B 4129-1:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義並びに呼び記号 ······························································································ 2
4 記号······························································································································· 3
4.1 シャンクの様式記号−記号1 ···························································································· 3
4.2 シャンクの直径記号−記号2 ···························································································· 3
4.3 工具全長記号−記号3 ····································································································· 3
4.4 構造記号−記号4 ··········································································································· 4
4.5 チップの形状記号−記号5 ······························································································· 4
4.6 切れ刃の形状記号−記号6 ······························································································· 5
4.7 チップの逃げ角記号−記号7 ···························································································· 5
4.8 勝手記号−記号8 ··········································································································· 6
4.9 チップの切れ刃長さ記号−記号9 ······················································································ 6
4.10 シャンクの断面形状記号−記号10−フラットの数 ······························································ 7
5 形状一覧························································································································· 8
6 寸法······························································································································ 10
6.1 シャンクの直径d1,刃先距離f及び工具全長l1 ··································································· 10
6.2 シャンクの断面形状 ······································································································ 11
7 寸法の決め方 ·················································································································· 11
7.1 切れ刃のコーナ ············································································································ 11
7.1.1 基準点K ··················································································································· 11
7.1.2 仮想シャープコーナT ·································································································· 12
7.2 マスタチップのコーナ半径 ····························································································· 12
7.3 工具全長l1 ··················································································································· 13
7.4 刃先距離f ···················································································································· 13
7.5 許容差 ························································································································ 13
7.6 寸法a ························································································································· 13
7.7 補正値x及び補正値y ···································································································· 14
8 製品の定義及び表記 ········································································································· 16
9 材料······························································································································ 17
10 製品の範囲 ··················································································································· 17
11 表示 ···························································································································· 17
附属書A(参考)JIS B 4129-1〜JIS B 4129-6及びISO/TS 13399-2〜ISO/TS 13399-3との記号表示の関係
········································································································································ 18
B 4129-1:2020 目次
(2)
ページ
附属書JA(参考)ホルダの材料,硬さ及び測定方法 ·································································· 20
参考文献 ···························································································································· 21
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 22
B 4129-1:2020
(3)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,日本機械工具工業会(JTA)及び一般財団法
人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出があり,日本産
業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。これによって,JIS B 4128:1998
及びJIS B 4129:1998は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 4129の規格群には,次に示す部編成がある。
JIS B 4129-1 第1部:呼び記号の付け方及び一般事項
JIS B 4129-2 第2部:切れ刃の形状記号F
JIS B 4129-3 第3部:切れ刃の形状記号K
JIS B 4129-4 第4部:切れ刃の形状記号L
JIS B 4129-5 第5部:切れ刃の形状記号U
JIS B 4129-6 第6部:切れ刃の形状記号Q
日本産業規格 JIS
B 4129-1:2020
刃先交換チップ用ホルダ−
丸シャンク内径旋削用の形状・寸法−
第1部:呼び記号の付け方及び一般事項
Tool holders for internal turning with cylindrical shank for indexable inserts-
Part 1: Designation, styles, dimensions and calculation for corrections
序文
この規格は,2012年に第1版として発行されたISO 5609-1を基とし,我が国の実情を反映し,技術的
内容を変更して作成した日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはない事項であ
る。
1
適用範囲
この規格は,刃先交換チップ(以下,チップという。)を保持する丸シャンク内径旋削用のホルダ(以下,
ホルダという。)形状,寸法及び呼び記号の付け方並びに一般事項について規定する。
注記1 ホルダの材料,硬さ及び測定方法を,参考として附属書JAに記載する。
注記2 JIS B 4129-1〜JIS B 4129-6及びISO/TS 13399-2〜ISO/TS 13399-3との記号表示の関係を附属
書Aに記載する。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5609-1:2012,Tool holders for internal turning with cylindrical shank for indexable inserts−Part
1: Designation, styles, dimensions and calculation for corrections(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0107 バイト用語
JIS B 0170 切削工具用語(基本)
JIS B 0172 フライス用語
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
注記 対応国際規格:ISO 2768-1,General tolerances−Part 1: Tolerances for linear and angular
2
B 4129-1:2020
dimensions without individual tolerance indications
JIS B 0419 普通公差−第2部:個々に公差の指示がない形体に対する幾何公差
JIS B 4120 刃先交換チップの呼び記号の付け方
JIS B 4129-2 刃先交換チップ用ホルダ−丸シャンク内径旋削用の形状・寸法−第2部:切れ刃の形状
記号F
JIS B 4129-3 刃先交換チップ用ホルダ−丸シャンク内径旋削用の形状・寸法−第3部:切れ刃の形状
記号K
JIS B 4129-4 刃先交換チップ用ホルダ−丸シャンク内径旋削用の形状・寸法−第4部:切れ刃の形状
記号L
JIS B 4129-5 刃先交換チップ用ホルダ−丸シャンク内径旋削用の形状・寸法−第5部:切れ刃の形状
記号U
JIS B 4129-6 刃先交換チップ用ホルダ−丸シャンク内径旋削用の形状・寸法−第6部:切れ刃の形状
記号Q
ISO 3002-1,Basic quantities in cutting and grinding−Part 1: Geometry of the active part of cutting tools−
General terms, reference systems, tool and working angles, chip breakers
3
用語及び定義並びに呼び記号
3.1
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0107,JIS B 0170及びJIS B 0172による。
3.2
呼び記号の構成要素及び配列順序
呼び記号の構成要素及び配列順序は,次の( )内の番号順とする。
ただし,(10)及びその前の−(ダッシュ)は,省略してもよい。製造業者は,自社製品を区別するため
に,この記号に続けて最大三つの英数字を追加できる。また,この場合には,−(ダッシュ)を置いて区
別する。
配列順序 呼び記号の構成要素
(1)
シャンクの様式記号(4.1参照)
(2)
シャンクの直径記号(4.2参照)
(3)
工具全長記号(4.3参照)
−
(ダッシュは,記号としてカウントしない。)
(4)
構造記号(4.4参照)
(5)
チップの形状記号(4.5参照)
(6)
切れ刃の形状記号(4.6参照)
(7)
チップの逃げ角記号(4.7参照)
(8)
勝手記号(4.8参照)
(9)
チップの切れ刃長さ記号(4.9参照)
(10)
シャンクの断面形状記号(4.10参照)
例
(1) (2)
(3)−(4) (5) (6) (7) (8) (9)−(10)
S
25
S − P
S
K
N
R
12 − 41
3
B 4129-1:2020
4
記号
4.1
シャンクの様式記号−記号1
シャンクの様式記号は,表1による。
表1−記号1
記号
シャンクの様式
S
鋼シャンク
A
鋼シャンク,切削油剤供給穴付き
B
鋼シャンク,防振装置付き
D
鋼シャンク,防振装置及び切削油剤供給穴付き
C
超硬シャンク(頭部鋼製を含む。)
E
超硬シャンク(頭部鋼製を含む。),切削油剤供給穴付き
F
超硬シャンク(頭部鋼製を含む。),防振装置付き
G
超硬シャンク(頭部鋼製を含む。),防振装置及び切削油剤供給穴付き
H
タングステン合金(ヘビーメタル)シャンク
J
タングステン合金(ヘビーメタル)シャンク,切削油剤供給穴付き
K
タングステン合金(ヘビーメタル)シャンク(頭部鋼製を含む。)
L
タングステン合金(ヘビーメタル)シャンク(頭部鋼製を含む。),切削油剤供給穴付き
4.2
シャンクの直径記号−記号2
シャンクの直径記号は,ミリメートル単位で表示した値とする。
その結果が数字1桁の場合は,0(ゼロ)を前に付けて2桁で表示する。
例 シャンク直径 25 mm 直径記号 25
シャンク直径 8 mm 直径記号 08
4.3
工具全長記号−記号3
工具全長記号(l1)は,表2による。
表2−記号3
単位 mm
記号
工具全長 l1
A
32
B
40
C
50
D
60
E
70
F
80
G
90
H
100
J
110
K
125
L
140
M
150
N
160
P
170
Q
180
4
B 4129-1:2020
表2−記号3(続き)
単位 mm
記号
工具全長 l1
R
200
S
250
T
300
U
350
V
400
W
450
X
特殊寸法
Y
500
4.4
構造記号−記号4
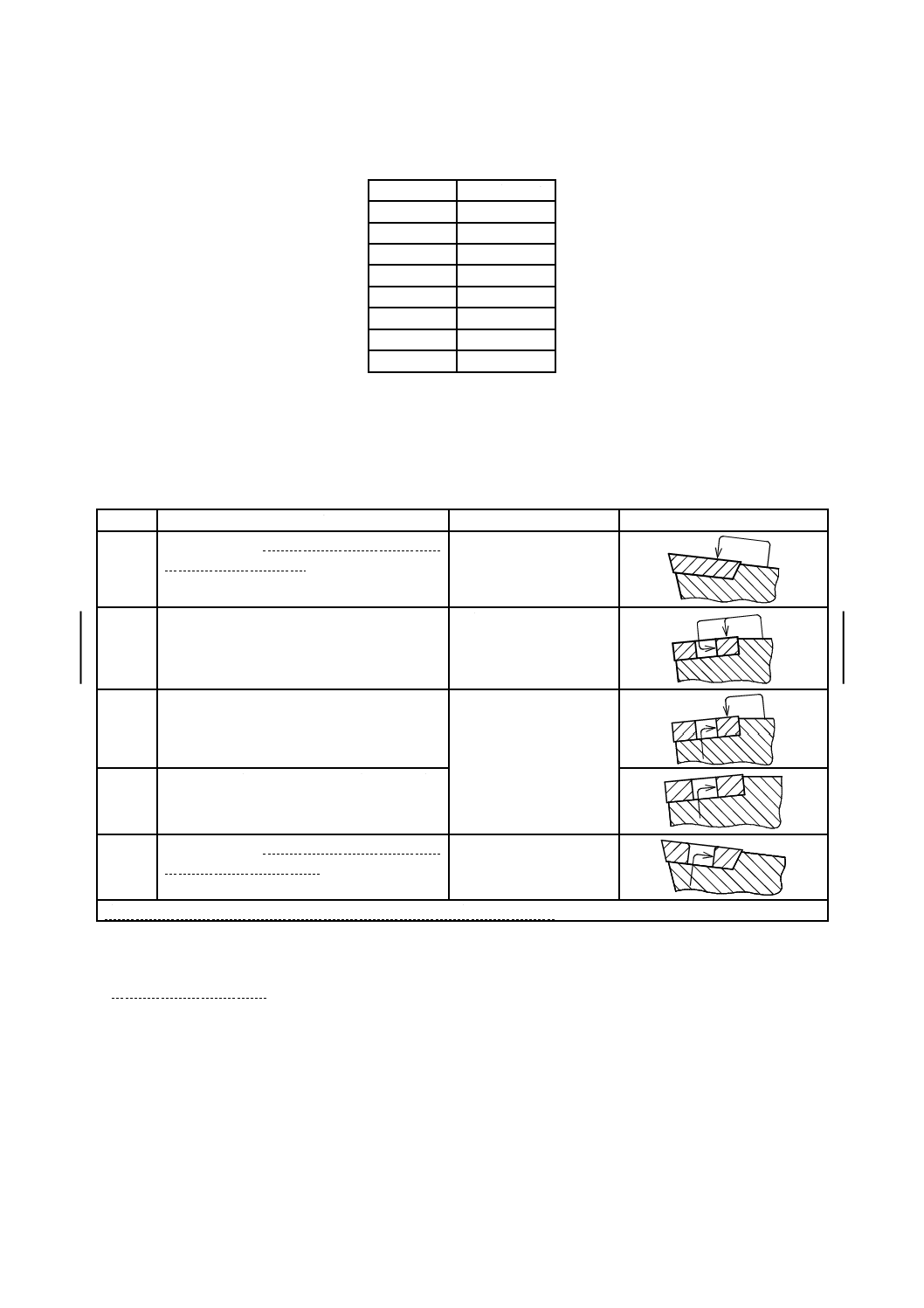
構造記号は,表3による。
表3−記号4
記号
クランプ方式
チップ
説明図
C
クランプオン式:クランプ駒を用いて穴なし
チップを固定する方式
穴なし
D
ダブルクランプ式:一つの動作で二つの機能
を同時に作用させて穴付きチップを固定す
る方式
穴付き
M
二重クランプ式:偏心ピン及びクランプ駒を
用いて穴付きチップを固定する方式
穴付き
又は
クランプ用座ぐり穴付
き
P
ピンロック式:ピンを用いて穴付きチップを
固定する方式
S
スクリュオン式:クランプねじを用いて穴付
きチップを固定する方式
クランプ用座ぐり穴付
き
注記 記号Dのダブルクランプ式は,ISO 5609-1では規定していない。
4.5
チップの形状記号−記号5
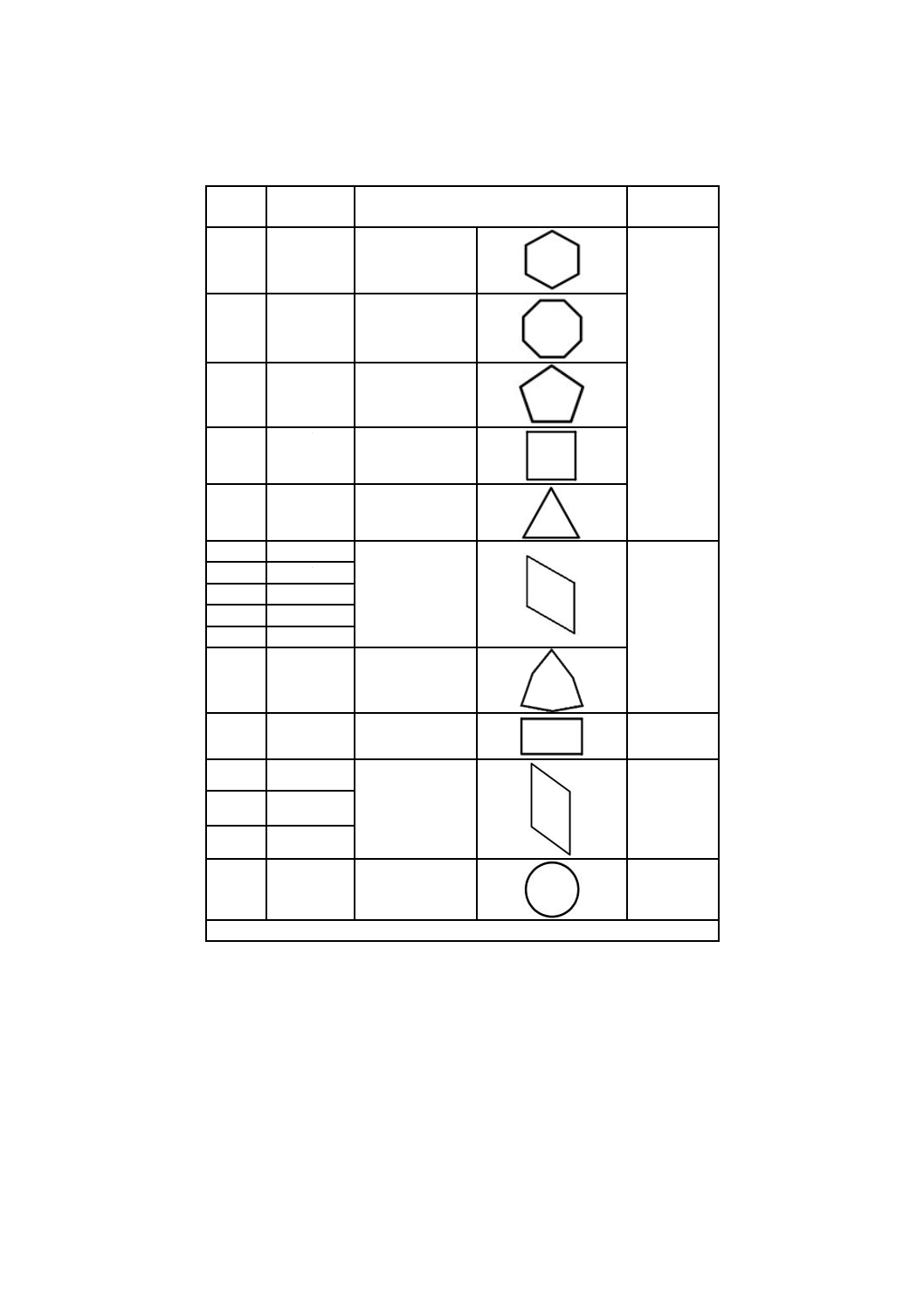
チップの形状記号は,表4による[JIS B 4120の5.1(形状記号)参照]。
5
B 4129-1:2020
表4−記号5
記号
刃先角a)
εr
チップの形状
種類
H
120°
正六角形
等辺
正多角形
O
135°
正八角形
P
108°
正五角形
S
90°
正方形
T
60°
正三角形
C
80°
ひし形
等辺
不等角形
D
55°
E
75°
M
86°
V
35°
W
80°
六角形
L
90°
長方形
不等辺
等角形
A
85°
平行四辺形
不等辺
不等角形
B
82°
K
55°
R
−
円形
円形
注a) 刃先角は,小さい方の角度をいう。
4.6
切れ刃の形状記号−記号6
切れ刃の形状記号は,箇条5の表9による。
4.7
チップの逃げ角記号−記号7
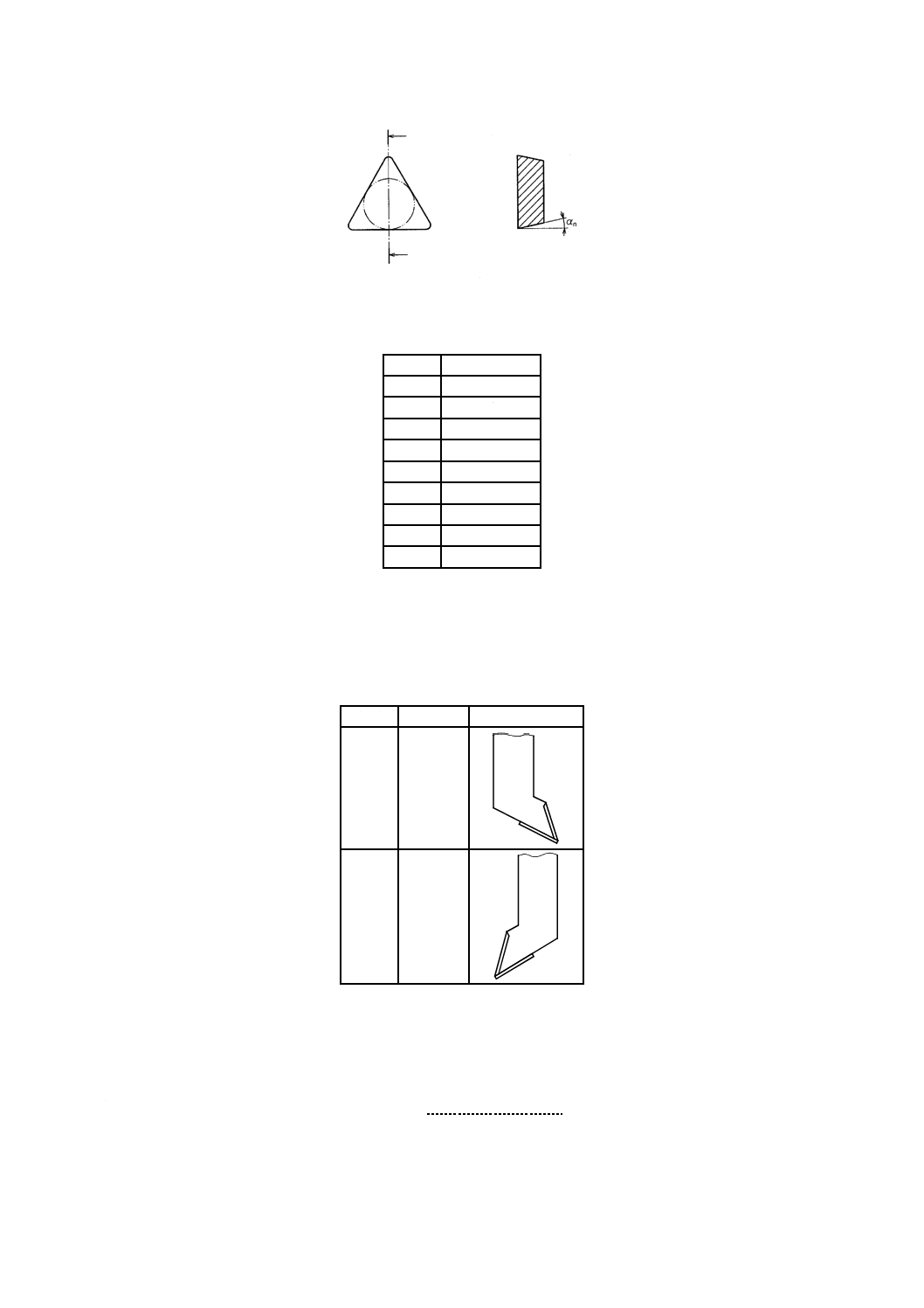
チップの逃げ角記号は,表5による[JIS B 4120の5.2(逃げ角記号)参照]。
表5の逃げ角記号は,チップの主切れ刃に対する逃げ角αnとする(図1参照)。
不等辺のチップの逃げ角記号は,より長い切れ刃側の逃げ角とする。
6
B 4129-1:2020
図1−逃げ角αn
表5−記号7
記号
逃げ角αn
A
3°
B
5°
C
7°
D
15°
E
20°
F
25°
G
30°
N
0°
P
11°
4.8
勝手記号−記号8
勝手記号は,表6による。
表6−記号8
記号
勝手
説明図
R
右勝手
L
左勝手
4.9
チップの切れ刃長さ記号−記号9
チップの切れ刃長さ記号は,次による。
a) チップの切れ刃長さ記号は,表7による。
b) チップの切れ刃長さl2の定義については,JIS B 4129-2〜JIS B 4129-6による。
7
B 4129-1:2020
表7−記号9
種類
記号
等辺かつ等角(H,O,P,S及びT)
及び
等辺かつ不等角(C,D,E,M,V
及びW)
チップの切れ刃長さl2(一辺の長さ)を,ミリメートル単位で表示した値
とする。
小数点以下は,切り捨てる。
例 内接円の大きさ9.525 mmの正三角形チップの場合
切れ刃長さ:16.5 mm
切れ刃長さ記号:16
不等辺かつ等角(L)及び
不等辺かつ不等角(A,B及びK)
チップの主切れ刃の切れ刃長さl2又は長い方の切れ刃長さl2を,ミリメー
トル単位で表示した値とする。
小数点以下は,切り捨てる。
例 主切れ刃の切れ刃長さl2:19.05 mm
表示記号:19
円形チップ(R)
チップの直径の大きさを,ミリメートル単位で表示した値とする。
小数点以下は,切り捨てる。
例 チップの直径:15.875 mm
表示記号:15
記号が数字1桁の場合,ゼロ(0)を前に付けて2桁で表示する。
例 切れ刃長さ:9.525 mm
表示記号:09
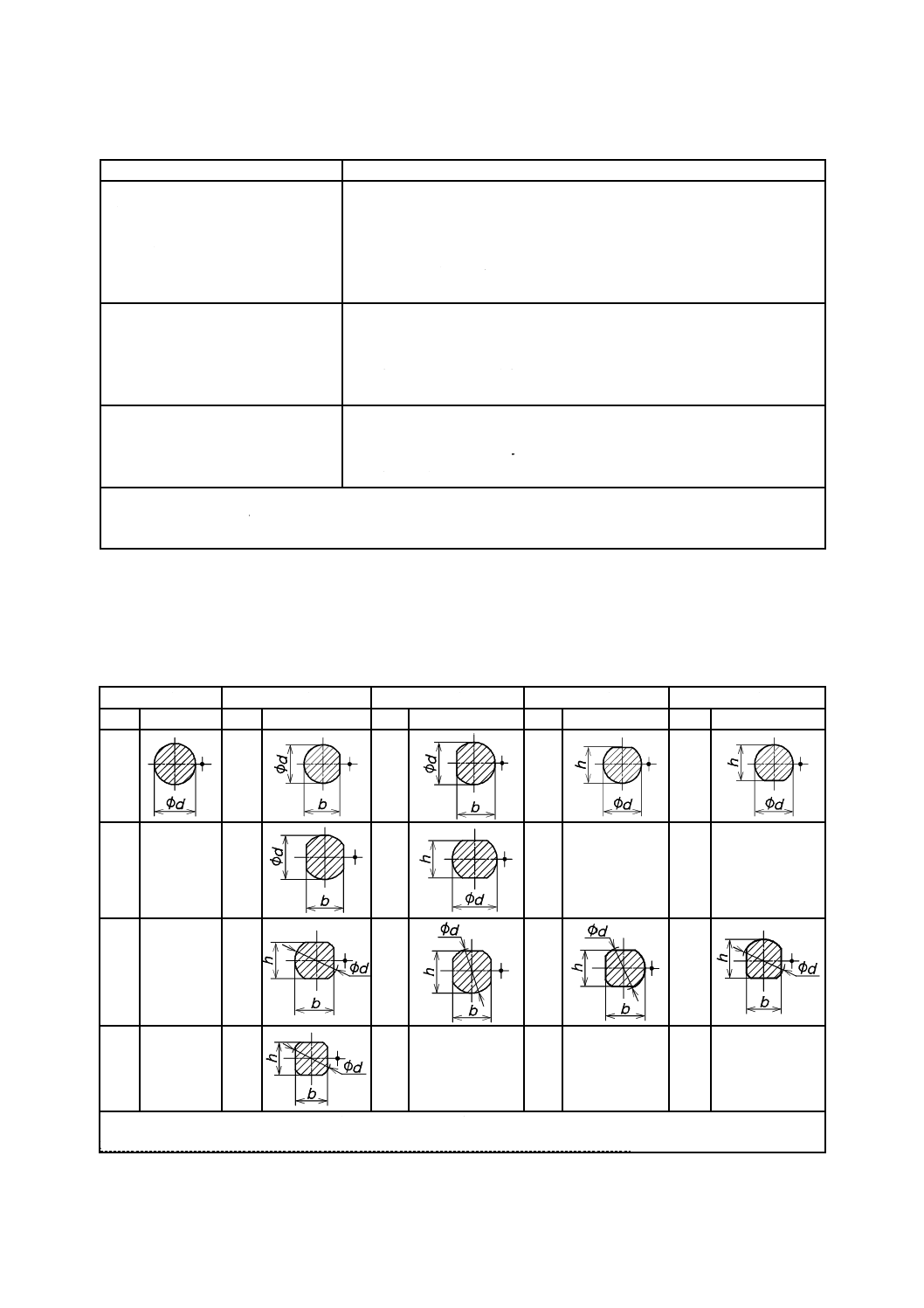
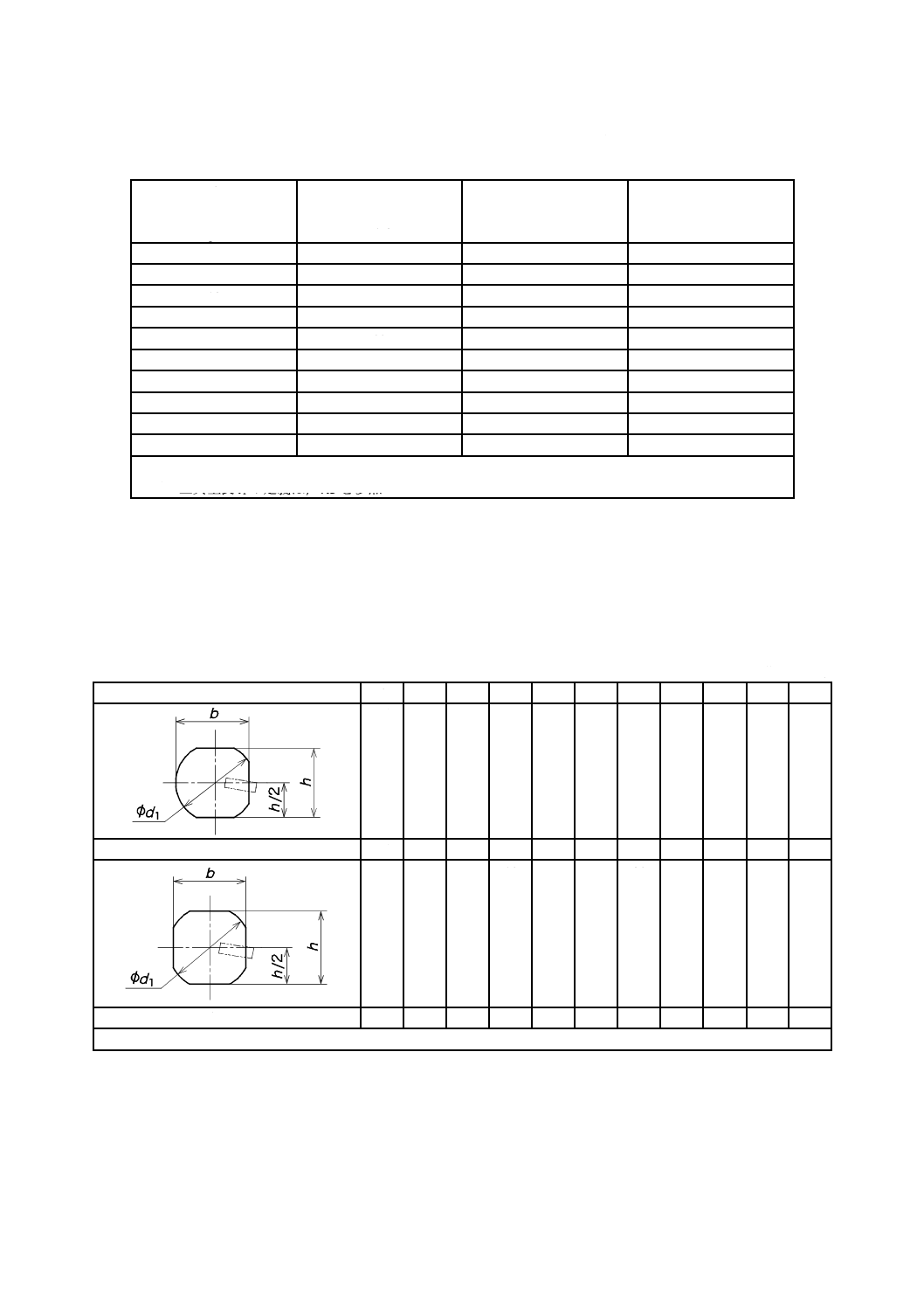
4.10 シャンクの断面形状記号−記号10−フラットの数
シャンクの断面形状記号は,表8による。
表8−記号10
断面形状
断面形状
断面形状
断面形状
断面形状
記号
図
記号
図
記号
図
記号
図
記号
図
10
11
12
13
14
−
−
21
22
−
−
−
−
−
−
31
32
33
34
−
−
41
−
−
−
−
−
−
b:シャンクの幅 d:シャンクの直径 h:シャンクの高さ
注記 図中の十字交差点上の黒丸点は,断面の平面上に投影された刃先位置を示す。
8
B 4129-1:2020
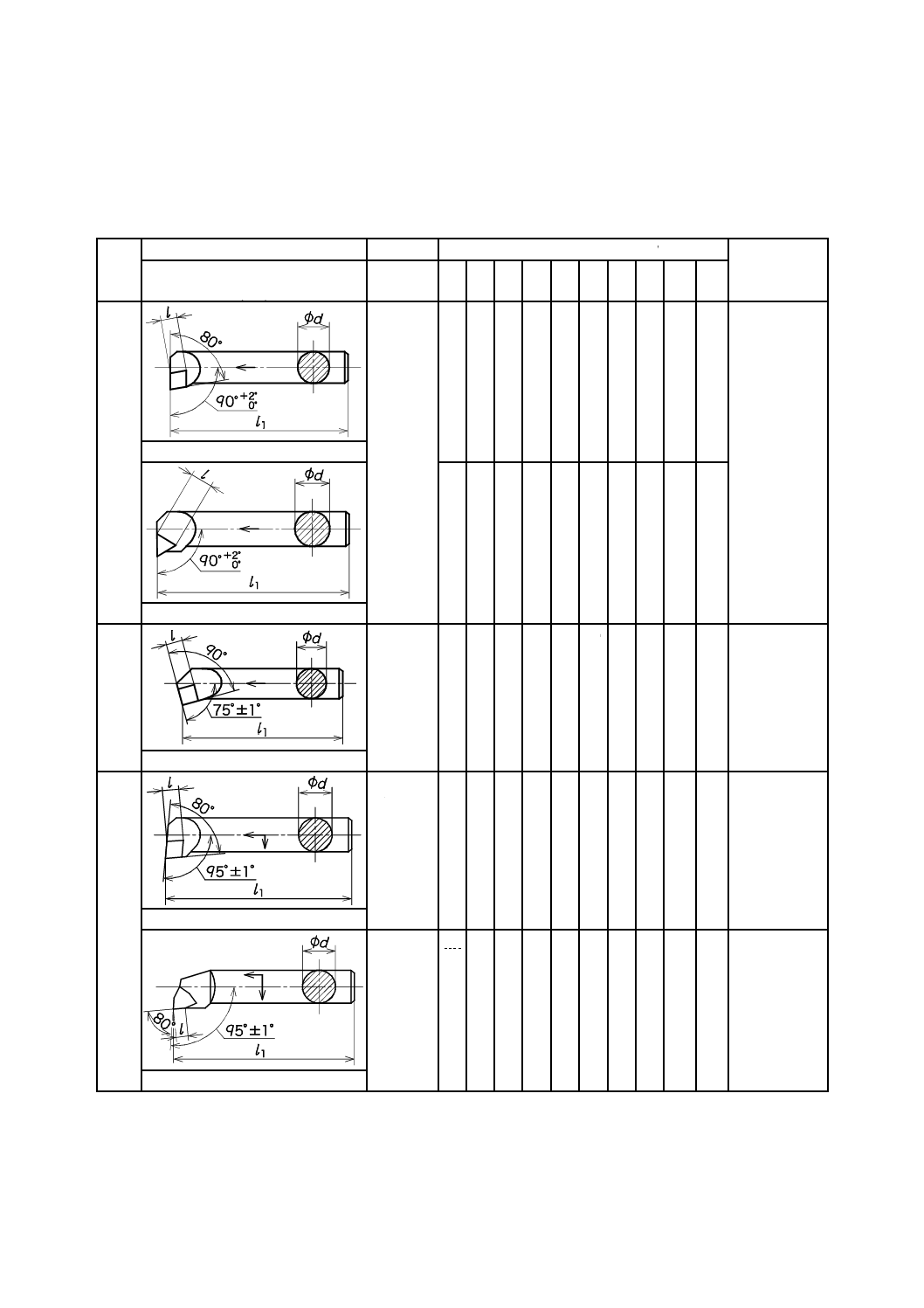
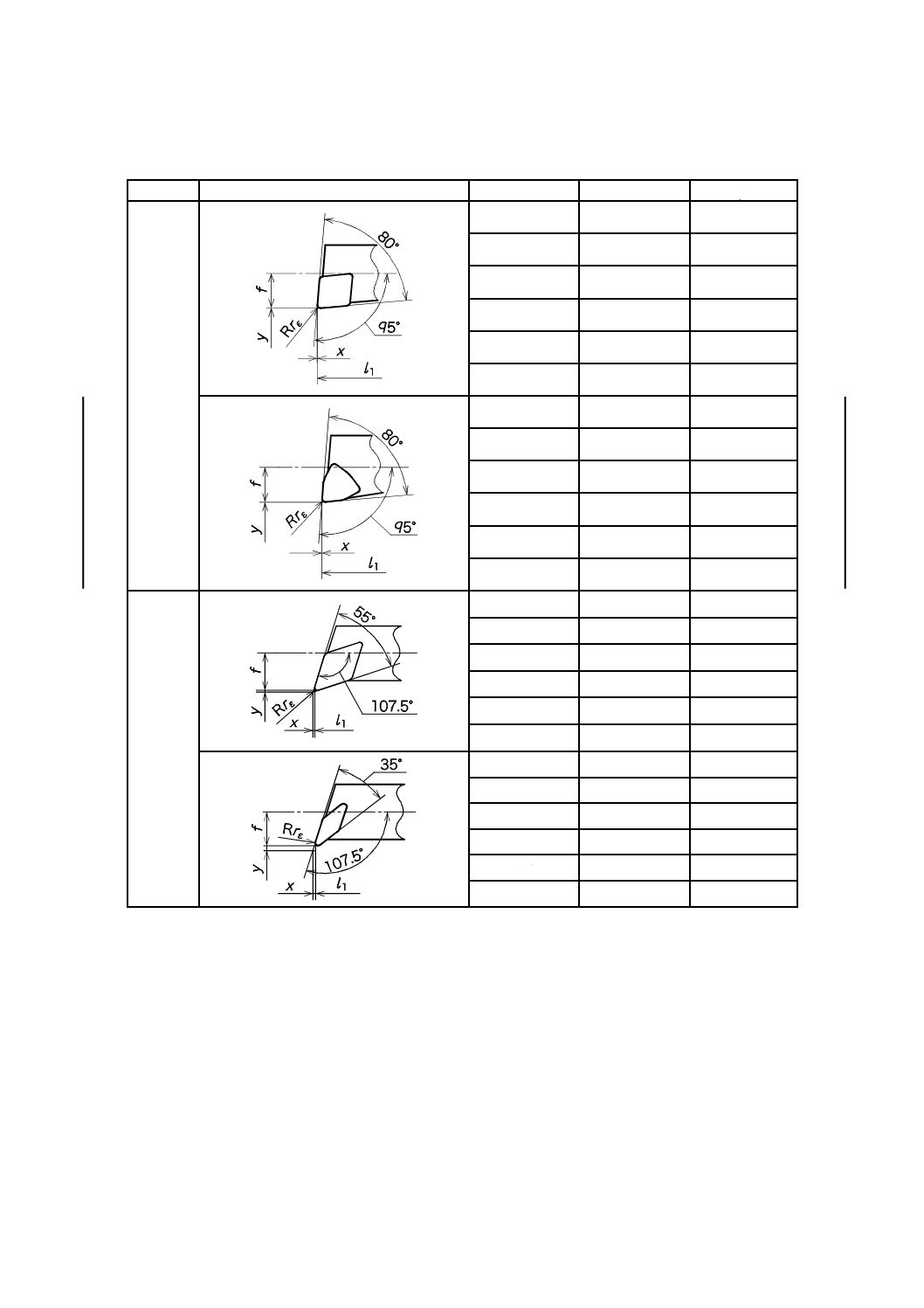
5
形状一覧
形状一覧は,表9による。
表9−形状一覧
形状
記号
切れ刃の形状
シャンクの直径記号 d
参照JIS
切込み角κr
(mm)
08 10 12 16 20 25 32 40 50
60
F
チップの
切れ刃
長さ記号
l
06 06 − − − − − − −
−
JIS B 4129-2
κr=90°
− 11 11 11 11
16
16 16 16
22
22
22
27
κr=90°
K
チップの
切れ刃
長さ記号
l
− − − 09 09 09
12
12 12
15
15
19
15
19
JIS B 4129-3
κr=75°
L
チップの
切れ刃
長さ記号
l
06 06 06 09 09 12 12 12 16
19
16
19
JIS B 4129-4
κr=95°
チップの
切れ刃
長さ記号
l
L3 04 04 04
06
06 06
08
06
08
06
08
−
−
JIS B 4129-4
κr=95°
9
B 4129-1:2020
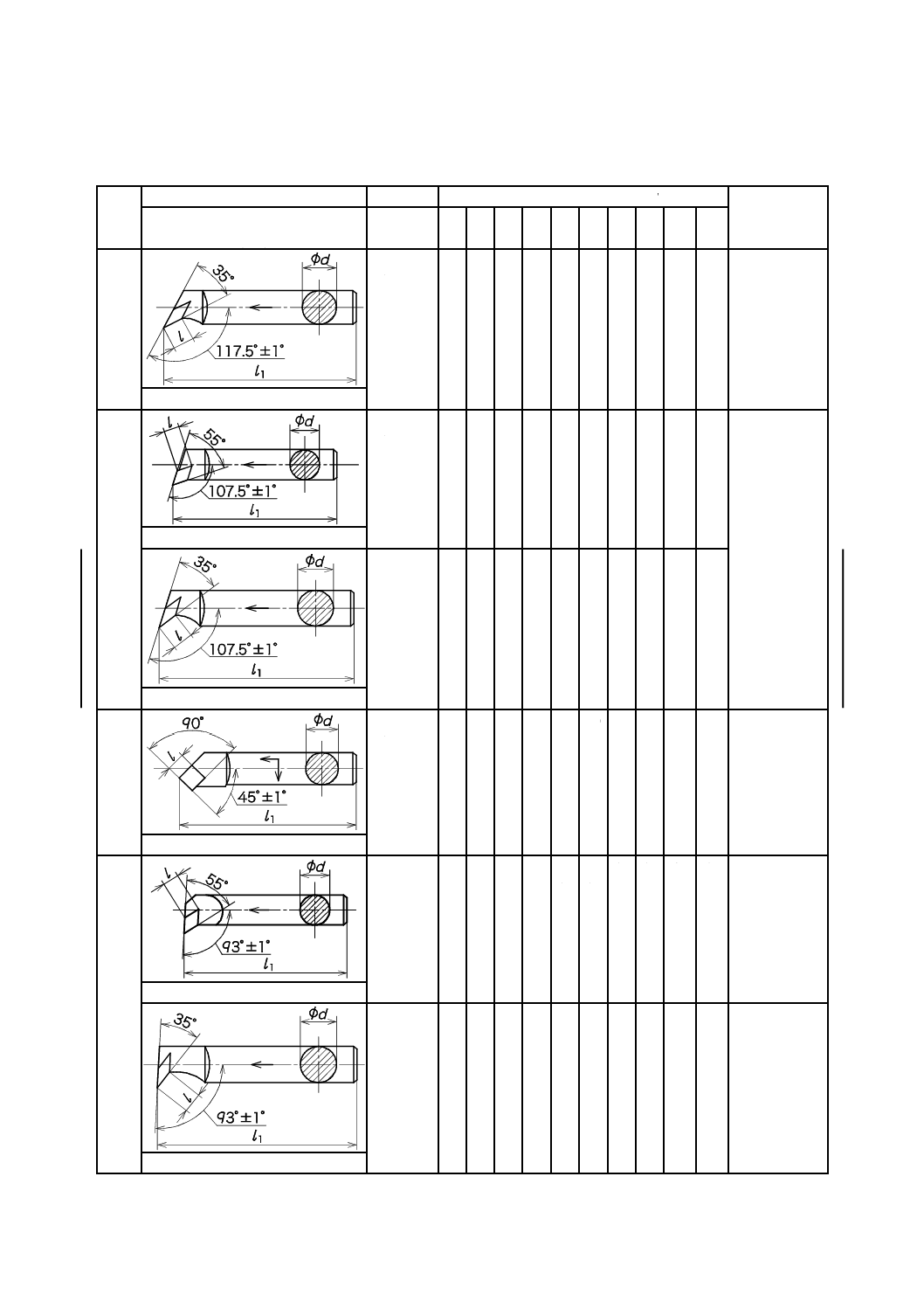
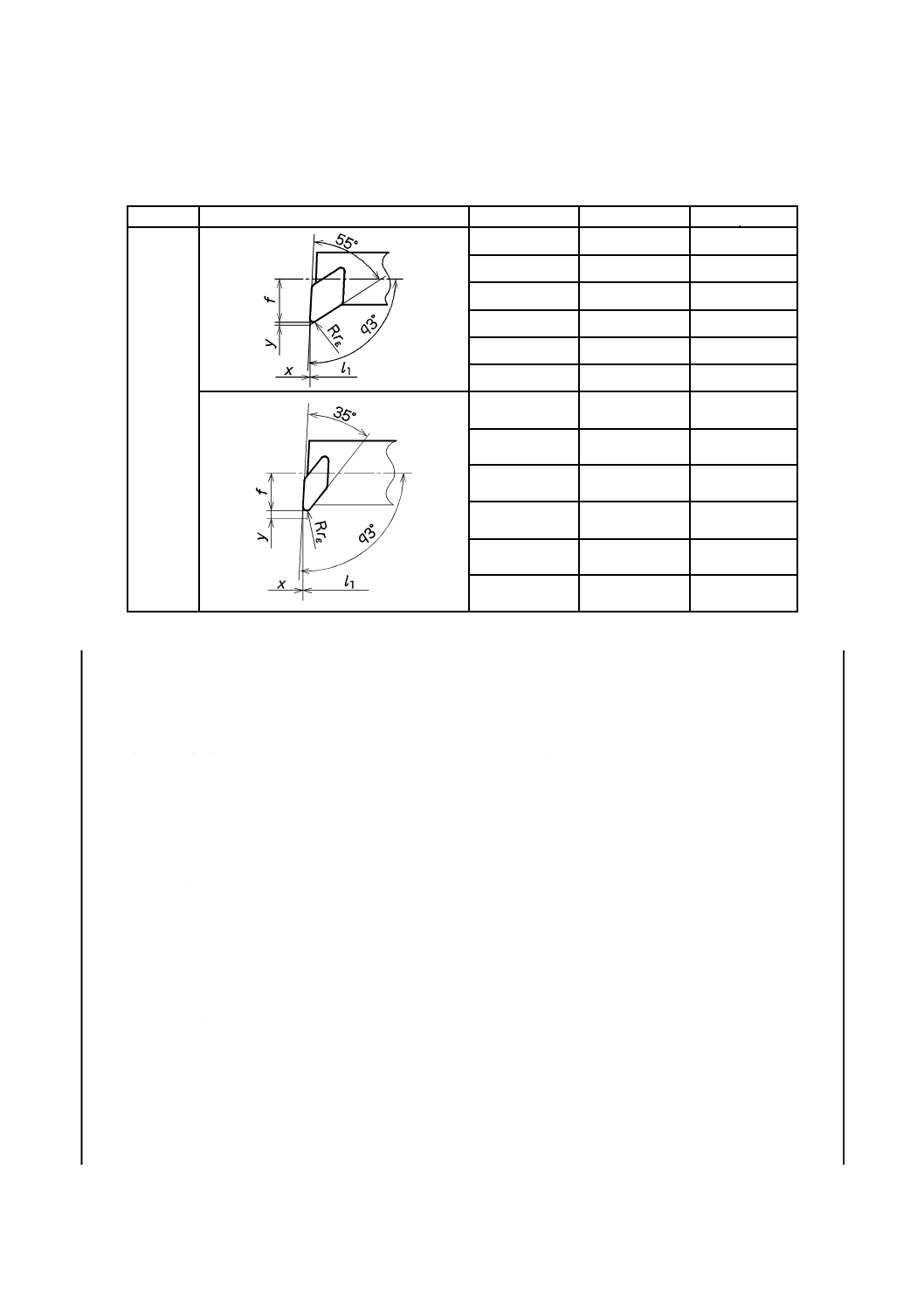
表9−形状一覧(続き)
形状
記号
切れ刃の形状
シャンクの直径記号 d
参照JIS
切込み角κr
(mm)
08 10 12 16 20 25 32 40 50
60
P
チップの
切れ刃
長さ記号
l
− − − 11 11
13
13
16
16 16 −
−
−
κr=117.5°
Q
チップの
切れ刃
長さ記号
l
− − 07 07 11 11
15
11
15
15 15
−
JIS B 4129-6
κr=107.5°
チップの
切れ刃
長さ記号
l
− − − 11 11
13
13
16
16 16 −
−
κr=107.5°
S a)
チップの
切れ刃
長さ記号
l
− − − 09 09 09
12
12 12
15
15
19
15
19
−
κr=45°
U
チップの
切れ刃
長さ記号
l
− − 07 07 11
15
11
15
15 15 15
19
15
19
JIS B 4129-5
κr=93°
チップの
切れ刃
長さ記号
l
− − − 11 11
13
11
13
16 − −
−
JIS B 4129-5
κr=93°
10
B 4129-1:2020
表9−形状一覧(続き)
形状
記号
切れ刃の形状
シャンクの直径記号 d
参照JIS
切込み角κr
(mm)
08 10 12 16 20 25 32 40 50
60
W
チップの
切れ刃
長さ記号
l
− 11 11 11 11
16
16 16 16
22
22
22
27
−
κr=60°
Y
チップの
切れ刃
長さ記号
l
− − − 09 09 09
12
12 12
15
15
19
15
19
−
κr=85°
図中の矢印は,送り方向を示す。
注a) 記号Sの切れ刃形状は,円形チップにも適用する。
6
寸法
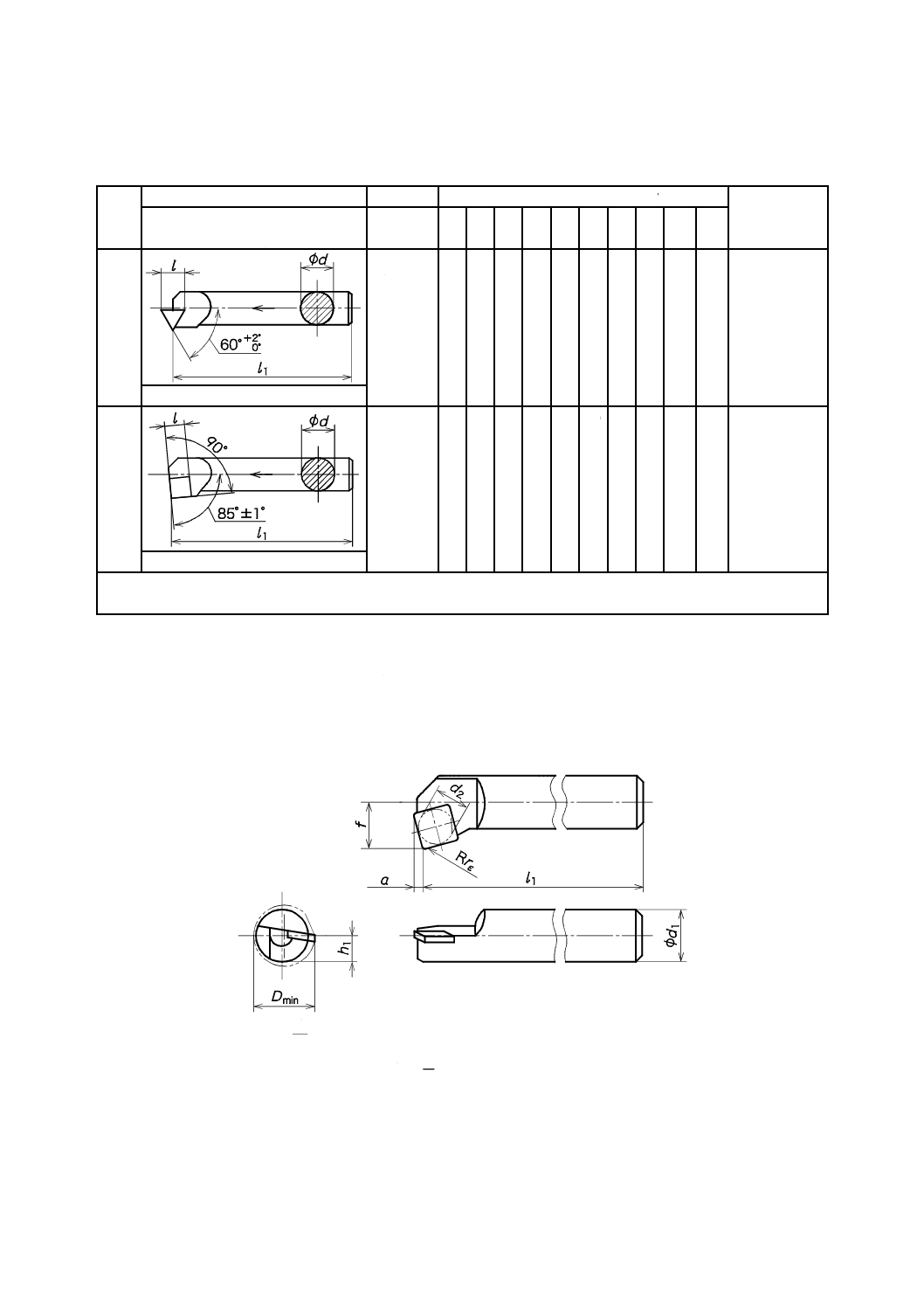
6.1
シャンクの直径d1,刃先距離f及び工具全長l1
シャンクの直径d1,刃先距離f,工具全長l1,及び最小加工径Dmin(図2参照)は,表10による。
チップの内接円直径d2(図2参照)は,表12による。
ホルダが標準形状の場合,
2
1
1
d
h=
(6.2参照)。
ホルダがh方向にフラットが設けられた場合,
2
1
h
h=
(表11参照)。
図2−K形ホルダ
11
B 4129-1:2020
表10−シャンクの直径d1,刃先距離f,工具全長l1,及び最小加工径Dmin
単位 mm
d1
f a)
l1 b)
Dmin
g7
0
−0.25
k16
8
6
80
11
10
7
100
13
12
9
125
16
16
11
150
20
20
13
180
25
25
17
200
32
32
22
250
40
40
27
300
50
50
35
350
63
60
43
400
80
注a) 刃先距離fの定義は,7.4を参照
b) 工具全長l1の定義は,7.3を参照
6.2
シャンクの断面形状
シャンクの標準形状は,フラットのない円柱形状とする。一つ〜四つのフラットをもつシャンクは,製
造業者の裁量又は申合せに基づき製造する。フラットは,表11に示す形状による。
表11−シャンクの断面形状
単位 mm
フラットの形状
d1
8
10
12
16
20
25
32
40
50
60
b a)
7.6
9.5
11.5
15
19
24
31
39
48.5
58.5
シャンクの幅b方向に一つのフラット
h a)
7.2
9
11
14
18
23
30
38
47
57
b a)
7.2
9
11
14
18
23
30
38
47
57
シャンクの幅b方向に二つのフラット
h a)
7.2
9
11
14
18
23
30
38
47
57
注a) 公差は,JIS B 0405及びJIS B 0419による。
7
寸法の決め方
7.1
切れ刃のコーナ
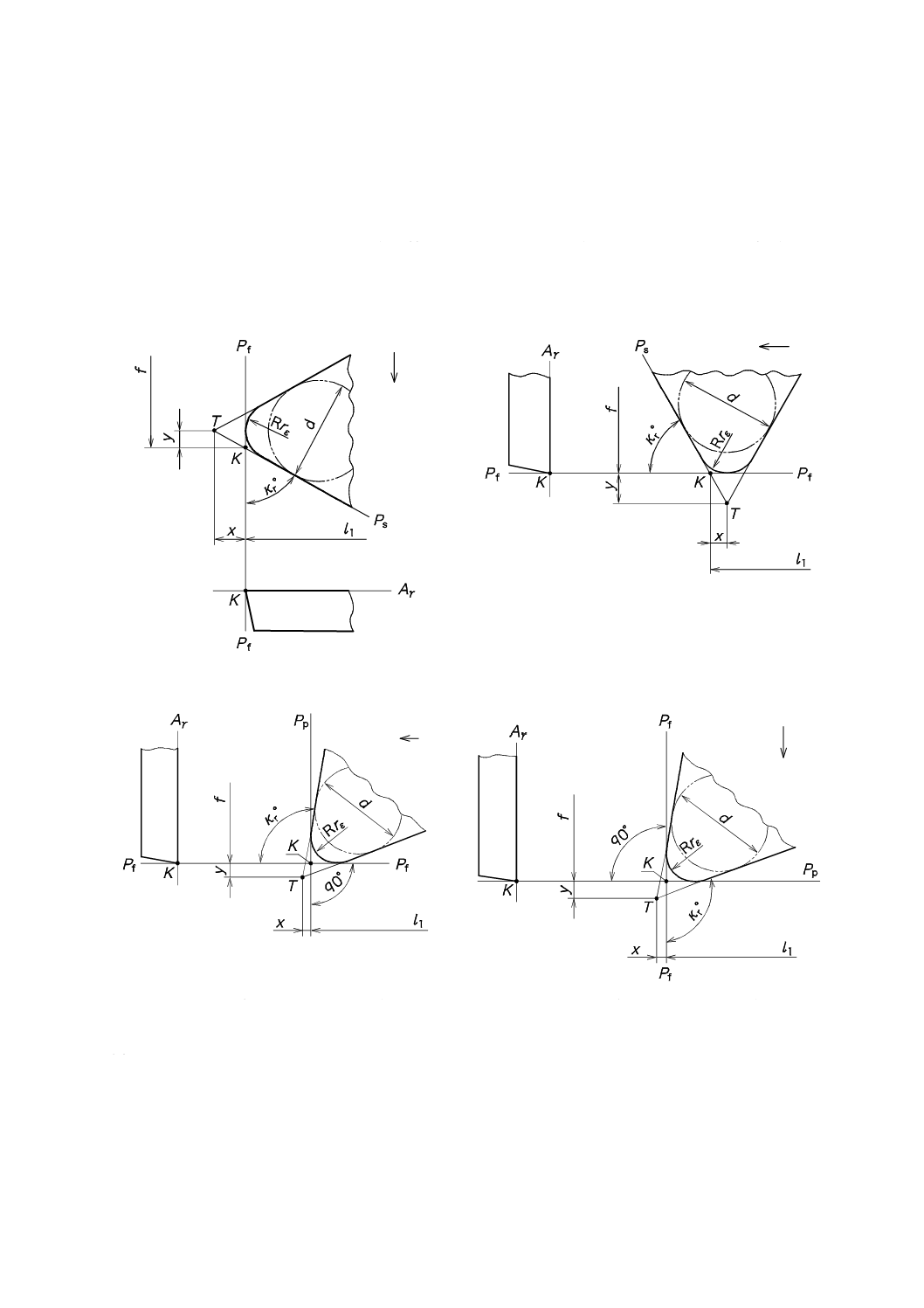
7.1.1
基準点K
基準点Kの定義は,次による。
12
B 4129-1:2020
ISO 3002-1に基づき,内接円に接する主切れ刃上の接点,Pf面(想定作業面)及びPs面(切れ刃面)に
ついて考慮する。
a) 切込み角κr≦90°の場合 コーナ半径に接するPf面及びPs面,並びにすくい面Aγとの交点(図3及
び図4参照)。
b) 切込み角κr>90°の場合 コーナ半径に接するPf面及びPp面,並びにすくい面Aγとの交点(図5及
び図6参照)。
注記 図中(図3〜図6)の矢印は,主送り方向を示す。
図3−切込み角κr≦90°,軸方向送り
図4−切込み角κr≦90°,径方向送り
図5−切込み角κr>90°,径方向送り
図6−切込み角κr>90°,軸方向送り
7.1.2
仮想シャープコーナT
主切れ刃と副切れ刃との理論延長線上の交点を,仮想シャープコーナTとする(図3〜図6参照)。
注記 仮想シャープコーナTの位置は,チップのコーナ半径rεに依存しない。
7.2
マスタチップのコーナ半径
マスタチップのコーナ半径rεは,ホルダとそれに用いるチップとの寸法から決定し,表12の内接円直
13
B 4129-1:2020
径d2に関係する。表12にマスタチップのコーナ半径rεを示す。全長l1,刃先距離f及び刃先高さh1の定
義及び検査には,これらのコーナ半径を用いる。
マスタチップとは,ホルダに取り付けるJIS B 4121に規定するチップと同一形状のもので,精度は,JIS
B 4120の5.3(等級記号)に規定されたH級による。
表12−マスタチップのコーナ半径rε
単位 mm
内接円直径d2
コーナ半径rε
呼び値a)
6.35
0.4
7.94
9.525
0.8
12.7
15.875
1.2
19.05
25.4
2.4
注a) 表13に記載の補正値x及びyはインチ系の正確な値であるrε=
0.397 mm,0.794 mm,1.191 mm及び 2.381 mmから導かれる。
7.3
工具全長l1
工具全長l1(値は,表10を参照)は,表12に示すコーナ半径rεのマスタチップを用いて測定する,基
準点Kとシャンクの後端(図2〜図6及び表13参照)との距離とする。
表12に記載していないコーナ半径rεのチップを取り付けたホルダには,図3〜図6に示す補正値xを用
いて修正された工具全長l1を決定する。
補正値x(値は,表13を参照)は,シャンクに平行に測定した基準点Kと仮想シャープコーナTとの距
離に対応する。
修正長さは,全長l1(値は,表10を参照)及び新しいコーナ半径に対する補正値x(値は,表13を参
照)と表12のコーナ半径rεとの差から得られる。
7.4
刃先距離f
刃先距離f(値は,表10を参照)は,表12に示すマスタチップを取り付けて,基準点Kとシャンク中
心(図2〜図6及び表13の図参照)との距離で定義する。
表12に記載していないコーナ半径rεのチップを取り付けたホルダの場合,修正刃先距離は図3〜図6に
示したとおり,補正値y(値は,表13を参照)によって決定する。
補正値yは,シャンク長手方向に垂直に測定した基準点Kと仮想シャープコーナTとの距離である。
修正刃先距離は,表10の値及び新しいコーナ半径に対する表13の補正値yと表12のコーナ半径との差
から得られる。
7.5
許容差
表10に示す許容差は,マスタチップ,又は可能ならば敷板を用いて測定した全長l1,及び刃先距離fに
適用する。したがって,l1及びfの許容差に,チップ及び敷板の許容差は含まれない。
7.6
寸法a
7.6.1
一般
寸法aは,ホルダ全長の決定に関連する。寸法aは,基準点Kと,チップの第2コーナ半径のシャンク
14
B 4129-1:2020
長さ方向に垂直な接線との距離で定義する(図2及び表13参照)。
K形については,ホルダ全長はl1とaとの和になる。
7.6.2
寸法aの値
寸法aの値は,K形についてはJIS B 4129-3で与えられ,径方向すくい角γf=0°及び切れ刃の傾き角λs
=0°の7.2に記載のコーナ半径をもつチップに適用する。
表12と異なるコーナ半径のチップを取り付けたホルダについては,補正値xによって決定される修正寸
法aから決定する。補正値xは,表13を参照。
−6°〜6°まで変化する径方向すくい角γf=0°,切れ刃の傾き角λs=0°については,aの値の変化は0.1
mm未満であり無視できる。
7.7
補正値x及び補正値y
表13に示す補正値x及び補正値yは,径方向すくい角γf=0°及び切れ刃の傾き角λs=0°の場合に適用す
る。
径方向すくい角γfと切れ刃の傾き角λsとが−6°〜6°で変化した場合の補正値x及び補正値yへの影響
は0.001 mm〜0.01 mmであり,これらはl1及びfの許容差よりも十分に小さい。必要ならば補正値は,算
出しなければならない。
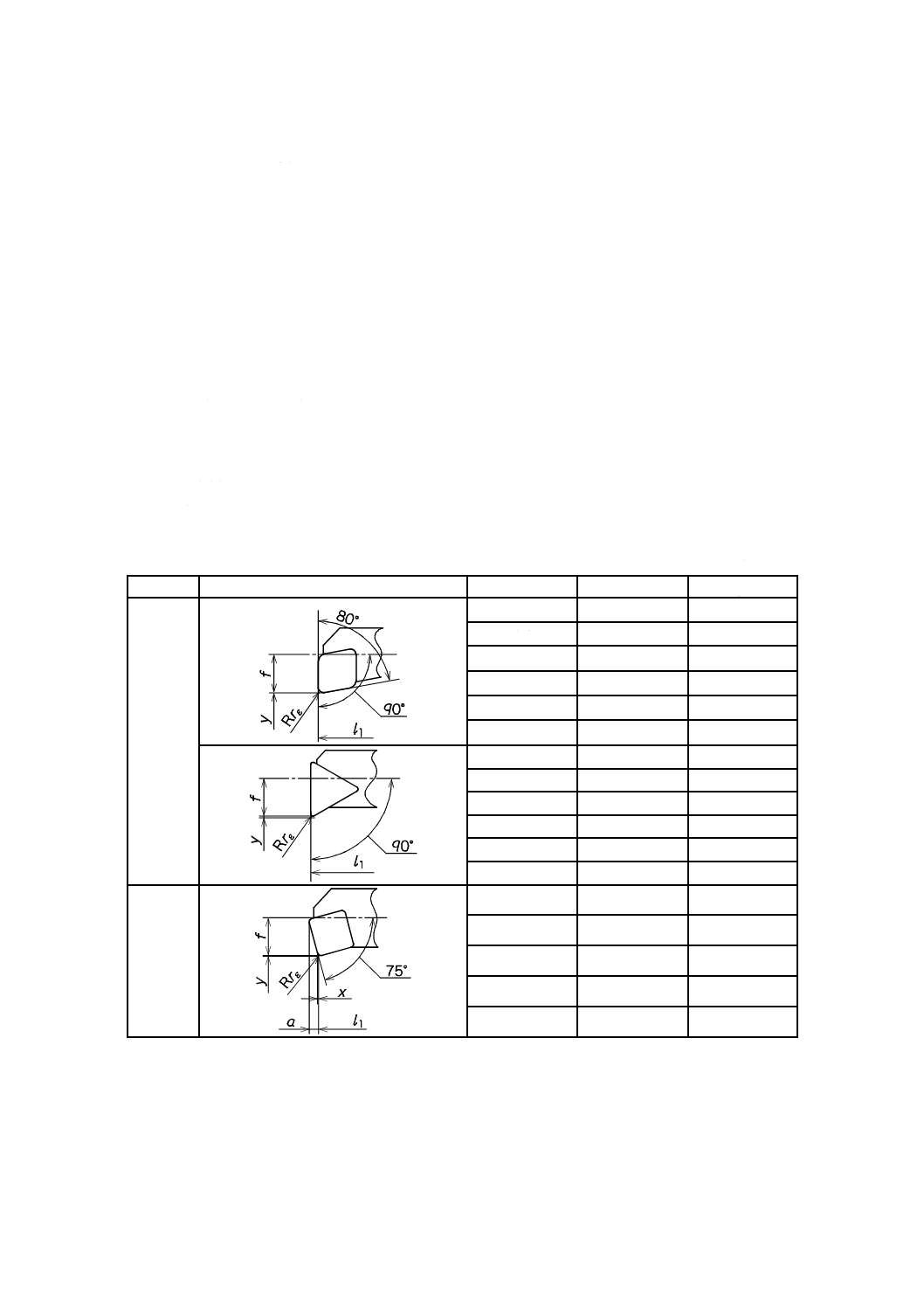
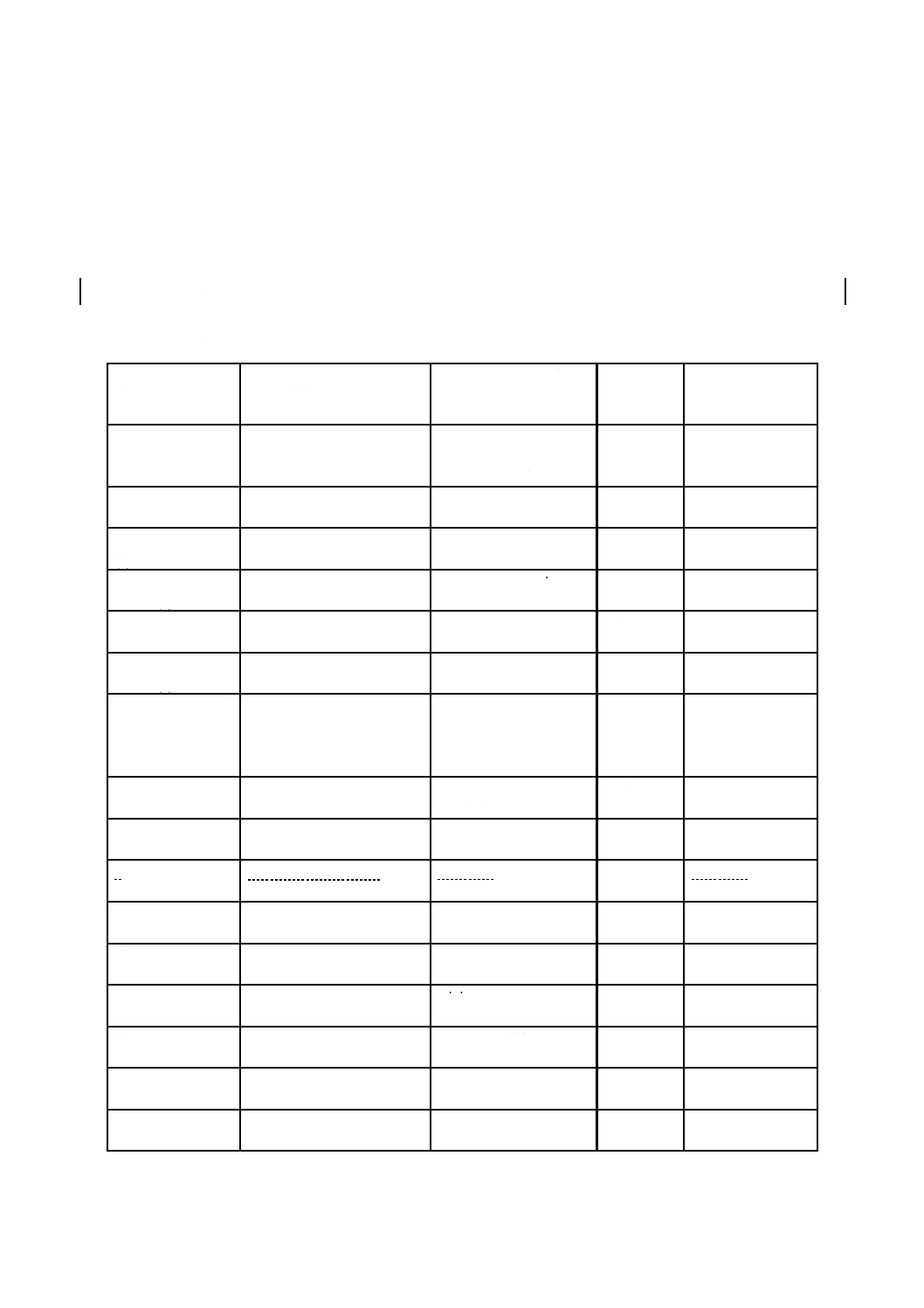
表13−補正値
単位 mm
形状記号
図
rε
x
y
F
0.2
−
0.039
0.4
−
0.076
0.8
−
0.152
1.2
−
0.228
1.6
−
0.305
2.4
−
0.457
0.2
−
0.149
0.4
−
0.291
0.8
−
0.581
1.2
−
0.872
1.6
−
1.162
2.4
−
1.743
K
0.4
0.024
0.089
0.8
0.048
0.178
1.2
0.072
0.268
1.6
0.096
0.357
2.4
0.143
0.535
15
B 4129-1:2020
表13−補正値(続き)
単位 mm
形状記号
図
rε
x
y
L
0.2
0.020
0.020
0.4
0.040
0.040
0.8
0.079
0.079
1.2
0.119
0.119
1.6
0.159
0.159
2.4
0.238
0.238
0.2
0.020
0.020
0.4
0.040
0.040
0.8
0.079
0.079
1.2
0.119
0.119
1.6
0.159
0.159
2.4
0.238
0.238
Q
0.2
0.108
0.108
0.4
0.211
0.211
0.8
0.422
0.422
1.2
0.633
0.633
1.6
0.844
0.844
2.4
1.265
1.265
0.2
0.182
0.345
0.4
0.360
0.684
0.8
0.720
1.369
1.2
1.081
2.053
1.6
1.441
2.738
2.4
2.161
4.105
16
B 4129-1:2020
表13−補正値(続き)
単位 mm
形状記号
図
rε
x
y
U
0.2
0.020
0.176
0.4
0.039
0.344
0.8
0.079
0.688
1.2
0.118
1.031
1.6
0.157
1.375
2.4
0.236
2.062
0.2
0.033
0.423
0.4
0.065
0.840
0.8
0.131
1.679
1.2
0.196
2.519
1.6
0.261
3.358
2.4
0.392
5.036
8
製品の定義及び表記
JIS B 4129-2〜JIS B 4129-6に適合するホルダの定義及び表記は,次による。
例1及び例2は,代表例として,切れ刃の形状記号Fの場合を示す。
a) “刃先交換チップ用ホルダ”と呼ぶ。
b) 参照する規格,すなわち,JIS B 4129-2〜JIS B 4129-6のいずれかを表記する
c) −(ダッシュ)に続けて呼び記号(3.2参照)を表記する。
例1
鋼シャンク(S)
シャンクの直径d1=10 mm(10)
全長l1=100 mm(H)
スクリュオン式(S)
刃先角εr=80°のひし形チップ(C)
切れ刃の形状F(F)
チップの逃げ角αn=7°(C)
右勝手(R)
切れ刃長さl2=6.4 mm(06)
シャンクのフラットなし(10)
のホルダは,次のように表記する。
ホルダJIS B 4129-2−S10H-SCFCR06-10
17
B 4129-1:2020
例2
鋼シャンク,切削油剤供給穴付き(A)
シャンクの直径d1=32 mm(32)
全長l1=250 mm(S)
クランプオン式(C)
正三角形チップ(T)
切れ刃の形状F(F)
チップの逃げ角αn=11°(P)
右勝手(R)
切れ刃長さl2=16.5 mm(16)
4面のフラット付きシャンク(41)
のホルダは,次のように表記する。
ホルダJIS B 4129-2−A32S-CTFPR16-41
9
材料
この規格に適合するホルダの材料は,次のいずれかが望ましい。
− 引張強さが少なくとも1000 N/mm2の鋼
− 頭部に鋼をろう付けした超硬合金
− タングステン合金(ヘビーメタル)
− 頭部に鋼をろう付けしたタングステン合金(ヘビーメタル)
10 製品の範囲
ホルダは,チップを除き,クランプ装置を装着し,出荷する。
11 表示
ホルダには,呼び記号及び製造業者名又は商標を表示する。製造業者による説明などの追加の表示につ
いては,製造業者の裁量による。
18
B 4129-1:2020
附属書A
(参考)
JIS B 4129-1〜JIS B 4129-6及びISO/TS 13399-2〜ISO/TS 13399-3との
記号表示の関係
表A.1は,JIS B 4129-1〜JIS B 4129-6及びISO/TS 13399-2〜ISO/TS 13399-3との記号表示の関係を示す。
表A.1−JIS B 4129-1〜JIS B 4129-6とISO/TS 13399-2〜ISO/TS 13399-3における記号表示の関係
JIS B 4129の規格
群における記号
JIS B 4129の規格群におけ
る対応箇条
ISO 13399シリーズにお
けるプロパティ名
ISO 13399
シリーズに
おける記号
ISO 13399におけ
る対応コード
シャンクの様式記
号(1)
JIS B 4129-1の4.1 表1
design configuration
style code
シャンクの様式コード
DCC
ISO/TS 13399-3
構造記号(4)
JIS B 4129-1の4.4 表3
clamping type code
クランプ方式コード
MTP
ISO/TS 13399-3
チップの形状記号
(5)
JIS B 4129-1の4.5 表4
insert shape code
チップの形状コード
SC
ISO/TS 13399-2
αn−チップの逃げ
角記号(7)
JIS B 4129-1の4.7 表5
clearance angle major
主切れ刃逃げ角
AN
ISO/TS 13399-2
勝手記号(8)
JIS B 4129-1の4.8 表6
hand
勝手
HAND
ISO/TS 13399-3
チップの切れ刃長
さ記号(9)
JIS B 4129-1の4.9 表7
該当なし
該当なし
該当なし
シャンクの断面形
状記号(10)
JIS B 4129-1の4.10 表8
shank cross section shape
code
シャンクの断面形状コ
ード
SX
ISO/TS 13399-3
a a)
JIS B 4129-1の7.6
(工具の全長方向)
a dimension on lf
lfの寸法a
LFA
ISO/TS 13399-3
71D0793ECEF9A
b
JIS B 4129-1の6.2 表11
shank width
シャンクの幅
B
ISO/TS 13399-3
71CF298751FCF
d
JIS B 4129-1の4.10 表8,
箇条5 表9
該当なし
該当なし
該当なし
d1
JIS B 4129-1の6.1 図2
表10,6.2 表11
shank diameter
シャンクの直径
DMM
ISO/TS 13399-3
71CF29862B277
d2
JIS B 4129-1の6.1 図2
inscribed circle diameter
内接円直径
IC
ISO/TS 13399-2
71CE7A96D9F7D
Dmin
JIS B 4129-1の6.1 図2
表10
minimum bore diameter
最小加工径
DMIN
ISO/TS 13399-3
71D07543367C5
f
JIS B 4129-1の6.1 図2
表10
functional width
刃先距離
WF
ISO/TS 13399-3
71CF29984CDA7
h
JIS B 4129-1の4.10 表8,
6.2 表11
shank height
シャンクの高さ
H
ISO/TS 13399-3
71CF29883E014
h1
JIS B 4129-1の6.1 図2
functional height
刃先高さ
HF
ISO/TS 13399-3
71CF29994E737
19
B 4129-1:2020
表A.1−JIS B 4129-1〜JIS B 4129-6とISO/TS 13399-2〜ISO/TS 13399-3における記号表示の関係(続き)
JIS B 4129の規格
群における記号
JIS B 4129の規格群におけ
る対応箇条
ISO 13399シリーズにお
けるプロパティ名
ISO 13399
シリーズに
おける記号
ISO 13399におけ
る対応コード
l
JIS B 4129-1の箇条5 表9
該当なし
該当なし
該当なし
l1
JIS B 4129-1の6.1 図2
7.1.1 図3 図4 図5
図6
7.7 表13
functional length
工具全長
LF
ISO/TS 13399-3
71DCD39338974
l2
JIS B 4129-1の箇条8 例1
例2
cutting edge length
チップの切れ刃長さ
L
ISO/TS 13399-2
rε
JIS B 4129-1の7.2 表12
corner radius
コーナ半径
RE
ISO/TS 13399-2
71DD6C8ACA503
γf
JIS B 4129-2,
JIS B 4129-3,
JIS B 4129-4,
JIS B 4129-5
JIS B 4129-6
rake angle radial
径方向すくい角
GAMF
ISO/TS 13399-3
71CF2998A1609
λs
JIS B 4129-1の7.6.2
JIS B 4129-1の7.7
inclination angle
切れ刃の傾き角
LAMS
ISO/TS 13399-3
71D075754F8A3
κr
JIS B 4129-1の箇条5 表9
tool cutting edge angle
切込み角
KAPR
ISO/TS 13399-3
71D078F683C9B
s
JIS B 4129-2,
JIS B 4129-3,
JIS B 4129-4,
JIS B 4129-5
JIS B 4129-6
insert thickness
チップ厚さ
S
ISO/TS 13399-2
71CE7A9F5308C
εr
JIS B 4129-1の4.5 表4
insert included angle
チップ刃先角
EPSR
ISO/TS 13399-2
71CE7A96BC122
注a) l1方向に測定した寸法a
20
B 4129-1:2020
附属書JA
(参考)
ホルダの材料,硬さ及び測定方法
JA.1 材料
ホルダの材料は,JIS G 4053のSCM435〜SCM445又はJIS G 4401のSK5〜SK7を一般的に用いる。
JA.2 硬さ
ホルダの硬さは,35HRC以上が望ましい。
JA.3 測定方法
ホルダの形状及び寸法は,表JA.1に示す方法で測定できる。ただし,測定方法及び測定器具は,一般的
な例を示す。
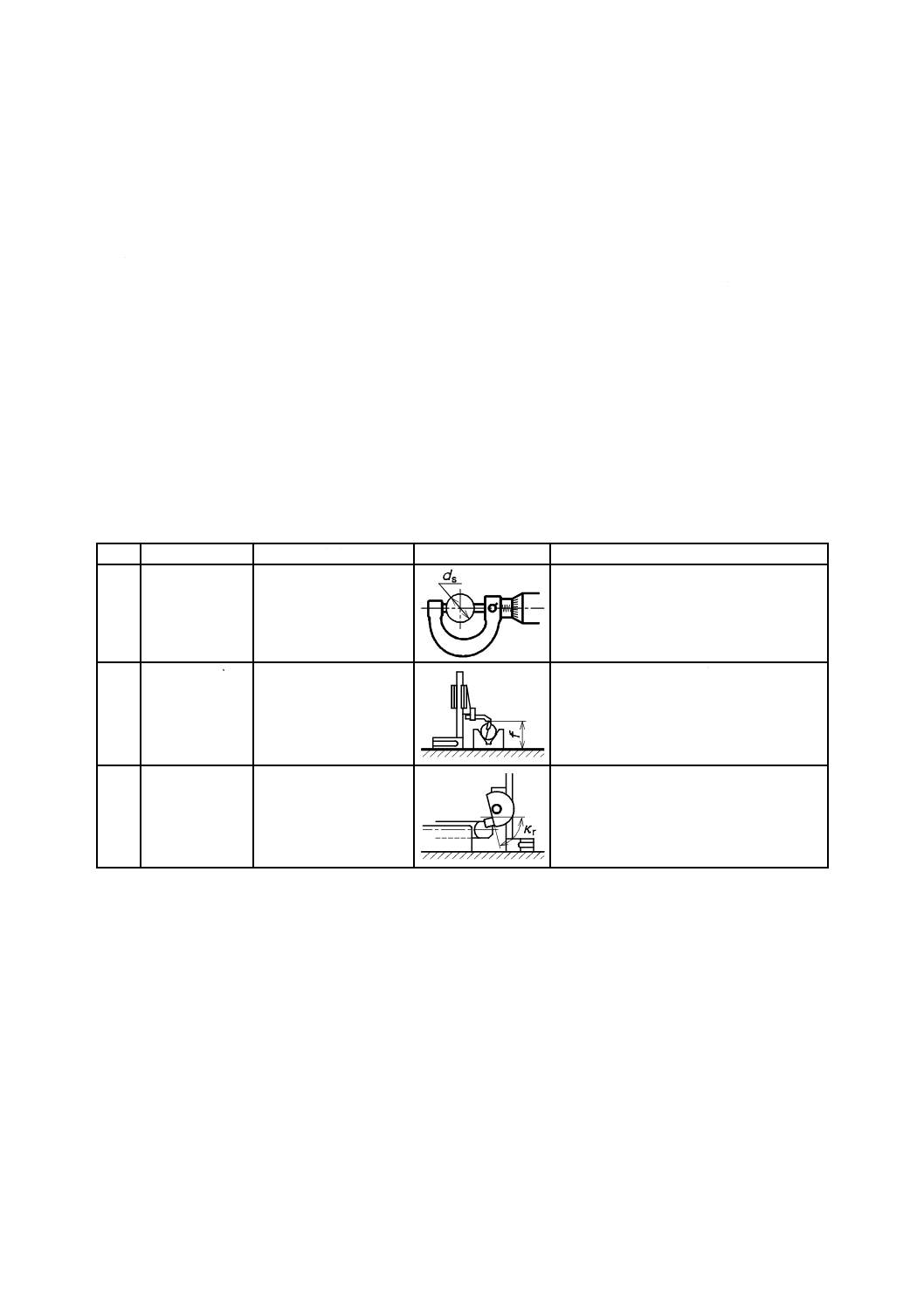
表JA.1−形状及び寸法の測定方法の例
番号
項目
測定方法
測定方法図
測定器具
1
シャンク径 ds
シャンク部の直径をマ
イクロメータで測定す
る。
JIS B 7502に規定する外側マイクロメータ
2
刃先距離 f
マスタチップをホルダ
に取り付け,Vブロッ
クにセットし,ハイト
ゲージ又は測定顕微鏡
で測定する。
JIS B 7506に規定するブロックゲージ
JIS B 7513に規定する1級の精密定盤
JIS B 7517に規定するハイトゲージ
JIS B 7153に規定する測定顕微鏡
3
切込み角 κr
マスタチップをホルダ
に取り付け,Vブロッ
クにセットし,ベベル
プロトラクタで測定す
る。
JIS B 7513に規定する1級の精密定盤
ベベルプロトラクタ
21
B 4129-1:2020
参考文献
JIS B 4121 刃先交換チップ
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7506 ブロックゲージ
JIS B 7513 精密定盤
JIS B 7517 ハイトゲージ
JIS G 4053 機械構造用合金鋼鋼材
JIS G 4401 炭素工具鋼鋼材
ISO/TS 13399-2,Cutting tool data representation and exchange−Part 2: Reference dictionary for the cutting items
ISO/TS 13399-3,Cutting tool data representation and exchange−Part 3: Reference dictionary for tool items
22
B 4129-1:2020
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 4129-1:2020 刃先交換チップ用ホルダ−丸シャンク内径旋削用の形状・寸
法−第1部:呼び記号の付け方及び一般事項
ISO 5609-1:2012, Tool holders for internal turning with cylindrical shank for indexable
inserts−Part 1: Designation, styles, dimensions and calculation for corrections
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義並びに
呼び記号
3.2 呼び記号の構成
要素及び配列順序
3
JISにほぼ同じ
変更
技術的差異はない。
JISでは,シャンクの断面形状を表
す数字記号を省略できる規定とし
た。また,自社製品を区別する記号
を追加できる規定にした。
我が国では活用されている。
4 記号
4.4 構造記号−記号
4
4.4
規定はない。
追加
JISはISO規格にはない構造記号D
(ダブルクランプ式)の規定を追加
した。
我が国の実情に合わせて追加し
た。
4.9 チップの切れ刃
長さ記号−記号9
4.9
JISにほぼ同じ
追加
技術的差異はない。
JISはISO規格にはないチップの切
れ刃長さl2の規定を追加した。
利用者の利便性を図った。
4.9
JISにほぼ同じ
変更
技術的差異はない。
主切れ刃の長さ:19.5を19.05に訂
正した。
ISO規格の間違いの訂正のため。
ISOに修正するよう提案を行う。
4.10 シャンクの断
面形状記号−記号
10−フラットの数
4.10
JISにほぼ同じ
追加
技術的差異はない。
図中の黒丸点を説明する注記を追
加した。
利用者の利便性を図った。
3
B
4
1
2
9
-1
:
2
0
2
0
23
B 4129-1:2020
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 形状一覧
5
JISにほぼ同じ
一致
技術的差異はない。
ISO規格では,表9の切れ刃の形状
記号Lの下の行のd1の03をL3に
訂正した。
ISO規格の間違いの訂正のため。
ISOに修正するよう提案を行う。
5
JISにほぼ同じ
一致
技術的差異はない。
表9の切れ刃の形状記号Qの下の
方の図を訂正した。
ISO規格のTable 9のstyle Qの下
の方の図がstyle Sと同じ図であ
り,間違いの訂正のため。
7 寸法の決
め方
7.1.1 基準点K
7
JISにほぼ同じ
一致
技術的差異はない。
図5及び図6の基準点Kの位置の
訂正。
ISO規格のK点の位置の間違いの
訂正のため。
ISOに修正するよう提案を行う。
7.2マスタチップの
コーナ半径
7.2
規定はない
追加
技術的差異はない。
利用者の利便性を図った。
7.4 刃先距離f
7.4
JISにほぼ同じ
一致
技術的差異はない。
ISO規格では,修正刃先距離f,と
なっているが,刃先距離fとの混同
を避けるため修正刃先距離は記号
なしとした。
利用者の利便性を図った。
7.7 補正値x及び補
正値y
7.7
JISにほぼ同じ
一致
技術的差異はない。
ISO規格ではハイフンとなってい
る形状記号Lのチップ形状Wの補
正値x,補正値yを記入した。
ISO規格の間違いの訂正のため。
ISOに修正するよう提案を行う。
8 製品の定
義及び表記
−
−
追加
技術的差異はない。
ISO規格はISO 5609-2〜ISO 5609-6
に個別に規定しているがJISでは
一括してまとめて規定した。
利用者の利便性を図った。
9 材料
−
−
追加
技術的差異はない。
ISO規格はISO 5609-2〜ISO 5609-6
に個別に規定しているがJISでは
一括してまとめて規定した。
利用者の利便性を図った。技術的
差異はない。
3
B
4
1
2
9
-1
:
2
0
2
0
24
B 4129-1:2020
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
10 製品の
範囲
−
−
追加
技術的差異はない。
ISO規格はISO 5609-2〜ISO 5609-6
に個別に規定しているがJISでは
一括してまとめて規定した。
利用者の利便性を図った。技術的
差異はない。
11 表示
−
−
追加
技術的差異はない。
ISO規格はISO 5609-2〜ISO 5609-6
に個別に規定しているがJISでは
一括してまとめて規定した。
利用者の利便性を図った。技術的
差異はない。
附属書A
(参考)
JIS B 4129-1〜JIS B
4129-6及びISO/TS
13399-2〜ISO/TS
13399-3との記号表
示の関係
附属書JA
(参考)
ホルダの材料,硬さ
及び測定方法
−
規定はない。
追加
利用者の利便性を図った。
(参考)としたのは従来の規定を
継承したため。
JISと国際規格との対応の程度の全体評価:ISO 5609-1:2012,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
3
B
4
1
2
9
-1
:
2
0
2
0