B 4051:2014
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 分類······························································································································· 2
3.1 一般事項 ······················································································································ 2
3.2 一般の金属材料の研削に対する選択指針············································································· 2
3.3 切削工具に対する選択指針 ······························································································ 3
4 研削といしの選択指針 ······································································································· 3
附属書A(参考)研削といしの基本的な選択方向 ······································································· 9
附属書B(参考)切断といしの選択指針··················································································· 11
B 4051:2014
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,研削砥石工業会(GIS)
及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの申出
があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これによって,
JIS B 4051:2008は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4051:2014
研削といしの選択指針
Recommendation of grinding wheels
序文
この規格は,1959年に制定され,その後,3回の改正を経て今日に至っている。前回の改正は2008年に
行われたが,その後の技術の進歩に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,通常の研削盤による常用研削条件の下に,主として湿式研削を行い,普通研削程度の仕上
面のできることを目標とした場合のビトリファイド研削といしの仕様選択指針を示す。
常用研削条件は,研削といし外径及びその周速度,被削材寸法及びその速度,並びに切り込み,送りな
どの間の相関関係によって決まるが,この規格ではJIS R 6210に規定するビトリファイド研削といしの周
速度だけを規定し,その範囲は次のとおりとする。
− 円筒研削
30〜45 m/s
− 平面研削
20〜33 m/s
− 内面研削
10〜33 m/s
− 工具研削
23〜33 m/s
− 超硬合金研削 15〜25 m/s
なお,普通研削程度の仕上面とは,被研削面に焼けがなく,JIS B 0601の表面の粗さが立軸平面研削で
0.8〜1.6 μmRa程度,その他の研削で0.4〜0.8 μmRa程度の仕上面をいう。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 4053 切削用超硬質工具材料の使用分類及び呼び記号の付け方
JIS C 2502 永久磁石材料
JIS G 3101 一般構造用圧延鋼材
JIS G 3201 炭素鋼鍛鋼品
JIS G 3444 一般構造用炭素鋼鋼管
JIS G 3445 機械構造用炭素鋼鋼管
JIS G 4051 機械構造用炭素鋼鋼材
2
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS G 4053 機械構造用合金鋼鋼材
JIS G 4303 ステンレス鋼棒
JIS G 4311 耐熱鋼棒及び線材
JIS G 4401 炭素工具鋼鋼材
JIS G 4403 高速度工具鋼鋼材
JIS G 4404 合金工具鋼鋼材
JIS G 4805 高炭素クロム軸受鋼鋼材
JIS G 5101 炭素鋼鋳鋼品
JIS G 5111 構造用高張力炭素鋼及び低合金鋼鋳鋼品
JIS G 5501 ねずみ鋳鉄品
JIS G 5502 球状黒鉛鋳鉄品
JIS G 5705 可鍛鋳鉄品
JIS H 3100 銅及び銅合金の板並びに条
JIS H 3250 銅及び銅合金の棒
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS H 5120 銅及び銅合金鋳物
JIS H 5121 銅合金連続鋳造鋳物
JIS R 6210 ビトリファイド研削といし
JIS R 6242 結合研削材といし−一般的要求事項
3
分類
3.1
一般事項
研削といしの選択指針は,3.2(一般の金属材料の研削に対する選択指針)及び3.3(切削工具に対する
選択指針)の,二つに分類する。
3.2
一般の金属材料の研削に対する選択指針
一般の金属材料の研削に対する選択指針は,次に示す研削方式と被削材との組合せによる。
a) 研削方式の分類 研削方式の分類は,次による。
1) 円筒研削
2) 心なし研削
3) 平面研削
4) 内面研削
b) 被削材の分類 被削材の分類は,次による。
1) 鋼
− 普通炭素鋼
− 合金鋼
− 工具鋼
− ステンレス鋼
2) 鋳鉄
− 普通鋳鉄品
3
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 球状黒鉛鋳鉄品
− 可鍛鋳鉄品
3) 非鉄金属
− 黄銅
− 青銅鋳物
− アルミニウム合金
− 永久磁石材料
− 超硬合金
3.3
切削工具に対する選択指針
切削工具に対する選択指針は,次に示す工具材質と工具種類との組合せによる。
a) 工具材質 工具材質は,工具鋼とする。
b) 工具鋼の工具種類 工具鋼の工具種類は,次による。
1) バイト
2) フライス
3) ドリル
4) リーマ
5) チェーザ
6) タップ
7) ホブ
8) ブローチ
9) ピニオンカッタ
10) シェービングカッタ
4
研削といしの選択指針
研削といしの研削材の種類,粒度及び結合度の選択指針は,表1及び表2による。表中の研削といしの
記号は,JIS R 6242による。
注記 相対的な選択指針は,附属書Aの“研削といしの基本的な選択方向”による。また,切断とい
しの選択指針は,附属書Bによる。
4
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
5
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
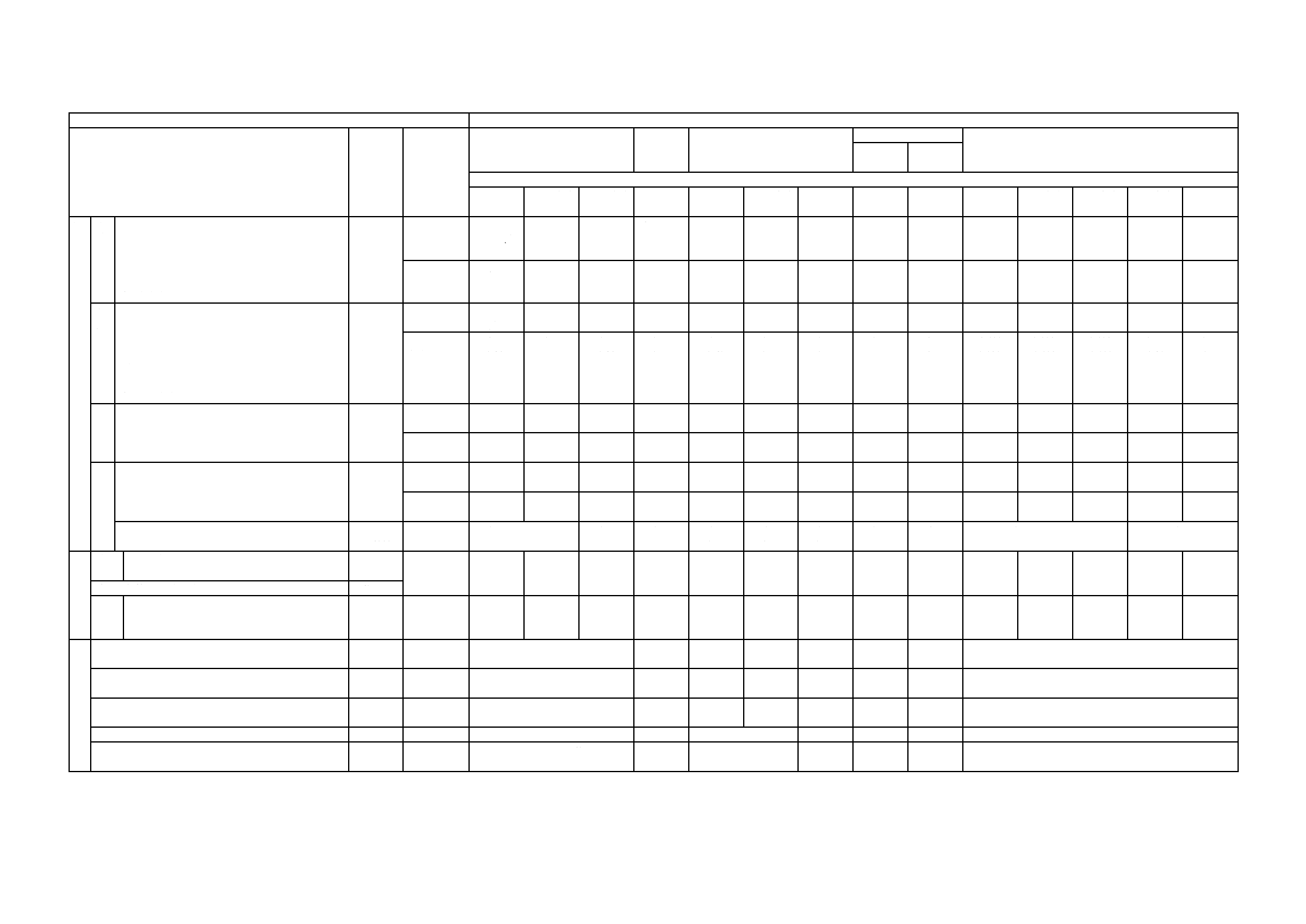
表1−一般の金属材料の研削に対する選択指針
被削材
研削方式
材質
JIS
番号
硬さa)
円筒研削
心なし
研削
横軸平面研削j)
立軸平面研削k)
内面研削
リング及
びカップ
セグメン
ト
研削といし外径(mm)
355以下
355を超え
610以下
610を超え
915以下
−
255以下
255を超え
455以下
455を超え
760以下
−
−
16以下
16を超え
32以下
32を超え
50以下
50を超え
75以下
75を超え
125以下
鋼
普
通
炭
素
鋼
一般構造用圧延鋼材(SS)
機械構造用炭素鋼鋼材(S-C,S-CK)
一般構造用炭素鋼鋼管(STK)
機械構造用炭素鋼鋼管(STKM)
炭素鋼鍛鋼品(SF)
炭素鋼鋳鋼品(SC)
G 3101
G 4051
G 3444
G 3445
G 3201
G 5101
HRC 45以下
WA 60 L
A/WA c)
60 M
A/WA 60 M A/WA 60 K A d) 54 M
A/WA 60 M
WA 60 M
WA 46 K
WA 46 J
WA 60 J
WA 46 J
WA 60 I
WA 46 I
WA 60 H
WA 46 I
WA 36 I
WA 46 I
A/WA 80 M A/WA 60 M A/WA 60 L A/WA 60 K A/WA 60 J
HRC 45を
超えるもの
WA e) 60 L
PA f) 60 L
WA 60K
PA 60 K
WA 60 J
WA 60 L
A/WA 60 L
WA 46 J
WA 46 I
WA 46 I
WA 60 H
WA 46 H
WA 60 G
WA 46 H
WA 36 H
WA 46 H
WA 80 L
WA 80 M
WA 60 L
WA 80 L
WA 60 K
WA 80 K
WA 60 K
WA 80 J
WA 60 J
WA 80 I
合
金
鋼
機械構造用合金鋼鋼材
(SMn,SMnC,SCr,SCM,SNC,SNCM,SACM)
高炭素クロム軸受鋼鋼材(SUJ)
構造用高張力炭素鋼及び低合金鋼鋳鋼品
(SCC,SCMn,SCSiMn,SCMnCr,SCMnM,SCCrM,
SCMnCrM,SCNCrM)
炭素工具鋼鋼材b)(SK)
G 4053
G 4805
G 5111
G 4401
HRC 55以下
WA 60 L
HA g) 60 L
WA 54 L
HA 60 K
WA 46 K
WA 60 J
WA 60 L
A/WA 60 L
WA 46 J
WA 60 J
WA 46 I
WA 60 I
WA 46 H
WA 60 H
WA 46 H
WA 36 H
WA 36 I
WA 80 L
PA 80 L
WA 80 K
PA 80 L
WA 80 J
PA 80 K
WA 60 J
PA 80 J
WA 60 I
PA 80 I
HRC 55を
超えるもの
WA 80 K
PA 80 K
HA 80 K
WA 80 J
PA 80 J
HA 80 J
WA 80 I
PA 80 I
HA 80 I
WA 60 K
WA 80 K
WA 46 I
HA 60 H
WA 46 H
HA 60 H
WA 36 H
WA 46 G
HA 46 G
WA 46 G
WA 36 H
WA 46 H
WA 100 L
PA 100 L
HA 100
PA 100 K
HA 100 K
PA 100 J
HA 100 J
PA 80 J
HA 80 J
PA 80 I
HA 80 I
工
具
鋼
高速度工具鋼鋼材(SKH)
合金工具鋼鋼材(SKS,SKD,SKT)
G 4403
G 4404
HRC 60以下
WA 60 K
HA 80 K
HA 60 K
HA 60 I
WA 60 K
WA 60 L
WA 46 I
HA 46 I
WA 46 H
HA 46 H
HA 46 G
WA 46 G
WA 46 H
PA 36 H
WA 80 L
WA 80 K
WA 80 K
WA 80 J
WA 80 I
HRC 60を
超えるもの
HA 80 J
HA 80 J
HA 80 I
WA 80 K
HA 80 K
WA 46 H
HA 60 H
WA 46 G
HA 46 G
WA 46 G
HA 60 G
WA 46 G
WA 46 G
PA 36 H
HA 100 K
HA 100 J
HA 80 J
HA 80 I
HA 80 H
ス
テ
ン
レ
ス
鋼
ステンレス鋼棒(SUSマルテンサイト系)
耐熱鋼棒及び線材(SUS,SUHマルテンサイト系)
G 4303
G 4311
HRC 55以下
WA 60 K
WA 60 K
WA 46 J
WA 60 J
WA 60 K
WA 60 L
WA 46 I
PA 46 J
WA 46 H
PA 46 I
WA 46 H
PA 46 H
WA 46 H
WA 36 I
WA 80 L
WA 60 K
WA 60 J
WA 46 J
WA 46 I
HRC 55を
超えるもの
HA 80 J
HA 80 J
HA 80 I
WA 80 K
HA 80 K
WA 46 H
HA 60 H
WA 46 G
HA 60 G
WA 46 G
HA 60 G
WA 46 G
WA 46 G
HA 100 K
HA 80 J
HA 80 J
HA 80 I
HA 80 H
ステンレス鋼棒(SUSオーステナイト系)
耐熱鋼棒及び線材(SUS,SUHオーステナイト系)
G 4303
G 4311
−
WA 60 K,GC h) 60 K
WA 46 J
GC 46 J
WA 60 L
GC 80 K
WA 46 I
PA 46 J
WA 46 I
PA 46 I
WA 46 H
PA 46 H
WA 46 H
WA 36 I
WA 60 K,GC 60 K
WA 60 J
GC 60 J
鋳
鉄
普通
鋳鉄
ねずみ鋳鉄品(FC)
G 5501
−
WA 60 K
GC 60 J
WA 60 K
WA 46 I
WA 60 K
GC 60 J
WA 46 I
GC 46 I
WA 46 H
GC 46 I
WA 46 H
GC 46 H
WA 46 H
WA 36 I
PA 36 H
WA 80 K
GC 80 K
WA 80 K
GC 80 K
WA 60 K
GC 60 K
WA 60 J
GC 60 J
WA 60 I
GC 60 I
球状黒鉛鋳鉄品(FCD)
G 5502
可鍛
鋳鉄
白心可鍛鋳鉄品(FCMW)
黒心可鍛鋳鉄品(FCMB)
パーライト可鍛鋳鉄品(FCMP)
G 5705
−
WA 60 L
PA 60 K
WA 60 L
WA 60 J
WA 60 L
PA 60 K
WA 46 K
PA 60 I
WA 46 J
WA 46 H
WA 46 H
WA 36 H
PA 36 H
WA 80 M
WA 60 L
WA 60 K
WA 46 K
WA 46 J
非
鉄
金
属
黄銅(C26−,C27−,C28−)
H 3100
H 3250
−
GC 46 J,GC 60 J
GC 46 K
GC 46 I
GC 46 H
GC 46 H
C i) 30 H
GC 46 G
C 24 I
GC 46 H
GC 60 I
青銅鋳物(CAC4 −)
H 5120
H 5121
−
GC 60 J,WA 60 J
WA 60 K
GC 60 K
GC 46 J
WA 46 J
GC 46 I
WA 46 I
GC 46 H
WA 46 H
GC 46 G
WA 46 G
GC 46 H
WA 46 H
WA 60 J,GC 60 J
アルミニウム合金(A−)
H 4000
H 4040
−
GC 46 J,GC 60 J
C 46 K
GC 60 K
C 36 I
GC 46 I
GC 46 I
GC 46 H
GC 46 G
GC 36 H
−
永久磁石材料(R1−,R2−)
C 2502
−
WA 46 J,WA 46 K
WA 60 K
WA 46 J
WA 46 I
WA 46 H
WA 46 H
−
超硬合金(HW)
B 4053
−
GC 80 I,GC 60 I
GC 80 F
GC 60 K
GC 60〜100 H
GC 60〜100 I
−
−
−
−
b)
6
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1−一般の金属材料の研削に対する選択指針(続き)
注a) 硬さは,研削といしの使用現状を考慮して,普通炭素鋼でHRC 45,合金鋼でHRC 55,工具鋼でHRC 60及びステンレス鋼マルテンサイト系でHRC 55に区分した。
b) 工具鋼のうち炭素工具鋼は,研削といしの使用状況を考慮して合金鋼の分類に入れてある。
c) A/WAはAとWAとの混合研削材を表す記号。
d) Aは褐色アルミナ研削材の記号。
e) WAは白色アルミナ研削材の記号。
f) PAは淡紅色アルミナ研削材の記号。
g) HAは解砕形アルミナ研削材の記号。
h) GCは緑色炭化けい素研削材の記号。
i) Cは黒色炭化けい素研削材の記号。
j) 横軸平面研削とは,研削といしの外周面を使用する横軸の研削盤による平面研削。
k) 立軸平面研削とは,研削といしの端面を使用する立軸の研削盤による平面研削。
7
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
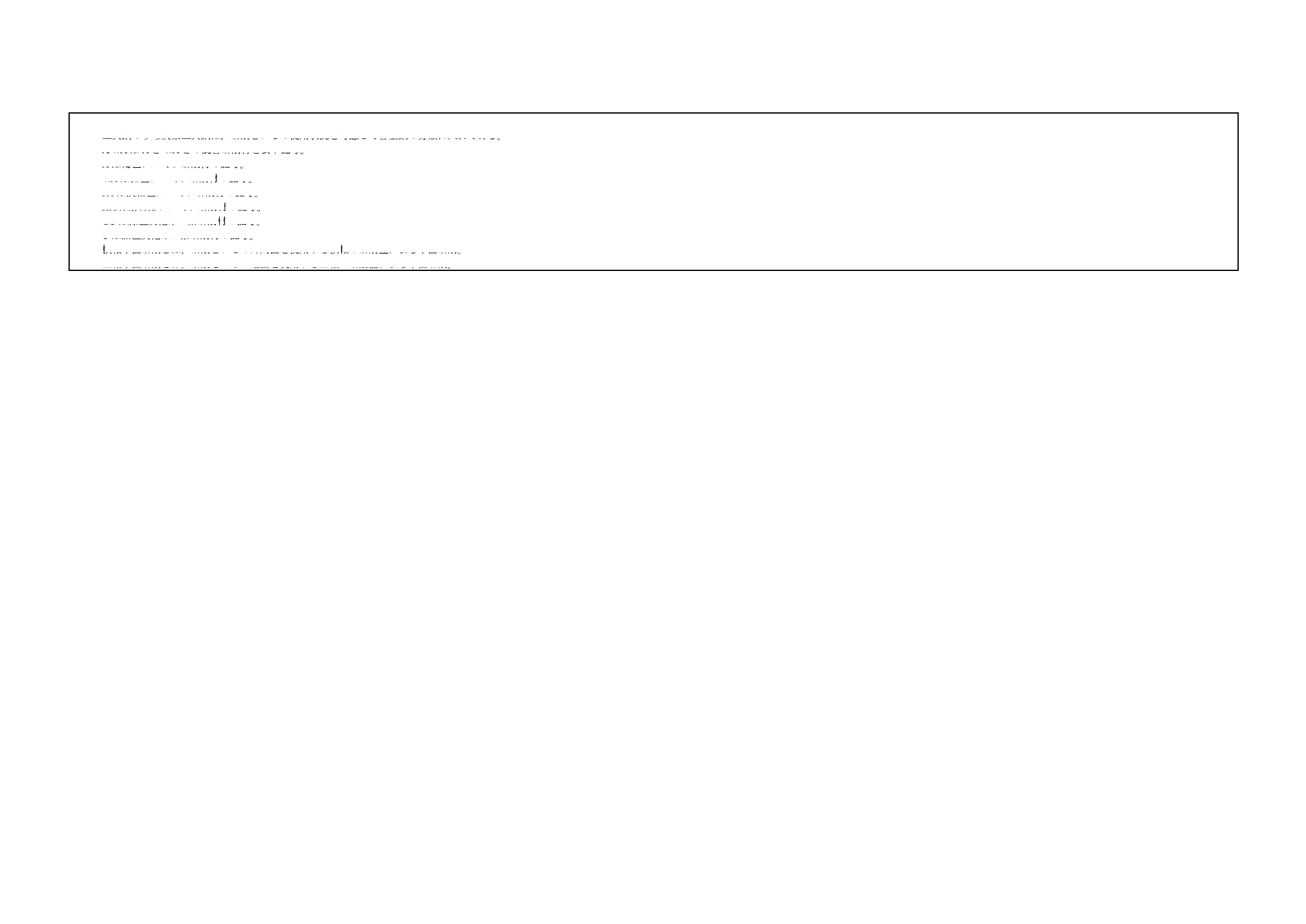
表2−切削工具(工具鋼)に対する選択指針
切削工具
研削箇所
研削といし形状
研削といし
製作用
刃研ぎ用
バイト
すくい面
すくい面
平形,カップ形
WA 46 I,HA 46 I
WA 46 J,HA 46 J
逃げ面
逃げ面
平形
A 46 M,WA 60 L
フライス
逃げ面,側面 逃げ面,側面 平形
WA 60 J,HA 60 J
WA 60 K,HA 60 K
すくい面
すくい面
皿形
WA 60 K,HA 60 K,WA 80 K(エンドミル),
HA 80 K(エンドミル)
側刃
側刃
カップ形
WA 60〜80 K,HA 60〜80 K,WA 80 K(エ
ンドミル),HA 80 K(エンドミル)
孔
−
平形
WA 60 K,HA 60 K
ドリル
シャンク部
−
平形
WA 60 K,HA 60 K
溝
−
平形
WA 60〜80 M,HA 60〜80 M
外周
−
両へこみ形,平形
WA 60 L,HA 60 L
逃げ面
逃げ面
平形,片へこみ形
WA 60 K,HA 60 K,WA 60 L,HA 60 L
リーマ
外周
食い付き部
平形
WA 60 K,HA 60 K
すくい面
すくい面
カップ形,皿形
WA 60〜80 K,HA 60〜80 K
溝
−
平形
WA 60〜80 K,HA 60〜80 K
チェーザ
ねじ部
−
平形,両テーパ形
GC 240 K〜400 M
すくい面
すくい面
カップ形
WA 46 J,HA 46 J
食い付き部
食い付き部
平形
WA 46 J,HA 46 J
平面部
−
平形
WA 46 I,WA 46 J
タップ
食い付き部
食い付き部
平形
WA 60 L,HA 60 L
ねじ部
−
平形,両テーパ形
WA 400 M(ピッチ0.5以下)
WA 320 M(ピッチ0.75〜1.0)
WA 280 L(ピッチ1.25〜1.5)
WA 240 K(ピッチ1.75〜2.5)
WA 180 K(ピッチ3.0〜4.0)
溝
−
平形
WA 60〜80 M,HA 60〜80 M
すくい面
すくい面
平形
WA 60 M,HA 60 M
ホブ
歯面
−
平形,両テーパ形
カップ形
WA 100〜120 K,HA 100〜120 K
すくい面
すくい面
平形,片テーパ形
WA 46〜60 I,HA 46〜60 I
孔
−
平形
WA 60 K
ブローチ
外周
−
平形,片へこみ形
WA 80 M,HA 80 M
立溝
−
平形
WA 80〜120 K,HA 80〜120 K
横溝
−
平形
WA 80 K,HA 80 K
WA 80 L,HA 80 L
WA 80 M,HA 80 M
すくい面
すくい面
平形
WA 80〜100 H,HA 80〜100 H
ピニオンカッタ
歯面
−
皿形
WA 220 H(モジュール0.75以下)
WA 120 H(モジュール1〜1.25)
WA 100 H(モジュール1.5〜2)
WA 80 H(モジュール3以上)
すくい面
すくい面
平形
WA 80 I〜WA 120 I
孔
−
平形
WA 60 K
8
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−切削工具(工具鋼)に対する選択指針(続き)
切削工具
研削箇所
研削といし形状
研削といし
製作用
刃研ぎ用
シェービング
カッタ
歯面
−
皿形
WA 80 H〜WA 100 H
側面
−
平形
WA 60 H
孔
−
平形
WA 60 K
注記1 タップのねじ部及びピニオンカッタの歯面の製作用といしは,普通に用いられるそれぞれのピッチ及びモ
ジュールの値によって分類した。
注記2 チェーザ,ブローチ,その他特に切削仕上面の良否が問題になる切削工具の刃研ぎの場合には,この選択
指針で取り上げている程度以上の仕上面が望ましい。
注記3 工具鋼にはCBNホイールも使用される。超硬合金の場合は,ダイヤモンドホイールが一般に使用される。
9
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
研削といしの基本的な選択方向
A.1 概要
この規格の本体を“絶対的な選択指針”と位置付けた場合,この附属書は,“相対的な選択指針”と位置
付けられ,互いを補完する関係にある。例えば,本体の指針に従ってといしを選択し,実際に使用したと
き研削目的の要求事項(例えば,寸法精度,仕上げ面粗さ,被研削面の焼けなど)が満たされないことが
ある。また,例えば,NC研削盤では,一種類のといしによって多様な研削作業を連続させなければなら
ない場合がある。そのような場合に,研削条件を変更し改善を図る方向及びといし仕様を再選択し研削作
業を改善する方向を示すのがこの附属書の目的である。はじめに,“といし仕様の基本的な選択方向”を示
す。次に,“研削条件の変更に対するといし結合度の選択方向”を示す。さらに,“といし−被削材間の接
触面積”,“被削材材質”,“研削盤の状態”,“ドレッシング”などが及ぼす影響について示す。
なお,この附属書に示すといし結合剤はビトリファイドに限定されるものではない。
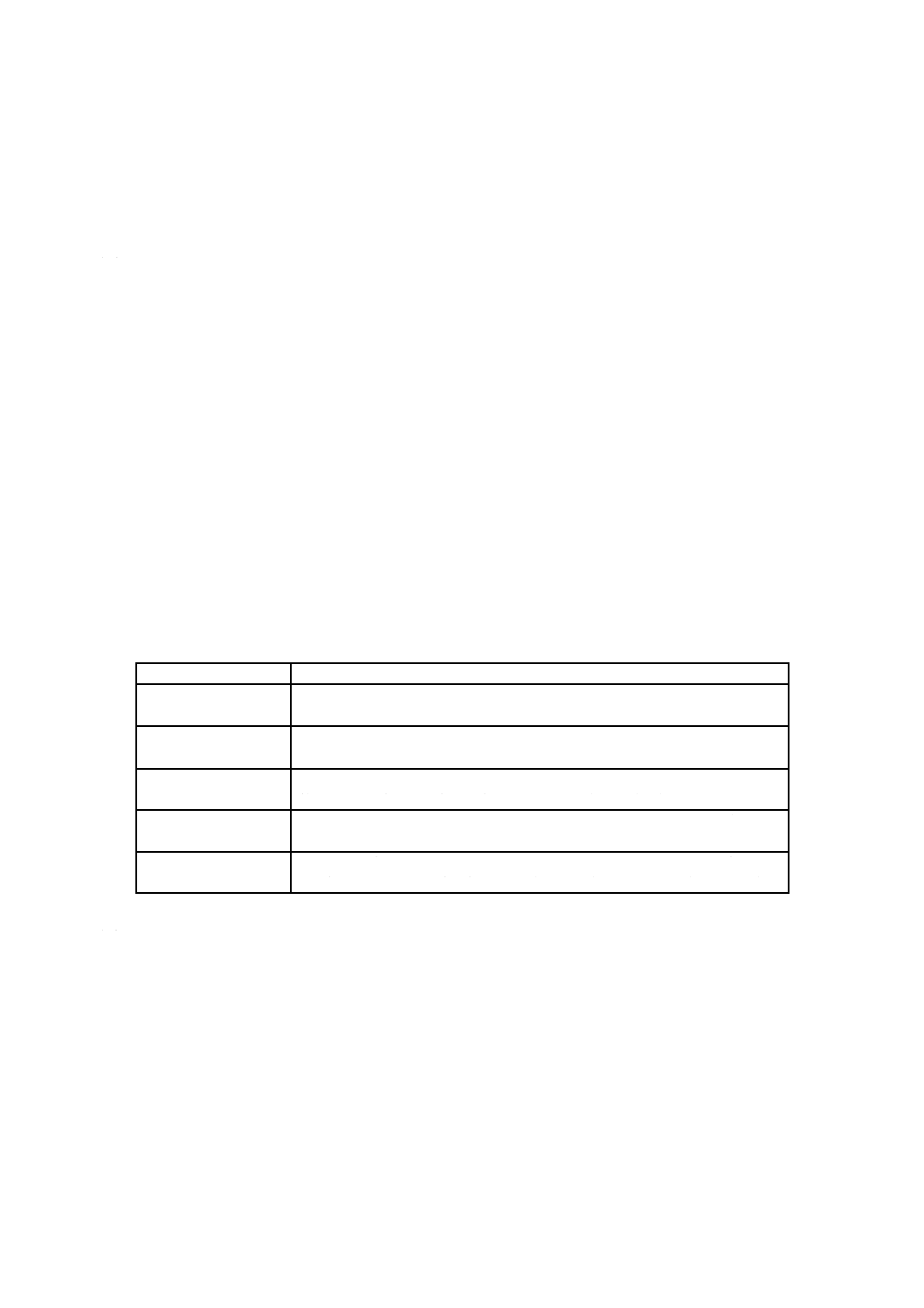
A.2 といし仕様の基本的な選択方向
といし仕様は,JIS R 6242によって“結合剤”,“研削材種類”,“研削材粒度”,“結合度”及び“組織”
の5項目で表現される。これらといし仕様の基本的な選択方向を表A.1に示す。
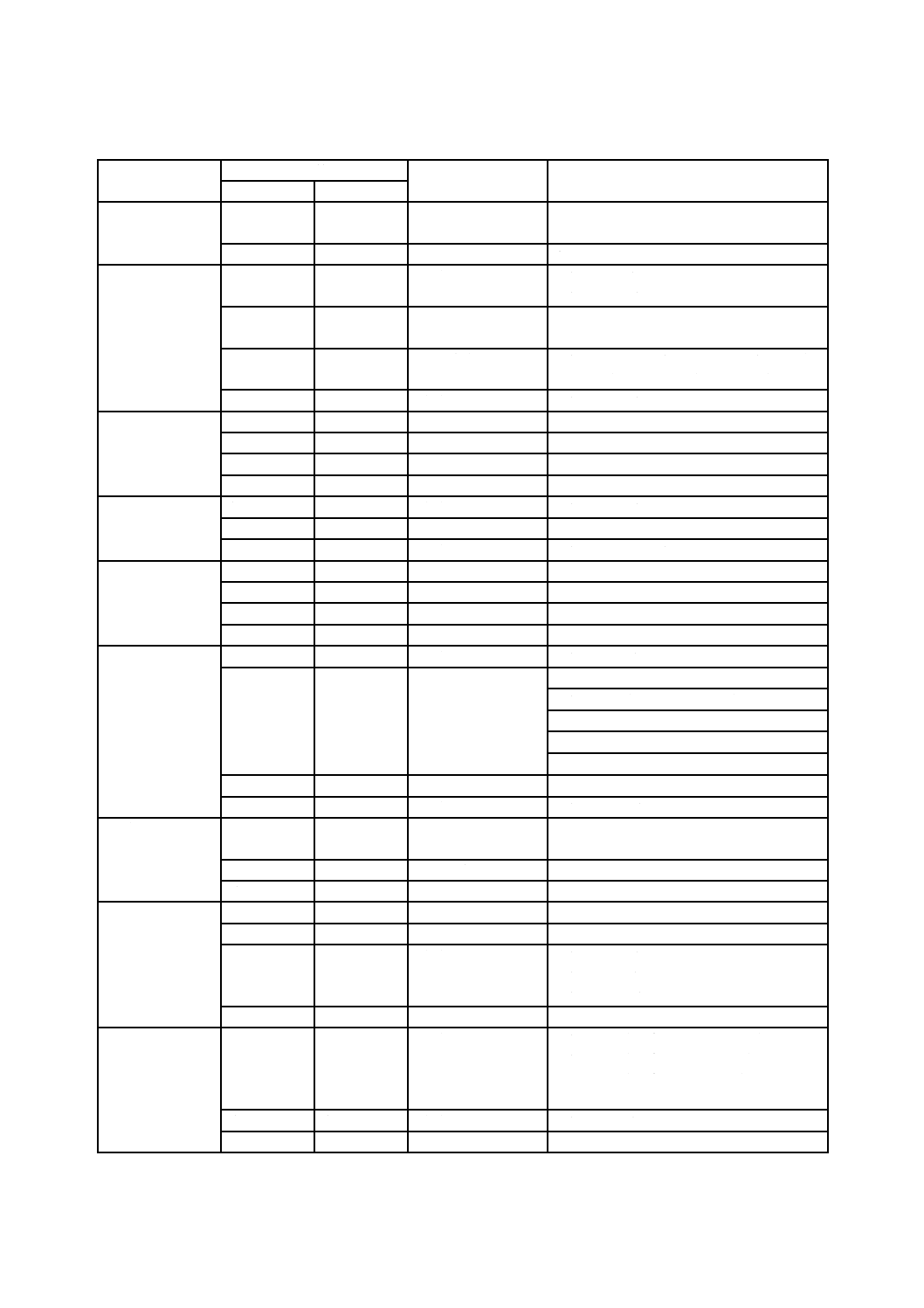
表A.1−といし仕様の基本的な選択方向
といし仕様
基本的な選択方向
結合剤
一般的に,精密研削はビトリファイドを選択し,ドレッシングなしで連続使
用する場合はレジノイドを選択する。
研削材(と粒)種類
被削材の材質及び硬さによる。一般的に,引張強さの高い被削材はA系研削
材を選択し,引張強さの低い被削材はC系研削材を選択する。
研削材(と粒)粒度
要求される仕上げ面粗さによる。良い仕上面粗さには細かい研削材を選択し,
普通の仕上面粗さには粗い研削材を選択する(A.5を参照)。
結合度
研削方式,被削材寸法,といし寸法,切込み量及び送り速度などの複数の要
因によって選択する(A.3〜A.7を参照)。
組織
一般に中程度の組織を選択する。特に,研削熱の発生を抑えたい場合及び研
削抵抗を低くしたい場合は粗い組織(ポーラス)を選択する(A.4を参照)。
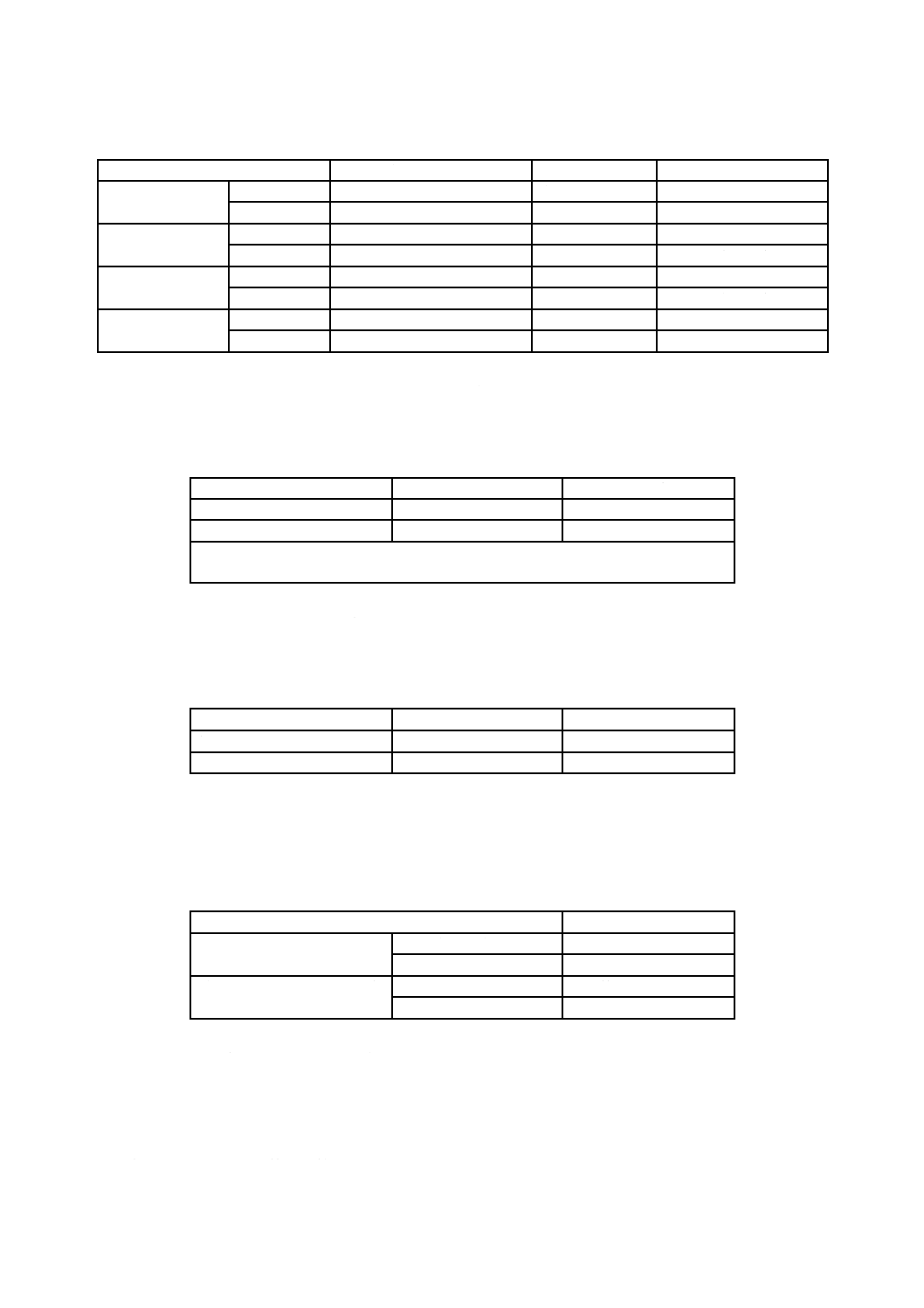
A.3 研削条件の変更に対するといし結合度の選択方向
“といし周速度”,“被削材周速度”,“といし切込み量又は切込み速度”及び“といし横送り速度”は,
研削作業段階である程度任意に変更できる条件である。それらの条件が変更された場合,といしの摩耗に
及ぼす影響及びといし選択方向を,表A.2に示す。
10
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表A.2−研削条件の変更に対するといし結合度の選択方向
研削条件変更内容
といし単位面積に作用する力
といし摩耗
といし結合度選択
といし周速度
低くする
大きくなる
多くなる
より硬い側を選択
高くする
小さくなる
少なくなる
より軟らかい側を選択
被削材周速度
低くする
小さくなる
少なくなる
より軟らかい側を選択
高くする
大きくなる
多くなる
より硬い側を選択
といし切込み量
又は切込み速度
小さくする
小さくなる
少なくなる
より軟らかい側を選択
大きくする
大きくなる
多くなる
より硬い側を選択
といし横送り速度
小さくする
小さくなる
少なくなる
より軟らかい側を選択
大きくする
大きくなる
多くなる
より硬い側を選択
A.4 といし−被削材間の接触面積がといし選択に及ぼす影響
接触面積がといしの結合度及び組織の選択方向に及ぼす影響を,表A.3に示す。
表A.3−接触面積とといしの選択方向
といし−被削材間の接触面積
といし結合度選択
といし組織選択
小さい(狭い)
より硬い側を選択
より密な側を選択
大きい(広い)
より軟らかい側を選択
より粗な側を選択
注記 “といしと被削材の接触面積が小さい”とは,例えば,といし外径が小さい,
被削材外径が小さいなどのことを表す。
A.5 被削材材質がといし選択に及ぼす影響
被削材材質がといし粒度及び結合度の選択方向に及ぼす影響を,表A.4に示す。
表A.4−被削材材質とといしの選択方向
被削材
といし粒度選択
といし結合度選択
軟質なもの
より粗い側を選択
より硬い側を選択
硬質なもの(焼入れ材)
より細かい側を選択
より軟らかい側を選択
A.6 研削盤の状態がといし選択に及ぼす影響
研削盤の機械剛性及びといし軸モータ定格電力がといし結合度の選択方向に及ぼす影響を,表A.5に示
す。
表A.5−研削盤の状態とといしの選択方向
研削盤の状態
といし結合度選択
機械剛性
低い(振動大)
より硬い側を選択
高い(振動小)
より軟らかい側を選択
単位研削幅当たりのといし軸
モータ定格電力
低い
より軟らかい側を選択
高い
より硬い側を選択
A.7 ドレッシングがといし選択に及ぼす影響
一般の精密研削では,定期的にドレッシングすることによって,所定の面粗さ及び寸法精度を確保する
のが普通であるが,それによってといし粒度及び結合度の影響が小さくなり,結果として選択するといし
の選択範囲は広くすることができる。したがって,粒度が細かく結合度がやや硬い側を選択し,ドレッシ
ング条件によって研削目的の調整を行う。
11
B 4051:2014
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
切断といしの選択指針
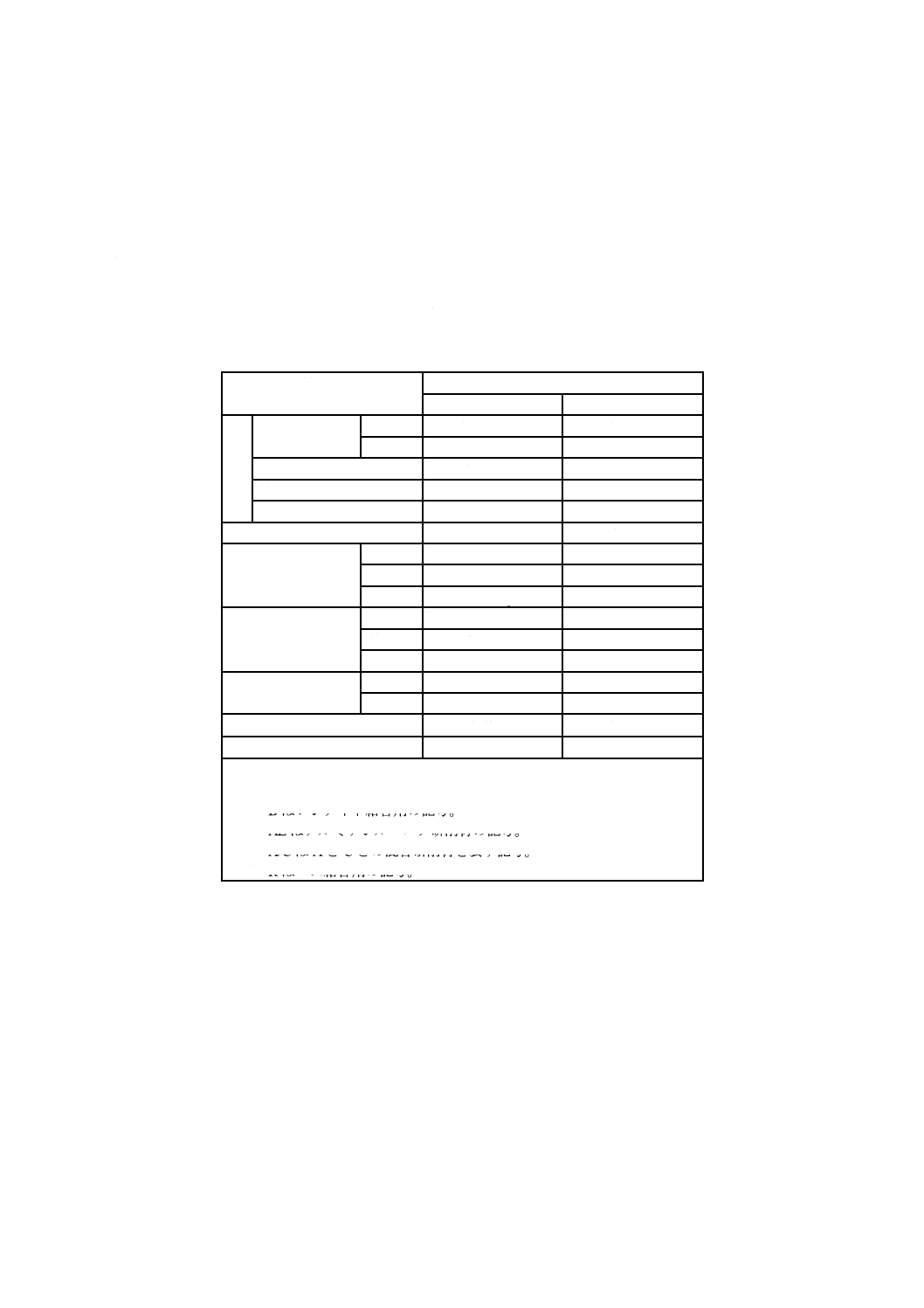
B.1
切断といしの選択指針
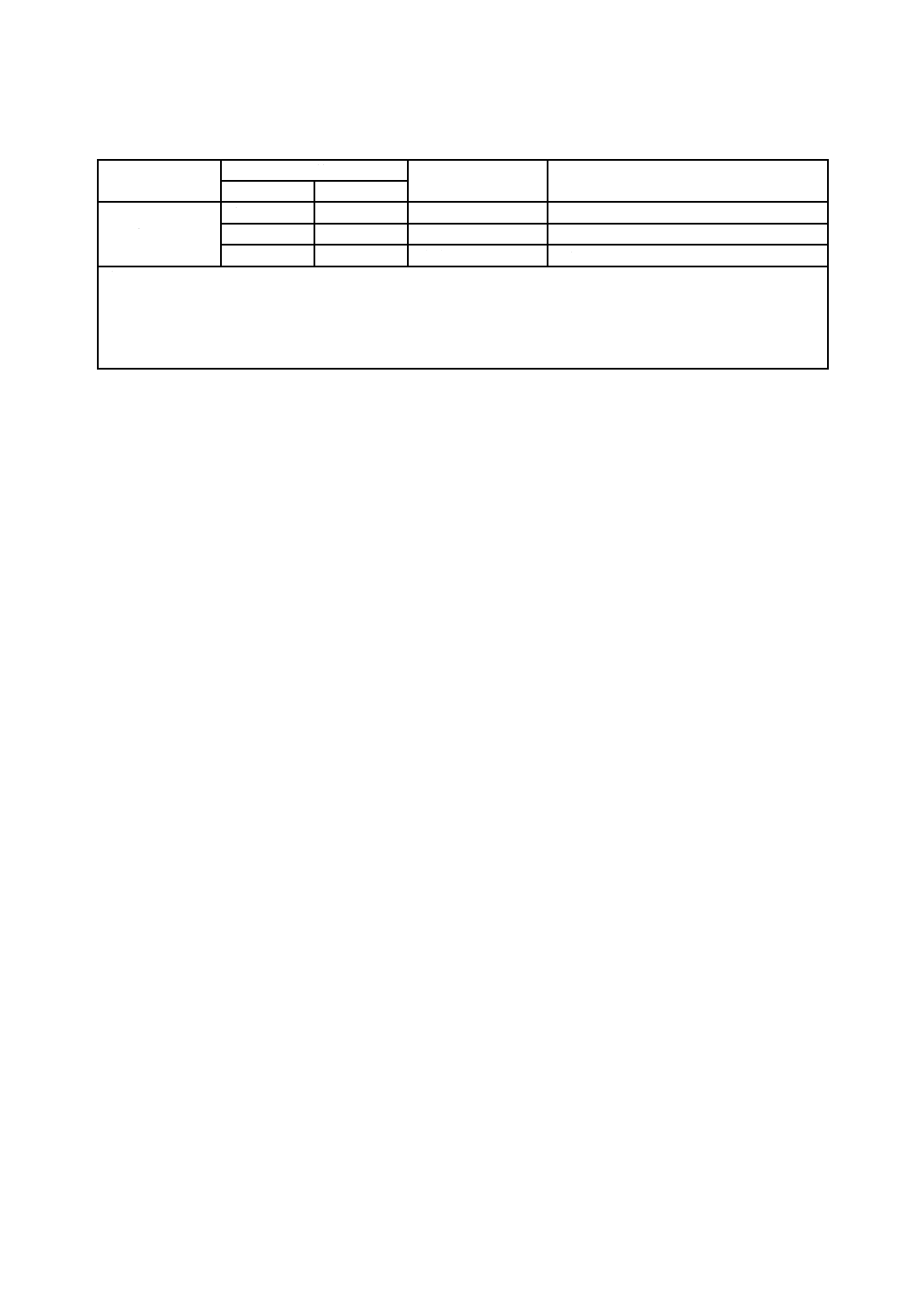
金属材料用切断といしの選択指針は,表B.1による。
なお,切断といしの使用周速度の範囲は繊維補強なしが45〜63 m/s,繊維補強付が50〜80 m/sとする。
表B.1−金属材料用切断といしの選択指針
被削材
切断といし
乾式
湿式
鋼 普通炭素鋼
軟
A 30 P BF a)
WA 60 O B b)
硬
A36 M BF
WA 60 K B
高速度鋼
A 36 N BF
GC 60 K B
管
A 36 P BF
WA 80 L B
ステンレス鋼
A 30 M BF
WA 60 H B
鋳鉄
AZ c) 36 P BF
A/C 60 J B
銅
湯口
A/C d) 24 R BF
−
棒
A/C 46 P BF
GC 60 J R e)
管
A/C 80 Q BF
GC 120 K R
黄銅
湯口
A/C 24 P BF
−
棒
A/C 24 T BF
GC 60 J R
管
A/C 100 P BF
GC 80 KR
青銅鋳物
湯口
A/C 24 P BF
−
硬
A/C 30 O BF
−
永久磁石材料(アルニコ)
A 60 L B
A 80 K R
アルミニウム湯口
A/C 24 R BF
−
注記 被削材が非金属の場合は,一般的にダイヤモンドソーを使用する。
注a) BFは繊維補強付レジノイド結合剤の記号。
b) Bはレジノイド結合剤の記号。
c) AZはアルミナジルコニア研削材の記号。
d) A/CはAとCとの混合研削材を表す記号。
e) Rはゴム結合剤の記号。