B 4003 : 1999
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が改正した日
本工業規格である。これによってJIS B 4003 : 1991は改正され,この規格に置き換えられる。
今回の改正は,対応国際規格であるISO 296 : 1991, Machine tools−Self-holding tapers for tool shanksとの
整合化を図るため改正を行った。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。通商産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 4003 : 1999
工具用テーパシャンク部及び
ソケット−形状・寸法
Machine tools−Self-holding tapers for tool shanks
序文 この規格は,1991年に第2版として発行された ISO 296 Machine tools−Self-holding tapers for tool
shanksを翻訳し,対応する部分については技術内容を変更することなく作成した日本工業規格であるが,
対応国際規格には規定されていない規定項目(ゲージによる円すい角度公差の判定)を日本工業規格とし
て追加した。
なお,点線の下線を施してある箇所は,対応国際規格にない事項である。
1. 適用範囲 この規格は,工具に約1/25〜1/20のテーパをもつテーパシャンク部及びソケットの形状・
寸法について規定する。テーパは,その用途に応じて次の3種類に区分される。
a) 一般的に用いられるテーパ
b) 小さいテーパ
c) 大きいテーパ
一般用として,推奨するテーパは,モールステーパ番号1からモールステーパ番号6で,形状及び寸法
を,表2に規定する。また,小さなテーパとして,メトリックテーパ番号4とメトリックテーパ番号6及
びモールステーパ番号0を,大きなテーパとして,メトリックテーパ番号80からメトリックテーパ番号
200までを同様に表2に規定する。
この規格で規定するテーパの種類を表1に示す。
表1 テーパの種類
区分
種類
小さいテーパ
メトリックテーパ番号4及び6,モールステーパ番号0
一般的に用いられるテーパ
モールステーパ番号1〜モールステーパ番号6
大きいテーパ
メトリックテーパ番号80〜メトリックテーパ番号200
この規格は,モールステーパ番号1からモールステーパ番号6の引きねじ部において,全く異なる形状
のミリ系のMねじとインチ系のUNCねじは,厳密には同一値ではないが,どちらで製造してもよい。
この規格は,MねじかUNCねじの種類によって,全く異なる2種類の製品にねじ切りされる寸法を規
定している。これらの種類を区別するために,4.形状・寸法の図に示すようにねじ記号やテーパ記号の種
類に関する内容を表示をする必要がある。最後に,この規格は,給油を採用する場合のテーパ部の設計に
必要な盗みと穴の寸法を規定している。
備考 この規格の対応国際規格を次に示す。
ISO 296 : 1991 Machine tools−Self-holding tapers for tool shanks
2
B 4003 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2. 引用規格 次に掲げる規格は,この規格に引用されることによってこの規格の規定の一部を構成する。
これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0614 円すい公差方式
備考 ISO 1947 : 1973 System of conetolerances for conical workpieces from C=1 : 3 to 1 : 500 and
lengths from 6 to 630mmが,この規格と一致している。
JIS B 3301:モールステーパゲージ
3. 円すい角度公差 円すい角度公差は,JIS B 0614に規定するAT5によって,外側テーパは正の公差並
びに内側テーパは負の公差で規定される。その他の特珠な場合でも,その円すい角度公差は,JIS B 0614
による。
また,円すい角度交差は,JIS B 3301に規定するリングゲージ又はプラグゲージで検査し,当たり75%
以上で判定してもよい。
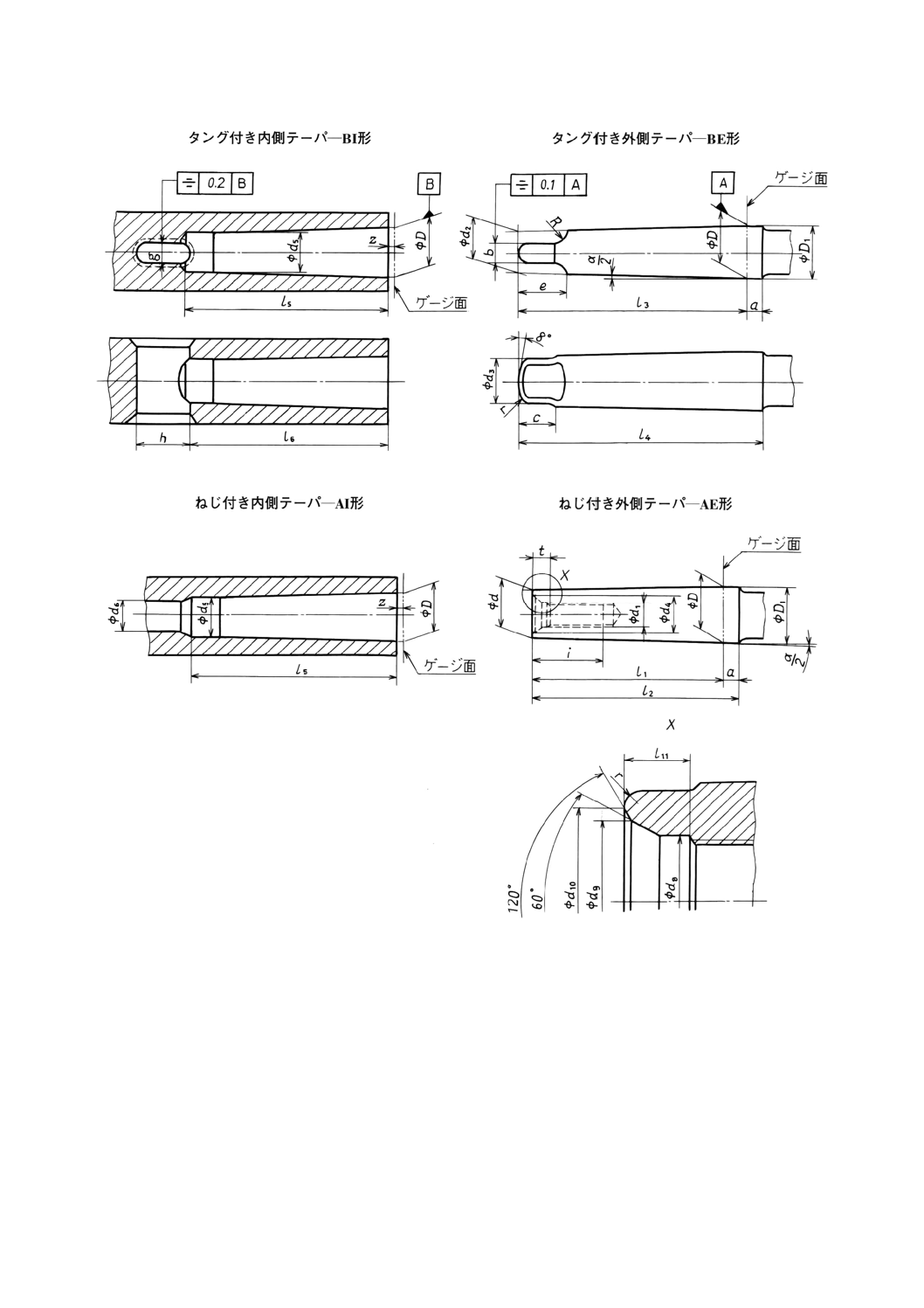
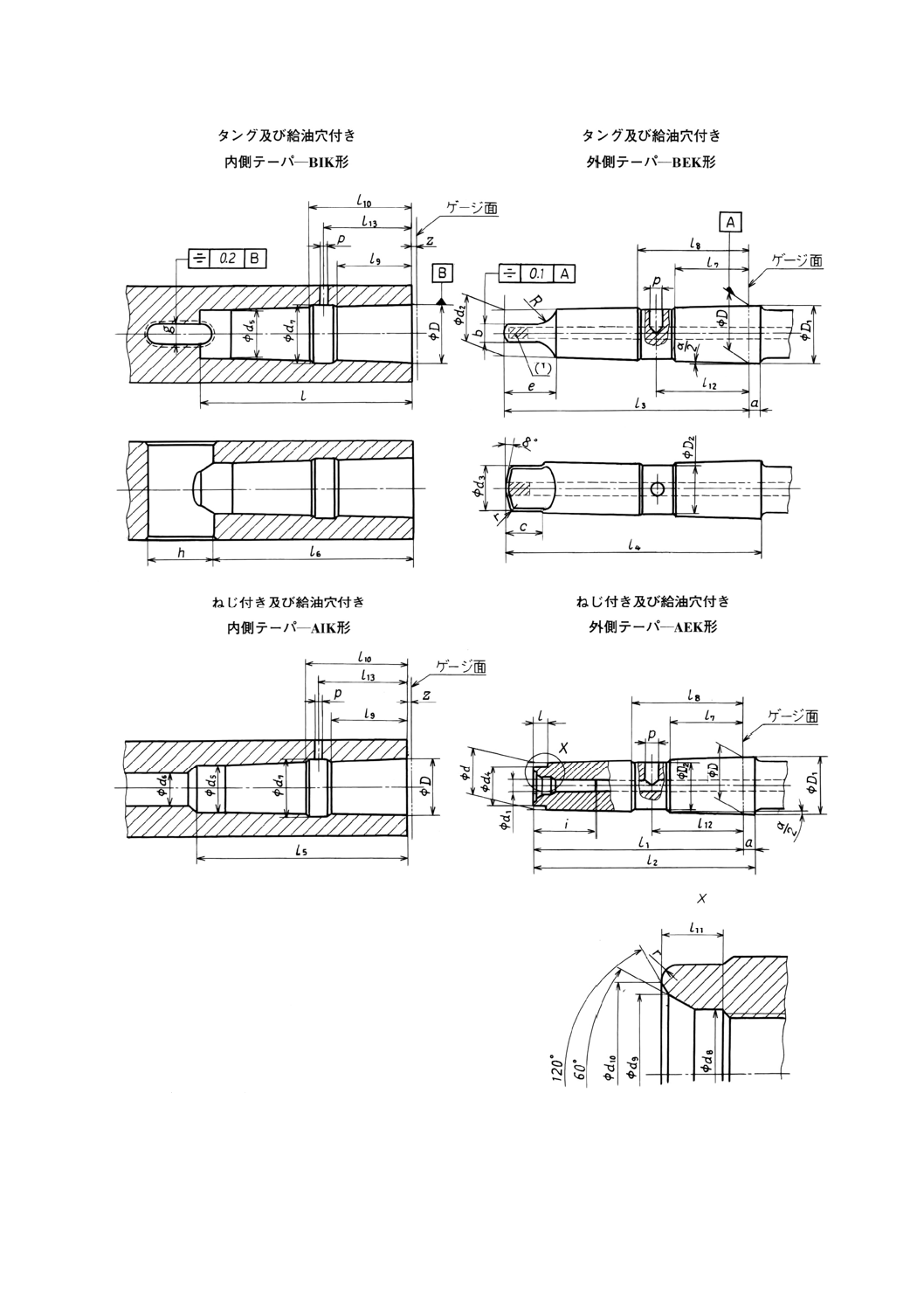
4. 形状・寸法 形状・寸法を図1及び表2に示す。
3
B 4003 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1
4
B 4003 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 対称度の公差の単位はmmで示す。
注(1) 図は栓のある場合を示す。
図1 (続き)
5
B
4
0
0
3
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 モールステーパ番号0からモールステーパ番号6と1/20メトリックテーパ
単位 mm
テーパの種類
メトリック
テーパ番号
モールステーパ番号
メトリックテーパ番号
4
6
0
1
2
3
4
5
6
80
100
120
160
200
テーパ
1 : 20=0.05 0.624 6 : 12
=1 : 19.212
=0.052 05
0.598 58 : 12
=1 : 20.047
=0.049 88
0.599 41 : 12
=1 : 20.02
=0.049 95
0.602 35 : 12
=1 : 19.922
=0.050 2
0.623 26 : 12
=1 : 19.254
=0.051 94
0.631 51 : 12
=1 : 19.002
=0.052 63
0.625 65 : 12
=1 : 19.18
=0.052 14
1 : 20=0.05
外側
テーパ
D
4
6
9.045
12.065
17.78
23.825
31.267
44.399
63.348
80
100
120
160
200
a
2
3
3
3.5
5
5
6.5
6.5
8
8
10
12
16
20
D1
4.1
6.2
9.2
12.2
18
24.1
31.6
44.7
63.8
80.4 100.5 120.6 160.8 201
D2
−
−
−
−
15
21
28
40
56
−
−
−
−
−
d
2.9
4.4
6.4
9.4
14.6
19.8
25.9
37.6
53.9
70.2 88.4 106.6 143
179.4
d1
−
−
−
M6又はUNC1/4 M10又はUNC3/8 M12又はUNC1/2 M16又はUNC5/8 M20又はUNC5/8 M24又はUNC1 M30 M36 M36 M48 M48
d2
−
−
6.1
9
14
19.1
25.2
36.5
52.4
69
87
105
141
177
d3
最大
−
−
6
8.7
13.5
18.5
24.5
35.7
51
67
85
102
138
174
d4
最大
2.5
4
6
9
14
19
25
35.7
51
67
85
102
138
174
d8
−
−
−
6.4
10.5
13
17
21
26
−
−
−
−
−
d9
−
−
−
8
12.5
15
20
26
31
−
−
−
−
−
d10 最大
−
−
−
8.5
13.2
17
22
30
11.5
−
−
−
−
−
l1
最大
23
32
50
53.5
64
81
102.5
129.5
182
196
232
268
340
412
l2
最大
25
35
53
57
69
86
109
136
190
204
242
280
356
432
l3
−
−
56.5
62
75
94
117.5
149.5
210
220
260
300
380
460
l4
最大
−
−
59.5
65.5
80
99
124
156
218
228
270
312
396
480
l7
−
−
−
−
20
29
39
51
81
−
−
−
−
−
l8
−
−
−
−
34
43
55
69
99
−
−
−
−
−
l11
−
−
−
4
5
5.5
8.2
10
11.5
−
−
−
−
−
l12
−
−
−
−
27
36
47
60
90
−
−
−
−
−
p
−
−
−
3.3
4.2
5
6.8
8.5
10.2
−
−
−
−
−
b
h13
−
−
3.9
5.2
6.3
7.9
11.9
15.9
19
26
32
38
50
62
c
−
−
6.5
8.5
10
13
16
19
27
24
28
32
40
48
e
最大
−
−
10.5
13.5
16
20
24
29
40
48
58
68
88
108
i
最小
−
−
−
16又は12.7
24又は19.05
24
32又は31.75
40又は31.75
47
59
70
70
92
92
R
最大
−
−
4
5
6
7
8
12
18
24
30
36
48
60
6
B
4
0
0
3
:
1
9
9
9
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
テーパの種類
メトリック
テーパ番号
モールステーパ番号
メトリックテーパ番号
4
6
0
1
2
3
4
5
6
80
100
120
160
200
テーパ
1 : 20=0.05 0.624 6 : 12
=1 : 19.212
=0.052 05
0.598 58 : 12
=1 : 20.047
=0.049 88
0.599 41 : 12
=1 : 20.02
=0.049 95
0.602 35 : 12
=1 : 19.922
=0.050 2
0.623 26 : 12
=1 : 19.254
=0.051 94
0.631 51 : 12
=1 : 19.002
=0.052 63
0.625 65 : 12
=1 : 19.18
=0.052 14
1 : 20=0.05
r
−
−
1
1.2
1.6
2
2.5
3
4
5
5
6
8
10
t
最大
2
3
4
5
5
7
9
10
16
24
30
36
48
60
内側
テーパ
d5
H11
3
4.6
6.7
9.7
14.9
20.2
26.5
38.2
54.8
71.5 90
108.5 145.5 182.5
d6
最小
−
−
−
7
11.5
14
18
23
27
33
39
39
52
52
d7
−
−
−
19.5
24.5
32
44
63
−
−
−
−
−
l5
最小
25
34
52
56
67
84
107
135
188
202
240
276
350
424
l6
21
29
49
52
62
78
98
125
177
186
220
254
321
388
l9
−
−
−
−
22
31
41
53
83
−
−
−
−
−
l10
−
−
−
−
32
41
53
67
97
−
−
−
−
−
l13
−
−
−
−
27
36
47
60
90
−
−
−
−
−
g
A13
2.2
3.2
3.9
5.2
6.3
7.9
11.9
15.9
19
26
32
38
50
62
h
8
12
15
19
22
27
32
38
47
52
60
70
90
110
P
−
−
−
−
4.2
5
6.8
8.5
10.2
−
−
−
−
−
z
0.5
0.5
1
1
1
1
1
1
1
1.5
1.5
1.5
2
2
備考1. テーパ大端径D1及びテーパ小端径d又はd1は参考として示す(実際の値は,テーパ値や基準値Dを考慮して,aとl1又はl2の実値からおのおの得られる値であ
る。)。
2. d1は,メートル並目Mねじ又は明記された場合はUNCねじの呼び外径である。いかなる場合でも,MねじかUNCねじの適切なねじ記号が示される。
3. タング径d1の長さcは,eを超えない範囲で延ばしてもよい。
4. zは,ゲージ面からのテーパ大端面の偏りの最大値である。
7
B 4003 : 1999
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
工具分野国際整合化調査研究委員会 構成表
氏名
所属
(委員長)
村 田 良 司
東京理科大学
中 嶋 誠
通商産業省機械情報産業局
本 間 清 工業技術院標準部
伊 藤 哲
工業技術院機械技術研究所
橋 本 繁 晴
財団法人日本規格協会
野 上 彰
株式会社不二越
羽 山 隆 貫
日立ツール株式会社
川 口 俊 充
株式会社不二越
日下部 祐 次
神鋼コベルコツール株式会社
宮 林 光 行
株式会社彌満和製作所
倉 持 建
日本高周波鋼業株式会社
舞 田 靖 司
社団法人日本機械工業連合会
岡 安 英 雄
社団法人日本工作機械工業会
西 村 欣 也
社団法人日本歯車工業会
石 川 侑 男
社団法人日本金型工業会
安 武 昭 彦
社団法人日本工作機器工業会
手 取 正 輝
いすゞ自動車株式会社
小 峰 武 夫
コベルコツールエンジニアリング株式会社
白 土 秀 明
オーエスジー株式会社
佐 藤 直 彦
理研製鋼株式会社
田 中 祐 弌
コベルコツールエンジニアリング株式会社
大 沢 秀 彦
オーエスジー株式会社
(事務局)
平 野 武 治
日本工具工業会
佐 野 保 次
日本工具工業会