B 4126-45:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 寸法······························································································································· 1
3.1 一般 ···························································································································· 1
3.2 切れ刃の形状記号Eの角シャンクホルダの形状及び寸法−正三角形 ········································ 1
4 定義及び表記 ··················································································································· 3
5 材料······························································································································· 3
6 設計······························································································································· 3
6.1 クランプ方式 ················································································································ 3
6.2 コーナ半径rε ················································································································· 3
6.3 刃先交換チップの厚さs··································································································· 3
7 製品の範囲 ······················································································································ 4
8 表示······························································································································· 4
B 4126-45:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本機械工具工業会(JTA)及び一般財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 4126の規格群には,次に示す部編成がある。
JIS B 4126-1 第1部:一般事項
JIS B 4126-2 第2部:切れ刃の形状記号A
JIS B 4126-3 第3部:切れ刃の形状記号B
JIS B 4126-4 第4部:切れ刃の形状記号D
JIS B 4126-5 第5部:切れ刃の形状記号F
JIS B 4126-6 第6部:切れ刃の形状記号G
JIS B 4126-7 第7部:切れ刃の形状記号J
JIS B 4126-8 第8部:切れ刃の形状記号K
JIS B 4126-9 第9部:切れ刃の形状記号L
JIS B 4126-10 第10部:切れ刃の形状記号N
JIS B 4126-11 第11部:切れ刃の形状記号R
JIS B 4126-12 第12部:切れ刃の形状記号S
JIS B 4126-13 第13部:切れ刃の形状記号T
JIS B 4126-14 第14部:切れ刃の形状記号H
JIS B 4126-15 第15部:切れ刃の形状記号V
JIS B 4126-45 第45部:切れ刃の形状記号E
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4126-45:2016
刃先交換チップ用ホルダ−角シャンクの形状・寸法−
第45部:切れ刃の形状記号E
Tool holders with rectangular shank for indexable inserts-Part 45: Style E
序文
この規格は,JIS B 4126(規格群)(刃先交換チップ用ホルダ−角シャンクの形状・寸法)の第45部で
あるが,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,刃先交換チップ(以下,チップという。)を保持する正方形又は長方形断面のシャンクをも
つ,旋削及び倣い加工に使用する刃先交換チップ用ホルダ(以下,ホルダという。)のうち,切込み角κr
=60°をもつ,切れ刃の形状記号Eのホルダについて規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 4125 刃先交換チップ用ホルダ−角シャンク及びカートリッジの呼び記号の付け方
JIS B 4126-1 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第1部:一般事項
3
寸法
3.1
一般
寸法の一般事項は,次による。
a) 工具の全長l1,刃先距離f及び刃先の高さh1の定義については,JIS B 4126-1による。
b) ホルダ−角シャンクの呼び記号については,JIS B 4125による。
c) 切れ刃長さl3は,表1による。
d) 切れ刃長さl3に対応するコーナ半径rεは,表2による。
e) 表1に示すチップの厚さsは,標準設計のホルダに使用するチップ単体に適用する。
3.2
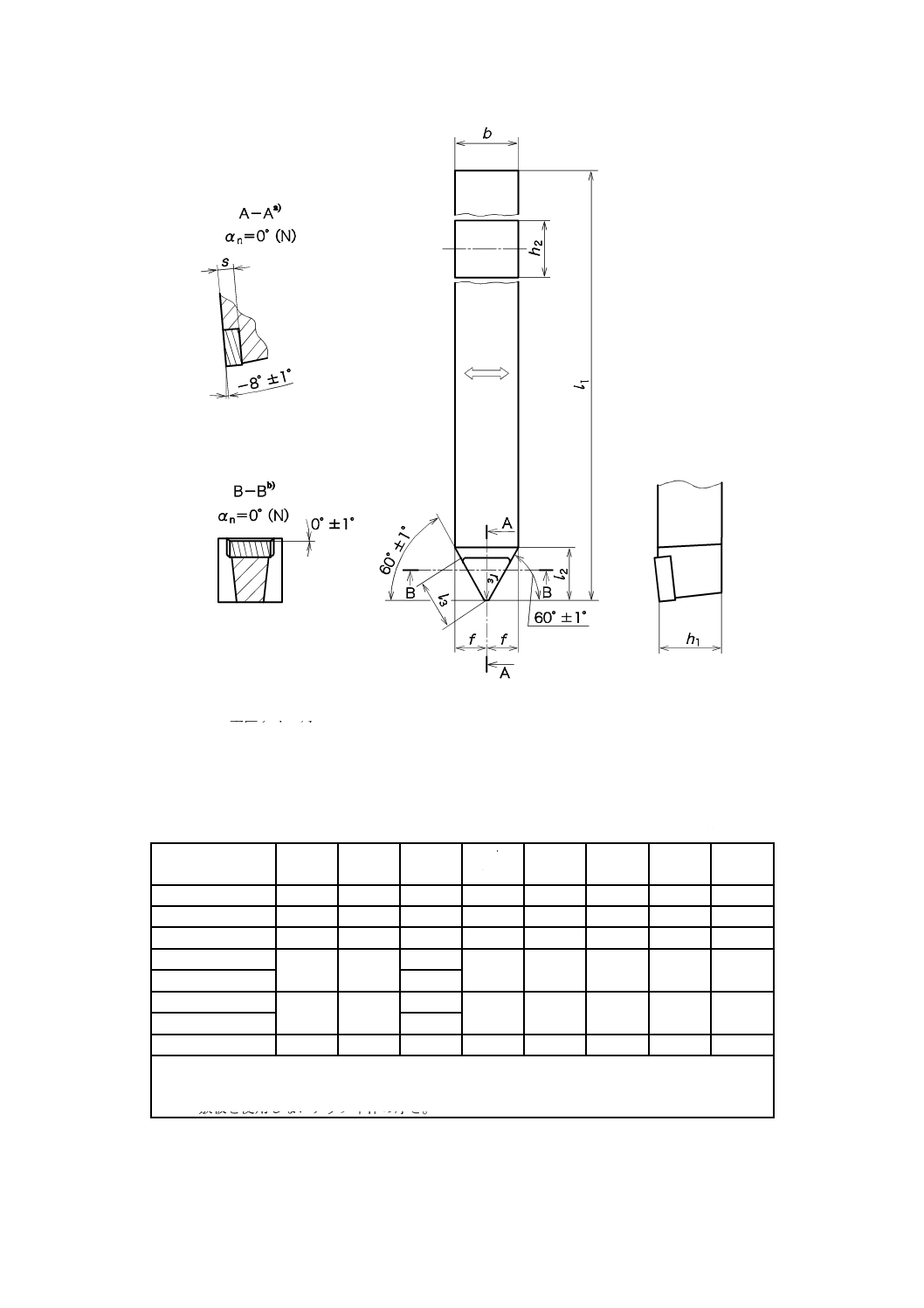
切れ刃の形状記号Eの角シャンクホルダの形状及び寸法−正三角形
形状及び寸法は,図1及び表1による。また,切れ刃長さl3及び基準コーナ半径rεは,表2による。
2
B 4126-45:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注a) 切れ刃の傾き角
b) 垂直すくい角
図1−形状図(切れ刃の形状記号E−正三角形)
表1−形状及び寸法(切れ刃の形状記号E−正三角形)
単位 mm
呼び記号a)
h1
js13
b
h13
l3
(約)
f
±0.25
h2
h13
l1 a)
k16
l2
最大
s b)
ETENN 1212−11
12
12
11
6
12
−
25
3.18
ETENN 1616−16
16
16
16.5
8
16
−
25
4.76
ETENN 2020−16
20
20
16.5
10
20
−
40
4.76
ETENN 2525−16
25
25
16.5
12.5
25
−
40
4.76
ETENN 2525−22
22
ETENN 3225−16
32
25
16.5
12.5
32
−
40
4.76
ETENN 3225−22
22
ETENN 3232−22
32
32
22
16
32
−
40
4.76
注a) 工具の全長の選定に当たって,−(ダッシュ)は,JIS B 4126-1の表2に示す寸法に対応す
るJIS B 4125の表6の記号に置き換える。
b) 敷板を使用しないチップ単体の厚さ。
3
B 4126-45:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
定義及び表記
この規格に適合するホルダに対し,次のように定義及び表記する。
a) 刃先交換チップ用ホルダと呼ぶ。
b) ホルダの形状記号は,Eとする。
c) チップのクランプ方式,チップの形状記号,切れ刃の形状記号,チップの逃げ角記号,ホルダの勝手
記号,刃先の高さh1,シャンクの幅b及び工具の全長l1は,JIS B 4125による。
d) 切れ刃長さは,l3とする。
例 二重クランプ式(M),チップの形状記号T(T),切れ刃の形状記号E(E),チップの逃げ角αn
=0°(N)及び勝手なし(N)で,刃先の高さh1=25 mm,シャンクの幅b=25 mm(2525),工
具の全長l1=150 mm(M)及び切れ刃長さl3=22 mm(22)のホルダは,次のように表記する。
ホルダJIS B 4126-45-MTENN 2525 M22
5
材料
ホルダの材料については,引張強さ1 200 MPa以上のものが望ましい。
6
設計
6.1
クランプ方式
ホルダの標準設計は,表1による。
JIS B 4125に準拠するクランプ方式を選択する場合の文字記号は,JIS B 4125の表1によって,他のク
ランプ方式は,製造業者の説明書又は受渡当事者間の協定による。
表1から外れるクランプ方式に変更する場合は,使用するチップの厚さなどを考慮する。
6.2
コーナ半径rε
この規格に準拠するそれぞれのホルダは,表1に示す切れ刃長さl3のチップを装着することができる。
ただし,その切れ刃は任意のコーナ半径rεをもつことができる。
JIS B 4126-1の表2に規定するl1の値は,次に示す表2のそれぞれの中のコーナ半径rεをもつチップの
ホルダに適用する。
表2−切れ刃長さl3及び基準コーナ半径rε
単位 mm
l3
rε a)
11
0.4
16.5
0.8
22
注a) コーナ半径rεは,呼び値を示す。ただし,実際はインチ系の値から
換算したrε=0.397 mm及びrε=0.794 mmを用いる。
6.3
刃先交換チップの厚さs
チップの厚さの値sは,表1に基づき,敷板を使用しないチップ及び標準設計のホルダに使用するチッ
プに適用する。
それぞれの値から外れるチップの厚さを使用するホルダは,注文時又は出荷時にその旨を明示する。
4
B 4126-45:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
製品の範囲
ホルダは,チップを除き,クランプ装置を装着して出荷する。
8
表示
ホルダには,呼び記号,及び製造業者名又は商標を表示する。製造業者による説明などの追加の表示に
ついては,製造業者の裁量による。こん(梱)包箱に準拠規格を示すことを推奨する。
参考文献 JIS B 0107 バイト用語
JIS B 0170 切削工具用語(基本)
JIS Z 2241 金属材料引張試験方法
ISO/TS 13399-2,Cutting tool data representation and exchange−Part 2: Reference dictionary for the
cutting items
ISO/TS 13399-3,Cutting tool data representation and exchange−Part 3: Reference dictionary for tool
items