B 4142 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,ダイヤモンド工業協会 (IDA-J) /財団法人
日本規格協会 (JSA) から工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工業標準
調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
制定に当たっては,日本工業規格と国際規格との対比,国際規格に一致した日本工業規格の作成,日本
工業規格を基礎にした国際規格原案の提案を容易にするため,機械類の安全性要求事項規格の作成に関す
るCENの先行性を尊重し,prEN 13236 : 1999, Safety requirements for diamond or CBN products
(superabrasives) を参考として用いた。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認については,責任はもたない。
JIS B 4142には,次に示す附属書がある。
附属書A(規定) 表示
附属書B(規定) アンバランス
附属書C(規定) 軸付ホイール
附属書D(規定) ロータリドレッサの取扱情報
附属喜E(規定) ワイヤソーの使用の情報
附属書F(参考) 外径に対応する最高使用周速度と最高回転速度の換算表
附属書G(参考) 研削ホイール及び切断ホイールの形状
附属書H(参考) 粒度及びコンセントレーション
B 4142 : 2002
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
序文 ··································································································································· 1
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. 定義及び記号 ·················································································································· 2
3.1 材料 ···························································································································· 2
3.2 研削盤 ························································································································· 3
3.3 ガイド方法 ··················································································································· 3
3.4 工具の使用部位による研削方法 ························································································· 3
3.5 ダイヤモンド/CBN工具の寸法記号 ·················································································· 6
3.6 速度,試験速度及び安全係数 ··························································································· 10
3.7 その他の記号 ··············································································································· 10
3.8 その他の定義 ··············································································································· 10
4. 危険のリスト ················································································································· 11
5. 要求事項 ······················································································································· 12
5.0 最高使用周速度 ············································································································ 12
5.1 研削ホイールの要求事項································································································· 12
5.2 切断ホイールの要求事項································································································· 14
5.3 ワイヤソーの要求事項···································································································· 17
5.4 軸付ホイールの要求事項································································································· 19
5.5 その他のダイヤモンド/CBN工具の要求事項 ····································································· 19
5.6 表示 ··························································································································· 21
6. 製造業者による試験及び検査 ···························································································· 21
6.0 一般 ··························································································································· 21
6.1 研削ホイールの試験方法································································································· 21
6.2 切断ホイールの試験方法································································································· 23
6.3 ワイヤソーの試験方法···································································································· 26
6.4 軸付ホイールの試験方法································································································· 27
6.5 その他のダイヤモンド/CBN工具の試験方法 ····································································· 27
7. 使用者向けの情報 ··········································································································· 29
7.1 一般 ··························································································································· 29
7.2 輸送,取扱い及び保管···································································································· 29
7.3 ダイヤモンド/CBN工具の選択 ······················································································· 29
7.4 目視検査 ····················································································································· 29
7.5 取付け,作業開始前及び研削に対する情報 ········································································· 30
7.6 追加の情報 ·················································································································· 30
B 4142 : 2002
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
7.7 ロータリドレッサの使用者への情報 ·················································································· 30
7.8 ワイヤソーの使用者への情報 ··························································································· 30
附属書A(規定) 表示 ······································································································· 31
附属書B(規定) アンバランス ···························································································· 34
附属書C(規定) 軸付ホイール ···························································································· 42
附属喜D(規定) ロータリドレッサの取扱情報 ······································································· 65
附属書E(規定) ワイヤソーの使用の情報 ············································································· 67
附属書F(参考) 外径に対応する最高使用周速度と最高回転速度の換算表 ··································· 68
附属書G(参考) 研削ホイール及び切断ホイールの形状 ··························································· 71
附属書H(参考) 粒度及びコンセントレーション ···································································· 80
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4142 : 2002
ダイヤモンド/CBN工具−
安全性要求事項
Diamond/CBN products−Safety requirements
序文 この規格は,研削盤及び切断機に取り付けて使用するダイヤモンド/CBN工具の安全性要求事項に
関する,ダイヤモンド工業協会規格IDAS 5001“ダイヤモンド/CBN工具−安全”を元に作成した,日本
工業規格である。
すなわち,この規格は,タイプC安全性規格としての個別機械(ここでは,研削盤及び切断機など)の安
全性規格で規定される(又は規定されるべき),危険のリスト・危険除去対策についての規定に関連し,工
具に関する危険除去対策を実行するため,ダイヤモンド/CBN工具の安全性要求事項について規定する。
なお,この規格はISO/JISの整合を目指し,ISOへの提案も視野に入れたものである。
1. 適用範囲 この規格は,次の項目を規定する。
a) 発効日以降に製造されたダイヤモンド/CBN研削工具〔と(砥)粒としてダイヤモンド又はCBNを
用いる研削ホイール[ただし,ビトリファイドと石又はレジノイドと石などをコア(*)に用いたものを
除く。],切断ホイール,ワイヤソー、軸付ホイール,その他の研削工具及びロータリドレッサ〕に適
用する。ただし,研削と石,研磨布紙又はすべての非回転ダイヤモンド/CBN工具は除外する。
b) 研削工具の設計及び使用に起因する危険源を除去又は低減するための要求事項及び手段を規定する。
考慮した危険源は,この規格の4.に示す。
c) 製造業者が使用者に届ける,安全に使用するための情報及び要求事項に適合していることを証明する
ための手続と試験を規定する。
注(*) ダイヤモンド/CBN工具のと粒層を保持し,基本形状を構成する主として金属製の基板。3.1.5
を参照。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
備考 ISO 286-1 : 1988 ISO system of limits and fits−Part 1 : Bases of tolerances, deviations and fitsが,
この規格と一致している。
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
備考 ISO 286-2 : 1988 ISO system of limits and fits−Part 2 : Tables of standard tolerance grades and
2
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
limit deviations for holes and shaftsが,この規格と一致している。
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
備考 ISO 2768-1 : 1989 General tolerances−Part 1 : Tolerances for linear and angular dimensions
without individual tolerance indicationsが,この規格と一致している。
JIS B 0905 回転機械−剛性ロータの釣合い良さ
備考 ISO 1940-1 : 1986 Mechanical vibration−Balance quality requirements of rigid rotors−Part 1 :
Determination of permissible residual unbalance及びISO 8821 : 1989 Mechanical vibration−
Balancing−Shaft and fitment key conventionからの引用事項は,この規格の該当事項と一
致している。
JIS G 3535 航空機用ワイヤロープ
備考 ISO 2020-1 : 1997 Aerospace−Preformed flexible steel wire rope for aircraft controls−Part 1 :
Dimensions and loads及び,ISO 2020-2 : 1997 Aerospace−Preformed flexible steel wire rope
for aircraft controls−Part 2 : Technical specificationを修正している。
ISO 565 Test sieves−Metal wire cloth, perforated metal plate and electroformed sheet−Nominal sizes of
openings
3. 定義及び記号 この規格で用いる主な用語及び記号の定義は,次による。
3.1
材料
3.1.1
と(砥)粒 と粒は,天然又は合成ダイヤモンド及び立方晶窒化ほう素とし,表3.1に示す記号で
表す。
表3.1 と粒
基本記号
種類
D
ダイヤモンド
BN
立方晶窒化ほう素 (CBN)
備考 基本記号に,製造業者による細分記号を加えて表示
してもよい。
例 D : SD,ND,SDC,MD
BN : BNC,CBN,CBNC
3.1.2
結合剤 ダイヤモンド/CBN工具の結合剤(ボンドともいう。)は,表3.2に示す記号で表す。
表3.2 結合剤
基本記号
種類
B
レジノイド(レジン)ボンド
P
電着メタルボンド(めっき法による一層又は多層金属結合剤)
M
メタルボンド
V
ビトリファイドボンド
備考 基本記号に,製造業者による細分記号を加えて表示してもよい。
3.1.3
粒度 と粒の寸法のコード番号。粗粒はメッシュサイズ,微粒はミクロンサイズで表す。附属書表
H.1及び附属書表H.2参照。
3.1.4 コンセントレーション と粒層のと粒の体積含有量を表す値。体積百分率で25%を100として示す。
附属書表H.3参照。
3
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.1.5
コア(台金) ダイヤモンド/CBN工具のと粒層を保持し,基本形状を構成する主として金属製
の基板。ボデー,ベース,軸などともいう。この規格では以下,コアという。ただし,そのほかのダイヤ
モンド/CBN工具では,コア(台金)と明記する。
3.1.6
ワイヤソーの用語及び定義
3.1.6.1
ダイヤモンドビーズ ダイヤモンドと粒層と支持ケーブルを通すための台金部で構成される中
空円筒状の部材(以下,ビーズという。)。
3.1.6.2
支持ケーブル ビーズを支持し,ワイヤソーの基本形態を構成する支持部材。一般にスチールワ
イヤロープ(以下,ワイヤロープという。)を使用する。
3.1.6.3
被覆 ワイヤロープを摩擦や腐食から保護するための部材。被覆の中にスプリングを入れたもの
とスプリングがないものがある。
3.1.6.4
スペーサー ビーズのピッチを保つための部材。通常は鋼製スプリングが使われる。
3.1.6.5
プレスリング ワイヤソーの破断時にビーズの飛び出しを防ぐため,所定のダイヤモンドビーズ
ごとに,支持ケーブルにカシメ固定した中空部材。
3.1.6.6
ジョイント方式 ワイヤソーをエンドレスに接続するための接合の方式。ジョイントスリーブ,
ユニーバサルジョイントの2方式のほか,編込み式がある。
3.1.6.7
ジョイント(カシメ)スリーブ ジョイントに使用する中空部材。このスリーブに,被覆を剥が
したワイヤロープを両端から差し込み,カシメ(圧搾法)によってエンドレスに接続する。
3.1.6.8
キンク ワイヤソーがねじりもつれて,極端な折り曲がりが生じたもの。
3.2
研削盤
3.2.1
定置式研削盤 作業中その場所に固定して,研削作業を行う研削盤。
3.2.2
移動式研削盤 作業中に機械ガイド又は手動ガイド(しかし,手持ちではなく)によって,工作物
の表面を移動する研削盤。
3.2.3
手持ち式グラインダ 作業中に作業者の手で保持するグラインダ(フレキシブル駆動式を含む。)。
3.2.4
定置式切断機 切断用途に特別に設計した,移動可能で作業中は固定する機械を含む,固定式の研
削盤。
3.2.5
移動式切断機 特別に,切断及び溝入れの用途に設計した移動式研削盤。
3.2.6
手持ち式切断機 特別に,切断及び溝入れの用途に設計した手持ち式グラインダ。
3.2.7
全閉形研削盤及び切断機 ダイヤモンド/CBN工具,研削と石などの破壊によって起きる危険か
ら要員(作業者及び関係者)を保護するための,ダイヤモンド/CBN工具,研削と石などの周囲に形成し
た防護領域を備えている機械ガイド用の定置式研削盤。
3.2.8
ワイヤソーイングマシン 石材用,コンクリート用のダイヤモンドワイヤソーを用いてソーイング
(切断)を行う。定置式又は自走式ワイヤソーイングマシンがある。
3.3
ガイド方法 研削及び切断作業中の研削工具及び工作物のガイド方法の種類(表3.3,表3.4参照)。
3.3.1
機械ガイド研削及び切断 加工中に機械的手段で,ホイール主軸及び/又は工作物の移動をガイド
する研削及び切断。
3.3.2
手動ガイド研削及び切断 加工中に作業者の手で,ホイール主軸及び/又は工作物の移動をガイド
する研削及び切断。
3.3.3
手持ち式研削及び切断 完全に作業者の手で,研削盤をガイドする研削及び切断。
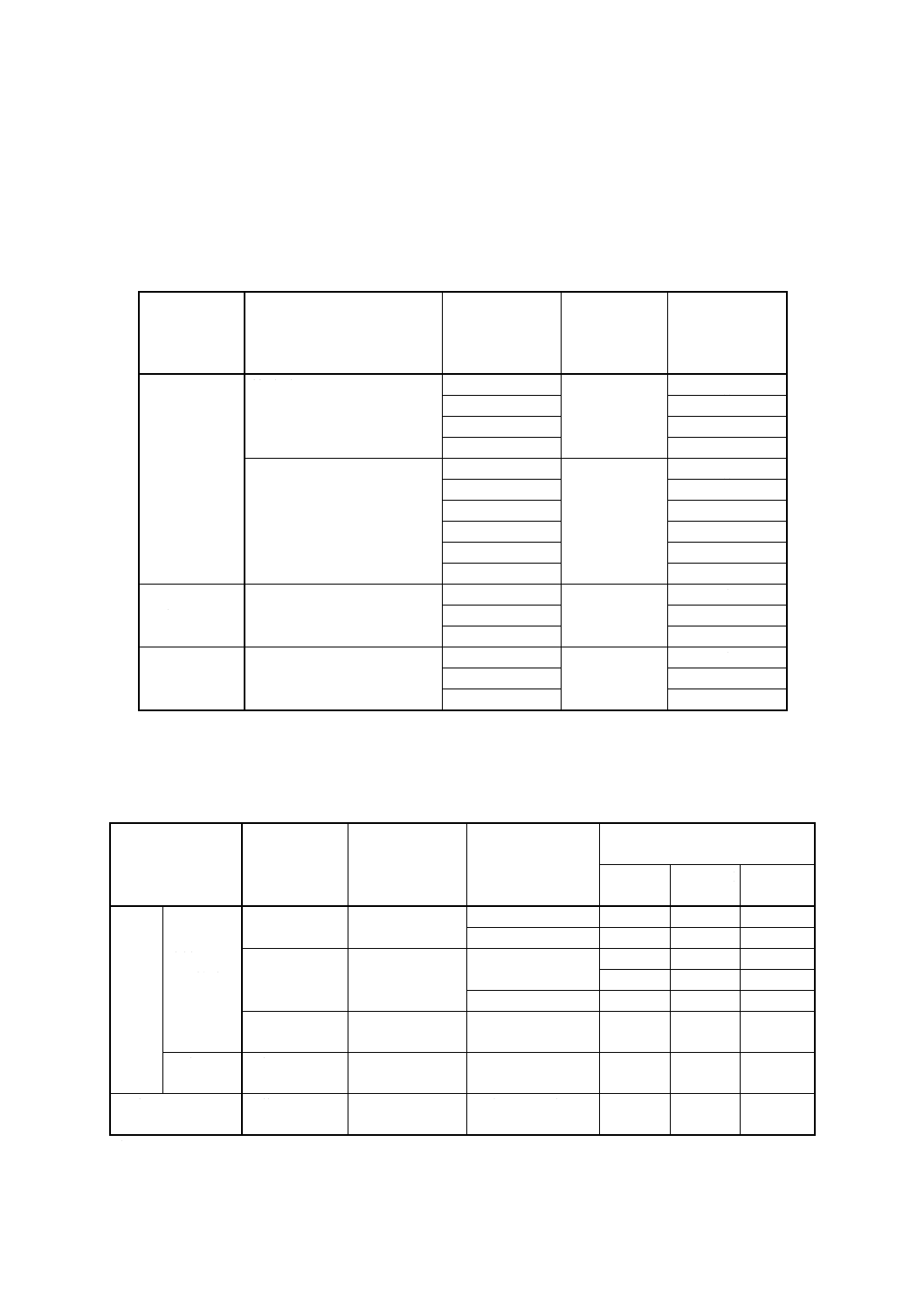
3.4
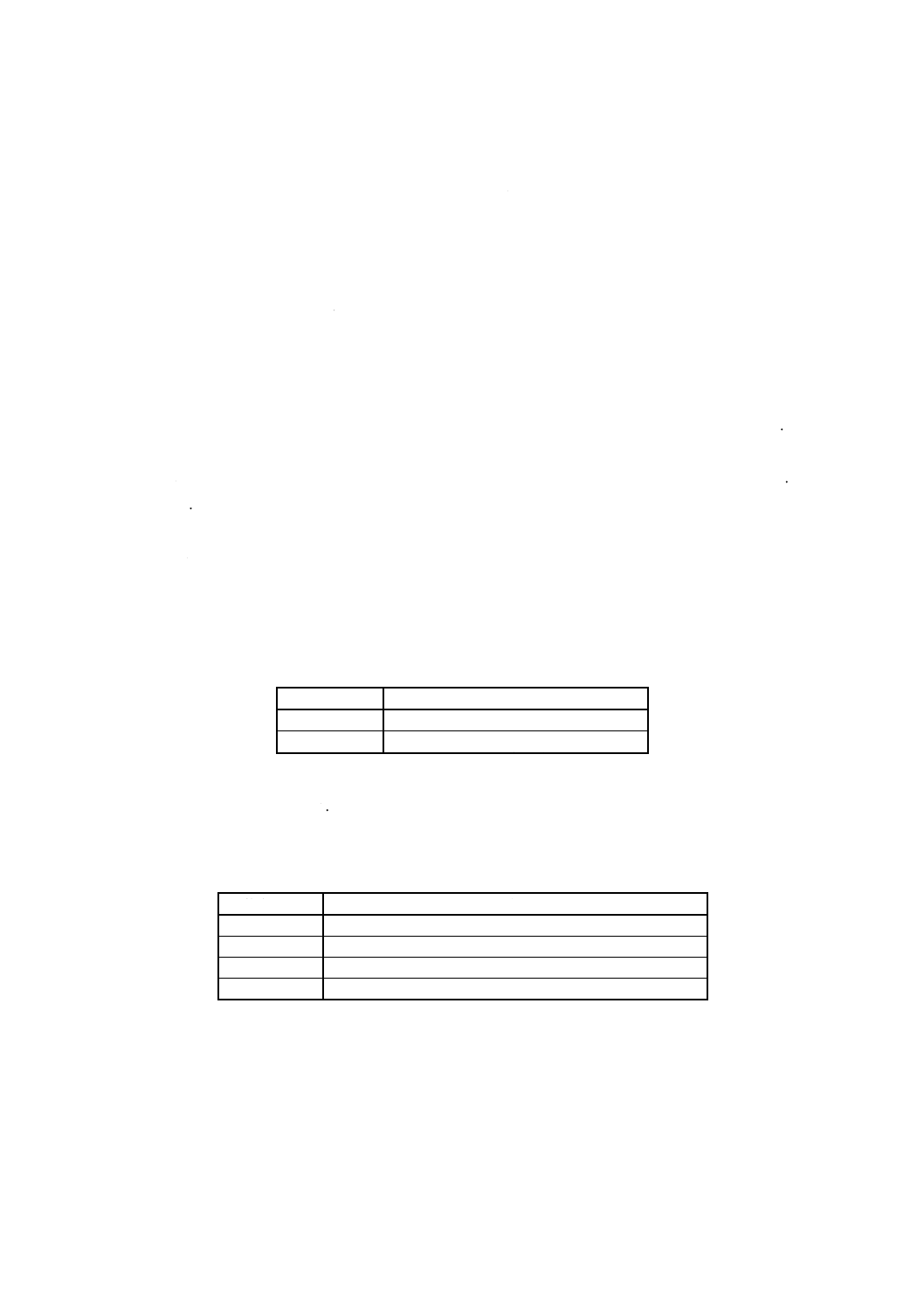
工具の使用部位による研削方法 使用部位を黒三角で示す(表3.10参照)。
3.4.1
外周研削 側面荷重がないか,限定された側面荷重下における,ホイールの外周を用いる研削。
4
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3.1 外周研削
3.4.2
側面研削 ホイールの側面,端面,正面を用いる研削。
図3.2 側面研削
3.4.3
切断研削 作業中に側面荷重にさらしてはならない特別に薄く設計したホイールの外周を使う,切
断又は溝入れ。内周刃ホイール,バンドソー,ワイヤソーを用いる切断もある。
図3.3 切断研削
3.4.4
コアドリリング コアビット(コアドリル)を用いる,穴あけ。
図3.4 コアドリリング
3.4.5
三次元研削 柄付タイプのダイヤモンド/CBN工具の外周及び端面又はコーナーを用いる研削。
図3.5 三次元研削
5
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3.3 研削加工の種類
加工
研削盤
ガイド方法
研削方法
(工具の使用面の区分)
工具
工作物
研削
定置式研削
盤又は移動
式研削盤
機
械
ガ
イ
ド
研
削
固定
機械ガイド
外周研削
側面研削
機械ガイド
固定
外周研削
側面研削
コアドリリング
三次元研削
機械ガイド
外周研削
側面研削
三次元研削
手
動
ガ
イ
ド
研
削
手動ガイド
固定
外周研削
側面研削
コアドリリング
三次元研削
固定
手動ガイド
外周研削
側面研削
三次元研削
手持ち式グ
ラインダ
手
持
ち
式
研
削
手動ガイド
固定
外周研削
側面研削
コアドリリング
三次元研削
表3.4 切断研削加工の種類
加工
研削盤
ガイド方法
研削方法
工具
工作物
切断
定置式切断機又
は移動式切断機
機械ガイ
ド切断
固定
機械ガイド
切断研削
機械ガイド
固定
機械ガイド
手動ガイ
ド切断
手動ガイド
固定
固定
手動ガイド
手持ち式切断機
手持ち式
切断
手動ガイド
固定
6
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
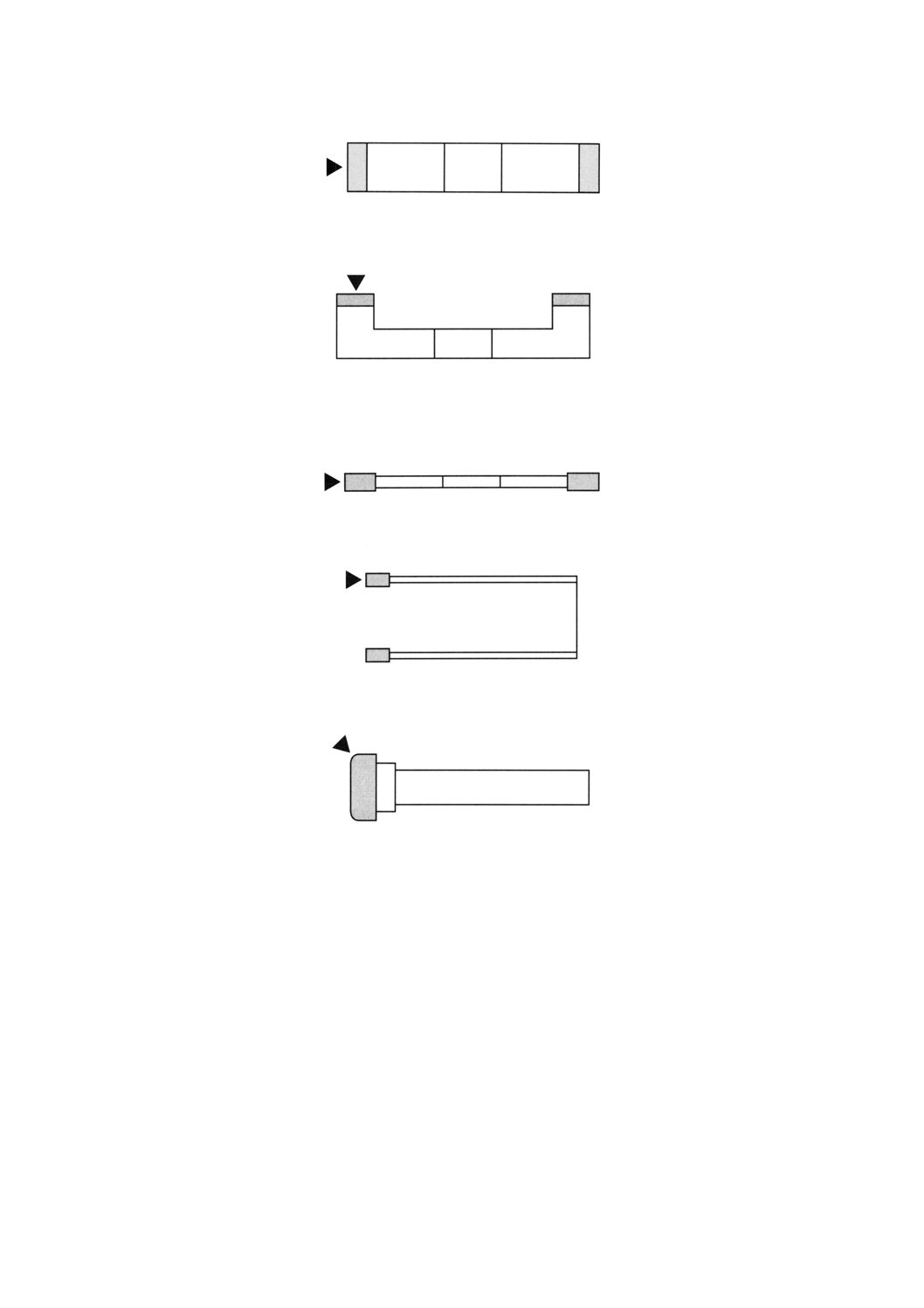
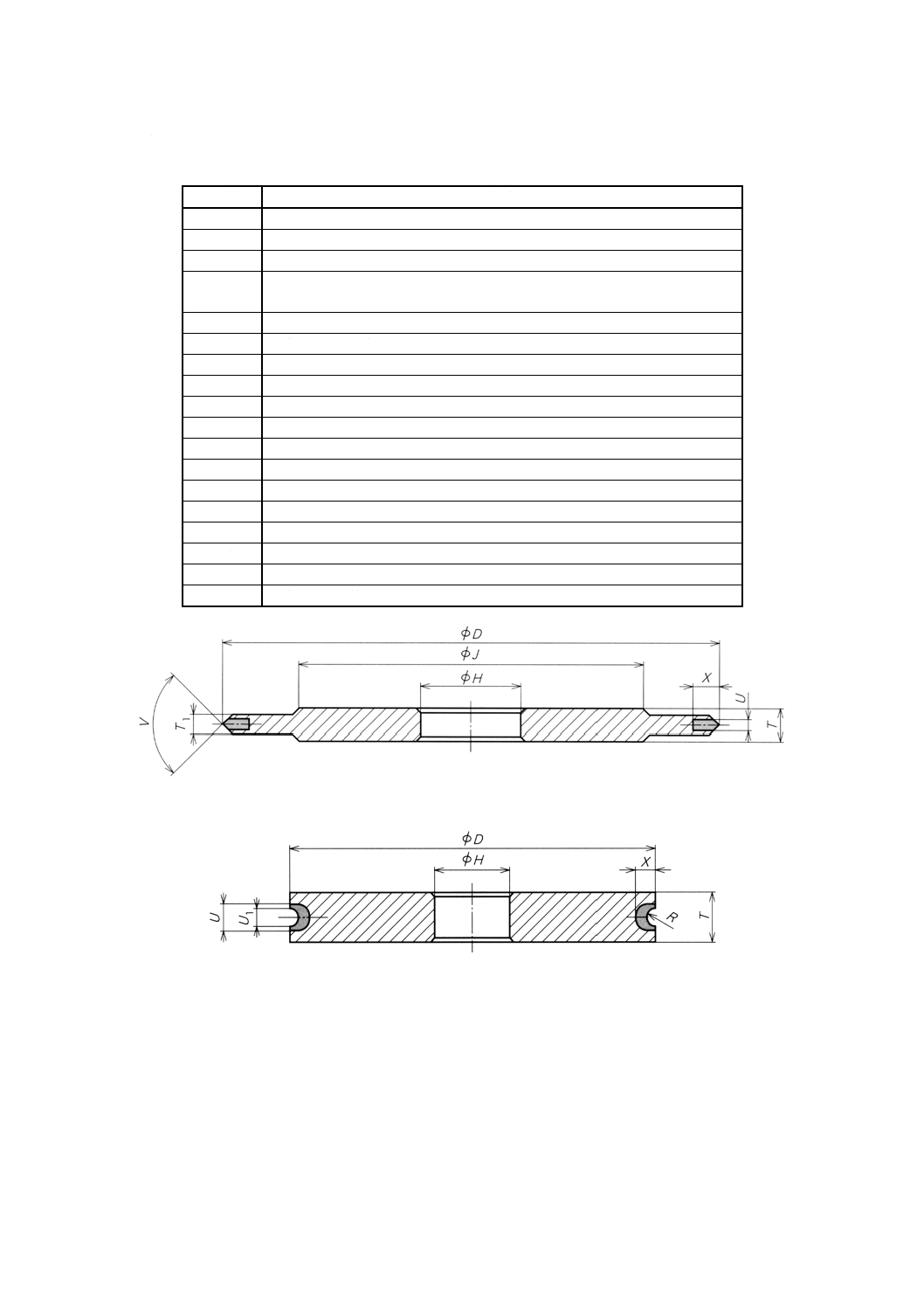
3.5
ダイヤモンド/CBN工具の寸法記号 ダイヤモンド/CBN工具の寸法記号は,表3.5〜3.8による。
表3.5 研削ホイールの寸法記号
記号
名称
D
外径
E
(ホイール,皿形ホイール及び逃げ付き又はボス付きホイールの)穴部の厚さ
H
穴径
J
ハブの径(ハブ:テーパーカップ,皿又はテーパー付きホイールの最小径補
強部の付いたタイプ14のホイールの補強部)
K
(テーパーカップ又は皿形ホイールの)逃げ部の径
L2
セグメントの長さ
V
(と粒層の)作用面の角度
R
半径
T
全厚さ
T1
ハブ薄肉部の厚さ
TD
外径の許容差
TH
穴径の許容差
TT
厚さの許容差
U
と粒層の厚さ(T又はT1より小さい場合)
U1
逃がしたと粒層の幅
W
リムの幅
X
と粒層の深さ
Nt
セグメントの数
図3.6 研削ホイールの寸法記号 その1
図3.7 研削ホイールの寸法記号 その2
7
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
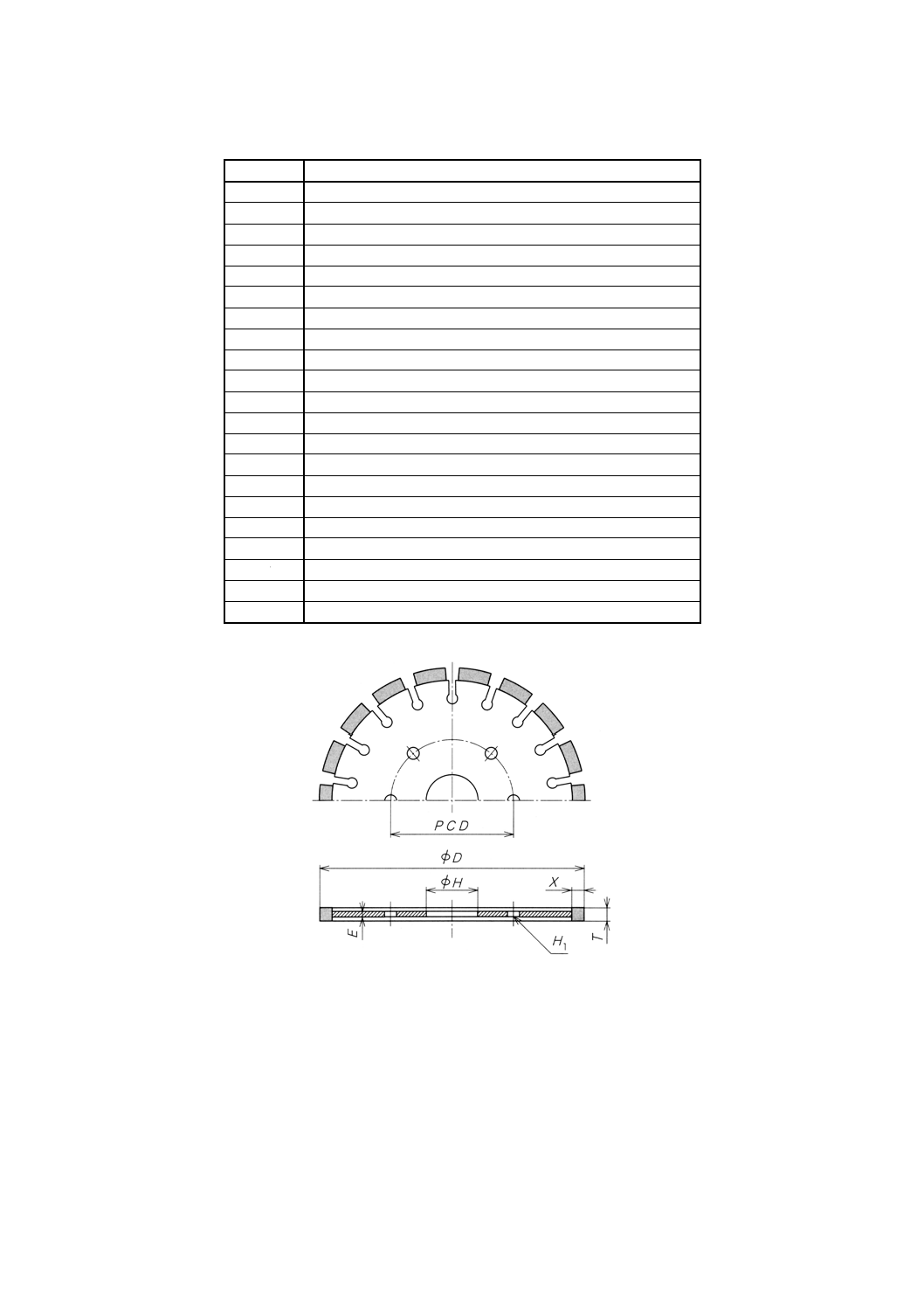
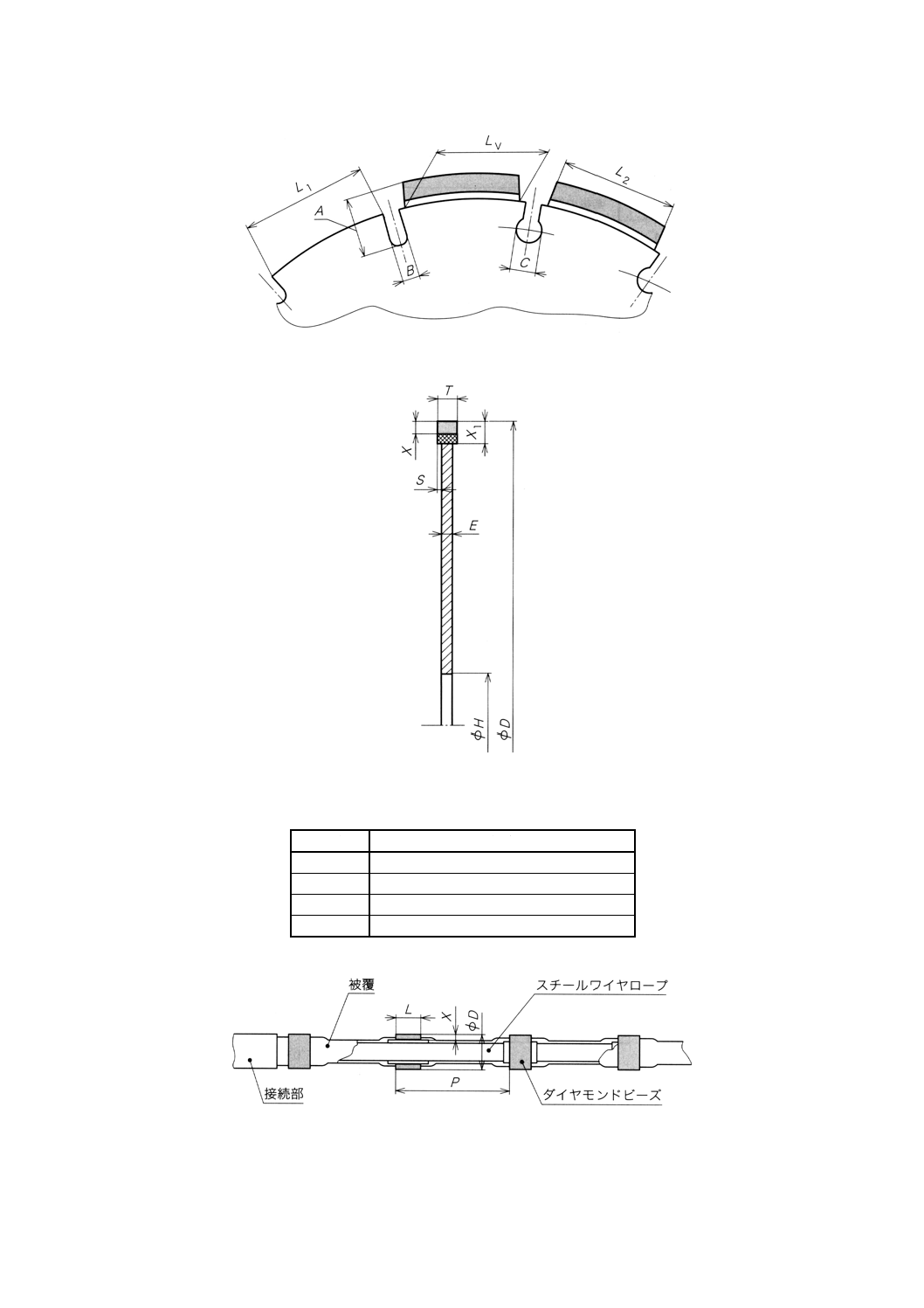
表3.6 切断ホイールの寸法記号
記号
名称
D
外径
D1
基板の外径
E
基板の厚さ
A
スロットの深さ
B
スロットの幅
C
キーホールの径
S
側面の逃げ
PCD
締付け用穴のピッチ円直径
H1
締付け用ストレート穴
H
穴径
L1
歯の長さ
L2
セグメントの長さ
Lv
セグメントの接合部の長さ
R
半径
T
全厚さ
TD
外径の許容差
TH
穴径の許容差
TT
厚さの許容差
X
と粒層の深さ
X1
セグメントの全深さ
Nt
セグメントの数
図3.8 切断ホイールの寸法記号 その1
8
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3.9 切断ホイールの寸法記号 その2
図3.10 切断ホイールの寸法記号 その3
表3.7 ワイヤソーの寸法記号
記号
名称
D
ビーズの外径
P
ビーズのピッチ
X
と粒層の深さ
L
と粒層の長さ
図3.11 ワイヤソーの寸法記号
9
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
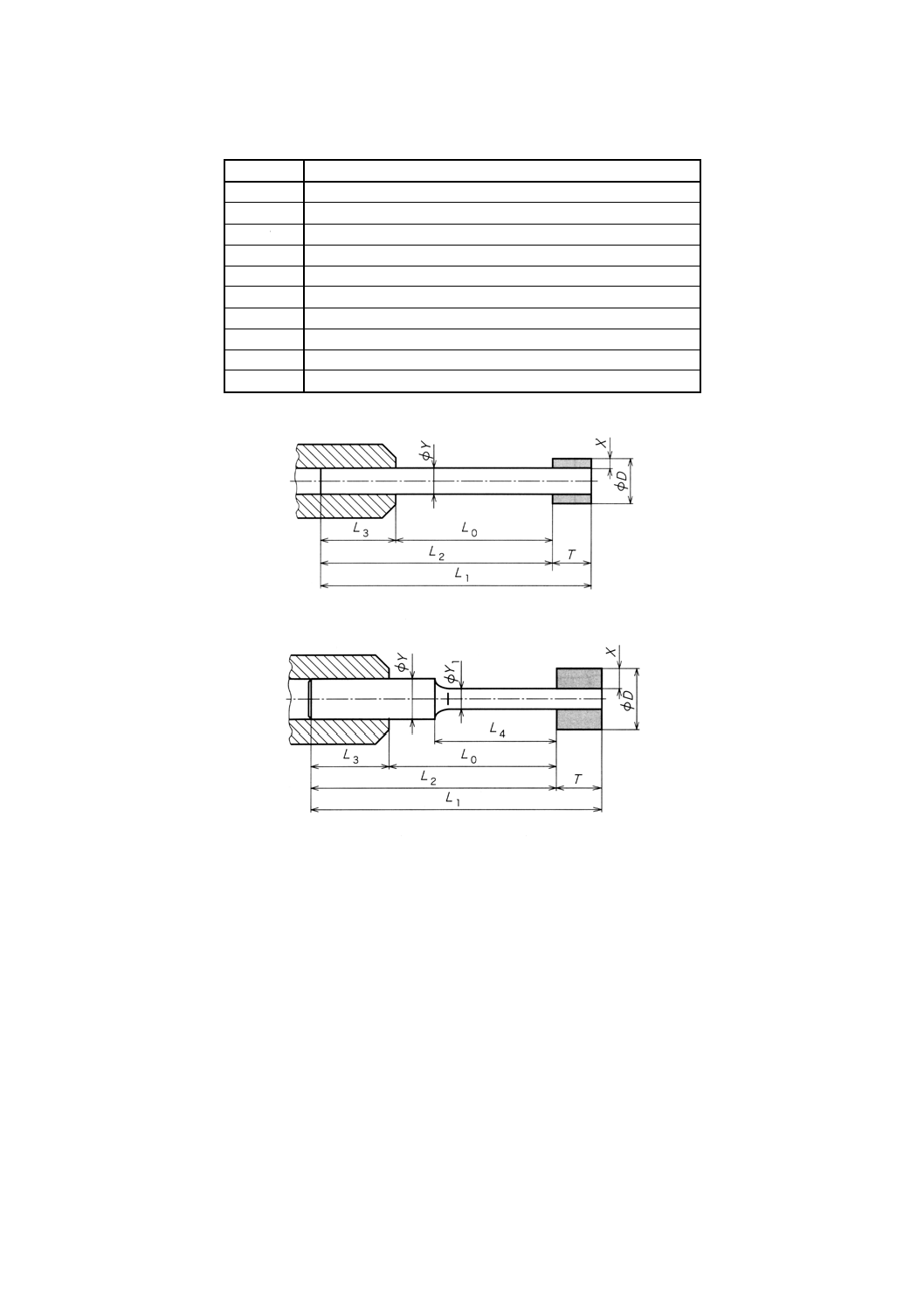
表3.8 軸付ホイールの寸法記号
記号
名称
D
外径
T
全厚さ
X
と粒層の深さ
Y
軸径
Y1
軸の首の径
L0
軸のオーバハングの長さ
L1
全長
L2
軸の長さ
L3
保持の長さ
L4
軸の首の長さ
a) 短縮記号ZYN
b) 短縮記号 ZYA
図3.12 軸付ホイールの寸法記号
10
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.6
速度,試験速度及び安全係数 速度,試験速度及び安全係数は,表3.9による。
表3.9 速度,試験速度及び安全係数
記号
名称
定義
単位
n
回転速度
1分間当たりの回転数
min−1又は1/min
nab
軸付ホイールの回転振
れ曲がり速度
遠心力で回転振れ曲がりが出る軸付ホイールの回転
速度
min−1又は1/min
nmax
最高回転速度
最高使用周速度における新品ダイヤモンド/CBN工
具の1分間当たりの回転数
min−1又は1/min
v
周速度
ダイヤモンド/CBN工具の外周の速度
m/s
vs
最高使用周速度
回転するダイヤモンド/CBN工具の最高許容周速度
m/s
vpr
回転試験周速度
製造業者が試験するダイヤモンド/CBN工具の周速度
m/s
fpr
試験速度係数
最高使用周速度で除した,安全試験速度の比
−
vbr
破壊回転周速度
ダイヤモンド/CBN工具が,無負荷で遠心力の下に
破壊する周速度
m/s
vbr min
破壊回転周速度
(最小値)
ダイヤモンド/CBN工具が,無負荷で遠心力によっ
て破壊に至る直前の論理的な周速度。この値を破壊
回転試験の試験速度として用いる(6.1.2参照)。
m/s
S
安全係数
破壊回転周速度を最高使用周速度で除した値の2乗。
Sの公式は:
2
s
br
=vv
S
−
Sab
軸付ホイールの回転振
れ曲がりに対する安全
係数
公式は:
max
ab
ab
n
n
S=
−
3.7
その他の記号 その他の記号は,表3.10による。
表3.10 その他の記号
記号
名称
単位
Re
降伏点
N/mm2
Mb
曲げモーメント
Nm
E
弾性係数
N/mm2
F
試験荷重
N
LF
切断ホイールの外周と試験荷重を加える点の間の距離
mm
FA
せん断力
N
e
偏心量
mm
km
軸の質量の等価係数
−
σb
曲げ強さ
N/mm2
ρ
密度
g/cm3
ρS
軸材料の密度
g/cm3
ρP
電着結合剤の密度
g/cm3
ρV
ビトリファイド結合剤の密度
g/cm3
ρB
レジノイド結合剤の密度
g/cm3
ρM
メタル結合剤の密度
g/cm3
▼
ダイヤモンド/CBN工具の研削面,すなわち実際にワ
ークピースを研削する部分,附属書G参照
−
3.8
その他の定義
3.8.1
ラベル そのダイヤモンド/CBN工具の必す(須)の情報を記載した札(附属書A参照)。
11
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
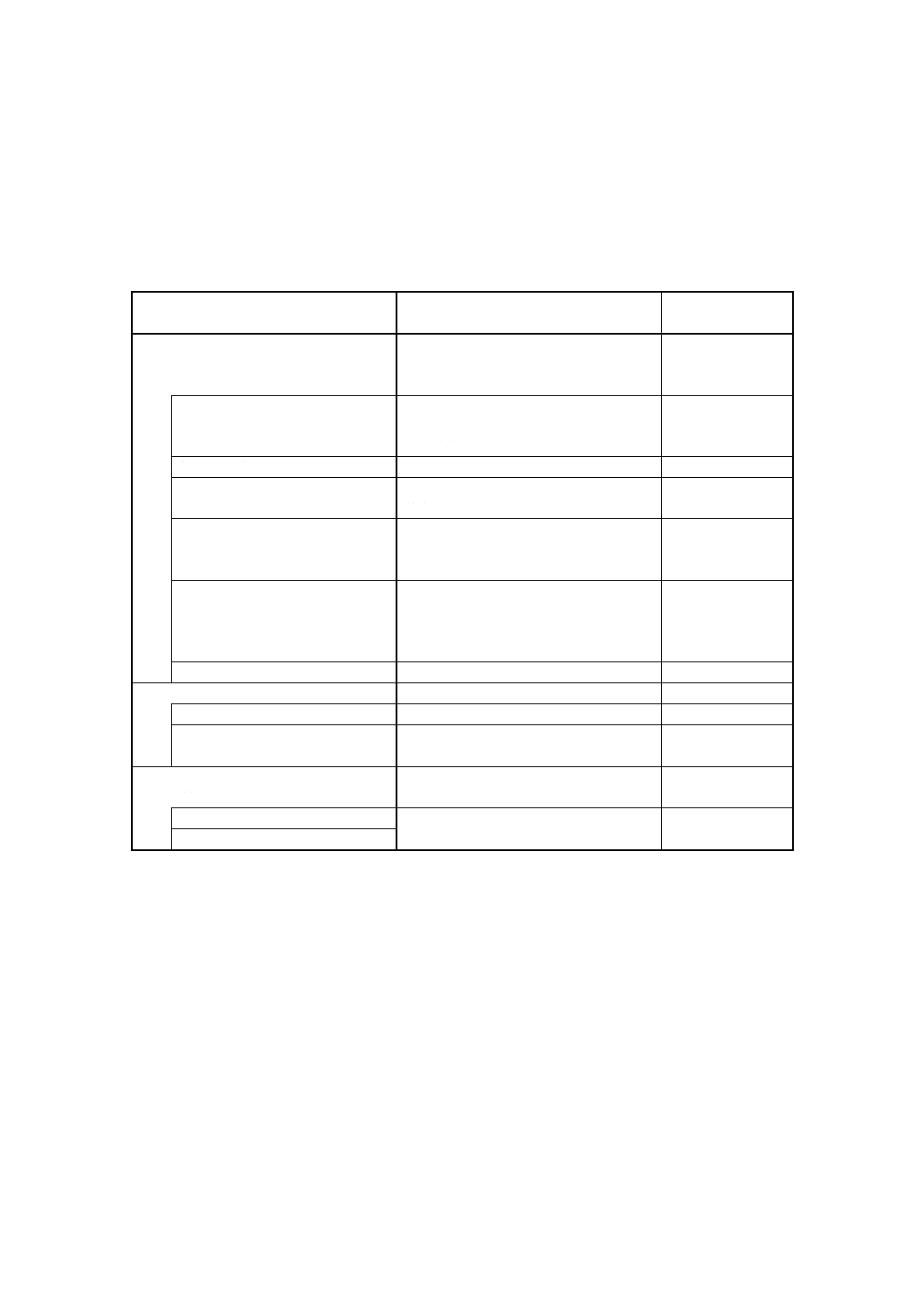
4. 危険のリスト 危険源を次の3点に同定した。
高速回転による工具の回転破壊又は破損によるもの
高速回転による工具の振動によるもの
高速回転中の工具への巻込まれ又は接触によるもの
検討した危険は,表4.1及び表4.2に示す。
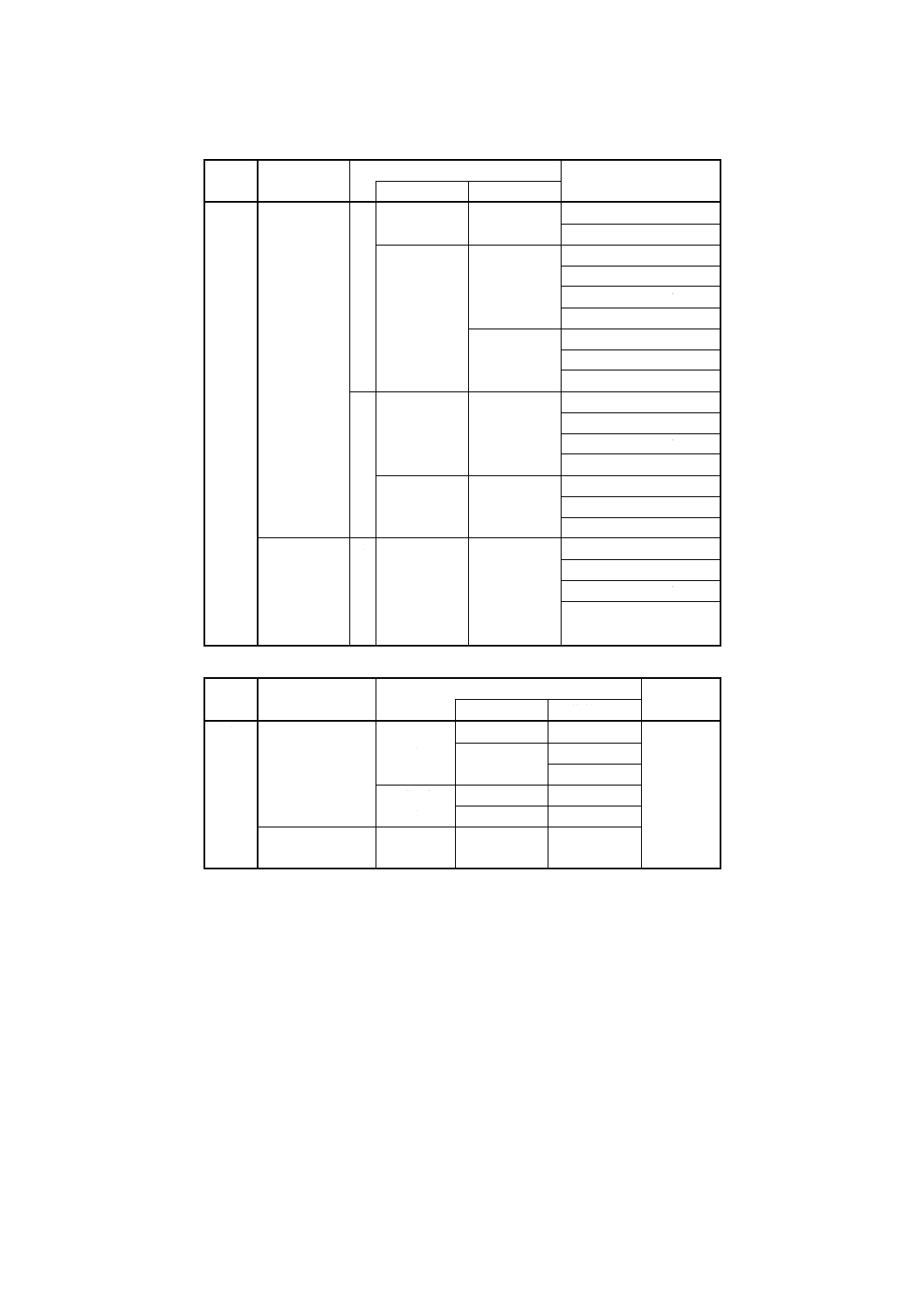
表4.1 危険のリスト
危険源
対策
この規格の関連
箇条
次の潜在的原因で高速回転による工具
の破壊又は破損による投射物の衝撃
破壊・破損が起きた場合,究極的には,
研削機械に附属したガードで防御する。
個々の対策は次のとおり。
7.
工具の不適切な設計
設計開発段階で強度を確認する。意図し
た使用条件に対応する安全係数・最高使
用周速度などの確認。
5.
製造の欠陥
検査を確実にする。
6.
工具の選定の不適切
意図した使用条件と工具の表示・情報の
整合の確認。
5.,7.
取扱い,保管の不適切による工具
の損傷
使用する機械・工具の取扱説明書の指示
に従う。
損傷した工具は使用禁止。
7.
取付け,研削作業の不適切による
工具の破壊・破損
工具の表示・使用する機械・工具の取扱
説明書の指示に従う。
最高使用周速度以下で使用する。
個人用保護具を使用。
7.
と粒層の緩み
使用前の外観検査。
6.,7.
次の原因による振動の発生
騒音については個人用保護具を使用。
7.
工具のアンバランス
検査を確実にする。
6.
工具の不適切な取付け,使用
使用する機械・工具の取扱説明書の指示
に従う。
7.
次の原因による,回転中の工具への巻込
まれ,接触
作業者の教育・訓練。
機械・工具の取扱説明書の指示に従う。
7.
不意の動作
意図した作業の誤動作
12
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
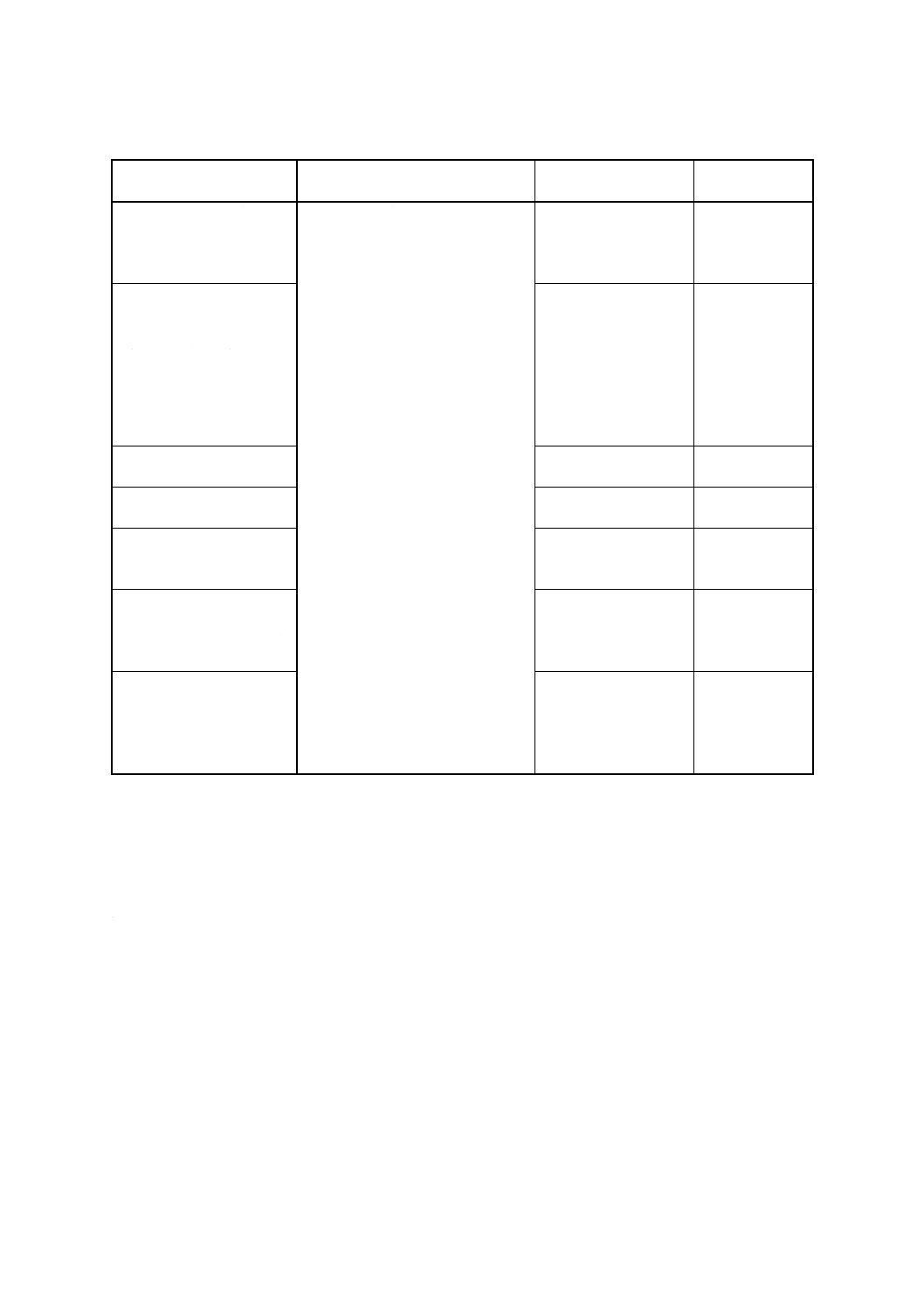
表4.2 ワイヤソーの危険のリスト
危険源
危険の事象
対策
この規定の関連
箇条
次のいずれか又は複合した
原因又は現象の拡大による,
ワイヤソーの破断
ワイヤソーが破断すると,次の単一又
は複合現象が発生することがある。
ワイヤソー及びワイヤソ
ーイングマシンの取扱説
明書をよく読み,使用法
を守る。
5.3
6.3
附属書E
1.支持ケーブルの摩耗
1.ワイヤソーが,立ち上がり・蛇行・
べん(鞭)打・巻付きによって,走行
方向が大きく乱れる。
ワイヤソーを使用前に必
ず点検し,異常があれば
使用しない。
附属書E.1,
附属書E.2,
附属書E.3
2.支持ケーブルの腐食
2.ビーズが飛散する。
危険源1.,2.,3.,4.,5.,
6. があれば使用しない。
3.ワイヤソーの形状崩れ(ビ
ーズの形状崩れ,ワイヤソー
のキンク)
4.ジョイント部の劣化
スリーブの交換
附属書E.3,
附属書E.4
5.被覆材の破損
破損したものは使用しな
い。
附属書E.3
6.ビーズの寄り(ジャム)
ビーズの寄りが起きたも
のは使わない。
5.3.2.5.2
5.3.2.6
附属書E.3
7.過大な張力
機械の取扱説明書の指示
を守る。
附属書E.1
8.過大な送り量(切込み量)
附属書E.4
9.冷却水の不十分な供給
10.ワイヤソーイングマシン
の設置不良
−ワイヤラインのゆがみ
−ワイヤソーが被削材の角
で“く”の字に曲げられる
ガイドプーリを使用す
る。
附属書E.1,
附属書E.4
5. 要求事項 ダイヤモンド/CBN工具は,研削又は切断作業において,高い応力状態におかれる。その
ため,ダイヤモンド/CBN工具は,研削盤の種類ガイド方法の種類研削方法の種類及び最高使用周速度に
よって定まる安全係数及び破壊回転周速度(最小値)を保持しなければならない。そしてこの規格に記載
した付加的要求事項に従わなければならない。
5.0
最高使用周速度 ダイヤモンド/CBN工具の最高使用周速度は,次に掲げる最高使用周速度の中か
ら選択しなければならない。ただし,括弧付きの数値は暫定使用とする。
単位 m/s
5−6−8−10−12−(15)−16−20−25−(30)−32−35−40−(45)−50−(60)−63−80−100−(120)−125−140
−160−180−200−225−250−280−320−360−400−450−500
回転速度と周速度の換算表は,附属書F参照。
5.1
研削ホイールの要求事項
5.1.0
一般 研削ホイールの標準形状は,附属書G参照。
5.1.1
穴径の許容差 ホイールの穴径の許容差の等級は,JIS B 0401-2に規定するH7とする。台金支給
品や再電着品の穴径の許容差については,受渡当事者間の協定による。
13
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.2
最大許容塑性変形 金属製コアをもつダイヤモンド/CBN工具では,遠心力が外径の永久増加を
引き起こすおそれがある。
表5.1に規定する破壊回転周速度(最小値)において,はじめの外径に関係するこの直径の永久増加は,
JIS B 0401-1に規定する表1のIT11を超えてはならない。
5.1.3
許容アンバランス 許容アンバランスは,附属書Bによる。
5.1.4
最高使用周速度及び安全係数
5.1.4.1
最高使用周速度 最高使用周速度は5.0参照。
5.1.4.2
安全係数 研削ホイールの,遠心力による破壊に対する安全係数は,使用条件によって,表5.1
のとおりに規定する。
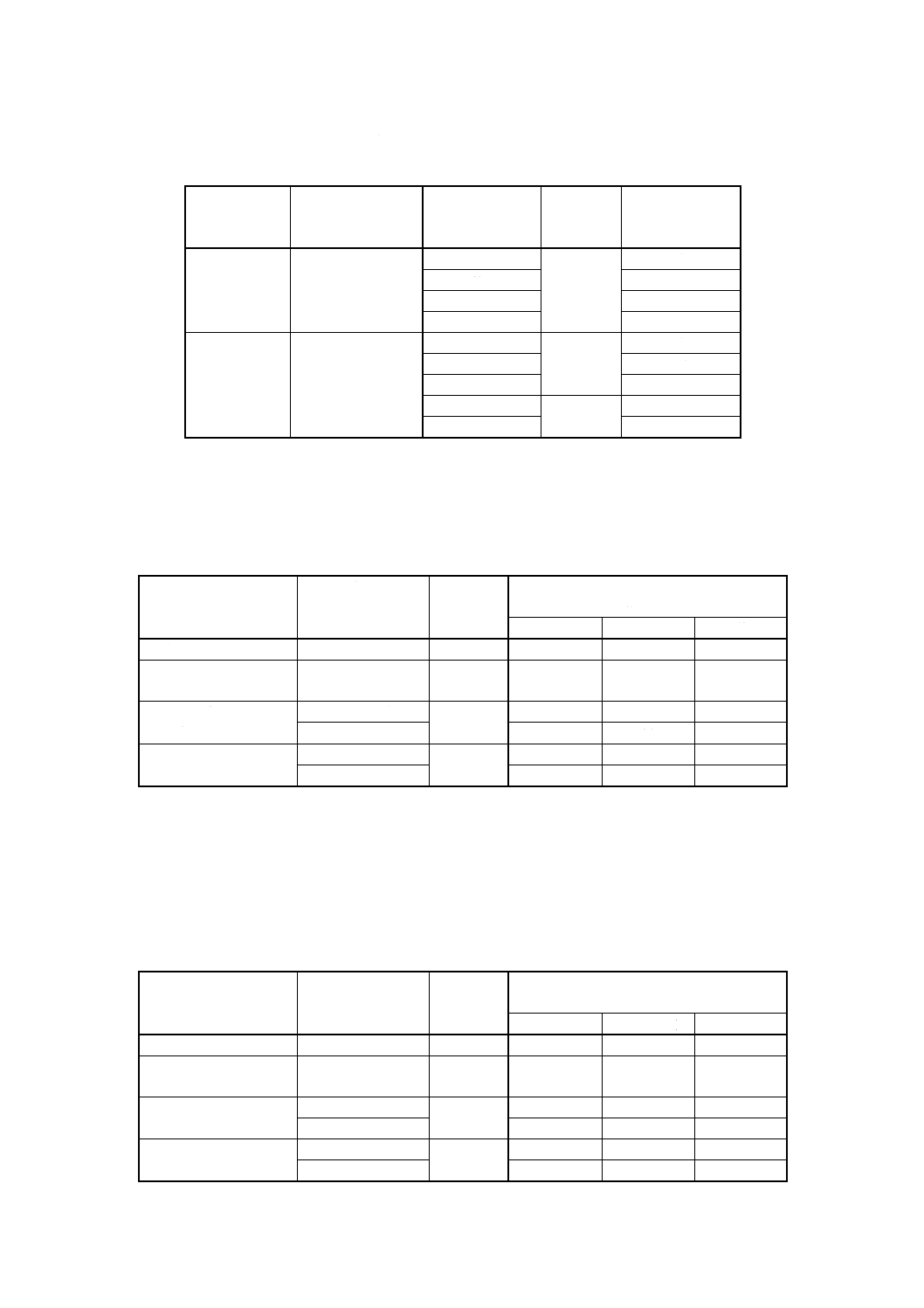
表5.1 研削ホイールの最高使用周速度,安全係数及び破壊回転周速度(最小値)
研削盤の種類
ガイド方法の種類
最高使用周速度
vs
m/s
安全係数
S
破壊回転周速度
(最小値)
vbr mim
m/s
定置式研削盤
機械ガイド研削
< 40
3.00
(1)
40
70
50
87
63
109
80
139
全閉形作業領域をもつ機械ガ
イド研削
< 80
1.75
(1)
80
106
100
132
125
165
140
185
160
212
180
238
200(2)
265
定置式及び移動
式研削盤
手動ガイド研削
< 50
3.00
(1)
50
87
63
109
80
3.50
150
手持ち式グライ
ンダ
手持ち式研削
< 50
3.00
(1)
50
87
63
3.50
118
80
150
注(1) 破壊回転周速度(最小値)は,最高使用周速度のS倍の数値とする。
(2) 200m/sを超える最高使用周速度については,受渡当事者間の協定による。
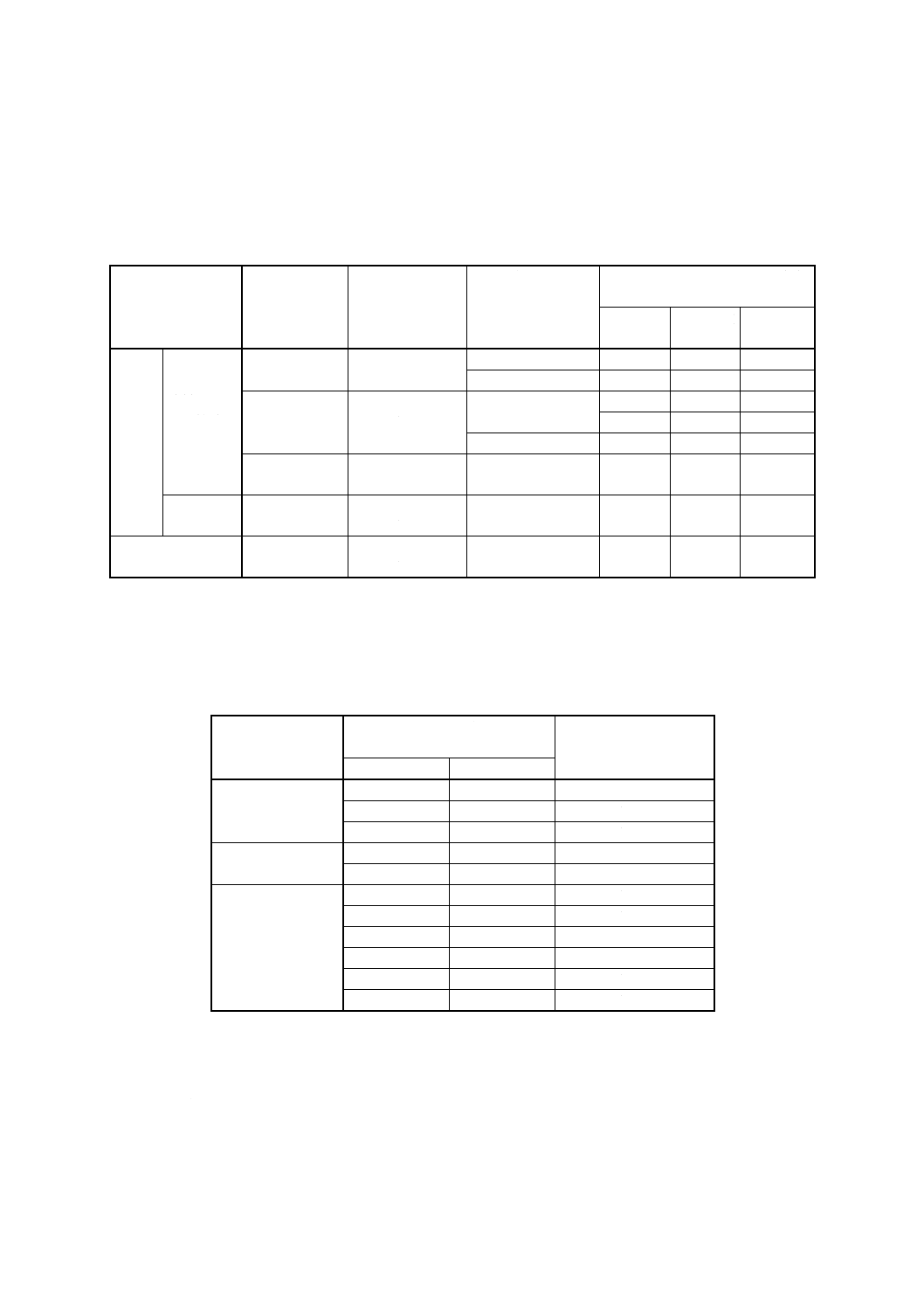
5.1.4.3
標準最高使用周速度 使用者が使用速度を指定しない場合には,製造業者は,表5.2に規定する
標準最高使用周速度を超えない最高使用周速度で,研削ホイールの設計,試験及び表示をしなければなら
ない。
14
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.2 研削ホイールの標準最高使用周速度
コア
と粒層の取付け
研削方法
と粒層結合剤別の標準最高使用周速度
vs m/s
ビトリ
ファイ
ドV
レジノ
イドB
メタルM(3)
電着P
高強度
低強度
金属
コアに直付け,例えば,
焼結又は電着
外周研削
−
80
80
63
125
側面研削
−
63
63
50
100
コアへ接合,例えば,
接着,ねじ止め,締付
け,ろう付け,溶接
外周研削
63
63
63
50
−
側面研削
50
50
50
40
−
レジノイド(4)
コアに直付け,例えば,
プレス
外周研削
−
80
−
−
−
側面研削
−
63
−
−
−
コアへ接合,例えば,
接着
外周研削
63
63
63
50
63
側面研削
50
50
50
40
50
注(3) 高強度,低強度の区分は製造業者の選択による。
(4) レジノイド成形体のコア(ただし,研削と石を除く。)。
5.1.4.4
特別最高使用周速度 使用者の特別な要求がある場合,製造業者は,表5.3に規定する特別最高
使用周速度を超えない最高使用周速度で,研削ホイールの設計,試験及び表示をしなければならない。
全閉形研削盤に対しては,表5.1に規定する安全係数を満たすことを証明するならば,表5.3に規定する
速度を超えることができる。
表5.3 研削ホイールの特別最高使用周速度
コア
と粒層の取付け
研削方法
と粒層結合剤別の特別最高使用周速度
vs m/s
ビトリ
ファイ
ドV
レジノ
イドB
メタルM(3)
電着P
高強度
低強度
金属
コアに直付け,例えば,
焼結又は電着
外周研削
−
100
100
80
140
側面研削
−
80
80
63
125
コアへ接合,例えば,
接着,ねじ止め,締付
け,ろう付け,溶接
外周研削
125
80
80
63
−
側面研削
80
63
63
50
−
レジノイド(4)
コアに直付け,例えば,
プレス
外周研削
−
100
−
−
−
側面研削
−
80
−
−
−
コアへ接合,例えば,
接着
外周研削
80
80
80
63
80
側面研削
63
63
63
50
63
5.2
切断ホイールの要求事項
5.2.0
一般 切断ホイールの標準形状は,附属書G参照。
なお,乾式及び湿式切断研削用金属基板の参考寸法は,表5.7及び表5.8参照。
5.2.1
穴径の許容差 切断ホイールの穴径の許容差の等級は,JIS B 0401-2のH9を満たすものとする。
なお,用途に応じてより高精度の許容差を適用することができる。
台金支給品や再電着品の穴径の許容差については,受渡当事者間の協定による。
5.2.2
最大許容塑性変形 金属基板をもつ超と粒切断ホイールでは,遠心力が外径の永久増加を引き起こ
すおそれがある。
表5.4に規定する破壊回転周速度(最小値)において,外径の永久増加は,JIS B 0401-1に規定する表1
15
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
のIT11を超えてはならない。
5.2.3
最高使用周速度及び安全係数
5.2.3.1
最高使用周速度 最高使用周速度は5.0参照。
5.2.3.2
安全係数 切断ホイールの,遠心力による破壊に対する安全係数は,使用条件によって,表5.4
に規定する。
表5.4 切断ホイールの最高使用周速度,安全係数及び破壊回転周速度(最小値)
研削盤の種類
ガイド方法の種類
最高使用周速度
vs
m/s
安全係数
S
破壊回転周速度
(最小値)
vbr min
m/s
定置式切断機
機械ガイド切断
< 63
2.00
(1)
63
90
80
113
100
141
全閉形作業領域をもつ機械ガ
イド切断
<125
1.75
(1)
125
165
140
185
160
212
180
238
200
265
定置式及び移
動式切断機
手動ガイド切断
< 80
3.50
(1)
80
150
100
188
手持ち式切断
機
手持ち式切断
< 80
3.50
(1)
80
150
100
188
5.2.3.3
標準最高使用周速度 使用者が使用速度を指定しない場合には,製造業者は,表5.5に規定する
標準最高使用周速度を超えない最高使用周速度で,切断ホイールの設計,試験及び表示をしなければなら
ない。
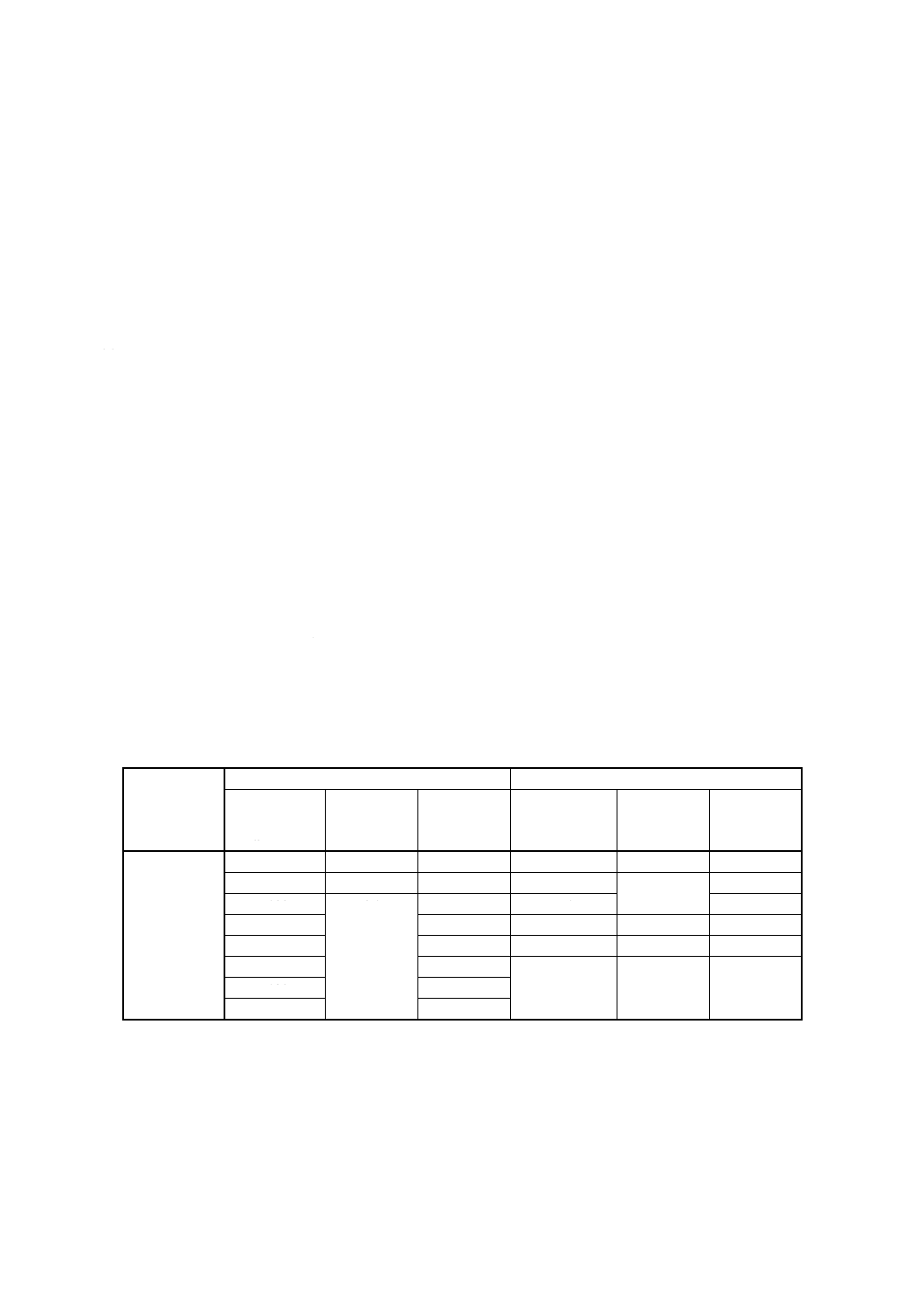
表5.5 切断ホイールの標準最高使用周速度
コア
と粒層の構造
ガイド方法
湿式/乾式区分及
び研削方法
結合剤別の標準最高使用周速度
vs m/s
レジノイ
ドB
メタルM
電着P
金属 金属素材す
なわち,鋳
造材,圧延
材,鍛造材
一体形
機械及び手動ガ
イド切断
湿式切断研削
63
80
80
乾式切断研削
−
80
80
セグメント形
機械及び手動ガ
イド切断
湿式切断研削
−
40(5)
50(5)
80
80
乾式切断研削
−
63
80
一体形又はセ
グメント形
手持ち式切断
湿式及び乾式切断
研削
−
63(6)
80
焼結
一体形
機械及び手動ガ
イド切断
湿式切断
−
63
−
レジノイド(4)
一体形
機械及び手動ガ
イド切断
湿式及び乾式切断
研削
63
−
−
注(5) 花こう(崗)岩,せん(閃)緑岩,石英,RC構造物及びその他の切断しにくい材料向け。
(6) と粒層と基板が溶接又は焼結接合のメタルボンド切断ホイールによる手持ち式切断。
16
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.3.4
特別最高使用周速度 使用者の特別な要求がある場合,製造業者は,表5.6に規定する特別最高
使用周速度を超えない最高使用周速度で,切断ホイールの設計,試験及び表示をしなければならない。
全閉形研削盤に対しては,表5.4に規定する安全係数を満たすことを証明するならば,表5.6に規定する
速度を超えることができる。
表5.6 切断ホイールの特別最高使用周速度
コア
と粒層の構造
ガイド方法
湿式/乾式区分及
び研削方法
結合剤別の標準最高使用周速度
vs m/s
レジノイ
ドB
メタルM
電着P
金属 金属素材す
なわち,鋳
造材,圧延
材,鍛造材
一体形
機械及び手動ガ
イド切断
湿式切断研削
80
100
100
乾式切断研削
−
100
100
セグメント形
機械及び手動ガ
イド切断
湿式切断研削
−
63(5)
63(5)
100
100
乾式切断研削
−
80
100
一体形又はセ
グメント形
手持ち式切断
湿式及び乾式切断
研削
−
100(6)
100
焼結
一体形
機械及び手動ガ
イド切断
湿式切断
−
80
−
レジノイド(4)
一体形
機械及び手動ガ
イド切断
湿式及び乾式切断
研削
80
−
−
5.2.4
金属基板の要求事項
5.2.4.1
乾式用切断ホイールの金属基板の要求事項
5.2.4.1.1
(参考)寸法 アスファルト,コンクリート,天然及び人造石材の乾式切断研削に使用する切
断ホイールの金属基板の参考最小厚さを,表5.7に示す。
表5.7 乾式切断ホイールの基板の参考寸法
機械の種類
基板の直径
D1 mm
基板の参考最小厚さ
Emin mm
を超えて
まで
手持ち式切断機
−
115
≧0.7
115
200
≧0.9
200
230
≧1.2
手持ち式及び定置
式切断機
230
300
≧1.2
300
400
≧1.6
定置式及び移動式
切断機
400
500
≧2.0
500
600
≧2.5
600
700
≧3.0
700
900
≧3.5
900
1 200
≧4.7
1 200
1 600
≧5.5
5.2.4.1.2
レーザー溶接切断ホイールの基板の材料 基板に使用する材料は,セグメントを溶接するとき
に適切な接合強度をだすために必要な性質をもっている鋼でなければならない。
参考 例えば,炭素含有量0.35%以下の冷間加工合金鋼は適する。
5.2.4.1.3
焼結切断ホイール用基板の材料 工具鋼,形式は製造業者の選択による。
5.2.4.1.4
スロット(溝)の底の表面品位 工程の選択によるセグメントの溶接又は焼結及びスロットの
底の表面粗さはクラックの発生を避けるように,設計しなければならない。
17
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2.4.1.5
その他の要求事項 基板は,その製造工程に原因がある外観上の欠陥がないものとする。
5.2.4.2
湿式用切断ホイールの金属基板の要求事項
5.2.4.2.1
(参考)寸法 アスファルト,コンクリート,天然及び人造石材の湿式切断研削用切断ホイー
ルに使用する金属基板の外径に対応する参考最小厚さを,表5.8に示す。
表5.8 湿式切断用基板の参考寸法
機械の種類
基板の直径
D1 mm
基板の参考最小厚さ
Emin mm
を超えて
まで
天然及び人造の石材
の切断
アスファルト及びコ
ンクリートの切断
定置式切断機
−
300
≧1.2
≧1.6
300
400
≧1.6
≧2.2
400
500
≧2.0
≧2.5
500
600
≧2.5
≧2.8
600
700
≧3.0
≧3.0
700
900
≧3.5
900
1 200
≧4.7
≧3.4
1 200
1 600
≧5.5
1 600
2 000
≧6.5
≧3.5
2 000
3 500
≧8.0
−
3 500
5 000
≧9.0
手持ち式切断機
−
230
≧0.006D
230
400
≧0.005D
5.2.4.2.2
材料 工具鋼,種類は製造業者の選択による。
5.2.4.2.3
表面品質 5.2.4.1.4参照。
5.2.4.2.4
その他の要求事項 5.2.4.1.5参照。
5.2.5
金属基板へのセグメントの接合に関する要求事項
5.2.5.1
セグメントと金属基板の接合 手持ち式乾式切断ホイール用セグメントは,溶接又は焼結接合し
なければならない。ただし,D≦230mmで,E≧2mmのものは除く。
5.2.5.2
セグメント形切断ホイールの最小曲げ強度 セグメント形切断ホイール及びソーについて,基板
とセグメントの間の溶接焼結又はろう付けの接合強度は,次の最小曲げ強度値を満足するように設計しな
ければならない。
− 手持ち式切断機用の切断ホイールは,σb≧600N/mm2
− 定置式及び移動式切断機用の切断ホイールは,σb≧450N/mm2
5.2.5.3
メタルボンドの一体形リムの切断ホイールの最小曲げモーメント 一体形リムの切断ホイール
については,メタルボンドと基板との接合部は,次の曲げモーメントに耐えるように設計しなければなら
ない。
3
10
2×
×
=
D
F
Mb
(Nm) F=125N,D=切断ホイールの外径
5.3
ワイヤソーの要求事項
5.3.1
一般 この規格は,石材用・コンクリート用に,定置式及び自走式ワイヤソーイングマシンで使用
するダイヤモンドワイヤソーについて規定する。
なお,ワイヤソーは手持ち式機械で使用してはならない。
18
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.3.2
要求事項
5.3.2.1
ワイヤソーの被覆の構成 被覆にはワイヤロープの保護,ビーズの固定の役割があり,その構成
は表5.9による。
表5.9 ワイヤソーの被覆の構成
区分
材質
スペーサー(スプリング)
1
樹脂
なし
2
あり
3
ゴム
なし
4
あり
5
なし
あり
5.3.2.2
ワイヤソーの外観 ワイヤソーの外観は,次のことがないものとする。
被覆材の破損
ビーズの寄り
ビーズの形状の不ぞろい
スチルワイヤロープのさび
5.3.2.3
ワイヤソーの寸法 ワイヤソーの寸法は,ビーズの外径・と粒層の長さ,ビーズのピッチ,全長
などの要素がある。これらの寸法は受渡当事者間の協定による。
5.3.2.4
支持ケーブル 支持ケーブルのスチールワイヤロープは,その構造,用途及び作業条件による繰
返し応力で疲労,破断することがある。したがって,スチールワイヤロープは,耐久試験(7)証明付きのも
のを使用することが望ましく,例えば,19本線6より共心などを用いる。
注(7) 耐久試験は,JIS G 3535の11.2b)(ロープ試験の耐久試験)によることが望ましい。
表5.10 ワイヤロープの望ましい仕様
ワイヤロープ径 mm
ワイヤロープの破断荷重
kN
表示
範囲
3.6
3.40〜3.80
8
4.0
3.80〜4.20
10
4.2
4.00〜4.41
12.5
5.0
4.76〜5.22
17
5.3.2.5
区分1〜4のワイヤソーの要求事項
5.3.2.5.1
ジョイントの破断荷重 ジョイント作業は,ワイヤソー製造業者から指示された作業方法に従
って,支給された専用部品,作業工具を使用しなければならない。
ジョイントの破断荷重は,ワイヤロープの破断荷重の25%以上とする。
5.3.2.5.2
ビーズの固定強度 ビーズとワイヤロープとの固定強度(せん断力)は,ワイヤロープの破断
強度の1/12以上でなければならない。
5.3.2.5.3
走行速度 ワイヤソーの通常の走行速度は,v=20〜30m/sである。
最高の走行速度は40m/sを超えてはならない。
5.3.2.6
区分5のワイヤソーの要求事項 と粒ビーズをスプリング,プレスリング及びスペーサーリング
によって保持しているワイヤソーの場合は,次の寸法限界を守らなければならない。
a) 新品ワイヤソーについて
− ビーズの穴径≦ワイヤロープ径+0.4mm
− ワイヤロープ上のビーズの長手方向ガタ(遊び)≦8mm
19
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 使用中のワイヤソーについて
− ビーズの穴径≦ワイヤロープ径+0.6mm
− ワイヤロープ上のビーズの長手方向ガタ≦10mm
プレスリングをワイヤロープに取り付けた後,ワイヤロープ及びプレスリングに破壊の徴候がないもの
とする。プレスリングの固定強度は,ワイヤロープの破断荷重の少なくとも1/12に耐え,緩んではならな
い。
スプリングは,クローズドエンドを使用しなければならない。ただし,スプリングがむき出しの場合は,
端面が研削仕上げのスプリングを使用する。
ジョイント部の破断荷重は,ワイヤロープの破断荷重の少なくとも25%である。
スプリングスペーサーだけを使ったワイヤソーの最高走行速度は,vs=35m/sを超えてはならない。
5.3.3
ワイヤソーの表示 ワイヤソーの表示は附属書Aによるほか,次による。
a) 走行方向 ワイヤソーは,製品に走行方向を表示しなければならない。
b) 製造日付 ワイヤソーは,ケースに製造日付を表示しなければならない。
c) 最高走行速度 ワイヤソーは,ラベル又はケースに最高走行速度を表示しなければならない。
5.4
軸付ホイールの要求事項
5.4.0
一般 標準形状,寸法及び回転速度は,附属書C参照。
5.4.1
軸径の許容差 軸付ホイールの軸径の許容差の等級は,JIS B 0401-2のH7である。台金支給品や
再電着品の軸径の許容差については,受渡当事者間の協定による。
5.4.2
軸付ホイールの最高使用周速度及び安全係数
5.4.2.1
最高使用周速度 5.0参照。
5.4.2.2
安全係数 軸付ホイールの安全性の要求事項,例えば,軸の曲げの抵抗力,最小締付け長さ,最
高使用周速度,特性及び計算のモデルは,附属書C参照。
最低破壊速度及び軸の曲げに対する抵抗力は,表5.11に規定する。
表5.11 軸付ホイールの最高使用周速度,安全係数及び破壊回転周速度(最小値)
機械の種類
ガイド方法の種類
最高使用周速度
vs
m/s
安全係数
S
破壊回転周速度
(最小値)
vbr min
m/s
軸付ホイールの
振れ曲がりに対
する安全係数
Sab
定置式研削盤
機械ガイド又は手
動ガイド
< 50
3
(1)
1.3
50
87
63
109
5.5
その他のダイヤモンド/CBN工具の要求事項
5.5.0
一般 その他のダイヤモンド/CBN工具の標準形状及び寸法は,附属書G参照。
5.5.1
穴径の許容差 その他のダイヤモンド/CBN工具の穴径の許容差の等級は,JIS B 0401-2のH9で
ある。
5.5.2
その他のダイヤモンド/CBN工具の最高使用周速度及び安全係数
5.5.2.1
最高使用周速度 5.0参照。
5.5.2.2
安全係数 用途及び最高使用周速度の関数としての安全係数,破壊回転周速度(最小値)は,表
5.12に規定する。
20
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表5.12 その他のダイヤモンド/CBN工具の最高使用周速度,
安全係数及び破壊回転周速度(最小値)
機械の種類
ガイド方法の種類
最高使用周速度
vs m/s
安全係数
S
破壊回転周速度
(最小値)
vbr min m/s
定置式機械
機械ガイド研削
< 63
3.0
(1)
63
109
80
139
100
173
手持ち式機械
手持ち式研削
< 40
3.0
(1)
40
70
50
87
63
3.5
118
80
150
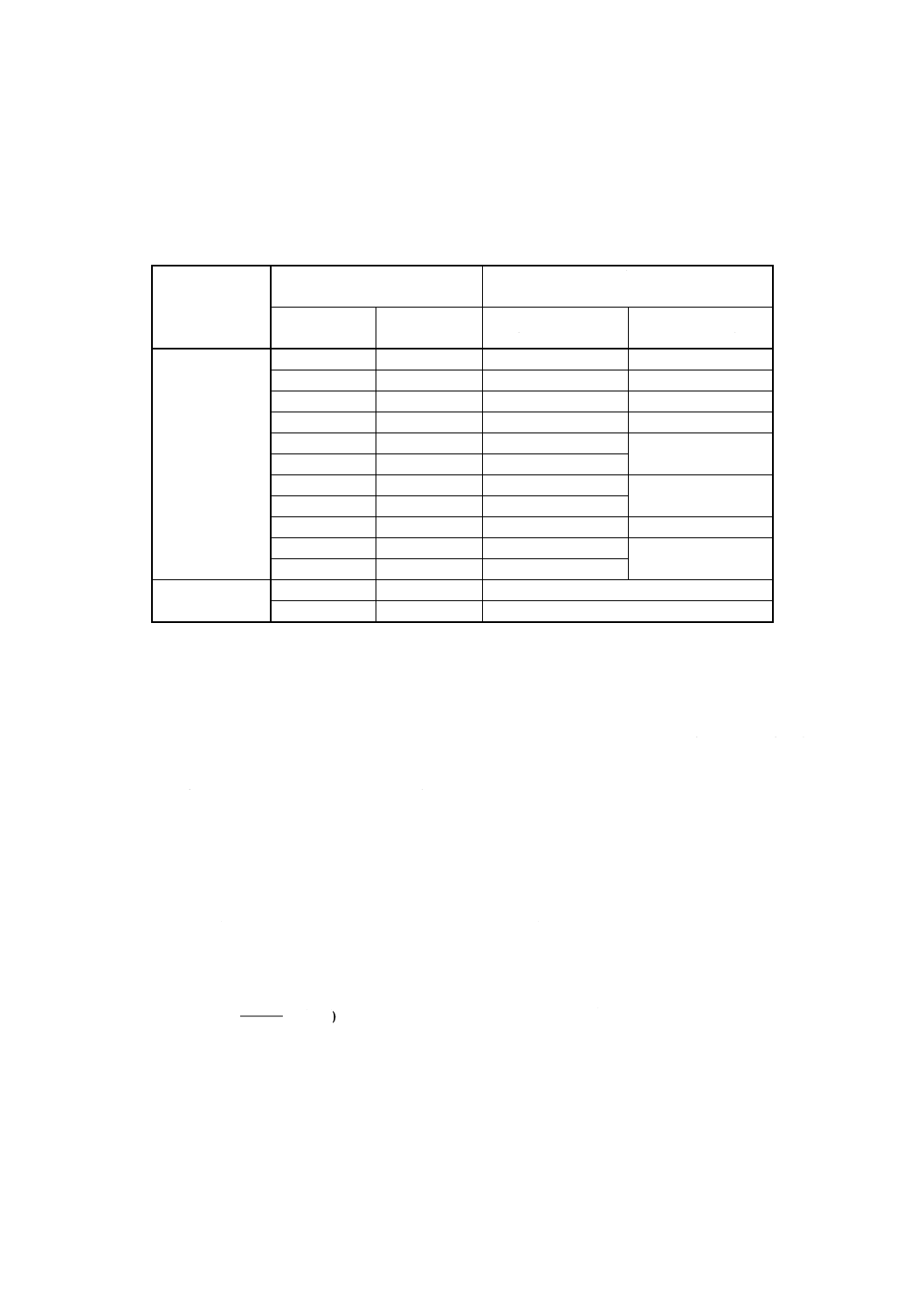
5.5.2.3
標準最高使用周速度 使用者が使用速度を指定しない場合には,製造業者は,表5.13に規定する
標準最高使用周速度を超えない最高使用周速度で,その他のダイヤモンド/CBN工具の設計,試験及び表
示をしなければならない。
表5.13 ガイド方法,結合剤の関数として,その他のダイヤモンド/CBN工具の
標準最高使用周速度
工具の種類
ガイド方法の種類
研削方法
の種類
結合剤別の標準最高使用周速度
vs m/s
レジノイドB
メタルM
電着P
皿形ホイール
手持ち式研削
側面研削
63
63
63
柄付工具
機械ガイド研削
外周,側面,
三次元研削
50
50
50
ミーリング,プロファイ
リング工具(8)
機械ガイド研削
外周,側面,
三次元研削
−
40
40
手持ち式研削
−
80
80
ドリル,コアドリル
機械ガイド研削
コアドリリ
ング
−
12
12
手持ち式研削
−
10
10
注(8) D<400mm,金属基板の厚さE≧4mmの切断ホイールを含む。
5.5.2.4
特別最高使用周速度 使用者の特別な要求がある場合,製造業者は,表5.14に規定する特別最高
使用周速度を超えない最高使用周速度で,切断ホイールの設計,試験及び表示をしなければならない。
全閉形研削盤に対しては,表5.12に規定された安全係数を満たすことを証明するならば,表5.14に規定
した速度を超えることができる。
表5.14 用途,結合剤によって規定されるその他のダイヤモンド/CBN工具の
特別最高使用周速度
工具の種類
ガイド方法の種類 研削方法の
種類
結合剤別の標準最高使用周速度
vs m/s
レジノイドB
メタルM
電着P
皿形ホイール
手持ち式研削
側面研削
80
80
80
柄付工具
機械ガイド研削
外周,側面,
三次元研削
63
63
63
ミーリング,プロファイ
リング工具(8)
機械ガイド研削
外周,側面,
三次元研削
−
50
50
手持ち式研削
−
80
80
ドリル,コアドリル
機械ガイド研削
コアドリリ
ング
−
16
16
手持ち式研削
−
16
16
21
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.5.3 金属基板へのと粒層の接合に関する要求事項 手持ち式研削用に手持ち式機械で使用するセグメン
ト形皿形ホイールについて,と粒層とコア(台金)の接合強度は,その最低せん断力が,FA=6 400Nであ
るように設計しなければならない。
5.6
表示 ダイヤモンド/CBN工具の表示は,附属書Aの規定に従う。
表示は,消えない,読みやすいものでなければならない。可能な場合には,本体に表示しなければなら
ない。
6. 製造業者による試験及び検査
6.0
一般 製造業者によるダイヤモンド/CBN工具の検査は,製品の安全性を害する結果をきたす製造
上の欠陥を見つけることを目的とする。この検査は,製造工程の一部として,製品が出荷される前に,実
施しなければならない。
この規格に規定した試験に合格したダイヤモンド/CBN工具を出荷しなければならない。
製造業者は,すべての試験の実行及び結果に関して,立証能力のある記録を最低10年間,保管しなけれ
ばならない。
6.1
研削ホイールの試験方法 5.1の要求事項への適合を立証するために,次の試験方法を適用する。
− 6.1.1に従う回転試験
− 6.1.2に従う破壊回転試験
− 6.1.3に従う外観検査
− 6.1.4に従う穴径許容差検査
− 6.1.5に従うアンバランス試験
6.1.1
回転試験 回転試験において,研削ホイールは適切な試験機に取り付け,そして,表6.1に記述し
た回転試験速度まで,連続的に回転速度を増加することによって負荷をかける。回転試験速度を,少なく
とも5秒間保持する。
表6.1 研削ホイールの回転試験速度
研削ホイール
の種類
安全係数S=1.75(9)に対して
安全係数S=3.00及び3.50(9)に対して
最高使用周速
度
vs m/s
試験速度係数
fpr
回転試験速度
vpr m/s
最高使用周速度
vs m/s
試験速度係数
fpr
回転試験速度
vpr m/s
すべて
< 80
−
−
< 40
−
−
80
1.2
96
40
1.3
52
100
1.1
110
50
65
125
138
63
1.2
76
140
154
80
1.1
88
160
176
−
−
−
180
198
200
220
注(9) 表5.1参照。
6.1.2
破壊回転試験 研削ホイールを,遠心力速度試験によって試験する。研削ホイールを,適切な試験
装置の主軸に取り付けた後,破壊回転周速度(最小値)まで回転速度を増加し遠心力を加える。研削ホイ
ールは,破壊回転周速度(最小値)を切り抜けるならば,破壊回転試験にパスする。さらに,金属コアの
ホイールだけについては,その外径の永久増加量がJIS B 0401-1の表1のIT11を超えてはならない。
破壊試験に供された研削ホイールは,すべて廃棄しなければならない。
22
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.3
外観検査 外観検査においては,ひび・割れ・欠けその他使用に不具合な欠陥がないことを確認す
る。
外観検査は,訓練され,当該業務に任命された要員が行わなければならない。
6.1.4
穴径許容差検査 穴径は,通り・止まりプラグゲージ又は同等な装置で試験する。
6.1.5
アンバランス試験 アンバランス試験は,附属書Bによる。
6.1.6
試験検査の範囲
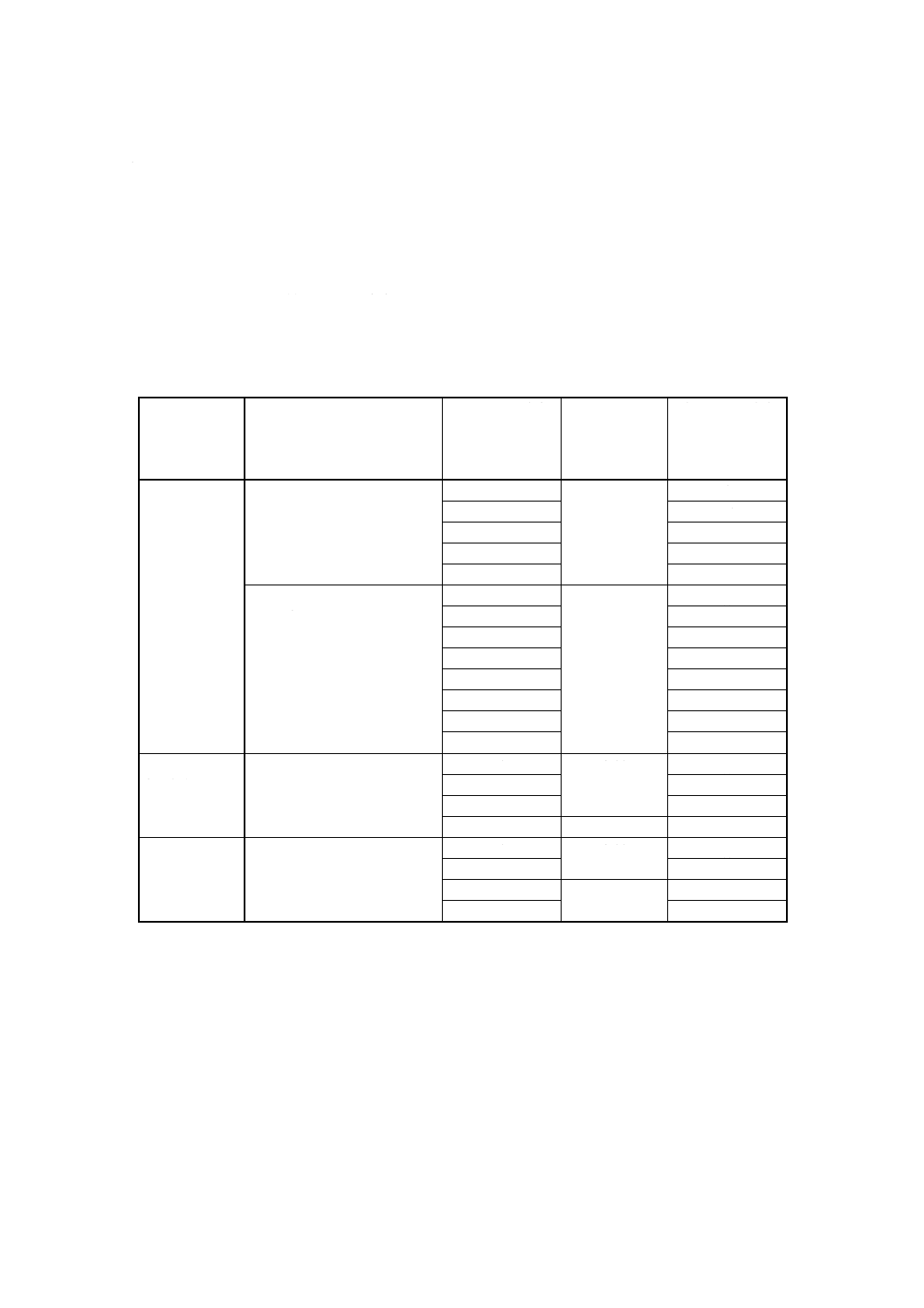
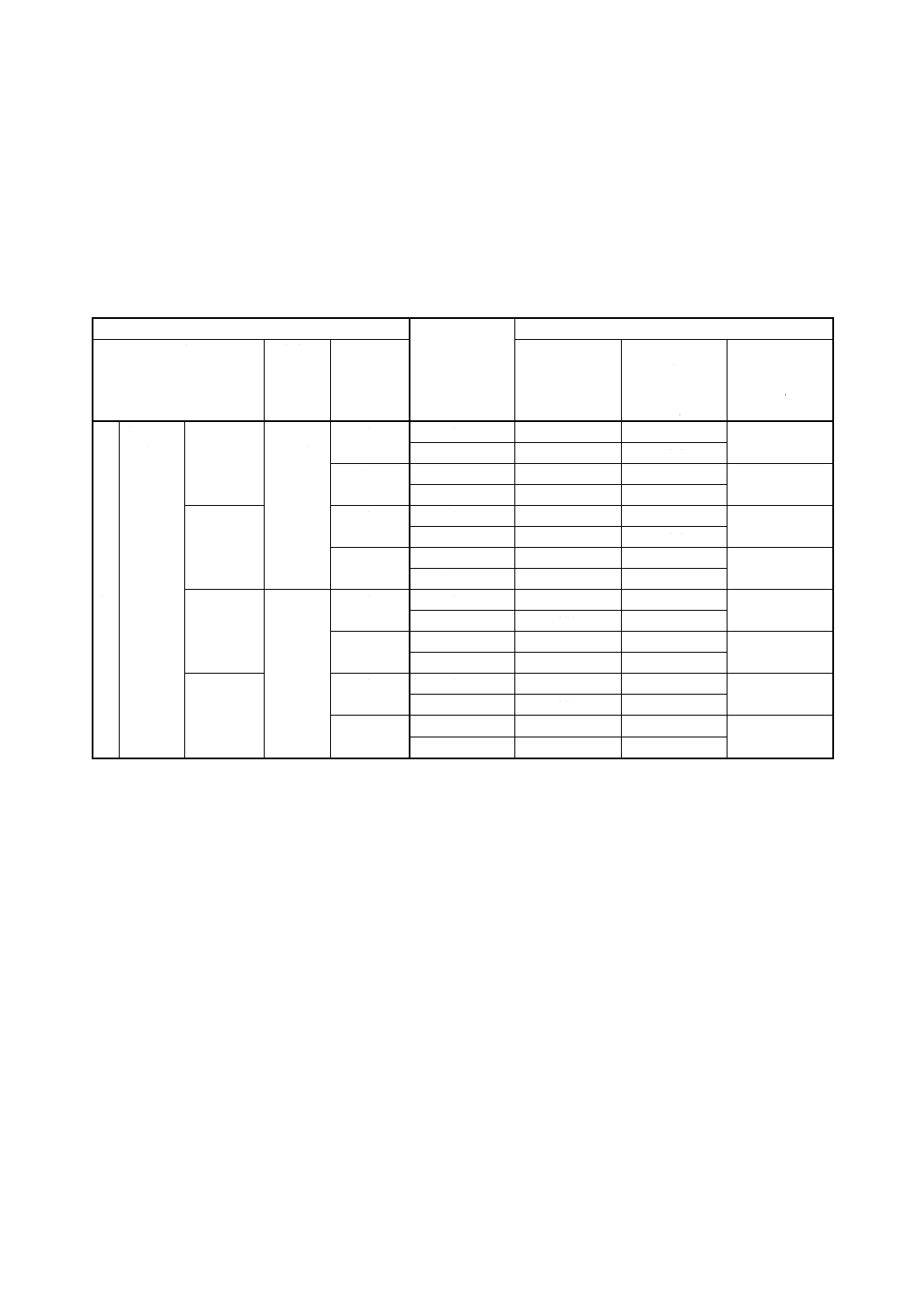
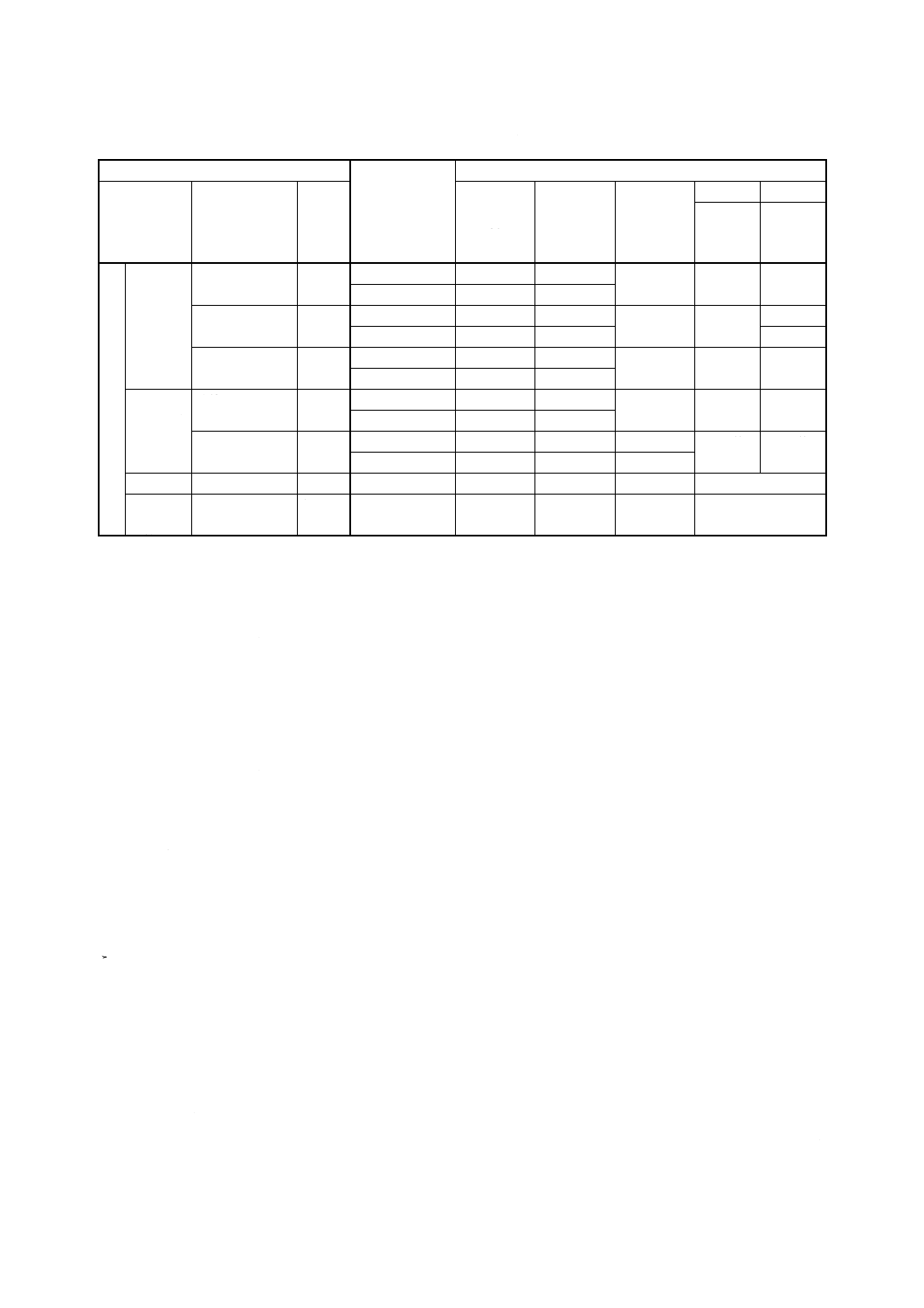
表6.2 接合製法による研削ホイールの検査試験の適用範囲
研削ホイール
最高使用周速度
vs m/s
試験の適用範囲
区分
と粒層の
結合剤
寸法
mm
回転試験(10)
(6.1.1参照)
%
破壊回転試験
(10)
(6.1.2参照)
%
外観検査
(6.1.3参照)
%
コ
ア
に
接
着
及
び
/
又
は
ね
じ
留
め
さ
れ
た
研
削
ホ
イ
ー
ル
金属又は
レジノイ
ドコア(4)
外周研削用 メタル又
はレジノ
イド
D≦600
≦63
−
−
100
>63
5
0.1
D>600
≦50
−
−
100
>50
10
0.1
側面研削用
D≦600
≦50
−
−
100
>50
5
0.1
D>600
≦40
−
−
100
>40
10
0.1
外周研削用 ビトリフ
ァイド
D≦600
≦63
−
−
100
>63
100
−
D>600
≦50
−
−
100
>50
100
−
側面研削用
D≦600
≦50
−
−
100
>50
100
−
D>600
≦40
−
−
100
>40
100
−
注(10) 抜取りの単位は,生産率のパーセント,少なくともバッチ当たり1個。表に示している回転試験又は破壊回転試
験のいずれを適用するかは,製造業者の選択による。
23
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6.3 直付け製法による研削ホイールの検査試験の適用範囲
研削ホイール
最高使用周速度
vs m/s
試験の適用範囲
区分
と粒層の
結合剤
寸法
mm
回転試験(10)
(6.1.1参照)
%
破壊回転試験(10)
(6.1.2参照)
%
外観検査
(6.1.3参照)
%
コ
ア
に
直
付
け
製
造
さ
れ
た
研
削
ホ
イ
ー
ル
金属コア 外周研削用 電着
すべて
≦125
−
−
100
>125
5
0.1
側面研削用
≦100
−
−
100
>100
5
0.1
外周研削用 メタル低
強度(3)
D≦600
≦63
−
−
100
>63
100
−
側面研削用
≦50
−
−
100
>50
100
−
外周研削用 メタル高
強度(3)
すべて
≦80
−
−
100
>80
5
0.1
側面研削用
D≦600
≦63
−
−
100
>63
5
0.1
レジノイ
ド(4)及び
金属コア
外周研削
レジノイ
ド
すべて
≦80
−
−
100
>80
100
−
側面研削
D≦600
≦63
−
−
100
≦80
5
0.1
>80
100
−
6.2
切断ホイールの試験方法 5.2の要求事項への適合を立証するために,次の試験方法を適用する。
− 6.2.1による回転試験
− 6.2.2による破壊回転試験
− 6.2.3による外観検査
− 6.2.4による曲げ試験
− 6.2.5による穴径許容差検査
6.2.1
回転試験 全速度試験において,切断ホイールは適切な試験機に取り付ける。そして,表6.4に規
定した回転試験速度まで,連続的に回転速度を増加することによって負荷をかける。回転試験速度は少な
くとも5秒間保持する。
表6.4 切断ホイールの回転試験速度
ダイヤモンド/CBN工
具の種類
最高使用周速度
vs m/s
試験速度係数
fpr
回転試験速度
vpr m/s
切断ホイール
< 63
−
−
63
1.1
70
80
88
100
110
125
138
140
154
160
176
180
198
200
220
6.2.2
破壊回転試験 6.1.2参照。
6.2.3
外観検査 外観検査においては,切断ホイールにひび・割れ・欠けその他使用に不具合な欠陥がな
いことを確認する。
24
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
外観検査は,訓練され,当該業務に任命された要員が行わなければならない。
6.2.4
曲げ試験
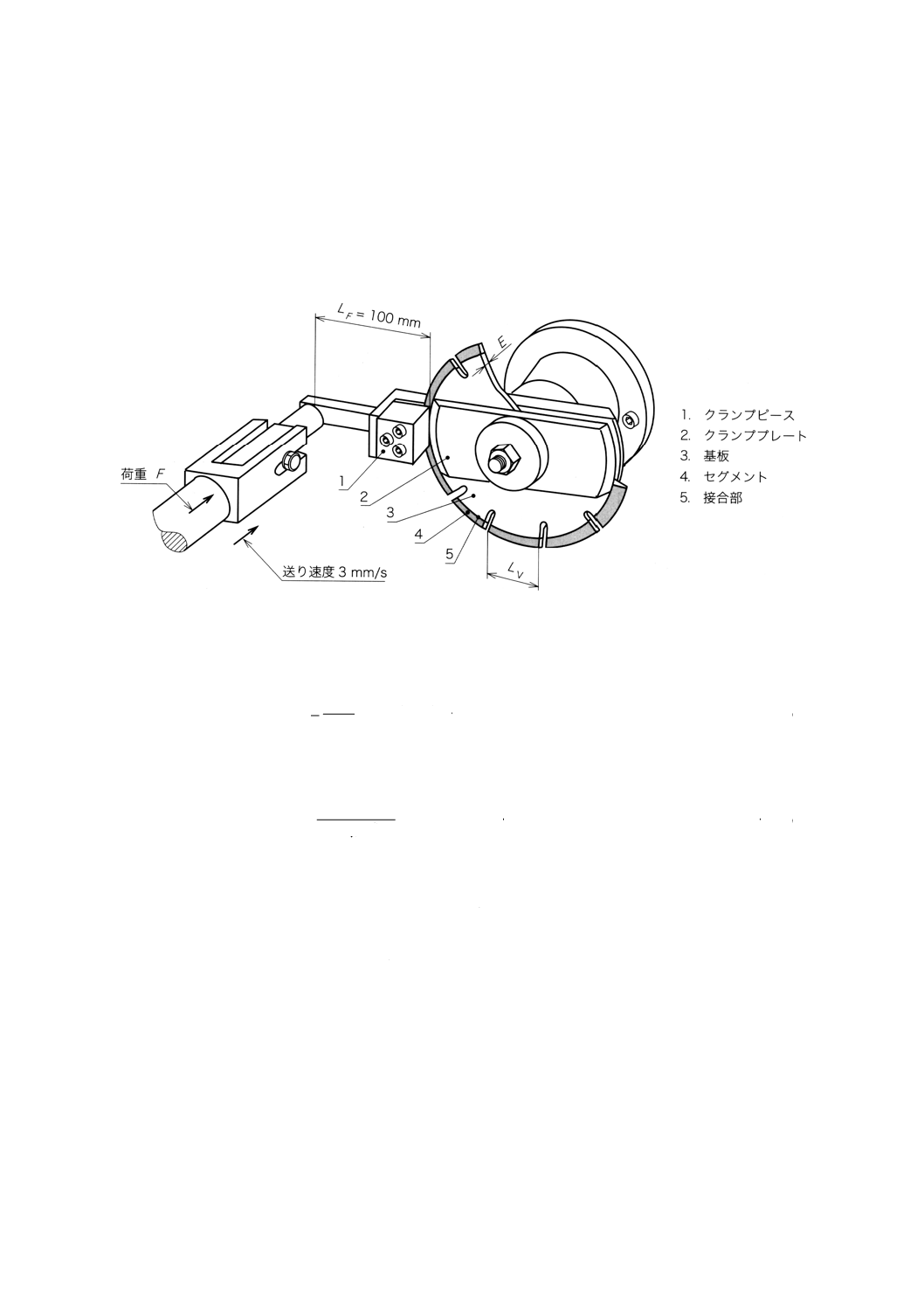
6.2.4.1
非破壊曲げ試験 切断ホイールの基板部分を2枚のクランププレートで挟み,取り付ける。クラ
ンププレートの縁とセグメントの接合部との距離は約2mmとする。セグメントとおよそ同じ長さ,そし
て基板の外周と同じ曲率のクランプピースによって,セグメントを深さX1に対応する深さまで保持する
(図6.1)。
図6.1 セグメント形切断ホイールの曲げ試験装置
荷重は,接合部から距離LFでクランプピースに負荷し,負荷した力Fを測定,記録する。
接合部に作用する曲げモーメントMbは,力F及び距離LFから次のように計算する。
3
b
10
F
L
F
M
×
=
(Nm2) ······························································ (1)
接合部における曲げ応力は,曲げモーメントMb,セグメントの接合部の長さLv及び基板の厚さEから
次のように計算する。
2
3
b
b
10
6
E
L
M
σ
v×
×
×
=
(N/mm2) ······················································ (2)
曲げモーメントは,接合部における曲げ応力が次の値に達するまで,増加する。
− 機械ガイド切断用(湿式)
:σb=150N/mm2
− 機械ガイド切断用(乾式)
:σb=225N/mm2
− 手持ち式切断用(湿式又は乾式) :σb=225N/mm2
片側溶接の切断ホイールに対して,曲げ荷重を反溶接側に加える。
両側溶接又は焼結の切断ホイールに対しては荷重方向を規定しないが,セグメントを一つおきに試験し,
反転して残りのセグメントを試験することによって,曲げ荷重を切断ホイールの両側に加える。
もし,最小曲げ応力を加えた後,目視でダメージがなければ,試験の要求事項を検証したことになる。
6.2.4.2
破壊曲げ試験
6.2.4.2.1
セグメント切断ホイール 試験は6.2.4.1に述べたように行う。ただし,加える荷重はセグメン
ト又は接合部の破壊が起こるまで増加する。公式(1)に従う最大曲げモーメントMbmaxは最大荷重Fmaxから
計算する。これから曲げ強度は次のように計算する。
25
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2
V
3
bmax
b
10
6
B
E
L
M
σ
×
×
×
=
(N/mm2) ················································ (3)
もし,破壊が,接合面でなくと粒層内で起きたとき,曲げ強さの計算において,寸法Lv及び寸法Eは,
セグメントの長さL2及びと粒層の幅Tに置き換える。
もし,5.2.5.2に従う最小値を満たしたならば,十分な曲げ強度を検証したことになる。
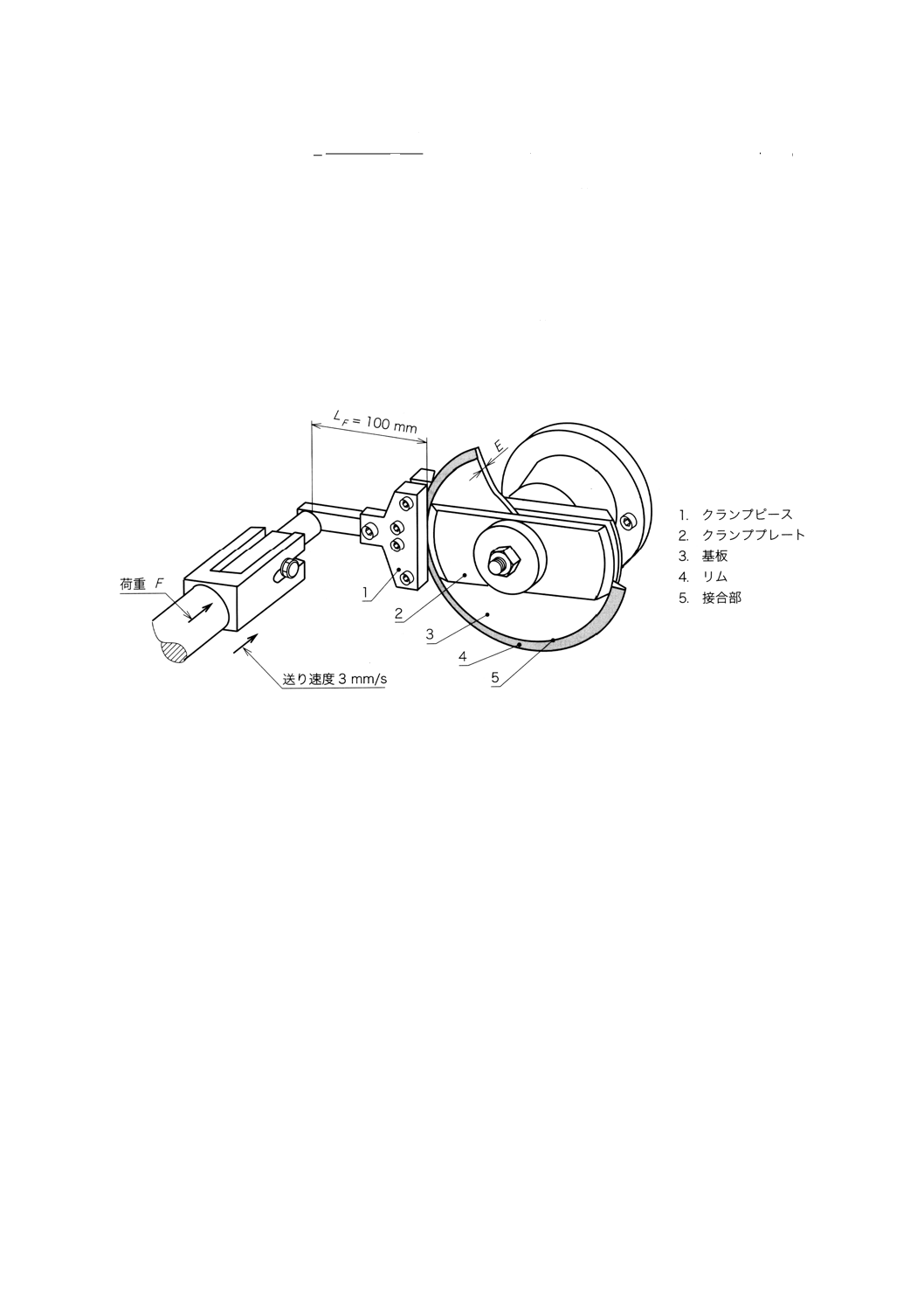
6.2.4.2.2
一体形リム切断ホイール 試験は6.2.4.1に述べたように行う。ただし,直線のフロントエッジ
をもつクランプピースによってと粒層リムの部分をXの深さまでつかみ,リムの破壊が起こるまで荷重を
加える。曲げモーメントは最大荷重Fmaxから公式(1)に従って計算する。
もし,曲げモーメントが5.2.5.3に規定する最小値を満たしたならば,十分な曲げ強度を検証したことに
なる。
図6.2 一体形リム切断ホイールの曲げ試験装置
6.2.5
穴径許容差検査 穴径は,通り・止まりプラグゲージ又は同等な装置で検査する。
6.2.6
試験検査の範囲
26
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
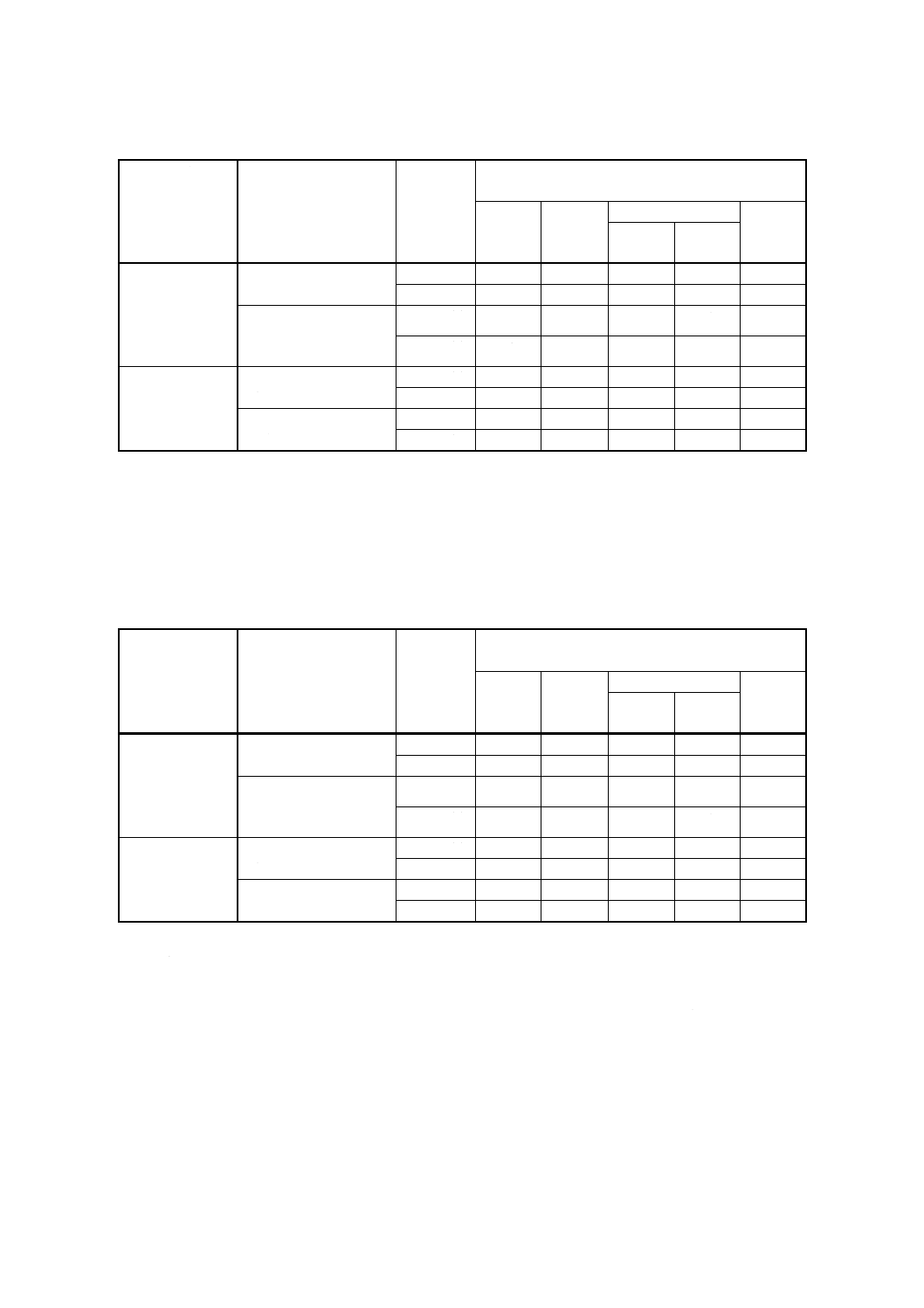
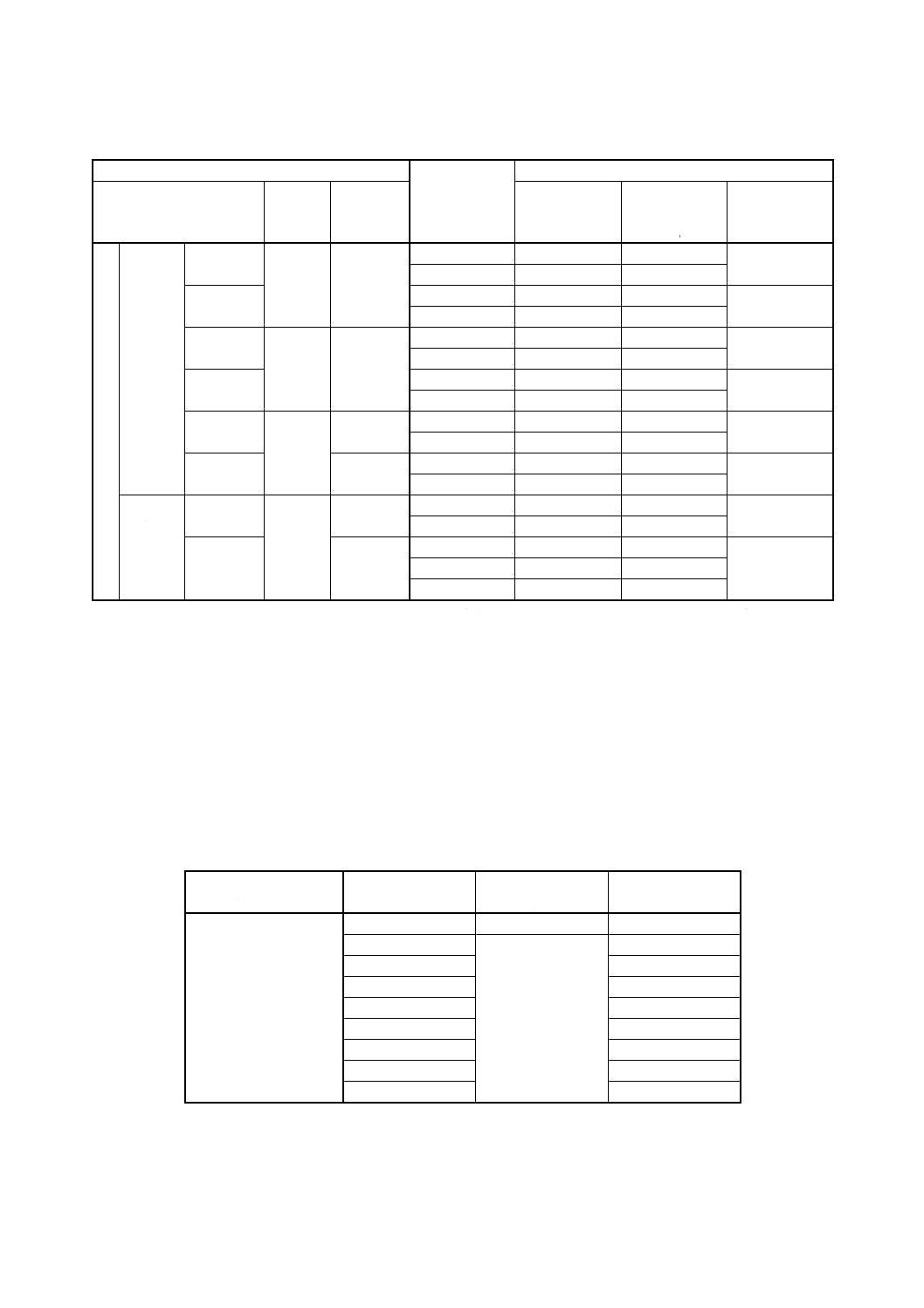
表6.5 切断ホイールの試験及び検査の適用範囲
切断ホイール
最高使用周速度
vs m/s
試験の適用範囲
区分
と粒層の結合剤 寸法
mm
回転試験(10)
(6.2.1参照)
%
破壊回転試
験(10)
(6.2.2参照)
%
外観検査
(6.2.3参照)
%
曲げ試験
%
(6.2.4.1
参照)
(6.2.4.2
参照)
切
断
ホ
イ
ー
ル
の
コ
ア
に
よ
る
区
分
金属一体
リム形
電着
すべて
≦80
−
−
100
−
−
>80
5
0.1
メタル
すべて
≦80
−
−
100
−
−
>80
5
0.1
0.1
レジノイド
すべて
≦63
−
−
100
−
−
>63
10
0.1
金属セグ
メント形
電着
すべて
≦80
−
−
100
−
−
>80
5
0.1
メタル,ろう付
け,溶接,焼結
すべて
≦63
−
−
100
100(11)
0.1(11)
>63
−
−
100
焼結金属 メタル
すべて
≦63
−
−
100
−
レジノイ
ド(4)
レジノイド
すべて
≦63
−
−
100
−
注(11) 統計的試験方法に基づく,同等な試験方法も認める。
表に示している非破壊曲げ試験又は破壊曲げ試験のいずれを適用するかは,製造業者の選択による。
6.3
ワイヤソーの試験方法 5.3への適合を立証するために,次の試験方法を適用する。
a) 区分1〜4のワイヤソーの試験
− 6.3.1に従う外観検査
− 6.3.2に従うワイヤロープの破断試験
− 6.3.3に従うジョイント部の引張試験
− 6.3.4に従うビーズの固定強度試験
b) 区分5のワイヤソーの試験
− 6.3.1に従う外観検査
− 6.3.2に従うワイヤロープの破断試験及び
− 6.3.3に従うジョイント部の引張試験,6.3.5に従うと粒ビーズ試験,6.3.6に従うプレスリング試
験
6.3.1
外観検査 外観検査において,ワイヤソーの外観品位を立証する。外観検査は,訓練され,当該業
務に任命された要員が行わなければならない。
6.3.2
ワイヤロープの破断試験 ワイヤロープは5.3.2.4に述べた値まで徐々に引っ張り,破断試験を行
う。
なお,破断試験はJIS G 3535の規定によることが望ましい。
ワイヤロープの供給者による,試験証明書の付いた適切なワイヤロープであるとの証明がある場合,こ
の試験手順は,省いてよい。
6.3.3
ジョイント部の引張試験 ワイヤソーの製造業者が取り付けたジョイントスリーブは,5.3.2.5.1に
与えた値まで試験しなければならない。
6.3.4
ビーズの固定強度試験 ビーズの固定強度(せん断力)は,走行方向に対抗するせん断力として
5.3.2.5.2に記載した値まで試験しなければならない。この値まで試験して,ビーズの抜け,固定部の損傷
が見られないならば,ビーズの固定強度は検証される。
27
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.5
ビーズ試験 区分5の製品について,スプリングによるワイヤソーの場合は,その穴の寸法及び支
持ケーブルの外径は,5.3.2.6の要求事項に規定した試験をしなければならない。軸方向ガタ及び半径方向
すき間は,5.3.2.6に従わなければならない。
6.3.6
プレスリング試験 ワイヤソーの製造業者によって取り付けられたプレスリングは,5.3.2.6に規定
した値に従う試験をしなければならない。
6.3.7
試験の適用範囲 試験は次のように実施する。
− 外観検査
すべて
− ワイヤロープの破断試験
供給単位当たり2試験,又はワイヤロープの供給者による試験の証
明書を付けた適切な製品の証明。
− ジョイント部の引張試験
製造業者の判断による。
− ビーズの固定強度試験
製造業者の判断による。
− ビーズ試験
製造業者の判断による。
− プレスリング試験
製造業者の判断による。
6.4
軸付ホイールの試験方法 5.4の要求事項への適合を立証するために,次の試験方法を適用する。
− 6.4.1に従う破壊回転試験(参考)(12)
− 6.4.2に従う軸の振れに対する抵抗力
− 6.4.3に従う外観検査
− 6.4.4に従う軸径試験
注(12) 6.4.1については,できるだけ実施することが望ましいが,現状では試験装置の実状から,参考
にとどめる。
6.4.1
破壊回転試験 軸付ホイールは,遠心力速度試験によって試験する。軸付ホイールは適切な試験装
置に取り付け,最低破壊速度まで回転速度を増加し遠心力を負荷する。そのときのスピンドルのオーバー
ハング長さは,L0=0。
軸付ホイールは,もしそれが最低破壊速度で破壊しなければ,破壊回転試験をパスする。
補足事項 軸付ホイールの破壊回転試験は,遠心力によると粒層の破壊,又はと粒層のはく(剥)離に対
する安全係数を見ることにある。したがって,適切な試験装置がない場合には,モデルによって試験で安
全係数を推定してもよい。
6.4.2
軸の回転振れ曲がり試験 最高使用周速度が50m/sまでの軸付ホイールの軸の回転振れ曲がり試
験のために,附属書表C.2のパラメータは決定的であり,附属書表C.3〜C.10の寸法及び速度を守らなけ
ればならない。
6.4.3
外観検査 外観検査において,いかなる目に見える欠陥も識別しなければならない。外観検査は,
訓練され,当該業務に任命された要員が行わなければならない。
6.4.4
軸径試験 軸径は,スリップゲージ又は同等の装置によって検査する。
6.5
その他のダイヤモンド/CBN工具の試験方法 5.5の要求事項への適合を立証するために,次の試
験方法を適用する。
− 6.5.1に従う回転試験
− 6.5.2に従う破壊回転試験
− 6.5.3に従う外観検査
− 6.5.4に従う穴径及び軸径許容差試験
− 6.5.5に従うセグメント皿形ホイールのせん断強度試験
28
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.5.1
回転試験 回転試験においてその他のダイヤモンド/CBN工具は,適切な試験機に取り付け,そ
して回転試験速度まで回転速度を増加することによって,遠心力を加える(表6.6参照)。
回転試験速度は少なくとも5秒間保持しなければならない。
表6.6 その他の工具の回転試験速度
ダイヤモンド/CBN工
具の種類
最高使用周速度
vs m/s
試験速度係数
fpr
回転試験速度
vpr m/s
その他のダイヤモンド
/CBN工具
16
1.3
21
20
26
25
33
32
42
35
46
40
52
50
65
63
82
80
1.2
96
6.5.2
破壊回転試験 6.1.2参照。
6.5.3
外観検査 外観検査において,いかなる目に見える欠陥も識別しなければならない。
外観検査は,訓練され,当該業務に任命された要員が行わなければならない。
6.5.4
穴径及び軸径許容差 穴径許容差は,通り・止まりプラグゲージ又は同等な装置で試験しなければ
ならない。
軸径はスリップゲージ又は同等な装置で試験しなければならない。
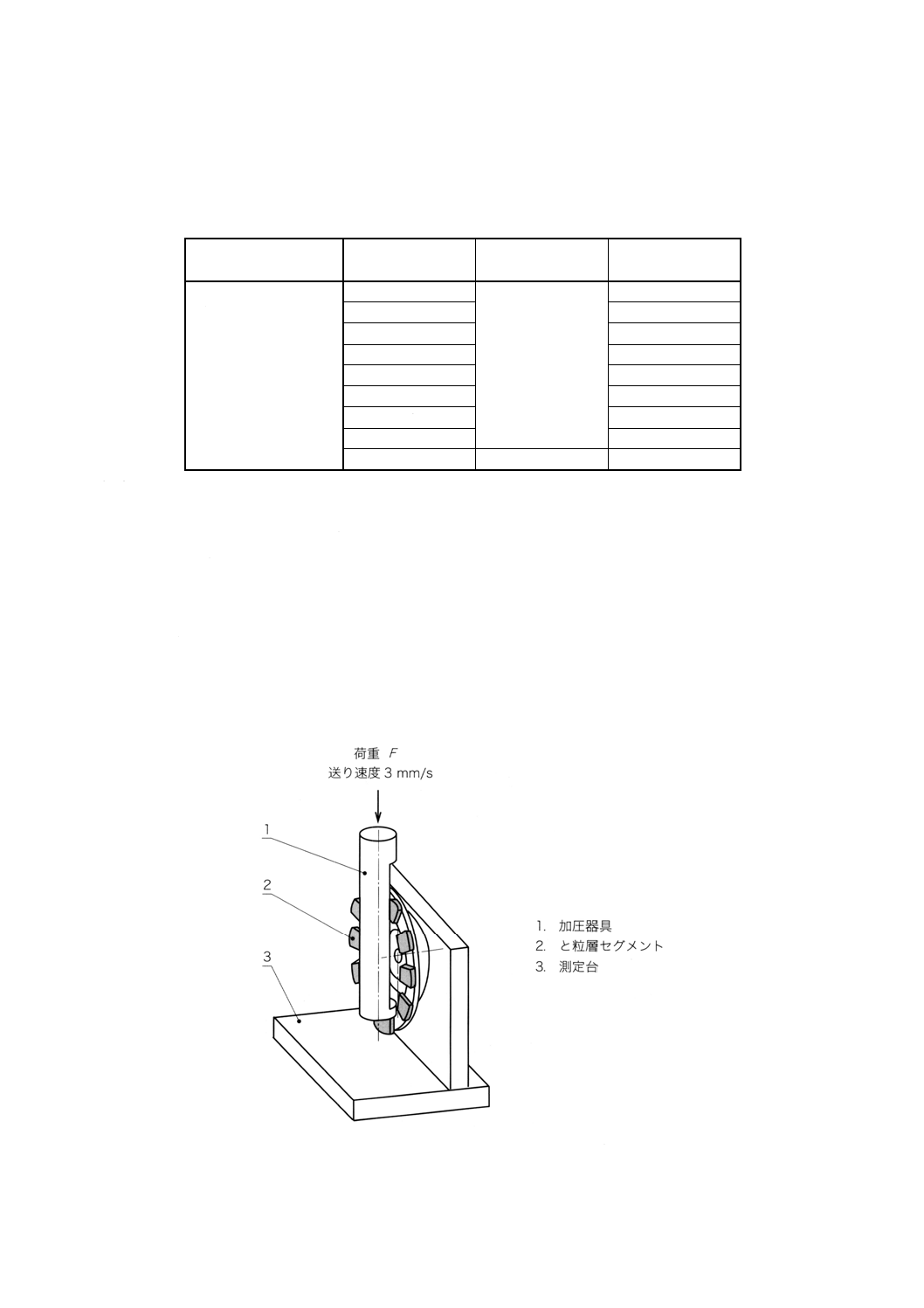
6.5.5
セグメント皿形ホイールのせん断強度試験 皿形ホイールは測定台に取り付ける(図6.3参照)。
焼入れした加圧器具によって,テストするセグメントにせん断力を加える。接触点における加圧器具の寸
法及び形状はと粒層セグメントに関係する。力は,セグメントをせん断するまで加える。セグメントをせ
ん断するのに必要な力FAを測定する。
図6.3 せん断力試験装置のセッティング
29
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
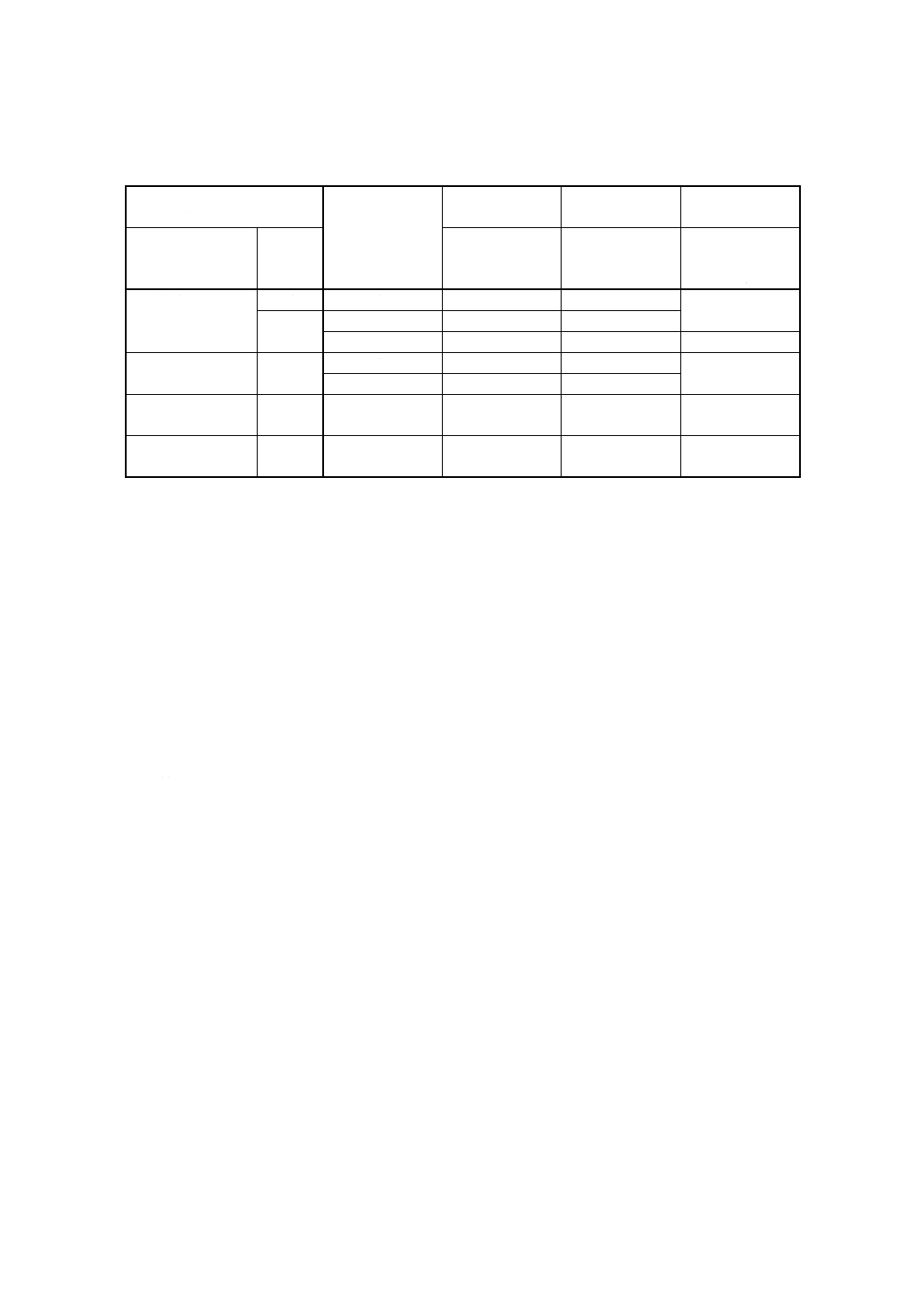
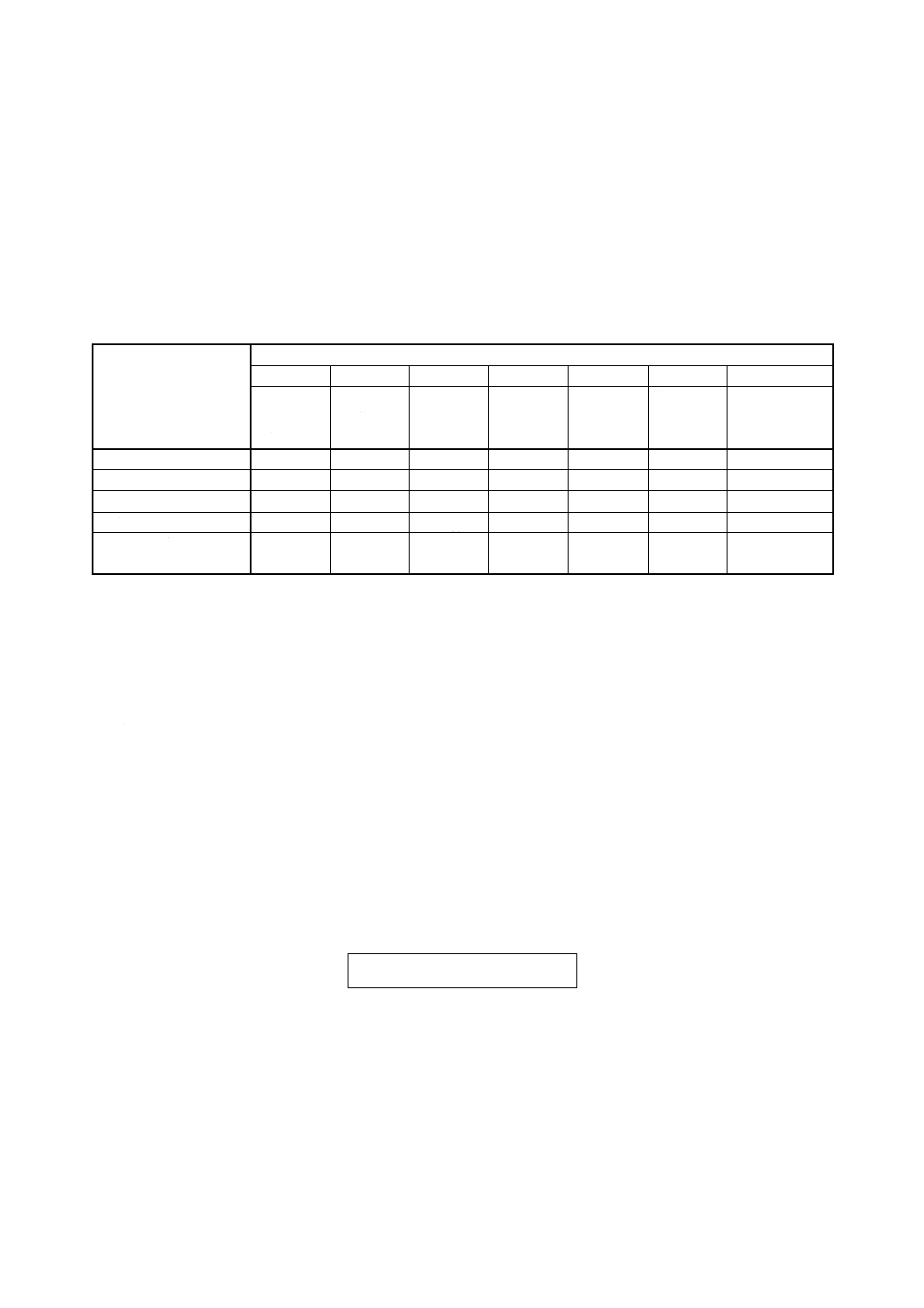
6.5.6
試験検査の範囲
表6.7 その他の工具の試験検査の範囲
その他のダイヤモンド/
CBN工具
最高使用周速度
vs m/s
試験の範囲
名称
寸法
mm
6.5.1に従う回転
試験(10)
%
6.5.2に従う破壊
回転試験(10)
%
6.5.3に従う外観
検査
%
皿形研削ホイール
D≦80
≦63
−
−
100
D>80
≦63
−
−
>63
5
0.1
100
柄付工具
すべて
≦63
−
−
100
>63
5
0.1
プロファイル研削
ホイール
すべて
≦80
−
−
100
ドリル及びコアド
リル
すべて
すべて
−
−
100
7. 使用者向けの情報 ダイヤモンド/CBN工具の製造業者,販売業者又は輸入業者は,使用者向けの情
報(13)で,ダイヤモンド/CBN工具の安全な使用方法を使用者に知らせなければならない。
注(13) 取扱説明書,本体表示,注意書きなどの形式による通知。
これらの情報は,ダイヤモンド/CBN工具の正しい使用のため,7.1〜7.8の安全の推奨情報を必要に応
じて含んでいなければならない。
7.1
一般 ダイヤモンド/CBN工具は破損する可能性があり,そのために最大限の注意を払って取り扱
わなければならない。損傷のある又は不適切に取り付けた若しくは使用したダイヤモンド/CBN工具は危
険であり,そして重大な傷害を引き起こすおそれがある。
7.2
輸送,取扱い及び保管 ダイヤモンド/CBN工具は,注意深く取り扱い,そして輸送しなければな
らない。ダイヤモンド/CBN工具は,機械的損傷及び有害な環境の影響にさらされることのないような方
法で,保管しなければならない。
− 取扱説明書と離れることのないように
− 衝撃を与えたり,落下したりすることのないように
− 腐食したり,さびが発生したりすることのないように
− 乾燥した,常温の環境から外れることのないように
− と粒層部に力が加わらないように
7.3
ダイヤモンド/CBN工具の選択 使用者は,ラベル又はそのダイヤモンド/CBN工具に表示した情
報を,使用の制限,安全面の指示又はその他のいかなる指令と同様に遵守しなければならない。また,ダ
イヤモンド/CBN工具の選択について疑念がある場合には,製造業者又は販売業者に情報を要請しなけれ
ばならない。
使用者は,ダイヤモンド/CBN工具の使用に当たって粉じん(塵)が発生する場合は,研削盤のカバー
及び集じん装置について考慮しなければならない。
7.4
目視検査 使用者は,取付け前に,ダイヤモンド/CBN工具の目視検査をしなければならない。損
傷のあるダイヤモンド/CBN工具は使用してはならない。
30
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.5
取付け,作業開始前及び研削に対する情報 使用者は,ダイヤモンド/CBN工具の取付け作業の準
備,使用前の検査及び研削作業を,ダイヤモンド/CBN工具製造業者及び機械製造業者が提供した取扱説
明書に従って,実行しなければならない。
7.6
追加の情報 ダイヤモンド/CBN工具の製造業者又は販売業者は,使用者が実施すべき安全面の推
薦事項を,使用者への注意書きに含めなければならない。
− 研削盤製造業者による使用者向け情報の遵守
− 作業開始前に,安全装置が取り付けられていることを確認する。
できれば安全装置が作動することを確認するのが望ましい。
− 安全装置による防護がない状態で,研削作業を行ってはならない。
− 使用機械及び使用形式に適した個人用保護具(例えば,保護めがね及び面防具,耳栓,マスク,安全
靴,保護手袋及びその他の保護衣)を着用しなければならない。
− 研削液のミストの飛散を防止する装置の使用を考慮しなければならない。
− (工具の使用制限,安全のための指示又はその他の情報を考慮して)研削作業に対して適したダイヤ
モンド/CBN工具を使用しなければならない。
− 手持ち式グラインダのホイールガード(ホイールカバー)を外した状態,軸方向にカバーから飛び出
した状態,カバーの開き角度を変更した状態で,研削作業を行ってはならない。
− 手持ち式グラインダによる切断の場合に,ダイヤモンド/CBN工具は切断溝に対して真っ直ぐの位置
に置かなければならない。ダイヤモンド/CBN工具が食い込んで動かなくなることは避けなければな
らない。
− 手持ち式グラインダを作業台又は床に置く前に,スイッチを切り,かつ,研削工具は停止しているこ
とを確認しなければならない。
その注意書きを次のように提供しなければならない。
− 定期的情報として
− 訓練計画の一環として
− 又は実際の使用のガイダンスとして
7.7
ロータリドレッサの使用者への情報 ロータリドレッサの使用者への情報は,附属書Dによる。
7.8
ワイヤソーの使用者への情報 ワイヤソーの使用者への情報は,附属書Eによる。
31
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(規定) 表示
A.1 適用範囲 この附属書は,ダイヤモンド/CBN工具の表示について規定する。
A.2 表示の仕様 ダイヤモンド/CBN工具は,附属書表A.1に規定する仕様を表示しなければならない。
附属書表A.1 ダイヤモンド/CBN工具の表示
ダイヤモンド/CBN工
具の名称
仕様
1
2
3
4
5
6
7
製造業者
販売業者
輸入業者
製造番号
出荷番号
最高使用周
速度(1)
m/s
最高回転速
度(1)
min−1
回転の方向 使用制限(2) 製造業者の適合
宣言(2)
研削ホイール
○
○
○
○
−
○
○
切断ホイール
○
○
−
○
○
○
○
軸付ホイール
○
○
−
○
−
○
○
ワイヤソー
○
○
○(3)
−
○
−
○
その他のダイヤモンド
/CBN工具
○
○
○
○
−
○
○
注(1) コラム3,4併記の場合は,どちらかだけを表示してもよいこととする。
(2) コラム6,7は,工具本体に表示困難な場合は包装などに表示する。
(3) ワイヤソーは最高走行速度m/sを表示する。
コラム1
製造業者又は販売業者又は輸入業者を書く代わりに,登録商標を書くことが許される。
コラム2
製造番号又は出荷番号は,製品のトレーサビリティーを可能にするために表示しなければな
らない。
コラム3
最高使用周速度m/s。セグメントチップ単体には,最高使用周速度の表示は省く。
コラム4
最高回転速度min−1。セグメントチップ単体には,最高回転速度の表示は省く。
コラム5
切断ホイールは回転の方向を,必要に応じて表示しなければならない。ワイヤソーは走行の
方向を表示しなければならない。
コラム6
使用する特定の研削方法,研削盤そして使用形態の種類に対して,ダイヤモンド/CBN工具
は,附属書表A.2及び附属書表A.3に従う適切な使用の制限を表示しなければならない。
コラム7
この規定を満たしており,この規定に従って試験したすべてのダイヤモンド/CBN工具は,
次の表示をすることができる。
JIS B 4142に従って試験済み
A.2.1 使用制限
A.2.1.1 研削ホイール,軸付ホイール及びその他のダイヤモンド/CBN工具の使用制限 あらゆる用途を
意図している以外は,研削ホイール,軸付ホイール及びその他のダイヤモンド/CBN工具は,附属書表
A.2に規定した適切な使用制限を,明確に表示しなければならない。
32
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
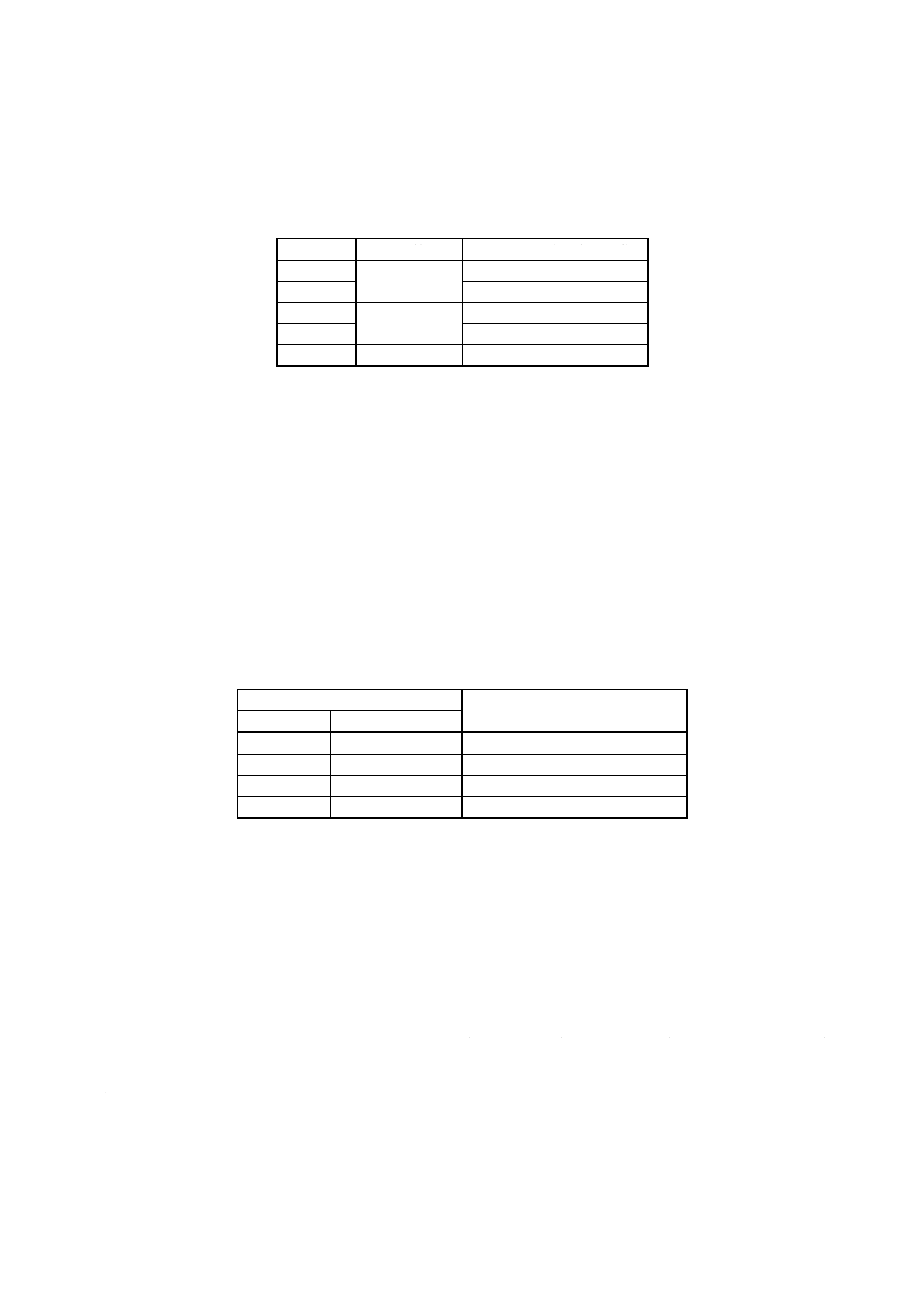
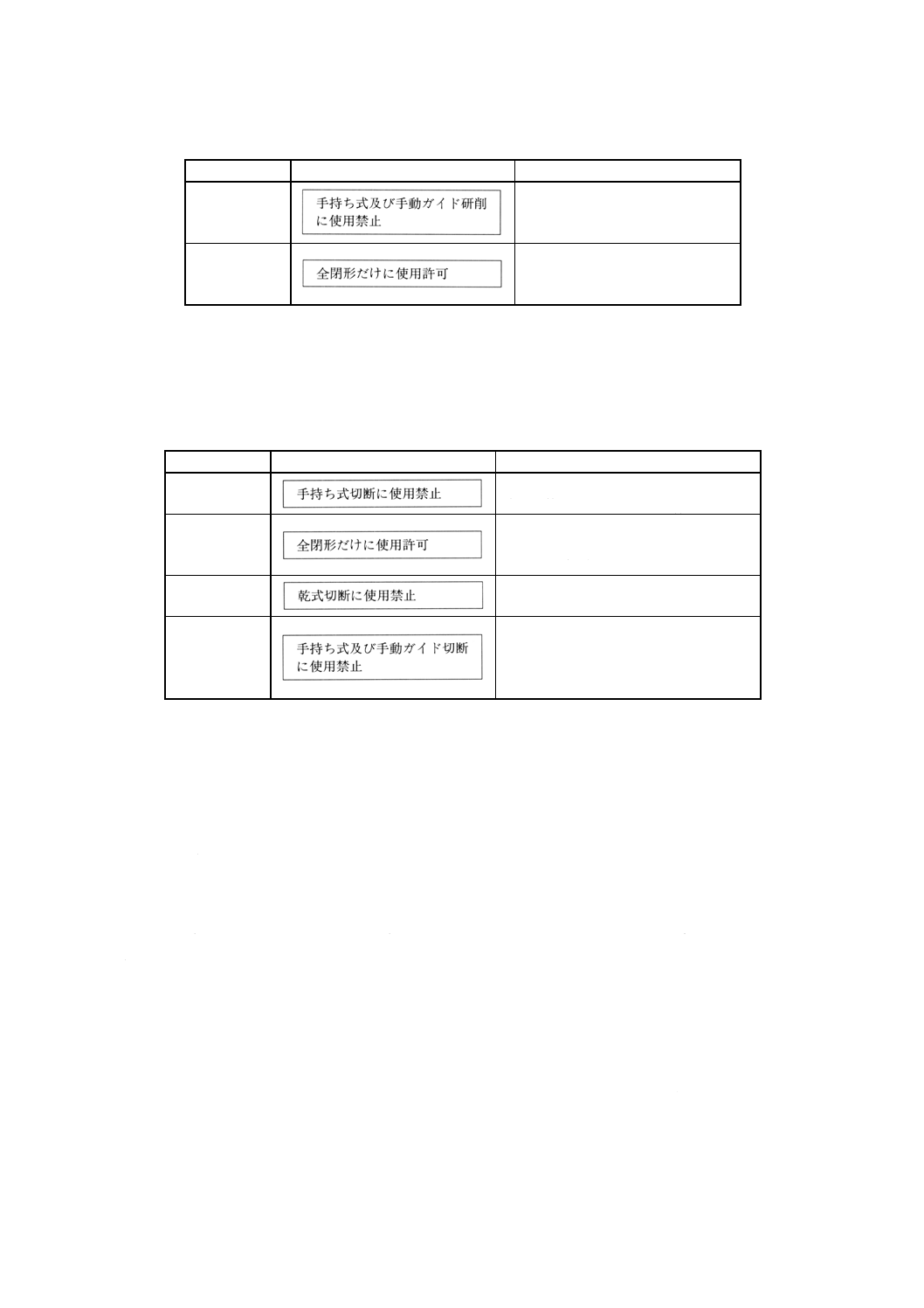
附属書表A.2 研削ホイールの使用制限
短縮記号
ラベル
適用
RE1
これらのホイールは,機械ガイド
の研削だけに使用される(4)。
RE4
これらのホイールは,全閉形の定
置式研削盤だけに,使用しなけれ
ばならない。3.2.7参照。
注(4) この制限は,手持ち式又は手動ガイドの研削用の研削盤での使用に対して製造さ
れたのではないが,そのような機械に取り付けることが可能なダイヤモンド/
CBN工具に,適用する。
A.2.1.2 切断ホイールの使用制限 全用途を意図している以外は,切断ホイールに適切な使用制限を明確に
表示しなければならない(附属書表A.3参照)。
附属書表A.3 切断ホイールの使用制限
短縮記号
ラベル
適用
RE2
これらの切断ホイールは,手持ち式切断
機で,使用してはならない(5)。
RE4
これらの切断ホイールは,全閉形の定置
式切断機だけに,使用しなければならな
い。3.2.7参照。
RE10
これらの切断ホイールは,湿式切断だけ
に,使用しなければならない。
RE11
これらの切断ホイールは,研削工具及び
加工物の両方を機械的にガイドしてい
る定置式切断機だけに,使用しなければ
ならない。
注(5) この制限は,手持ち式の研削盤での使用に対して製造したのではないが,そのような機
械に取り付けることが可能な切断ホイールに,適用する。
A.2.1.3 付加的事項 ダイヤモンド/CBN工具に,形式番号・注文番号・製造業者の固有製品名称のよう
な付加的事項を表示することは,規定した表示の読みやすさを阻害しないことを条件に許容する。
A.2.1.4 マルチ又は組合せ取付けのホイール 同一の軸に数枚のホイールを取り付けることは,ホイール及
び研削盤の製造業者が,そのような取付け方に対してそのホイール及び研削盤が適切であることを,明確
に指示した場合にだけ許容される。
各々のホイールの間にスペーサーを用いるマルチ又は組合せ取付けのホイールは,機械の主軸に正しく
取り付けることを確実にする方法を表示しなければならない。加えて,各々のホイールは,精密研削用の
そのセットの部品として認識されなければならない。スペーサーは,外側のフランジと同一の当たり面と
逃げをもたなければならない。
A.3 表示の実施 ダイヤモンド/CBN工具の表示は,消えずに読みやすくしなければならない。表示は,
ラベルの表面に記載するか,若しくは本体又は包装の表面に刷り込み,印刷,スタンプ又は彫り込みしな
ければならない。使用制限は,(RE1…など)の短縮表示又は附属書表A.2及びA.3に示す“ラベル”で表
示しなければならない。表示は,ダイヤモンド/CBN工具本体上,若しくは最小の包装単位にはり付けた
又は最小の包装単位に添付したラベル上に,表現しなければならない。
33
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.3.1 外径D>80mmのダイヤモンド/CBN工具 ダイヤモンド/CBN工具にはり付けたラベル又は包装
に,規定した情報を表示することが不可能な場合には,実製品に少なくとも最高回転速度min−1を表示し
なければならない。
A.3.2 外径D≦80mmのダイヤモンド/CBN工具 表示は,個々の新品のダイヤモンド/CBN工具に添付
したラベルがダイヤモンド/CBN工具が使用終わりになるまで,ダイヤモンド/CBN工具のそばになけ
ればならない。
もし,一つのこん(梱)包単位で,幾つかの同一のダイヤモンド/CBN工具を配達するならば,最小寸
法の包装に対する特性の適用によって,各々の包装単位に対して,25個の同一ダイヤモンド/CBN工具
当たり少なくとも1ラベルを加えるならば,内容の表示は十分である。
一使用者に一包装単位で1 000個を超える同一ダイヤモンド/CBN工具を配達するなら,出荷単位につ
いての特性の適用によって,100個の同一ダイヤモンド/CBN工具当たり少なくとも1ラベルが各々の包
装単位に加えるならば,内容の表示は十分である。
外径50<D≦80mmで数個の同一の小さなダイヤモンド/CBN工具を再販業者に配達するなら,各々の
ダイヤモンド/CBN工具はラベルを添付しなければならない。
数個の異なった材質,形状・寸法のダイヤモンド/CBN工具(すなわち,セルフサービスパックのダイ
ヤモンド/CBN工具のセット)を一緒に荷造りしているならば,包装単位に付けた個々のダイヤモンド/
CBN工具の表示で十分である。
A.3.3 セグメントチップ セグメントチップについては,最高回転速度の事項を省いた,最小寸法包装に
付けた特性の表示で十分である。
A.4 ラベルのデザイン ラベルの参考例は,形式A,C参照。
形式A:最小寸法(高さ×幅)52mm×74mm (A8)
製造業者/販売業者/輸入業者/登録商標
製造番号,出荷番号
最高使用周速度
m/s
最高回転速度
min−1
使用制限
JIS B 4142に従って試験済み
附属書図A.1 ラベルの参考例 形式A
形式C:最小寸法(高さ×幅)52mm×74mm (A8)
裏面
製造業者/販売業者/輸入業者/登録商標
安全指示
裏ページに示された
回転速度を超えて使
用してはならい。
保持長さL3は10mm
以上でなければなら
ない。
使用制限
製造番号,出荷番号
突き出し長さL0における最高回転速度
5mm
10mm
15mm
min−1
min−1
min−1
20mm
25mm
30mm
min−1
min−1
min−1
JIS B 4142に従って試験済み
附属書図A.2 ラベルの参考例 形式C
34
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(規定) アンバランス
B.1 適用範囲 この附属書は,アンバランスの最大許容量を規定するもので,
− 精密研削用のダイヤモンド又はCBN研削ホイールで,外径D>100mm
に適用する。
注 研削過程で,トータルアンバランスはもともとあったアンバランス,保持器具のアンバランス,
又は取付けの寸法,位置公差によってもたらされる。したがって,トータルアンバランスはホイ
ールの損耗の進行やクーラント吸蔵量の変化によっても変わり得る。このトータルアンバランス
は,この対策を講じた特別の研削盤で補正できる。
B.2 引用規格 次に掲げる規格は,この附属書に引用されることによって,この附属書の規定の一部を構
成する。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの附属書の規
定を構成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,
その最新版(追補を含む。)を適用する。
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
備考 ISO 286-1 : 1988 ISO system of limits and fits−Part 1 : Bases of tolerances, deviations and fitsが,
この規格と一致している。
JIS B 0905 回転機械−剛性ロータの釣合い良さ
備考 ISO 1940-1 : 1986 Mechanical vibration−Balance quality requirements of rigid rotors−Part 1 :
Deter-mination of permissible residual unbalance及びISO 8821 : 1989 Mechanical vibration
−Balancing−Shaft and fitment key conventionからの引用事項は,この規格の該当事項と
一致している。
B.3 定義 この附属書で用いる主な用語の定義は,次による。
B.3.1 アンバランス 遠心力によって引き起こされる振動力と振動がベアリングに伝達されたとき,アン
バランスはホイールに影響を及ぼす。
数ある要因の中で,アンバランスは一様性が損なわれたとき,平行度や同軸度が狂ったときに起こる。
附属書図B.1〜B.3を参照。
35
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
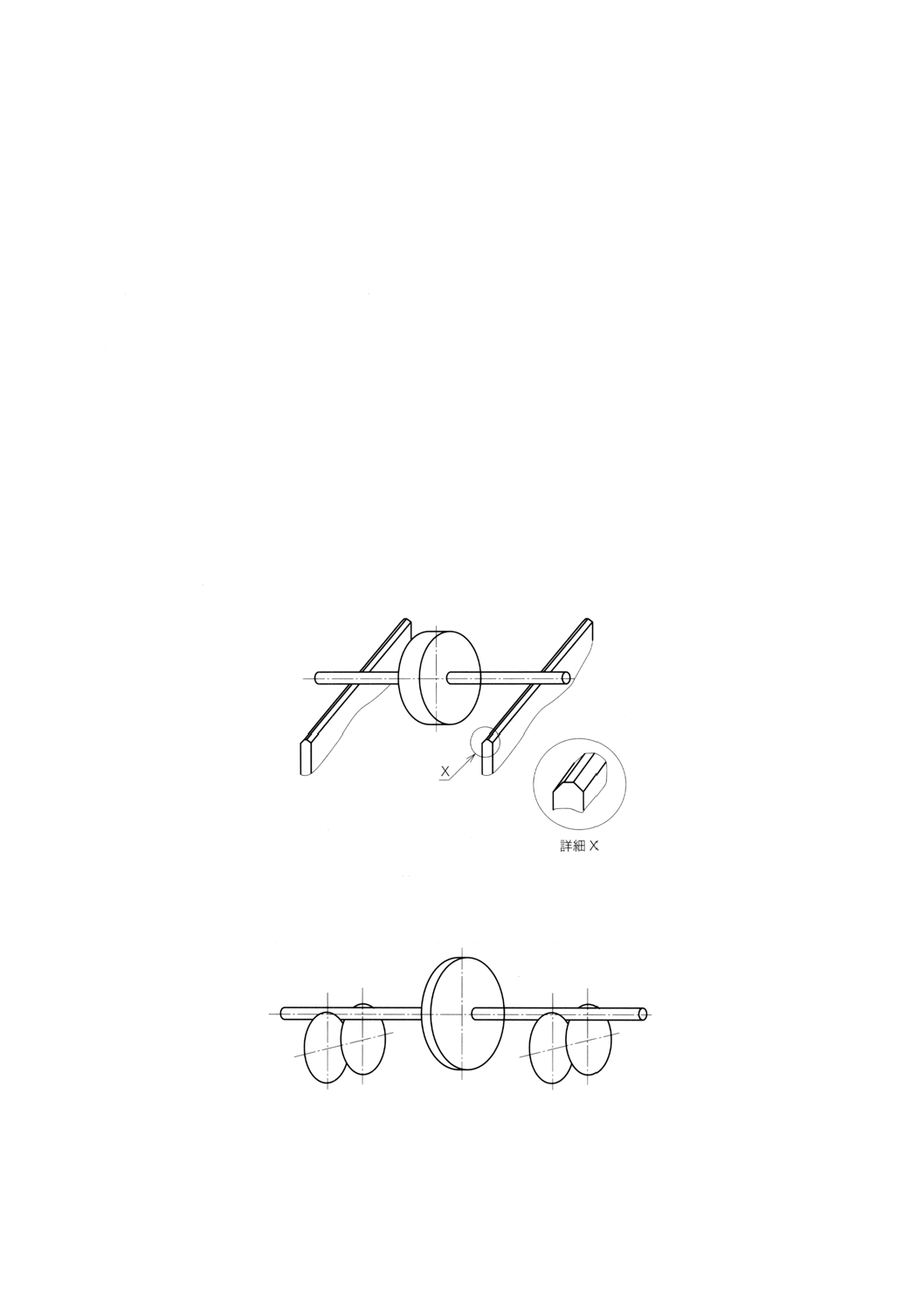
附属書図B.1 均一性の偏り
附属書図B.2 平行度
附属書図B.3 同軸度
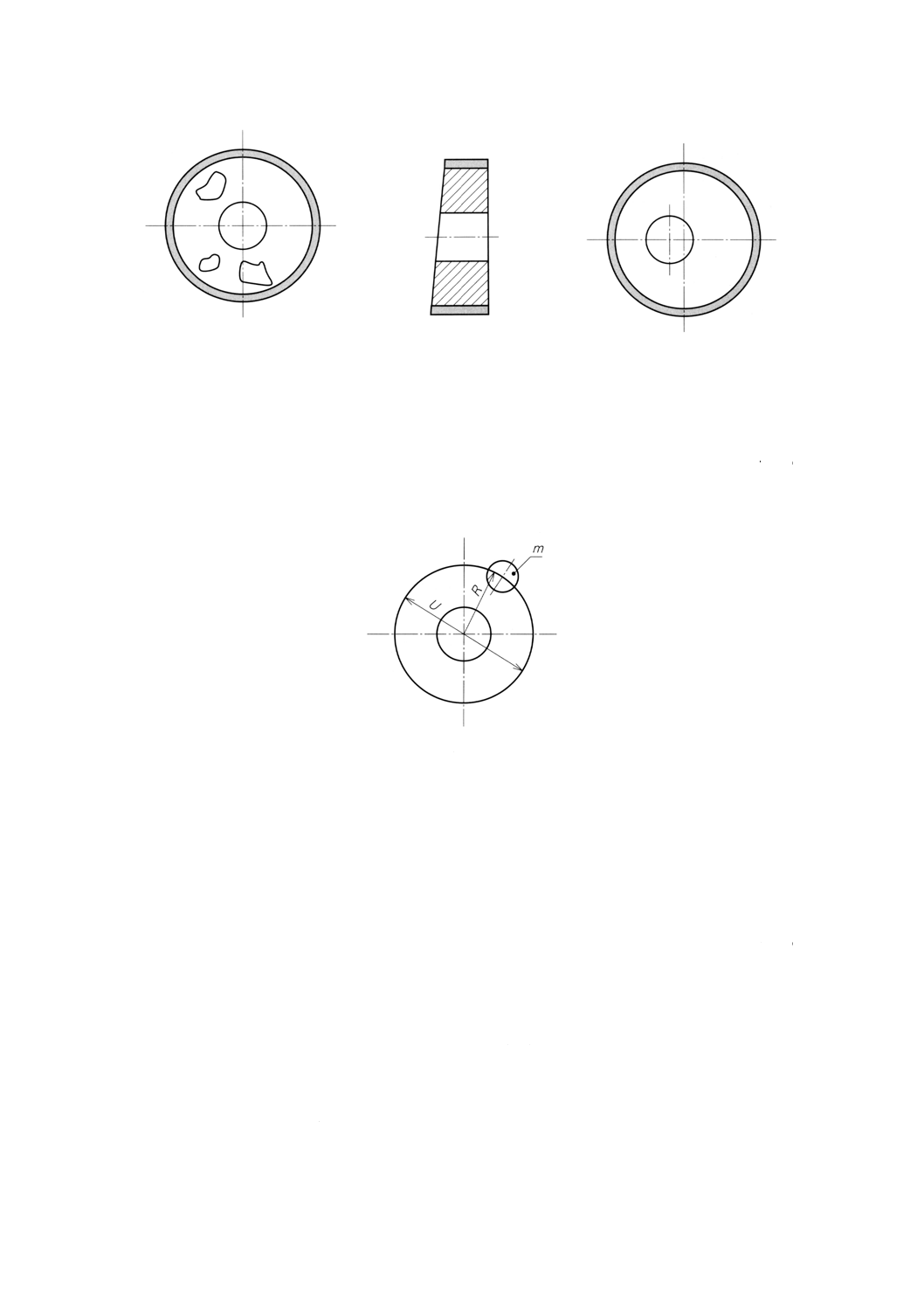
B.3.1.1 アンバランス アンバランスは,その量と相対位置とで表されるベクトルである。アンバランス量
Uは,アンバランス質量m(B.3.1.2参照)とホイールの半径Rとからなる(附属書図B.4参照)。したが
って,アンバランス量Uは,
U=m×R ················································································· (1)
である。
この附属書によって,許容アンバランスを規定するには,アンバランス量を示すことで十分である。
附属書図B.4 アンバランスUの要因mとR
B.3.1.2 アンバランス質量 アンバランス質量mは,ホイール外周における理論的な質量である。その質
量と遠心加速度a=R×ω2とを掛け合わせたものはアンバランスによって引き起こされる遠心力と等しい。
B.3.1.3 許容アンバランス 出荷された状態での許容アンバランスUaは,研削実務上の観点から研削ホイ
ールのアンバランスの量Uの最大許容値である。アンバランスの許容質量maとホイールの半径Rとから
得られる(B.3.1.1参照)。
ここで,
Ua=ma×R ················································································ (2)
B.3.2 記号
a
遠心加速度
(mm×s−2)
D
ホイールの外径
(mm)
e
残留偏心
(μm)
E
穴部又は基板の厚さ
(mm)
G
ISO 1940-1によるバランスの等級
(mm/s)
k
アンバランス許容質量計算のための係数
m
アンバランス質量
(g)
36
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ma
アンバランスの許容質量
(g)
M
ホイールの質量
(g)
Mw
バランス材の質量
(kg)
n
ホイールの回転速度
(min-1)
R
ホイールの半径
(mm)
r
質量補正を行った後の補正半径
(mm)
T
全厚さ
(mm)
U
アンバランス量
(g×mm)
Ua
許容アンバランス量
(g×mm)
vs
最高使用周速度
(m/s)
ω
角速度
(s−1)
B.4 アンバランスの測定 アンバランスの測定は,静的又は動的方法で行われる。
B.4.1 アンバランスの静的測定 静的アンバランスの測定は,例えば,回転又は揺動法による釣合い位置
で行う。例は,附属書図B.6,B.7を参照。
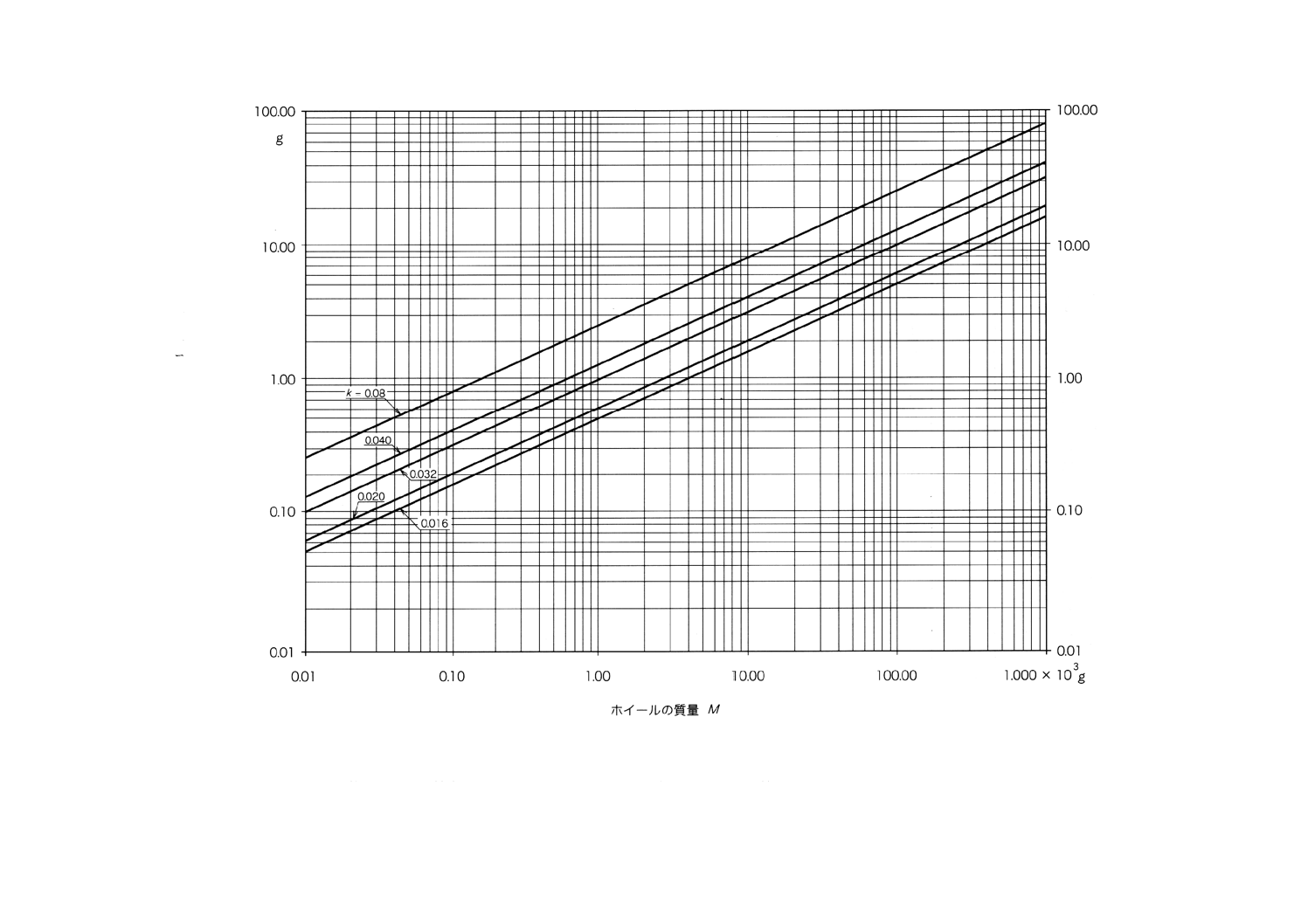
B.4.1.1 アンバランスの許容費量 経験上,アンバランスの許容質量maとホイールの質量Mとの関係式
M
k
m
×
=
a
············································································ (3)
が確立されている。
係数kは,一般に,研削法,研削盤のタイプ,ホイール及び最高使用周速度の範囲vsによるが,外径D
>450mmの精密研削用超と粒ホイールの係数kの値は,最高使用周速度の区分に従い,附属書表B.1によ
る。
附属書表B.1 超と粒ホイールの係数k(静的測定)
最高使用周速度vs (m/s) による係数k
vs≦40
40<vs≦63
63<vs≦100
vs>100
0.040
0.032
0.020
0.016
許容アンバランス質量maと,ホイールの質量M,係数kの関係は,附属書図B.5による。
3
7
B
4
1
4
2
: 2
00
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ア
ン
バ
ラ
ン
ス
の
許
容
質
量
ma
附属書図B.5 例
円筒研削盤で,精密研削用ストレートホイールの外径D=650mm,質量M=50 000g,最高使用周速度
vs=40m/sとするとき,附属書表B.1から係数k=0.040であるから許容アンバランス質量ma=9gとなる。
38
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.4.1.2 試験 ホイールのアンバランス試験は,附属書図B.6又は附属書図B.7によって,一面で行われる。
釣合いからの偏差は,上下を反転(ホイールを180°回転)して試験する。
中心に穴のあるホイールの基準軸は,中心穴に内接する最大円筒の軸である。
中心に穴のないホイールの基準軸は,取付け板(フランジ)のセンタリング,すなわち穴の中心を通る
軸として定義される。
アンバランスの試験では,バランシングアーバ又はセンタリング及びクランピング用のジグを使わなけ
ればならない。したがって,以下の測定誤差が起こり得る。
a) 測定のシステム上の誤差,例えば,ホイール取付けのアンバランス。
b) 測定のシステム外の誤差,例えば,ホイール穴と取付け具の間のクリアランス。
アンバランス測定の総合誤差は,最大許容アンバランス量Uaの10%を超えてはならない。
試験の際,ホイールを上下方向の中立面に保持するために,バランシングアーバをホイールの取付け穴
に通す。
外周研削用のストレートホイール又は類似形状にあっては,ホイールは自由けい(繋)止 (free-standing)
とし,ほかの形状にあっては適切なフランジを用いて支持する。
バランシングアーバを,2本の平行で水平の台形をしたガイドバー若しくは丸棒(附属書図B.6参照)
又は2枚重ねた一対の自由に回転する鋼製円盤(附属書図B.7参照)バランシングスタンドに置く。そう
すればホイールは最小の摩擦で平衡位置に達する。
バランシングアーバとホイールの穴とのすき間は,JIS B 0401-1の表1のIT7を超えてはならない。
代替:2本の台形ガイドバーは,2本の丸棒とすることができる。
附属書図B.6
附属書図B.7
39
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
アーバと支持具(ガイドバー,バー又は円板)は,摩擦を最小にするため,十分な表面硬度と適正な表
面状態でなければならない。
ホイールが平衡状態になったとき,その質量中心はできる限り最下点にくる。この状態で,ホイールの
外周上の最上点に印を付ける。
ホイールを90°回転させ,この印がアーバ軸の水平面上にくるようにする。
ホイール外周の印の上に付けるアンバランス質量を変えて,平衡状態に達すると,アンバランス質量m
が決まる。このようにして得られたアンバランスは,そのホイール固有のアンバランス量と等価でその反
対側である。
質量mの値は,次の式を使ってホイールの固有のアンバランスを決定するのに使う。
U=m×R ················································································· (4)
B.4.2 アンバランスの動的測定 アンバランスの動的測定は,動いた状態で行われ,例えば,動バランス
測定器又は研削作業条件下(使用研削盤上)で行う。
次のホイールはバランスを取らなければならない。
− 精密研削用のダイヤモンド又はCBNホイールで,外径D>100mm,T又はE≧5mmのもの
B.4.2.1 超と粒における許容アンバランス量 許容アンバランスとバランス体質量の関係は,次の式で与え
られる。
×
=
×
×
×
=
mm
g
kg
kg
mm
g
we
M
U
················································· (5)
=
×
×
×
×
=
g
mm
kg
kg
mm
g
w
r
M
e
m
······················································· (6)
ここで,
e×ωは一定で,かつ,
()s/1
60
n
e
×
×
=
π
ω
······································································· (7)
バランス等級Gの数値は,許容残留偏心eの回転速度と等価である。
=
×
×
×
=
s
mm
s
1
kg
mm
g
000
1
ω
e
G
························································ (8)
バランス等級,回転速度及び残留偏心の関係は,次の式による。
(
)s/
mm
000
1
n
e
G
×
×
=
π
··································································· (9)
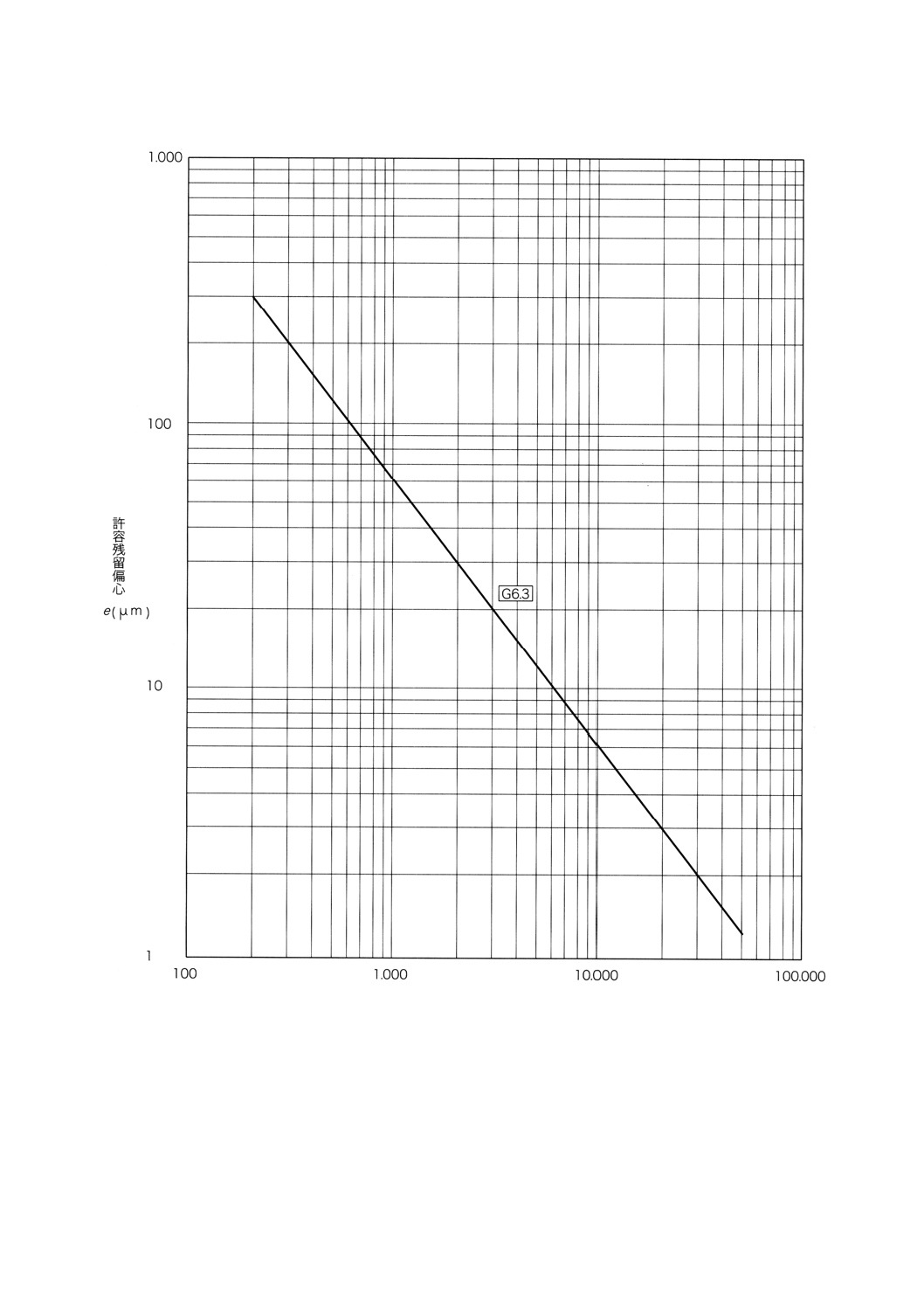
ホイールの許容アンバランス量Uaは,寸法と最高使用周速度の関数として附属書表B.2に規定してある。
外径D≧300mmのすべての製品は,JIS B 0905のバランス等級G6.3に従ってバランス取りしなければ
ならない。
ホイールの回転速度は,最高使用周速度の規定に基づき外径の関数として決められる。附属書図B.8の
回転速度の軸(X軸)からバランス等級G6.3の直線を横切って,Y軸上に許容残留偏心eが求められる。
40
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表B.2 超と粒ホイールの許容アンバランス量(動的測定)
ホイールの寸法
(mm)
最高使用周速度vs (m/s) による許容アンバランス量Ua (g×mm)
<40m/s
50m/s
63m/s
80m/s
100m/s
>125m/s
100<D<150
50
40
30
30
20
20
150≦D<200
100
80
60
50
40
30
200≦D<250, T≦15
150
120
100
80
60
50
200≦D<250, T>15
230
190
150
120
90
70
250≦D<300
320
260
200
160
130
100
B.4.2.2 試験 ホイールのアンバランス試験は,一つ又はそれ以上の面で行う。ホイールの外径Dと全厚
さTの比が2 : 1より小さい場合(円筒状ホイール),バランス取りは二つの補正面上で行うものとする。
中心に穴のあるホイールの基準軸は,中心穴に内接する最大円筒の軸である。
中心に穴のないホイールの基準軸は,取付け板(フランジ)のセンタリング,すなわち,穴の中心を通
る軸として定される。
アンバランスの試験では,バランシングアーバ又はセンタリング及びクランピング用のジグを使わなけ
ればならない。ここでは,以下の測定誤差が起こり得る。
a) 測定のシステム上の誤差,例えば,ホイール取付けのアンバランス。
b) 測定のシステム外の誤差,例えば,ホイール穴と取付け具の間のクリアランス。
アンバランス測定の総合誤差は,許容アンバランス量Uaの10%を超えてはならない。
41
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
回転速度 n(miin−1)
附属書図B.8 バランス等級G6.3における,ホイールの回転速度と許容残留偏心の値
42
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(規定) 軸付ホイール
C.1 適用範囲 この附属書は,最高使用周速度vs=50m/sまでの平形軸付ホイールだけに適用する。
C.2 寸法及び名称 軸付ホイールの名称及び各部の記号は,附属書表C.1による。
軸付ホイールの寸法は,附属書表C.3〜C.10の仕様による。
一般的公差は,JIS B 0405のmとする。
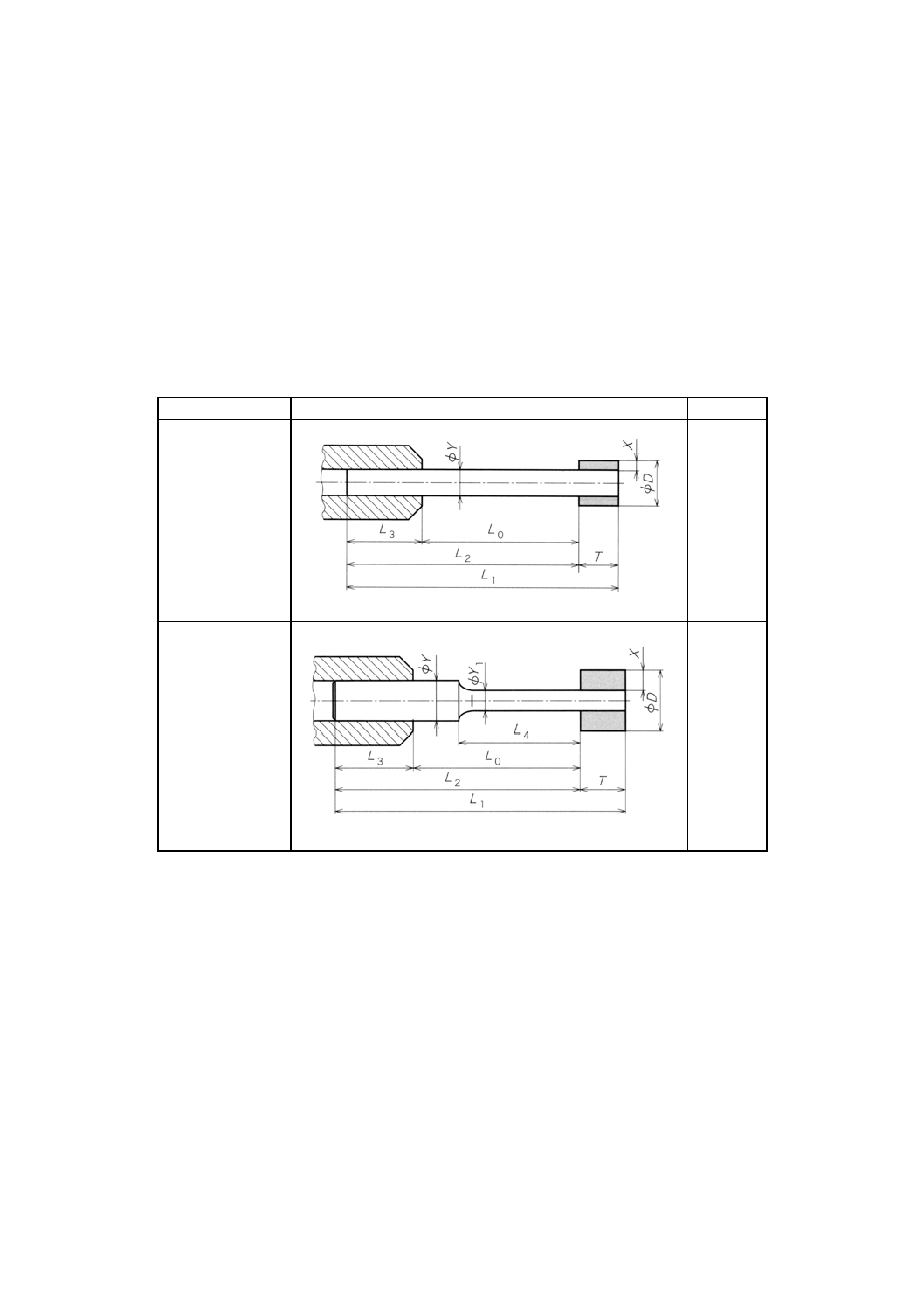
附属書表C.1 軸付ホイールの名称及び各部の記号
名称
図
短縮記号
軸付ホイール平形
ストレート軸
ZYN
軸付ホイール平形
逃げ付き軸
ZYA
C.3 最高回転速度 軸付ホイールは,軸の回転振れ曲がりに対する安全係数Sab=1.3をもたなければなら
ない。軸の振れ強度を決定するパラメータは,軸付ホイールのオーバーハング,軸及びと粒層部の幾何学
的形状寸法,それらの材料の性質そして使用周速度又は回転速度である。
要求事項を満たすために,附属書表C.3〜C.10に示してあるように,これらのパラメータの関数として
軸付ホイールの最高回転速度を詳細に表示しなければならない。最高回転速度はC.4.2に従って計算する。
そして附属書表C.2に従うパラメータに基づいている。
C.3.1 特性値 軸付ホイールの最高回転速度の計算は,附属書表C.2に規定する値に基づいている。
43
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表C.2 最高回転速度計算のための特性
軸材料の弾性係数
E=210 000N/mm2
軸材料の降伏点
Re=600N/mm2
質量の偏心
e=0.05mm
軸の質量の等価係数
km=0.257
幅係数(1)
kT=0.5〜1.0
軸材料の比重
ρS=7.85g/cm3
電着結合剤の密度(2)
ρP=7.85g/cm3
ビトリファイド結合剤の密度
ρV=3.6g/cm3
ビトリファイドの支持部の密度
ρTV=3.6g/cm3
レジノイド結合剤の密度
ρB=4.5g/cm3
焼結メタル結合剤の密度
ρM=8.6g/cm3
注(1) ストレート軸の軸付ホイール及び電着結合剤のすべての軸付ホイールに
対してkT=1.0。
(2) 電着結合剤の軸付ホイールに対して,結合剤の密度は,と粒層の深さXが
小さいので軸の材料の密度に相当する。
4
4
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表C.3 軸付ホイールの最高回転速度 ストレート軸 [ZYN],ビトリファイド [V]
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
8
10
2
3
60
50
10
119 366
87 581
63 394
48 181
37 973
30 773
25 493
21 498
−
−
−
80
70
15 938
12 324
−
10
10
2
3
60
50
10
95 493
70 277
51 210
39 166
31 051
25 305
21 074
17 861
−
−
80
70
13 364
10 421
−
6
60
50
95 493
95 493
95 493
95 493
95 493
86 712
70 932
59 087
−
−
−
80
70
42 818
32 446
−
12
10
2
6
60
50
10
79 577
79 577
79 577
79 577
79 577
75 933
62 591
52 496
−
−
−
80
70
38 486
29 443
−
8
60
50
15
79 577
79 577
79 577
79 577
79 577
79 577
79 577
−
−
−
−
80
70
79 577
59 851
−
−
100
90
45 181
35 297
12
10
3
6
60
50
10
79 577
79 577
79 577
79 577
79 577
75 933
62 591
52 496
−
−
−
80
70
38 486
29 443
−
8
60
50
15
79 577
79 577
79 577
79 577
79 577
79 577
79 577
−
−
−
−
80
70
79 577
59 851
−
−
100
90
45 181
35 297
15
10
2
6
60
50
10
63 662
63 662
63 662
63 662
63 662
63 515
52 759
44 562
−
−
−
80
70
33 079
25 578
−
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
80
70
63 622
53 018
−
−
100
90
40 497
31 946
15
10
3
6
60
50
10
63 662
63 662
63 662
63 662
63 662
63 515
52 759
44 562
−
−
−
80
70
33 079
25 578
−
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
80
70
63 622
53 018
−
−
100
90
40 497
31 946
18
10
2
8
60
50
15
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
80
70
53 052
47 173
−
−
100
90
36 364
28 911
18
10
3
8
60
50
15
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
80
70
53 052
47 173
−
−
100
90
36 364
28 911
4
5
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表C.4 軸付ホイールの最高回転速度 逃げ付き軸 [ZYA],ビトリファイド [V]
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min.
L1
mm
L2
mm
L4
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
3
6
0,9
3
1,2
60
54
8
10 75 464 63 009 54 126 47 079 41 162 36 065 31 639
−
−
−
−
−
−
80
74
27 797 24 472 21 606 19 140
−
−
4
6
1,2
3
1,6
60
54
8
10
100 709 85 833 72 750 61 298 51 515 43 354 36 650
−
−
−
−
−
−
80
74
31 183 26 730 23 091 20 101
−
−
6
60
54
90 616 68 925 57 545 50 130 44 703 40 426 36 880
−
−
−
−
−
−
80
74
33 831 31 143 28 734 26 550
−
−
5
6
1,5
3
2,0
60
54
122 685 101 398 82 229 66 353 53 810 44 085 36 558
−
−
−
−
−
−
80
74
30 662 26 024 22 336 19 363
−
−
6
60
54
8
10 116 881 94 256 80 341 70 353 62 497 55 952 50 306
−
−
−
−
−
−
80
74
45 337 40 919 36 975 33 451
−
−
6
8
1,8
6
2,4
60
52
12
10
−
75 471 65 966 58 748 52 873 47 868 43 480
−
−
−
−
−
−
80
72
39 563 36 037 32 849 29 966
−
−
7
8
2,1
6
2,8
60
52
12
10
−
88 629 78 667 70 327 63 054 56 576 50 761
−
−
−
−
−
−
80
72
45 541 40 871 36 713 33 026
−
−
8
10
2,4
6
3,2
60
50
15
10
−
71 598 65 150 59 307 53 919 48 929 44 322
−
−
−
−
−
−
80
70
40 098 36 256 32 789 29 680
−
−
8
60
50
15
−
71 598 63 184 56 840 51 739 47 447
−
−
−
−
−
−
−
80
70
43 715 40 395 37 394 34 655
−
−
−
100
90
32 138 29 820 27 682
15
60
45
−
46 285 42 260 38 974 36 187
−
−
−
−
−
−
−
−
80
65
33 754 31 581 29 608 27 795
−
−
−
−
100
85
26 112 24 543 23 073 21 695
9
10
2,7
6
3,6
60
50
15
15
79 958 72 732 65 806 59 236 53 108 47 494
−
−
−
−
−
−
80
70
42 431 37 923 33 942 30 448
−
−
8
60
50
79 958 71 822 65 197 59 543 54 562
−
−
−
−
−
−
−
80
70
50 082 46 003 42 269 38 842
−
−
−
100
90
35 701 32 825 30 200
15
60
45
51 795 47 889 44 492 41 458
−
−
−
−
−
−
−
−
80
65
38 693 36 138 33 757
−
−
−
−
−
100
85
31 528 29 437 27 477 25 643 23 929
10
10
3,0
8
4,0
60
50
15
15
88 201 80 049 72 950 66 579 60 764
−
−
−
−
−
−
−
80
70
55 421 50 509 46 007 41 901
−
−
−
100
90
38 175 34 807 31 776
15
60
45
57 248 53 290 49 654 46 259
−
−
−
−
−
−
−
−
80
65
43 059 40 035 37 177 34 486 31 963 29 609
−
−
100
85
27 425 25 406
4
6
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表C.5 軸付ホイールの最高回転速度 ストレート軸 [ZYN],電着 [P]
D
mm
T
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
80
90
3,5
5
3
50
45
10
272 837
272 837
191 382
129 697
93 371
70 302
54 786
−
−
−
−
−
−
75
70
43 868
29 919
21 689
−
−
−
4
5
3
50
45
10
238 732
238 732
167 857
115 860
84 571
64 368
50 598
−
−
−
−
−
−
75
70
40 804
28 137
20 562
−
−
−
4,5
5
3
50
45
10
212 207
212 207
149 449
104 513
77 088
59 174
46 845
−
−
−
−
−
−
75
70
38 004
26 457
19 476
−
−
−
6
4
50
44
212 207
212 207
212 207
160 527
117 073
88 974
−
−
−
−
−
−
−
75
69
69 821
56 209
38 633
−
−
−
−
5
5
3
50
45
10
190 986
190 986
134 662
95 083
70 695
54 634
43 501
−
−
−
−
−
−
75
70
35 468
24 895
18 445
−
−
−
6
4
50
44
190 986
190 986
190 986
145 619
107 488
82 460
−
−
−
−
−
−
75
69
65 198
52 812
36 646
−
−
−
−
5,5
6
4
50
44
10
173 624
173 624
173 624
133 167
99 221
76 697
−
−
−
−
−
−
−
75
69
61 023
49 691
34 770
−
−
−
−
6
6
4
50
44
10
159 155
159 155
159 155
122 626
92 045
71 591
−
−
−
−
−
−
−
75
69
57 260
46 836
33 013
−
−
−
−
7
8
6
60
52
10
136 419
136 419
136 419
136 419
136 419
112 479
90 006
73 596
−
−
−
−
−
80
72
51 776
38 360
−
−
−
8
8
6
60
52
10
119 366
119 366
119 366
119 366
119 366
100 069
80 856
66 660
−
−
−
−
−
80
72
47 517
35 560
−
−
−
9
8
6
60
52
10
106 103
106 103
106 103
106 103
106 103
89 999
73 243
60 762
−
−
−
−
−
80
72
43 765
33 025
−
−
−
10
8
60
50
15
106 103
106 103
106 103
106 103
106 103
106 103
106 103
−
−
−
−
−
−
80
70
90 797
64 744
−
−
−
−
100
90
48 430
37 562
−
−
10
8
6
60
52
10
95 493
95 493
95 493
95 493
95 493
81 696
66 845
55 723
−
−
−
−
−
80
72
40 469
30 747
−
−
−
10
8
60
50
15
95 493
95 493
95 493
95 493
95 493
95 493
95 493
−
−
−
−
−
−
80
70
83 182
60 004
−
−
−
−
100
90
45 284
35 369
−
−
4
7
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
80
90
12
8
6
60
52
10
79 577
79 577
79 577
79 577
79 577
68 859
56 761
47 639
−
−
−
−
−
80
72
35 016
26 879
−
−
−
10
8
60
50
15
79 577
79 577
79 577
79 577
79 577
79 577
79 577
−
−
−
−
−
−
80
70
71 013
52 095
−
−
−
−
100
90
39 852
31 477
−
−
10
60
50
79 577
79 577
79 577
79 577
79 577
79 577
79 577
−
−
−
−
−
−
80
70
79 577
76 761
−
−
−
−
100
90
57 836
45 104
−
−
15
10
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
−
−
80
70
57 996
43 213
−
−
−
−
100
90
33 501
26 768
−
−
10
60
50
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
−
−
80
70
63 662
63 662
−
−
−
−
100
90
49 562
39 191
−
−
12
80
70
20
63 662
63 662
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
120
110
63 662
52 637
42 304
34 730
18
10
10
60
50
15
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
−
−
80
70
53 052
53 052
−
−
−
−
100
90
43 061
34 380
−
−
12
80
70
20
53 052
53 052
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
120
110
53 052
46 845
38 004
31 450
20
10
10
60
50
15
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
−
−
80
70
47 746
47 746
−
−
−
−
100
90
39 505
31 691
−
−
12
80
70
20
47 746
47 746
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
120
110
47 746
43 501
35 468
29 479
22
10
12
80
70
20
43 406
43 406
43 406
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
120
110
43 046
40 527
33 181
27 681
25
10
12
80
70
20
38 197
38 197
38 197
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
120
110
38 197
36 667
30 171
25 284
4
8
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表C.6 軸付ホイールの最高回転速度 逃げ付き軸 [ZYA],電着 [P]
D
mm
T
mm
Y
mm
Y1
mm
min.
L1
mm
L2
mm
L4
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
45
50
55
60
65
0,5
2
3
0,32
40
38
4
10
62 057
27 254
20 259
16 821
14 672
−
−
−
−
−
−
−
−
55
53
13 156
12 004
11 083
−
−
−
−
−
0,6
2
3
0,42
40
38
4
10
100 543
45 297
33 721
27 960
24 308
−
−
−
−
−
−
−
−
55
53
21 686
19 649
17 978
−
−
−
−
−
0,7
2
3
0,52
40
38
4
10
144 750
66 991
49 904
41 239
35 624
−
−
−
−
−
−
−
−
55
53
31 485
28 180
25 401
−
−
−
−
−
0,8
2
3
0,50
40
38
6
10
−
50 948
35 116
28 353
24 327
−
−
−
−
−
−
−
−
55
53
21 539
19 425
17 722
−
−
−
−
−
4
40
36
−
36 109
25 436
20 703
17 858
−
−
−
−
−
−
−
−
55
51
15 890
14 408
13 226
−
−
−
−
−
0,9
2
3
0,60
40
38
6
10
−
70 938
49 208
39 698
33 922
−
−
−
−
−
−
−
−
55
53
29 832
26 659
24 044
−
−
−
−
−
4
40
36
−
50 239
35 733
29 123
25 079
−
−
−
−
−
−
−
−
55
51
22 230
20 044
18 265
−
−
−
−
−
1,0
2
3
0,70
40
38
6
10
−
93 246
65 059
52 352
44 436
−
−
−
−
−
−
−
−
55
53
38 686
34 123
30 306
−
−
−
−
−
4
40
36
−
65 990
47 364
38 609
33 130
−
−
−
−
−
−
−
−
55
51
29 184
26 089
23 522
−
−
−
−
−
1,1
4
3
0,80
40
36
9
10
−
81 610
49 294
38 315
32 192
−
−
−
−
−
−
−
−
55
51
28 056
24 949
22 450
−
−
−
−
−
1,2
4
3
0,90
40
36
9
10
−
96 898
60 471
47 205
39 580
−
−
−
−
−
−
−
−
55
51
34 305
30 260
26 958
−
−
−
−
−
1,3
4
3
1,00
40
36
9
10
−
112 424
72 240
56 563
47 249
−
−
−
−
−
−
−
−
55
51
40 646
35 493
31 247
−
−
−
−
−
1,4
4
3
1,10
40
36
9
10
−
128 072
84 437
66 210
55 002
−
−
−
−
−
−
−
−
55
51
46 872
40 450
35 152
−
−
−
−
−
1,5
4
3
1,20
40
36
9
10
−
143 750
96 896
75 958
62 637
−
−
−
−
−
−
−
−
55
51
52 791
44 975
38 567
−
−
−
−
−
1,6
4
3
1,24
40
36
10
10
−
144 166
95 380
74 467
61 387
−
−
−
−
−
−
−
−
55
51
51 804
44 223
38 008
−
−
−
−
−
4
9
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
Y
mm
Y1
mm
min.
L1
mm
L2
mm
L4
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
45
50
55
60
65
1,7
4
3
1,34
40
36
10
10
−
157 725 107 029
83 580
68 385
−
−
−
−
−
−
−
−
55
51
57 074
48 120
40 850
−
−
−
−
−
1,8
4
3
1,44
40
36
10
10
−
171 228 118 609
92 457
74 970
−
−
−
−
−
−
−
−
55
51
61 829
51 484
43 201
−
−
−
−
−
1,9
4
3
1,54
40
36
10
10
−
184 664 129 998 100 951
81 021
−
−
−
−
−
−
−
−
55
51
66 003
54 305
45 090
−
−
−
−
−
2,0
4
3
1,64
40
36
10
10
−
198 023 141 081 108 934
86 453
−
−
−
−
−
−
−
−
55
51
69 571
56 607
46 567
−
−
−
−
−
2,2
4
3
1,84
40
36
14
10
−
−
138 000 105 841
84 192
−
−
−
−
−
−
−
−
55
51
68 098
55 707
46 042
−
−
−
−
−
2,4
4
3
2,04
40
36
14
10
−
−
154 590 118 089
92 326
−
−
−
−
−
−
−
−
55
51
73 226
58 856
47 953
−
−
−
−
−
2,6
4
3
2,24
40
36
14
10
−
−
170 546 128 443
98 374
−
−
−
−
−
−
−
−
55
51
76 577
60 658
48 882
−
−
−
−
−
2,8
4
3
2,44
40
36
14
10
−
−
185 749 136 715 102 431
−
−
−
−
−
−
−
−
55
51
78 396
61 234
48 934
−
−
−
−
−
3,0
4
3
2,64
40
36
19
10
−
−
−
131 368
99 316
−
−
−
−
−
−
−
−
55
51
76 502
60 013
48 106
−
−
−
−
−
3,5
5
6
3,14
60
55
19
10
−
−
−
141 873 110 523
91 560
78 040
67 535
58 978
−
−
−
−
80
75
51 823
45 755
40 566
36 108
4,0
5
6
3,65
60
55
19
10
−
−
−
167 323 133 177 110 045
92 606
78 771
67 520
−
−
−
−
80
75
58 258
50 577
44 173
38 807
4,5
5
6
4,14
60
55
−
−
−
190 190 152 186 124 447 103 043
86 142
72 651
−
−
−
−
80
75
61 801
53 016
45 851
39 961
5,0
5
6
4,64
60
55
19
10
−
−
−
190 986 168 599 135 464 110 124
90 577
75 380
−
−
−
−
80
75
63 375
53 855
46 251
40 101
5,5
5
6
5,14
60
55
−
−
−
173 624 173 624 142 637 113 729
92 018
75 727
−
−
−
−
80
75
63 266
53 565
45 887
39 719
6,0
6
6
5,64
60
54
−
−
−
159 155 159 155 136 633 107 922
87 150
−
−
−
−
−
80
74
71 719
59 981
50 865
43 656
−
5
0
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表C.7 軸付ホイールの最高回転速度 ストレート軸 [ZYN],メタル [M]
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
4
6
0,5
3
60
54
10
238 732
222 041
145 722
102 588
76 012
58 535
46 447
37 746
−
−
−
80
74
26 338
19 417
−
5
6
1,0
3
60
54
10
190 986
169 671
114 298
82 207
62 011
48 484
38 977
32 037
−
−
−
80
74
22 778
17 044
−
6
6
1,5
3
60
54
10
159 155
138 142
94 262
68 568
52 245
41 217
33 404
27 657
−
−
−
80
74
199 16
15 062
−
8
6
1,0
6
60
54
10
119 366
119 366
119 366
119 366
119 366
113 855
90 885
74 172
−
−
−
80
74
52 043
38 493
−
10
60
50
119 366
119 366
119 366
119 366
107 219
85 859
70 279
58 576
−
−
−
80
70
49 568
42 487
−
10
6
2,0
6
60
54
10
95 493
95 493
95 493
95 493
95 493
94 304
76 266
62 954
−
−
−
80
74
45 009
33 789
−
10
60
50
95 493
95 493
95 493
95 493
84 098
68 248
56 533
47 627
−
−
−
80
70
35 192
27 103
−
12
6
2,0
6
60
54
10
79 577
79 577
79 577
79 577
79 577
79 577
65 848
54 736
−
−
−
80
74
39 613
30 044
−
10
60
50
79 577
79 577
79 577
79 577
69 980
57 171
47 653
40 379
−
−
−
80
70
30 150
23 435
−
6
3,0
60
54
10
79 577
79 577
79 577
79 577
79 577
79 577
65 361
54 348
−
−
−
80
74
39 353
29 861
−
10
60
50
79 577
79 577
79 577
79 577
69 356
56 677
47 253
40 050
−
−
−
80
70
29 917
23 263
−
15
6
2,0
6
60
54
10
63 662
63 662
63 662
63 662
63 662
63 662
54 391
45 512
−
−
−
80
74
33 332
25 546
−
60
50
63 662
63 662
63 662
63 662
55 980
45 986
38 530
32 812
−
−
−
80
70
24 728
19 384
−
10
2,0
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
80
70
56 846
42 410
−
−
100
90
32 914
−
15
60
45
63 662
63 662
63 662
63 662
63 662
57 757
−
−
−
−
−
80
65
49 152
42 382
−
−
−
100
85
32 534
25 827
−
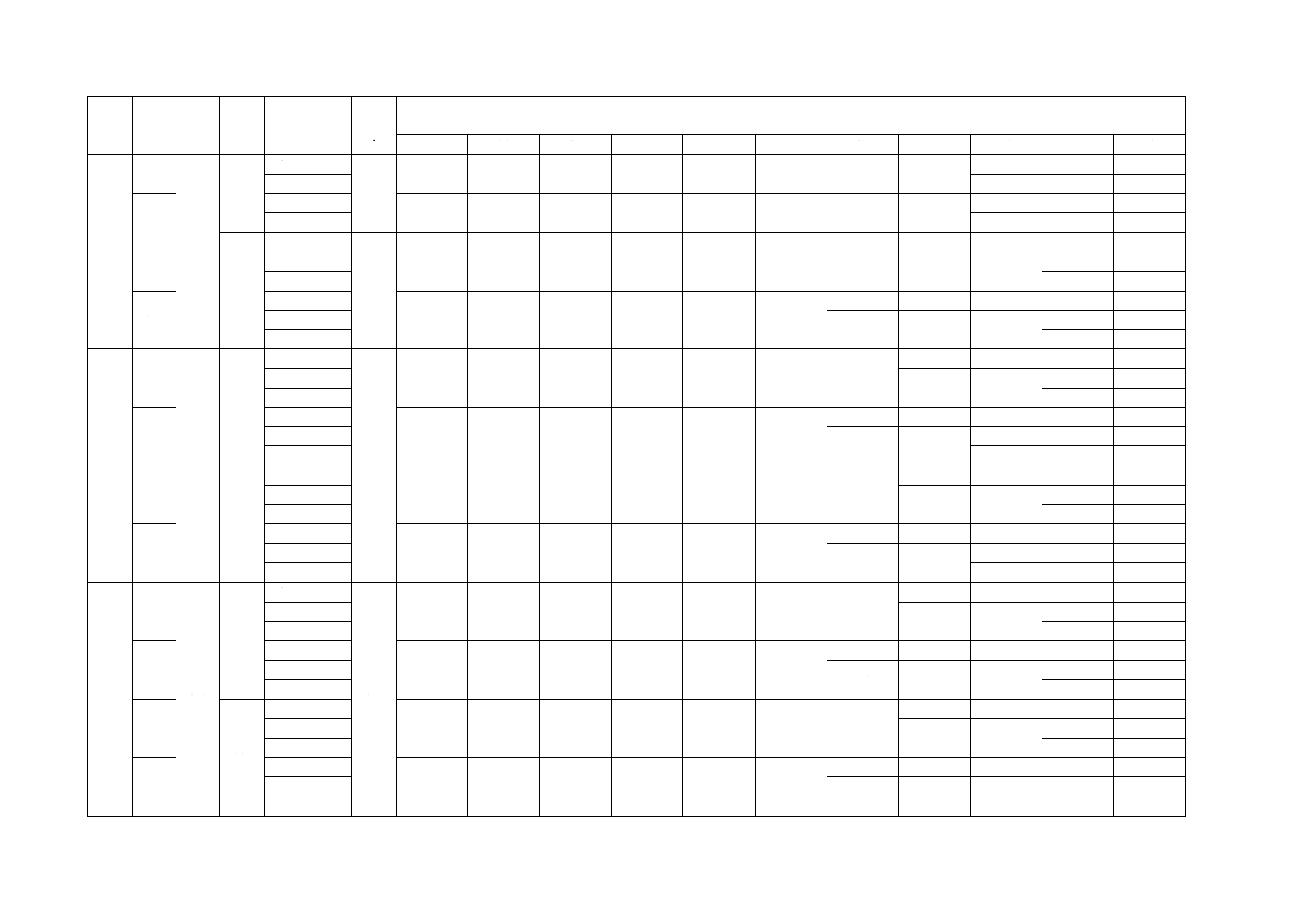
5
1
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
15
6
3,0
6
60
54
10
63 662
63 662
63 662
63 662
63 662
63 662
53 999
45 193
−
−
−
80
74
33 111
25 386
10
60
50
63 662
63 662
63 662
63 662
55 523
45 618
38 228
32 559
−
−
−
80
70
24 544
19 245
−
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
80
70
56 422
42 112
−
−
100
90
32 697
26 160
15
60
45
63 662
63 662
63 662
63 662
63 662
57 262
−
−
−
−
−
80
65
48 741
42 036
32 280
−
−
100
85
25 634
20 891
18
10
2,0
8
60
50
15
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
80
70
48 042
36 158
−
−
100
90
28 285
22 785
15
60
45
53 052
53 052
53 052
53 052
53 052
47 803
−
−
−
−
−
80
65
40 837
35 343
−
−
−
100
85
27 319
21 827
17 889
10
3,0
60
50
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
80
70
47 709
35 918
−
−
100
90
28 106
22 646
15
60
45
53 052
53 052
53 052
53 052
53 052
47 438
−
−
−
−
−
80
65
40 531
35 081
−
−
−
100
85
27 124
21 676
17 768
20
10
2,0
8
60
50
15
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
43 518
32 884
−
−
100
90
25 819
20 869
15
60
45
47 746
47 746
47 746
47 746
47 746
42 909
−
−
−
−
−
80
65
36 717
31 827
24 676
−
−
100
85
19 772
16 248
10
10
60
50
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
47 746
47 746
−
−
100
90
38 950
31 268
15
60
45
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
−
80
65
47 746
47 746
−
−
−
100
85
47 746
38 950
31 268
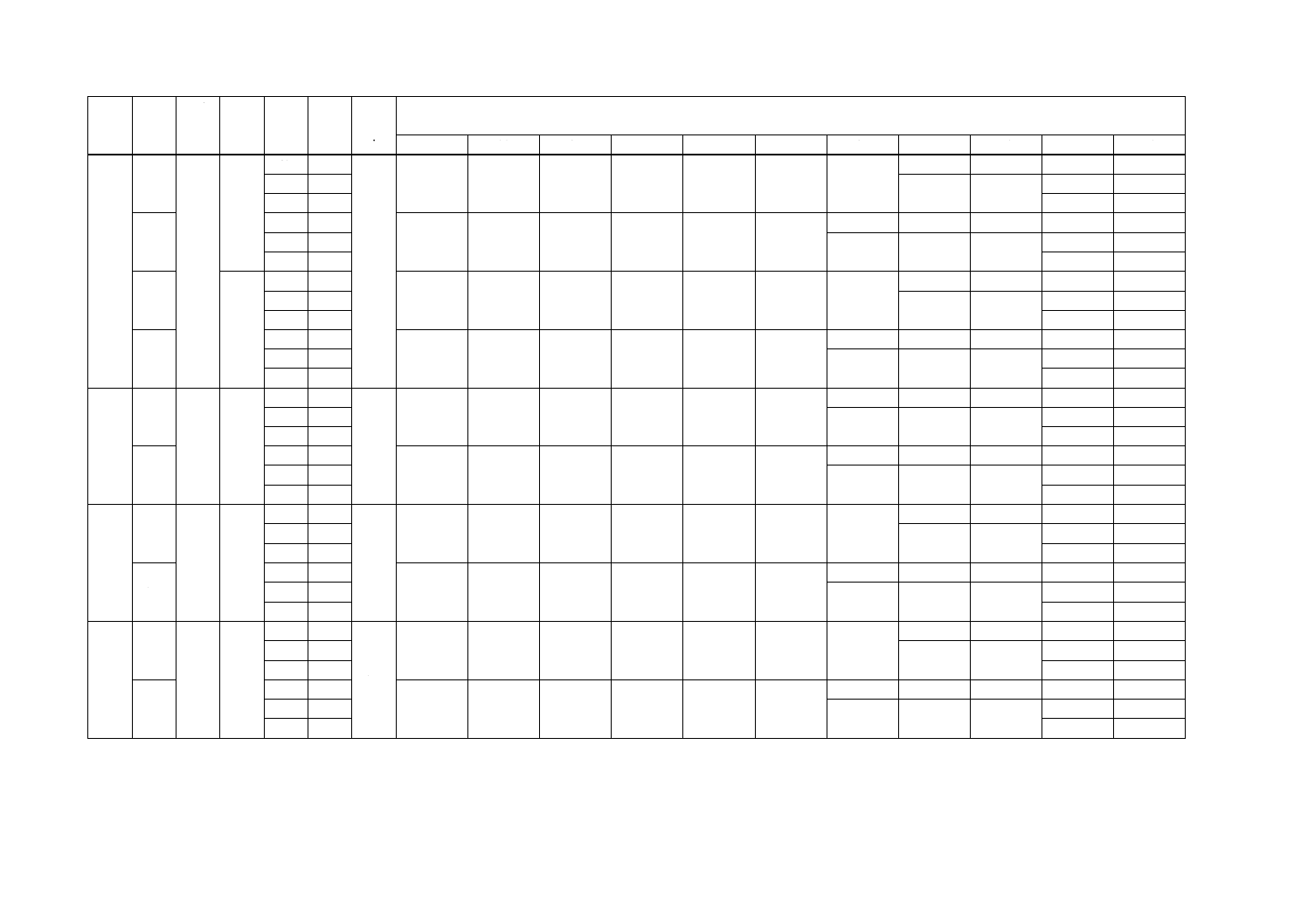
5
2
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
20
10
3,0
8
60
50
15
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
43 233
32 676
−
−
100
90
25 662
20 746
15
60
45
47 746
47 746
47 746
47 746
47 746
42 604
−
−
−
−
−
80
65
364 59
31 607
24 510
−
−
100
85
19 642
16 144
10
10
60
50
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
47 746
47 746
−
−
100
90
38 726
31 097
15
60
45
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
−
80
65
47 746
47 746
37 891
−
−
100
85
30 201
24 689
22
10
2,0
10
60
50
15
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
−
80
70
43 406
43 406
43 406
−
−
100
90
35 960
28 974
15
60
45
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
−
80
65
43 406
43 406
34 805
−
−
100
85
27 825
22 809
22
10
3,0
10
60
50
15
43 406
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
80
70
43 406
43 406
−
−
100
90
35 760
28 819
15
60
45
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
−
80
65
43 406
43 406
34 585
−
−
100
85
27 655
22 675
25
10
2,0
10
60
50
15
38 197
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
80
70
38 197
38 197
−
−
100
90
32 197
26 052
15
60
45
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
−
80
65
38 197
38 197
30 756
−
−
100
85
24 676
20 296
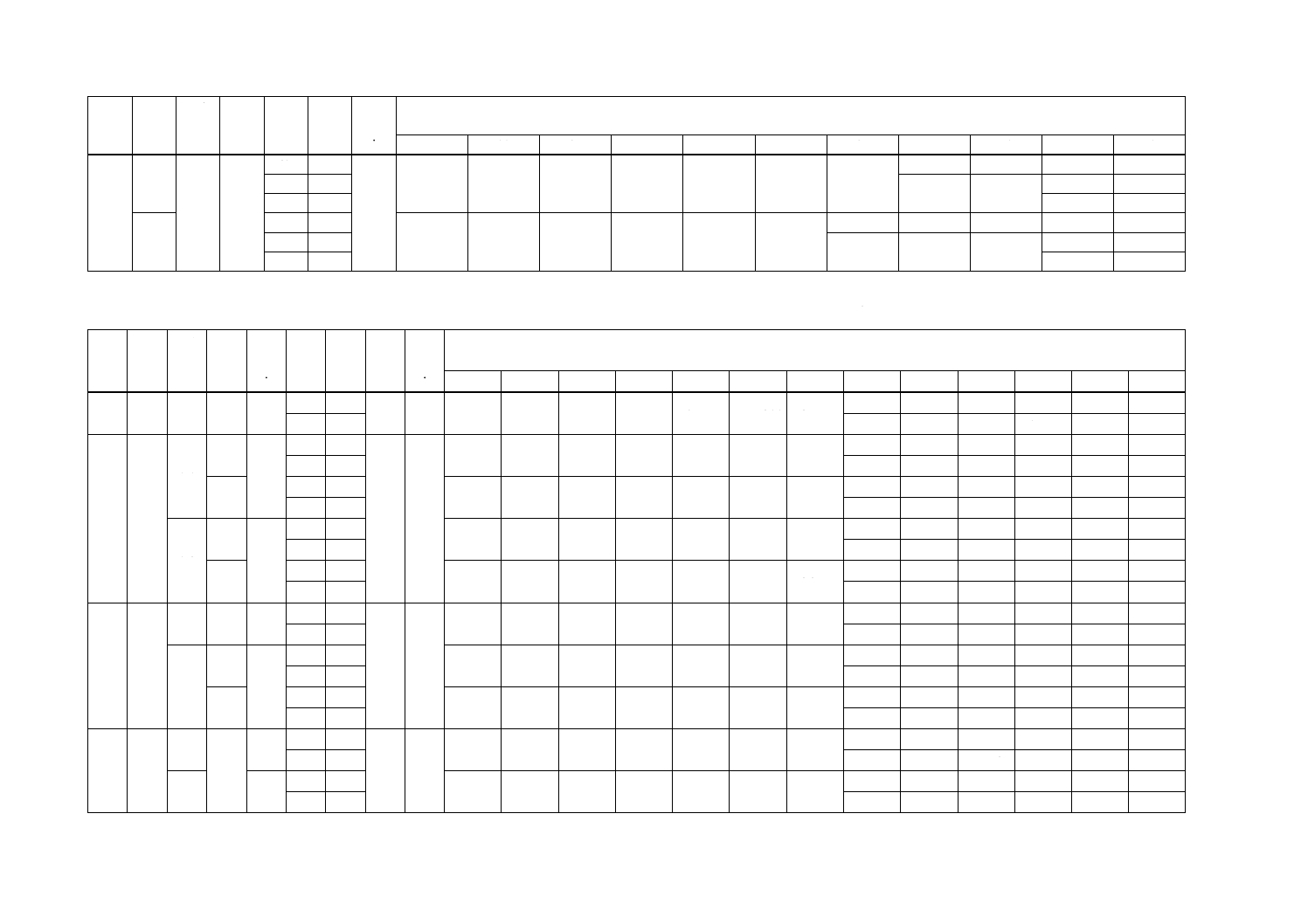
5
3
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
25
10
3,0
10
60
50
15
38 197
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
80
70
38 197
38 197
−
−
100
90
32 028
25 920
15
60
45
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
−
80
65
38 197
38 197
30 578
−
−
100
85
24 537
20 185
附属書表C.8 軸付ホイールの最高回転速度 逃げ付き軸 [ZYA],メタル [M]
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min.
L1
mm
L2
mm
L4
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
3
6
0,9
3
1,2
60
54
8
10
54 126
48 539
43 650
39 199
35 092
31 311
27 868
−
−
−
−
−
−
80
74
24 773
22 025
19 605
17 490
−
−
4
6
1,0
3
2,0
60
54
8
10
108 665
91 105
74 720
60 846
49 717
40 990
34 175
−
−
−
−
−
−
80
74
28 797
24 540
21 137
18 381
−
−
6
60
54
105 275
87 739
76 080
67 326
60 235
54 205
48 924
−
−
−
−
−
−
80
74
44 225
40 013
36 229
32 831
−
−
1,2
3
1,6
60
54
71 022
63 566
55 886
48 450
41 660
35 724
30 677
−
−
−
−
−
−
80
74
26 451
22 935
20 011
17 572
−
−
6
60
54
67 656
56 986
49 960
44 794
40 712
37 318
34 389
−
−
−
−
−
−
80
74
31 794
29 452
27 313
25 345
−
−
5
6
1,0
6
3,0
60
54
8
10
189 039 159 602 135 924 115 883
98 749
84 201
71 978
−
−
−
−
−
−
80
74
61 789
53 329
46 306
40 463
−
−
1,5
3
2,0
60
54
85 792
73 403
61 237
50 596
41 864
34 894
29 374
−
−
−
−
−
−
80
74
24 963
21 435
18 589
16 266
−
−
6
60
54
85 130
74 842
66 995
60 556
55 002
50 060
45 584
−
−
−
−
−
−
80
74
41 497
37 762
34 355
31 261
−
−
6
8
1,0
6
4,0
60
52
12
10
−
149 112 127 498 108 361
91 869
77 982
66 461
−
−
−
−
−
−
80
72
56 971
49 164
42 727
37 388
−
−
1,5
3,0
60
52
−
84 705
76 678
69 304
62 457
56 117
50 302
−
−
−
−
−
−
80
72
45 031
40 305
36 106
32 399
−
−
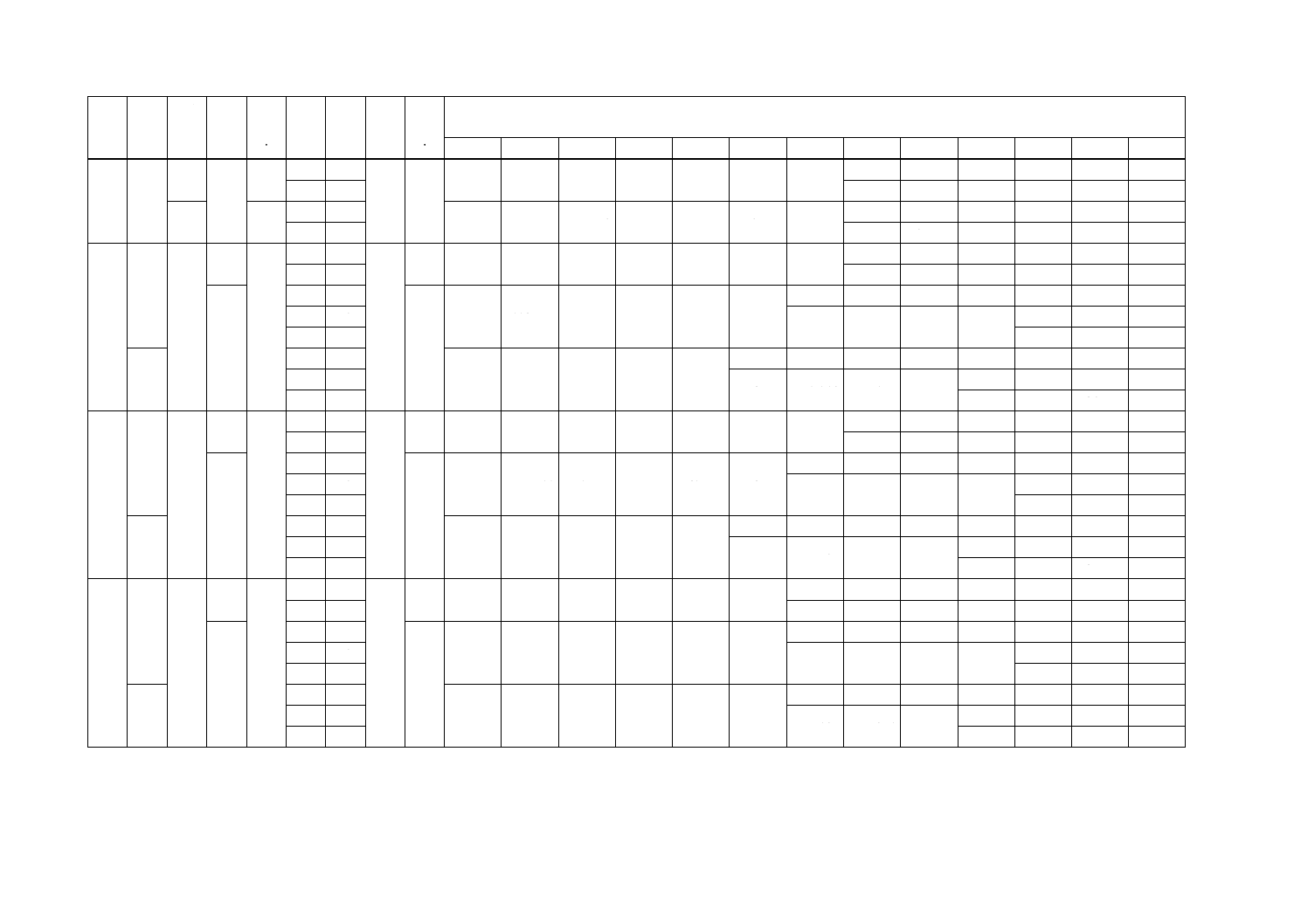
5
4
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min.
L1
mm
L2
mm
L4
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
7
8
1,0
6
5,0
60
52
12
10
−
136 419 136 419 123 650
99 971
81 869
68 035
−
−
−
−
−
−
80
72
57 306
48 857
42 106
36 639
−
−
2,0
3,0
60
52
−
72 454
66 759
61 194
55 785
50 602
45 724
−
−
−
−
−
−
80
72
41 216
37 111
33 418
30 125
−
−
8
10
1,5
6
5,0
60
50
15
10
−
119 366 104 575
88 077
74 240
62 822
53 490
−
−
−
−
−
−
80
70
45 967
39 854
34 841
30 692
−
−
8
60
50
15
−
119 366 110 583
98 732
87 806
77 870
−
−
−
−
−
−
−
80
70
68 967
61 096
54 204
48 207
−
−
−
100
90
43 009
38 506
34 604
15
60
45
−
80 986
74 407
68 063
62 007
−
−
−
−
−
−
−
−
80
65
56 307
51 019
46 177
41 792
−
−
−
−
100
85
37 851
34 332
31 198
28 415
8
10
2,0
6
4,0
60
50
15
10
−
77 711
70 771
63 759
56 982
50 671
44 962
−
−
−
−
−
−
80
70
39 899
35 466
31 614
28 278
−
−
8
60
50
15
−
77 711
71 695
66 167
60 997
56 125
−
−
−
−
−
−
−
80
70
51 537
47 238
43 238
39 545
−
−
−
100
90
36 160
33 078
30 283
15
60
45
−
50 193
47 301
44 525
41 837
−
−
−
−
−
−
−
−
80
65
39 230
36 705
34 274
31 948
−
−
−
−
100
85
29 738
27 655
25 703
23 886
9
10
2,0
6
5,0
60
50
15
10
−
106 103
91 941
78 041
66 236
56 394
−
−
−
−
−
−
−
80
70
48 283
41 699
36 317
31 879
−
−
−
8
60
50
15
−
106 103 97 822
88 396
79 394
70 992
−
−
−
−
−
−
−
80
70
63 318
56 429
50 325
44 963
−
−
−
100
90
40 277
36 190
32 628
15
60
45
−
70 089
65 133
60 162
55 272
50 559
−
−
−
−
−
−
−
80
65
46 107
41 971
38 179
−
−
−
−
100
85
34 738
31 638
28 859
26 374
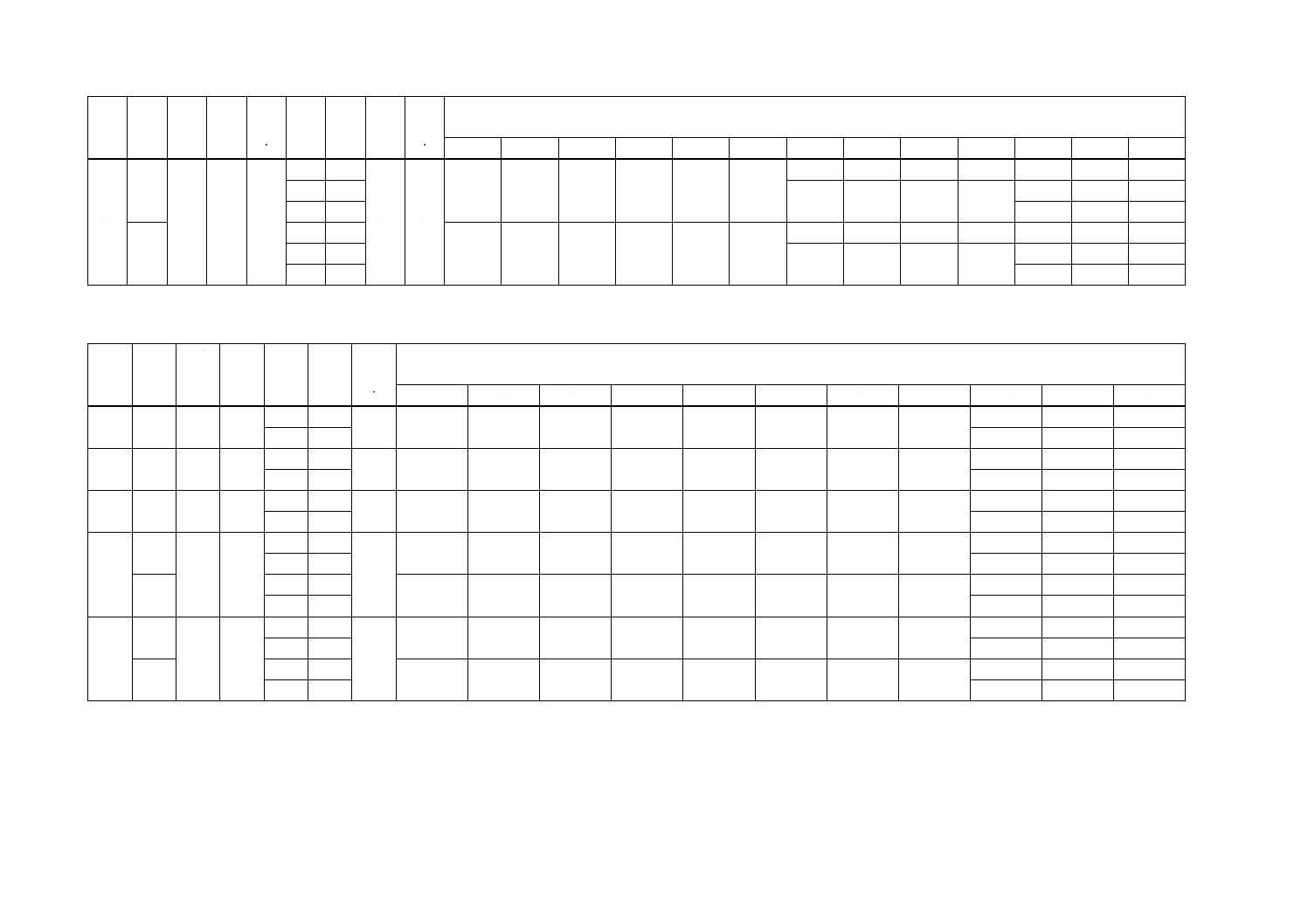
5
5
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min.
L1
mm
L2
mm
L4
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
10
10
2,0
8
6,0
60
50
15
15
−
95 493
95 493
95 493
92 364
79 998
−
−
−
−
−
−
−
80
70
69 420
60 476
52 932
46 525
−
−
−
100
90
41 148
36 608
32 752
15
60
45
−
91 200
82 233
73 529
65 413
58 068
−
−
−
−
−
−
−
80
65
51 555
45 854
40 900
36 608
−
−
−
100
85
32 865
29 623
26 812
附属書表C.9 軸付ホイールの最高回転速度 ストレート軸 [ZYN],レジノイド [B]
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
4
6
0,5
3
60
54
10
238 732
238 732
166 273
115 177
84 268
64 238
50 550
40 795
−
−
−
80
74
28 156
20 586
5
6
1,0
3
60
54
10
190 986
190 986
139 235
98 489
73 258
56 594
45 028
36 676
−
−
−
80
74
25 687
18 990
−
6
6
1,0
3
60
54
10
159 155
159 155
112 265
80 845
61 049
47 777
38 441
31 620
−
−
−
80
74
22 511
16 861
−
8
6
1,0
6
60
54
10
119 366
119 366
119 366
119 366
119 366
119 366
98 911
80 165
−
−
−
80
74
55 635
40 812
−
10
60
50
119 366
119 366
119 366
119 366
119 366
96 973
78 685
65 088
−
−
−
80
70
46 627
35 014
−
10
6
2,0
6
60
54
10
95 493
95 493
95 493
95 493
95 493
95 493
88 105
72 071
−
−
−
80
74
50 756
37 648
−
10
60
50
95 493
95 493
95 493
95 493
95 493
82 282
67 528
56 413
−
−
−
80
70
41 079
31 251
−
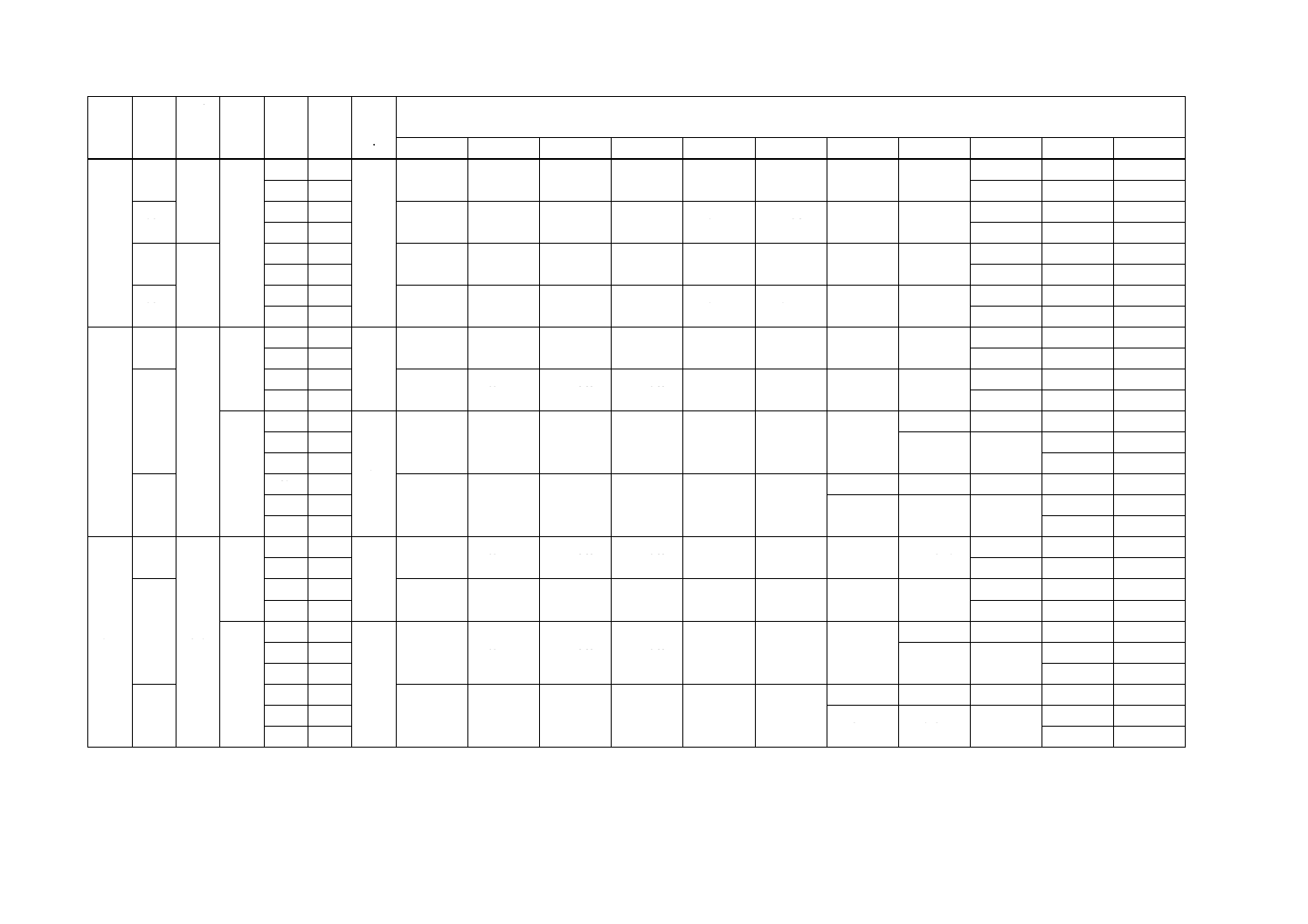
5
6
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
12
6
2,0
6
60
54
10
79 577
79 577
79 577
79 577
79 577
79 577
75 217
62 134
−
−
−
80
74
44 480
33 427
−
10
60
50
79 577
79 577
79 577
79 577
79 577
67 085
55 609
46 879
−
−
−
80
70
34 679
26 734
−
6
3,0
60
54
79 577
79 577
79 577
79 577
79 577
79 577
78 727
64 869
−
−
−
80
74
46 237
34 626
−
10
60
50
79 577
79 577
79 577
79 577
79 577
71 021
58 730
49 400
−
−
−
80
70
36 400
27 967
−
15
6
2,0
6
60
54
10
63 662
63 662
63 662
63 662
63 662
63 662
61 086
50 925
−
−
−
80
74
37 045
28 222
−
10
60
50
63 662
63 662
63 662
63 662
63 662
52 413
43 790
37 188
−
−
−
80
70
27 882
21 753
−
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
80
70
63 662
47 459
−
−
100
90
36 569
29 063
15
60
45
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
−
80
65
56 404
48 453
36 939
−
−
100
85
29 142
23 608
15
6
3,0
6
60
54
10
63 662
63 662
63 662
63 662
63 662
63 662
63 662
53 070
−
−
−
80
74
38 495
29 254
−
10
60
50
63 662
63 662
63 662
63 662
63 662
55 065
45 946
38 972
−
−
−
80
70
29 153
22 698
−
8
60
50
15
63 662
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
80
70
63 662
49 460
−
−
100
90
37 995
30 117
15
60
45
63 662
63 662
63 662
63 662
63 662
63 662
−
−
−
−
−
80
65
59 440
50 975
38 740
−
−
100
85
30 479
24 631
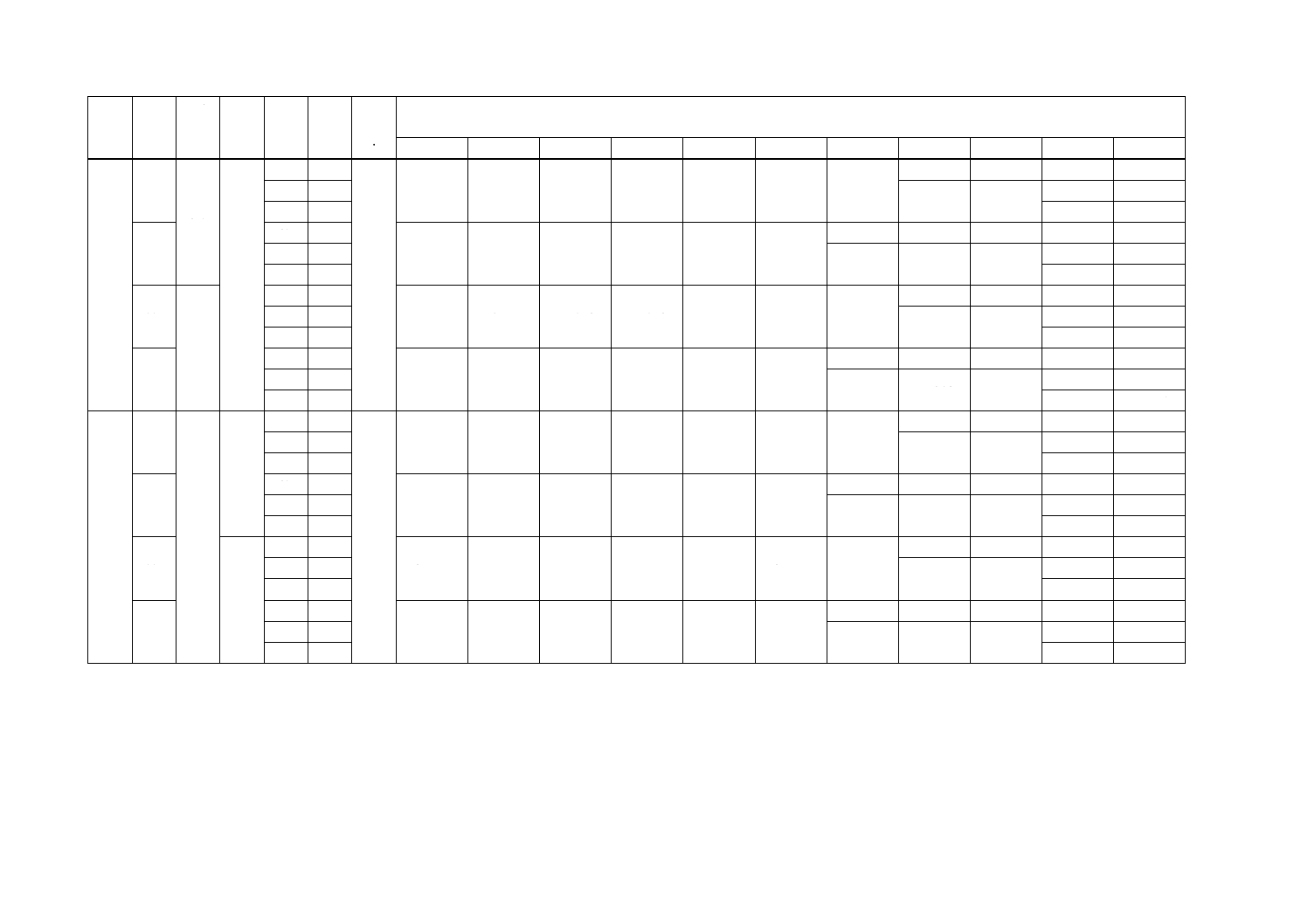
5
7
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
15
10
2,0
8
60
50
15
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
80
70
53 052
39 936
−
−
100
90
31 096
24 943
15
60
45
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
−
80
65
45 784
39 540
30 442
−
−
100
85
24 232
19 790
10
3,0
60
50
53 052
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
80
70
53 052
41 478
−
−
100
90
32 232
25 807
15
60
45
53 052
53 052
53 052
53 052
53 052
53 052
−
−
−
−
−
80
65
47 871
41 302
31 741
−
−
100
85
25 224
20 570
20
10
2,0
8
60
50
15
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
47 746
36 046
−
−
100
90
28 201
22 720
15
60
45
47 746
47 746
47 746
47 746
47 746
47 631
−
−
−
−
−
80
65
40 693
35 220
27 227
−
−
100
85
21 756
17 832
10
10
60
50
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
47 746
47 746
−
−
100
90
42 306
33 812
15
60
45
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
−
80
65
47 746
47 746
42 045
−
−
100
85
33 366
27 165
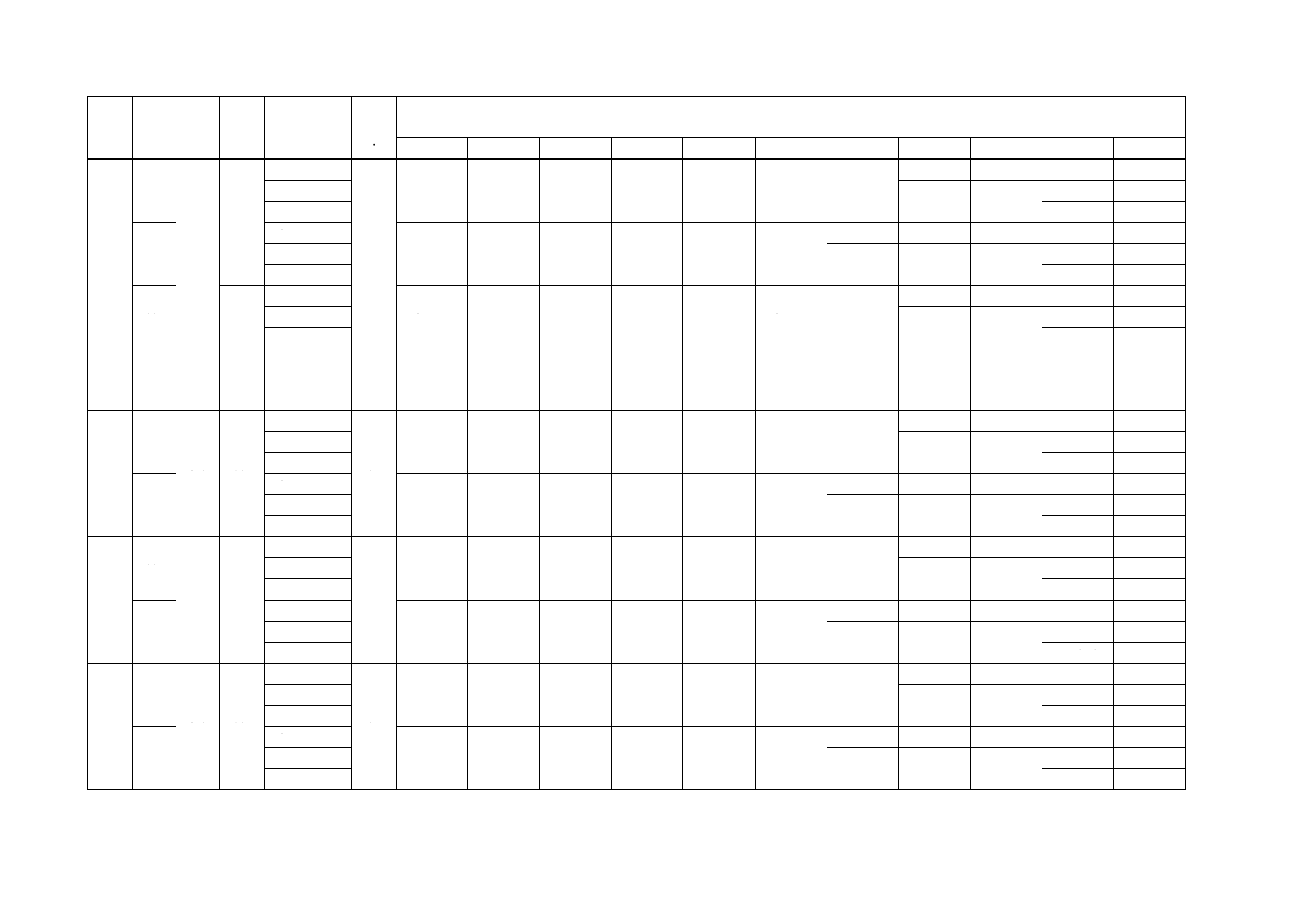
5
8
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
20
10
3,0
8
60
50
15
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
47 746
37 350
−
−
100
90
29 176
23 472
15
60
45
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
−
80
65
42 374
36 649
28 295
−
−
100
85
22 582
18 488
10
10
60
50
47 746
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
80
70
47 746
47 746
−
−
100
90
43 663
34 831
15
60
45
47 746
47 746
47 746
47 746
47 746
47 746
−
−
−
−
−
80
65
47 746
47 746
43 674
−
−
100
85
34 594
28 118
22
10
2,0
10
60
50
15
43 406
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
80
70
43 406
43 406
−
−
100
90
38 873
31 210
15
60
45
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
−
80
65
43 406
43 406
38 058
−
−
100
85
30 329
24 789
22
10
3,0
10
60
50
15
43 406
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
80
70
43 406
43 406
−
−
100
90
40 064
32 116
15
60
45
43 406
43 406
43 406
43 406
43 406
43 406
−
−
−
−
−
80
65
43 406
43 406
39 420
−
−
100
85
31 371
25 608
25
10
2,0
10
60
50
15
38 197
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
80
70
38 197
38 197
−
−
100
90
34 579
27 906
15
60
45
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
−
80
65
38 197
38 197
33 300
−
−
100
85
26 659
21 882
5
9
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
L1
mm
L2
mm
L3
mm
min.
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
5
10
15
20
25
30
35
40
50
60
70
25
10
3,0
10
60
50
15
38 197
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
80
70
38 197
38 197
−
−
100
90
35 561
28 666
15
60
45
38 197
38 197
38 197
38 197
38 197
38 197
−
−
−
−
−
80
65
38 197
38 197
34 368
−
−
100
85
27 487
22 541
附属書表C.10 軸付ホイールの最高回転速度 逃げ付き軸 [ZYA],レジノイド [B]
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min
L1
mm
L2
mm
L4
mm
L3
mm
min
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
3
6
0,9
3
1,2
60
54
8
10
69 769 59 450 51 683 45 309 39 836 35 049 30 847
−
−
−
−
−
−
80
74
27 171 23 971 21 201 18 808
−
−
4
6
1,0
3
2,0
60
54
8
10
138 467 112 444 89 999 71 888 57 828 47 065 38 815
−
−
−
−
−
−
80
74
32 404 27 394 23 431 20 251
−
−
6
60
54
129 236 100 509 84 225 73 029 64 456 57 444 51 473
−
−
−
−
−
−
80
74
46 268 41 672 37 592 33 962
−
−
5
6
1,0
3
3,0
60
54
8
10
190 986 139 235 98 489 73 258 56 594 45 028 36 676
−
−
−
−
−
−
80
74
30 451 25 687 21 960 18 990
−
−
6
60
54
190 986 184 027 152 130 127 203 106 916 90 244 76 539
−
−
−
−
−
−
80
74
65 294 56 067 48 478 42 209
−
−
1,5
3
2,0
60
54
112 555 94 005 76 861 62 431 50 905 41 894 34 875
−
−
−
−
−
−
80
74
29 347 24 980 21 494 18 674
−
−
6
60
54
108 553 89 646 77 349 68 238 60 921 54 738 49 348
−
−
−
−
−
−
80
74
44 567 40 292 36 459 33 023
−
−
6
8
1,0
6
4,0
60
52
12
10
−
159 155 147 424 122 788 102 525 85 995 72 591
−
−
−
−
−
−
80
72
61 738 52 929 45 742 39 835
−
−
1,5
3,0
60
52
−
106 144 92 719 81 665 72 168 63 851 56 528
−
−
−
−
−
−
80
72
50 090 44 450 39 530 35 250
−
−
6
0
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min
L1
mm
L2
mm
L4
mm
L3
mm
min
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
7
8
1,0
6
5,0
60
52
12
10
−
136 419 136 419 136 419 111 661 90 507 74 576
−
−
−
−
−
−
80
72
62 366 52 845 45 302 39 238
−
−
2,0
3,0
60
52
−
93 046 83 122 74 385 66 518 59 394 52 968
−
−
−
−
−
−
80
72
47 216 42 109 37 606 33 654
−
−
8
10
1,5
6
5,0
60
50
15
10
−
119 366 119 366 105 225 87 512 73 204 61 710
−
−
−
−
−
−
80
70
52 568 45 225 39 264 34 375
−
−
8
60
50
15
−
119 366 119 366 115 616 100 991 88 293 77 296 67 816
−
−
−
−
−
80
70
59 678 52 709
−
−
−
100
90
46 742 41 630 37 238
15
60
45
−
101 752 91 148 81 709 73 220
−
−
−
−
−
−
−
−
80
65
65 580 58 734 52 632 47 223
−
−
−
−
100
85
42 448 38 244 34 548 31 298
8
10
2,0
6
4,0
60
50
15
10
−
100 223 89 266 78 940 69 442 60 917 53 417
−
−
−
−
−
−
80
70
46 912 41 319 36 530 32 435
−
−
8
60
50
15
−
100 223 89 109 80 010 72 206 65 324
−
−
−
−
−
−
−
80
70
59 160 53 604 48 590 44 071
−
−
−
100
90
40 009 36 368 33 111
15
60
45
−
65 472 59 984 55 196 50 904
−
−
−
−
−
−
−
−
80
65
46 989 43 383 40 047 36 958
−
−
−
−
100
85
34 101 31 466 29 044 26 822
9
10
2,0
6
5,0
60
50
15
10
−
106 103 106 103 95 880 80 346 67 643 57 338
−
−
−
−
−
−
80
70
49 078 42 401 36 950 32 457
−
−
8
60
50
15
−
106 103 106 103 106103 93 992 82 816
−
−
−
−
−
−
−
80
70
72 955 64 338 56 862 50 404
−
−
−
100
90
44 839 40 044 35 906
15
60
45
−
90 049 81 869 74 248 67 158
−
−
−
−
−
−
−
−
80
65
60 615 54 636 49 228 44 376
−
−
−
−
100
85
40 052 36 214 32 817 29 814
6
1
B
4
1
4
2
:
2
0
0
2
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
T
mm
X
mm
Y
mm
Y1
mm
min
L1
mm
L2
mm
L4
mm
L3
mm
min
オーバハング長さL0mmに対応する最高回転速度nmaxmin−1
10
15
20
25
30
35
40
45
50
55
60
65
70
10
10
2,0 8
6,0
60
50
15
15
−
95 493 95 493 95 493 95 493 93 311
−
−
−
−
−
−
−
80
70
80 094 69 118 59 997 52 351
−
−
−
100
90
46 000 40 688 36 212
15
60
45
−
95 493 95 493 90 212 79 217
−
−
−
−
−
−
−
−
80
65
69 522 61 102 53 856 47 648
−
−
−
−
100
85
42 337 37 756 33 825 30 445
62
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C.4 最高回転速度の計算
C.4.1 計算モデルの妥当性 軸付ホイールの最高回転速度を決定するための計算モデルは,軸付ホイール
の幾何学的寸法と材料の性質,及び実際のプロセスが十分な正確さをもって記述するような方法による回
転の応力との間の物理的関係を考察する数学的関係に基づいている。その計算モデルは実際のプロセスを
表している。しかし,現実の手法と同一ではない。計算モデルの品質は,実際の手法とそのモデル表現と
の間の好ましい高度な一致によって決定する。この一致は,実験に基づくテスト手法によって,それらの
構成上の形状及び幾何学的な寸法について前掲の表で述べたように,数ポイントで証明されている。計算
のモデルは,軸の逃げ部のノッチエフェクトプロセスの影響,最高回転速度におけるホイールスピンドル
及びチャックの振れ精度の影響を記述するのには適していない。
C.4.2 計算モデル
C.4.2.1ストレート及び逃げ付き軸の軸付ホイール 最高回転速度は得られた関係式(1)によって計算する。
a) ストレート軸ZYNに対して
b) 逃げ付き軸ZYAに対して
(
)
1-
3k
e
ab
max
min
*
*
3
30
L
m
C
I
E
s
n
×
×
×
×
×
×
=π
(1)
ただし,
3
3k
*
L
I
L
I=
(2)
(
)
(
)
3
4
3
3
4
s1
s
s
3k
*
L
T
L
L
T
I
I
I
L
I
+
−
+
+
=
(3)
64
4
s
Y
I
×
=π
(4)
64
4
1
s1
Y
I
×
=π
(5)
ab
e
1we
C
+
=
(6)
そして
Y
E
L
w
×
×
×
×
=3
2
2
zu1
ab
σ
(7)
(
)
(
)
+
−
+
+
×
×
=
s
3
4
3
s1
3
4
zu1
ab
3
I
T
L
L
I
T
L
E
F
w
(8)
Fzu1は,許容できる曲がりを超えないでちょうど
許容できる最高の力。それは,式(9)に従う軸の逃げ
部分と,軸の非逃げ部分の分離した計算によって決
定する。
(
)
×
×
×
+
×
×
×
=
L
Y
I
T
L
Y
I
F
s
zu1
4
1
s1
zu1
zu1
2
2
min
σ
σ
(9)
σzu1は軸材料の降伏点Reに一致する。軸付ホイールの突き出し長さLは,次のように計算する。
L=L0+T
(10)
等価質量m*は図C.1にかかわる式(11)〜(20)のような関係によって計算する。軸付ホイールは部分的体
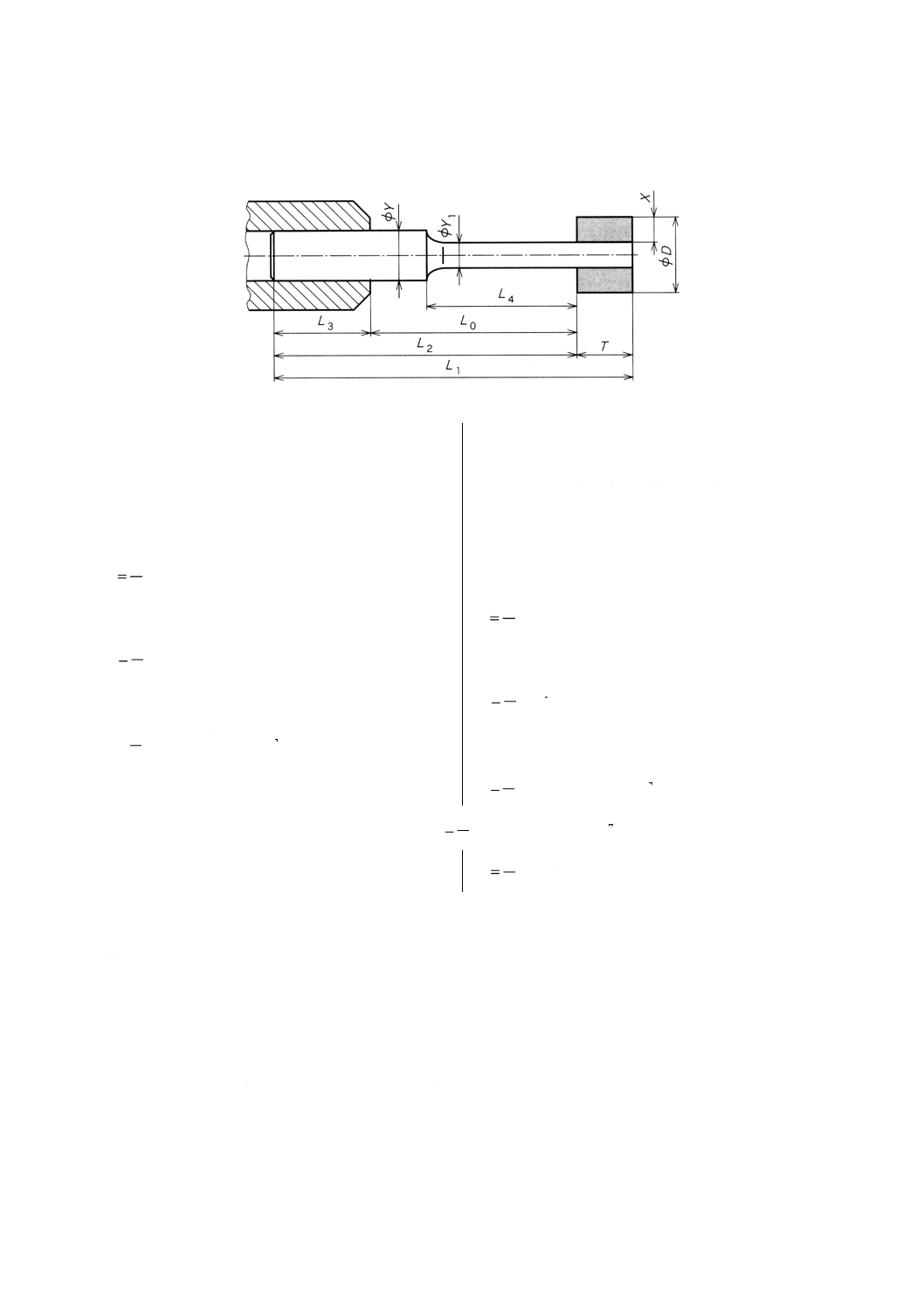
63
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
積に分割する(附属書図C.1)。そして,等価質量は,部分的体積にそれぞれシャフト,ホイール部分及び
と粒層に使用した材料に関係する密度を乗じて,加算することで決定する。
附属書図C.1 逃げ付き軸の軸付ホイールの体積分割 (ZYA)
m*=km×ρs× (V1+V2) +ρT×V3+ρsk×V4
逃げなし軸に対する等価質量,そして
(11)
m*=km×ρs (V1+V2+V5) +ρT×V3+ρsk×V4
逃げ付き軸に対する等価質量。
(12)
次の関係式を適用する
0
2
4
1
L
Y
V
×
×
=π
(13)
(
)
4
0
2
4
1
L
L
Y
V
−
×
×
=π
(14)
T
Y
V
×
×
=
2
4
2
π
(15)
T
Y
V
×
×
=
2
1
4
2
π
(16)
(
)
[
]T
Y
X
D
V
×
−
−
×
=
2
2
3
2
4
π
(17)
(
)
[
]T
Y
X
D
V
×
−
−
×
=
2
1
2
3
2
4
π
(18)
(
)
[
]T
X
D
D
V
×
−
−
×
=
2
2
4
2
4
π
(19)
4
2
1
5
4
L
Y
V
×
×
=π
(20)
km量,等価係数は,軸の質量が部分的にホイール部分の質量に加算することで決定する。軸付ホイール
の構造,結合剤の種類の関数として,次の条件を等価質量の計算のために関係式(11),(12)に適用する。
結合剤P:
と粒層の深さXはここでは単層なので質量の計算には無視し (X=0, V4=0), ホイール部分
は鋼でできている (ρT=ρs) 。
結合剤V:
(V4) と粒層部及び (V3) 支持部がビトリファイドでできている場合は (ρsk=ρv, ρT=ρTV)
で計算する。
結合剤B:
(V3) 支持部がレジノイドでできている場合は (ρT=ρB) で計算する。
(V3) 支持部が鋼でできている場合は (ρT=ρs) で計算する。
結合剤M:
(V3) 支持部が鋼でできている場合は (ρT=ρs) で計算する。
64
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
上述の関係から,軸付ホイールの最高回転速度は,取付けによって決まる不支持のオーバーハング長さ
L0及び材料固有の定数,幾何学的寸法又は経験に基づき決められる質量の偏心によって関係式(1)で計算さ
れる。
附属書表C.11 計算の量の名称
記号
単位
名称
Ce
−
係数
Is,Is1
mm4
幾何学的慣性モーメント
L
mm
軸付ホイールの突き出し長さ
Lk
−
長さ係数
m*
g
軸付ホイールの等価質量
V1
mm3
軸の体積(逃げてない部分)
V2
mm3
ホイール部分内部の軸の体積
V3
mm3
支持部の体積
V4
mm3
と粒層部の体積
V5
mm3
逃がした軸の体積
ωab
mm
軸の許容曲げ
ρsk
g/cm3
と粒層部の密度
ρT
g/cm3
支持部の密度
65
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属喜D(規定) ロータリドレッサの取扱情報
D.1 適用範囲 ロータリドレッサは,研削と石又は超と粒ホイールのツルーイングドレッシングに用いる
高速回転工具で,一般に,研削盤のガード内で使用する。ロータリドレッサは高速回転に耐えるように設
計製作した工具である。しかし,内面研削盤平面研削盤ではガード範囲外で使用することを考慮し,ここ
では,ロータリドレッサに付随する使用上の危険及び危険防止対策について述べる。
D.2 危険のリスト
D.2.1 ロータリドレッサの破損原因となるおそれのある行動
D.2.1.1 乾式で使用する。
D.2.1.2 研削液がロータリドレッサとと石の接触部全体に十分に掛かっていない。
D.2.1.3 ロータリドレッサの駆動装置,使用研削盤のスピンドルの許容回転速度を超えて使用する。
D.2.1.4 穴径を加工する。
D.2.1.5 外観上,損傷(きず・割れ)しているにもかかわらず,使用する。
D.2.1.6 ロータリドレッサの寸法(外径・厚さ・穴径・重さ)が,駆動装置の取付け条件に適合していない。
D.2.1.7 幅方向肉厚の薄いロータリドレッサに幅方向荷重を加える,そのような条件下で使用する。
D.2.2 と石を破損するおそれのある行動
D.2.2.1 ロータリドレッサをと石に接触させるときに,ロータリドレッサが回転していない。
D.2.2.2 最高使用周速度を超えて使用する。
D.2.2.3 ロータリドレッサがと石と接触している状態で,回転をスタートさせる。
D.2.2.4 ロータリドレッサを確実に取り付けていない。
D.2.2.5 送り機構が確実に作動していない。
D.2.3 ロータリドレッサ,と石ともに破損するおそれのある行動
D.2.3.1 被削材駆動装置にロータリドレッサを取り付けてドレッシングする場合,被削材とロータリドレッ
サの外径差によるロータリドレッサとと石の位置設定に問題がないか。と石がロータリドレッサに衝突す
るとロータリドレッサが飛散したり,と石が破損し,大変危険である。
D.3 危険の事象
D.3.1 ロータリドレッサとと石の回転方向が正しくないとロータリドレッサやと石が緩み,破損する危険。
D.3.2 ロータリドレッサの破損によって飛散した破片に当たり,けがをする危険。
D.3.3 研削と石/超と粒ホイールの破損によって飛散した破片に当たり,けがをする危険。
D.3.4 回転中のロータリドレッサ又は研削と石/超と粒ホイールに接触又は巻き込まれ,けがをする危険。
D.3.5 発生した火花が,引火や爆発を起こす危険。
D.3.6 発生したオイルミストや霧状の研削液又は粉じん(塵)を吸い込んだり目に入れ,体の具合が悪く
なる危険。
D.3.7 ロータリドレッサの取付け,取外しのとき,駆動装置の電源を“切”にしていないと不意に始動し
て接触しけがをする危険。
66
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D.3.8 回転中のロータリドレッサ,研削と石又は超と粒ホイールに手を触れたり,物を押しつけて停止さ
せようとし,けがをする危険。
D.4 対策 対策を,附属書表D.1に掲げる。
附属書表D.1 ロータリドレッサ使用上の危険除去の対策
危険の事象
危険な行動
対策
D.3.1回転方向・取付けの誤り
試運転で回転方向を確認する。
D.3.2ロータリドレッサの破損
D.2.1.1,
D.2.1.2
湿式で使用し,研削液が接触部に十分にかか
っていることを確認する。
D.2.1.3
許容回転速度を超えて使用しない。
D.2.1.5
使わない。
D.2.1.7
そのような使い方はしない。
D.2.2.4
確実に締め付ける。
D.2.2.5
試運転で送り機構の作動を確認する。
D.2.3.1
試運転で位置設定を確認する。
D.3.3と石,ホイールの破損
D.2.2.1
回転を確認する。駆動装置の点検をする。
D.2.2.2
研削盤のホイールスピンドルの回転速度が,
研削と石又は超と粒ホイールの最高回転速度
を超えないことを確認する。
D.2.2.3
後退させてから,回転をスタートする。
D.2.2.4
確実に締め付ける。
D.2.2.5
試運転で送り機構の作動を確認する。
D.3.4回転中のロータリドレッサ,
ホイールへの接触又は巻き込まれ
襟と袖口の締まっている作業衣を着用する。
D.3.5引火や爆発
引火や爆発のおそれのある環境で使用しない。
D.3.6オイルミストや粉じん
保護めがね,防じんマスクを着用する。
D.3.7不意の始動
電源の“切”を確認する。
D.3.8回転物への接触
自然に停止するまで待つ。
67
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E(規定) ワイヤソーの使用の情報
E.1 適用範囲 この附属書(規定)は,ワイヤソーの使用の情報について規定する。
E.2 使用上守るべき一般的な事項
− ワイヤソーの取扱説明書を読み,指示を守る。
− 使用機械の取扱説明書の注意事項を守る。
− 保護めがね,ヘルメットなどの保護具を着用する。
− ワイヤソーに表示してある走行方向に合わせる。
− ワイヤソーをジョイント(カシメ)スリーブで接続する場合は,工具製造業者の取扱説明書の指示に
従って,工具メーカー支給のジョイント(カシメ)スリーブと適合するカシメ機を用い圧着固定する。
− ガイドプーリーは,ワイヤソーが小さく曲げられないように配置する。
E.3 ワイヤソーの保管方法 高温高湿を避け,工具製造業者のケースに入れて室内に置く。
E.4 使用前点検 使用前点検で次の項目が見られた場合は,そのワイヤソーを使用してはならない。
− ビーズのダイヤモンド層全体又は一部が摩耗し,台金が露出したもの。
− ワイヤロープが摩耗したもの。
− ワイヤロープが腐食したもの。
− ワイヤソーの形状の崩れ(ビーズの形状崩れ,キンク)が発生したもの。
− ジョイント部が劣化したもの。
− 被覆材が破損したもの。
− ビーズに寄りが見られるもの。
E.5 使用中の注意事項
− ワイヤソーのワイヤライン(走行軌道)には,安全ネット,保護カバーなどを設置し,走行中に立ち
入らないように注意する。
− スリーブは作業時間,作業内容に合わせて適切に交換する。
− 必ず,切断部に十分な冷却水を供給する。
− ワイヤソーのキンクが起きないようにする。もしも,キンクが起きたらそのワイヤソーを使用しては
ならない。
− ダイヤモンド層全体又は一部分が摩耗し,台金部が露出したら使用を中止する。
68
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F(参考) 外径に対応する最高使用周速度と最高回転速度の換算表
ホイール径Dmmと周速度vm/sから機械主軸の回転速度を求める換算表
附属書表F.1 周速度,回転速度換算表
D
mm
最高使用周速度 vs m/s
5
6
8
10
12
16
20
25
32
35
40
45
50
63
80
6 16000 19100 25500 31900 38200 51000 64000 80000 102000 112000 128000 143240 160000 201000
8 12000 14400 19100 24000 29000 38200 48000 60000 76500 84000 95500 107430 120000 150500 191000
10
9600 11500 15300 19100 23000 30600 38200 48000 61200 67000 76500 86000 95500 120500 153000
13
7400 8850 11800 14700 17700 23550 29500 35600 47100 51500 58800 66500 73500 92600 118000
16
6000 7200 9550 11950 14350 19100 23900 29850 38200 41800 47800 54000 59700 75200 95500
20
4800 5750 7650 9550 11500 15300 19100 23900 30600 33500 38200 43000 47800 60200 76500
25
3850 4600 6150 7650 9200 12300 15300 19100 24500 26800 30600 34400 38200 48200 61200
32
3000 3600 4800 6000 7200 9550 11950 14950 19100 20900 23900 26900 30000 37600 48000
40
2400 2900 3850 4800 5750 7650 9550 11950 15300 16750 19100 21500 23900 30100 38200
50
1950 2300 3100 3850 4600 6150 7650 9550 12250 13400 15300 17200 19100 24100 30600
63
1550 1850 2450 3050 3650 4850 6100 7600 9750 10650 12150 13650 15200 19100 24300
80
1200 1450 1950 2400 2900 3850 4800 6000 7650 8400 9550 10750 12000 15100 19100
100
960 1150 1550 1950 2300 3100 3850 4800 6150 6700 7650 8600 9550 12100 15300
115
830 1000 1350 1700 2000 2700 3350 4200 5350 5850 6650 7500 8350 10500 13300
125
770
920 1250 1550 1850 2450 3100 3850 4900 5350 6150 6900 7650 9650 12250
150
640
770 1050 1300 1550 2050 2550 3200 4100 4500 5100 5750 6400 8050 10200
180
530
640
850 1100 1300 1700 2150 2700 3400 3750 4250 4800 5350 6700 8500
200
480
580
765
955 1150 1550 1950 2400 3100 3350 3850 4300 4800 6050 7650
230
420
500
665
830 1000 1350 1700 2100 2700 2950 3350 3750 4200 5250 6650
250
380
460
615
765
920 1250 1550 1950 2450 2700 3100 3450 3850 4850 6150
300
320
380
510
640
765 1050 1300 1600 2050 2250 2550 2870 3200 4050 5100
350
/356
280
330
440
550
655
875 1100 1400 1750 1950 2200 2450 2750 3450 4400
400/
406
240
290
385
480
575
765
960 1200 1550 1700 1950 2150 2400 3050 3850
450/
457
210
255
340
425
510
680
850 1100 1400 1500 1700 1950 2150 2700 3400
500/
508
190
230
310
385
460
615
765
960 1250 1350 1550 1750 1950 2450 3100
600/
610
160
190
255
320
385
510
640
800 1050 1150 1300 1450 1600 2050 2550
750/
762
130
155
205
255
310
410
510
640
820
895 1050 1150 1300 1650 2050
800/
813
120
145
195
240
290
385
480
600
765
840
960 1075 1200 1550 1950
900/
914
110
130
170
215
255
340
425
535
680
750
850
955 1100 1350 1700
1000/
1015
100
115
155
195
230
310
385
480
615
670
765
860
960 1250 1500
1060/
1067
95
110
150
185
220
295
365
455
585
640
730
820
910 1150 1500
1120
90
105
140
175
210
280
350
435
560
610
695
780
870 1100 1400
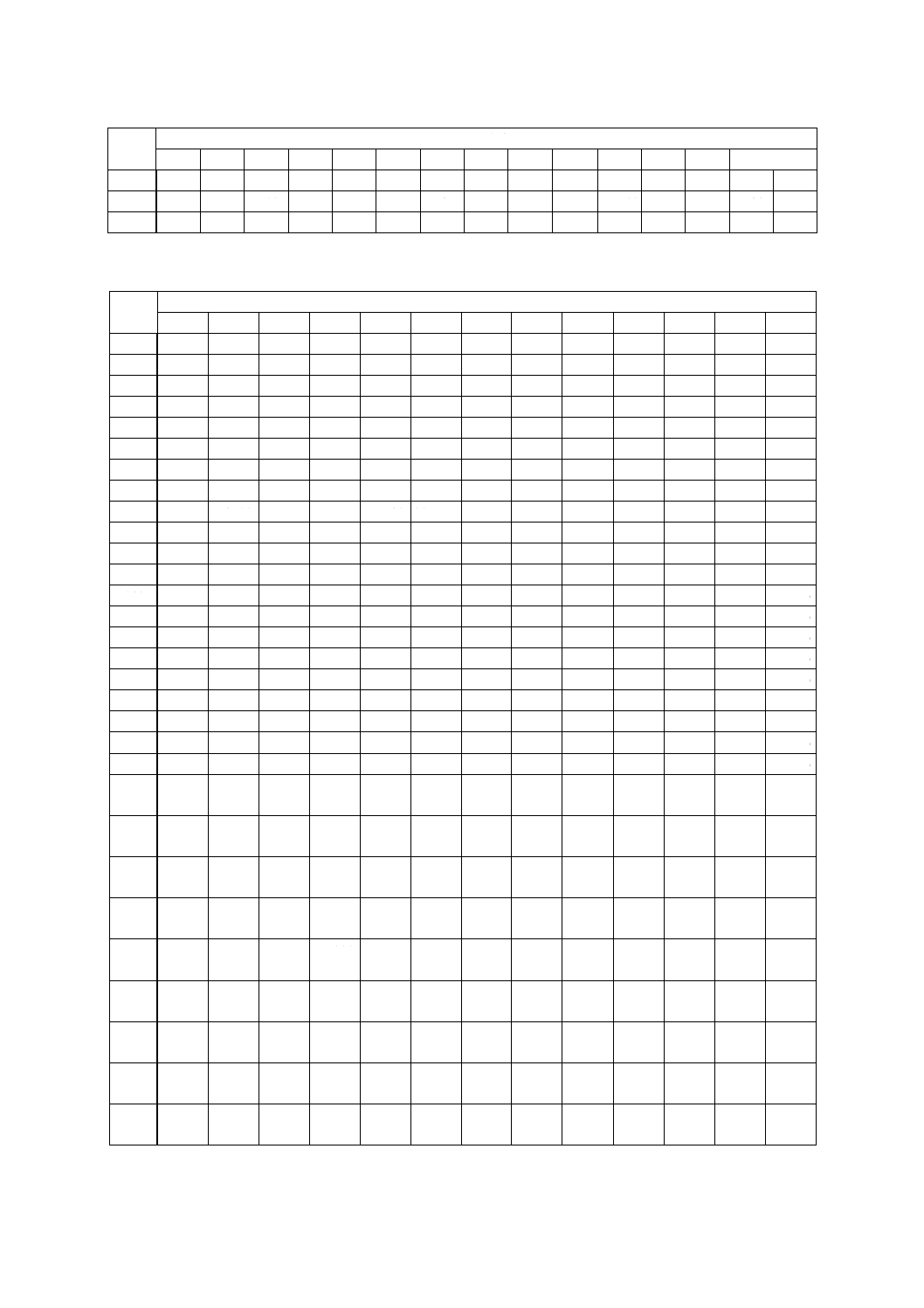
69
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
最高使用周速度 vs m/s
5
6
8
10
12
16
20
25
32
35
40
45
50
63
80
1220
85
95
130
160
195
255
320
400
510
560
640
720
800 1050 1300
1500
65
75
105
130
155
205
255
320
410
450
510
757
640
805 1050
1800
55
65
85
110
130
170
220
265
340
375
425
475
535
670
850
附属書表F.1 周速度,回転速度換算表(続き)
D
mm
最高使用周速度 vs m/s
100
125
140
160
180
225
250
280
320
360
400
450
500
6
8
10 191000
13 147000 184000 206000
16 120000 150000 168000 191000
20
95500 120000 134000 153000 172000
25
76500 95500 107000 123000 138000 172000 191000
32
60000 75000 84000 95500 107500 135000 150000 168000 191000
40
47800 59700 67000 76500 86000 107500 120000 134000 153000 172000 191000
50
38200 47750 53500 61200 68800 86000 95500 107000 123000 138000 153000 172000 191000
63
30350 37900 42500 48500 54600 68250 75800 84900 97000 110000 121500 136500 152000
80
23900 29850 33500 38200 43000 53750 59700 66900 76500 86000 95500 107500 120000
100
19100 23900 26800 30600 34400 43000 47750 53500 61200 69000 76500 86000 95500
115
16650 20800 23250 26600 30000 37400 41550 46500 53200 60000 66500 75000 83000
125
15300 19100 21400 24500 27500 34400 38200 42800 48900 55000 61200 68800 76500
150
12750 16000 17850 20400 23000 28650 31850 36700 40800 45900 51000 57500 63700
180
10650 13300 14900 17000 19100 23900 26550 29700 34000 38200 42500 48000 53100
200
9550 11950 13400 15300 17200 21500 23900 26750 30600 34400 38200 43000 47800
230
8350 10400 11650 13300 14950 18700 20800 23250 26600 29900 33300 37400 41600
250
7650
9550 10700 12250 13800 17200 19100 21400 24500 27500 30600 34400 38200
300
6400
8000
8950 10200 11500 14350 15950 17850 20400 23000 25500 28650 31900
350/
356
5500
6850
7650
8750
9850 12300 13650 15300 17500 19650 21900 24600 27300
400/
406
4800
6000
6700
7650
8600 10750 11950 13400 15300 17200 19100 21500 23900
450/
457
4250
5350
5950
6800
7650
9550 10650 11900 13600 15300 17000 19100 21250
500/
508
3850
4800
5350
6150
6900
8600
9550 10700 12250 13800 15300 17200 19100
600/
610
3200
4000
4500
5100
5750
7200
8000
8950 10200 11500 12750 14350 15950
750/
762
2550
3200
3600
4100
4600
5750
6400
7150
8150
9200 10200 11500 12750
800/
813
2400
3000
3350
3850
4300
5400
6000
6700
7650
8600
9550 10750 11950
900/
914
2150
2700
3000
3400
3850
4800
5350
5950
6800
7650
8500
9550 10650
1000/
1015
1950
2400
2700
3100
3450
4300
4800
5350
6150
6900
7650
8600
9550
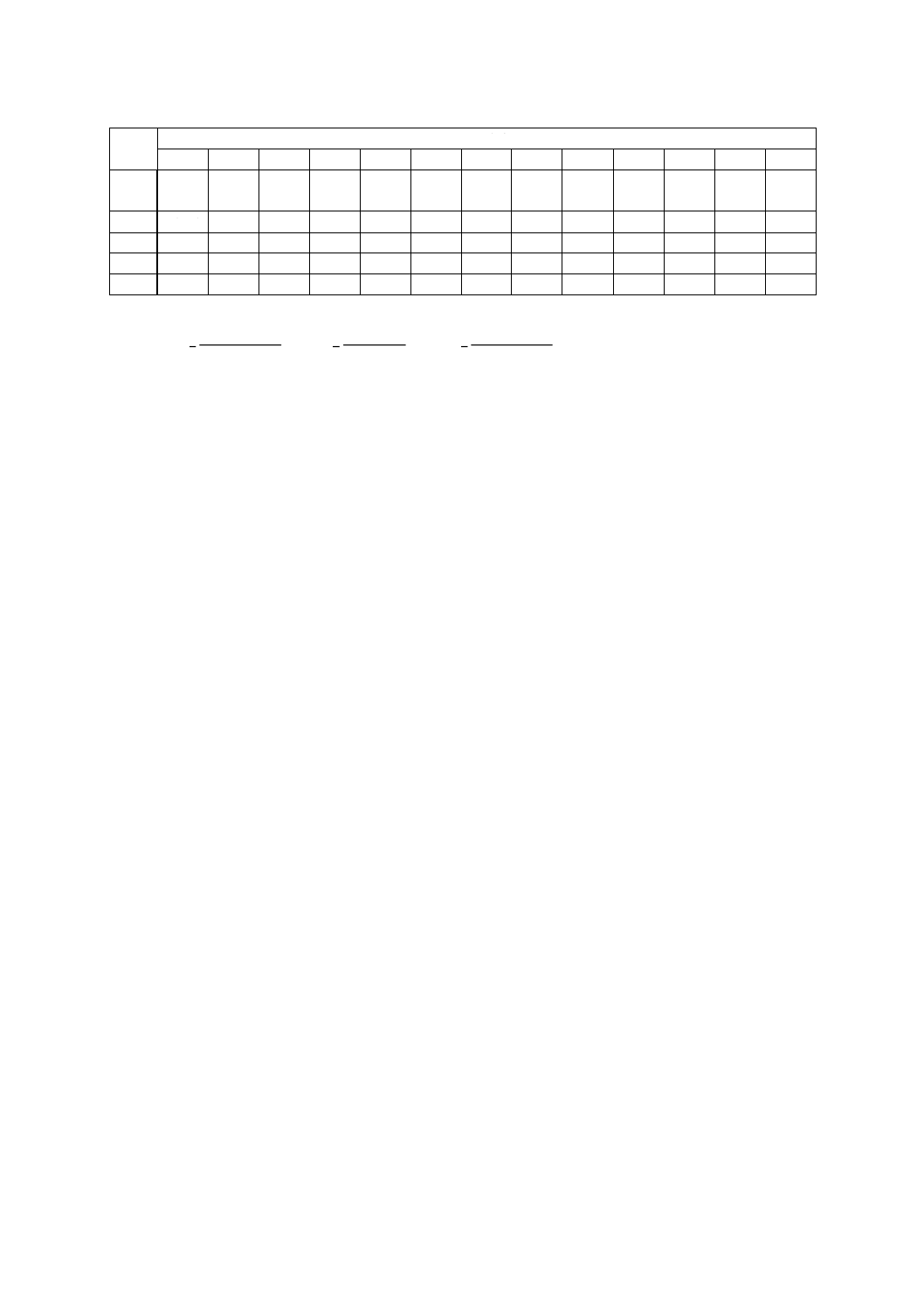
70
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D
mm
最高使用周速度 vs m/s
100
125
140
160
180
225
250
280
320
360
400
450
500
1060/
1067
1850
2300
2550
2950
3300
4100
4550
5100
5850
6550
7300
8200
9100
1120
1750
2200
2450
2800
3150
3960
4350
4900
5600
6250
6950
7850
8700
1220
1600
2000
2250
2550
2900
3600
4000
4500
5100
5750
6400
7200
8000
1500
1300
1600
1800
2050
2300
2900
3200
3600
4100
4600
5100
5750
6400
1800
1100
1350
1500
1700
1950
2400
2650
3000
3400
3850
4250
4800
5350
換算式
D
v
n
×
×
×
=
π
60
000
1
60
000
1
×
×
×
=
π
n
D
v
n
v
D
×
×
×
=
π
60
000
1
ただし,回転速度 nmin−1,周速度 vm/s,外径D mm
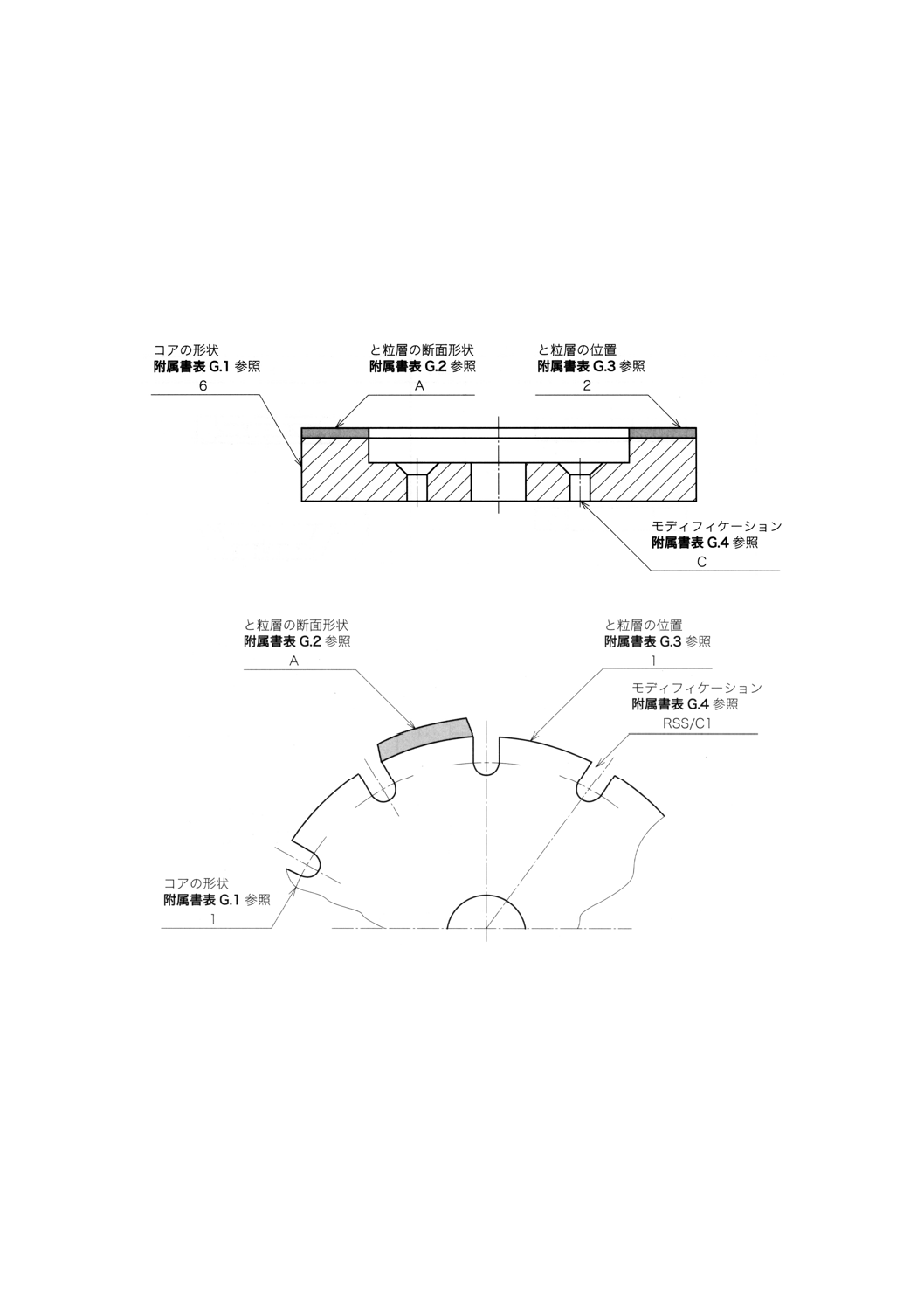
71
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G(参考) 研削ホイール及び切断ホイールの形状
G.1 研削ホイール及び切断ホイールの形状の呼び方 呼び方は,コアの基本形状,超と粒層の断面形状,
コアのと粒層取付け位置,必要に応じて行うコアの追加工を表すモディフィケーションで構成する(附属
書図G.1参照)。
a) ホイールの形状 6A2C
b) セグメントソーの形状 1A1RSS/C1
附属書図G.1 ホイールの形状の呼び方の例
G1.1 コアの基本形状 コアの基本形状及び呼び方は,附属書表G.1参照。
ホイールの標準形状表記法の最初の位置は,コアの形状を表す。
その記号は,と粒層の位置又はホイールの使い方にかかわりなく決定する。
と粒層部を載せるためのコアの逃がしの存在は記号の決定に影響しない。
逃がし又は面取りは記号の決定には影響しない。
呼び方は数字で表し,その他のダイヤモンド/CBN工具の形式にも準用する。
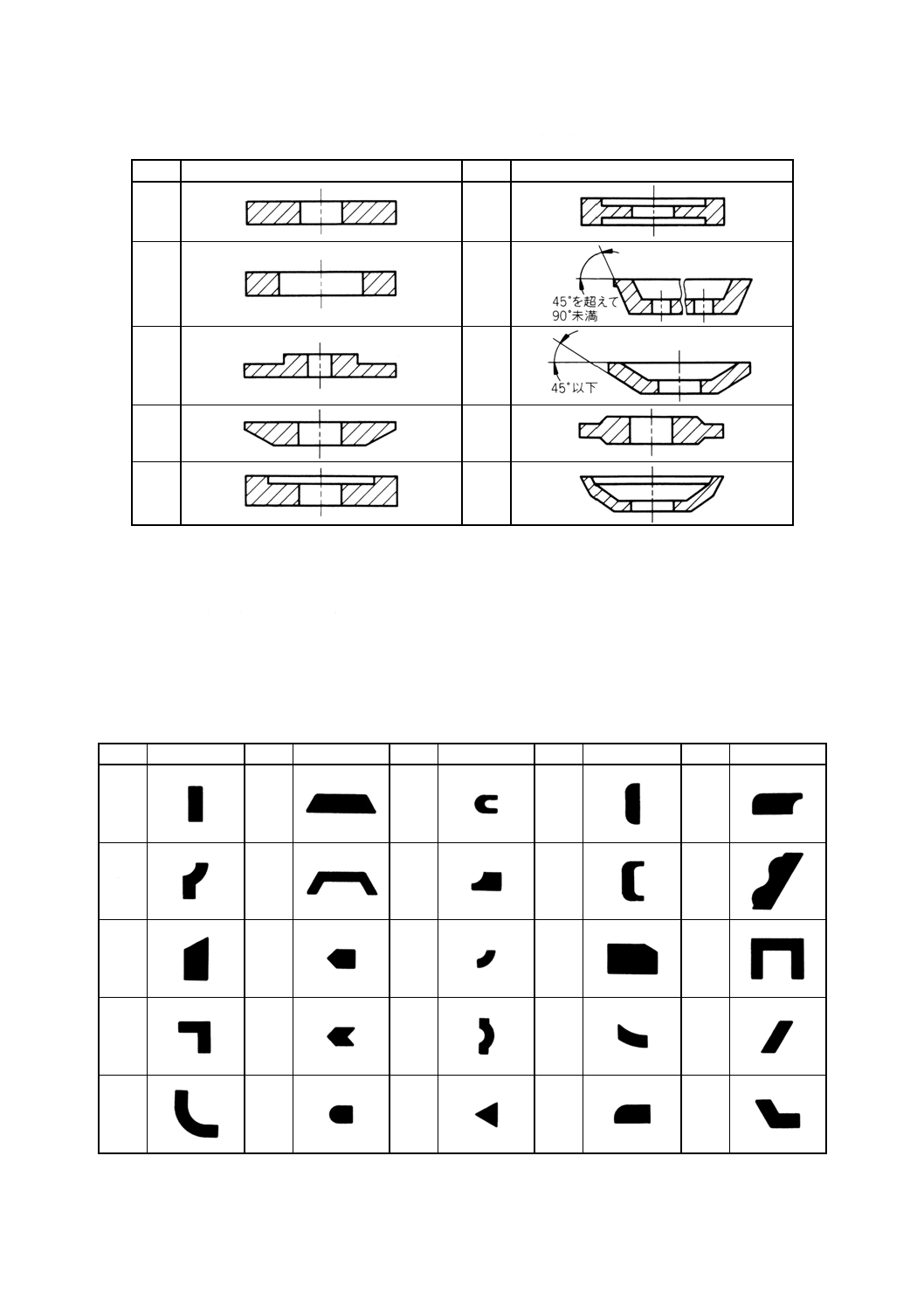
72
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表G.1 コアの形状及び呼び方
記号
基本形状
記号
基本形状
1
9
2
11
3
12
4
14
6
15
G.1.2 と粒層の断面形状 と粒層の断面形状及び呼び方は,附属書表G.2参照。
ホイールの標準形状表記法の第2の位置は,と粒層の断面形状を表す。
コア上のと粒層の位置は断面の名称には影響しない。
と粒層の軸はどのような方向にあってもよい。
と粒層は四つの面:外径面,内径面,そして二つの側面からなる。
呼び方はアルファベットの文字記号で表し,その他のダイヤモンド/CBN工具のと粒層にも準用する。
附属書表G.2 と粒層の断面形状及び呼び方
記号
断面形状
記号
断面形状
記号
断面形状
記号
断面形状
記号
断面形状
A
D
FF
L
QQ
AH
DD
G
LL
S
B
E
H
M
U
C
EE
J
P
V
CH
F
K
Q
Y
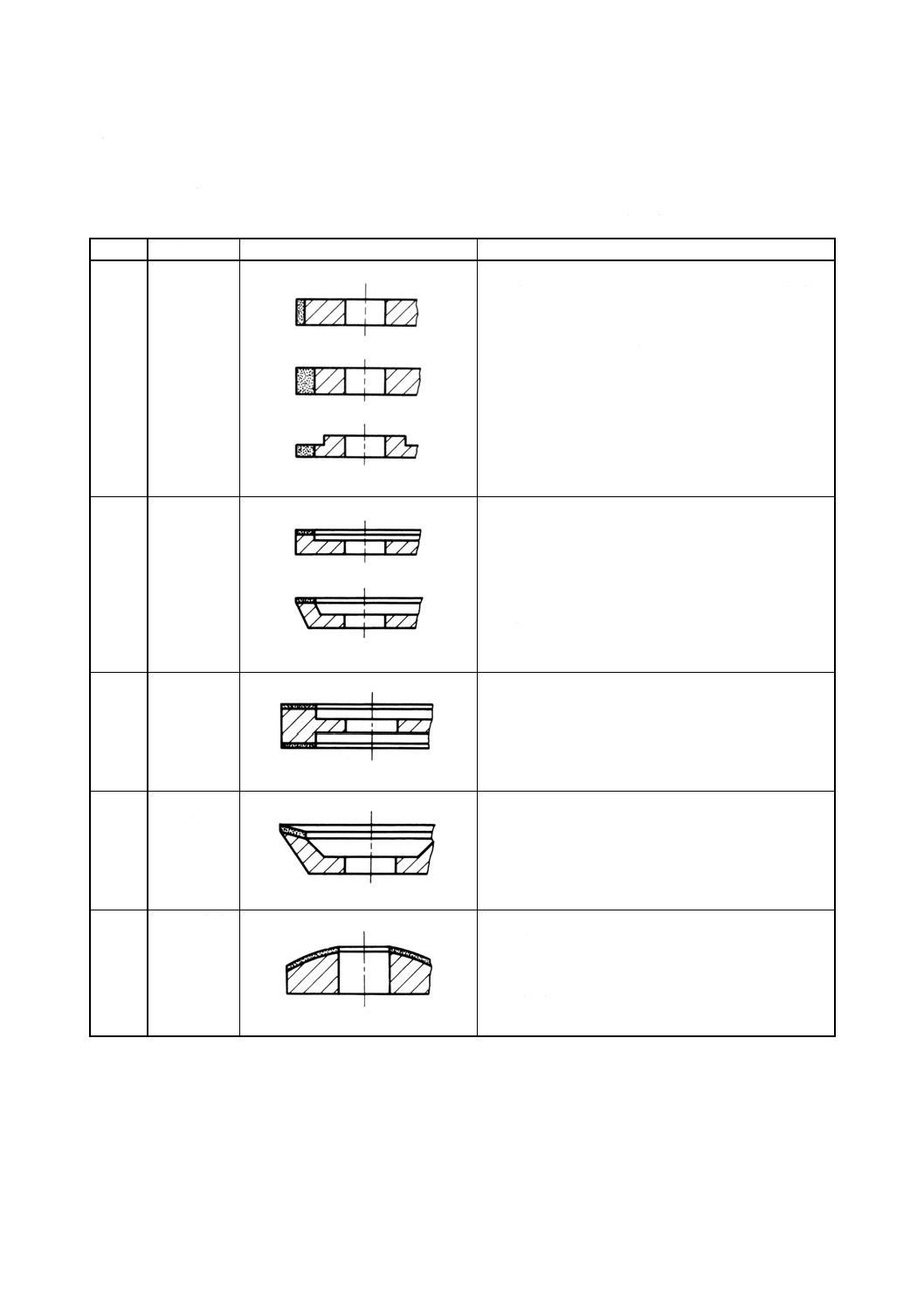
73
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G.1.3 と粒層の位置 コアに取り付けたと粒層の位置とその呼び方は,附属書表G.3参照。
ホイールの標準形式表記法の第3の位置は,コアに取り付けたと粒層の位置を表す。
呼び方は数字で表される。
附属書表G.3 コアに取り付けられたと粒層の位置及び呼び方
記号
位置
図
定義
1
外周
と粒層は,台金の外周に取り付けられていて,ホイー
ルの全厚さにわたって広がっている。と粒層の軸方向
長さは,半径方向に測定したと粒層の深さより長い,
この深さと同じ,又はこの深さより短いことがある。
この定義付けでは,ハブをホイールの厚さとはみなさ
ない。
2
側面
と粒層は,ホイールの片側の側面に取り付けられてい
て,ホイールの外周部から中心に向かって延びている。
と粒層の半径方向長さは,ホイールの側面全体に延び
ていても延びていなくてもよいが,軸方向に測定した
と粒層の深さより長くなければならない。
と粒層は,研削に通常使用する,ホイールの側面に
取り付けられる。
3
両側面
と粒層は,ホイールの両側面に取り付けられていて,
ホイールの外周部から中心に向かって延びている。と
粒層の半径方向長さは,ホイールの側面全体に延びて
いても延びていなくてもよいが,と粒層の軸方向深さ
より長くなっている。
4
内側に傾斜
又は丸みを
もつもの
この表示記号は,はん(汎)用ホイールの形状2,6,
11,12及び15に適用され,と粒層を側壁に取り付けて
いるものを指す。この側壁には,ホイールの外周部の
高い所から,ホイールの中心に向かって低い所に延び
ている突出部又は弧がある。
5
外側に傾斜
又は丸みを
もつもの
この表示記号は,はん用ホイールの形状2,6,11及び
15に適用され,と粒層を側壁に取り付けているものを
指す。この側壁には,ホイールの外周部の低い所から,
ホイールの中心に向かって高い所に延びている突出部
又は弧がある。
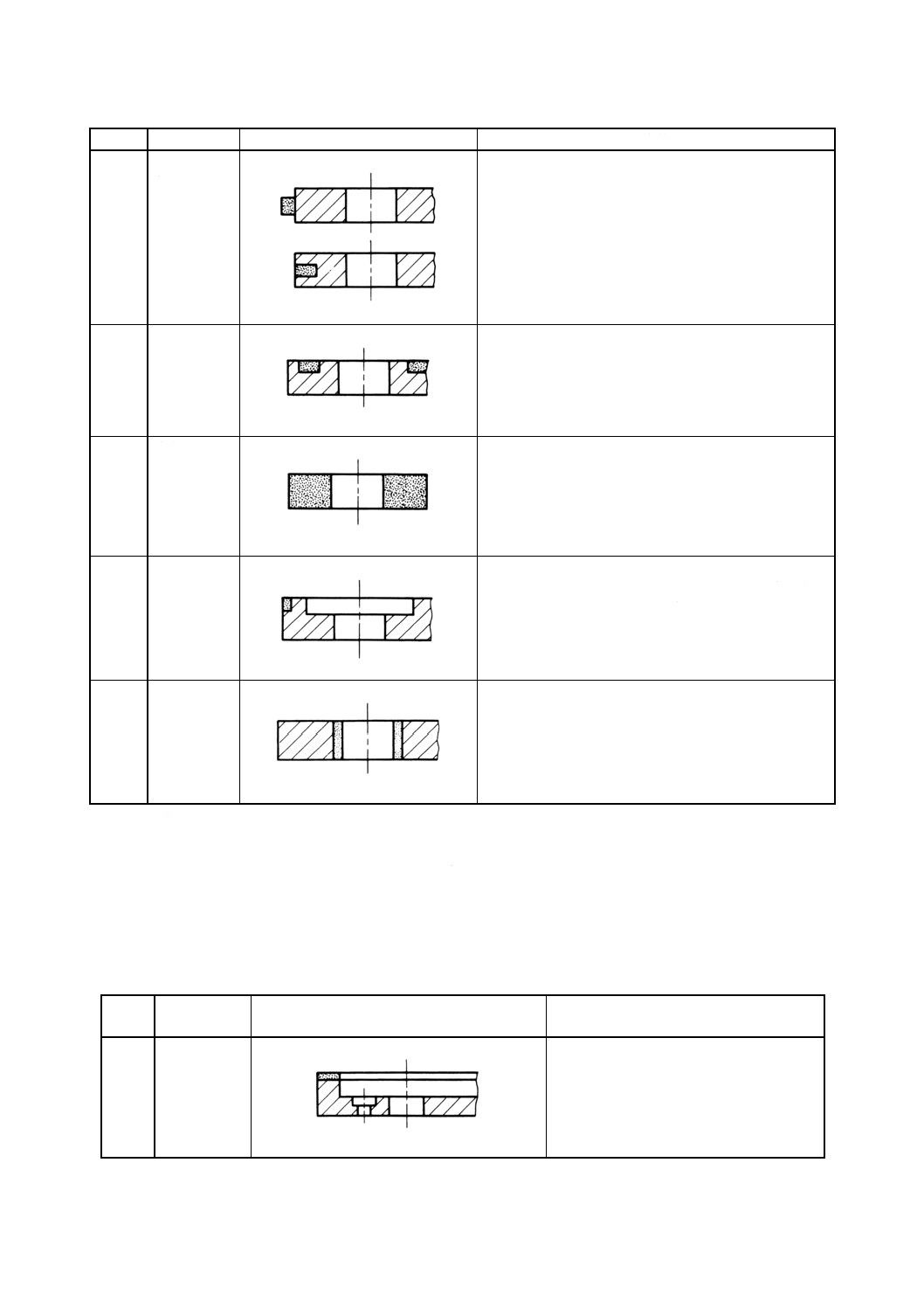
74
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
位置
図
定義
6
外周部の一
部
と粒層は,台金の周辺部に取り付けられているが,ホ
イールの全厚さにわたって広がっていなくて,しかも,
いずれの側にも達していない。
7
側面の一部
と粒層は,台金の側面に取り付けられているが,ホイ
ールの外周部まで広がっていない。と粒層は中心まで
広がっていても広がっていなくてもよい。
8
全体
これは台金のないむくのと粒層でできたホイールを呼
ぶ。
9
角部
これは,一般的には外周部に取り付けられているもの
とみなされる位置決めを呼ぶが,と粒層が一方の角部
に取り付けられていても,他方の角部まで延びていな
い。
10
内周部
これは,ホイールの内周部にと粒層を取り付けたもの
を指す。
G.1.4 モディフィケーション コアに対する追加加工のモディフィケーション及びその呼び方は,附属書
表G.4参照。
ホイールの標準形式表記法の第4の位置は,モディフィケーションを表す。
呼び方はアルファベット文字記号で表す。
第4の位置は必要な場合にだけ加える。
標準ホイール形状からのモディフィケーションは指定された名称だけを許容する。
附属書表G.4 モディフィケーション及び呼び方
記号
モデイフィ
ケーション
図
定義
B
座ぐり穴
台金に設けたドリル穴及び座ぐり。
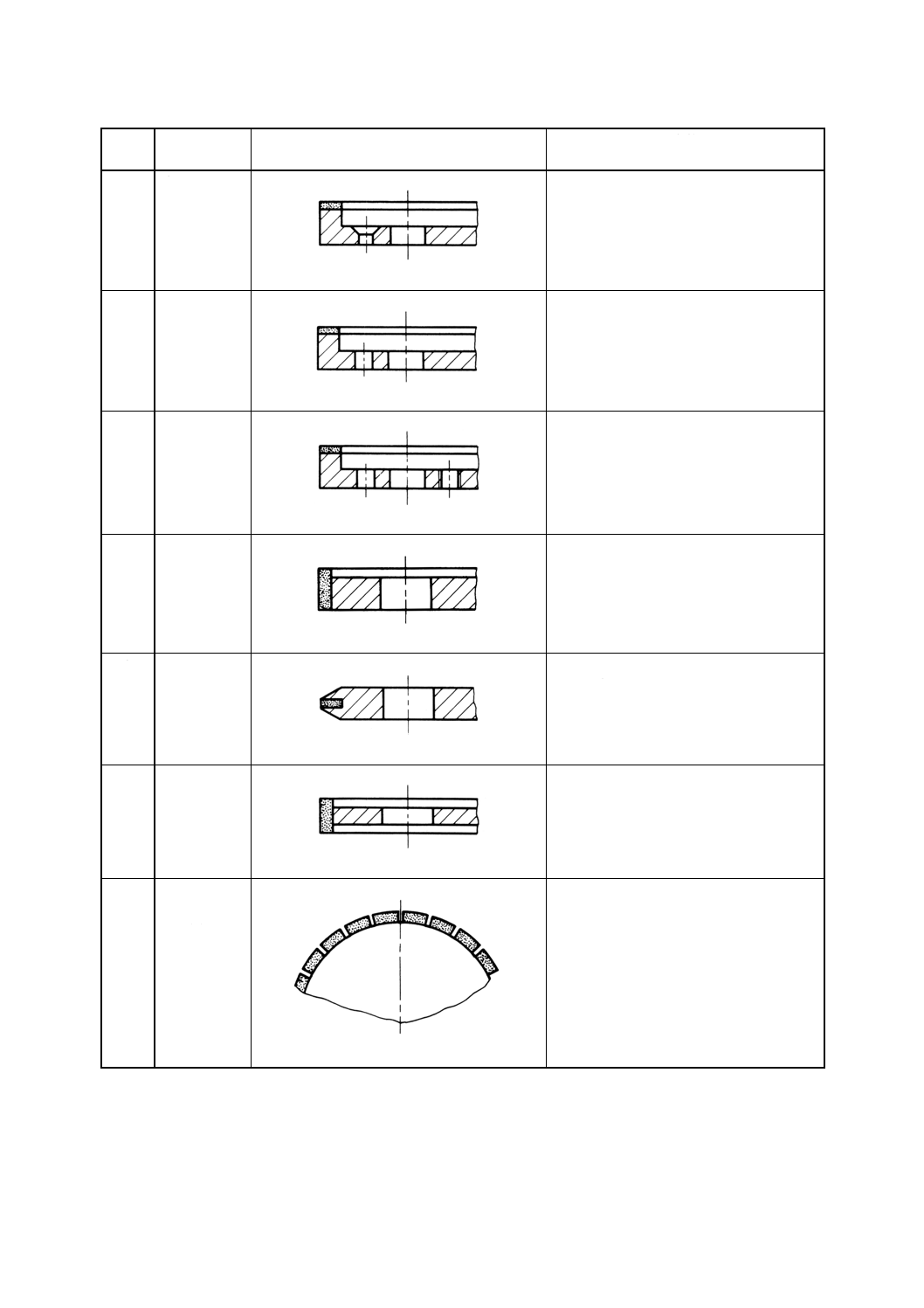
75
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
モデイフィ
ケーション
図
定義
C
さらもみ穴
台金に設けたドリル穴及びさらもみ。
H
ストレート
穴
台金に開けた真っすぐな穴。
M
ストレート
穴及びねじ
切り穴
台金に設けた,ストレート穴とねじ切り
穴。
P
片側の逃げ
台金の厚さがホイールの厚さより薄い,ホ
イールの片面に設けた逃げ。
Q
と粒層の挿
入
と粒層の3面を,部分的に又は全周にわた
って台金で囲ってある。
R
両側の逃げ
ホイールの両面に設けた逃げ。台金の厚さ
は,ホイールの厚さより薄い。
S
セグメント
に分割した
と粒層
台金にと粒層のセグメントを取り付けた
ホイール(ゼクメントの間隔は,規定しな
い。)。
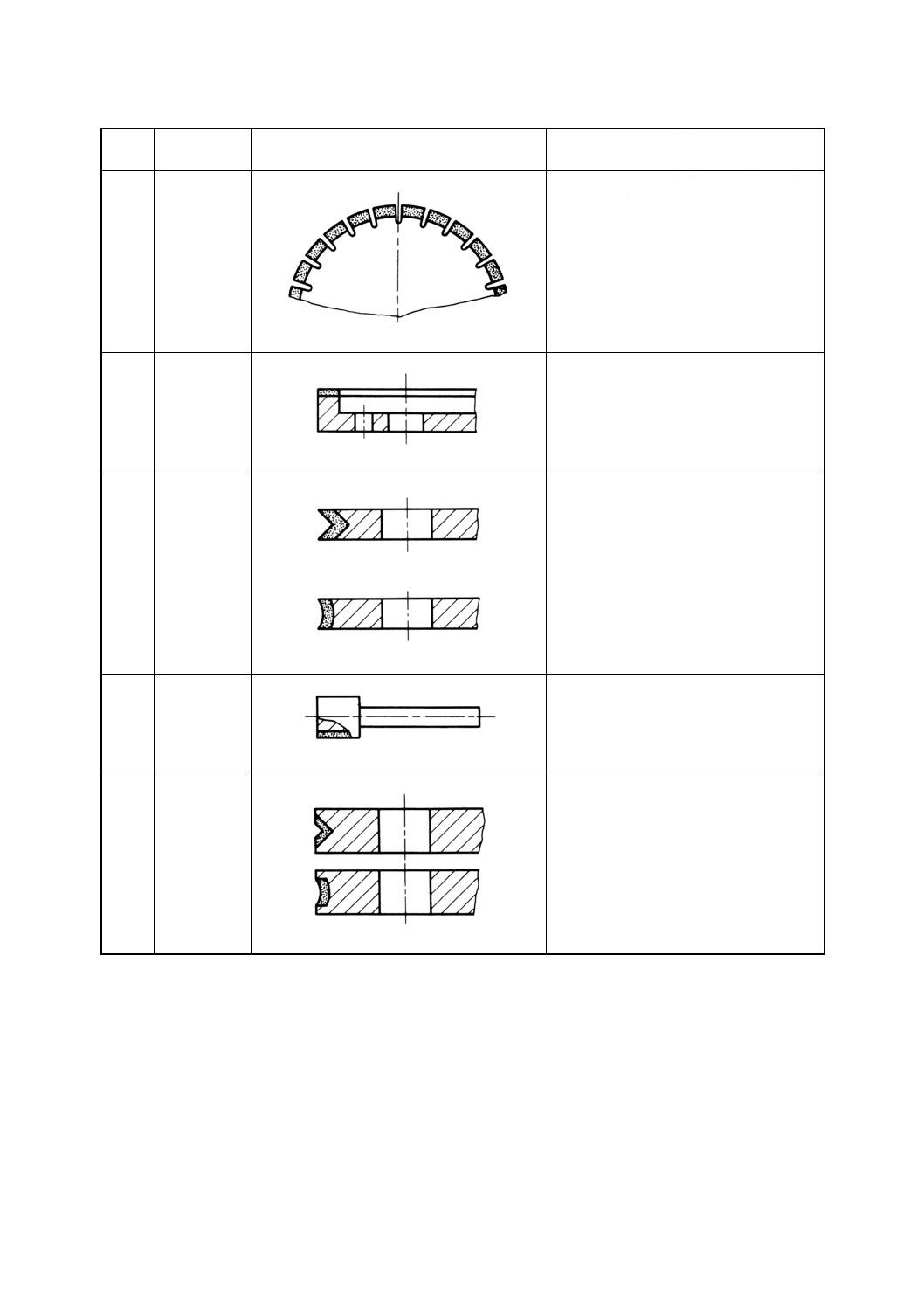
76
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
モデイフィ
ケーション
図
定義
SS
と粒層をセ
グメントに
分割及び台
金にスロッ
ト
スロットを設けた台金にと粒層のセグメ
ントを取り付けたホイール。
T
ねじ切り穴
台金に開けたねじ切り穴。
V
と粒層の反
転取付け
突出部の内側又は弧のへこんだ側が露出
されるように取り付けられている場合に
と粒層の断面形状が反転されているとみ
なす。ただし,と粒層の断面形状AHが,
弧のへこんだ側を露出させて台金に取り
付けられている場合を除く。
W
軸付き
Y
と粒層の反
転及び挿入
記号Q及びVの定義を参照。
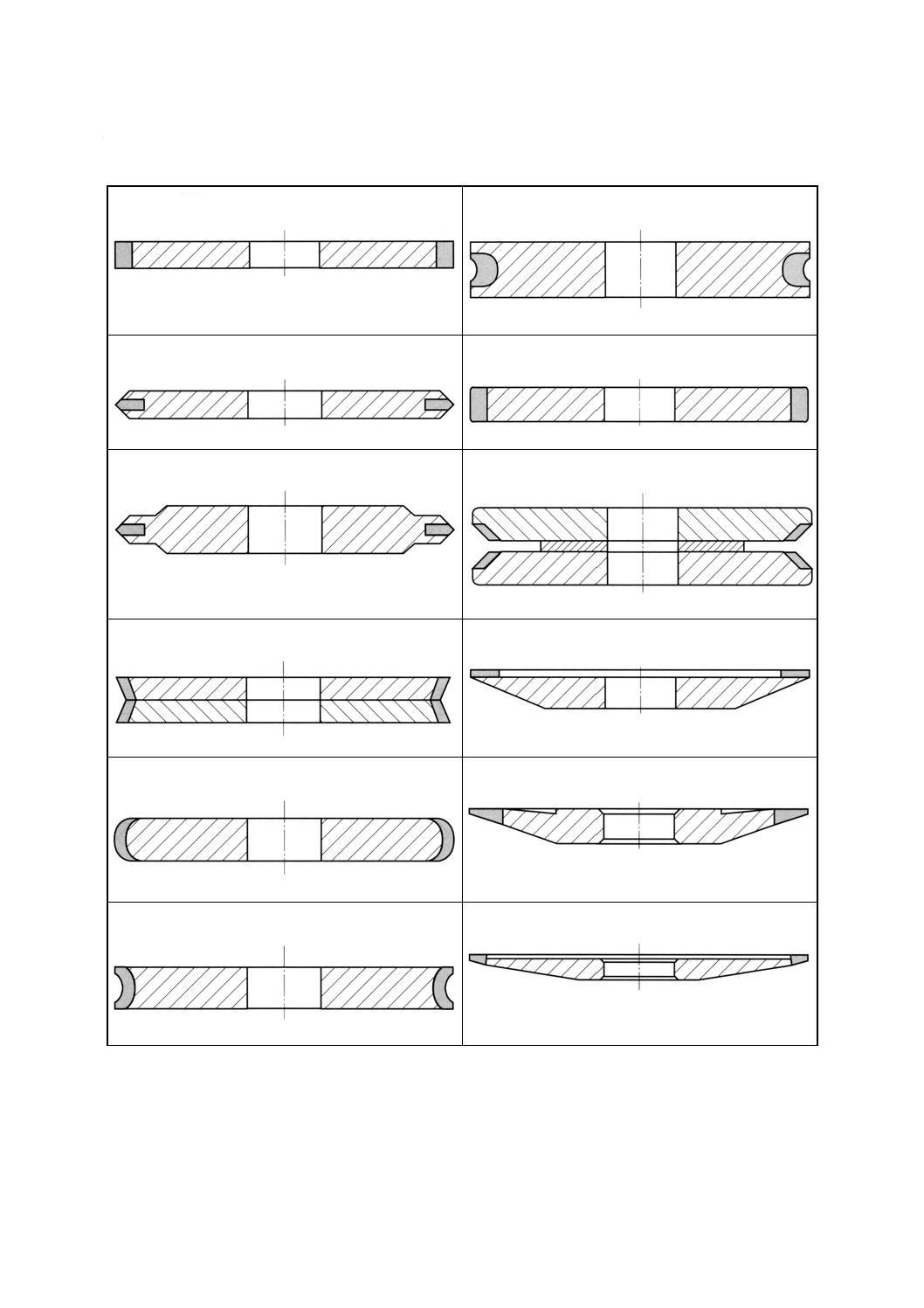
77
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
G.2 標準形状の例
附属書表G.5 標準形状の例
タイプ
1A1
タイプ
1FF6Y
タイプ
1E6Q
タイプ
1L1
タイプ
14E6Q
タイプ
1V9
タイプ
1EE1V
タイプ
4A2
タイプ
1FF1
タイプ
4BT9
タイプ
1FF1V
タイプ
4ET9
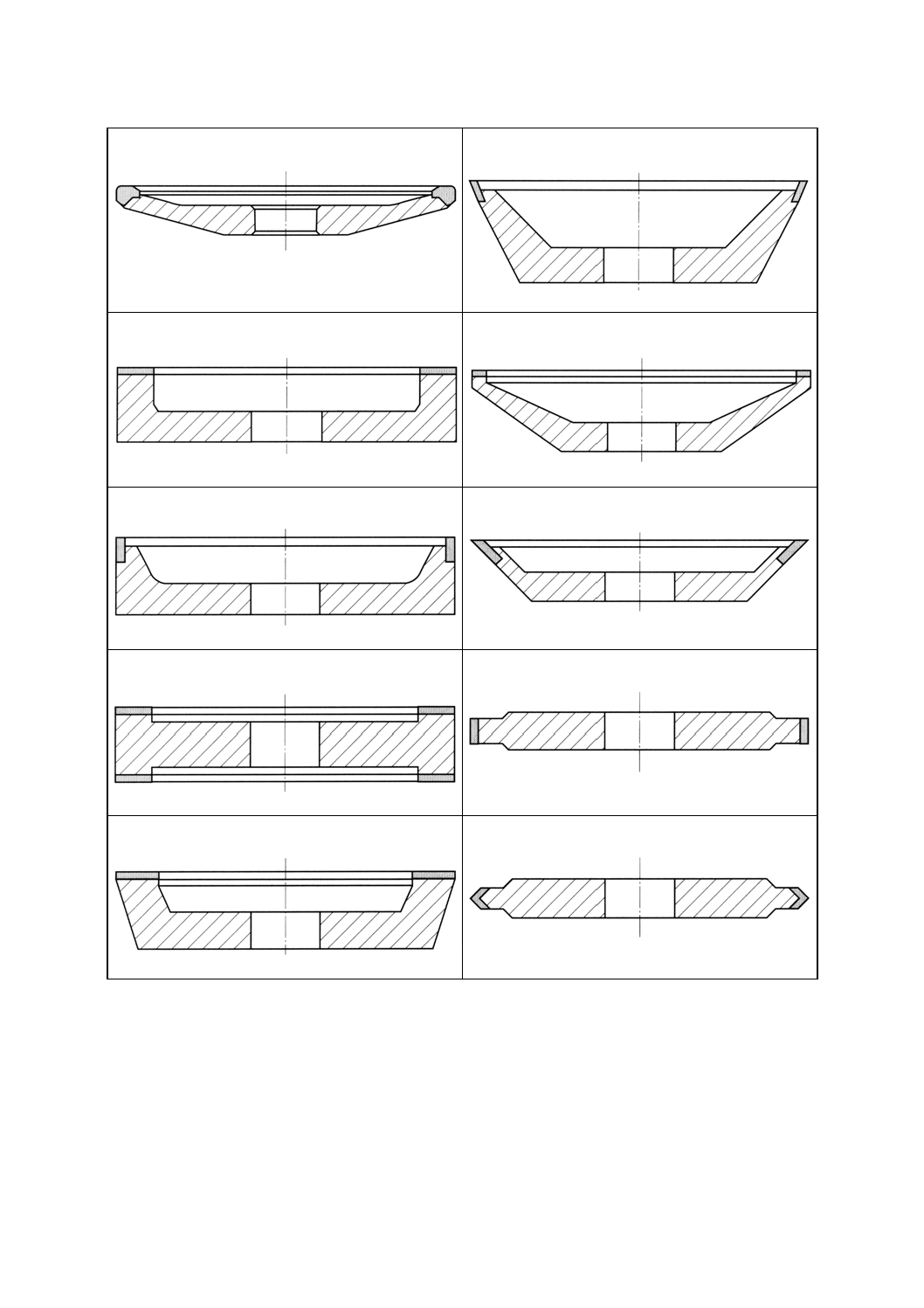
78
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
タイプ
4C2
タイプ
11V9
タイプ
6A2
タイプ
12A2
タイプ
6A9
タイプ
12V9
タイプ
9A3
タイプ
14A1
タイプ
11A2
タイプ
14EE1
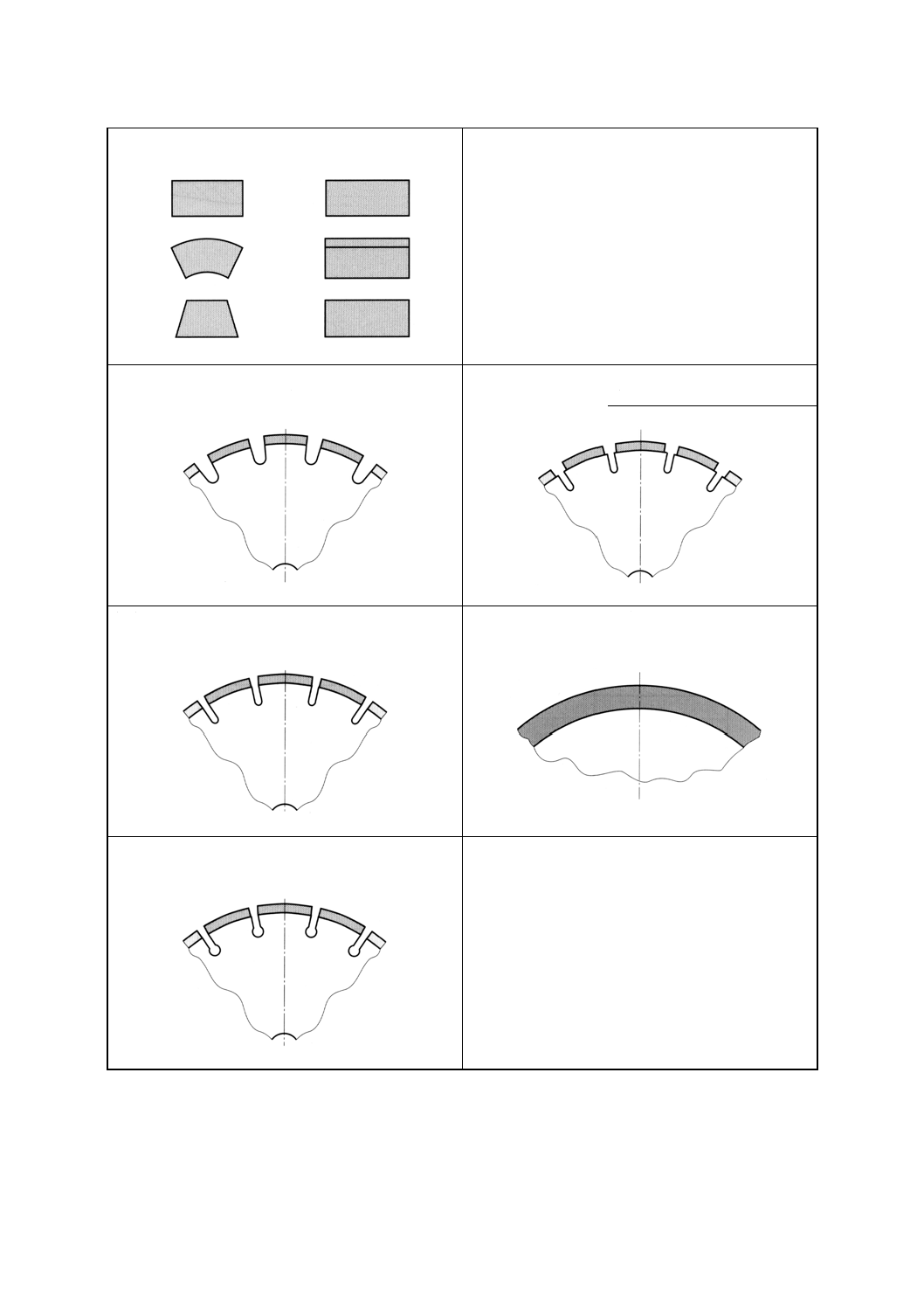
79
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
タイプ
31
超と粒セグメント
例
タイプ1 A1RSSC1 ワイドスペーシング
ワイドUスロット
タイプ1 A1RSSC4
ワイドスペーシング
ナローUスロット
タイプ 1A1RSSC2
ナロースペーシング
ナローUスロット
タイプ 1A1R
一体リム形
タイプ 1A1RSSC3
ナロースペーシング
ナローキーホールスロット
80
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書H(参考) 粒度及びコンセントレーション
H.1 粒度 超と粒の粒度は,附属書表H.1及び附属書表H.2による。
H.2 超と粒のコンセントレーション と粒層のと粒の体積含有量を表す値。体積百分率で25%を100とし
て示す(附属書表H.3参照)。
附属書表H.1 粗粒の超と粒の粒度
粒度表示(1)
ISO 565による目開き
単位 μm
メッシュサイズによる
粒度範囲
46
45/38
325/400
54
53/45
270/325
64
63/53
230/270
76
75/63
200/230
91
90/75
170/200
107
106/90
140/170
126
125/106
120/140
151
150/125
100/120
181
180/150
80/100
213
212/180
70/80
251
250/212
60/70
252
250/180
60/80
301
300/250
50/60
302
300/212
50/70
356
355/300
45/50
357
355/250
45/60
358
355/212
45/70
426
425/355
40/45
427
425/300
40/50
501
500/425
35/40
502
500/355
35/45
601
600/500
30/35
602
600/425
30/40
711
710/600
25/30
712
710/500
25/35
851
850/710
20/25
852
850/600
20/30
1 001
1 000/850
18/20
1 002
1 000/710
18/25
1 181
1 180/1 000
16/18
1 182
1 180/850
16/20
注(1) メッシュサイズによる範囲を呼び名にすることができる。
81
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表H.2 微粒の超と粒の粒度
粒度表示
中央値の許容範囲
μm
最大標準偏差
μm
最大粒径
μm
0 〜 0.5
0.25〜0.30
0.15
0.75
0.5 〜 1
0.65〜0.85
0.25
1.5
0.5 〜 2
1.10〜1.35
0.4
3
1 〜 2.5
1.60〜1.90
0.6
4
1 〜 3
1.80〜2.20
0.7
5
2 〜 3
2.25〜2.75
0.5
5
2 〜 4
2.70〜3.30
0.9
7
2 〜 5
3.15〜3.85
1.1
8
3 〜 6
3.60〜4.40
1.2
10
3 〜 7
4.50〜5.50
1.4
12
4 〜 8
5.40〜6.60
1.7
15
5 〜 10
6.75〜9.25
1.9
18
6 〜 12
8.10〜9.90
2.0
20
8 〜 12
9.00〜11.00
2.2
22
8 〜 15
10.00〜13.00
2.6
26
10 〜 15
11.25〜13.75
3.0
26
10 〜 18
12.50〜15.50
3.3
28
10 〜 20
13.50〜16.50
3.5
32
10 〜 22
14.40〜17.60
3.8
35
12 〜 22
15.30〜18.70
4.0
35
15 〜 20
15.75〜19.25
4.0
32
15 〜 25
18.00〜22.00
4.5
38
15 〜 30
20.25〜24.75
5.0
42
20 〜 30
22.50〜27.50
5.5
42
22 〜 36
26.10〜31.90
6.5
54
25 〜 37
27.90〜34.10
6.0
56
35 〜 45
36.00〜44.00
7.0
60
30 〜 50
36.00〜44.00
8.0
66
40 〜 60
45.00〜55.00
9.0
80
50 〜 70
54.00〜66.00
12.0
90
54 〜 80
60.30〜73.70
13.0
100
42 〜 84
56.70〜69.30
14.0
105
60 〜100
72.00〜88.00
15.0
120
82
B 4142 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書表H.3 コンセントレーション
と粒
コンセントレーション
体積含有率
%
と粒含有量(参考)
g/cm3
carat(3)/cm3
D
200
50
1.76
8.8
175
43.75
1.54
7.7
150
37.5
1.32
6.6
125
31.25
1.1
5.5
100
25
0.88
4.4
75
18.75
0.66
3.3
50
12.5
0.44
2.2
25
6.25
0.22
1.1
BN
200
50
1.74
8.7
175
43.75
1.522
7.61
150
37.5
1.306
6.53
125
31.25
1.088
5.44
100
25
0.87
4.35
75
18.75
0.652
3.26
50
12.5
0.436
2.18
25
6.25
0.218
1.09
注(3) {1 carat} =0.2g
caratは,SI単位ではないが,ダイヤモンド業界で世界的に使われているものであり便
宜上併記した。
日本工業標準調査会標準部会 機械要素技術専門委員会構成表
氏名
所属
(委員会長)
大 園 成 夫
東京電機大学工学部
(委員)
加 藤 伸 一
社団法人自動車技術会
川 口 俊 充
日本工具工業会
黒 澤 富 蔵
産業技術総合研究所
桑 田 浩 志
有限会社桑田設計標準化研究所
清 水 雄 輔
社団法人日本バルブ工業会
庄 野 敏 臣
社団法人日本工作機械工業会
筒 井 康 賢
産業技術総合研究所
真 弓 透
社団法人日本ベアリング工業会
丸 山 一 男
工学院大学機械工学科
望 月 正 紀
社団法人日本ねじ工業協会