この規格の引用規格を,次に示す。
JIS B 0021
幾何公差の図示方法
JIS B 0172
フライス用語
JIS B 0401
寸法公差及びはめあい
JIS B 0405
普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0601
表面粗さ−定義及び表示
JIS B 0659
比較用表面粗さ標準片
JIS B 1011
センタ穴
JIS B 1501
玉軸受用鋼球
JIS B 4005
フライス用ストレートシャンク部−形状・寸法
JIS B 7503
ダイヤルゲージ
JIS B 7513
精密定盤
JIS B 7540
Vブロック
JIS B 7725
ビッカース硬さ試験機
JIS B 7726
ロックウェル硬さ試験機
JIS G 4051
機械構造用炭素鋼鋼材
JIS G 4403
高速度工具鋼鋼材
JIS Z 2244
ビッカース硬さ試験方法
JIS Z 2245
ロックウェル硬さ試験方法
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0172による。
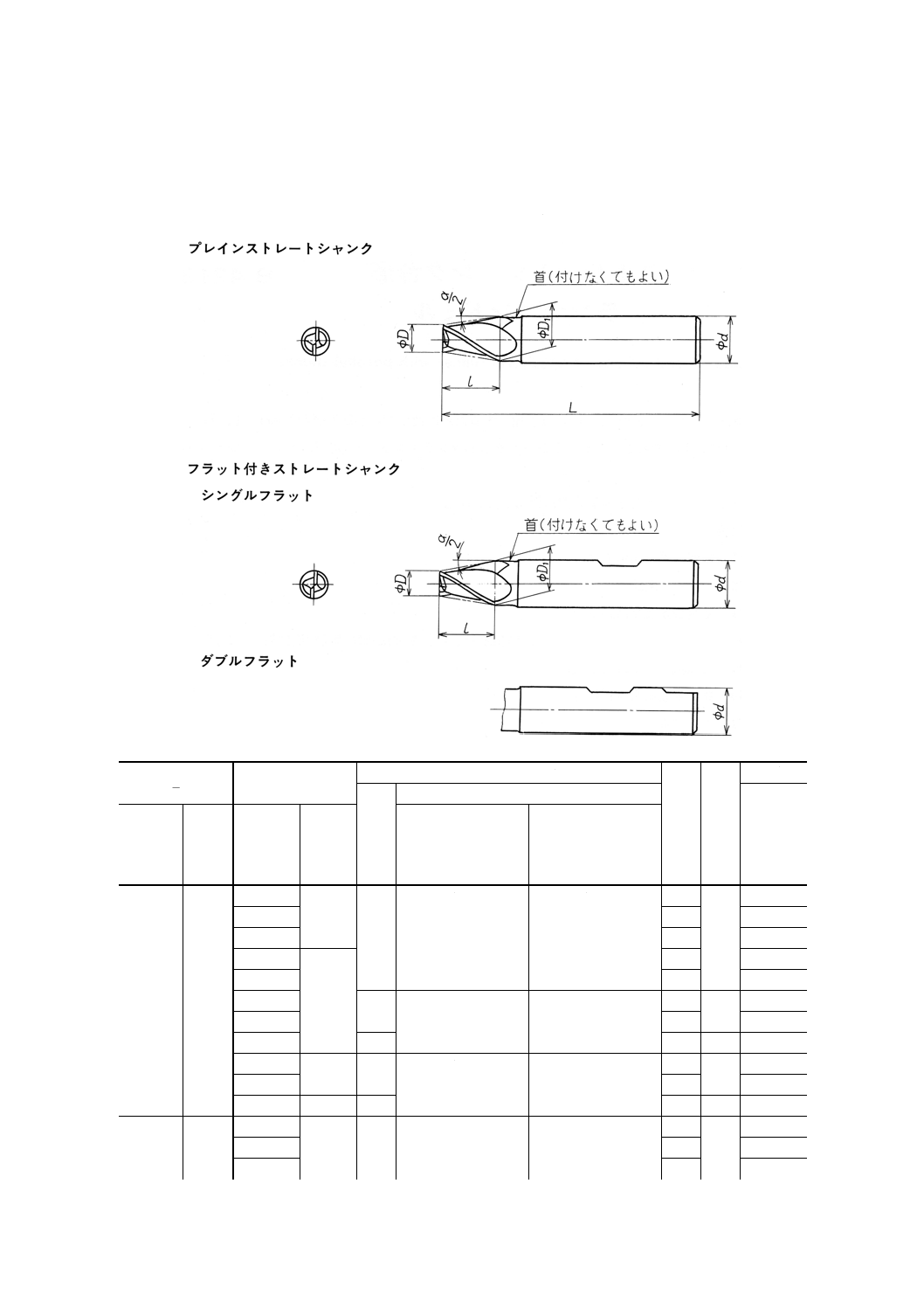
3. 種類 エンドミルの種類は,シャンクの形状によって,(プレイン)ストレートシャンク台形ランナエ
ンドミル(2)とフラット付きストレートシャンク台形ランナエンドミルの2種類とし,底刃の形状は,スク
エア刃とする。
2
B 4213-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注(2) 紛らわしくない場合には,括弧を付けた文字は,省略してもよい。
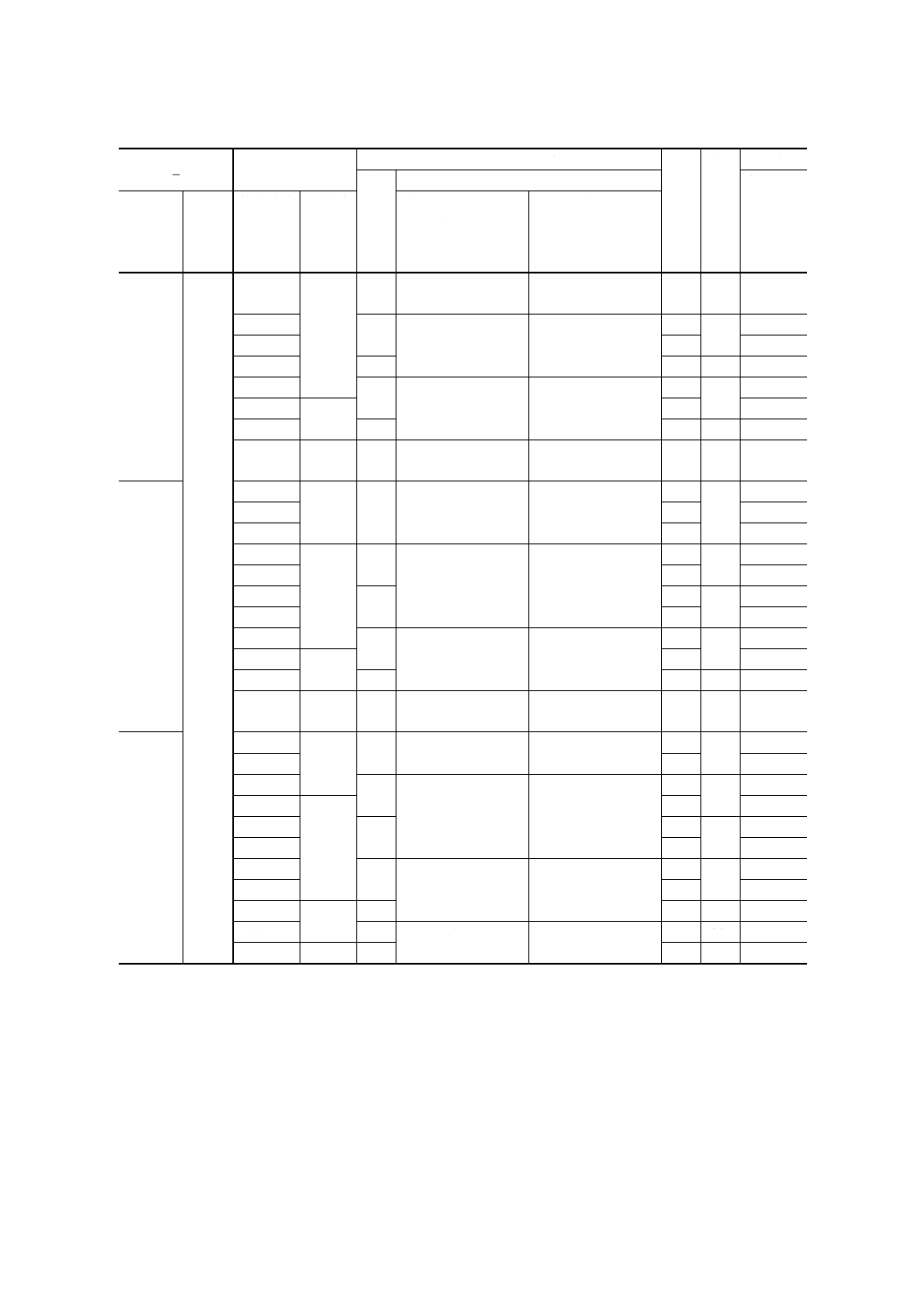
4. 形状・寸法 エンドミルの形状及び寸法は,表1による。
表1 エンドミルの形状及び寸法
単位mm
テーパ半角
2
α
小端外径
D
シャンク径 d
刃長
l
全長
L
参考
基準
寸法
許容差
大端外径
D1
基準角度 許容差 基準寸法 許容差
js12
プレインストレート
シャンク
h8
フラット付きストレ
ートシャンク
h6
7°
±15′
2
±0.050
6
0
−0.018
0
−0.008
4
52
2.98
2.5
5
3.73
3
6
4.47
3.5
±0.060
7
5.22
4
8
5.96
4.5
8
0
−0.022
0
−0.009
9
54
6.71
5
10
7.46
6
10
12
62
8.95
8
±0.075
12
0
−0.027
0
−0.011
16
77
11.93
10
20
14.91
12
±0.090
16
24
84
17.89
10°
±15′
2
±0.050
6
0
−0.018
0
−0.008
4
52
3.41
2.5
5
4.26
3
6
5.12
3
B 4213-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
テーパ半角
2
α
小端外径
D
シャンク径 d
刃長
l
全長
L
参考
基準
寸法
許容差
大端外径
D1
基準角度 許容差 基準寸法 許容差
js12
プレインストレート
シャンク
h8
フラット付きストレ
ートシャンク
h6
10°
±15′
3.5
±0.060
6
0
−0.018
0
−0.008
7
52
5.97
4
8
0
−0.022
0
−0.009
8
54
6.82
4.5
9
7.67
5
10
10
62
8.53
6
12
0
−0.027
0
−0.011
12
77
10.23
8
±0.075
16
13.64
10
16
20
84
17.05
12
±0.090
20
0
−0.033
0
−0.013
24
90
20.46
12°
2
±0.050
6
0
−0.018
0
−0.008
4
52
3.70
2.5
5
4.63
3
6
5.55
3.5
±0.060
8
0
−0.022
0
−0.009
7
54
6.48
4
8
7.40
4.5
10
9
62
8.33
5
10
9.25
6
12
0
−0.027
0
−0.011
12
77
11.10
8
±0.075
16
14.80
10
16
20
84
18.50
12
±0.090
20
0
−0.033
0
−0.013
24
90
22.20
15°
2
±0.050
6
0
−0.018
0
−0.008
4
52
4.14
2.5
5
5.18
3
8
0
−0.022
0
−0.009
6
54
6.22
3.5
±0.060
7
7.25
4
10
8
62
8.29
4.5
9
9.32
5
12
0
−0.027
0
−0.011
10
77
10.36
6
12
12.43
8
±0.075
16
16
84
16.57
10
20
0
−0.033
0
−0.013
20
90
20.72
12
±0.090
25
24
100
24.86
備考1. 小端外径D及びシャンク径dの許容差は,JIS B 0401による。
2. 刃長l及び全長Lの許容差は,JIS B 0405に規定する公差等級c(粗級)とする。
3. センタ穴のある場合のセンタ穴は,JIS B 1011による。
4. プレインストレートシャンクの形状及び寸法は,JIS B 4005のR形による。
5. フラット付きストレートシャンクの形状及び寸法は,JIS B 4005による。
6. 刃数は,2枚刃とする。
4
B 4213-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5. 品質
5.1
外観 エンドミルの外観は,地きず,割れ,有害なまくれ,きず,さび,接合不良などの欠点がな
く,仕上げは良好でなければならない。
5.2
表面粗さ エンドミルの刃部及びシャンクの表面粗さは,7.1による試験を行ったとき,JIS B 0601
に規定する0.80μmRa (3.20μmRy) とする。
5.3
硬さ エンドミルの硬さは,7.2による試験を行ったとき,刃部の硬さは,63HRC以上又は772HV
以上とし,シャンクの硬さは,40HRC以上又は392HV以上とする。
5.4
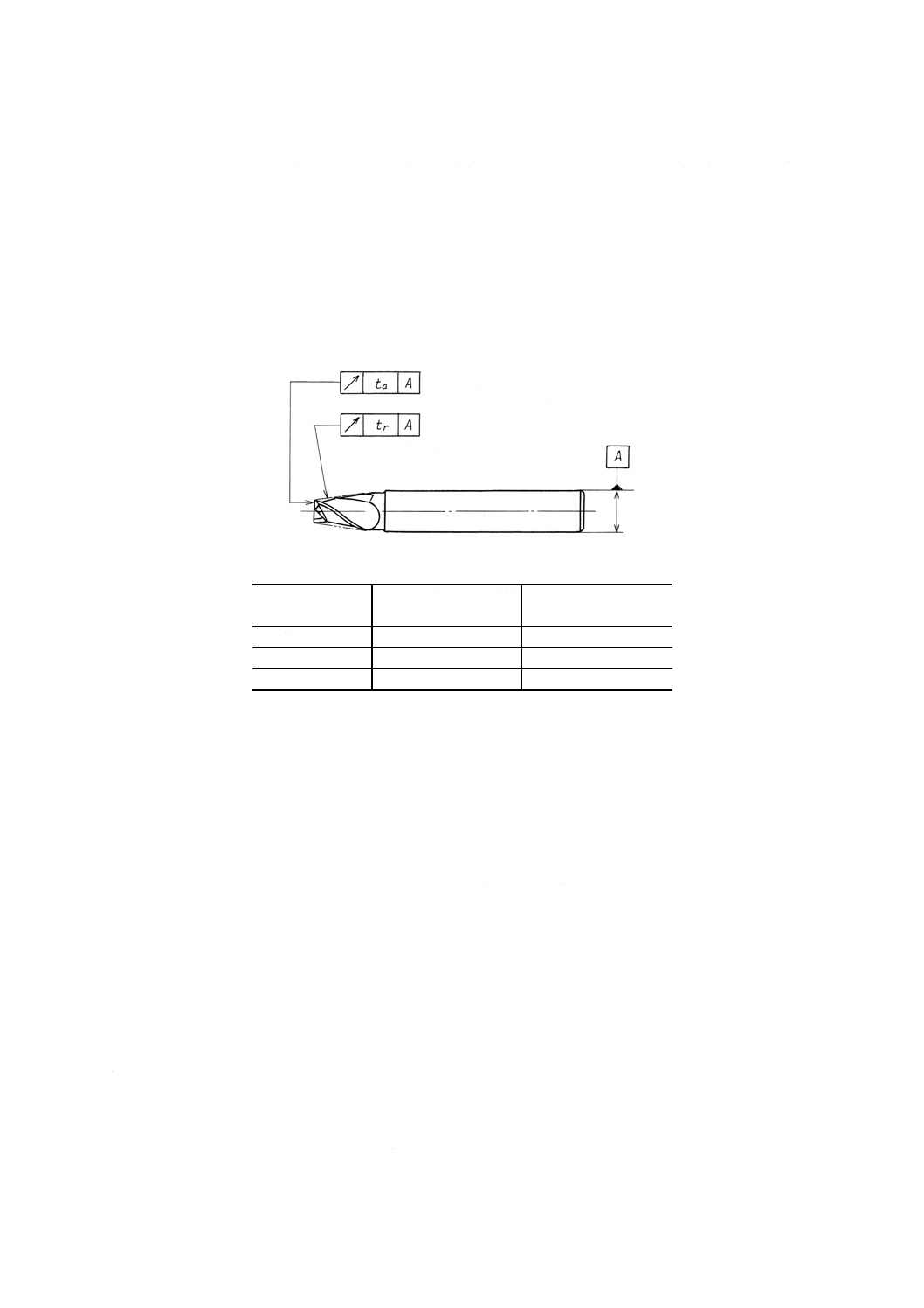
振れ エンドミルの刃部の振れは,7.3による試験を行ったとき,表2による。
表2 エンドミルの刃部の振れの公差値
備考 図示方法は,JIS B 0021による。
単位mm
小端外径基準寸法
D
外周刃の振れの公差値
tr
底刃の振れの公差値
ta
2以上 4.5以下
0.032
0.025
5以上 10以下
0.04
0.032
12
0.05
0.04
6. 材料 エンドミルの材料は,JIS G 4403に規定するSKH51又はこれと同等以上の性能をもつものとす
る。
なお,溶接エンドミルのシャンクの材料は,JIS G 4051に規定するS55C又は使用上これと同等以上の
性能をもつものとする。
7. 試験方法
7.1
表面粗さ エンドミルの刃部及びシャンクの表面粗さは,目視によってJIS B 0659に規定する比較
用表面粗さ標準片と比較測定する。
7.2
硬さ エンドミルの硬さは,JIS B 7726に規定するロックウェル硬さ試験機を用いて,JIS Z 2245
に規定するロックウェル硬さ試験方法によって測定する。ただし,ロックウェル硬さ試験機によって測定
できない場合は,JIS B 7725に規定するビッカース硬さ試験機を用いてJIS Z 2244に規定するビッカース
硬さ試験方法によって測定してもよい。
また,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
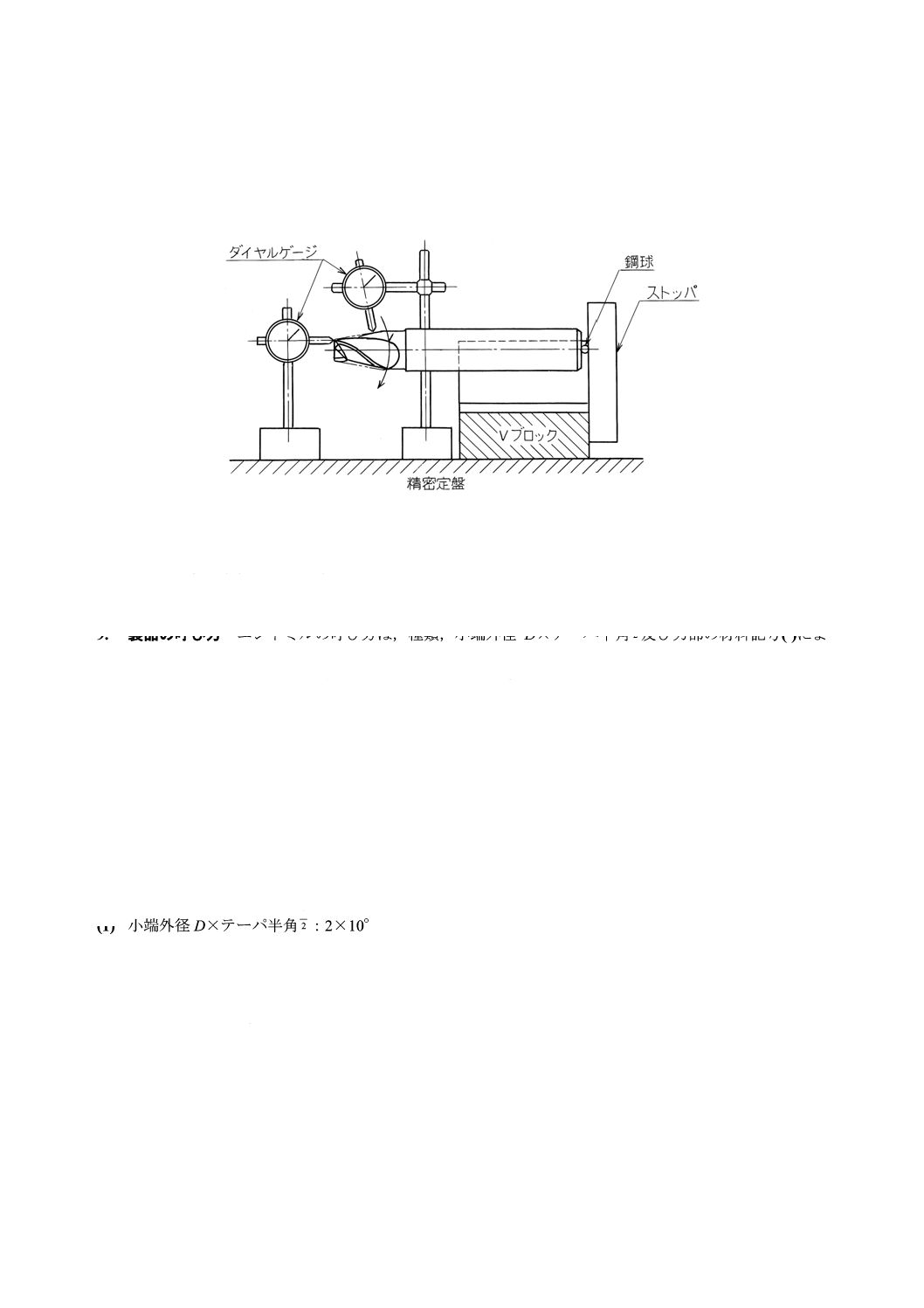
7.3
振れ エンドミルの刃部の振れは,図1のようにエンドミルを精密定盤上に置いたVブロックで支
え,ダイヤルゲージを外周刃及び底刃の切れ刃に垂直に当て,矢の方向に回しながらダイヤルゲージの指
針の動きを読む。読みの最大値と最小値との差を測定値とする。
備考1. 精密定盤は,JIS B 7513に規定する1級とする。
5
B 4213-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. ダイヤルゲージは,JIS B 7503に規定する目量0.001mmダイヤルゲージとする。
3. Vブロックは,JIS B 7540に規定する1級とする。
4. 鋼球は,JIS B 1501による。
図1 エンドミルの刃部の振れの測定方法
備考 測定方法及び測定器具は,一般的な例を示したものである。
8. 検査 エンドミルの検査は,形状・寸法,外観,表面粗さ,硬さ及び振れについて行い,それぞれ4.,
5.1〜5.4の規定に適合しなければならない。
9. 製品の呼び方 エンドミルの呼び方は,種類,小端外径D×テーパ半角2α及び刃部の材料記号(3)によ
る。
例 ストレートシャンク台形ランナエンドミル 2×10° SKH51
フラット付きストレートシャンク台形ランナエンドミル 2×7° HSS-Co
注(3) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合には
HSS-Coと呼んでもよい。
10. 表示
10.1 製品の表示 エンドミルには,シャンク又は首部に刃部を下又は左にして,次の事項を横書きに表
示する。
例
(1) 小端外径D×テーパ半角2α:2×10°
(2) 刃部の材料記号
(4):SKH51
(3) 製造業者名又はその略号
注(4) 使用材料が,SKH51又はこれと同等の場合はHSSと,また,SKH55又はこれと同等の場合には
HSS-Coと表示してもよい。
10.2 包装の表示 エンドミルの包装には,種類,及び10.1に規定する事項を表示する。
6
B 4213-1996
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学
(委員)
藤 野 達 夫
通商産業省機械情報産業局
大 嶋 清 治
工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
因 幸二郎
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
沢 畠 英 明
株式会社斎藤ツヰストドリル製作所
日下部 祐 次
株式会社神戸製鋼所
福 永 博 幸
三菱重工業株式会社
三 好 忠 義
オーエスジー株式会社
徳 増 肇
社団法人日本機械工業連合会
大 高 義 穂
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
(関係者)
片 桐 泰 典
株式会社不二越
鳥 居 信 良
株式会社神戸製鋼所
関 口 徹
株式会社不二越
田 中 祐 弌
株式会社神戸製鋼所
吉 年 成 恭
日立ツール株式会社
(事務局)
平 野 武 治
日本工具工業会
西 垣 吉麻呂
日本工具工業会