B 4126-1:2016
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 一般事項························································································································· 3
4 寸法······························································································································· 5
4.1 シャンクの高さ,シャンクの幅,刃先の高さ及び工具の全長の寸法許容差 ································ 5
4.2 頭部の長さ ··················································································································· 6
4.3 刃先距離及び寸法許容差 ································································································· 7
5 寸法の決め方 ··················································································································· 7
5.1 切れ刃のコーナ ············································································································· 7
5.2 マスタチップのコーナ半径rε ···························································································· 9
5.3 工具の全長l1 ················································································································· 9
5.4 刃先距離f ····················································································································· 9
5.5 刃先の高さh1 ················································································································ 9
5.6 許容差 ························································································································ 10
5.7 寸法a ························································································································· 10
5.8 補正値x及びy ············································································································· 10
6 製品の定義及び表記 ········································································································· 14
7 製品の範囲 ····················································································································· 14
8 表示······························································································································ 14
附属書A(参考)JIS B 4126-1〜JIS B 4126-15及びJIS B 4126-45とISO/TS 13399-2及びISO/TS 13399-3
との記号表示の関係 ······································································································· 15
附属書JA(参考)ホルダの材料,硬さ及び試験方法 ·································································· 16
附属書JB(参考)JISと対応国際規格との対比表 ······································································ 18
B 4126-1:2016
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,日本機械工具工業会(JTA)及び一般財団法
人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,日本工
業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。これによって,JIS B 4126:1998
は廃止され,その一部を分割して制定したこの規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 4126の規格群には,次に示す部編成がある。
JIS B 4126-1 第1部:一般事項
JIS B 4126-2 第2部:切れ刃の形状記号A
JIS B 4126-3 第3部:切れ刃の形状記号B
JIS B 4126-4 第4部:切れ刃の形状記号D
JIS B 4126-5 第5部:切れ刃の形状記号F
JIS B 4126-6 第6部:切れ刃の形状記号G
JIS B 4126-7 第7部:切れ刃の形状記号J
JIS B 4126-8 第8部:切れ刃の形状記号K
JIS B 4126-9 第9部:切れ刃の形状記号L
JIS B 4126-10 第10部:切れ刃の形状記号N
JIS B 4126-11 第11部:切れ刃の形状記号R
JIS B 4126-12 第12部:切れ刃の形状記号S
JIS B 4126-13 第13部:切れ刃の形状記号T
JIS B 4126-14 第14部:切れ刃の形状記号H
JIS B 4126-15 第15部:切れ刃の形状記号V
JIS B 4126-45 第45部:切れ刃の形状記号E
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4126-1:2016
刃先交換チップ用ホルダ−角シャンクの形状・寸法−
第1部:一般事項
Tool holders with rectangular shank for indexable inserts-
Part 1: General survey
序文
この規格は,2014年に第2版として発行されたISO 5610-1を基に,我が国の実情を反映し,技術的内
容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JBに示す。
1
適用範囲
この規格は,刃先交換チップ(以下,チップという。)を保持する正方形又は長方形断面のシャンクをも
つ,旋削及び倣い加工に使用する刃先交換チップ用ホルダ(以下,ホルダという。)について規定する。
注記1 ホルダの材料,硬さ及び試験方法を参考として附属書JAに記載する。
注記2 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 5610-1:2014,Tool holders with rectangular shank for indexable inserts−Part 1: General survey,
correlation and determination of dimensions(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0107 バイト用語
JIS B 0170 切削工具用語(基本)
JIS B 4120 刃先交換チップの呼び記号の付け方
JIS B 4121 刃先交換チップ
JIS B 4125 刃先交換チップ用ホルダ−角シャンク及びカートリッジの呼び記号の付け方
注記 対応国際規格:ISO 5608,Turning and copying tool holders and cartridges for indexable inserts−
Designation(MOD)
JIS B 4126-2 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第2部:切れ刃の形状記号A
注記 対応国際規格:ISO 5610-2,Tool holders with rectangular shank for indexable inserts−Part 2: Style
A(MOD)
2
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 4126-3 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第3部:切れ刃の形状記号B
注記 対応国際規格:ISO 5610-3,Tool holders with rectangular shank for indexable inserts−Part 3: Style
B(MOD)
JIS B 4126-4 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第4部:切れ刃の形状記号D
注記 対応国際規格:ISO 5610-4,Tool holders with rectangular shank for indexable inserts−Part 4: Style
D(MOD)
JIS B 4126-5 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第5部:切れ刃の形状記号F
注記 対応国際規格:ISO 5610-5,Tool holders with rectangular shank for indexable inserts−Part 5: Style
F(MOD)
JIS B 4126-6 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第6部:切れ刃の形状記号G
注記 対応国際規格:ISO 5610-6,Tool holders with rectangular shank for indexable inserts−Part 6: Style
G(MOD)
JIS B 4126-7 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第7部:切れ刃の形状記号J
注記 対応国際規格:ISO 5610-7,Tool holders with rectangular shank for indexable inserts−Part 7: Style
J(MOD)
JIS B 4126-8 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第8部:切れ刃の形状記号K
注記 対応国際規格:ISO 5610-8,Tool holders with rectangular shank for indexable inserts−Part 8: Style
K(MOD)
JIS B 4126-9 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第9部:切れ刃の形状記号L
注記 対応国際規格:ISO 5610-9,Tool holders with rectangular shank for indexable inserts−Part 9: Style
L(MOD)
JIS B 4126-10 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第10部:切れ刃の形状記号N
注記 対応国際規格:ISO 5610-10,Tool holders with rectangular shank for indexable inserts−Part 10:
Style N(MOD)
JIS B 4126-11 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第11部:切れ刃の形状記号R
注記 対応国際規格:ISO 5610-11,Tool holders with rectangular shank for indexable inserts−Part 11:
Style R(MOD)
JIS B 4126-12 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第12部:切れ刃の形状記号S
注記 対応国際規格:ISO 5610-12,Tool holders with rectangular shank for indexable inserts−Part 12:
Style S(MOD)
JIS B 4126-13 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第13部:切れ刃の形状記号T
注記 対応国際規格:ISO 5610-13,Tool holders with rectangular shank for indexable inserts−Part 13:
Style T(MOD)
JIS B 4126-14 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第14部:切れ刃の形状記号H
注記 対応国際規格:ISO 5610-14,Tool holders with rectangular shank for indexable inserts−Part 14:
Style H(MOD)
JIS B 4126-15 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第15部:切れ刃の形状記号V
注記 対応国際規格:ISO 5610-15,Tool holders with rectangular shank for indexable inserts−Part 15:
Style V(MOD)
JIS B 4126-45 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第45部:切れ刃の形状記号E
3
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ISO 3002-1,Basic quantities in cutting and grinding−Part 1: Geometry of the active part of cutting tools−
General terms, reference systems, tool and working angles, chip breakers
3
一般事項
ホルダの一覧を表1に,ホルダ及びそれに対応する形状記号を,JIS B 4126-2〜JIS B 4126-15及びJIS B
4126-45に示す。呼び記号は,JIS B 4125による。
そのほかこの規格で用いる主な用語及び定義は,JIS B 0107及びJIS B 0170による。
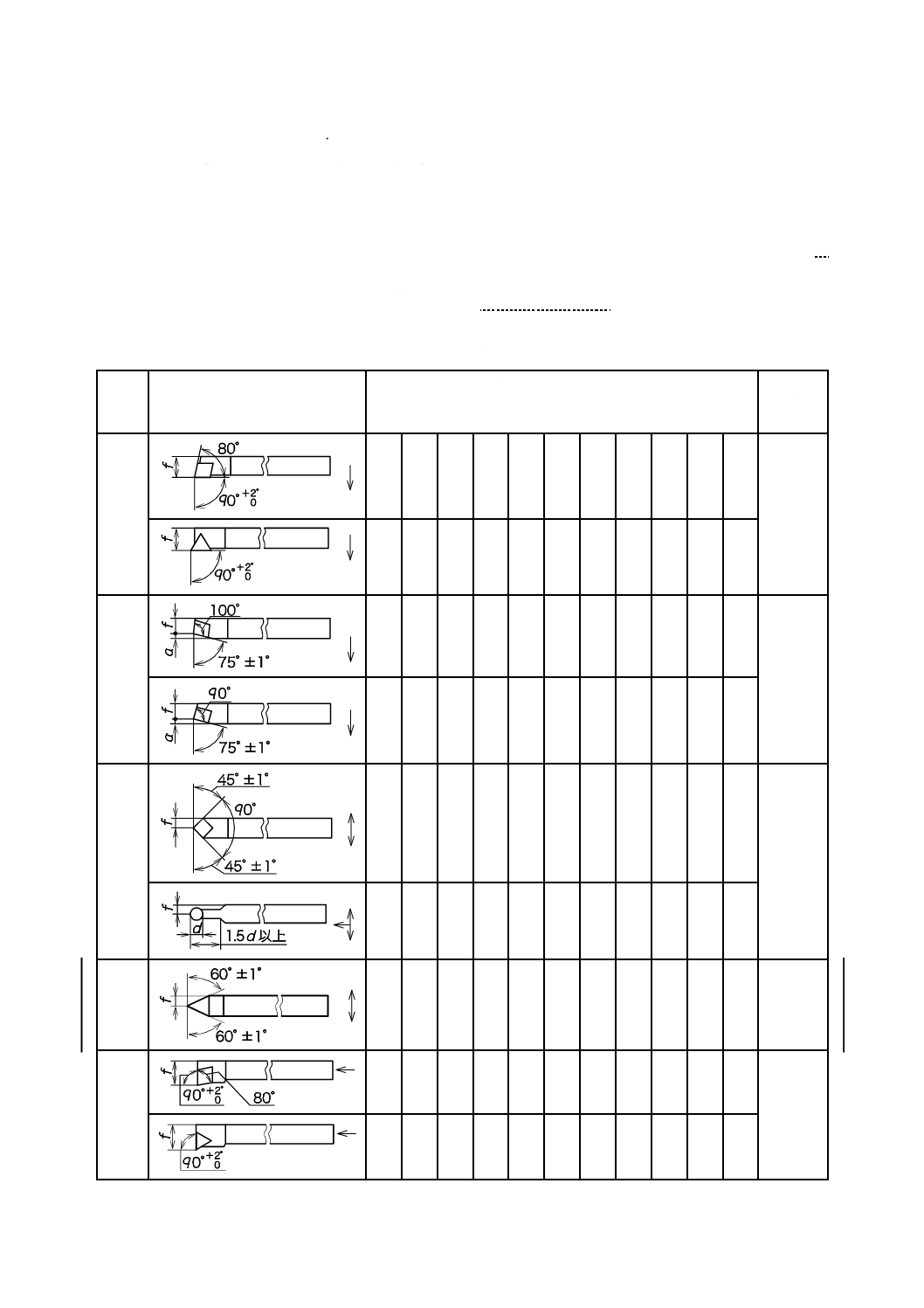
表1−ホルダの一覧
切れ刃
の形状
記号
図
シャンクの高さ及びシャンクの幅の形状記号
h2×b
寸法は以
下を参照
のこと
0808 1010 1212 1616 2020 2525 3225 3232 4032 4040 5050
A
●
●
JIS B
4126-2
●
●
●
●
●
●
●
B
●
●
●
JIS B
4126-3
●
●
●
●
●
●
●
D
●
●
●
●
●
●
JIS B
4126-4
●
●
●
●
●
●
●
●
●
E
○
○
○
○
○
○
JIS B
4126-45
F
●
●
JIS B
4126-5
●
●
●
●
●
●
●
4
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
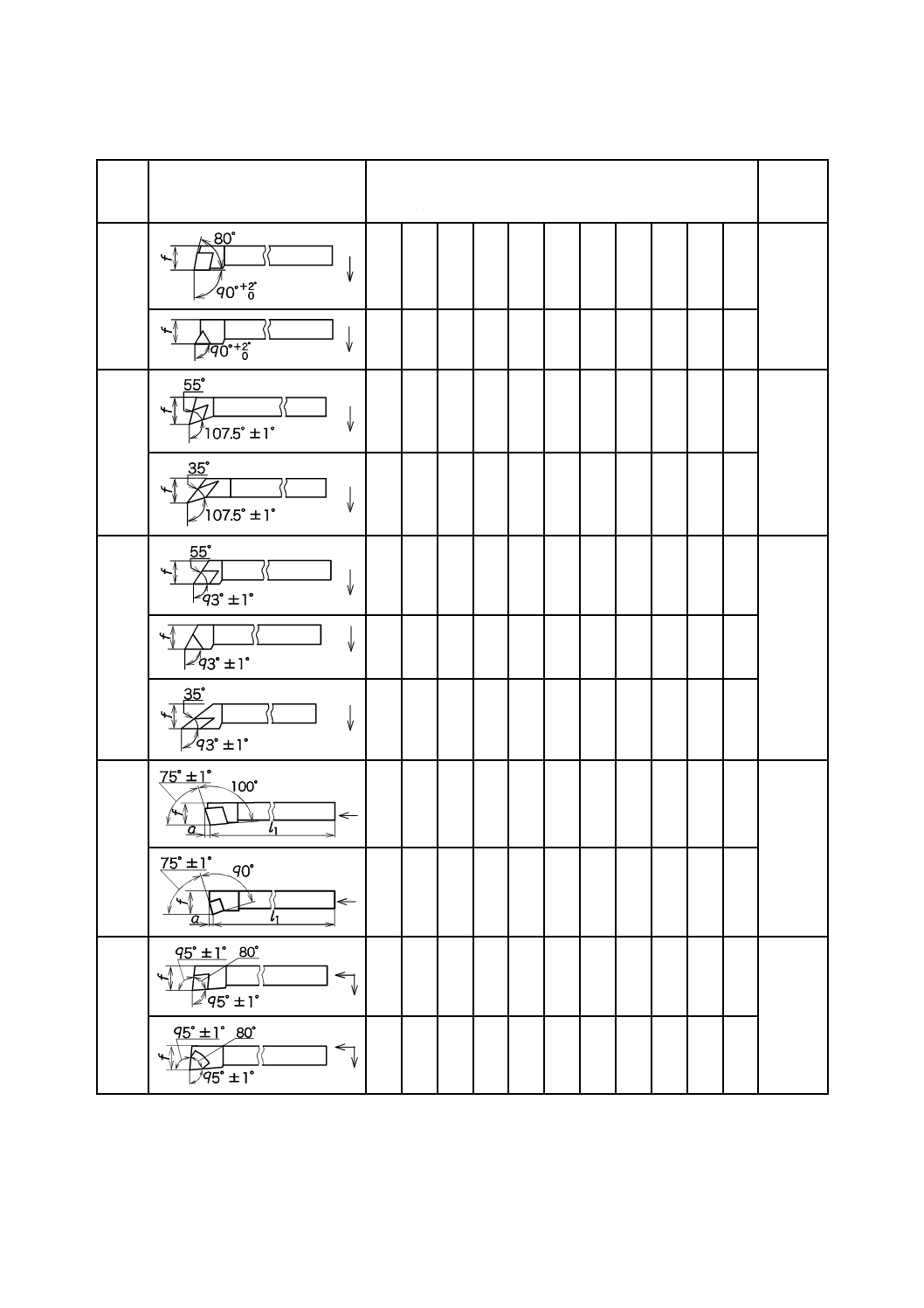
表1−ホルダの一覧(続き)
切れ刃
の形状
記号
図
シャンクの高さ及びシャンクの幅の形状記号
h2×b
寸法は以
下を参照
のこと
0808 1010 1212 1616 2020 2525 3225 3232 4032 4040 5050
G
●
●
JIS B
4126-6
●
●
●
●
●
●
●
●
H
●
●
●
●
●
●
JIS B
4126-14
●
●
●
●
●
J
●
●
●
●
●
●
●
●
JIS B
4126-7
●
●
●
●
●
●
●
●
●
K
●
●
JIS B
4126-8
●
●
●
●
●
●
●
L
●
●
●
●
●
●
●
●
●
JIS B
4126-9
●
●
●
●
●
●
●
●
5
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
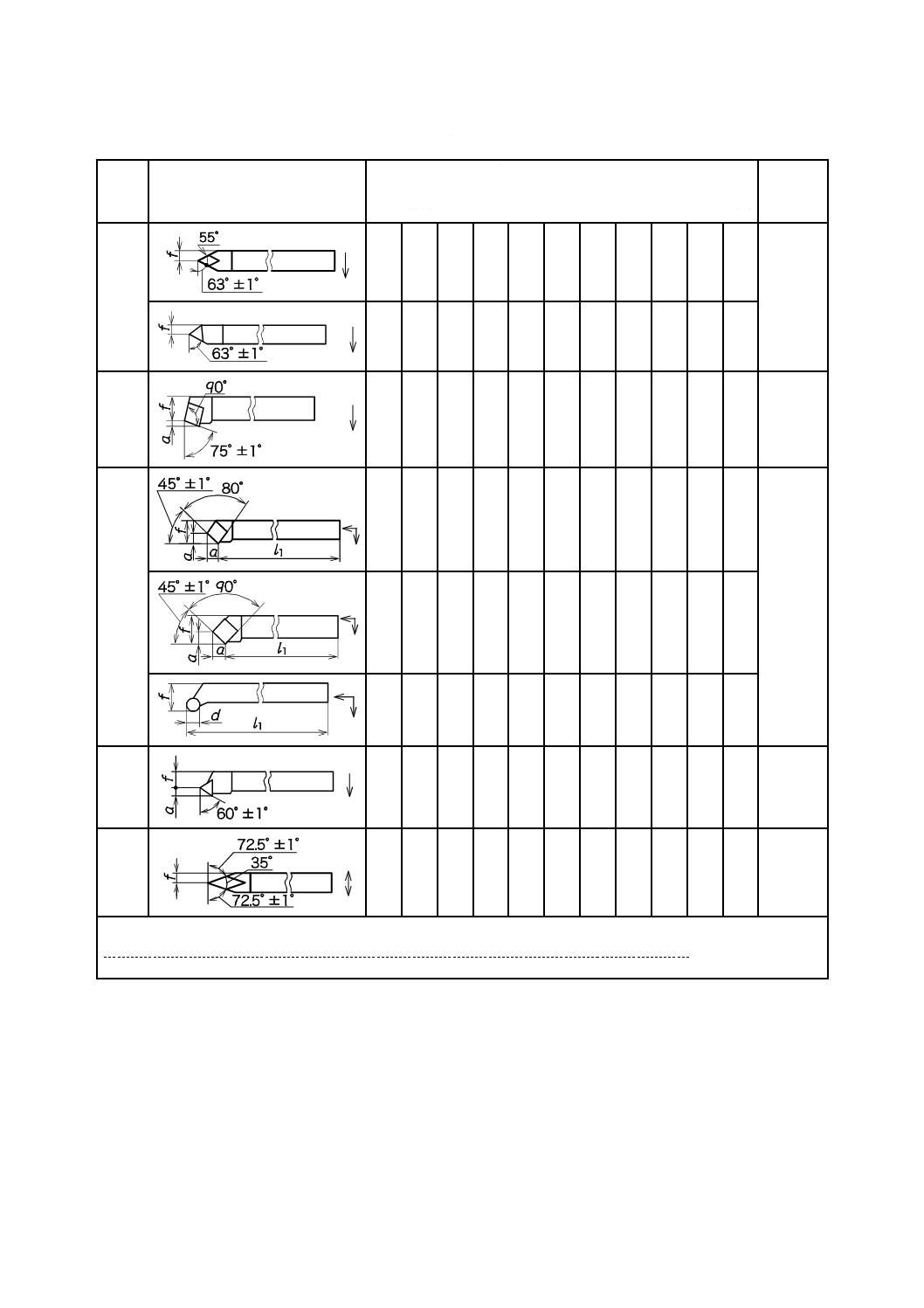
表1−ホルダの一覧(続き)
切れ刃
の形状
記号
図
シャンクの高さ及びシャンクの幅の形状記号
h2×b
寸法は以
下を参照
のこと
0808 1010 1212 1616 2020 2525 3225 3232 4032 4040 5050
N
●
●
●
●
●
●
●
●
JIS B
4126-10
●
●
●
R
●
●
●
●
●
●
●
●
JIS B
4126-11
S
●
●
JIS B
4126-12
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
●
T
●
●
●
●
●
●
●
JIS B
4126-13
V
●
●
●
●
●
JIS B
4126-15
注記1 記号●は,規格化されているもの。空白は,規格化されていない。
注記2 記号○は,ISO 5610-1には規定されていないが,この規格には規定されているもの。
注記3 図中の矢印は,主送り方向を示す。
4
寸法
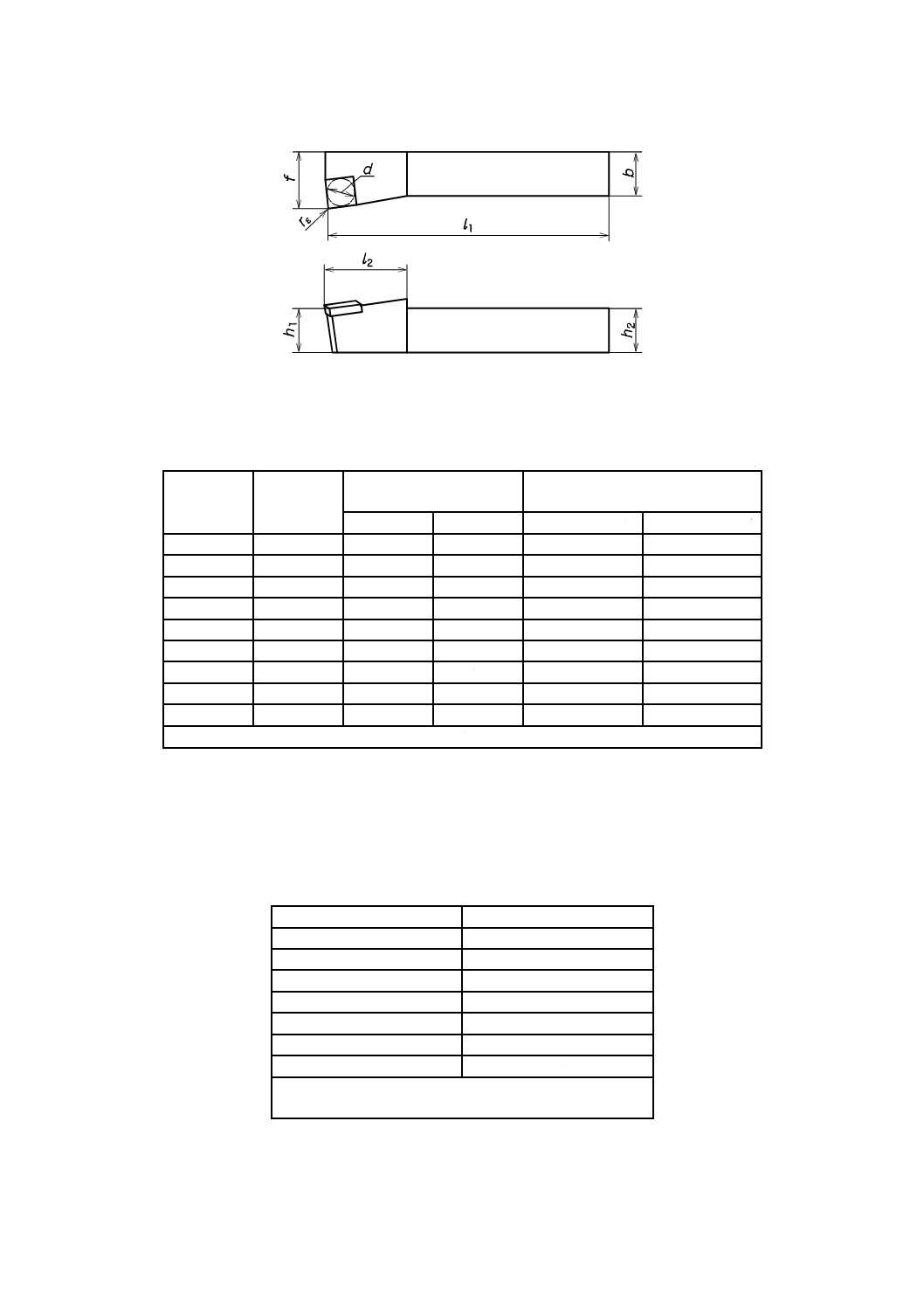
4.1
シャンクの高さ,シャンクの幅,刃先の高さ及び工具の全長の寸法許容差
シャンクの高さh2,シャンクの幅b,刃先の高さh1及び工具の全長l1の寸法許容差は,図1及び表2に
よる。
6
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
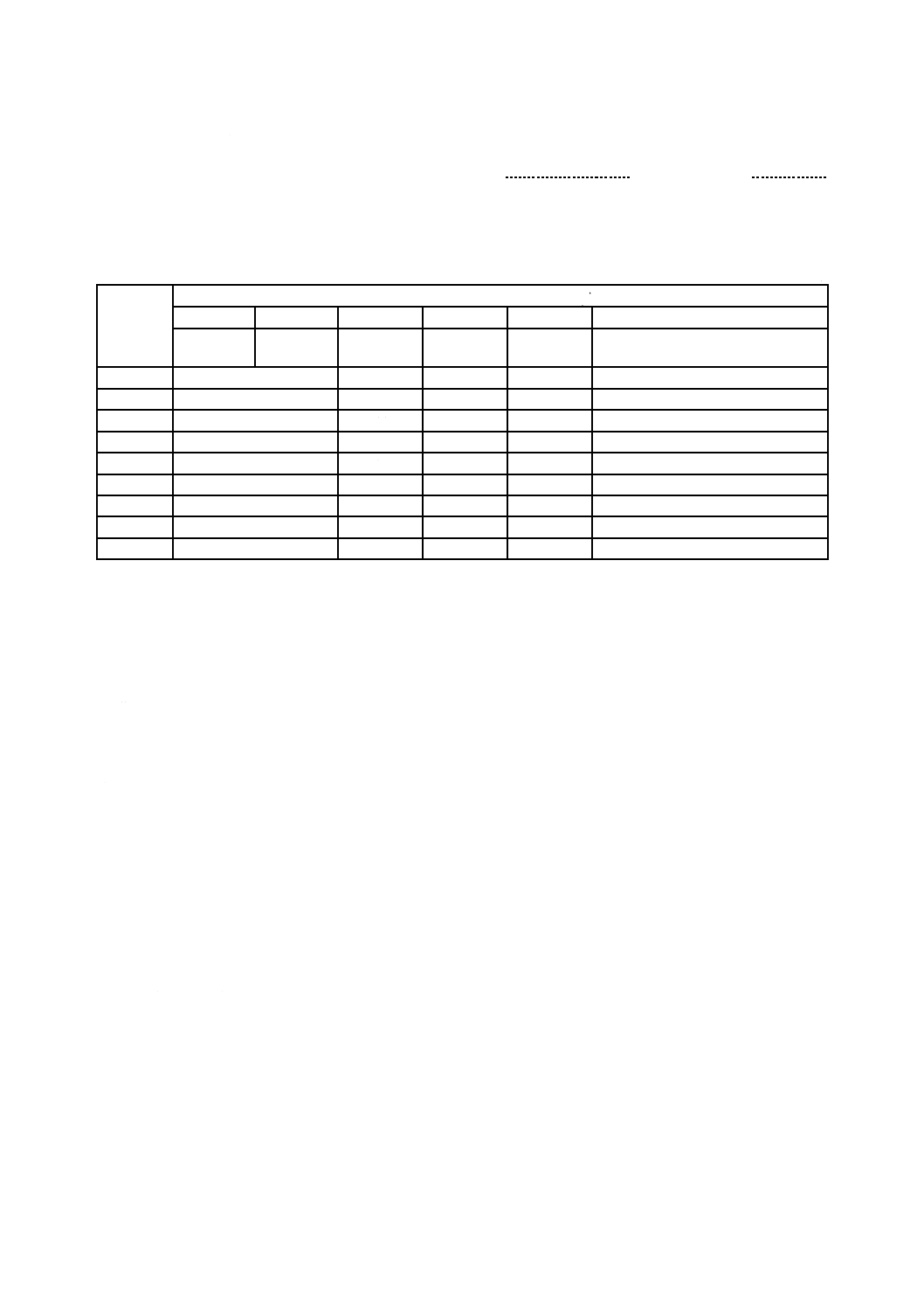
図1−切れ刃の形状記号Kのホルダ(代表例)
表2−シャンクの高さh2,シャンクの幅b,刃先の高さh1及び工具の全長l1並びに寸法許容差
単位 mm
h1
h2
b a)
l1
js13
h13
h13
k16
シリーズ1
シリーズ2
ロングタイプ
ショートタイプ
8
8
8
−
60
40
10
10
10
8
70
50
12
12
12
10
80
60
16
16
16
12
100
70
20
20
20
16
125
80
25
25
25
20
150
100
32
32
32
25
170
125
40
40
40
32
200
150
50
50
50
40
250
−
注a) シリーズ1:b=h2,シリーズ2:b=0.8 h2
4.2
頭部の長さ
頭部の長さl2は,図1及び表3による。
表3−頭部の長さl2
単位 mm
チップの基準内接円直径 d
頭部の長さ l2(最大)a)
6.35
25
7.94
28
9.525
32
12.7
36
15.875
40
19.05
45
25.4
50
注a) ひし形チップの形状D及びV(JIS B 4121)には適
用しない。
7
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.3
刃先距離及び寸法許容差
刃先距離fは,図1及び表4による。その寸法許容差は,JIS B 4126-2〜JIS B 4126-15及びJIS B 4126-45
の表(形状及び寸法)による。
表4−刃先距離f及び寸法許容差
単位 mm
b
切れ刃形状ごとの刃先距離f
D,E,V
N
B,T
A
R
F,G,H,J,K,L,S
±0.25
+0.5
0
+0.5
0
+0.5
0
+0.5
0
+0.5
0
8
4
7
8.5
9
10
10
5
9
10.5
11
12
12
6
11
12.5
13
16
16
8
13
16.5
17
20
20
10
17
20.5
22
25
25
12.5
22
25.5
27
32
32
16
27
33
35
40
40
20
35
41
43
50
50
25
43
51
53
60
5
寸法の決め方
5.1
切れ刃のコーナ
5.1.1
基準点K
5.1.1.1
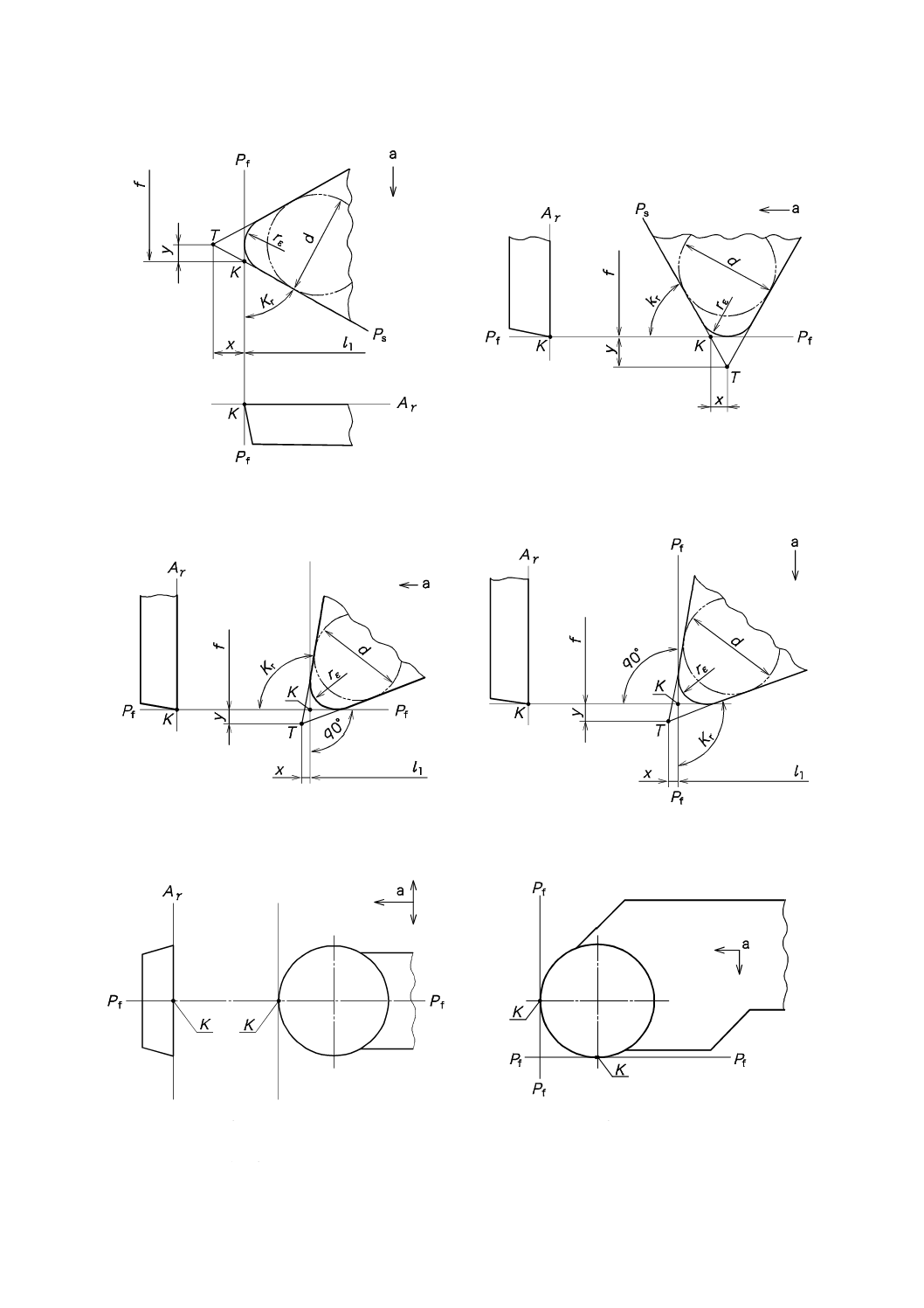
基準点Kは,次のように定義する。
ISO 3002-1に基づき,内接円に接する主切れ刃上の接点,Pf面(想定作業面)及びPs面(切れ刃面)に
ついて考慮する。
a) 切込み角κr≦90°の場合,基準点Kは,Ps面,Pf面,及びすくい面Arの交点(図2及び図3参照)。
b) 切込み角κr>90°の場合,基準点Kは,Pf面,Pf面に垂直でありコーナ半径に接する面,及びすくい
面Arの交点(図4及び図5参照)。
切れ刃の形状記号Sに関しては,サイドすくい角は,バックすくい角と同じである。
5.1.1.2
円形チップが付いた切れ刃の形状記号D及びSに対しての基準点Kは,次のように定義する。
a) 切れ刃の形状記号Dの場合,チップの中心軸を通るPf面と,Pf面に垂直であり切れ刃に接する面及び
すくい面Arとの交点(図6参照)。
b) 切れ刃の形状記号Sの場合,基準点Kは2点存在する。
直交する二つの主送り方向によって,Pf面が2面存在し,切れ刃との接点も2点存在するためであ
る(図7参照)。
8
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図2−切込み角κr≦90°,軸方向送り
図3−切込み角κr≦90°,径方向送り
図4−切込み角κr>90°,径方向送り
図5−切込み角κr>90°,軸方向送り
図6−円形チップが付いた切れ刃の形状記号D
図7−円形チップが付いた切れ刃の形状記号S
図中のaは,主送り方向を示す。
9
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.1.2
仮想シャープコーナT
主切れ刃と副切れ刃との仮想交点を,切れ刃の仮想シャープコーナTとする(図2〜図5参照)。
注記 仮想シャープコーナTの位置は,切れ刃のコーナ半径rεには関係しない。
5.2
マスタチップのコーナ半径rε
諸寸法の測定及びその判定に使用するマスタチップ(マスタゲージ)のコーナ半径rεの値を,表5に示
す。
マスタチップとは,ホルダに取り付けるJIS B 4121に規定するチップと同一形状のもので,精度はJIS B
4120の5.3の等級記号のH級による。
表5−基準コーナ半径rε
単位 mm
チップの基準内接円直径 d
コーナ半径rε a)(呼び値)
6.35
0.4
7.94
9.525
0.8
12.7
15.875
1.2
19.05
25.4
2.4
注a) コーナ半径rεは呼び値を示す。ただし,実際はインチ系の値を換算したrε
=0.397 mm,rε=0.794 mm,rε=1.191 mm及びrε=2.381 mmを用いる。
5.3
工具の全長l1
工具の全長l1(数値については,表2を参照)は,表5に準拠したコーナ半径をもったマスタチップを
用いて測定した基準点K(図2〜図5及び表6参照)からシャンク末端までの距離。
表5に準拠しない,コーナ半径をもったマスタチップを用いた場合の修正工具の全長は,表2,図2〜図
5に定義した補正値x,すなわち,表6及び表5に示す数値によって求める。
表6の数値は,シャンク長手方向に平行に測定した基準点Kと仮想シャープコーナTとの距離である。
5.4
刃先距離f
刃先距離f(数値については,表4を参照)は,表5に準拠したコーナ半径をもったマスタチップを用
いて測定したホルダの背面[基準面(底面)に垂直で機械などの保持面に接するシャンクの面]から基準
点Kまでの距離である。ただし,対称形切れ刃のうち,切れ刃の形状記号D(円形チップを除く。)及びV
の場合,ホルダの背面から仮想シャープコーナTまでの距離(図1参照)である。
切れ刃の形状記号D(円形チップを除く。)の場合,表6に示す数値yによって基準点Kは,f+y又はf
−yとなる。
表5に準拠しない,コーナ半径をもったマスタチップを用いた場合の修正刃先距離は,表4,図2〜図5
に定義した補正値y,すなわち,表6及び表5に示す数値によって求める。
表6の数値は,シャンク長手方向に垂直に測定した基準点Kと仮想シャープコーナTとの距離である。
5.5
刃先の高さh1
刃先の高さh1は,マスタチップ,又は敷板使用の際にはマスタ敷板を用いたホルダの基準面(底面)か
ら基準点Kまでの高さ。
10
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.6
許容差
工具の全長l1,刃先距離f及び刃先の高さh1に対する許容差は,マスタチップ,又は敷板使用の際には
マスタ敷板を用いた測定値に適用する。したがって,チップ及び敷板の許容差は含まない。
5.7
寸法a
5.7.1
概要
表6に示す寸法aは,総工具幅と総工具全長とに関連する寸法である。ただし,5.7.2及び5.7.3の切れ
刃の形状以外については,一般に,総工具幅は,寸法f又はシャンクの幅bに一致し,総工具全長は全長
l1に一致する。
5.7.2
切れ刃の形状記号B,R及びT
切れ刃の形状記号B,R及びTの総工具幅は,寸法fと寸法aとの合計となる。
寸法aは,工具の全長l1に対し垂直方向に測った,基準点Kとチップのコーナ半径rεの接線との距離(表
6参照)。
5.7.3
切れ刃の形状記号K及びS
切れ刃の形状記号K及びSの総工具長は,寸法l1と寸法aとの合計となる。
寸法aは,工具の全長l1に対し平行方向に測った,基準点Kとチップのコーナ半径rεの接線との距離(表
6参照)。
5.7.4
寸法aの数値
寸法aは,垂直すくい角γ0=0°,切れ刃の傾き角λs=0°及び表5のコーナ半径rεをもつマスタチップ
を基準にしている。
垂直すくい角γ0及び切れ刃の傾き角λsが±6°の範囲で変動したとき,寸法aの変動量は,0.1 mm未満
であるので無視できる。
5.8
補正値x及びy
垂直すくい角γ0=0,切れ刃の傾き角λs=0°の場合の補正値,x及びyは表6による。
垂直すくい角γ0及び切れ刃の傾き角λsが±6°の範囲で変動したとき,寸法aの変動量は0.01 mm〜0.001
mmの範囲であり,極めて小さい。必要な場合は,算出可能である。
11
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
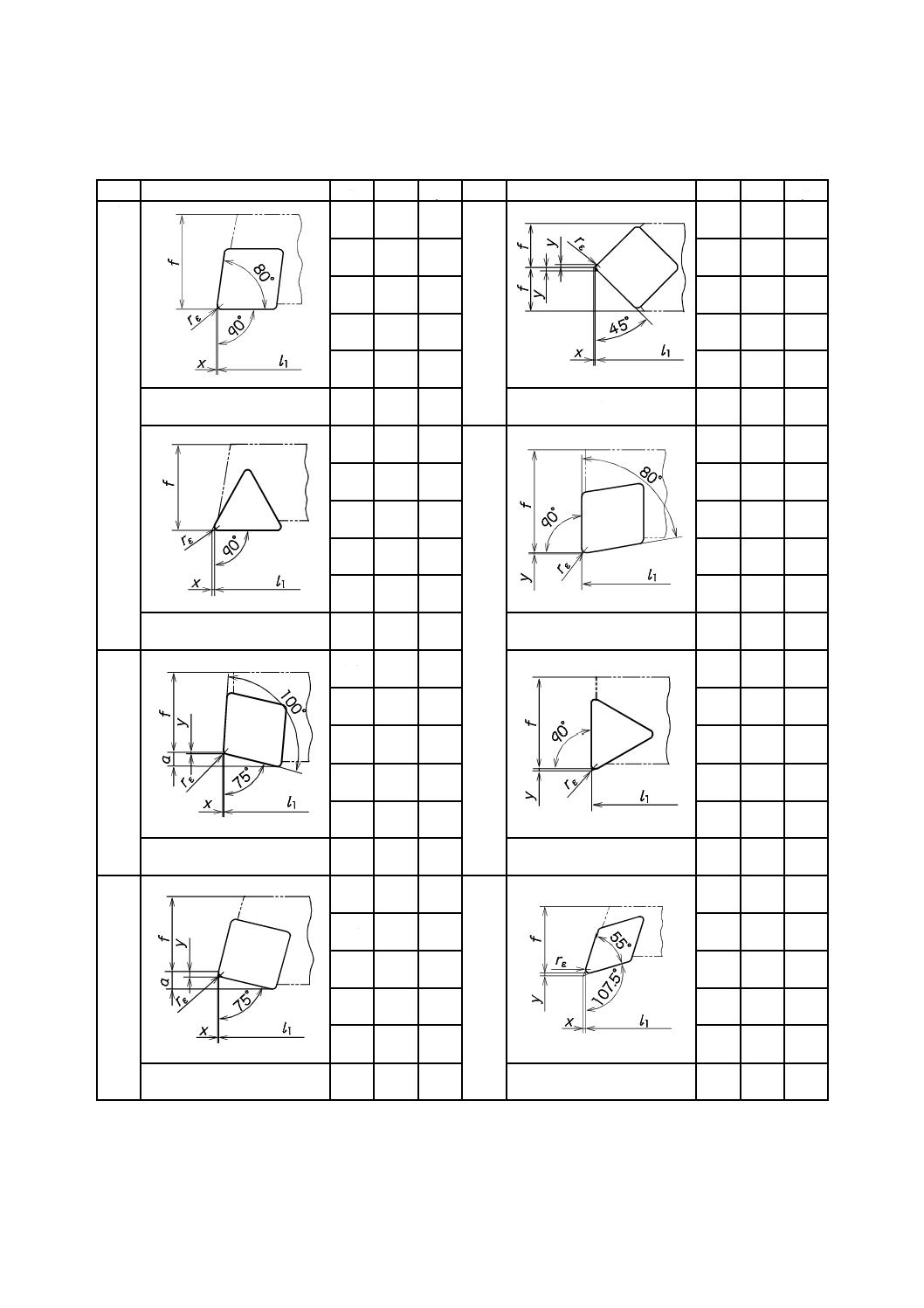
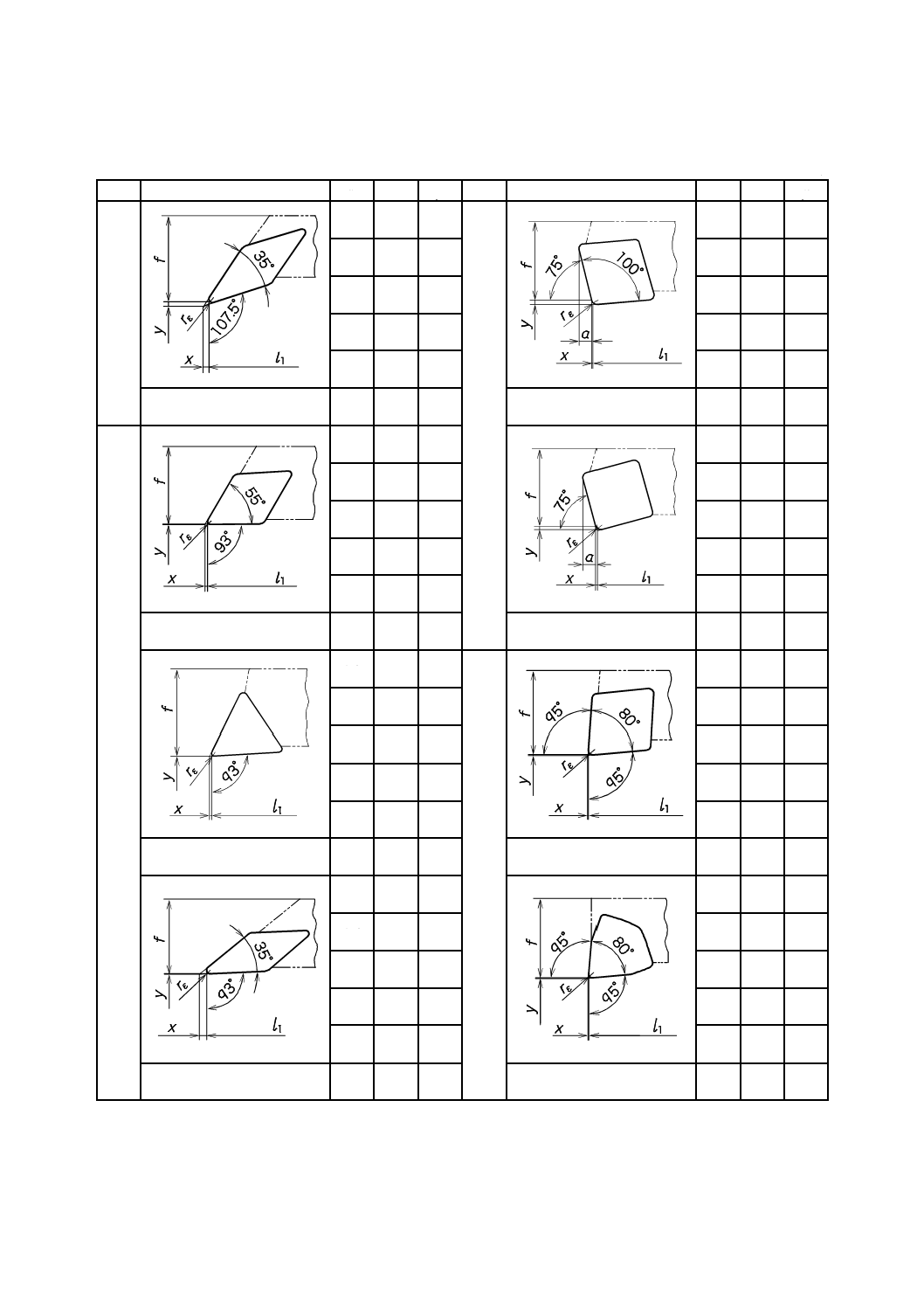
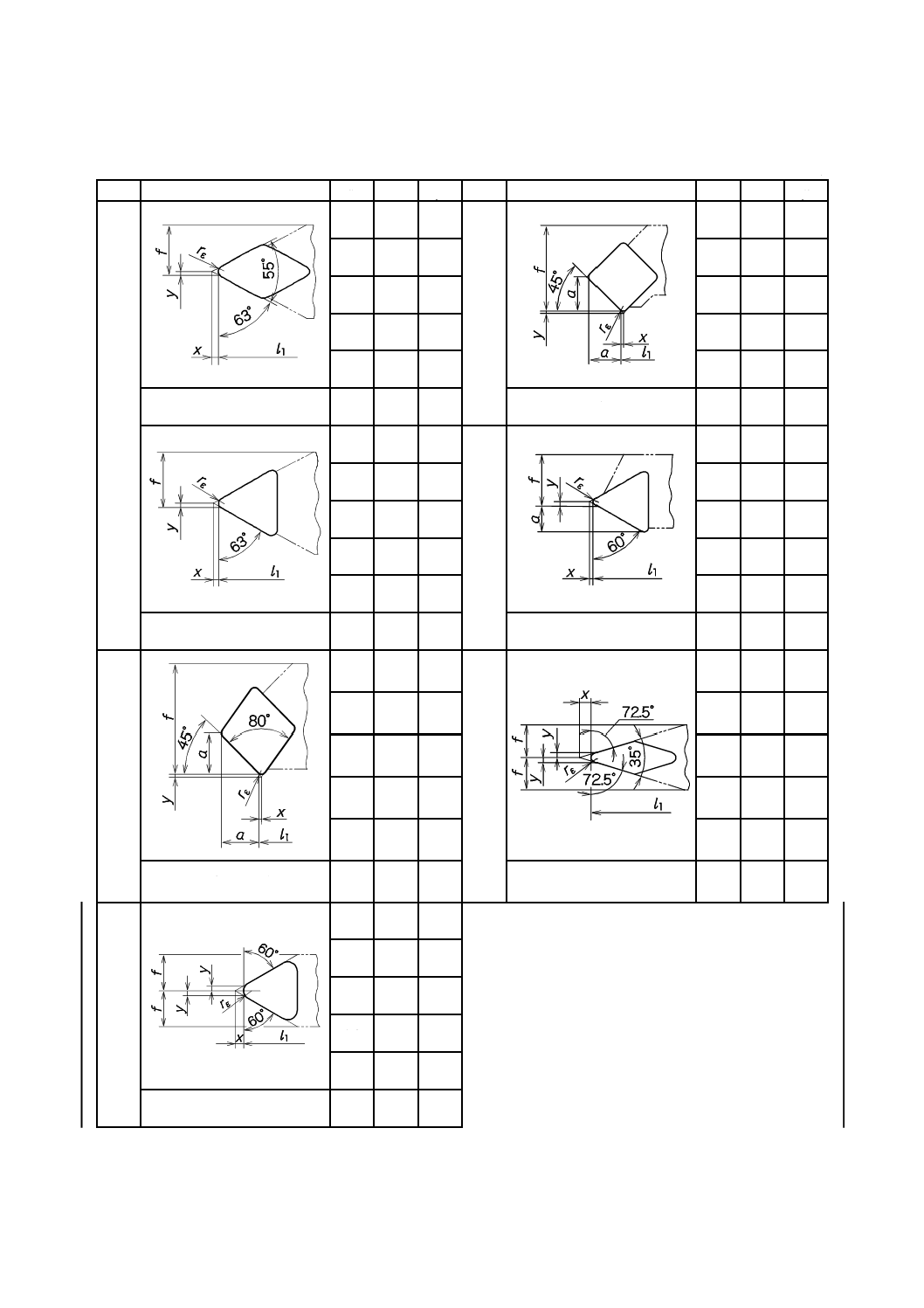
表6−補正値
単位 mm
形状
模式図
rε
x
y
形状
模式図
rε
x
y
A
及
び
G
0.2
0.039
−
D
0.2
0.084 0.084
0.4
0.076
−
0.4
0.164 0.164
0.8
0.152
−
0.8
0.329 0.329
1.2
0.228
−
1.2
0.493 0.493
1.6
0.456
−
1.6
0.658 0.658
80°ひし形
2.4
0.456
−
正方形
2.4
0.986 0.986
0.2
0.149
−
F
0.2
−
0.039
0.4
0.291
−
0.4
−
0.076
0.8
0.581
−
0.8
−
0.152
1.2
0.872
−
1.2
−
0.228
1.6
1.162
−
1.6
−
0.304
正三角形
2.4
1.743
−
80°ひし形
2.4
−
0.456
B
0.2
0.014 0.004
0.2
−
0.149
0.4
0.028 0.007
0.4
−
0.291
0.8
0.055 0.015
0.8
−
0.581
1.2
0.083 0.022
1.2
−
0.872
1.6
0.110 0.029
1.6
−
1.162
80°ひし形
2.4
0.165 0.044
正三角形
2.4
−
1.743
B
及
び
R
0.2
0.046 0.012
H
0.2
0.108 0.108
0.4
0.089 0.024
0.4
0.211 0.211
0.8
0.178 0.048
0.8
0.422 0.422
1.2
0.268 0.072
1.2
0.633 0.633
1.6
0.357 0.096
1.6
0.844 0.844
正方形
2.4
0.535 0.147
55°ひし形
2.4
1.265 1.265
12
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−補正値(続き)
単位 mm
形状
模式図
rε
x
y
形状
模式図
rε
x
y
H
0.2
0.342 0.180
K
0.2
0.004 0.014
0.4
0.684 0.360
0.4
0.007 0.028
0.8
1.369 0.721
0.8
0.015 0.055
1.2
2.053 1.081
1.2
0.022 0.083
1.6
2.738 1.441
1.6
0.029 0.110
35°ひし形
2.4
4.107 2.162
80°ひし形
2.4
0.044 0.165
J
0.2
0.176 0.020
0.2
0.012 0.046
0.4
0.344 0.039
0.4
0.024 0.089
0.8
0.687 0.079
0.8
0.048 0.178
1.2
1.031 0.118
1.2
0.072 0.268
1.6
1.375 0.157
1.6
0.096 0.357
55°ひし形
2.4
2.062 0.236
正方形
2.4
0.143 0.535
0.2
0.138 0.018
L
0.2
0.020 0.020
0.4
0.269 0.035
0.4
0.040 0.040
0.8
0.538 0.071
0.8
0.079 0.079
1.2
0.806 0.106
1.2
0.119 0.119
1.6
1.075 0.142
1.6
0.159 0.159
正三角形
2.4
1.613 0.213
80°ひし形
2.4
0.238 0.238
0.2
0.420 0.033
0.2
0.020 0.020
0.4
0.840 0.065
0.4
0.040 0.040
0.8
1.680 0.131
0.8
0.079 0.079
1.2
2.519 0.196
1.2
0.119 0.119
1.6
3.358 0.261
1.6
0.159 0.159
35°ひし形
2.4
5.038 0.392
六角形
2.4
0.238 0.238
13
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−補正値(続き)
単位 mm
形状
模式図
rε
x
y
形状
模式図
rε
x
y
N
0.2
0.237 0.121
S
0.2
0.084 0.084
0.4
0.463 0.236
0.4
0.164 0.164
0.8
0.925 0.471
0.8
0.329 0.329
1.2
1.388 0.707
1.2
0.493 0.493
1.6
1.850 0.943
1.6
0.658 0.658
55°ひし形
2.4
2.776 1.414
正方形
2.4
0.986 0.986
0.2
0.203 0.103
T
0.2
0.203 0.117
0.4
0.396 0.202
0.4
0.397 0.229
0.8
0.792 0.403
0.8
0.794 0.458
1.2
1.187 0.605
1.2
1.191 0.687
1.6
1.583 0.807
1.6
1.588 0.917
正三角形
2.4
2.375 1.210
正三角形
2.4
2.381 1.375
S
0.2
0.112 0.112
V
0.2
0.463 0.146
0.4
0.218 0.218
0.4
0.926 0.291
0.8
0.437 0.437
0.8
1.851 0.582
1.2
0.655 0.655
1.2
2.777 0.873
1.6
0.873 0.873
1.6
3.703 1.164
80°ひし形
2.4
1.310 1.310
35°ひし形
2.4
5.539 1.747
E
0.2
0.203 0.117
0.4
0.397 0.229
0.8
0.794 0.458
1.2
0.191 0.687
1.6
1.588 0.917
正三角形
2.4
2.381 1.375
14
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6
製品の定義及び表記
JIS B 4126-2〜JIS B 4126-15及びJIS B 4126-45に適合するホルダの表記は,次による。
例1及び例2は,代表例として,切れ刃の形状記号Aの場合を示す。
a) 刃先交換チップ用ホルダと呼ぶ。
b) ホルダの形状記号は,JIS B 4126-1〜JIS B 4126-15及びJIS B 4126-45による。
c) チップのクランプ方式,チップの形状記号,切れ刃の形状記号,チップの逃げ角記号,ホルダの勝手
記号,刃先の高さh1,シャンクの幅b及び工具の全長l1はJIS B 4125による。
d) 切れ刃長さl3は,JIS B 4126-2〜JIS B 4126-15及びJIS B 4126-45による。
例1 スクリュオン式(S),チップの形状記号C(C),切れ刃の形状記号A(A),チップの逃げ角αn
=7°(C)及び右勝手(R)で,刃先の高さh1=10 mm,シャンクの幅b=10 mm(1010),工
具の全長l1=70 mm(E)及び切れ刃長さl3=6.4 mm(06)のホルダは,次のように表記する。
ホルダJIS B 4126-2-SCACR 1010 E06
例2 ピンロック式(P),チップの形状記号T(T),切れ刃の形状記号A(A),チップの逃げ角αn
=0°(N)及び右勝手(R)で,刃先の高さh1=32 mm,シャンクの幅b=25 mm(3225),工
具の全長l1=170 mm(P)及び切れ刃長さl3=16.5 mm(16)のホルダは,次のように表記する。
ホルダJIS B 4126-2-PTANR 3225 P16
7
製品の範囲
ホルダは,チップを除き,クランプ装置を装着して出荷する。
8
表示
ホルダには,呼び記号,及び製造業者名又は商標を表示する。製造業者による説明などの追加の表示に
ついては,製造業者の裁量による。こん(梱)包箱に準拠規格を示すことを推奨する。
15
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
JIS B 4126-1〜JIS B 4126-15及びJIS B 4126-45とISO/TS 13399-2及び
ISO/TS 13399-3との記号表示の関係
表A.1−JIS B 4126-1〜JIS B 4126-15及びJIS B 4126-45とISO/TS 13399-2及びISO/TS 13399-3
との記号表示の関係
JIS B 4126
の規格群
に規定す
る記号
JIS B 4126の規格群参照
ISO/TS 13399-2
及びISO/TS
13399-3における
プロパティ名
ISO/TS 13399-2
及びISO/TS
13399-3における
記号
ISO/TS 13399-2
及びISO/TS
13399-3の参照
a a)
JIS B 4126-1の5.7(工具の全長方向)
lfの寸法a
LFA
ISO/TS 13399-3
a b)
JIS B 4126-1の5.7(工具の幅方向)
wfの寸法a
WFA
ISO/TS 13399-3
b
JIS B 4126-1の箇条3 表1,4.1 図1及び表2 シャンクの幅
B
ISO/TS 13399-3
d
JIS B 4126-1の4.1 図1,5.2 表5
内接円直径r
IC
ISO/TS 13399-2
f
JIS B 4126-1の4.1 図1,4.3 表4
刃先距離
WF
ISO/TS 13399-3
h1
JIS B 4126-1の4.1 図1及び表2
刃先の高さ
HF
ISO/TS 13399-3
h2
JIS B 4126-1の箇条3 表1,4.1 図1及び表2 シャンクの高さ
H
ISO/TS 13399-3
l1
JIS B 4126-1の4.1 図1及び表2
工具の全長
LF
ISO/TS 13399-3
l2
JIS B 4126-1の4.1 図1,4.2 表3
頭部の長さ
LH
ISO/TS 13399-3
l3
JIS B 4126-2〜JIS B 4126-15及びJIS B
4126-45
切れ刃長さ
L
ISO/TS 13399-2
rε
JIS B 4126-1の4.1 図1,5.2 表5
コーナ半径
RE
ISO/TS 13399-2
γ0
JIS B 4126-2〜JIS B 4216-15及びJIS B
4216-45
垂直すくい角
GAMO
ISO/TS 13399-3
λs
JIS B 4126-2〜JIS B 4126-15及びJIS B
4126-45
切れ刃の傾き角
LAMS
ISO/TS 13399-3
s
JIS B 4126-2〜JIS B 4126-15及びJIS B
4126-45
チップの厚さ
S
ISO/TS 13399-2
κr
JIS B 4126-2〜JIS B 4126-15及びJIS B
4126-45
切込み角
KAPR
ISO/TS 13399-3
注a) l1方向に測定した寸法a
b) f方向に測定した寸法a
16
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
ホルダの材料,硬さ及び試験方法
JA.1
材料
ホルダ材料は,一般にJIS G 4053のSCM435〜SCM445又はJIS G 4401のSK5〜SK7を用いる。
JA.2
硬さ
ホルダの硬さは,35HRC以上が望ましい。
JA.3
試験方法
ホルダの形状及び寸法の測定方法を,表JA.1に示す。ただし,測定方法及び測定器具は,一般的な例を
示す。
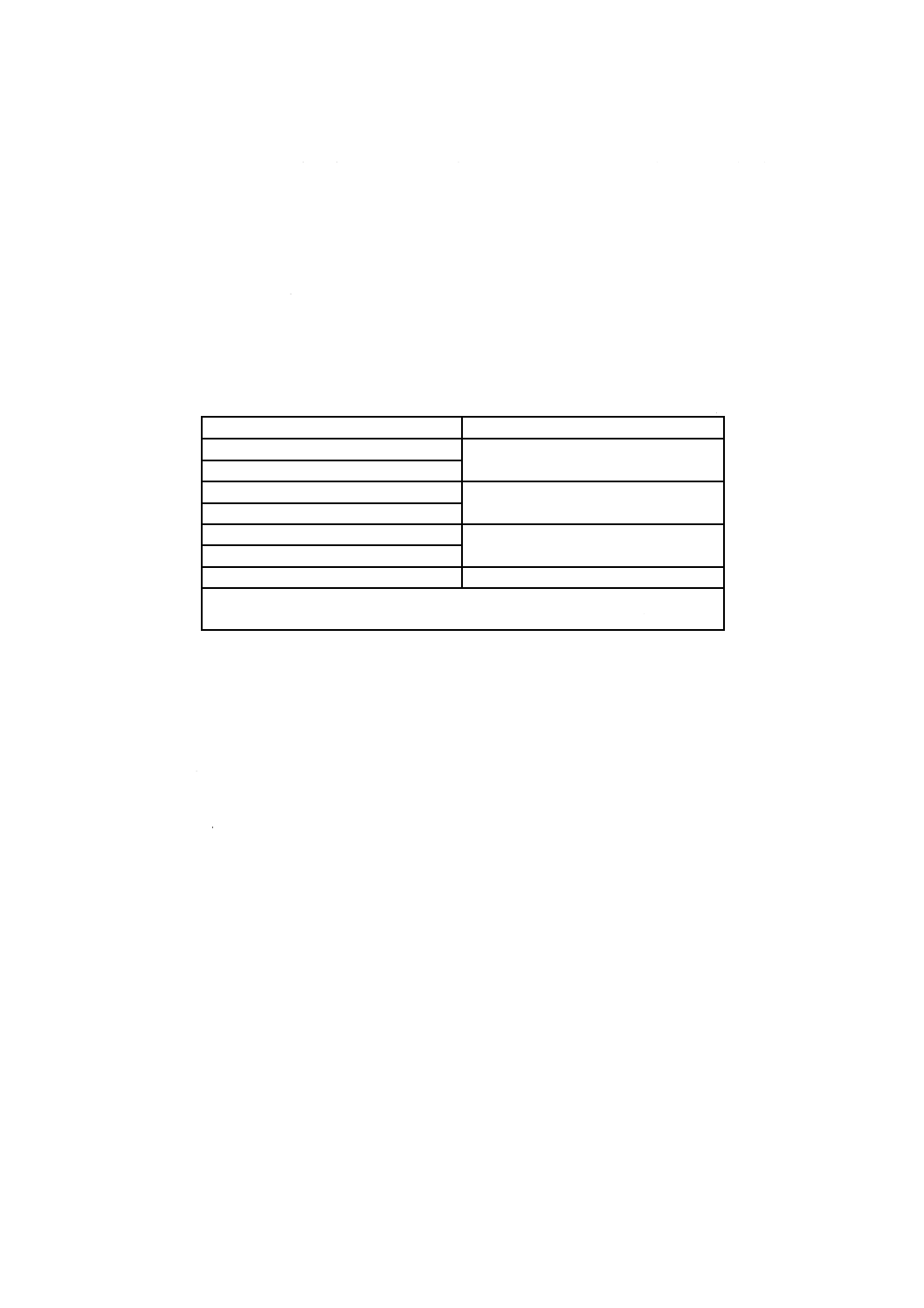
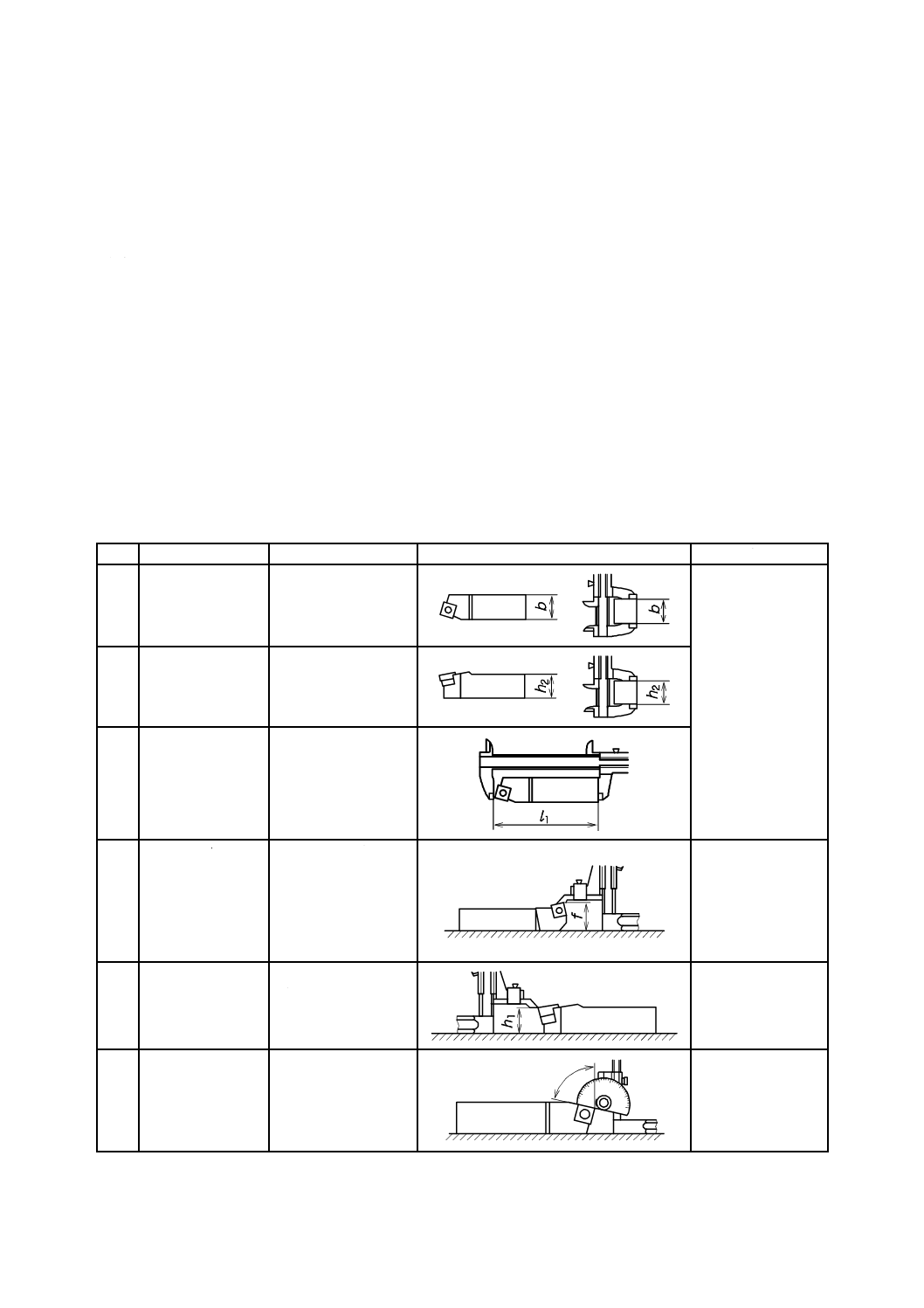
表JA.1−形状及び寸法の測定方法
番号
項目
測定方法
測定方法図
測定器具
1
シャンクの幅b
ノギスで測定する。
JIS B 7507に規定す
るノギス
2
シャンクの高さh2
3
工具の全長l1
マスタチップをホル
ダに取り付けて,ノギ
スで測定する。
4
刃先距離f
マスタチップをホル
ダに取り付けて精密
定盤上に置き,ハイト
ゲージ又は測定顕微
鏡で測定する。
JIS B 7513に規定す
る1級の精密定盤
JIS B 7517に規定す
るハイトゲージ
JIS B 7153に規定す
る測定顕微鏡
5
刃先の高さh1
マスタチップをホル
ダに取り付けて精密
定盤上に置き,ハイト
ゲージで測定する。
JIS B 7513に規定す
る1級の精密定盤
JIS B 7517に規定す
るハイトゲージ
6
切込み角κr
マスタチップをホル
ダに取り付けて精密
定盤上に置き,ベベル
プロトラクタで測定
する。
JIS B 7513に規定す
る1級の精密定盤
ベベルプロトラク
タ
17
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
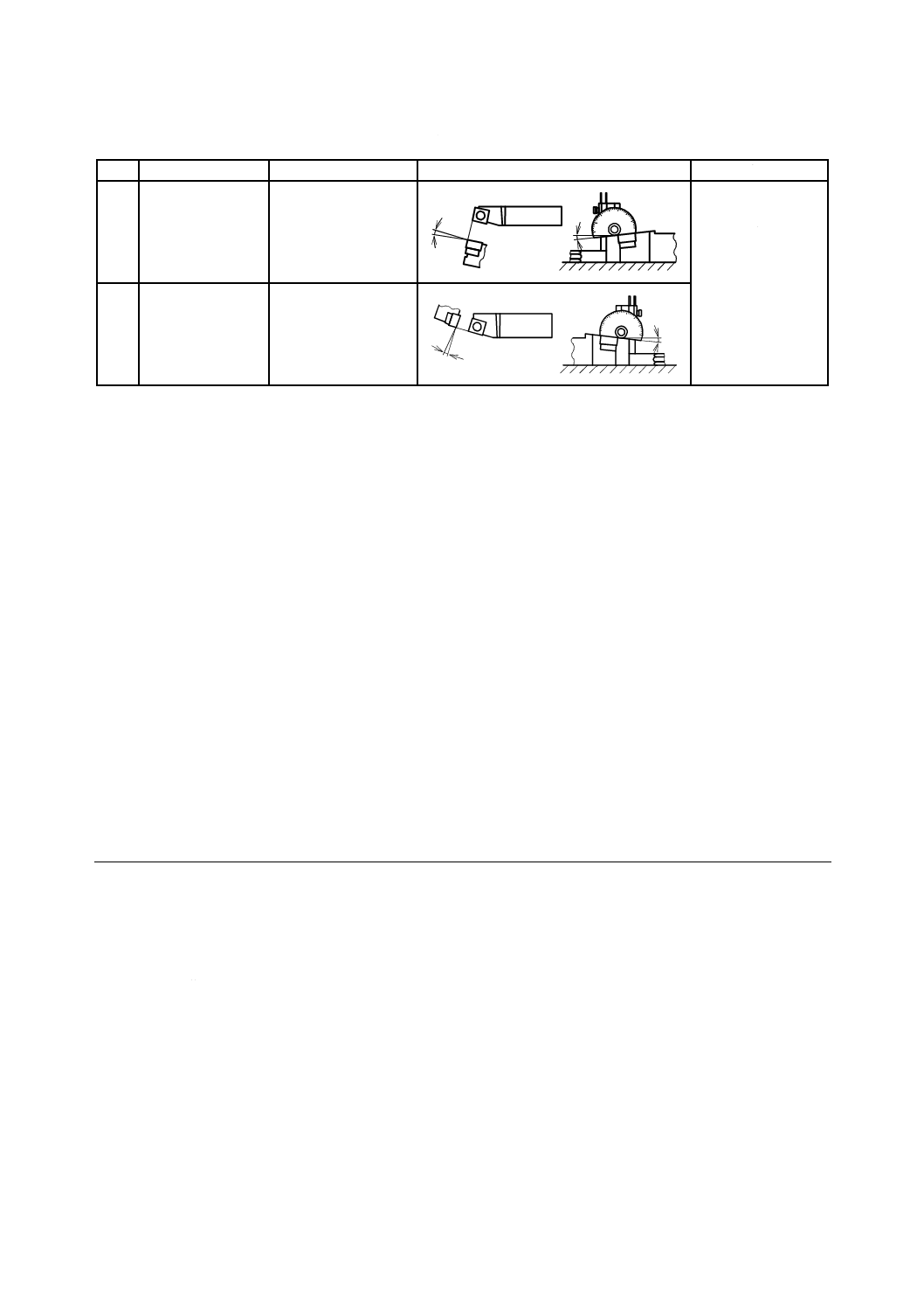
表JA.1−形状及び寸法の測定方法(続き)
番号
項目
測定方法
測定方法図
測定器具
7
切れ刃の傾き角λs
マスタチップをホル
ダに取り付けて精密
定盤上に置き,ベベル
プロトラクタで測定
する。
JIS B 7513に規定す
る1級の精密定盤
ベベルプロトラク
タ
8
垂直すくい角γ0
マスタチップをホル
ダに取り付けて精密
定盤上に置き,ベベル
プロトラクタで測定
する。
参考文献 JIS B 7153 測定顕微鏡
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7517 ハイトゲージ
JIS G 0202 鉄鋼用語(試験)
JIS G 4053 機械構造用合金鋼鋼材
JIS G 4401 炭素工具鋼鋼材
JIS Z 2245 ロックウェル硬さ試験−試験方法
ISO/TS 13399-2,Cutting tool data representation and exchange−Part 2: Reference dictionary for the
cutting items
ISO/TS 13399-3,Cutting tool data representation and exchange−Part 3: Reference dictionary for tool
items
18
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 4126-1:2016 刃先交換チップ用ホルダ−角シャンクの形状・寸法−第1
部:一般事項
ISO 5610-1:2014,Tool holders with rectangular shank for indexable inserts−Part 1:
General survey, correlation and determination of dimensions
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲
1
一致
−
2 引用規格
3 一般事項 15種類について規
定
3
14種類について規定
追加
切れ刃の形状記号Eを追加した。そ
れ以外について技術的差異はない。
また,用語及び定義を追加した。
国内需要を勘案しEを設けた。
4 寸法
シャンクの高さ,シ
ャンクの幅,刃先の
高さ,工具の全長,
頭部の長さ及び刃
先距離を規定
4
14種類について規定
追加
寸法許容差は,個々の規格群による
ことを明記した。技術的差異はな
い。
5 寸法の決
め方
シャンクの高さ,シ
ャンクの幅,刃先の
高さ及び工具の全
長とその寸法許容
差,頭部の長さ,刃
先距離とその許容
差,寸法a,補正値
x及びyを規定
5
14種類について規定
追加
切れ刃の形状記号Eを追加した。
6 製品の定
義及び表記
製品の呼称,それぞ
れの種類に対して
の表記を規定
−
追加
ISO規格はISO 5610-2〜ISO
5610-15に個別に規定しているが,
JISでは一括してまとめて規定し
た。
利用者の利便性を考慮した。技術
的差異はない。
2
B
4
1
2
6
-1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
19
B 4126-1:2016
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
7 製品の範
囲
製品の範囲を規定
−
追加
ISO規格はISO 5610-2〜ISO
5610-15に個別に規定しているが,
JISでは一括してまとめて規定し
た。
利用者の利便性を考慮した。技術
的差異はない。
8表示
表示,こん(梱)包
箱について規定
−
追加
ISO規格はISO 5610-2〜ISO
5610-15に個別に規定しているが,
JISでは一括してまとめて規定し
た。
利用者の利便性を考慮した。技術
的差異はない。
附属書A
(参考)
附属書JA
(参考)
−
追加
利用者の利便性を考慮した。
JISと国際規格との対応の程度の全体評価:ISO 5610-1:2014,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
4
1
2
6
-1
:
2
0
1
6
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。