B 4117 : 1998
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによって,JIS B 4117 : 1991は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4117 : 1998
超硬質合金ソリッドストレート
シャンクスタブドリル
Hardmetal parallel shank stub drills
1. 適用範囲 この規格は,直径1.0〜20.0mmのねじれ溝をもつ超硬質合金ソリッドストレートシャンク
スタブドリル(以下,ドリルという。)について規定する。
備考 超硬質合金とは,JIS B 4053に規定する超硬合金,サーメット,超微粒子超硬合金,及びそれ
らに炭化物,窒化物,酸化物などを被覆した合金の総称。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発効年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補は適用しない。発効年を付記していない引用規格は,その最
新版(追補を含む)を適用する。
JIS B 0170-1993 切削工具用語(基本)
JIS B 0171-1997 ドリル用語
JIS B 0401-2 寸法公差及びはめあいの方式−第2部:穴及び軸の公差等級並びに寸法許容差の表
JIS B 0659 比較用表面粗さ標準片
JIS B 1501 玉軸受用鋼球
JIS B 4053 切削用超硬質工具材料の使用分類及び呼び記号の付け方
JIS B 7153 測定顕微鏡
JIS B 7502 マイクロメータ
JIS B 7503 ダイヤルゲージ
JIS B 7507 ノギス
JIS B 7513 精密定盤
JIS B 7517 ハイトゲージ
JIS B 7540 Vブロック
3. 定義 この規格で用いる主な用語の定義は,JIS B 0170及びJIS B 0171による
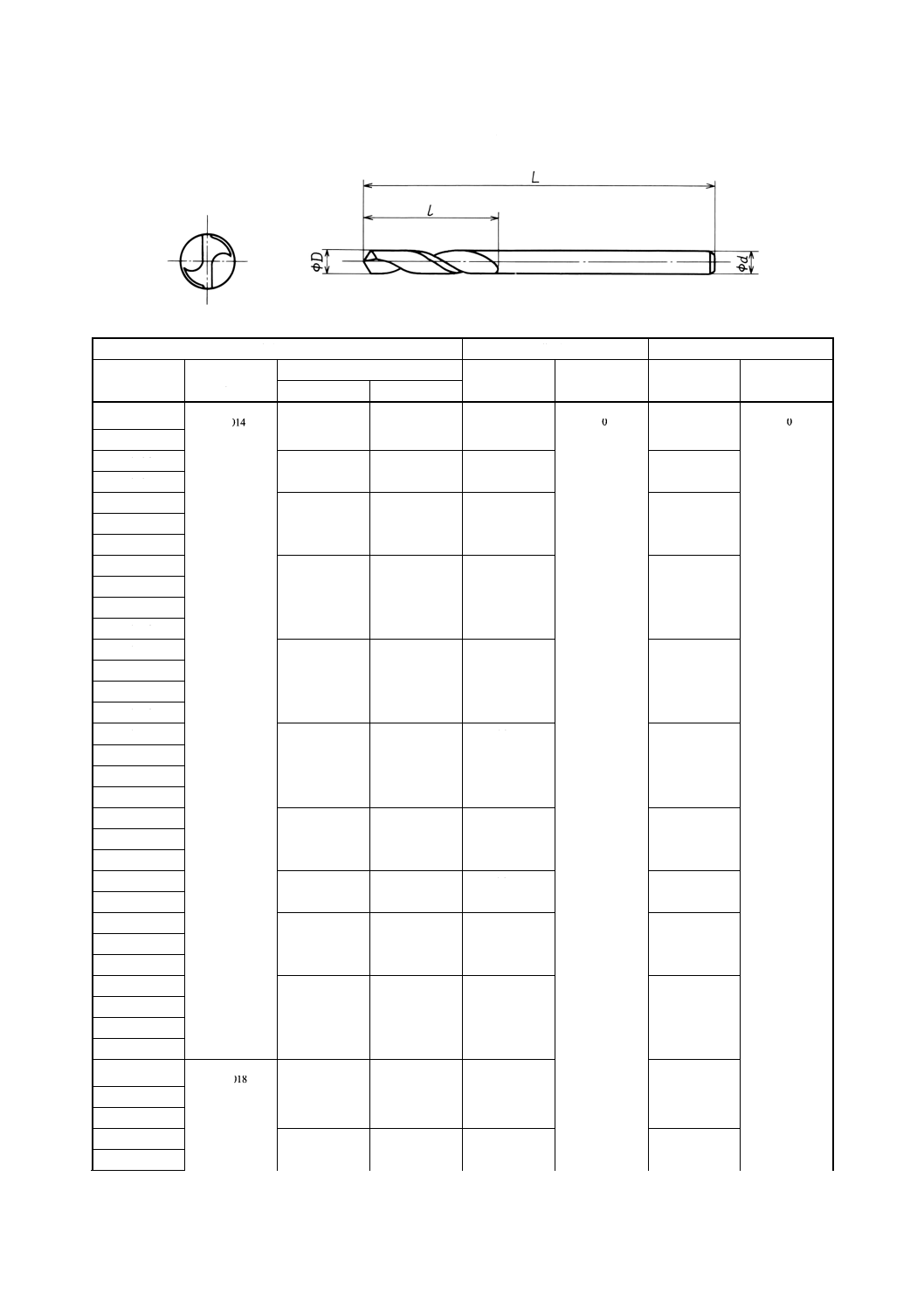
4. 形状・寸法 ドリルの形状及び寸法は,表1による
2
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
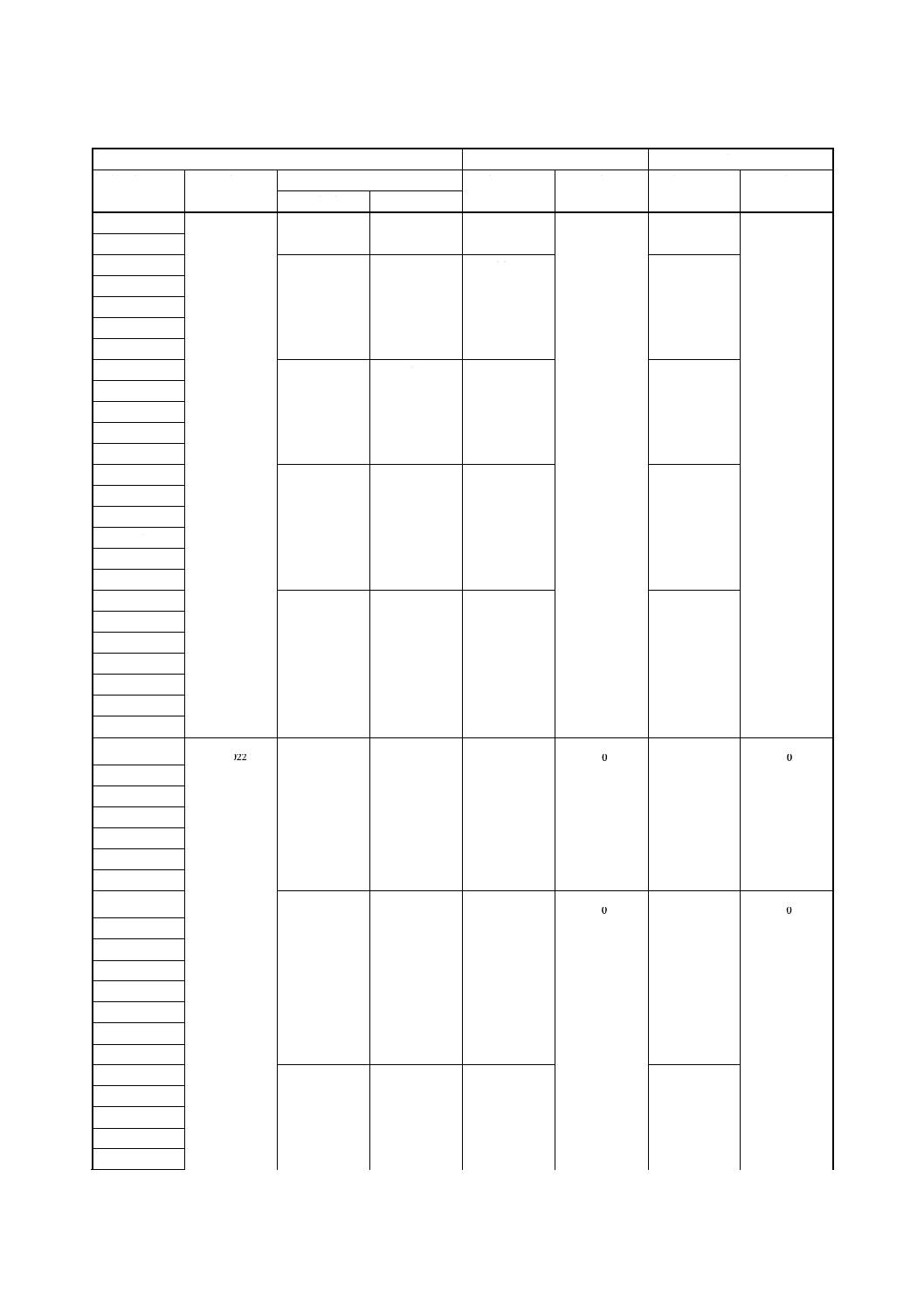
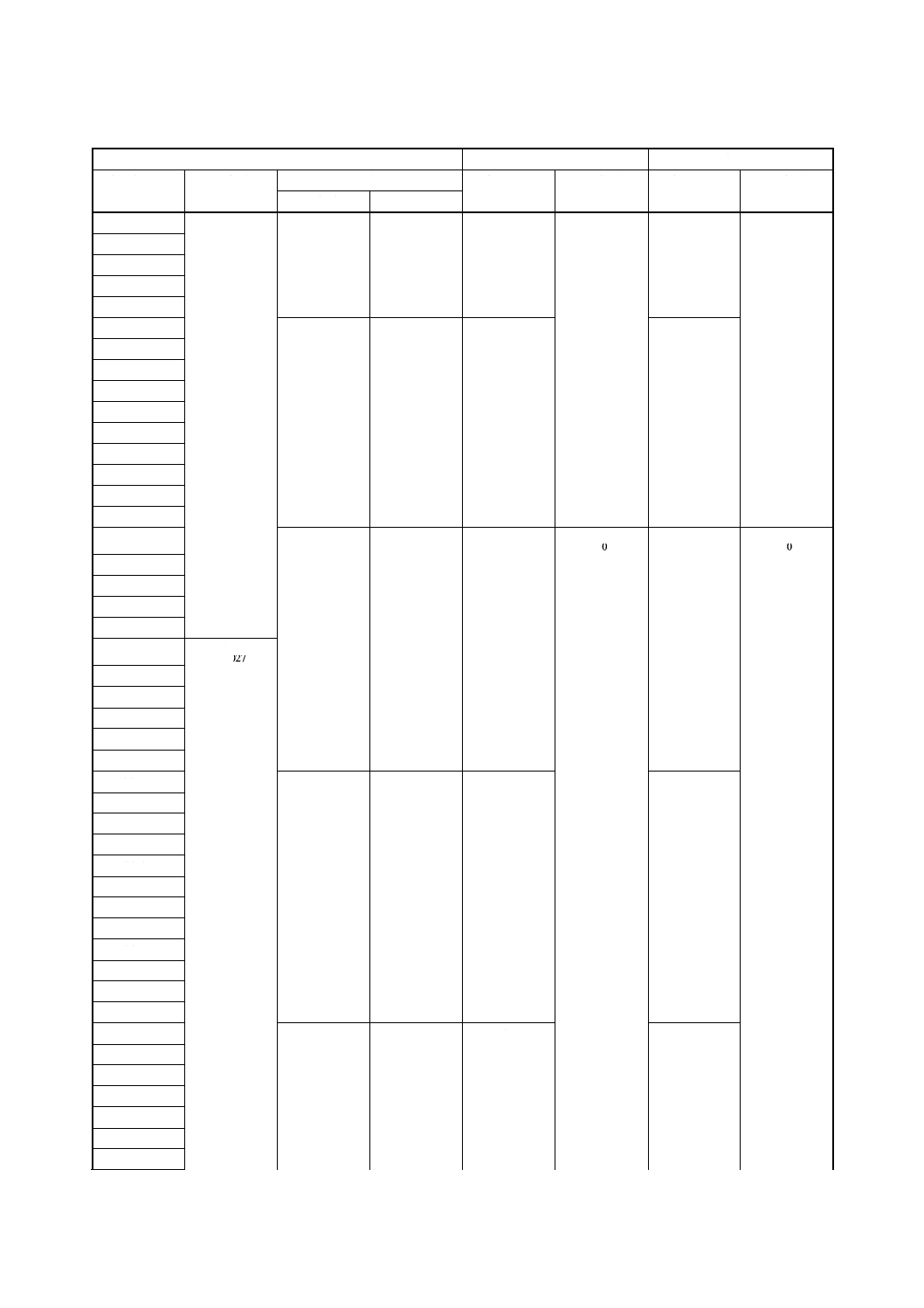
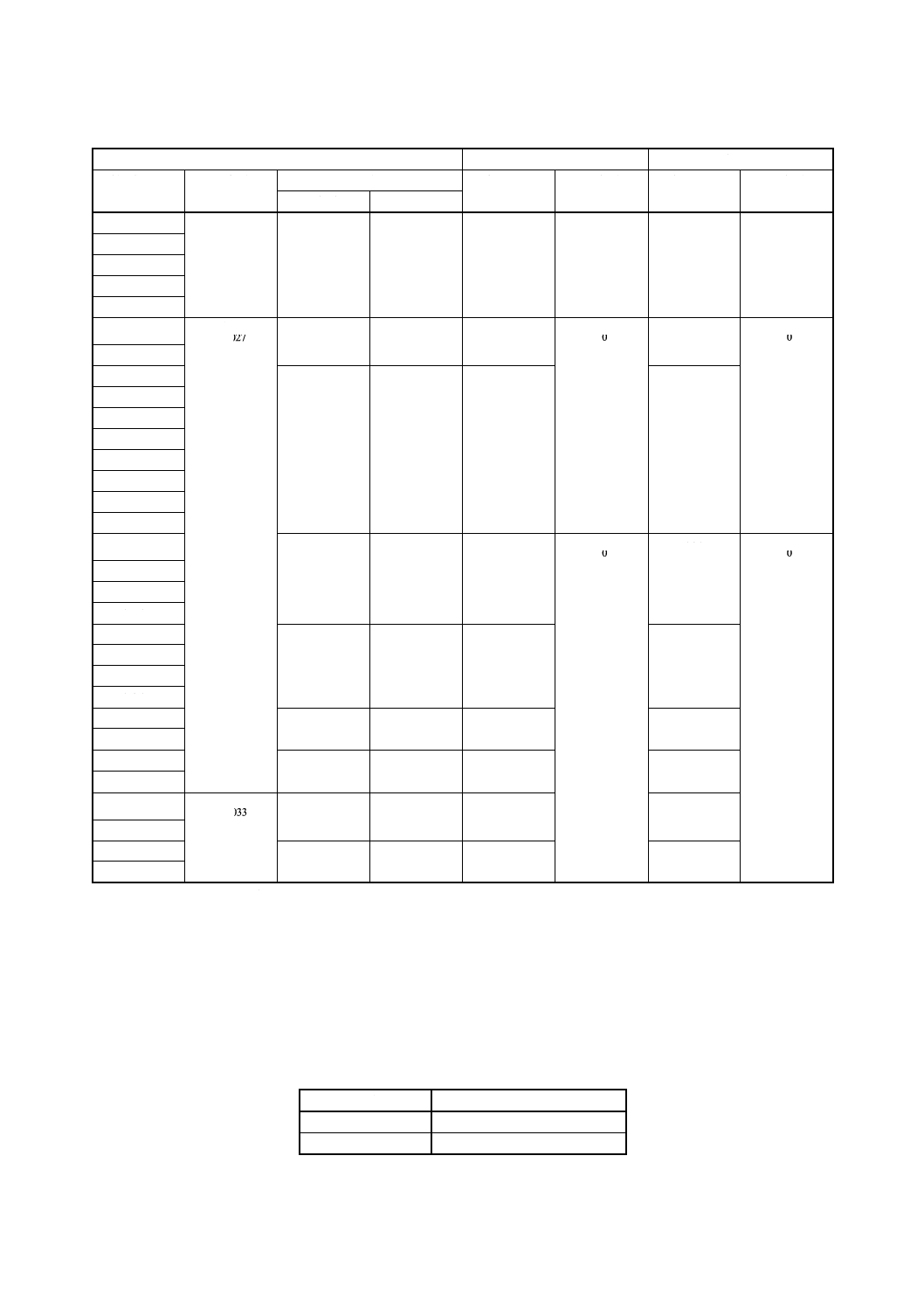
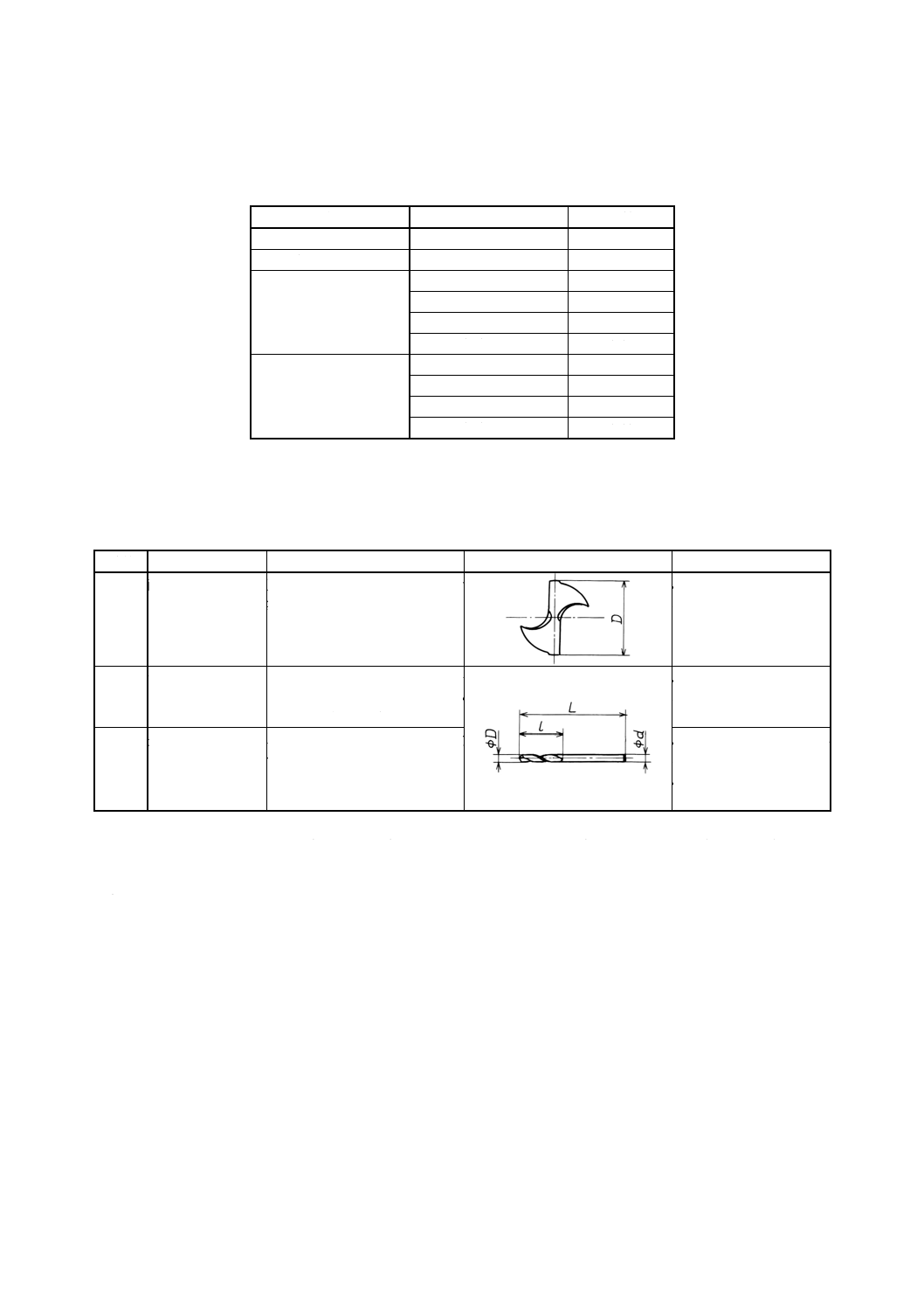
表1 形状及び寸法
単位mm
直径D
溝長l
全長L
推奨寸法
許容差
h8
寸法範囲
基準寸法
許容差
基準寸法
許容差
を超え
以下
1.00
0014
.0
−
0.95
1.06
6.0
20
+
26
20
+
1.05
1.10
1.06
1.18
7.0
28
1.15
1.20
1.18
1.32
8.0
30
1.25
1.30
1.35
1.32
1.50
9.0
32
1.40
1.45
1.50
1.55
1.50
1.70
10
34
1.60
1.65
1.70
1.75
1.70
1.90
11
36
1.80
1.85
1.90
1.95
1.90
2.12
12
38
2.0
2.1
2.2
2.12
2.36
13
40
2.3
2.4
2.36
2.63
14
43
2.5
2.6
2.7
2.63
3.00
16
46
2.8
2.9
3.0
3.1
0
018
.0
−
3.00
3.35
18
49
3.2
3.3
3.4
3.35
3.75
20
52
3.5
3
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
直径D
溝長l
全長L
推奨寸法
許容差
h8
寸法範囲
基準寸法
許容差
基準寸法
許容差
を超え
以下
3.6
3.7
3.8
3.75
4.25
22
55
3.9
4.0
4.1
4.2
4.3
4.25
4.75
24
58
4.4
4.5
4.6
4.7
4.8
4.75
5.30
26
62
4.9
5.0
5.1
5.2
5.3
5.4
5.3
6.0
28
66
5.5
5.6
5.7
5.8
5.9
6.0
6.1
0
022
.0
−
6.0
6.7
31
20
+
70
20
+
6.2
6.3
6.4
6.5
6.6
6.7
6.8
6.7
7.5
34
30
+
74
30
+
6.9
7.0
7.1
7.2
7.3
7.4
7.5
7.6
7.5
8.5
37
79
7.7
7.8
7.9
8.0
4
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
直径D
溝長l
全長L
推奨寸法
許容差
h8
寸法範囲
基準寸法
許容差
基準寸法
許容差
を超え
以下
8.1
8.2
8.3
8.4
8.5
8.6
8.5
9.5
40
84
8.7
8.8
8.9
9.0
9.1
9.2
9.3
9.4
9.5
9.6
9.5
10.6
43
40
+
89
40
+
9.7
9.8
9.9
10.0
10.1
0
027
.0
−
10.2
10.3
10.4
10.5
10.6
10.7
10.6
11.8
47
95
10.8
10.9
11.0
11.1
11.2
11.3
11.4
11.5
11.6
11.7
11.8
11.9
11.8
13.2
51
102
12.0
12.1
12.2
12.3
12.4
12.5
5
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
直径D
溝長l
全長L
推奨寸法
許容差
h8
寸法範囲
基準寸法
許容差
基準寸法
許容差
を超え
以下
12.6
12.7
12.8
12.9
13.0
13.1
0
027
.0
−
11.8
13.2
51
40
+
102
40
+
13.2
13.3
13.2
14.0
54
107
13.4
13.5
13.6
13.7
13.8
13.9
14.0
14.2
14.0
15.0
56
50
+
111
50
+
14.5
14.8
15.0
15.2
15.0
16.0
58
115
15.5
15.8
16.0
16.5
16.0
17.0
60
119
17.0
17.5
17.0
18.0
62
123
18.0
18.5
0
033
.0
−
18.0
19.0
64
127
19.0
19.5
19.0
20.0
66
131
20.0
備考1. Dの許容差はJIS B 0401-2による。
2. シャンク径dはDと同一寸法とし,dの許容差はJIS B 0401-2に規定するh8とする。
3. バックテーパは,100mmに付き0.04〜0.3mmを付けるものとし,適用長さは溝長lにほぼ同じとする。
4. 溝のねじれは,特に指示する場合を除き右ねじれとする。
5. 推奨寸法以外のものは,なるべく用いない。
6. 刃数は2枚刃とする。
5. 表面粗さ ドリルの表面粗さは,表2による。
表2 表面粗さ
区分
粗さ
切れ刃部
0.40μmRa (1.6μmRy)
シャンク部
0.80μmRa (3.2μmRy)
6
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 精度 ドリルの刃部の寸法公差は表3による。
表3 公差
単位mm
項目
直径Dの区分
公差
振れ
−
0.02
リップハイト
−
0.02
ウェブの偏心
1以上
3以下
0.06
3を超え
6以下
0.08
6を超え 10以下
0.11
10を超え 20以下
0.15
チゼルエッジの偏心
1以上
3以下
0.04
3を超え
6以下
0.05
6を超え 10以下
0.06
10を超え 20以下
0.10
7. 試験方法
7.1
形状・寸法 ドリルの形状及び寸法の試験方法は表4による。
表4 形状及び寸法の試験方法
番号
項目
測定方法
測定方法図
測定器具
1
直径D
刃部の直径をマイクロメータで
測定する。
JIS B 7502に規定するマ
イクロメータ
2
シャンク径d
シャンクの直径をマイクロメー
タで測定する。ただし,両端か
ら3mmの範囲を除く。
JIS B 7502に規定するマ
イクロメータ
3
全長L及び溝長l ハイトゲージ又はノギスで測定
する。
JIS B 7517に規定するハ
イトゲージ
JIS B 7507に規定するノ
ギス
備考 測定方法及び測定器具は,一般的な例を示す。
7.2
表面粗さ ドリルの表面粗さは,目視によってJIS B 0659に規定する比較用表面粗さ標準片と比較
測定する。
7.3
精度 ドリルの精度の試験方法は,表5による。
7
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
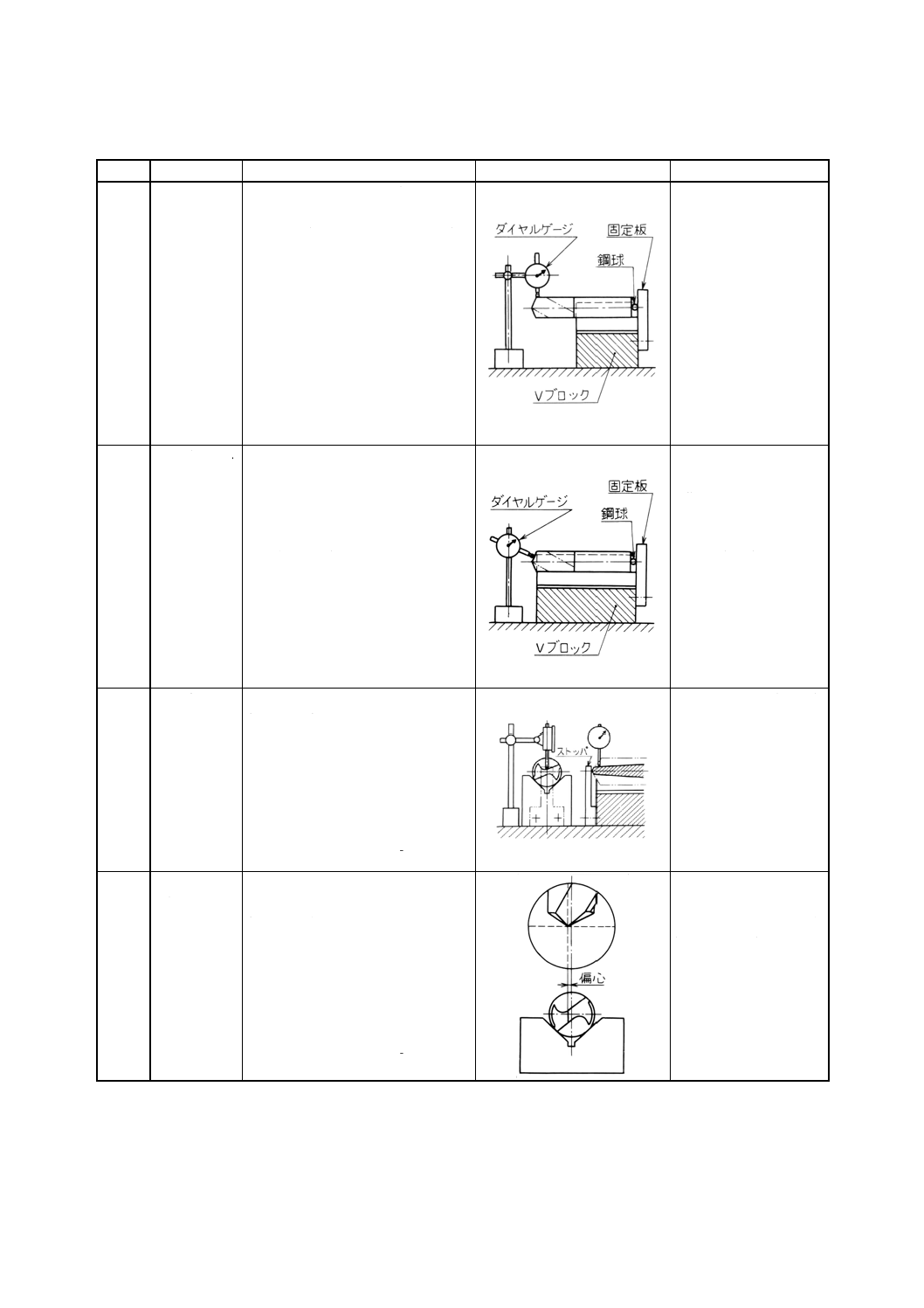
表5 精度の試験方法
番号
項目
測定方法
測定方法図
測定器具
1
振れ
精密定盤に置いたVブロック上に
ドリルのシャンク部を載せ,固定板
とドリル端面との間のシャンク中心
線上に鋼球を保持し,鋼球に押し付
けるようにしながらドリルのシャン
クを静かに回転させ,外周コーナ近
傍及び溝長lのほぼ中央部のマージ
ンにほぼ直角にダイヤルゲージを当
て,その目盛を読む。
次にドリルを180°回転し同様に
してダイヤルゲージの目盛を読む。
この二つの読みの差を求め測定値
とする。
JIS B 7513に規定する1
級の精密定盤
JIS B 7540に規定する鋼
製1級のVブロック
JIS B 7503に規定するダ
イヤルゲージ
JIS B 1501に規定する等
級20の鋼球
2
リップハイト 精密定盤に置いたVブロック上に
ドリルのシャンク部を載せ,固定板
とドリル端面との間のシャンク中心
線上に鋼球を保持し,鋼球に押し付
けるようにしながらドリルのシャン
クを静かに回転させ,外周から0.1D
中心に入った位置での切れ刃にダイ
ヤルゲージを当て,その目盛を読む。
次にドリルを180°回転し,同様に
してダイヤルゲージの目盛を読む。
この二つの読みの差を求め測定値
とする。
JIS B 7513に規定する1
級の精密定盤
JIS B 7540に規定する鋼
製1級のVブロック
JIS B 7503に規定するダ
イヤルゲージ
JIS B 1501に規定する等
級20の鋼球
3
ウェブの偏心 Vブロックにドリルのマージンを
支え,チゼルエッジをストッパに当
て,ドリルの外周コーナの位置の溝
底にダイヤルゲージを当て,その目
盛を読む。
次にドリルを180°回転し,同様に
してダイヤルゲージの目盛を読む。
この二つの読みの差の21を求め,測
定値とする。
JIS B 7540に規定する鋼
製1級のVブロック
JIS B 7503に規定するダ
イヤルゲージ
4
チゼルエッジ
の偏心
測定顕微鏡のテーブル上に置いた
Vブロックに,ドリルのマージンを
支え,チゼルエッジが垂直になるよ
うにして,チゼルエッジを十字線に
合わせ,マイクロメータの目盛を読
む。
次にドリルを180°回転し,同様に
してマイクロメータの目盛を読む。
この二つの読みの差の21を求め,測
定値とする。
JIS B 7153に規定する測
定顕微鏡
JIS B 7540に規定する鋼
製1級のVブロック
備考 測定方法及び測定器具は,一般的な例を示す。
8. 検査 ドリルの検査は,形状・寸法,表面粗さ及び精度について行い,それぞれ4.,5.及び6.の規定
に適合しなければならない。
8
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 製品の呼び方 ドリルの呼び方は,規格番号又は規格の名称,直径,チップの材料を表す記号及び使
用分類記号(1)又は材種記号(2)による。
例1. JIS B 4117 12.5 HW−P30
例2. 超硬質合金ソリッドストレートシャンクスタブドリル 12.5 HW-P30
注(1) JIS B 4053に規定する使用分類記号。
(2) 材料の製造業者が定める材種記号。
10. 表示
10.1 製品の表示 ドリルには,次の事項を表示する。
a) 呼び記号又は直径
b) 使用分類記号(1)又は材種記号(2)
c) 製造業者名又はその略号
10.2 包装の表示 包装には,製品の名称(3)及び10.1に規定する事項を明記する。
注(3) 製品名称とは,超硬質合金ソリッドストレートシャンクスタブドリルをいう。
9
B 4117 : 1998
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
超硬工具JIS原案作成委員会 構成表
氏名
所属
(委員長)
竹 山 秀 彦
東京農工大学名誉教授
村 田 良 司
東京理科大学
佐 藤 素
技術士
中 島 誠
通商産業省機械情報産業局
本 間 清
工業技術院標準部
橋 本 繁 晴
財団法人日本規格協会技術部
手 取 正 輝
いすゞ自動車株式会社川崎工場
吉 村 博 仁
トヨタ自動車株式会社第一生技部
向 井 稔
オークマ株式会社製造部
岡 安 英 雄
社団法人日本工作機械工業会
上 垣 健 一
三菱電機株式会社系統変電・交通システム事業所
安 武 昭 彦
社団法人日本工作機器工業会
羽 山 隆 貫
日本工具工業会
嶋 野 高 正
三菱マテリアル株式会社技術開発センター
藤 本 勝 廣
ダイジェット工業株式会社技術部
矢 野 幸 平
日立ツール株式会社技術本部
高 木 伸 興
京セラ株式会社機械工具事業部
絹 川 達 治
日本特殊陶業株式会社機械工具事業部
吉 田 裕 三
東芝タンガロイ株式会社技術本部
福 田 雅 秀
冨士ダイス株式会社生産本部
御 園 一 郎
超硬工具協会
木 村 良 彦
三菱マテリアル株式会社加工事業本部超硬製品部
宇和川 成 人
マコトロイ工業株式会社工具部
沖 野 捷 男
東京タングステン株式会社粉末製品事業部
前 田 淳
住友電気工業株式会社粉末合金事業部開発部
(事務局)
関 口 紳一郎
超硬工具協会
超硬工具JIS原案作成分科会 構成表
氏名
所属
(主査)
嶋 野 高 正
三菱マテリアル株式会社技術開発センター
藤 本 勝 廣
ダイジェット工業株式会社技術部
福 田 雅 秀
冨士ダイス株式会社生産本部
矢 野 幸 平
日立ツール株式会社技術本部
高 木 伸 興
京セラ株式会社機械工具事業部
宇和川 成 人
マコトロイ工業株式会社工具部
木 村 良 彦
三菱マテリアル株式会社加工事業本部超硬製品部
絹 川 達 治
日本特殊陶業株式会社機械工具事業部
吉 田 裕 三
東芝タンガロイ株式会社技術本部
前 田 淳
住友電気工業株式会社粉末合金事業部開発部
沖 野 捷 男
東京タングステン株式会社粉末製品事業部
御 園 一 郎
超硬工具協会
(事務局)
関 口 紳一郎
超硬工具協会