
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4134-1994
ダイヤモンド単石ドレッサ
Single point diamond dressing tools
1. 適用範囲 この規格は,研削といしのドレッシングに用いる単石ドレッサ(以下,ドレッサという。)
について規定する。
備考1. ダイヤモンド単石ドレッサとは,研磨加工されていない1個のダイヤモンドをシャンクに取り
付けたものである。
2. この規格の引用規格を,次に示す。
JIS B 0401 寸法交差及びはめあい
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 1002 二面幅の寸法
JIS B 3301 モールステーパゲージ
JIS B 4003 モールステーパ部をもつシャンク及びソケット−形状・寸法
JIS B 7502 マイクロメータ
JIS B 7507 ノギス
JIS G 4051 機械構造用炭素鋼鋼材
3. この規格の中で { } を付けて示してある単位及び数値は,従来単位系によるものであって,
参考として併記したものである。
2. 種類 ドレッサの種類は,シャンクの形状及びダイヤモンドの呼びによって区分し,表1による。
表1 ドレッサの種類
シャンクの形状
ダイヤモンドの呼び
ストレートシャンク形
1/20, 1/10, 1/7, 1/5, 1/4, 1/3, 1/2,
3/4, 1, 11/4, 11/2, 2
ヘッデッドシャンク形
テーパシャンク形
3. 形状・寸法 ドレッサの形状及び寸法は,表2〜4による。
2
B 4134-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
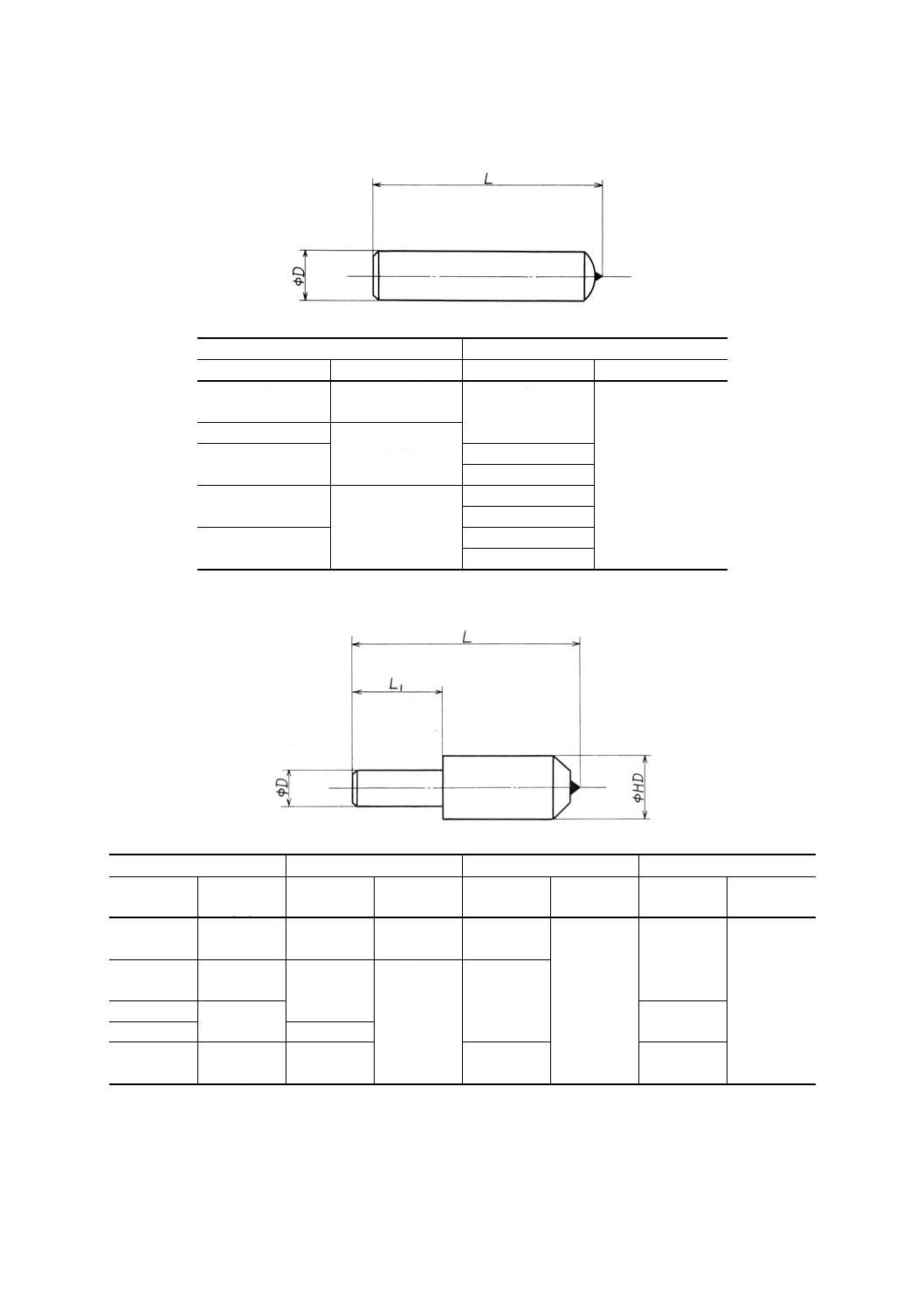
表2 ストレートシャンク形
単位mm
シャンク径D(1)
全長L
基準寸法
許容差 (dll)
基準寸法
許容差
6
−0.030
−0.105
30
±2
8
−0.040
−0.130
10
50
100
11
−0.050
−0.160
50
100
12
50
100
注(1) シャンク径 (D) の許容差は,JIS B 0401の規定による。
表3 ヘッデッドシャンク形
単位mm
シャンク径D(1)
ヘッド部の径HD(2)
全長L
シャンクの長さL1
基準寸法
許容差
(dll)
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
3
−0.020
−0.080
4
±0.2
20
±2
12
±1
6
−0.030
−0.105
12
±0.5
25
8
−0.040
−0.130
15
10
14
11
−0.050
−0.160
16
35
20
注(2) ヘッド部の径 (HD) の許容差は,JIS B 0405に規定する粗級とする。
3
B 4134-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
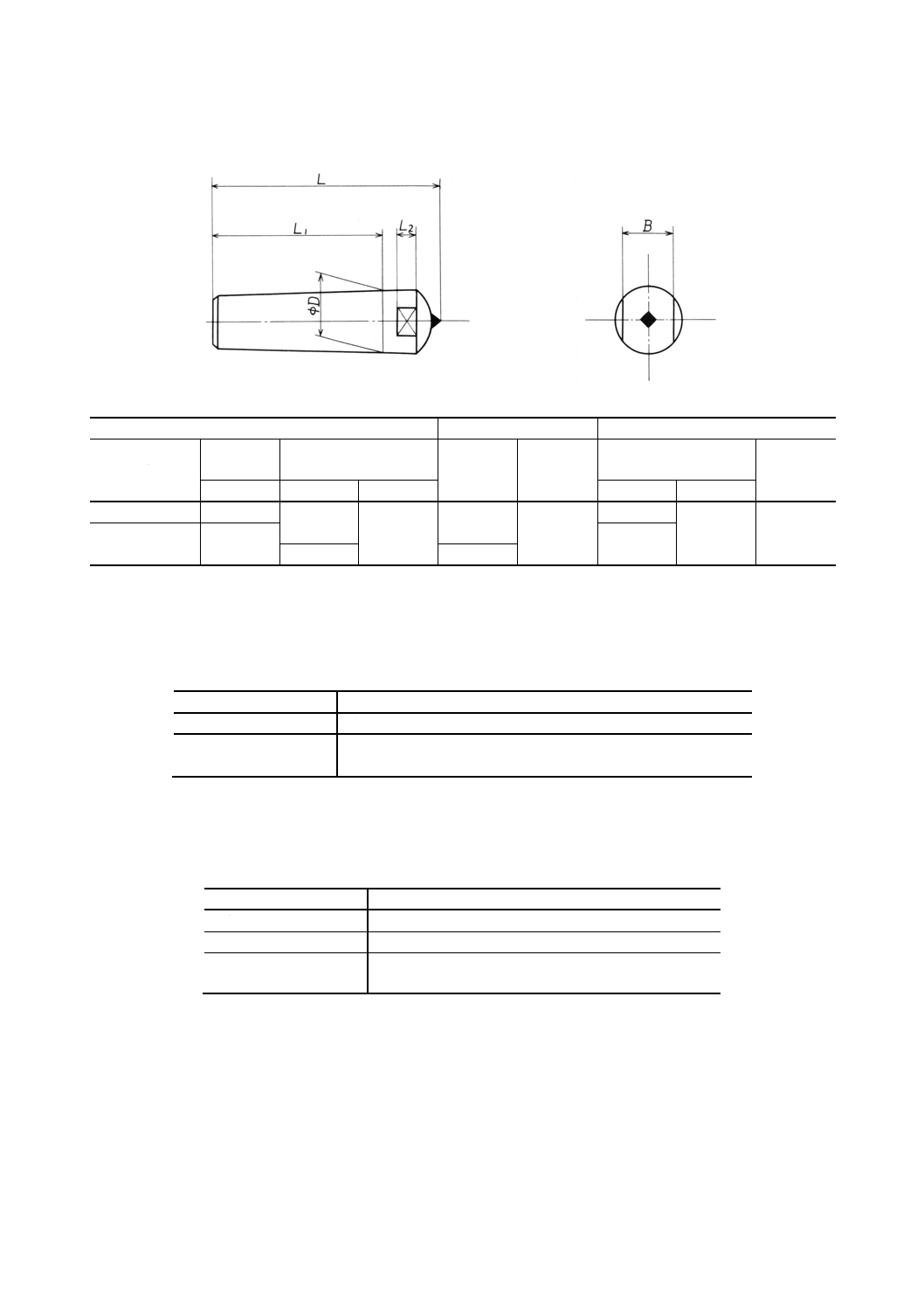
表4 テーパシャンク形
単位mm
テーパ部(3)
全長L
二面幅
モールステー
パ番号
シャンク
径D
長さL1
基準寸法
許容差
幅B(4)
長さL2
(最小)
基準寸法
基準寸法
許容差
基準寸法
許容差
0
9.045
24
0
−2
32
±2
8
0
−0.2
3
1
12.065
10
30
38
注(3) テーパ部は,JIS B 4003の規定による。
(4) 幅(B)の許容差は,JIS B 1002の1種とする。
4. 材料 ドレッサの材料は,表5による。
表5 ドレッサの材料
区分
材料
ダイヤモンド部
ダイヤモンド
シャンク部
JIS G 4051に規定するS20C又は使用上これと同等以上の性能を
もつものとする。
5. 品質
5.1
外観 ドレッサの外観は,表6による。
表6 ドレッサの外観
区分
外観
ダイヤモンド部
実用上有害なきず,欠け,割れなどがないこと。
ダイヤモンド取付部
実用上有害なすきま,接合不良などがないこと。
シャンク部
地きず及び割れ並びに有害なまくれ,きず,さびなど
の欠点がなく,仕上げは良好であること。
4
B 4134-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.2
ダイヤモンドの呼びの質量範囲 ダイヤモンドの呼びの質量範囲は,表7による。
表7 ダイヤモンドの呼びの質量範囲
単位mg {ct(5)}
呼び
質量範囲
1/20
6〜 14 {0.03〜0.07}
1/10
14〜 26 {0.07〜0.13}
1/7
24〜 36 {0.12〜0.18}
1/5
34〜 36 {0.17〜0.23}
1/4
42〜 58 {0.21〜0.29}
1/3
58〜 78 {0.29〜0.39}
1/2
80〜124 {0.40〜0.62}
3/4
126〜174 {0.63〜0.87}
1
176〜228 {0.88〜1.14}
11/4
230〜268 {1.15〜1.34}
11/2
270〜348 {1.35〜1.74}
2
350〜450 {1.75〜2.25}
注(5) 1ct=200mg
備考 二つの呼びにまたがる質量のものが,いずれの呼びに属するかにつ
いては,受渡当事者間で協議して決める。
6. 試験方法
6.1
形状・寸法 ドレッサの形状及び寸法は,表8によって測定する。
表8 測定方法
項目
測定方法
測定器具
直径
外側マイクロメータ又はノギス
で測定する。
マイクロメータ
(JIS B 7502)
ノギス (JIS B 7507)
長さ
ノギスで測定する。
ノギス (JIS B 7507)
二面幅
テーパ
テーパゲージで測定する。
モールステーパゲージ
(JIS B 3301)
備考 測定方法及び測定器具は,一般的な例を示したものである。
6.2
外観 ドレッサの外観は,目視による。
6.3
ダイヤモンドの質量 ダイヤモンドの質量は,天びんによって測定する。
7. 検査 ドレッサの検査は,形状・寸法,外観及びダイヤモンドの呼びの質量範囲について行い,それ
ぞれ3.,5.1及び5.2の規定に適合しなければならない。
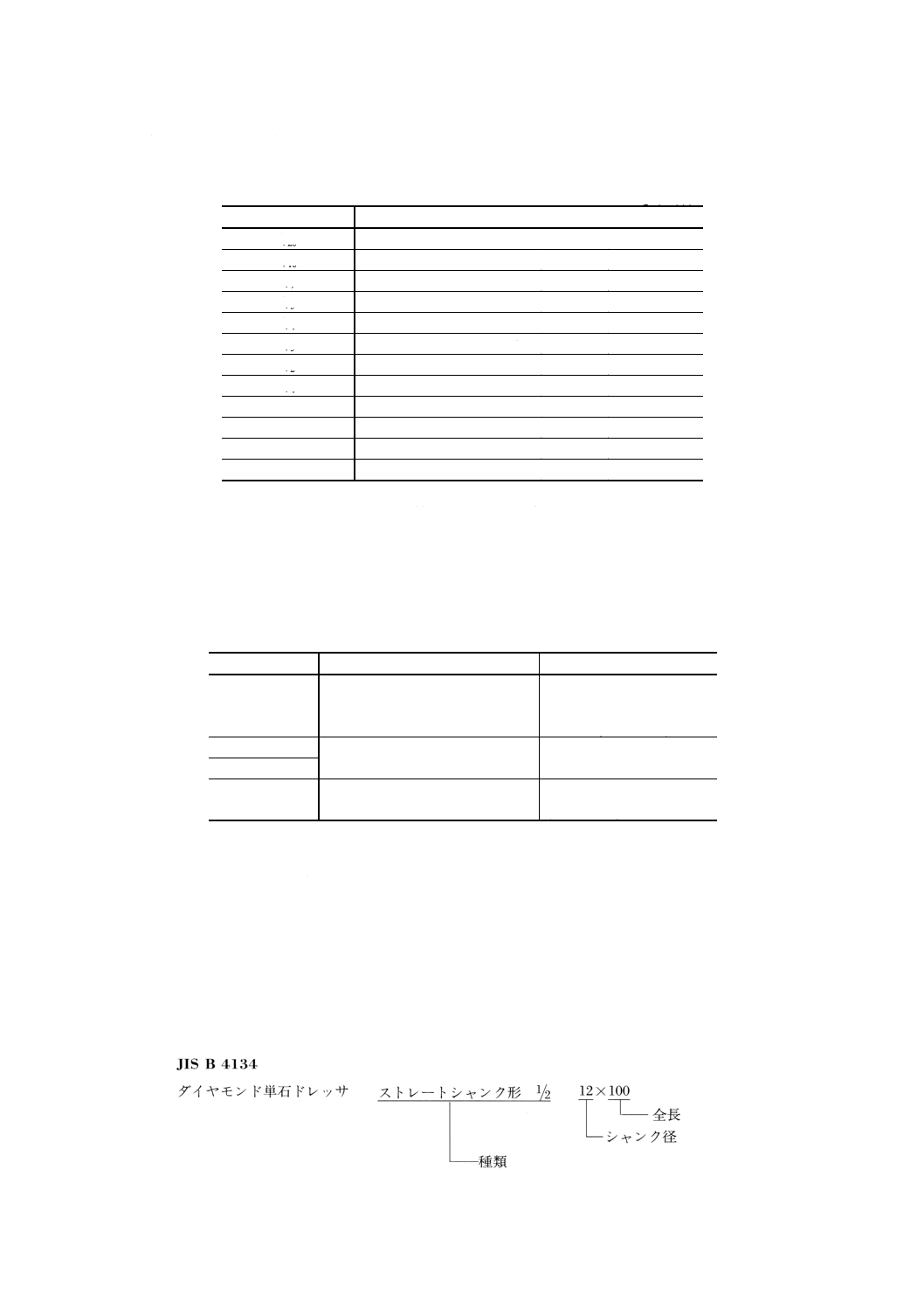
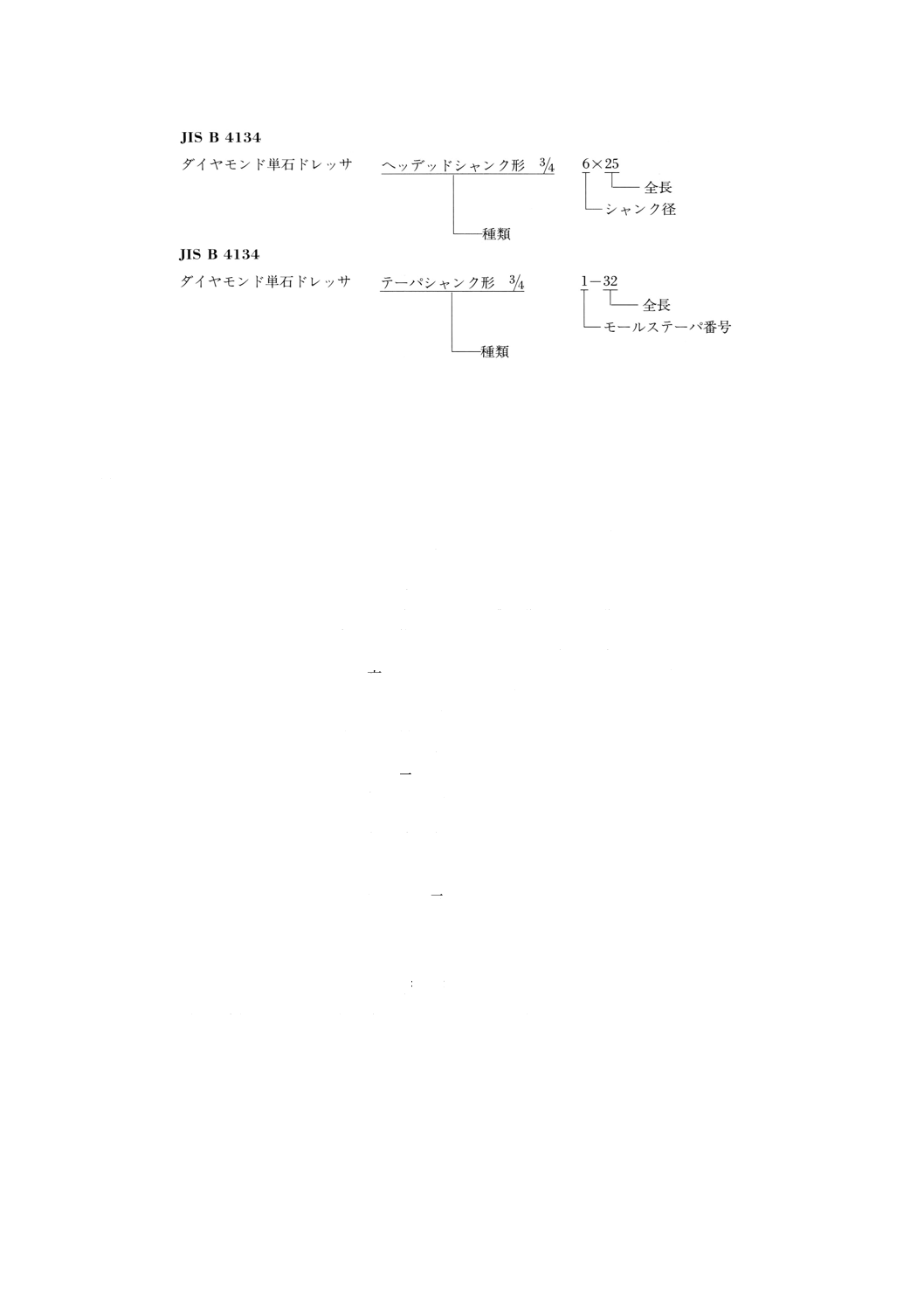
8. 製品の呼び方 ドレッサの製品の呼び方は,規格番号又は規格の名称,種類,シャンク径又はモール
ステーパ番号及び全長による。
例1.
5
B 4134-1994
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例2.
例3.
9. 表示 ドレッサの製品には,次の事項を刻印で表示する。ただし,刻印することが困難な場合には,
その他の方法で表示してもよい。
(1) ダイヤモンドの呼び
(2) 製造業者名又はその略号
原案作成委員会の構成
氏名
所属
(委員長)
宮 下 政 和
東京都立大学工学部
見 学 信 敬
通商産業省機械情報産業局
小 栁 武 昭
工業技術院標準部
須 藤 徹 也
工業技術院機械技術研究所
内 藤 俊 雄
日本国有鉄道
丸 山 弘 志
東京理科大学理工学部
大 高 義 穂
社団法人日本工作機械工業会
神 谷 清 弘
株式会社不二越
喜 井 武 司
社団法人日本ベアリング工業会
桑 原 昌 博
トヨタ自動車株式会社
佐々木 哲 夫
池上金型工業株式会社
林 山 三 郎
日産自動車株式会社
平 松 孝
研削砥石工業会
牧 野 弘
株式会社大隈鉄工所
阿 部 勝 幸
クリステンセンマイカイ株式会社
小 川 憲 雄
三和ダイヤモンド工業株式会社
小 杉 勝 義
株式会社東京ダイヤモンド工具製作所
高 田 浩 三
株式会社東亜ダイヤモンド工具製作所
辻 村 洋太郎
三菱ノートン株式会社
本 多 恵 治
旭ダイヤモンド工業株式会社
真 島 慎治郎
ダイヤモンド工業協会
森 保 夫
大阪ダイヤモンド工業株式会社
吉 川 壽 員
ノリタケダイヤ株式会社
(関係者)
矢 島 武 憲
工業技術院標準部