2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4152-1988
高速度鋼付刃バイト
High Speed Steel Tipped Tools
1. 適用範囲 この規格は,主として金属の切削加工に用いる高速度鋼付刃バイト(以下,バイトという。)
について規定する。
引用規格及び関連規格:18ぺージに示す。
2. 用語の意味 この規格に用いる主な用語の意味は,JIS B 0107(バイト用語)による。
3. 種類 バイトの種類は,使用工作機械,刃部付近の形状及び機能又は用途によって24種類とし,種類
及び製品名称は表1による。
表1 種類
種類
製品名称
使用工作機械
10 形
真剣バイト
旋盤
13R形
右片刃バイト
13L形
左片刃バイト
14R形
右横剣バイト
14L形
左横剣バイト
15R形
右剣バイト
15L形
左剣バイト
22 形
ヘール仕上げバイト
31 形
突切りバイト
32 形
ヘール突切りバイト
40 形
先丸穴ぐりバイト
41 形
穴ぐり荒バイト
42 形
穴仕上げバイト
51 形
おねじ切りバイト
52 形
めねじ切りバイト
53 形
ヘールねじ切りバイト
60 形
平削り盤用真剣バイト
平削り盤
62R形
平削り盤用右片刃バイト
62L形
平削り盤用左片刃バイト
63R形
平削り盤用右剣バイト
63L形
平削り盤用左剣バイト
64 形
平削り盤用平剣バイト
65 形
平削り盤用ヘール仕上げバイト
66 形
平削り盤用突切りバイト
2
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
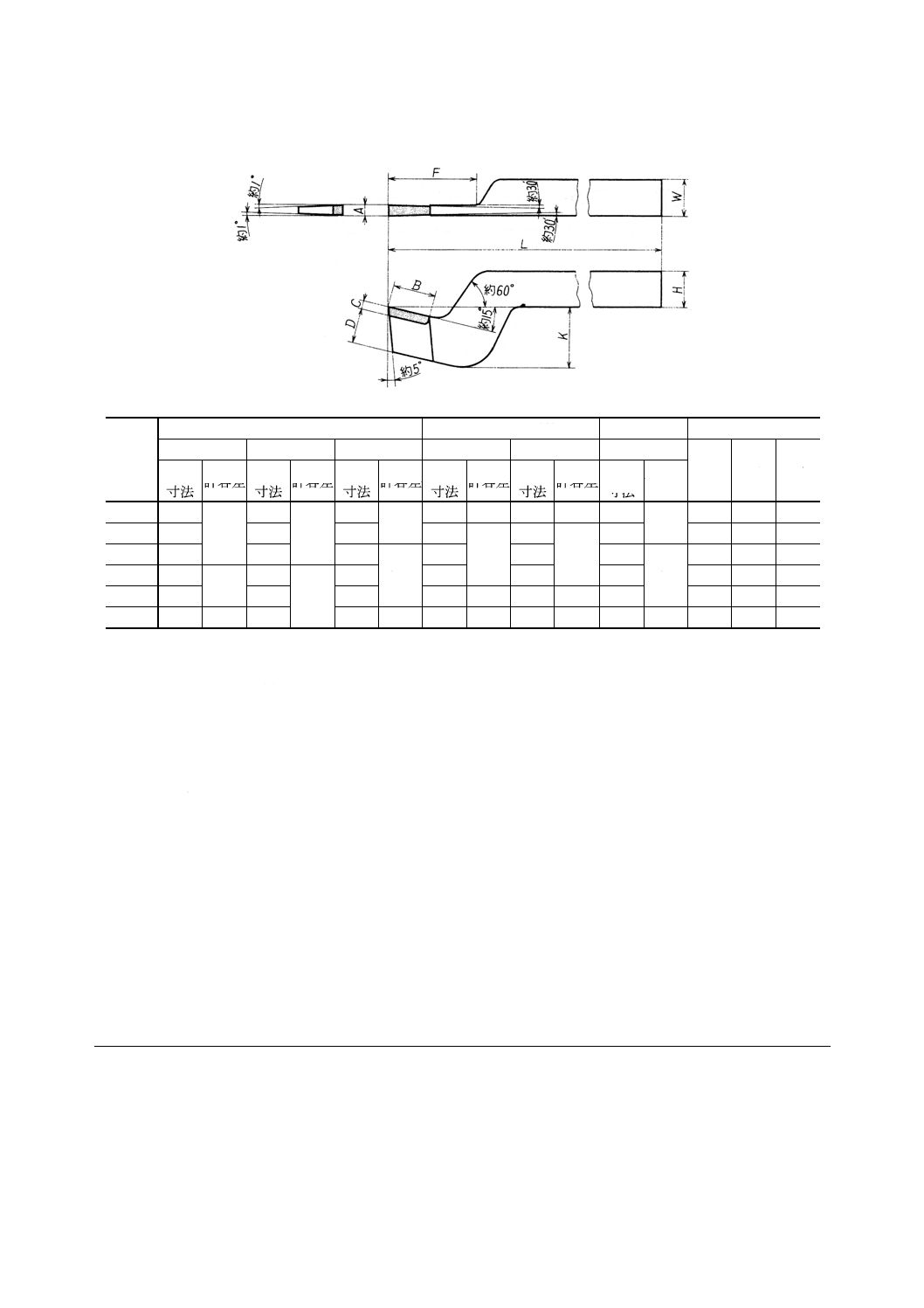
4. 形状・寸法 バイトの形状及び寸法は.付表1〜19による。
5. 品質
5.1
外観 バイトの外観は,地きず及び割れ並びに有害なまくれ,きず,さび,曲がり,ひずみ,接合
不良などの欠点がなく,仕上げが良好でなければならない。
5.2
表面粗さ バイトの刃部の表面粗さは,7.1による試験を行ったとき,JIS B 0601(表面粗さの定義
と表示)に規定する3.2a (12.5 S) とする。
5.3
硬さ バイトの刃部の硬さは,7.2による試験を行ったとき,表2による。
表2 刃部の硬さ
チップ材料
硬さ
SKH 57
HRC 65以上
SKH 4
HRC 64以上
SKH 51
HRC 63以上
5.4
切削能力 バイトの切削能力は,7.4による試験を行ったとき,切れ味が良好でなければならない。
6. 材料
6.1
バイトのチップの材料は,JIS G 4403(高速度工具鋼鋼材)に規定するSKH57,SKH4及びSKH51 又
は 使用上,これらと同等以上の切削能力をもつものとする。
6.2
バイトのシャンクの材料は,JIS G 4051(機械構造用炭素鋼鋼材)に規定するS55C 又は これと同
等以上の性能をもつものとする。
7. 試験方法
7.1
表面粗さ バイトの表面粗さは,目視によってJIS B 0659(比較用表面粗さ標準片)に規定する粗
さ標準片と比較測定する。
7.2
硬さ バイトの刃部の硬さは,すくい面の先端部 及び 中央についてJIS B 7726(ロックウェル硬
さ試験機)に規定する試験機を用いてJIS Z 2245(ロックウェル硬さ試験方法)に規定する試験方法によ
って測定する。ただし,ロックウェル硬さ試験機による測定ができない場合は,JIS B 7734(微小硬さ試
験機)に規定する試験機を用いて,JIS Z 2251(微小硬さ試験方法)に規定する試験方法によって測定し
てもよい。
また,試験機による測定が困難な場合は,やすりによる比較測定を行ってもよい。
7.3
寸法 バイトの寸法は,表3によって測定する。
3
B
4
1
5
2
-1
9
8
8
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
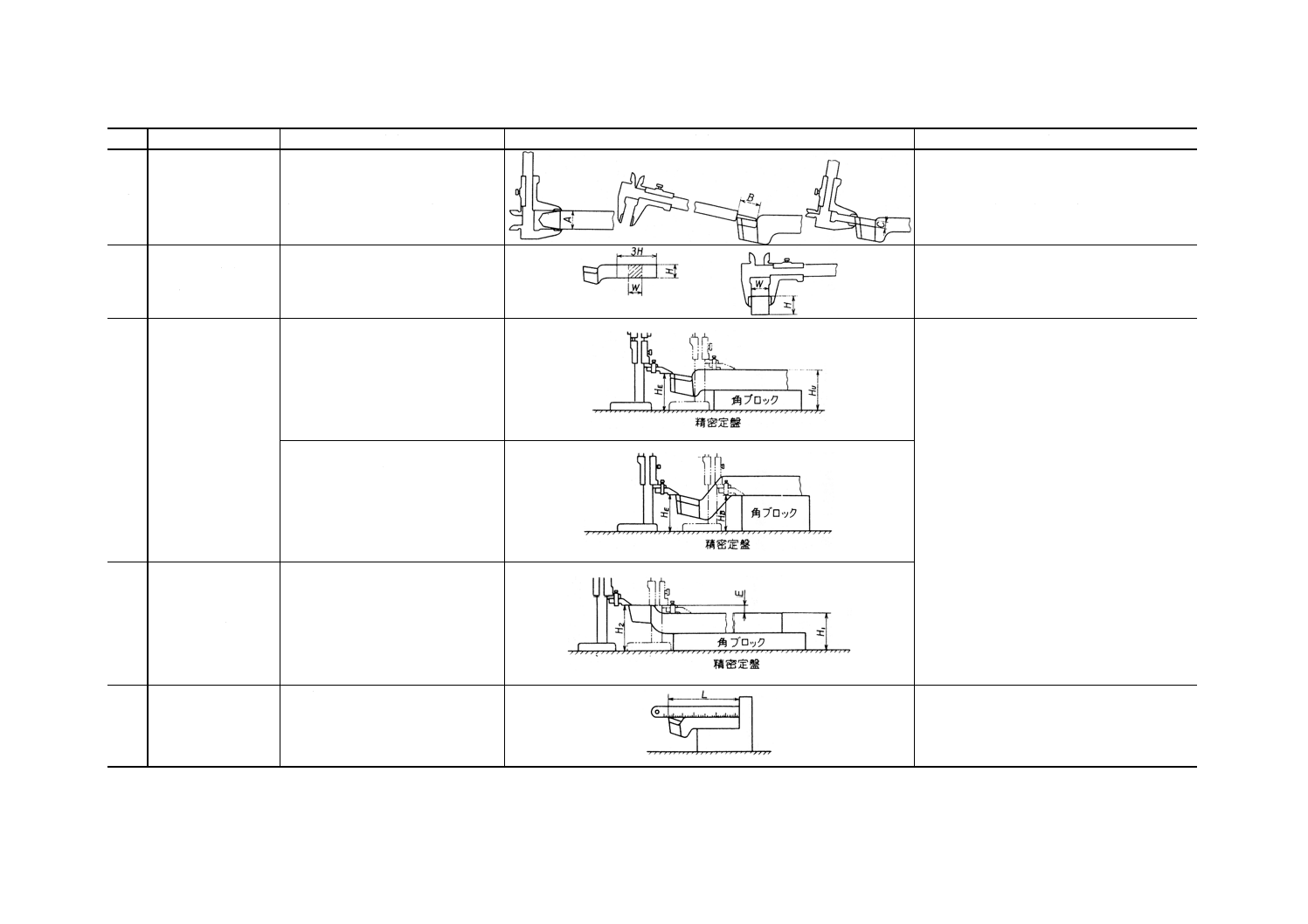
表3 寸法の測定方法
番号
項目
測定方法
測定方法図
測定器具
1
チップ各辺の長さ
A,B,C
金属製直尺又はノギスによってチップ
各辺の長さA,B,Cを測定する。
JIS B 7516(金属製直尺)に規定する直尺
JIS B 7507(ノギス)に規定するノギス
2
シャンクの高さHと
幅W
ノギスによってシャンクの端面から高
さHの3倍以内の箇所で高さH及び幅
Wを測定する。
JIS B 7507に規定するノギス
3
刃先の高さ
旋盤用
精密定盤上の角ブロックの上にバイト
を置き,ハイトゲージによって,シャ
ンク上面の高さHUと刃先の高さHEを
それぞれ測定して差を求める。
HU−HE≧0
JIS B 7513(精密定盤)に規定する1級の精密定
盤
JIS B 7517(ハイトゲージ)に規定するハイトゲ
ージ
角ブロック
角ブロックの平行度の公差値は25mmにつき
0.01mmとする。
平削り盤用
精密定盤上の角ブロックの上にバイト
を置き,ハイゲージによって,角ブロ
ックの高さ,HBと刃先の高さHEをそ
れぞれ測定して差を求める。
HB−HE≧0
4
オフセットE
精密定盤上の角ブロックの上にバイト
の主逃げ面が上側になるように置き,
ハイトゲージによって主切れ刃の高
さ,H2とバイト側面の高さH1をそれぞ
れ測定して差を求める。
E=H2−H1
5
全長L
金属製直尺又はノギスによってバイト
の軸に平行にチップ先端とシャンク端
面との間隔の最も長い部分Lを測定す
る。
JIS B 7516に規定する直尺
JIS B 7507に規定するノギス
備考1. チップ各辺の長さA,Bは,すくい面に平行に測定する。同Cは,すくい面に垂直に測定する。
2. 測定方法及び測定器具などは,一例を示したものである。
4
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.4
切削能力 バイトの切削能力は,JIS B 4012(バイト切削試験方法)に規定する試験方法によって試
験する。
8. 検査 検査は,形状・寸法,外観,表面粗さ,硬さ 及び 切削能力について行い,それぞれ4.,5.1〜
5.4の規定に適合しなければならない。
9. 製品の呼び方 バイトの呼び方は,規格番号 又は 規格名称,種類,呼び 及び チップの材料記号に
よる。
例: JIS B 4152 13R 20 SKH57
高速度鋼付刃バイト 13R 20 SKH57
10. 表示
10.1 製品の表示 バイトには,シャンクの側面に次の事項を横書きに表示する。ただし,製品に表示が
困難な場合は包装に行うことができる。
例:
(1) 種類 及び 呼び
13 R-20
(2) チップの材料記号(1)
SKH 57
(3) 製造業者名 又は その略号
注(1) チップの材料が,JIS G 4403に規定する鋼材と同等以上の切削能力をもつものには,これに相
当する材料を表す記号として,次のように表示してもよい。
例:HS 57
10.2 包装の表示 バイトの包装に規格名称 及び 10.1に規定する事項を表示する。
5
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
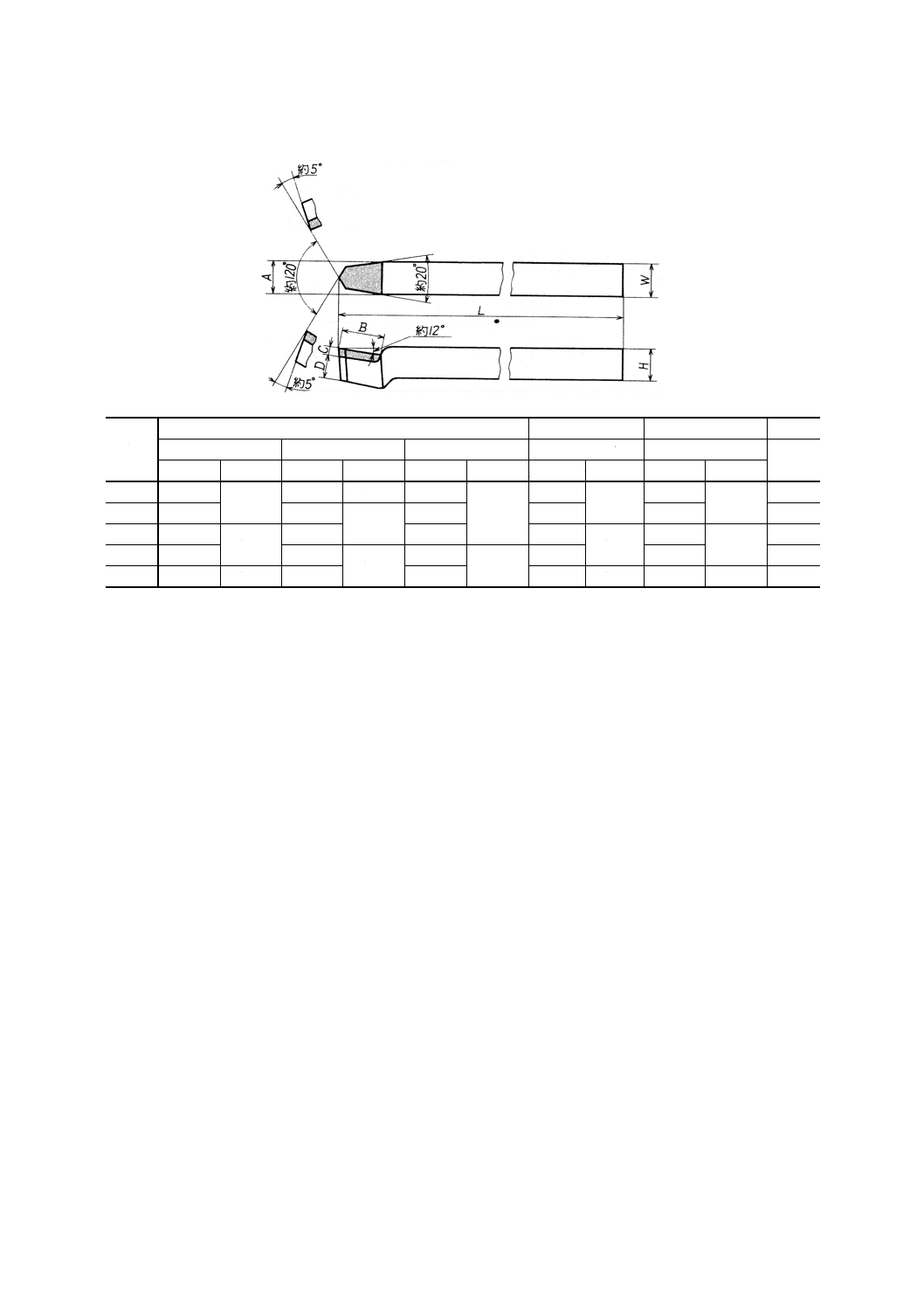
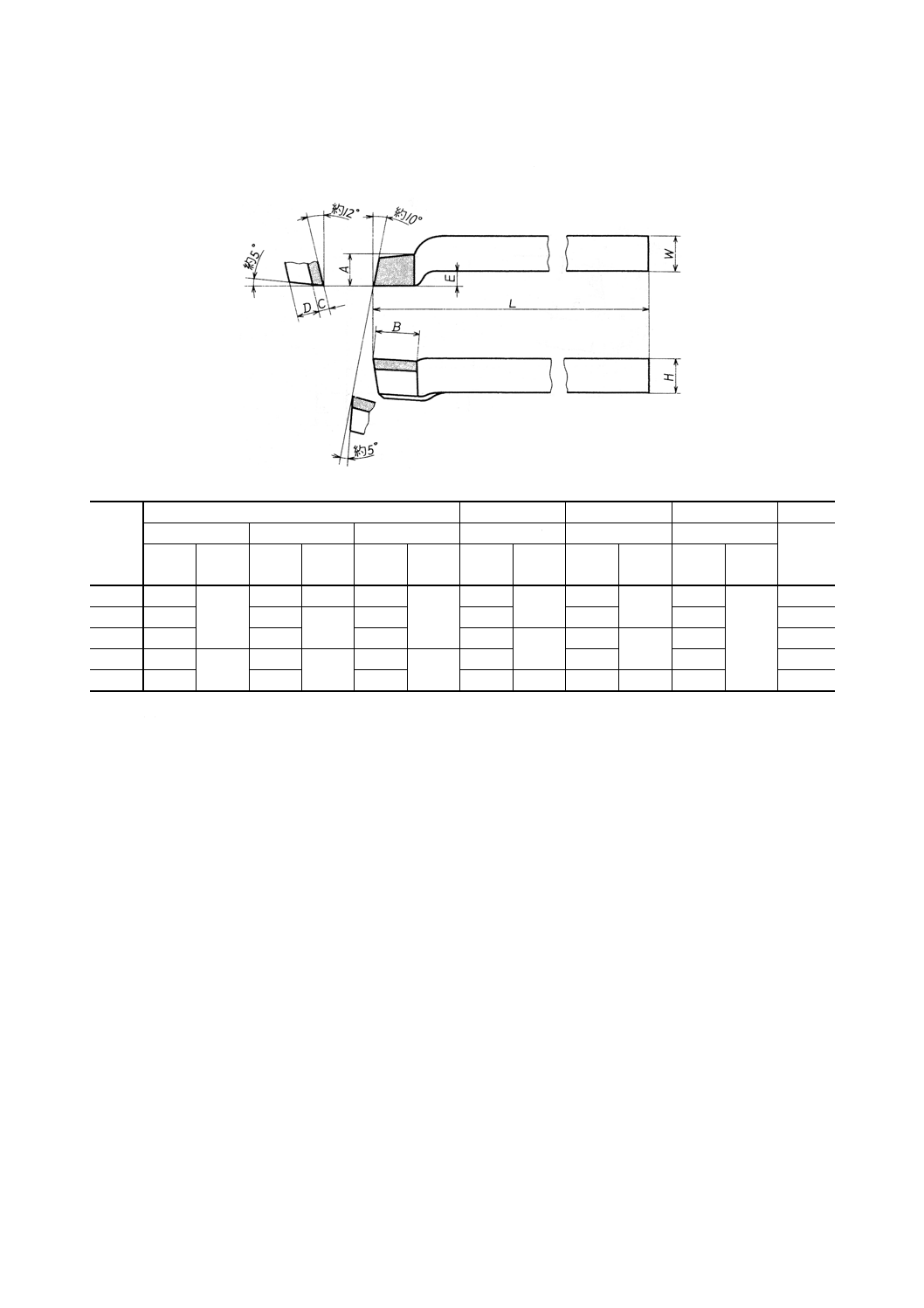
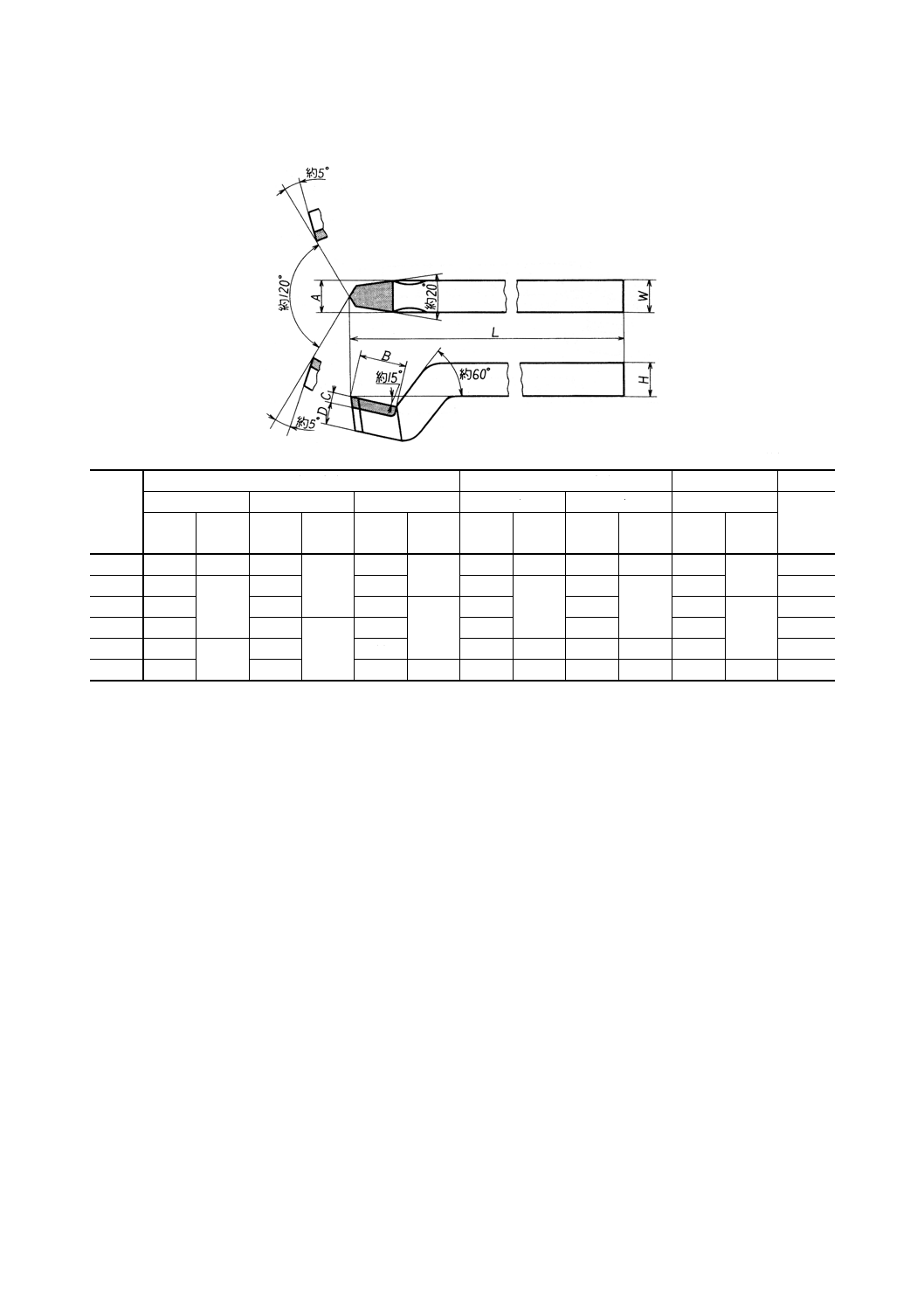
付表1 10形 真剣バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
12
±1.1
16
±1.1
4
±0.75
12
±0.5
125
±4
10
16
16
20
±1.3
5
16
140
12
20
20
±1.3
25
6
20
±0.8
160
±5
16
25
25
32
±1.6
8
±0.9
25
200
20
32
32
±1.6
40
10
32
±1.0
250
±6
25
備考 刃先の高さは,シャンク上面を超えてはならない。
6
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表2 13 R形 右片刃バイト
13 L形 左片刃バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
オフセット
参考
A
B
C
W及びH
L
E
D
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
12
12
±1.1
16
±1.1
4
±0.75
12
±0.5
125
±4
5
±1
10
16
15
20
±1.3
5
16
140
6
12
20
17
25
6
20
±0.8
160
±5
8
16
25
23
±1.3
32
±1.6
8
±0.9
25
200
10
20
32
29
40
10
32
±1.0
250
±6
12
25
備考1. 刃先の高さは,シャンク上面を超えてはならない。
2. 図は13 R形のものを示す。
7
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
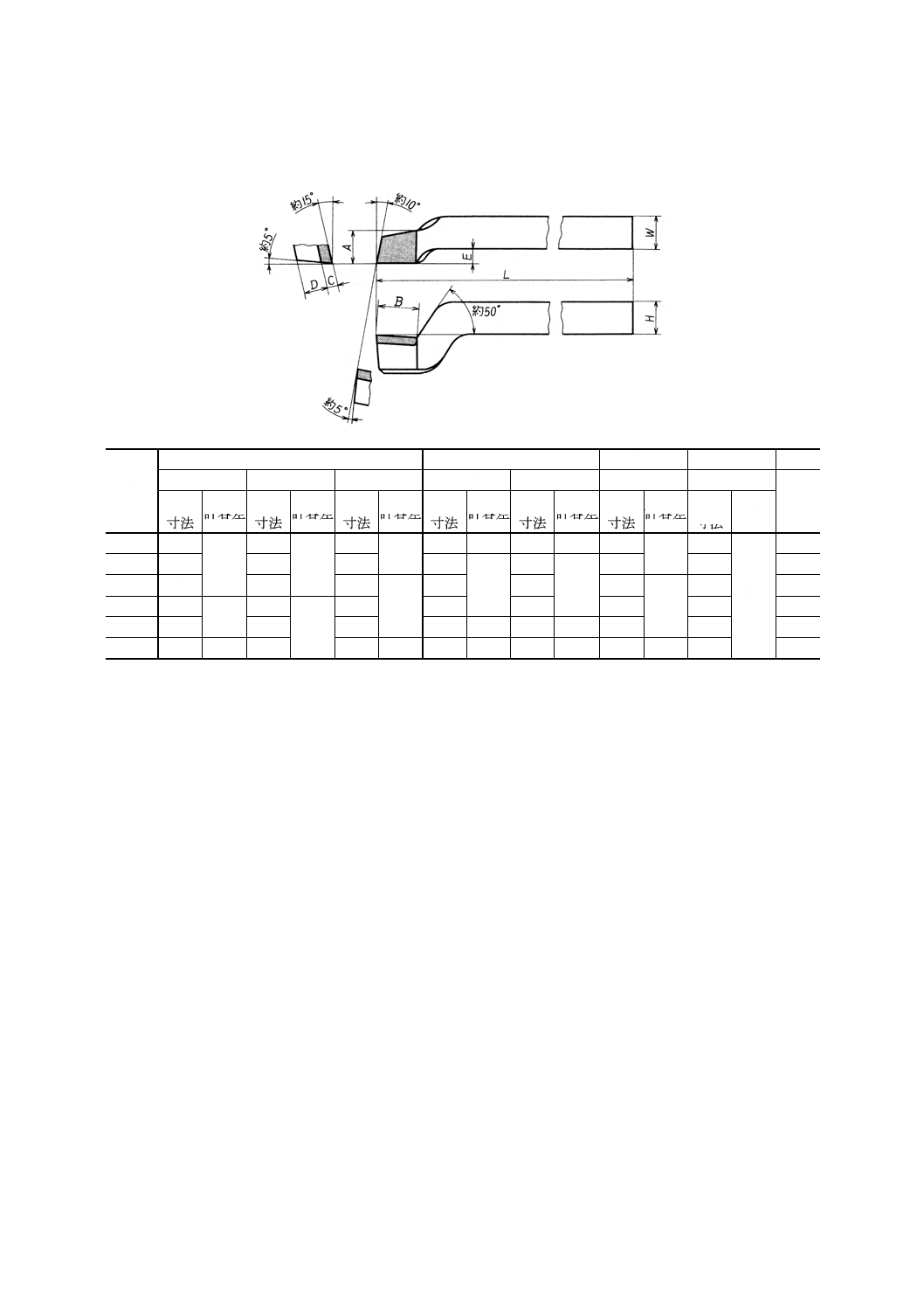
付表3 14 R形 右横剣バイト
14 L形 左横剣バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
12
±1.1
16
±1.1
4
±0.75
12
±0.5
125
±4
10
16
16
20
±1.3
5
16
140
12
20
20
±1.3
25
6
20
±0.8
160
±5
16
25
25
32
±1.6
8
±0.9
25
200
20
32
32
±1.6
40
10
32
±1.0
250
±6
25
備考1. 刃先の高さは,シャンク上面を超えてはならない。
2. 図は14 R形のものを示す。
8
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
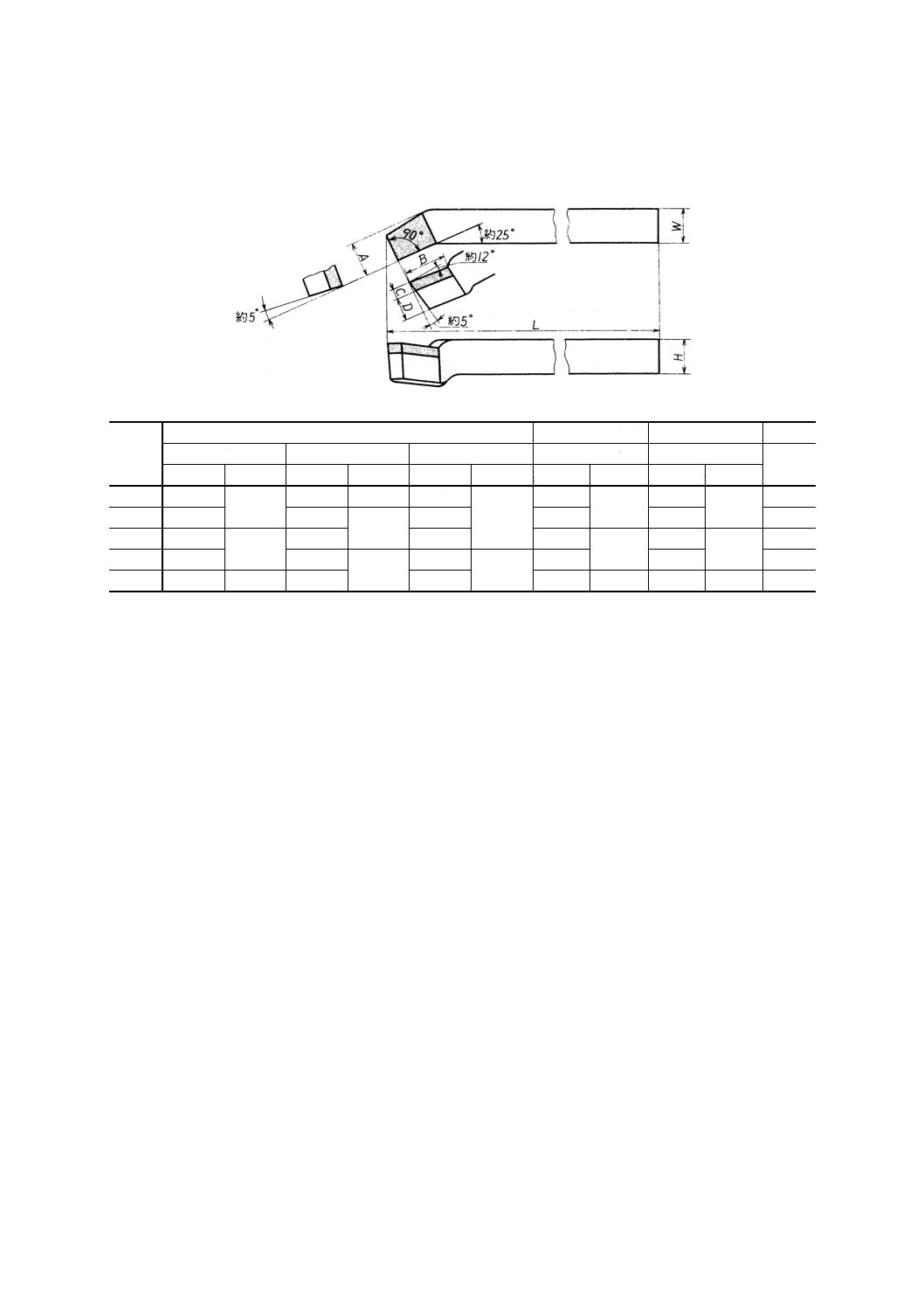
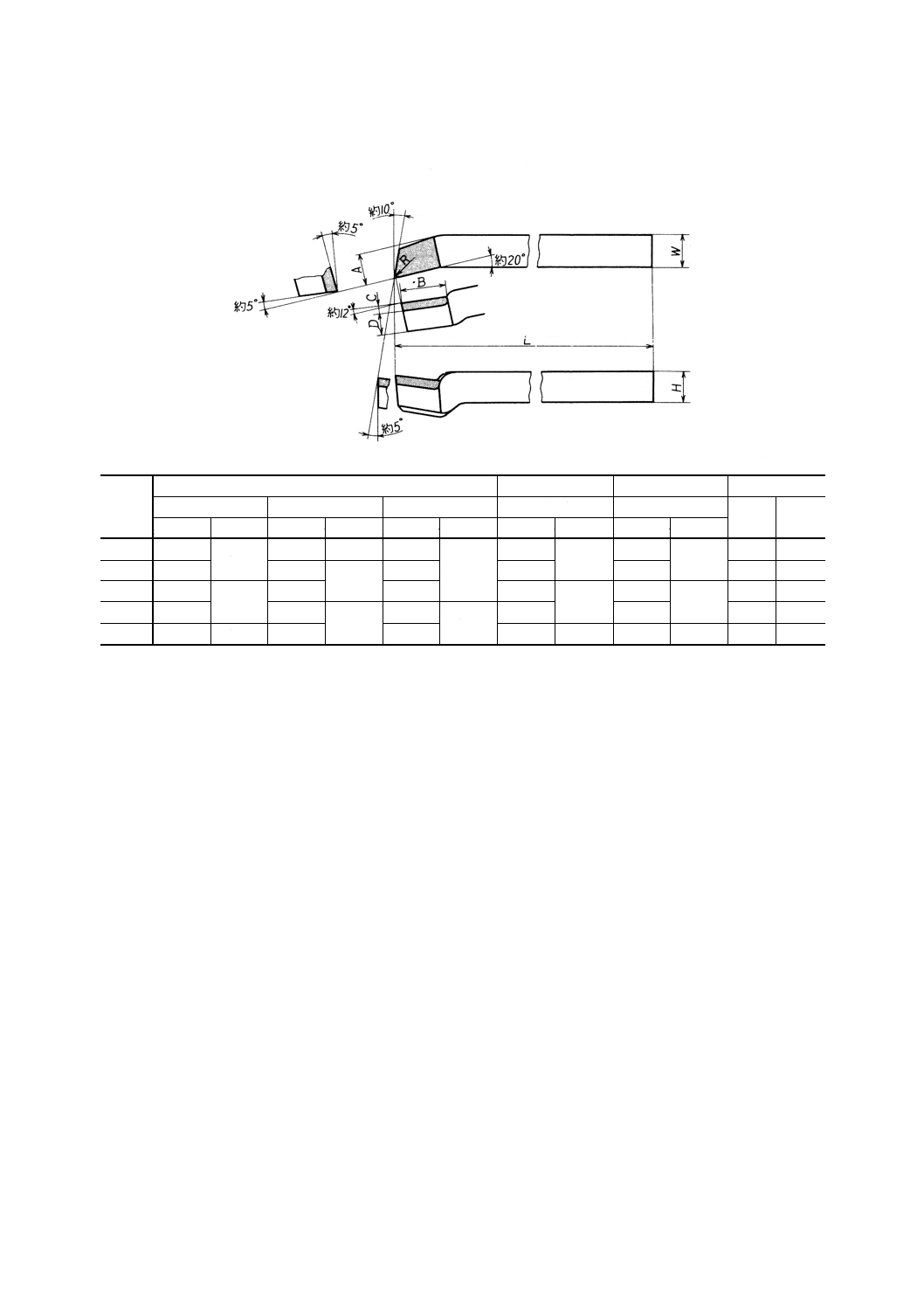
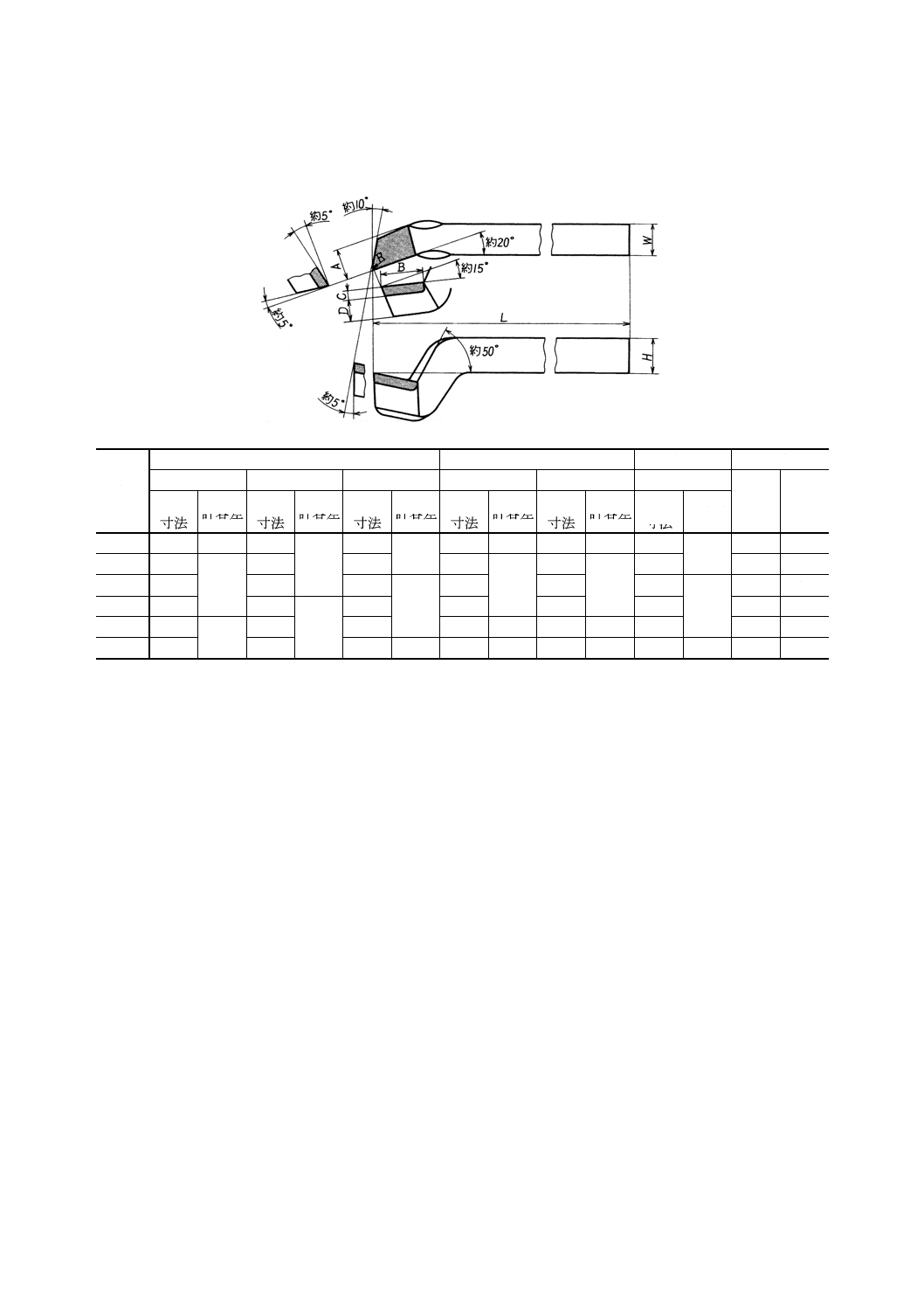
付表4 15 R形 右剣バイト
15 L形 左剣バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
R
D
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
12
±1.1
16
±1.1
4
±0.75
12
±0.5
125
±4
0.5
10
16
16
20
±1.3
5
16
140
0.5
12
20
20
±1.3
25
6
20
±0.8
160
±5
1
16
25
25
32
±1.6
8
±0.9
25
200
1
20
32
32
±1.6
40
10
32
±1.0
250
±6
2
25
備考1. 刃先の高さは,シャンク上面を超えてはならない。
2. 図は15 R形のものを示す。
9
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
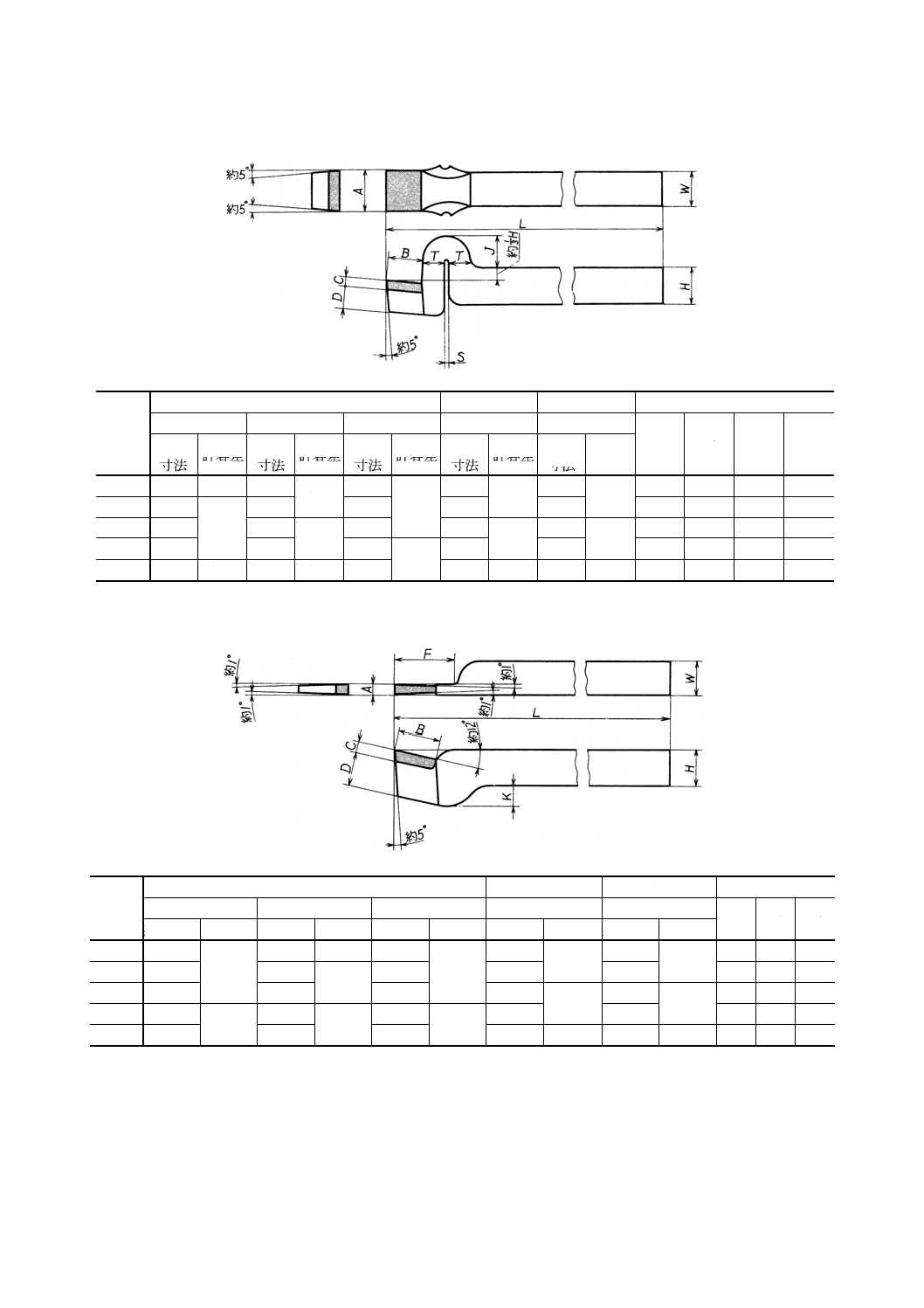
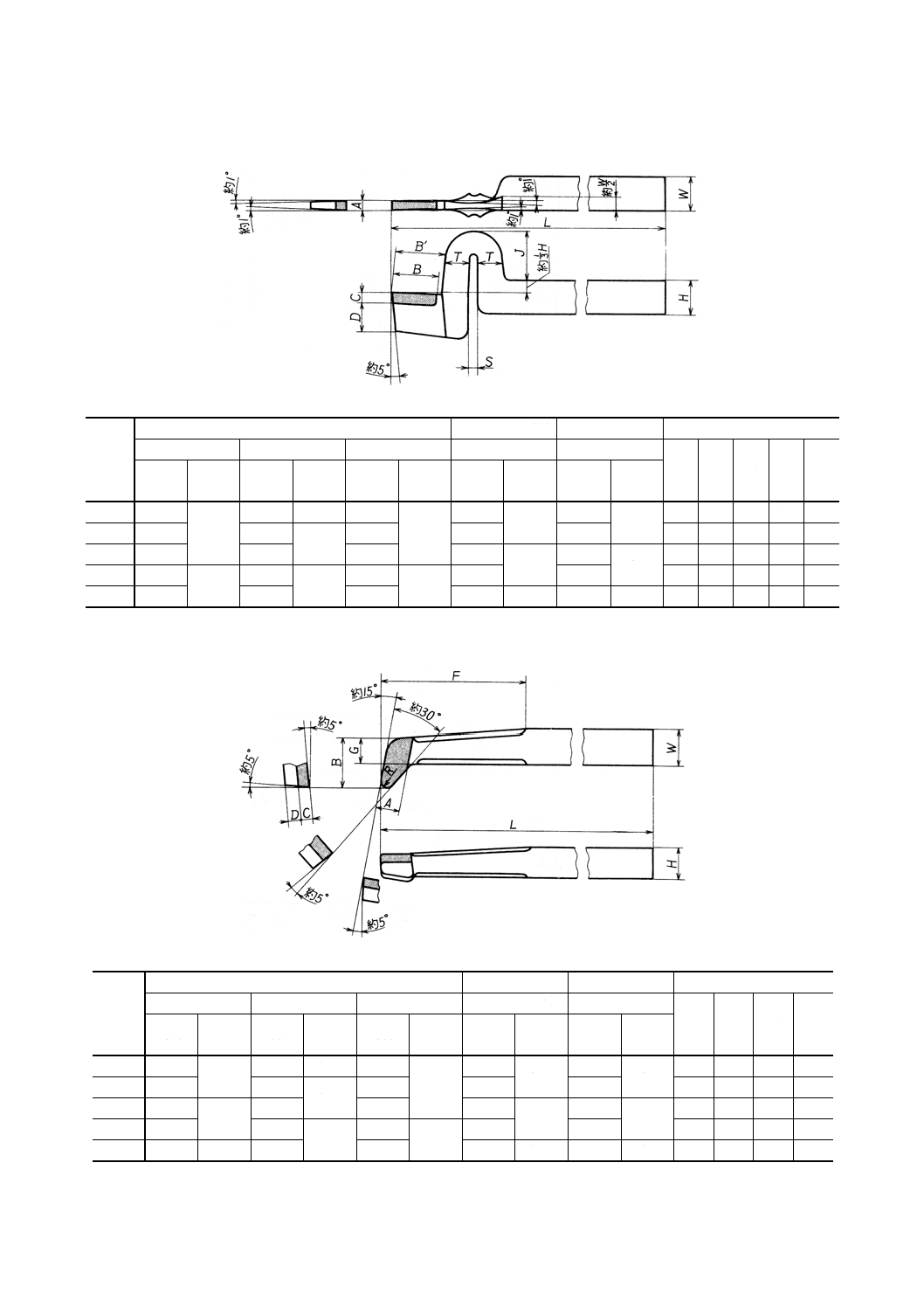
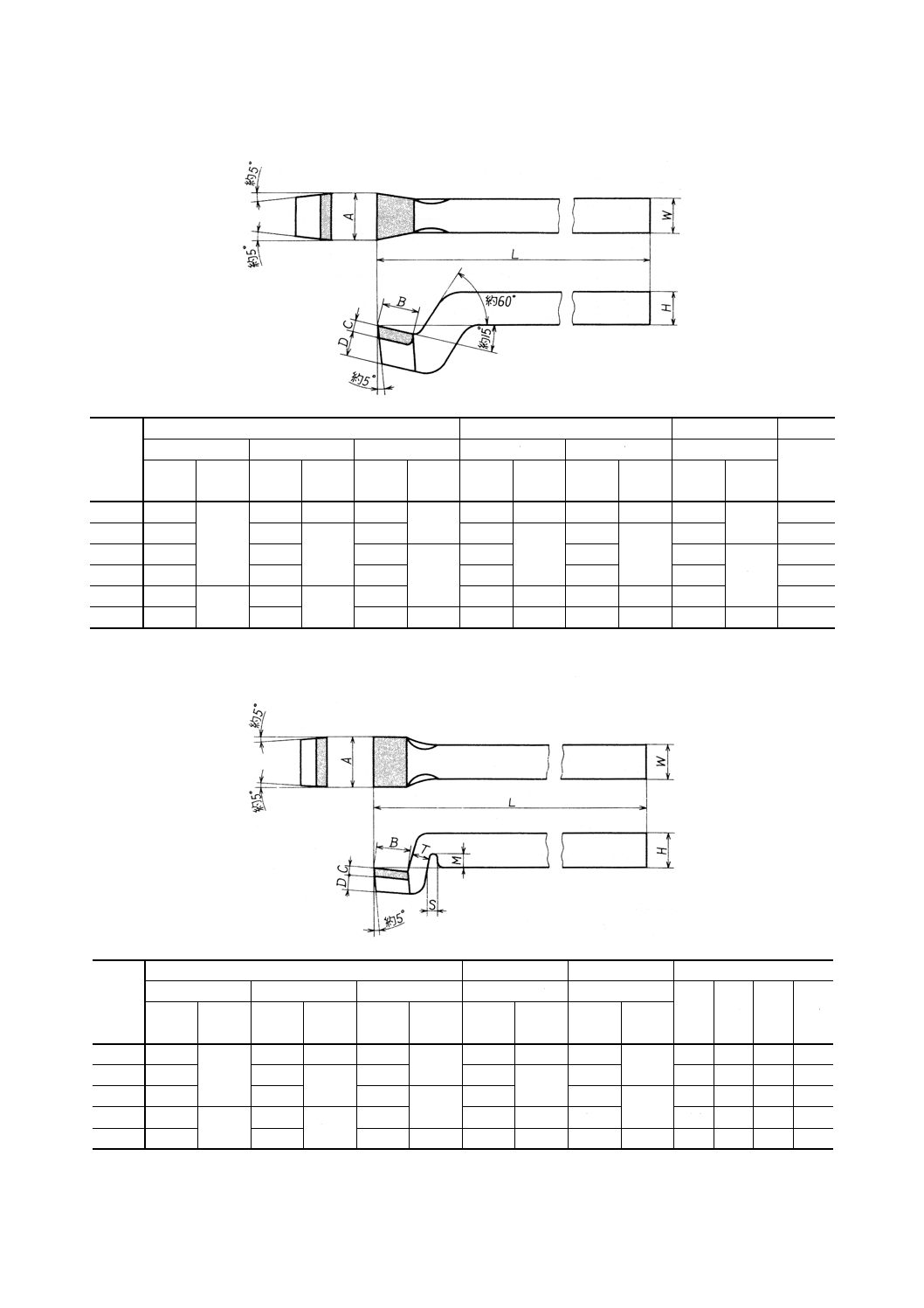
付表5 22形 ヘール仕上げバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
T
S
J
基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差
12
15
±1.1
13
±1.1
4
±0.75
12
±0.5
125
±4
6
6
1.5
10
16
19
±1.3
16
5
16
140
8
8
1.5
13
20
22
19
±1.3
6
20
±0.8
160
±5
10
10
2
16
25
30
25
8
±0.9
25
200
12
12
3
20
32
38
±1.6
32
±1.6
10
32
±1.0
250
±6
16
16
3
25
付表6 31形 突切りバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
K
F
基準寸法許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
4
±0.75
16
±1.1
4
±0.75
12
±0.5
125
±4
12
10
25
16
5
20
±1.3
5
16
140
16
12
30
20
6
25
6
20
±0.8
160
±5
19
16
36
25
8
±0.9
32
±1.6
8
±0.9
25
200
25
20
45
32
10
40
10
32
±1.0
250
±6
32
25
56
備考 刃先の高さは,シャンク上面を超えてはならない。
10
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表7 32形 ヘール突切りバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
B'
D
T
S
J
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
12
4
±0.75
16
±1.1
4
±0.75
12
±0.5
140
±4
20
10
10
1.5
16
16
5
20
±1.3
5
16
160
25
12
12
1.5
20
20
6
25
6
20
±0.8
180
±5
32
16
16
2
25
25
8
±0.9
32
±1.6
8
±0.9
25
220
40
20
20
3
32
32
10
40
10
32
±1.0
280
±6
50
25
25
3
40
付表8 40形 先丸穴ぐりバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
G
F
R
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
12
8
±0.9
16
±1.1
4
±0.75
12
±0.5
160
±4
6
8
56
2
16
10
20
±1.3
4.5
16
180
7
10
71
2.5
20
12
±1.1
25
5
20
±0.8
200
±5
8
12
90
3
25
16
32
±1.6
6
±0.9
25
250
10
16
112
3.5
32
20
±1.3
40
8
32
±1.0
315
±6
12
20
140
4.5
備考 刃先の高さは,シャンク上面を超えてはならない。
11
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表9 41形 穴ぐり荒バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D G
F
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
8
±0.9
16
±1.1
4
±0.75
12
±0.5
160
±4
6 8 56
16
10
20
±1.3
4.5
16
180
7 10 71
20
12
±1.1
25
5
20
±0.8
200
±5
8 12 90
25
16
32
±1.6
6
25
250
10 16 112
32
20
±1.3
40
8
±0.9
32
±1.0
315
±6
12 20 140
備考 刃先の高さは,シャンク上面を超えてはならない。
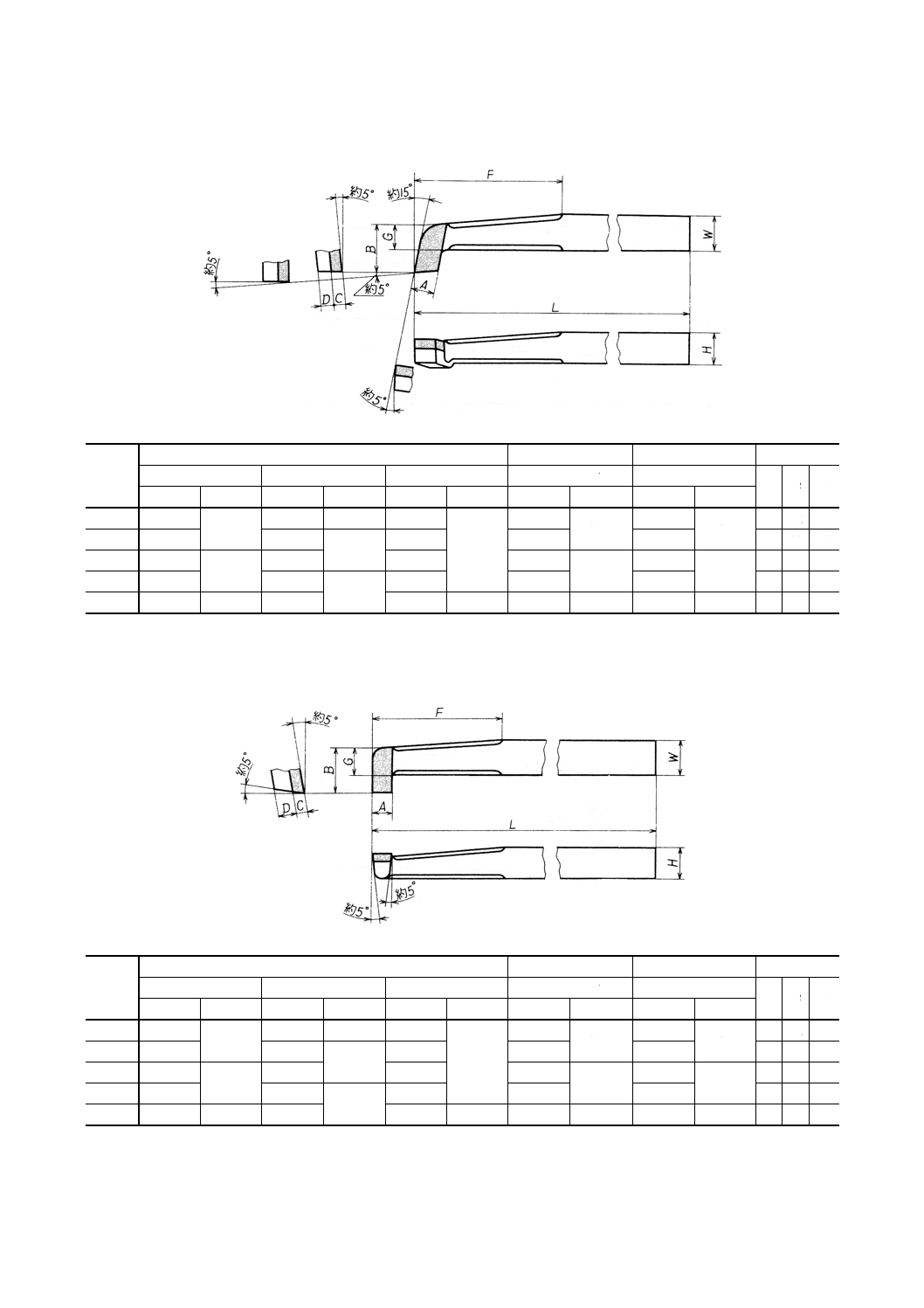
付表10 42形 穴仕上げバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D G
F
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
8
±0.9
16
±1.1
4
±0.75
12
±0.5
160
±4
6 8 56
16
10
20
±1.3
4.5
16
180
7 10 71
20
12
±1.1
25
5
20
±0.8
200
±5
8 12 90
25
16
32
±1.6
6
25
250
10 16 112
32
20
±1.3
40
8
±0.9
32
±1.0
315
±6
12 20 140
備考 刃先の高さは、シャンク上面を超えてはならない。
12
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表11 51形 おねじ切りバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
F
基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
6
±0.9
16
±1.1
4
±0.75
12
±0.5
125
±4
10
20
16
8
20
±1.3
5
16
140
12
25
20
10
25
6
20
160
16
32
25
12
±1.1
32
±1.6
8
±0.9
25
±0.8
200
±5
20
40
32
16
40
10
32
±1.0
250
±6
25
50
備考 刃先の高さは,シャンク上面を超えてはならない。
付表12 52形 めねじ切りバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
G
F
基準寸法許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差 基準寸法 許容差
12
8
±0.9
16
±1.1
4
±0.75
12
±0.5
160
±4
6
8
56
16
9
20
±1.3
4.5
16
180
7
10
71
20
10
25
5
20
±0.8
200
±5
8
12
90
25
12
±1.1
32
±1.6
6
25
250
10
16
112
32
14
40
8
±0.9
32
±1.0
315
±6
12
20
140
備考 刃先の高さは,シャンク上面を超えてはならない。
13
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表13 53形 ヘールねじ切りバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
T
S
J
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
12
6
±0.9
16
±1.1
4
±0.75
12
±0.5
140
±4
8.5
9
1.5
16
16
8
20
±1.3
5
16
160
11
12
1.5
20
20
10
25
6
20
±0.8
180
±5
12
14
2
25
25
12
±1.1
32
±1.6
8
±0.9
25
220
17
18
3
32
32
16
40
10
32
±1.0
280
±6
23
24
3
40
備考 刃先の高さは,シャンク上面を超えてはならない。
14
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
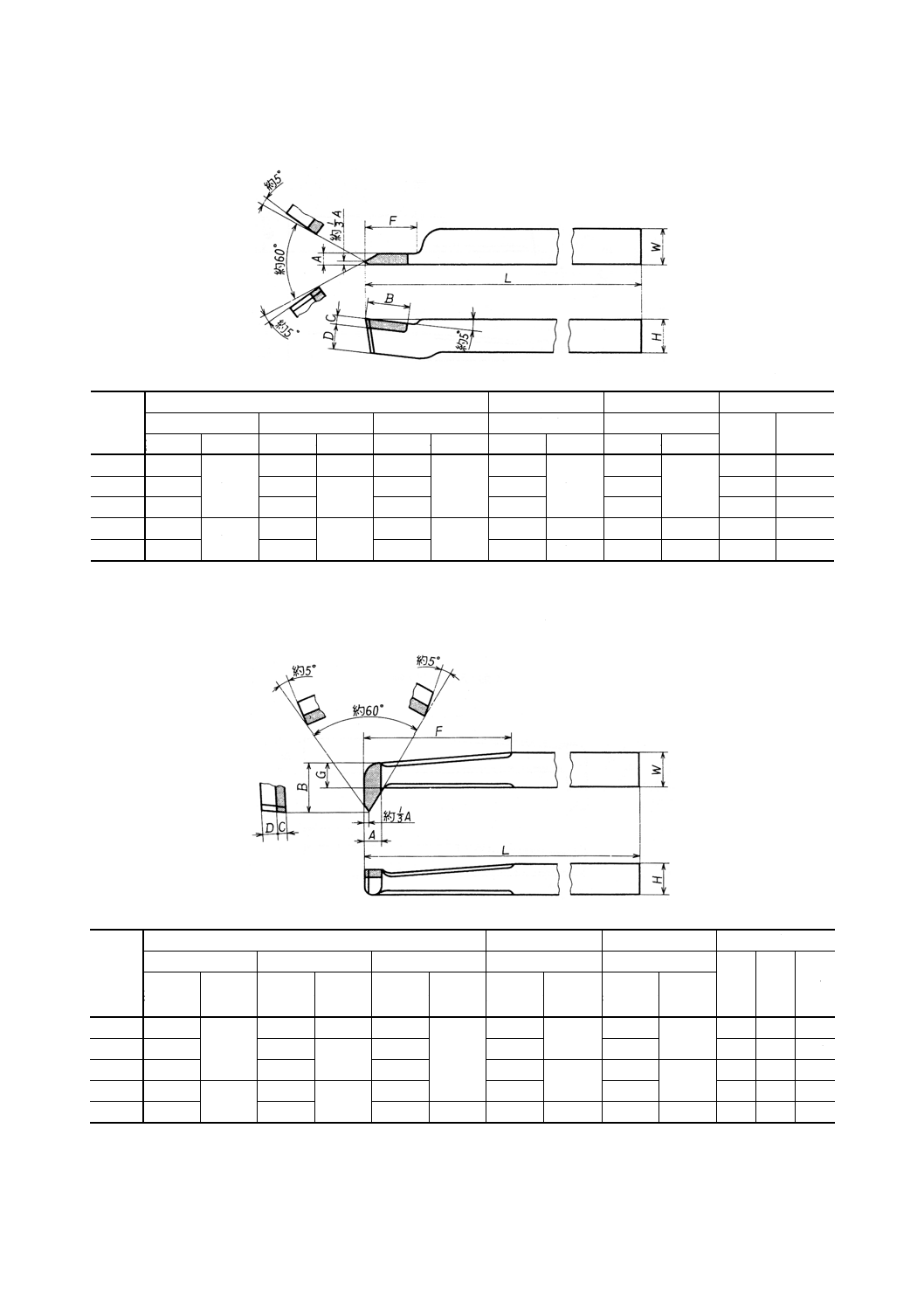
付表14 60形 平削り盤用真剣バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W
H
L
D
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
16
16
±1.1
20
±1.3
5
±0.75
16
±0.5
16
±0.5
180
±5
12
20
20
±1.3
25
6
20
±0.8
20
±0.8
220
14
20×25
20
28
8
±0.9
20
25
250
±6
16
25
25
32
±1.6
8
25
25
280
20
32
32
±1.6
40
10
32
±1.0
32
±1.0
355
25
40
40
45
12
±1.1
40
±1.5
40
±1.5
425
±8
32
備考 刃先の高さは,シャンク底面を超えてはならない。
15
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表15 62 R形 平削り盤用右片刃バイト
62 L形 平削り盤用左片刃バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
オフセット 参考
A
B
C
W
H
L
E
D
基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差
16
15
±1.1
20
±1.3
5
±0.75
16
±0.5
16
±0.5
180
±5
6
±1
12
20
17
25
6
20
±0.8
20
±0.8
220
8
14
20×25
17
28
8
±0.9
20
25
250
±6
8
16
25
23
±1.3
32
±1.6
8
25
25
280
10
20
32
29
40
10
32
±1.0
32
±1.0
355
12
25
40
35
±1.6
46
12
±1.1
40
±1.5
40
±1.5
425
±8
16
32
備考1. 刃先の高さは,シャンク底面を超えてはならない。
2. 図は62 R形のものを示す。
16
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表16 63 R形 平削り盤用右剣バイト
63 L形 平削り盤用左剣バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W
H
L
D
R
基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差
16
16
±1.1
20
±1.3
5
±0.75
16
±0.5
16
±0.5
180
±5
12
0.5
20
20
±1.3
25
6
20
±0.8
20
±0.8
220
14
1
20×25
20
28
8
±0.9
20
25
250
±6
16
1
25
25
32
±1.6
8
25
25
280
20
1
32
32
±1.6
40
10
32
±1.0
32
±1.0
355
25
2
40
40
45
12
±1.1
40
±1.5
40
±1.5
425
±8
32
2
備考1. 刃先の高さは,シャンク底面を超えてはならない。
2. 図は63 R形のものを示す。
17
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表17 64形 平削り盤用平剣バイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W
H
L
D
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
16
19
±1.3
16
±1.1
5
±0.75
16
±0.5
16
±0.5
180
±5
10
20
22
19
±1.3
6
20
±0.8
20
±0.8
220
12
20×25
22
22
8
±0.9
20
25
250
±6
16
25
30
25
8
25
25
280
16
32
38
±1.6
32
±1.6
10
32
±1.0
32
±1.0
355
20
40
45
40
12
±1.1
40
±1.5
40
±1.5
425
±8
25
備考 刃先の高さは,シャンク底面を超えてはならない。
付表18 65形 平削り盤用ヘール仕上げバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W及びH
L
D
T
S
M
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
16
19
±1.3
16
±1.1
5
±0.75
16
±0.5
180
±5
8
8
5
8
20
22
19
±1.3
6
20
±0.8
220
10
10
6
9
25
30
25
8
±0.9
25
280
±6
12
12
10
12
32
38
±1.6
32
±1.6
10
32
±1.0
355
16
16
12
16
40
45
38
12
±1.1
40
±1.5
425
±8
20
20
14
19
備考 刃先の高さは,シャンク底面を超えてはならない。
18
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
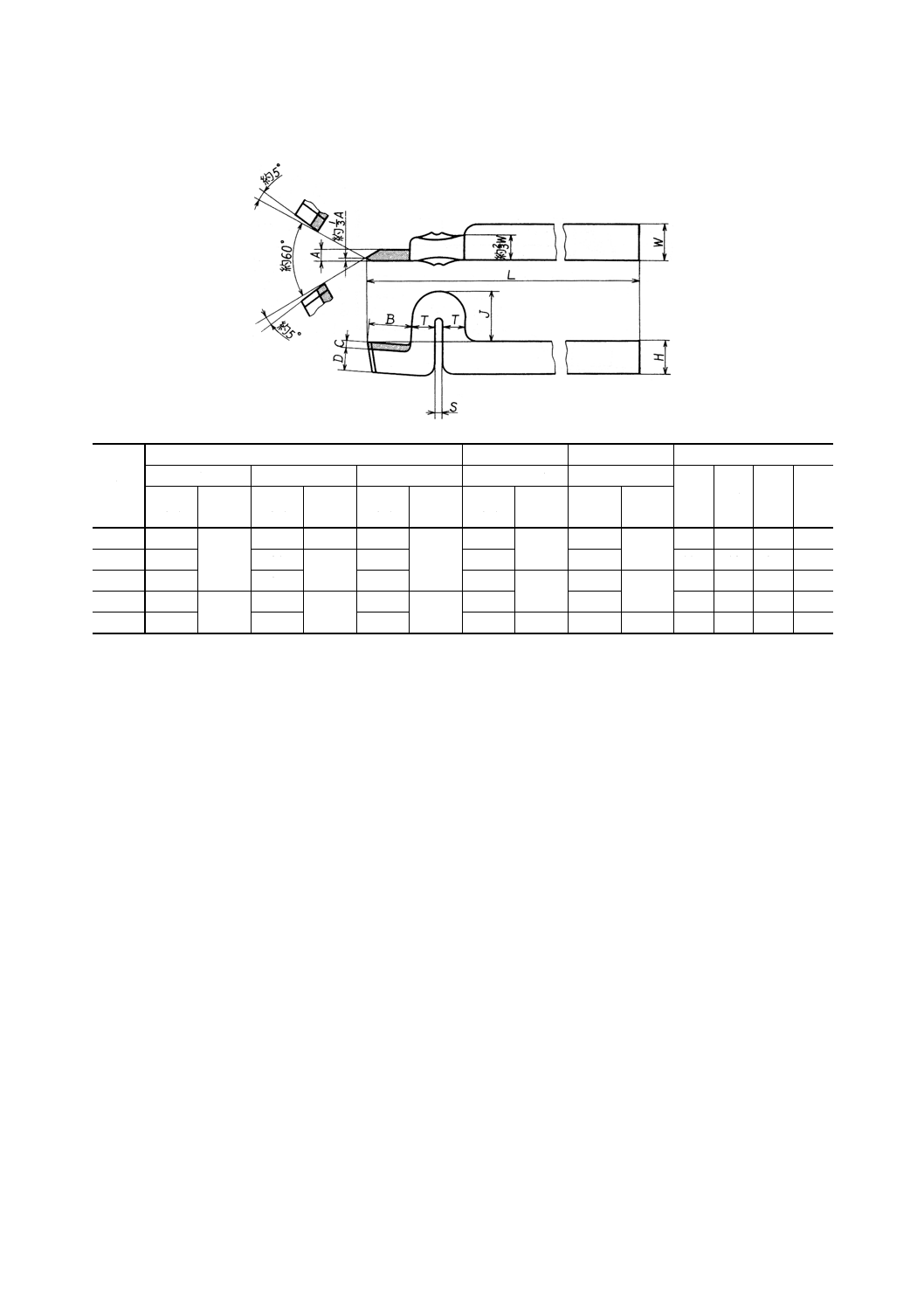
付表19 66形 平削り盤用突切りバイト
単位 mm
呼び
チップの寸法
シャンクの寸法
全長
参考
A
B
C
W
H
L
D
K
F
基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差 基準
寸法 許容差
16
5
±0.75
20
±1.3
5
±0.75
16
±0.5
16
±0.5
180
±5
16
30
45
20
6
25
6
20
±0.8
20
±0.8
220
19
36
56
20×25
6
28
8
±0.9
20
25
250
±6
25
45
63
25
8
±0.9
32
±1.6
8
25
25
280
25
45
71
32
10
40
10
32
±1.0
32
±1.0
355
32
56
80
40
13
±1.1
45
12
±1.1
40
±1.5
40
±1.5
425
±8
40
71
90
備考 刃先の高さは,シャンク底面を超えてはならない。
引用規格:
JIS B 0107 バイト用語
JIS B 0601 表面粗さの定義と表示
JIS B 0659 比較用表面粗さ標準片
JIS B 4012 バイト切削試験方法
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7516 金属製直尺
JIS B 7517 ハイトゲージ
JIS B 7726 ロックウェル硬さ試験機
JIS B 7734 微小硬さ試験機
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4403 高速度工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験方法
JIS Z 2251 微小硬さ試験方法
関連規格:JIS B 0170 切削工具用語(基本)
JIS Z 8601 標準数
19
B 4152-1988
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
切削工具規格体系調査委員会 構成表
氏名
所属
(委員長)
丸 山 弘 志
東京理科大学
(幹事・委員)
竹 井 辰 男
日本工具工業会
竹 山 秀 彦
幾徳工業大学
中 田 哲 雄
通商産業省機械情報産業局
森 田 昭 三
工業技術院標準部機械規格課
徳 増 肇
日本機械工業連合会
江 見 正 民
日本産業機械工業会
内 藤 俊 雄
前日本国有鉄道鉄道技術研究所
大 高 義 穂
日本工作機械工業会
宇田川 鉦 作
日本ねじ研究協会
郷 間 豊 彦
いすゞ自動車株式会社
吉 田 清 司
日産自動車株式会社
根 津 裕 司
株式会社日立製作所
平 松 豊
日本工作用機器工業会
篠 生 全
黒田精工株式会社
関 野 等
超硬工具協会
冨士原 由 雄
三菱金属株式会社
山 川 哲 央
株式会社神戸製鋼所
松 井 博
株式会社彌満和製作所
野 上 彰
株式会社不二越
西 礼次郎
株式会社日本工具製作所
岩 本 肇
日本高周波鋼業株式会社
神 谷 清 弘
株式会社不二越