B 4141 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実
用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会は,
このような性質をもつ特許権,出願公開後の特許出願,実用新案権又は出願公開後の実用新案登録出願に
かかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4141 : 1998
ダイヤモンド/CBN工具−
ダイヤモンド又はCBNホイール
及びセグメントソー−
寸法記号及び形状記号
Diamond/CBN products−Diamond or CBN grinding wheels and saws−
Dimensional characteristics and code for the forms
序文 この規格は,1979年に第1版として発行されたISO 6104, Abrasive products−Diamond or cubic boron
nitride grinding wheels and saws−General survey, designation and multilingual nomenclatureを元に,技術的内容
及び規格票の様式を変更することなく作成した日本工業規格である。
なお,この規格で点線の下線を施した箇所は原国際規格にはない事項である。
1. 適用範囲 この規格は,ダイヤモンド又は立方晶窒化ほう素(以下,CBNという。)ホイール及びセ
グメントソーに関する,次に示す要素を規定する。
a) 寸法がJIS B 4131及びJIS B 4138にそれぞれ適合する,ホイール及びセグメントソーの標準品の概要。
b) 寸法表示・記号についての用語。
c) ホイール及びセグメントソーの呼び方の体系。
d) ホイール及びセグメントソーの形状の呼び方のコード。
備考 原国際規格では,用語“ダイヤモンド層”が使用されているが,すべての仕様がCBNにも適
用されるとなっているので,この規格では,用語“と(砥)粒層”を採用した。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版を適用する。
JIS B 4130 ダイヤモンド/CBN工具−ダイヤモンド又はCBNと(砥)粒の粒度
備考 ISO 6106 : 1979, Abrasive products−Grain sizes of diamond or cubic boron nitrideが,この規格と
同等である。
JIS B 4131 ダイヤモンド/CBN工具−ダイヤモンド又はCBNホイール
備考 ISO 6168 : 1980, Abrasive products−Diamond or cubic boron nitride grinding wheels−Dimensions
が,この規格と同等である。
JIS B 4138 ダイヤモンド/CBN工具−ダイヤモンド又はCBNセグメントソー
備考 ISO 6105 : 1988, Abrasive products−Segmented saws for machining of stone and masonry cutting−
2
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
Dimensions of steel bladesが,この規格と同等である。
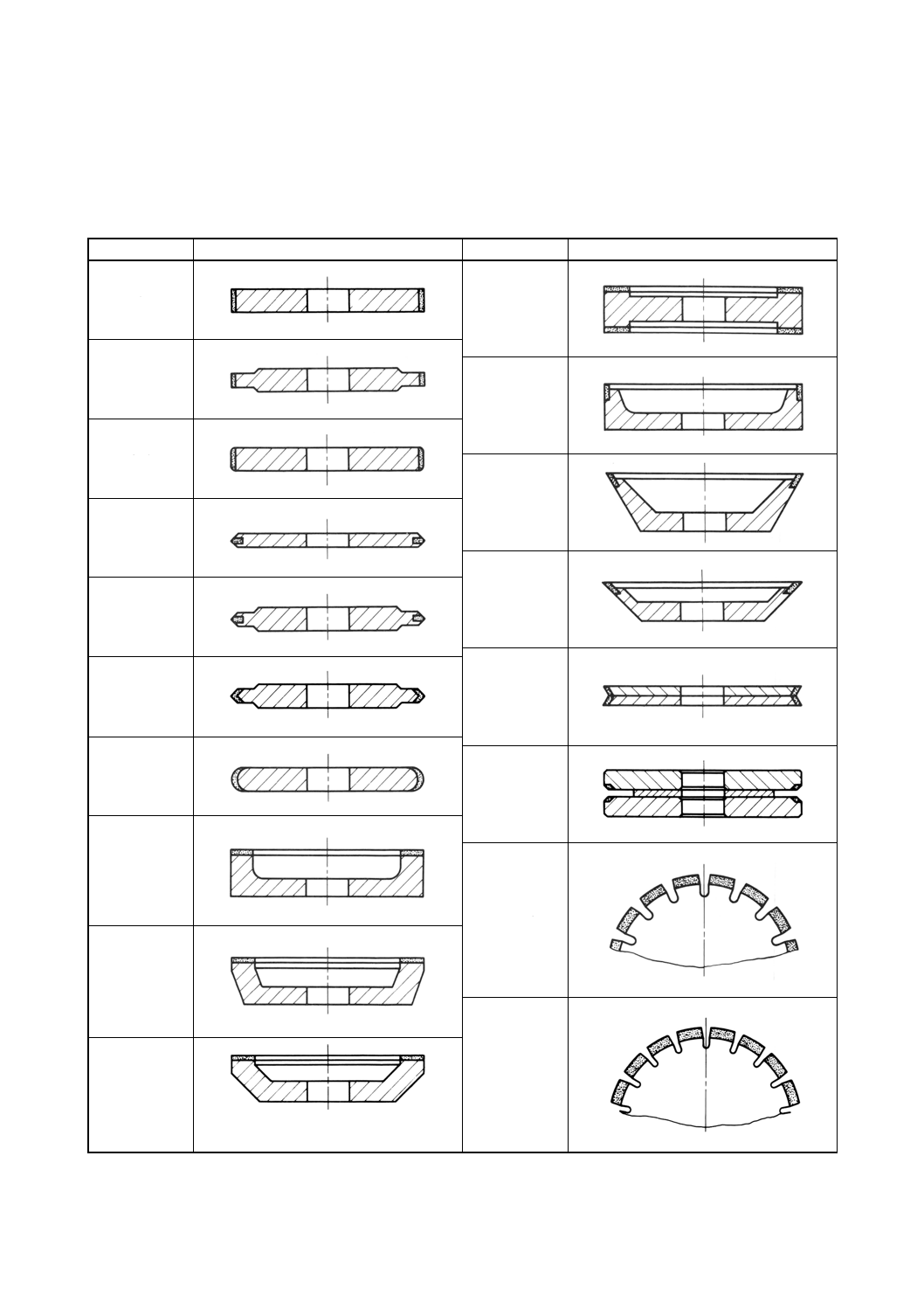
3. ホイール及びセグメントソーの標準品の概要
表1 ホイール及びセグメントソーの標準品の概要
呼び方の記号
概略図
呼び方の記号
概略図
1A1
9A3
14A1
6A9
1L1
11V9
1E6Q
12V9
14E6Q
1EE1V
14EE1
1FF1
1V9
6A2
1A1RSS/C1
11A2
1A1RSS/C2
12A2
4. 用語
3
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
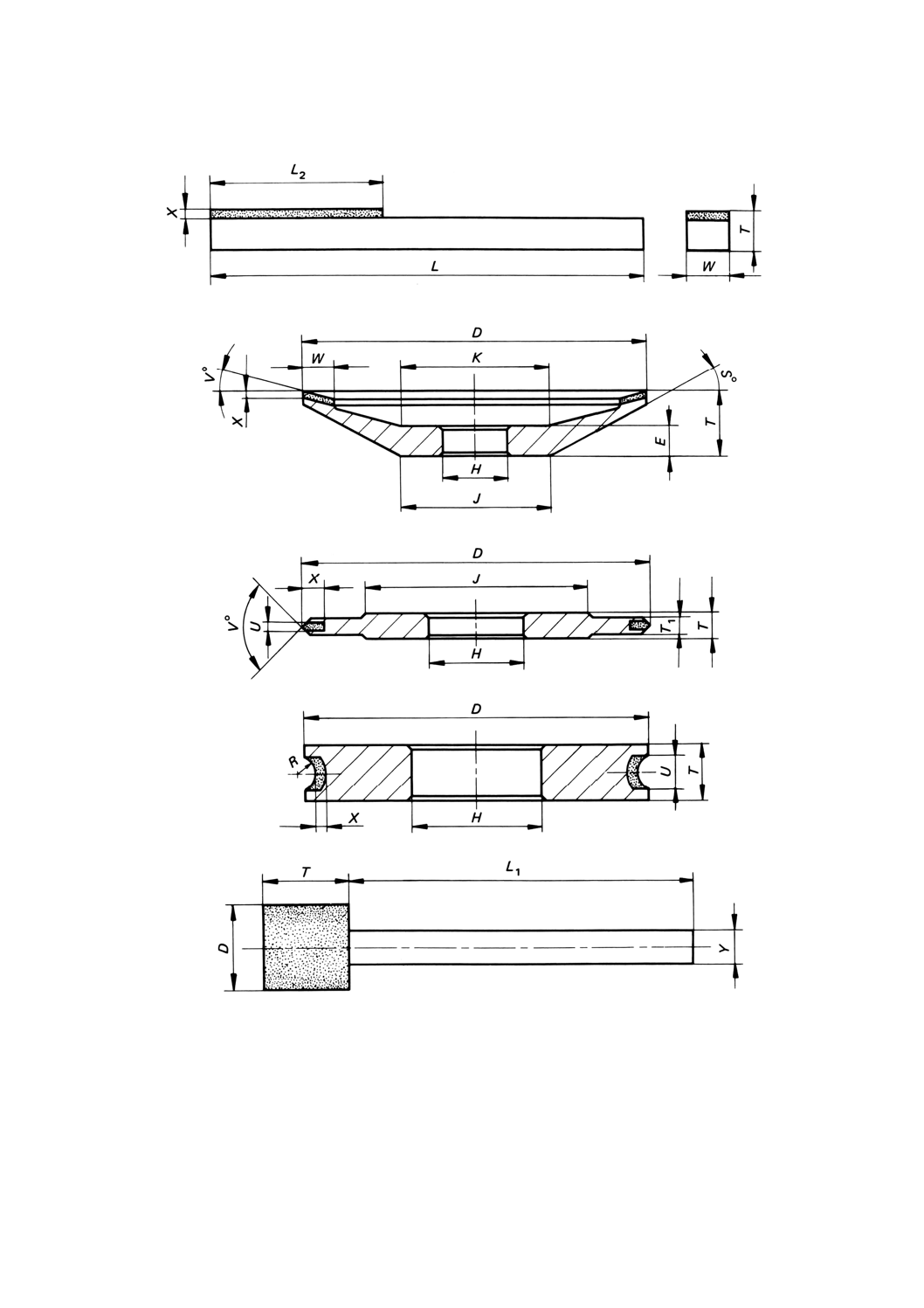
4.1
ホイールの寸法記号
図1 ホイールの寸法記号
4
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 ホイールの寸法記号
記号
日本語
英語
D
外径
Diameter
E
穴部の厚さ
Thickness at bore
H
穴径
Bore diameter
J
ハブの径
Hub diameter
K
逃げ部の径
Inside recess diameter
L
ホルダの長さ
Length of holder
L1
軸の長さ
Length of shaft
L2
と(砥)粒層の長さ
Length of diamond section
R
アール(丸み)
Radius
S
本体の角度
Angle of body
T
全厚
Overall thickness
T1
ハブ薄肉部の厚さ
Reduced hub thickness
U
と(砥)粒層の厚さ
Thickness of diamond section
(T又はT1より薄い場合)
(When less than T or T1)
V
作用面の角度
Face angle
W
リムの幅
Rim width
X
と(砥)粒層の深さ
Depth of diamond section
Y
軸径
Diameter of mandrel
5
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
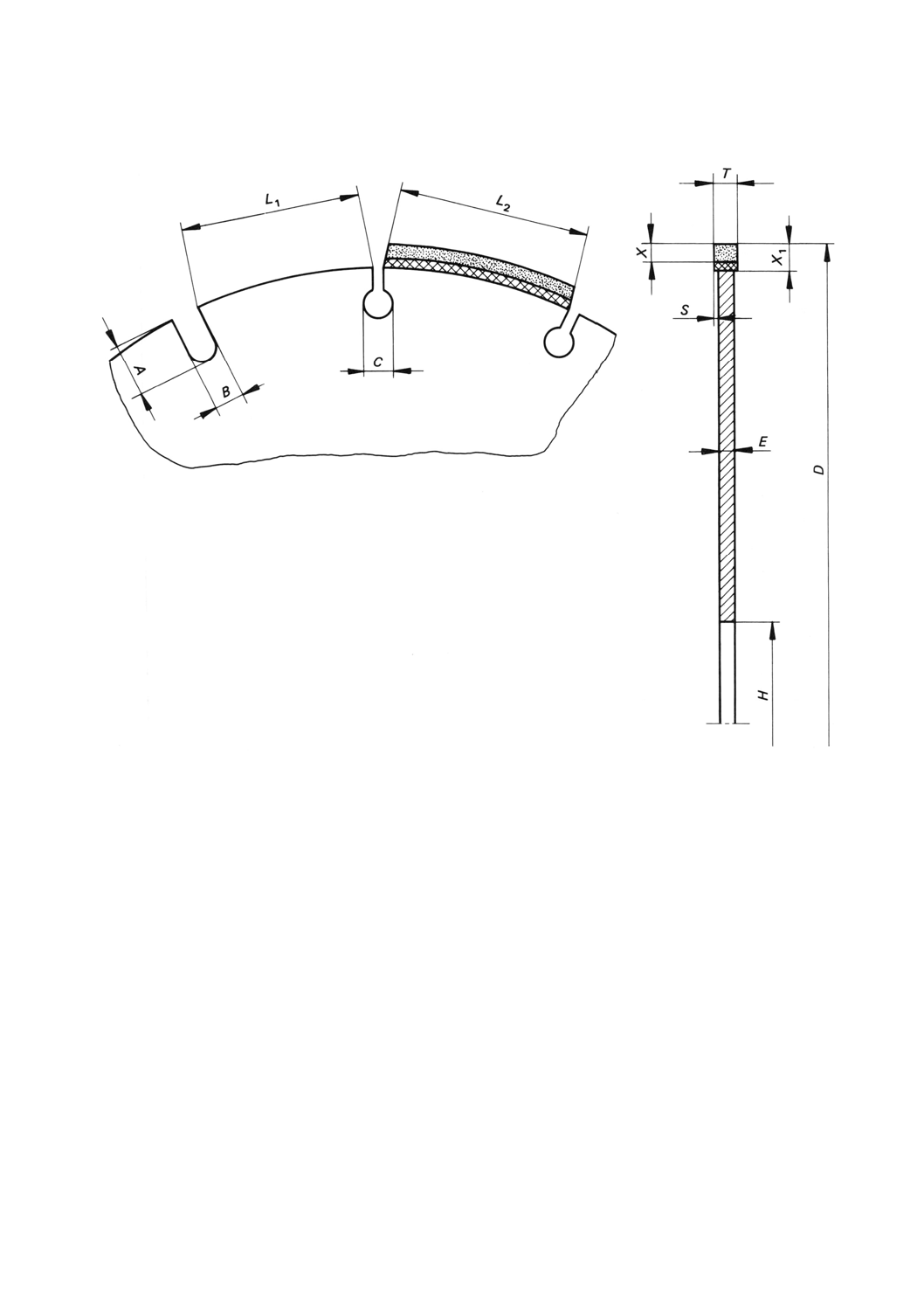
4.2
セグメントソーの寸法記号
図2 セグメントソーの寸法記号
6
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3 セグメントソーの寸法記号
記号
日本語
英語
セグメントソー
Circular saws
A
スロットの深さ
Depth of slot
B
スロットの幅
Width of slot
C
スロット部の穴径
Diameter of slot hole
D
外径
Diameter
E
基板の厚さ
Center thickness
H
穴径
Bore diameter
L1
歯の長さ
Length of tooth
L2
セグメントの長さ
Length of segment
S
側面の逃げ
Side clearance
T
と(砥)粒層の幅
Width of diamond segment
X
と(砥)粒層の深さ
Depth of diamond segment
X1
セグメントの全深さ
Overall depth of segment
その他の用語
Other terms
Nt
セグメントの数
Number of segments
C1
ワイドスロット
Wide slot
C2
ナロースロット
Narrow slot
ドライヴィングホール
Driving holes
5. 呼び方 ダイヤモンド又はCBNホイール又はセグメントソーの呼び方の体系は,次の要素で構成さ
れている。
a) ホイール又はセグメントソーの形状コード(6.を参照)
b) ホイール又はセグメントソーの寸法(JIS B 4131及びJIS B 4138参照)
c) コンセントレーション(7.を参照)
d) JIS B 4130に従ったダイヤモンド又はCBNの粒度の呼び方
6. ダイヤモンド又はCBNホイール及びセグメントソーの形状のコード化
6.1
コード体系 コード体系は,ダイヤモンド又はCBNホイール及びセグメントソーの形状の呼び方を
示す三つの記号で構成されている。必要に応じて,第4の補助記号を使用してもよい。
これらの記号の意味は,次のとおりである。
a) と(砥)粒層が取り付けられている台金の基本形状を表す数字。
b) と(砥)粒層の断面形状を表す1個又は2個の文字記号。
c) と(砥)粒層が取り付けられている台金の位置を表す数字。
d) 台金のモディフィケーション(1)を表す,1個又は数個の文字記号。
注(1) モディフィケーション ホイールの基本形状に施す加工。
6.2
記号
6.2.1
台金の基本形状 これを表す記号は,台金に取り付けられたと(砥)粒層の位置又はホイールの使
い方にかかわりなく定義付けされている。と(砥)粒層を取り付けるために,台金に凹凸が設けられてい
ても,この記号の決定には影響を及ぼさない。
7
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
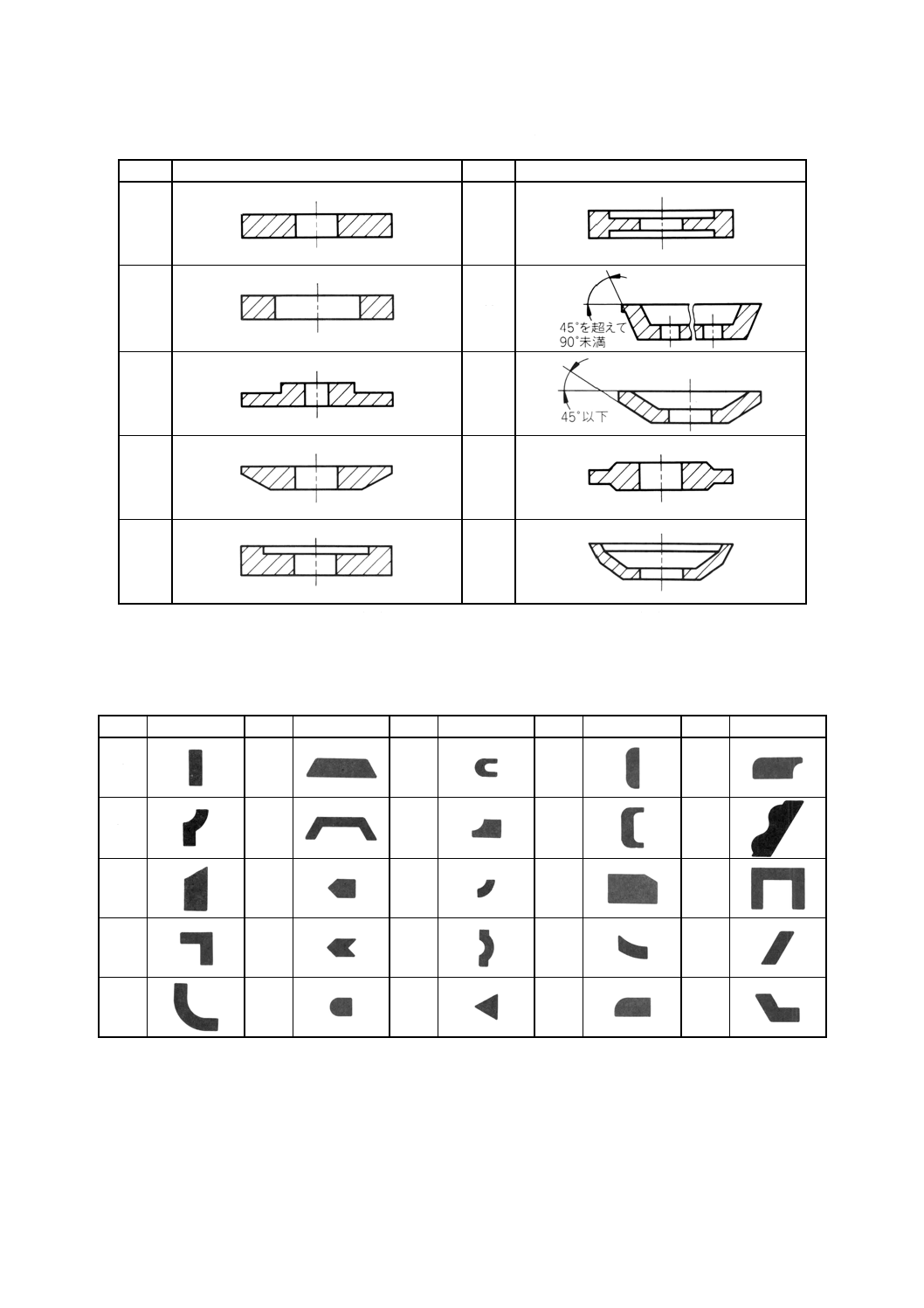
表4 台金の基本形状及び記号
記号
基本形状
記号
基本形状
1
9
2
11
3
12
4
14
6
15
6.2.2
と(砥)粒層の断面形状 と(砥)粒層の断面形状を表す記号は,と(砥)粒層が取り付けられて
いる台金の位置にかかわりなく定義付けされている。と(砥)粒層の軸が,いずれの方向を向いていても
よい。と(砥)粒層の断面形状は,四つの面,すなわち外周側の面,内周側の面及び両側面で定まる。
表5 と(砥)粒層の断面形状及び記号
記号
断面形状
記号
断面形状
記号
断面形状
記号
断面形状
記号
断面形状
A
D
FF
L
QQ
AH
DD
G
LL
S
B
E
H
M
U
C
EE
J
P
V
CH
F
K
Q
Y
6.2.3
台金に取り付けられたと(砥)粒層の位置 と(砥)粒層の断面形状は,一般的には,その断面の
突出部の外側,又は弧の膨らみ側が外側を向くように,台金に取り付けられるものとみなさなければなら
ない。
8
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
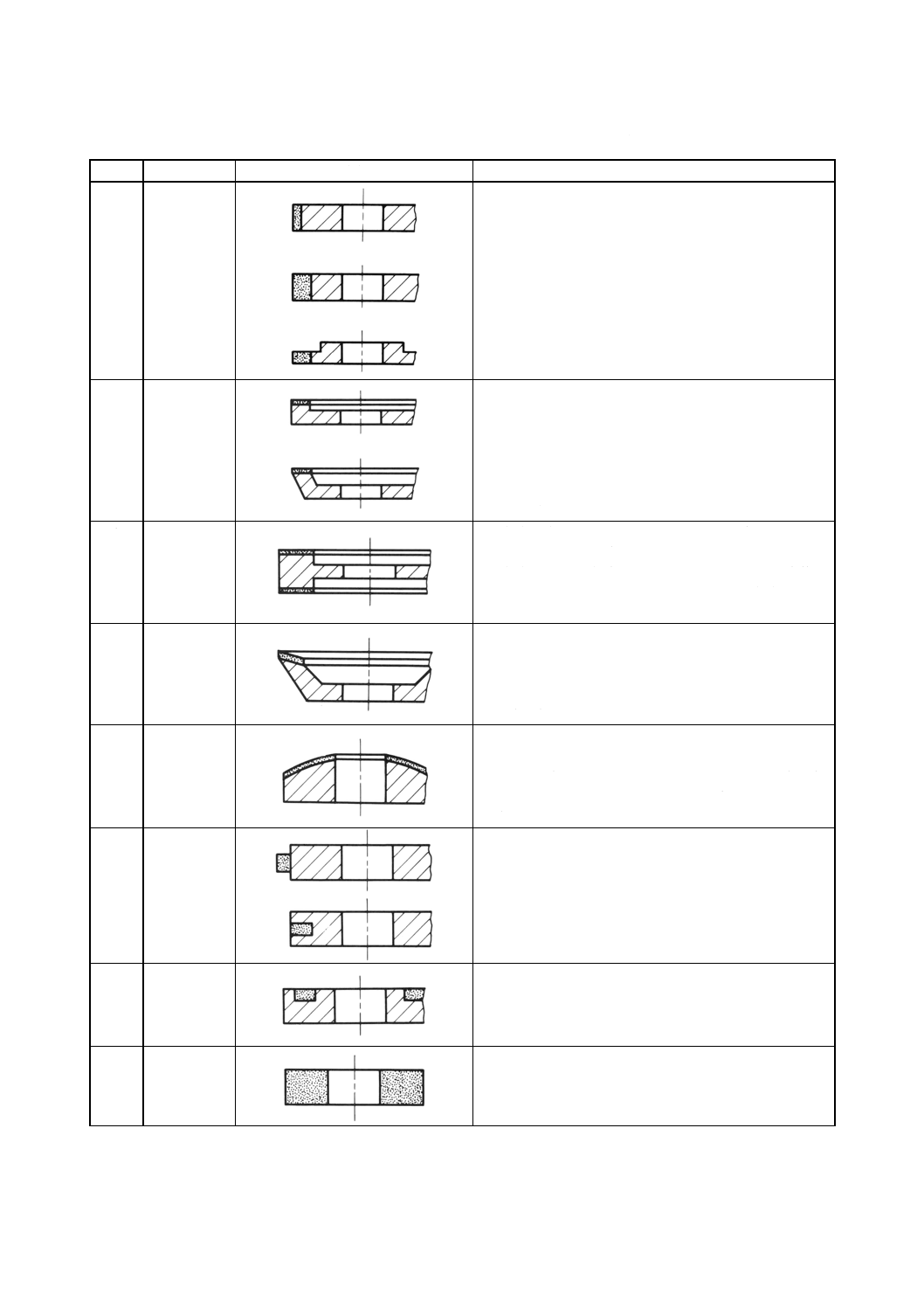
表6 台金に取り付けられたと(砥)粒層の位置及び記号
記号
位置
図
定義
1
外周
と(砥)粒層は,台金の外周に取り付けられていて,ホ
イールの全厚さにわたって広がっている。と(砥)粒層
の軸方向長さは,半径方向に測定したと(砥)粒層の深
さより長い,この深さと同じ,又はこの深さより短いこ
とがある。この定義付けでは,ハブをホイールの厚さと
はみなさない。
2
側面
と(砥)粒層は,ホイールの片側の側面に取り付けられ
ていて,ホイールの外周部から中心に向かって延びてい
る。と(砥)粒層の半径方向長さは,ホイールの側面全
体に延びていても延びていなくてもよいが,軸方向に測
定したと(砥)粒層の深さより長くなければならない。
と(砥)粒層は,研削に通常使用する,ホイールの側
面に取り付けられる。
3
両側面
と(砥)粒層は,ホイールの両側面に取り付けられてい
て,ホイールの外周部から中心に向かって延びている。
と(砥)粒層の半径方向長さは,ホイールの側面全体に
延びていても延びていなくてもよいが,と(砥)粒層の
軸方向深さより長くなっている。
4
内側に傾斜
又は丸みを
もつもの
この表示記号は,はん(汎)用ホイールの形状2,6,11,
12及び15に適用され,と(砥)粒層を側壁に取り付け
ているものを指す。この側壁には,ホイールの外周部の
高い所から,ホイールの中心に向かって低い所に延びて
いる突出部又は弧がある。
5
外側に傾斜
又は丸みを
もつもの
この表示記号は,はん(汎)用ホイールの形状2,6,11
及び15に適用され,と(砥)粒層を側壁に取り付けて
いるものを指す。この側壁には,ホイールの外周部の低
い所から,ホイールの中心に向かって高い所に延びてい
る突出部又は弧がある。
6
外周部の一
部
と(砥)粒層は,台金の周辺部に取り付けられているが,
ホイールの全厚さにわたって広がっていなくて,しか
も,いずれの側にも達していない。
7
側面の一部
と(砥)粒層は,台金の側面に取り付けられているが,
ホイールの外周部まで広がっていない。と(砥)粒層は
中心まで広がっていても広がっていなくてもよい。
8
全体
これは台金のないむくのと(砥)粒層でできたホイール
を呼ぶ。
9
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
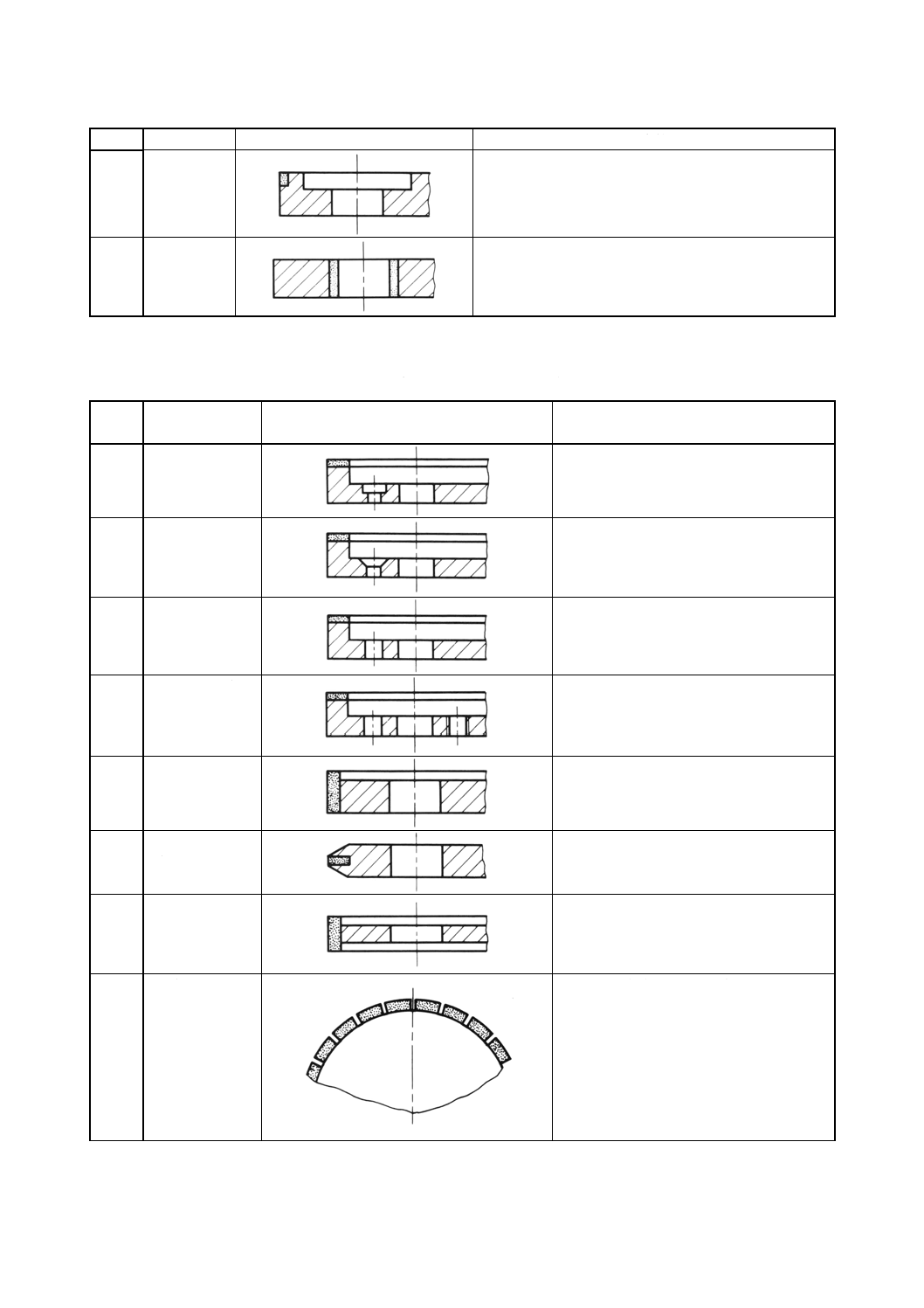
記号
位置
図
定義
9
角部
これは,一般的には外周部に取り付けられているものと
みなされる位置決めを呼ぶが,と(砥)粒層が一方の角
部に取り付けられていても,他方の角部まで延びていな
い。
10
内周部
これは,ホイールの内周部にと(砥)粒層を取り付けた
ものを指す。
6.2.4
台金の基本形状に対するモディフィケーション 台金の基本形状のモディフィケーションは,定義
の範囲内で,任意とする。この記号は,必要な場合にだけ使用しなければならない。
表7 モディフィケーション及び記号
記号
モデイフィ
ケーション
図
定義
B
座ぐり穴
台金に設けたドリル穴及び座ぐり。
C
さらもみ穴
台金に設けたドリル穴及びさらもみ。
H
ストレート穴
台金に開けた真っすぐな穴。
M
ストレート穴及
びねじ切り穴
台金に設けた,ストレート穴とねじ切り穴。
P
片側の逃げ
台金の厚さがホイールの厚さより薄い,ホ
イールの片面に設けた逃げ。
Q
と(砥)粒層の
挿入
と(砥)粒層の3面を,部分的に又は全周
にわたって台金で囲ってある。
R
両側の逃げ
ホイールの両面に設けた逃げ。台金の厚さ
は,ホイールの厚さより薄い。
S
セグメントに分
割したと(砥)
粒層
台金にと(砥)粒層のセグメントを取り付
けたホイール(セグメントの間隔は,規定
しない)。
10
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
記号
モデイフィ
ケーション
図
定義
SS
と(砥)粒層を
セグメントに分
割のセグ及び台
金にスロット
スロットを設けた台金にと(砥)粒層メン
トを取り付けたホイール。
T
ねじ切り穴
台金に開けたねじ切り穴。
V
と(砥)粒層の
反転取付け
突出部の内側又は弧のへこんだ側が露出さ
れるように取り付けられている場合にと
(砥)粒層の断面形状が反転されていると
みなす。ただし,と(砥)粒層の断面形状
AHが,弧のへこんだ側を露出させて台金
に取り付けられている場合を除く。
W
軸付き
Y
と(砥)粒層の
反転及び挿入
記号Q及びVの定義を参照のこと。
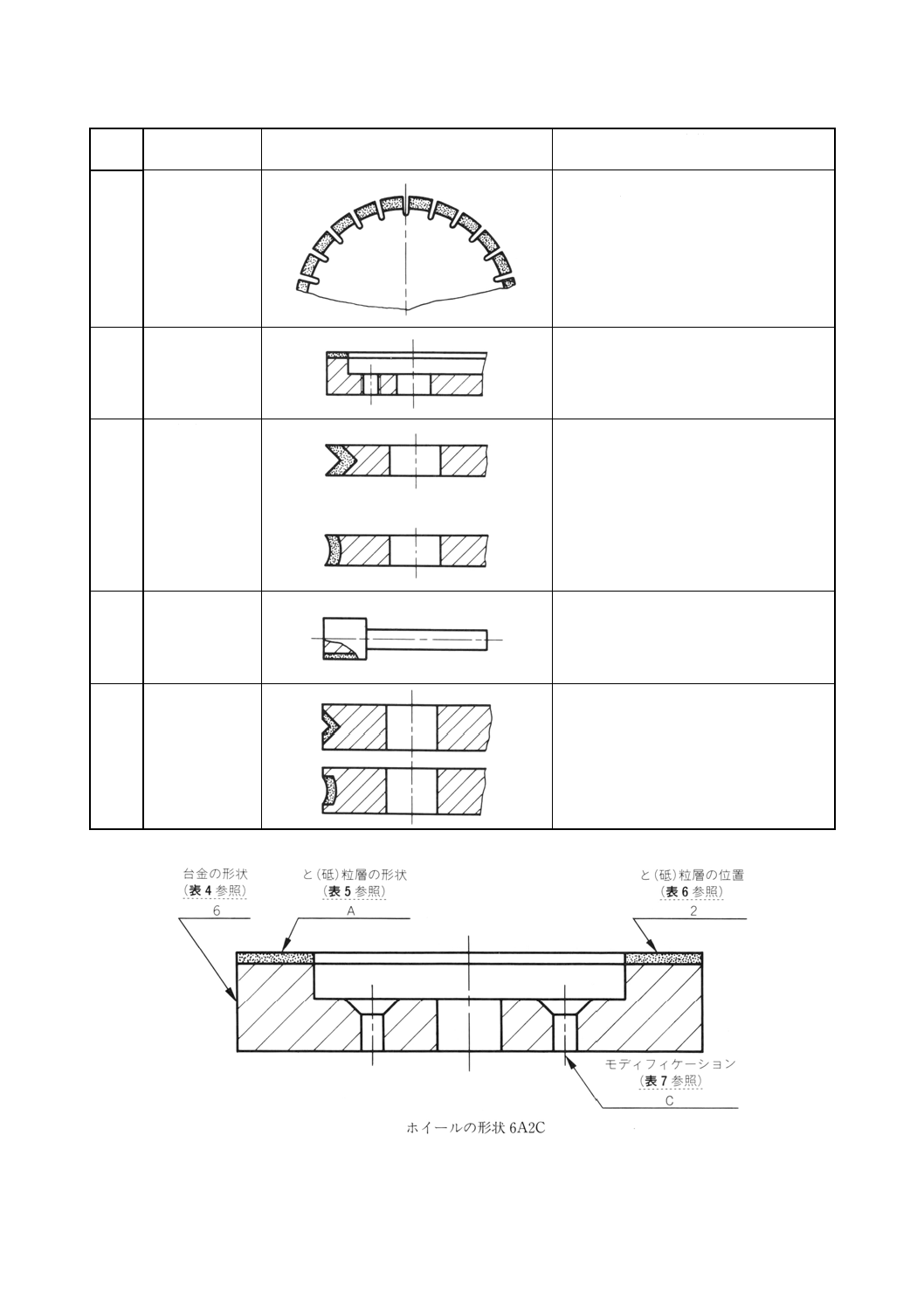
6.3
ダイヤモンド又はCBNホイールの呼び方の例
図3 ダイヤモンド又はCBNホイールの呼び方の例
11
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
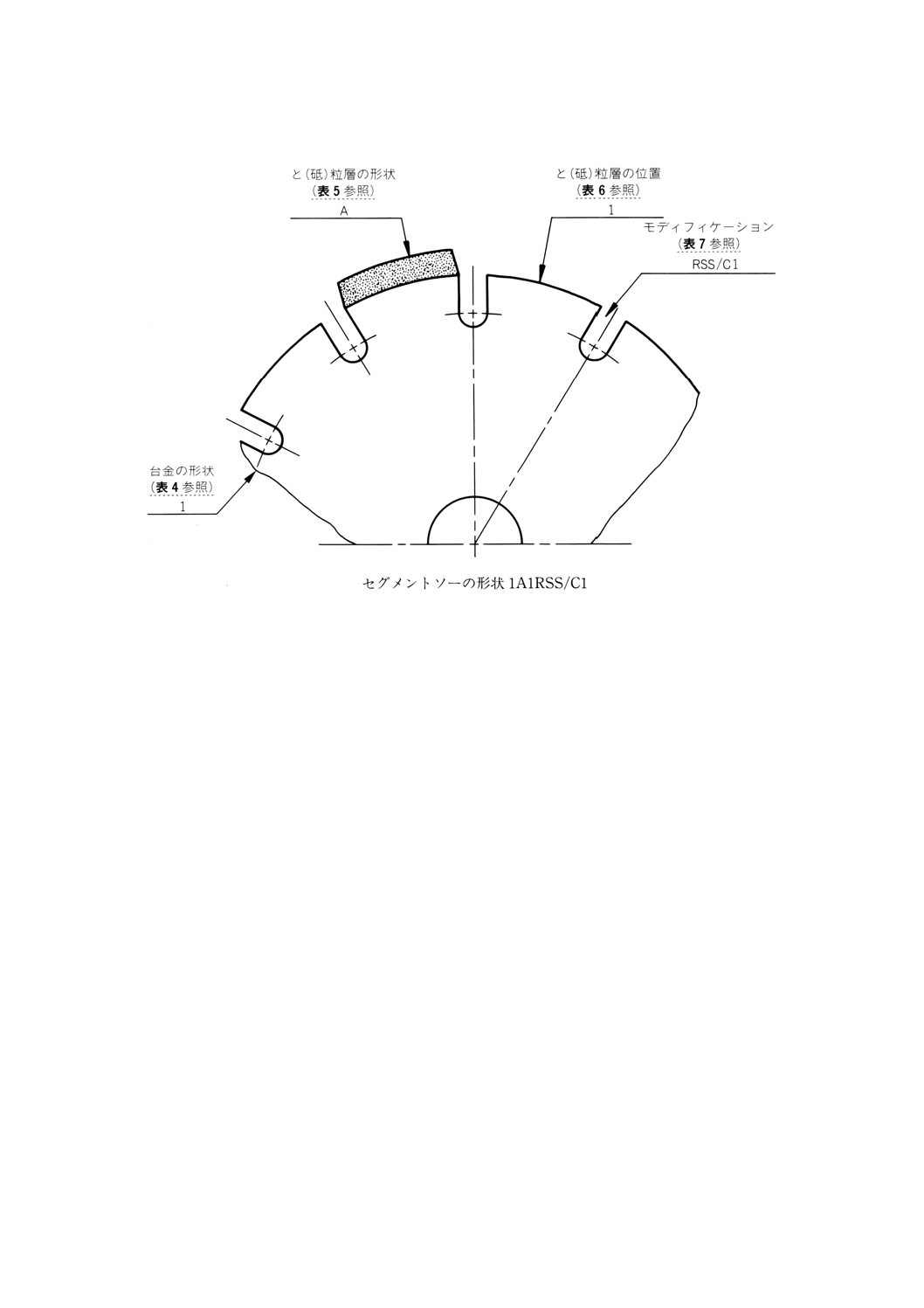
6.4
ダイヤモンド又はCBNセグメントソーの呼び方の例
図4 ダイヤモンド又はCBNセグメントソーの呼び方の例
7. コンセントレーション ホイールに含まれるダイヤモンド又はCBNの体積含有量を表す値であり,
コンセントレーション100は,25容積%に相当する。ダイヤモンドの密度を3.52g/cm3とすると1立方セ
ンチメートル当たり4.4カラットとなる (880mg/cm3)。ただし,CBNの密度は,3.48g/cm3である。
12
B 4141 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS原案作成委員会 構成表
氏名
所属
(委員長)
佐 藤 素
神奈川工科大学工業化学工学科
(委員)
高 木 純一郎
横浜国立大学工学部生産工学科
中 島 誠
通商産業省機械情報産業局
橋 本 繁 晴
財団法人日本規格協会
服 部 光 郎
工業技術院機械技術研究所
本 間 清
工業技術院標準部
飯 塚 栄 一
昭和電工株式会社
瓜 生 裕 二
ゼネラル エレクトリック インターナショナル インク
大 泉 義 明
ノリタケダイヤ株式会社
五 味 正七朗
株式会社オリエンタルダイヤ工具研究所
鈴 木 数 夫
東名ダイヤモンド工業株式会社
鈴 木 茂 男
旭ダイヤモンド工業株式会社
関 洋 子
デ・ビアス インダストリアルダイヤモンドジャパン株
式会社
冨 森 紘
大阪ダイヤモンド工業株式会社
藤 田 良 勝
富士ダイヤモンド工業株式会社
吉 田 雄 二
株式会社東京ダイヤモンド工具製作所
今 井 智 康
社団法人日本工作機械工業会(豊田工機株式会社)
加 藤 登樹雄
日本写真機工業会(株式会社ニコン)
久 保 幸 彦
社団法人日本自動車部品工業会(帝国ピストンリング株
式会社)
後 藤 有 成
日本コンクリート切断穿孔業協会
佐 伯 幸 洋
超硬工具協会(三菱マテリアル株式会社)
濱 村 敦
社団法人日本電子材料工業会(住友特殊金属株式会社)
吉 田 裕 三
社団法人日本ファインセラミックス協会(東芝タンガロ
イ株式会社)
(事務局)
内 藤 ち さ
ダイヤモンド工業協会