B 3412 : 2002
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本設計
工学会 (JSDE) /財団法人日本規格協会 (JSA) から工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これに
よってJIS B 3412 : 1996は改正され,この規格に置き換えられる。
今回の改正は,引用国際規格であるISO 9959-1 : 1992,ISO 9959-2 : 1998との整合性とラスタプロッタ
を含むプロッタの仕様項目の全面的な見直しを行ったものである。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 3412 : 2002
プロッタ−仕様項目
Plotters−Specified items
1. 適用範囲 この規格は,プロッタの仕様書に記載する項目について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格のうちで,発行年を付記してあるものは,記載の年の版だけがこの規格の規定を構
成するものであって,その後の改正版・追補には適用しない。発効年を付記していない引用規格は,その
最新版(追補を含む。)を適用する。
JIS B 3410 プロッタ用語
JIS B 3411-1 プロッタの試験方法−第1部:ベクタプロッタ
備考 ISO 9959-1 : 1992 Numerically controlled draughting machines−Drawing test for the evaluation
of performance−Part 1 : Vector plottersが,この規格と一致している。
JIS P 0138 紙加工仕上寸法
JIS X 0208 7ビット及び8ビットの2バイト情報交換用符号化漢字集合
JIS X 5101 データ回線終端装置とデータ端末装置とのインタフェース(25ピンインタフェース)
JIS Z 8401 数値の丸め方
JIS Z 8731 環境騒音の表示・測定方法
ISO 9959-2 : 1998 Numerically controlled draughting machines−Drawing test of the evaluation of
performance−Part 2 : Monochrome raster plotters
3. 定義 この規格で用いる主な用語の定義は,次による。
a) 作図 ベクタプロッタによる出力。
b) 描画 ベクタプロッタ及びラスタプロッタによる出力。
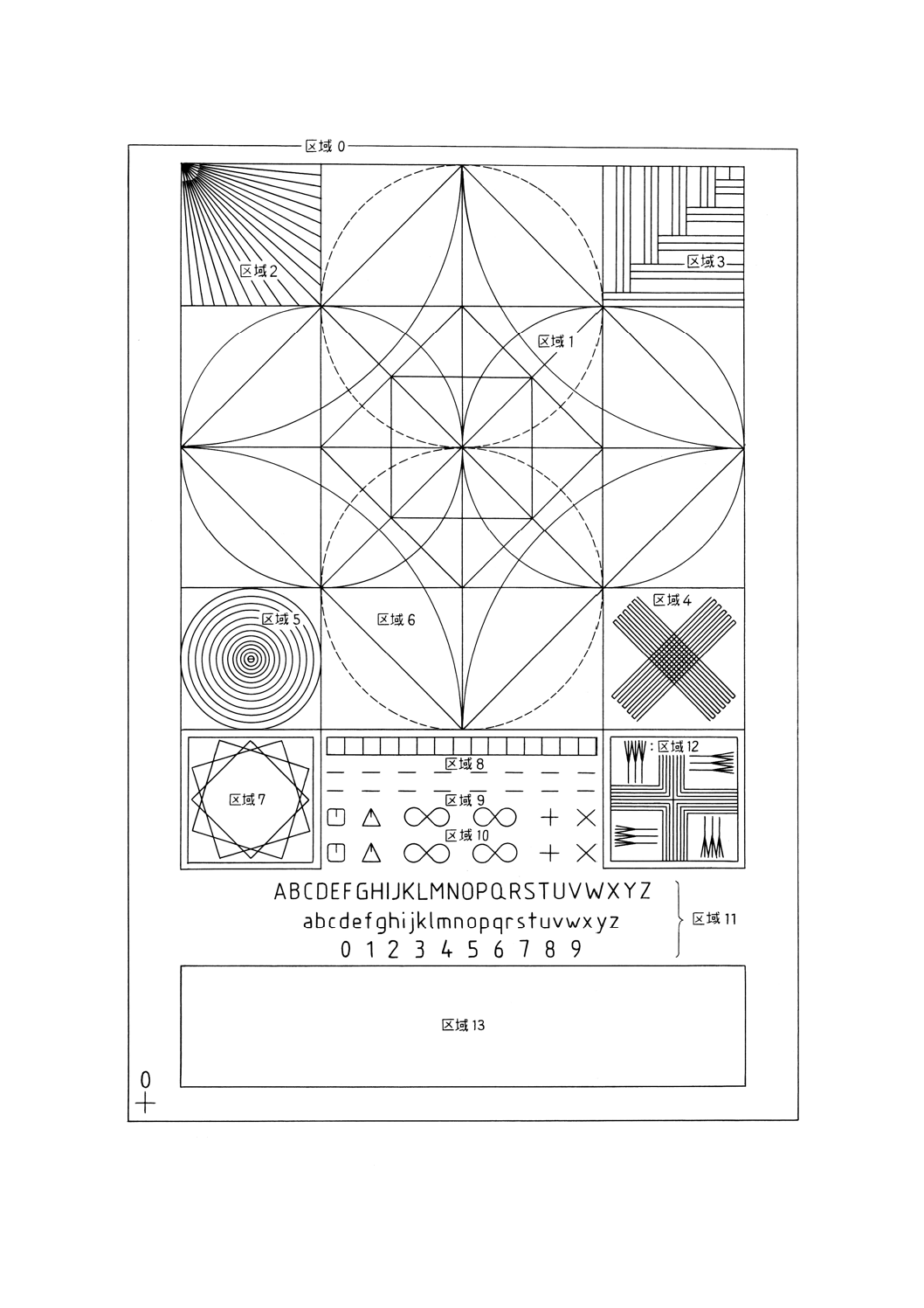
c) 標準図面 付図1及び付図2に示す作図・描画試験のための試験図面。
備考 付図1は,ベクタプロッタのものであり1〜12番の区域を使用し,付図2は,ラスタプロッタ
のものであり1〜14番の区域を使用する。
4. 仕様項目
4.1
共通仕様項目 ベクタプロッタ及びラスタプロッタに共通な仕様項目,定義,記載方法及び記載例
は,表1による。
なお,仕様項目の対応英語を参考として括弧内に示す。
2
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 共通仕様項目
仕様項目
定義
記載方法
記載例
備考
外形寸法
(dimensions)
プロッタ本体の突出
部分の寸法を含めた
横幅 (W),奥行き
(D),高さ (H) の寸
法。
○○ (W) ×○○
(D) ×○○ (H) mm
で表す。
875 (W) ×575 (D) ×
980 (H) mm
設置時に必要な寸法:
900 (W) ×605 (D) ×
980 (H) mm
整備時に必要な寸法:
955 (W) ×655 (D) ×
980 (H) mm
プロッタの設置時及び整
備時に必要な寸法につい
ても併せて記載すること
が望ましい。
プロッタの質量
(mass of plotter)
プロッタ本体の質
量。
単位kgで表す。
30kg
配線などの附属部品の質
量は含めない。
電源
(power supply)
プロッタに供給され
る電源の種類,電圧
及び周波数。
電源の種類は,交流
である旨及び単相・
三相の別で表す。
電圧は,電源電圧の
実効値及びその許容
変動幅の実効値に対
する百分率 (%) で
表す。
周波数は,電源の周
波数及びその許容変
動幅の周波数に対す
る百分率 (%) で表
す。
電圧:AC100V±10%
(単相)
周波数:50/60Hz±3%
a) 電圧の許容変動幅が
大きい場合には,例
えば,100〜220Vと
記載してもよい。
b) 周波数の許容変動幅
を括弧書きで追加し
て記載してもよい。
消費電力
(power consumption)
作図中に消費する最
大電力及び作図待機
中に消費する電力。
単位Wで表す。
最大:120W
待機時:80W
使用環境
(environment)
プロッタの使用場所
における望ましい温
度及び湿度の範囲。
温度はセルシウス度
(℃) で,湿度は相対
湿度 (%) で表す。
温度:10〜35℃
湿度:35〜75%
(R. H.)
騒音
(noise)
プロッタの動作時及
び待機時の騒音。
JIS Z 8731に従って
測定したA特性で重
み付けした騒音レベ
ルdB (A) で表す。
動作時:60dB (A)
待機時:53dB (A)
用紙によって騒音レベル
が変化する場合には,例
えば,50〜60dB (A) と記
載してもよい。
有効描画範囲
(usable plot area)
プロッタが実際に描
画可能な範囲の最大
寸法。
シート紙の場合
有効描画範囲 (X×
Ymm) で表す。
287×200mm(A4用紙
の場合)
Xは長軸長さを示し,Yは
短軸長さを示す。
ロール紙の場合
有効描画幅 (Ymm)
及び有効描画長
(Xmm) で表す。
有効描画幅597mm,有
効描画長5 000mm
余白
(margin)
用紙の上下,左右の
描画できない空白。
上余白,下余白,左
余白,右余白を単位
mmで表す。
上余白10mm,下余白
15mm,左余白20mm,
右余白30mm[A4(横)
用紙の場合]
a) 用紙の大きさによっ
て異なる場合は,用
紙の大きさを併記す
る。
b) 上下左右の方向が分
かるように表記す
る。
3
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
仕様項目
定義
記載方法
記載例
備考
用紙の大きさ
(draughting media
size)
プロッタで使用可能
な用紙の大きさ。
シート紙の場合:使
用可能な用紙の大き
さの範囲をJIS P
0138に規定する表1
(寸法)のA列によ
る呼び方,又は実寸
法 [X (m) ×Y (m)]
で表す。
A1以下
ロール紙の場合:使
用可能な用紙の大き
さのすべてをJIS P
0138に規定する表1
(寸法)のA列によ
る呼び方,若しくは
実寸法 [X (m) ×Y
(m)],又はその併記
で表す。
A0, A1, A2, A3, A4, A3
(横)×200m, 210mm
×200m
距離精度
(distance accuracy)
指定された長さの線
分(以下,基準長さ
という。)を作図した
ときの基準長さと実
際の長さとの差。
距離精度を百分率で
表示する場合:最大
作図速度の状態で基
準長さを5回繰り返
し作図し,それぞれ
の実際の長さに応じ
て次の式によって得
られる5個の誤差率
(γ) のうち最大値に
±を付けた数値で表
す。
γ=|L'−L|/L×100
ここに,
γ:誤差率
L:基準長さ
L':実際長さ
±0.2% (500mm)
(ボールペン,上質紙
使用時)
a) 測定に使用した基準
長さを距離精度の後
ろに括弧書きで記載
するのが望ましい。
b) 測定条件として,使
用したペンの種類及
び用紙の紙質を括弧
書きで記載する。
c) 百分率と距離とを併
記する場合には,例
えば,±0.2%+0.1mm
(500mm)(ボールペ
ン,上質紙使用時)
と記載してもよい。
距離精度を距離で表
示する場合:最大作
図速度の状態で基準
長さを5回繰り返し
作図し,それぞれの
実際の長さに応じて
次の式によって得ら
れる5個の誤差 (d)
のうち最大値に±を
付けた数値で表す。
d=|L'−L|
ここに,
d:誤差
L:基準長さ
L':実際長さ
±0.5mm (500mm)
(ボールペン,上質紙
使用時)
4
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
仕様項目
定義
記載方法
記載例
備考
インタフェース
(interface)
プロッタともう一つ
の機能単位で共有さ
れる境界部分であっ
て,共通する物理特
性,信号特性などに
よって定義されるも
の。
次の各項目について
記載することが望ま
しい。
a) インタフェース
の種類
b) 同期方式
c) 伝送速度
d) 伝送ビット構成
e) 伝送コード
f) コネクタの形式
a) JIS
X
5101
(RS-232-C)
b) 同期方式(調歩同期
式)
c) 伝送速度(300〜
9 600ビット/秒)
d) 伝送ビット構成(デ
ータ長7ビット,ス
タート・ビット1,
ストッフ°・ビット
1,パリティなし)
e) 伝送コード(JIS7
単位符号)
f) コネクタ形状(M3,
めす形)
a) インタフェースの種
類については,記載
例のようにJIS X
5101以外の呼び方を
使用してもよい。
b) コネクタの形状につ
いては,使用ねじの
種類,おす形・めす
形の区別などを記載
し,可能な限り図を
付けることが望まし
い。
c) 伝達速度自動判別機
能の有無などの付加
機能を記載すること
は任意である。
標準図面の出力時
間
(throughout time)
描画データの受信開
始から描画を完了す
るまでの時間。ただ
し,用紙を排出する
プロッタでは,描画
後の用紙排紙完了ま
での時間とする。
次のa)からd)までの
描画条件のうち,用
紙の大きさに応じた
条件で出力した場合
の出力時間及び描画
条件で表す。
なお,ラスタプロ
ッタにおいて,同一
図面又は異なる図面
を連続して描画する
と2枚目以降の出力
時間が1枚目に比べ
て短くなる場合につ
いては,その旨及び
その場合の出力時間
を記載してもよい。
a) タイプ1(用紙の
大きさがA4の
場合):大きさが
A4の標準図面
を1枚描画する。
b) タイプ2(用紙の
大きさがA3の
場合):大きさが
A4の標準図面
を2枚描画する。
c) タイプ3(用紙の
大きさがA2の
場合):大きさが
A4の標準図面
を4枚描画する。
標準図面の出力時間:
180秒…標準図面タイ
プ2(A4の標準図面を
A3用紙に2枚描画する
場合),用紙のカット時
間を含む(○○コマン
ド使用時)。
ラスタプロッタにおい
て連続出力の場合:20
秒…同一図面の2枚目
以降の出力時間,標準
図面タイプ2(A4の標
準図面をA3用紙に2枚
描画する場合),用紙カ
ット時間を含む(○○
コマンド使用時)。
a) カット機能をもつプ
ロッタについては,
その動作時間を含め
るかどうかは任意と
する。
b) 測定に使用した具体
的なコマンドを括弧
書きで記載する。
c) 標準画面を用紙に合
わせ描画範囲内に繰
り返し描画する。
5
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
仕様項目
定義
記載方法
記載例
備考
d) タイプ4(用紙の
大きさがA1の
場合):大きさが
A4の標準図面
を8枚描画する。
用紙の種類
(draughting media
type)
プロッタで描画でき
る用紙の種類。
描画可能な用紙の種
類を具体的に記載す
る。
なお,使用するプ
ロッタの方式によっ
て,不都合がある場
合は括弧書きで記載
する。
上質紙(普通感熱紙,
オーバーコート感熱紙
の使用は不可)
a) 用紙の種類には,上
質紙,トレーシング
ペーパー,合成紙,
普通ロール紙,普通
感熱紙,オーバーコ
ート感熱紙,ポリエ
ステルフィルムなど
がある。
b) 推奨する用紙の種類
の記載については任
意とする。
漢字
(the Japanese
Graphic Character
set)
プロッタが内蔵する
漢字の書体の種類,
及び漢字の水準。
書体の種類は,明朝
体,ゴシック体など
で表す。ただし,書
体の種類の記載は任
意とする。漢字の水
準は,JIS X 0208に
規定する漢字の水準
で表す。
なお,外字登録が
可能な場合は,登録
可能字数を括弧書き
で記載する。
明朝体
JIS第1・第2水準,外
字登録(最大128文字)
給紙・排紙の方法
(feeding for media)
用紙の給紙及び排紙
の方法。
使用できる用紙の形
状及びセット可能な
用紙の枚数で表し,
オートカット機能な
どの付加機能の有無
についても併せて記
載する。
ロール紙による自動給
紙。オートカット機能
付。
A0:80枚,
A1:100枚
オートカット機能とは,
用紙を指定された範囲に
自動的に切り落とす機能
をいう。
最小設定単位
(addressable
resolution)
プログラムで指令可
能な最小移動量。
(JIS B 3410参照)
単位mm/ステップ
で表す。
0.025mm/ステップ
コマンド
(command)
外部からプロッタを
動作させるデータの
形式。
具体的な名称で表
す。
○○コマンド
テスタプロッタにおいて
は,データフォーマット
と表してもよい。
6
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4.2
ベクタプロッタ仕様項目 ベクタプロッタの仕様項目,定義,記載方法及び記載例は,4.1の共通仕
様項目及び表2による。
なお,仕様項目の対応英語を参考として括弧内に示す。
表2 ベクタプロッタ仕様項目
仕様項目
定義
記載方法
記載例
備考
種類
(type)
ベクタプロッタの制
御方式によって区分
される種類。
a) ドラム式
b) フラットベッド方式
c) フリクションドライブ方
式
d) ベルトベッド方式
などの別で表す。
フラットベット方式
用紙の固定方式
(method of plotting
speed)
作図時における用紙
の固定方式。
具体的な固定方式,使用すべき
固定補助具名などで表す。
静電吸着方式
バッファ容量
(buffer size)
一時的にデータを記
憶する際に,使用で
きるバッファの容
量。
単位バイトで表す。
入力バッファ1MB
最大作図速度
(maximum plotting
speed)
作図時のペンの速度
の最大値。
最大の速度の状態で,与えられ
た作図条件を5回繰り返し作
図し,それぞれの作図条件に応
じて得られる5個の最大速度
のうち最小値を単位mm/s及び
作図条件で表す。作図条件(全
方向,一方向)を最大作図速度
の後ろの括弧書きで記載する。
測定条件として,使用したペン
の種類及び用紙の紙質を括弧
書きで記載する。
450mm/s(全方向)
(ボールペン,上質
紙使用時)
最大移動速度
(maximum tool-up
speed)
移動時のペンの速度
の最大値。
最大の速度の状態で,与えられ
た移動条件を5回繰り返し移
動し,それぞれの移動条件に応
じて得られる5個の最大移動
速度のうち最小値を単位mm/s
及び作図条件で表す。
移動条件(全方向,一方向)を
最大移動速度の後ろに括弧書
きで記載する。
600mm/s(全方向)
最大作図加速度
(maximum plotting
acceleration)
停止状態から最大作
図速度に至るまでの
平均的な加速度。
停止状態から最大作図速度に
至るまでの状態で,与えられた
作図条件を5回繰り返し作図
し,それぞれの作図条件に応じ
て得られる5個の最大作図加
速度のうち最小値を単位m/s2
及び作図条件で表す。
作図条件(全方向,一方向)を
最大作図加速度の後ろに括弧
書きで記載する。
測定条件として,使用したペン
の種類及び用紙の紙質を括弧
9.8m/s2(全方向)
(ボールペン,上質
紙使用時)
7
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
仕様項目
定義
記載方法
記載例
備考
書きで記載する。
反復精度
(repeatability)
有効描画範囲の長軸
長さの1/2以上の長
さの線分を往復作図
したときの始点と終
点とのずれ。
最大作図速度の状態で指定長
さを5回繰り返し作図し,それ
ぞれの指定長さに応じて得ら
れる5個の反復精度のうちの
最大値に±を付けた数値を±
単位mmで表す。測定条件と
して,使用したペンの種類及び
用紙の紙質を括弧書きで記載
する。
±0.1mm
(ボールペン,上質
紙使用時)
動的精度
(dynamic accuracy)
全方向で基準長さを
描いたときに生じる
うねりの山から谷ま
での幅。
最大作図速度の状態で,基準長
さを5回繰り返し作図し,それ
ぞれの基準長さに応じて得ら
れる5個の動的精度のうち最
大値を単位mm及び基準長さ
で表す。
測定に使用した基準長さを動
的精度の後ろに括弧書きで記
載する。
測定条件として,使用したペン
の種類及び用紙の紙質を括弧
書きで記載する。
0.2mm (500mm)
(ボールペン,上質
紙使用時)
直角精度
(perpendicularity)
ペンをX軸(又はY
軸)方向に駆動し,
次にもう一方の軸方
向に基準長さ駆動し
たとき,基準長さに
対して真の直角に対
する振れを百分率で
表したもの。
最大作図速度の状態で基準長
さを5回繰り返し作図し,それ
ぞれの基準長さに応じて次の
式によって得られる5個の直
角精度 (γ) のうち最大値に±
を付けた数値で表す。
γ=|d|/L×100
ここに,
γ:直角精度
L:基準長さ
d:振れ
測定に使用した基準長さを直
角精度の後ろに括弧書きで記
載する。
測定条件として,使用したペン
の種類及び用紙の紙質を括弧
書きで記載する。
±0.05% (500mm)
(ボールペン,上質
紙使用時)
機械的分解能
(mechanical
resolution)
X軸(又はY軸)方向
の最小移動距離。
単位mm/ステップで表す。
0.012 5mm/ステップ
ペンの種類
(type of pen)
ベクタプロッタに使
用できるペンの種
類。
使用できるペンの種類を具体
的な名称で示す。
インクペン,ボール
ペン
ペンの数
(number of pens)
ベクタプロッタに装
着できるペンの総
数。
単位 本で表す。
8本
4.3
ラスタプロッタ仕様項目 ラスタプロッタの仕様項目,定義,記載方法及び記載例は,4.1の共通仕
様項目及び表3による。
8
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
なお,仕様項目の対応英語を参考として括弧内に示す。
表3 ラスタプロッタ仕様項目
仕様項目
定義
記載方法
記載例
備考
記録方式
(recording method)
ラスタプロッタの記
録方式。
a) 静電記録方式
b) 電子写真方式
c) 感熱方式
d) インクジェット
方式
e) 熱転写方式
などの別で表す。
静電記録方式
最小設定線幅
(minimum size for
plotting line)
X軸(又はY軸)方向
の線分における設定
可能な線分の幅。
描画可能な最小の線
分の幅を単位mm及
び設定されたドット
で表す。
0.3mm(4ドット)
ドット密度
(dot density)
ラスタプロッタの可
能な描画密度(JIS B
3410参照)。
描画密度(単位長さ当
たりのドット数)で示
し,単位ドット/mm,
単位ドット/mm2又
はdpiで表す。
この場合,小数点以下
第2位をJIS Z 8401に
よって丸め,小数点以
下第1位まで記載す
る。
47.2ドット/mm
(1 200dpi)
a) dpi表記をドット密度
の括弧内に記載して
もよい。
b) X軸(又はY軸)方向
でその値が違う場合
には,例えば,X軸
23.6ドット/mm
(600dpi),Y軸15.7ド
ット/mm (400dpi)
と両方の値を併記す
るのが望ましい。
ウォームアップ時間
(warming-up time)
ラスタプロッタが電
源を入れてから描画
可能となるまでの時
間。
単位 分で表す。
測定条件として,温度
と湿度を括弧書きで
記載する。
6分以下
[20℃,60%
(R. H.)]
ウォームアップ時間が不
要な機種では,“ウォー
ムアップ時間不要”と記
載する。
記録色
(plotting color)
ラスタプロッタが装
置単体で表現する色
の数。
単位色及び基本色を
括弧内に表す。
4色(イエロー,
シアン,マゼンダ,
ブラック)
9
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 この図は,JIS B 3411-1に規定する図1と同じものである。
付図1 作図試験の図面例
10
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
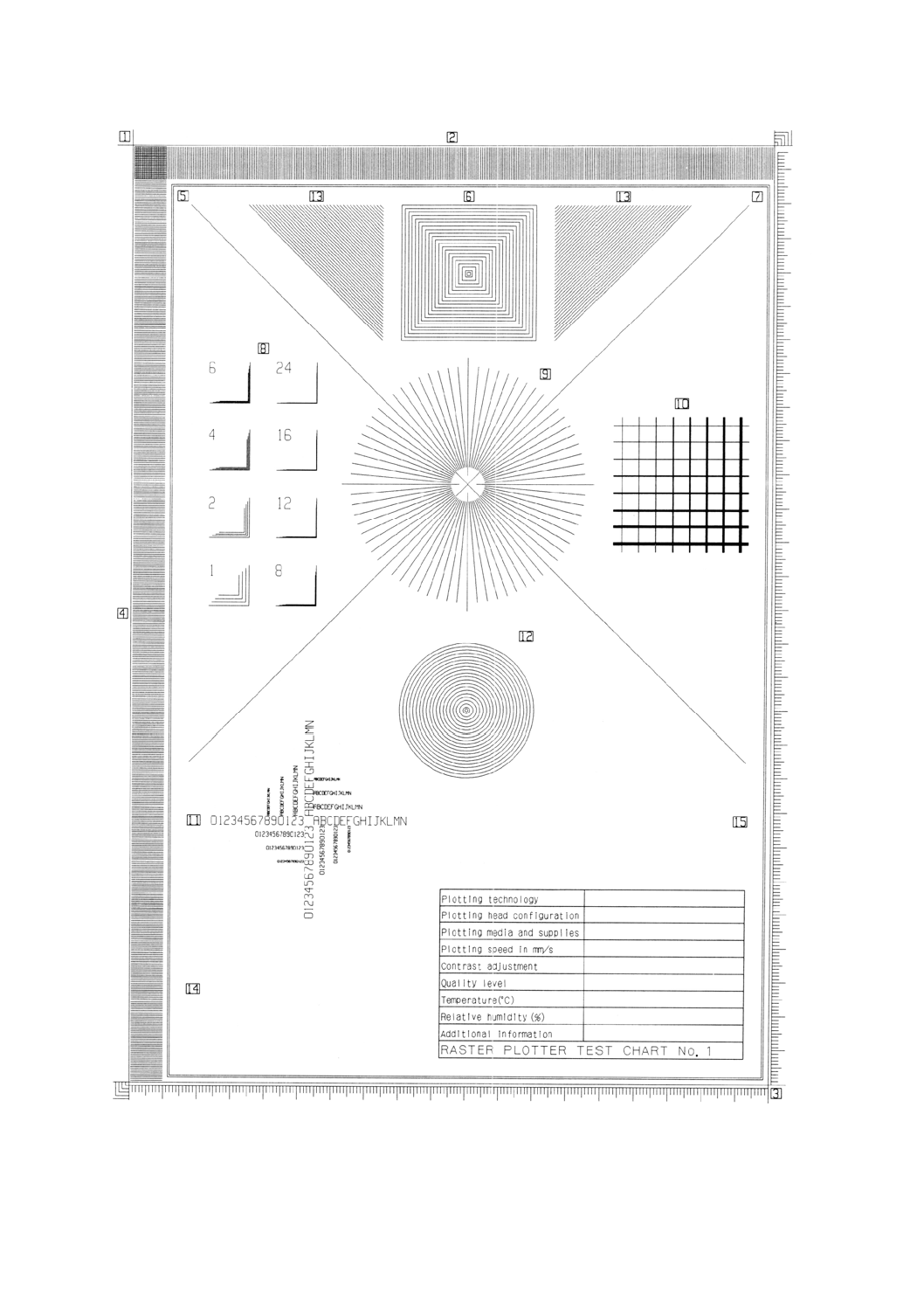
備考 この図は,ISO 9959-2に規定するRASTER PLOTTER TEST CHART No.1と同じものである。
付図2 描画試験の図面例
11
B 3412 : 2002
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
プロッター仕様項目改正原案作成委員会 構成表
氏名
所属
(委員長)
光 成 豊 明
明星大学情報学部
(副委員長)
徳 岡 直 静
慶応義塾大学理工学部
(幹事)
亀 井 延 明
明星大学理工学部
(委員)
朝比奈 奎 一
東京都立工業高等専門学校
橋 本 進
財団法人日本規格協会
大 平 昌 明
日本ユニシス株式会社
武 田 智 雄
日本アイ・ビー・エム株式会社
志 賀 進
株式会社荏原製作所
平 原 善 直
株式会社中央エンジニアリング
工 藤 康 寛
三和工機株式会社
川 田 亨
グラフテック株式会社
藤 本 信 之
マックス株式会社
森 田 正 則
ローランド・ディー・ジー株式会社
遠 田 豊 彰
岩崎通信機株式会社
武 藤 猛
武藤工業株式会社
岩 城 治 夫
社団法人日本設計工学会