B 3402 : 2000
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本設計工学会 (JSDE) /財団法人
日本規格協会 (JSA) から,日本工業標準原案を具して日本工業規格を改正すべきとの申出があり,日本工
業標準調査会の審議を経て,通商産業大臣が改正した日本工業規格である。これによって,JIS B 3402 : 1993
は改正され,この規格に置き換えられる。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 3402 : 2000
CAD機械製図
Drawing practices for mechanical engineering by CAD
1. 適用範囲 この規格は,主として機械工業の分野においてCADによって行う製図(以下,CAD製図
という。)について規定する。
2. 引用規格 次に掲げる規格は,この規格に引用されたことによって,この規格の規定の一部を構成す
る。これらの規格は,その最新版(追補を含む。)を適用する。
JIS B 0021 製品の幾何特性仕様 (GPS) −幾何公差表示方式−形状,姿勢,位置及び振れの公差表示
方式
JIS B 0022 幾何公差のためのデータム
JIS B 0023 製図−幾何公差表示方式−最大実体公差方式及び最小実体公差方式
JIS B 0024 製図−公差表示方式の基本原則
JIS B 0026 製図−寸法及び公差の表示方式−非剛性部品
JIS B 0028 製図−寸法及び公差の表示方式−円すい
JIS B 0029 製図−姿勢及び位置の公差表示方式−突出公差域
JIS B 0031 製図−面の肌の図示方法
JIS B 0401-1 寸法公差及びはめあいの方式−第1部:公差,寸法差及びはめあいの基礎
JIS B 0405 普通公差−第1部:個々に公差の指示がない長さ寸法及び角度寸法に対する公差
JIS B 0419 普通公差−第2部:個々に公差の指示がない形体に対する幾何公差
JIS B 0601 表面粗さ−定義及び表示
JIS B 0610 表面うねりの定義と表示
JIS B 3401 CAD用語
JIS Z 3021 溶接記号
JIS Z 8114 製図−製図用語
JIS Z 8311 製図−製図用紙のサイズ及び図面の様式
JIS Z 8312 製図−表示の一般原則:線の基本原則
JIS Z 8321 製図−表示の一般原則:CADに用いる線
JIS Z 8316 製図−図形の表し方の原則
JIS Z 8317 製図−寸法記入方法−一般原則,定義,記入方法及び特殊な指示方法
JIS Z 8318 製図−長さ寸法及び角度寸法の許容限界記入方法
3. 定義 この規格で用いる主な用語の定義は,JIS B 3401及びJIS Z 8114による。
2
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 一般事項
4.1
具備すべき情報 CAD製図は,次の事項を備えなければならない。
a) 図面管理上必要な情報(例えば,図面名称,図面番号,製図者,図面承認者など。)
b) 形状に必要な情報(例えば,投影図,断面図,寸法,三次元形状データなど。)
c) 属性情報(例えば,材料,表面粗さ,熱処理条件,試験条件,引用規格など。)
4.2
基本要件
a) 4.1の情報を明確に表現しなければならない。
b) あいまいな解釈が生じないように,表現の一義性 (sufficiently definitive) をもたなければならない。
c) 複写したものは,鮮明に読むことができなければならない。
d) CAD製図は,適切なシステムを用い,手書き製図と混用しない。ただし,製図者,設計者,図面承認
者などの署名は,混用とはみなさない。また,製品(又は部品)の製作のためのCAD図面情報は,
管理状態になければならない。
5. 図面の大きさ及び様式
5.1
図面の大きさ 図面の大きさは,JIS Z 8311に規定するA系列を標準とする。
5.2
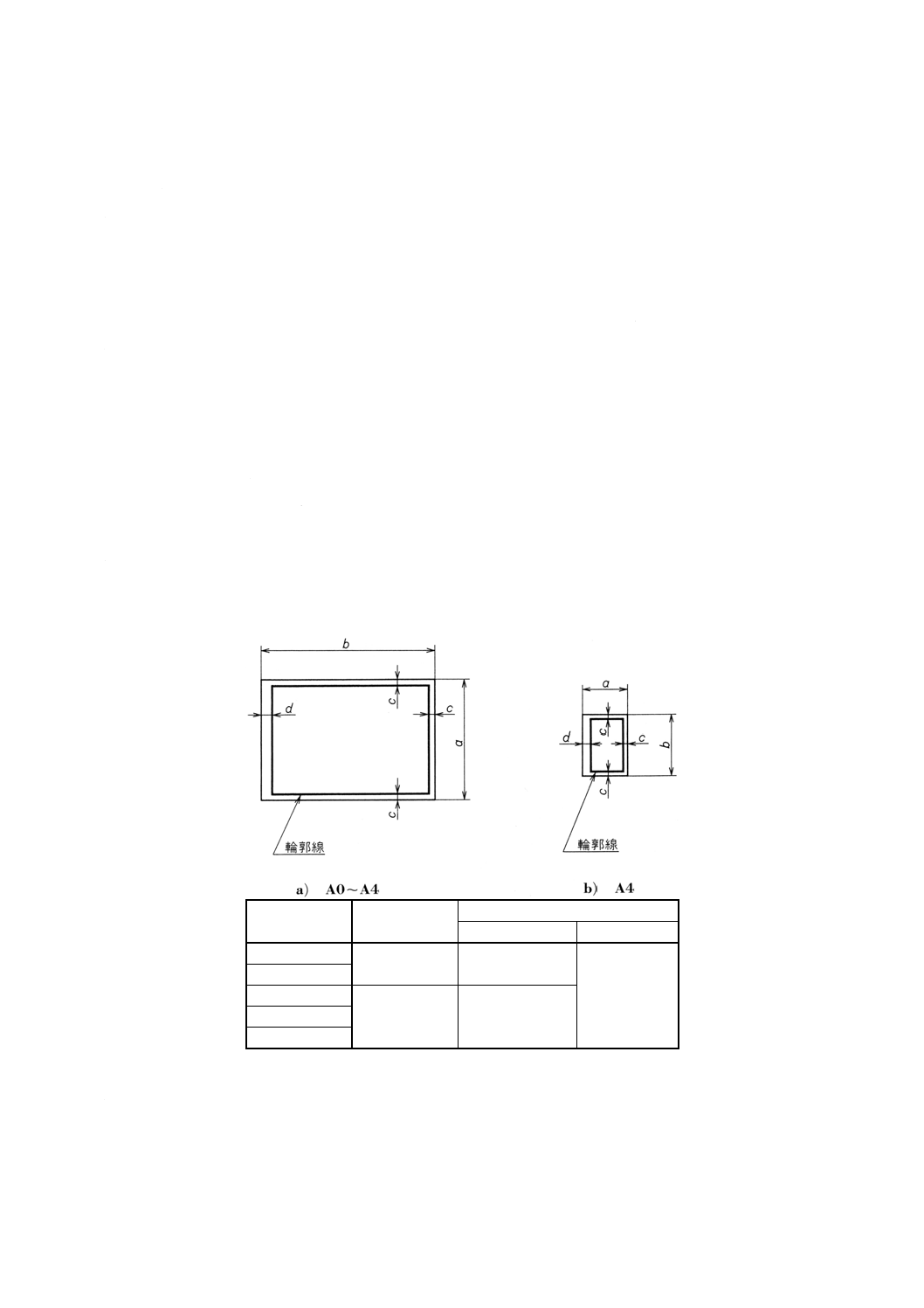
図面の様式 図面の様式は,次による。
a) 図面用紙は,長辺を横方向に置いて用いるが,A4の図面用紙については縦方向に置いて用いてもよい。
b) 図面には,表1の寸法によってマージンを設けて,線の太さが最小0.5mm以上の輪郭線を引く。
表1 図面の輪郭
用紙サイズ
c(最小)
d(最小)
とじない場合
とじる場合
A0
20
20
20
A1
A2
10
10
A3
A4
備考 dの部分は,図面をとじるために折りたたんだとき,表題欄
の左側になる側に設ける。
c) 図面には,輪郭線の内側に接してその右下隅に表題欄を設け,投影法,尺度,製図年月日,CADシス
テム名,図面番号,図名,企業(団体)名,設計責任者の署名などを記入する。
d) JIS Z 8311に規定する図面管理上で必要な事項(マーク,文字記号など)を輪郭線の外側に付記する。
3
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
e) 図面に必要な3D CADデータを関係付ける場合には,その管理番号を表題欄の中又はその付近に示す。
6. 線
6.1
線の種類及び用途 線の種類及びその用途は,表2による。ただし,その他の線を用いる必要があ
る場合には,表3によるのがよい。
6.2
線の太さ 線の太さの基準は,0.13, 0.18, 0.25, 0.35, 0.5, 0.7, 1.0, 1.4及び2mmとする。
表2の細い線,太い線及び極太の線の太さの比は,1 : 2 : 4とする。
なお,計画図,設備配置図などで筆記具にボールペンを用いる場合には,線の太さは問わない。
6.3
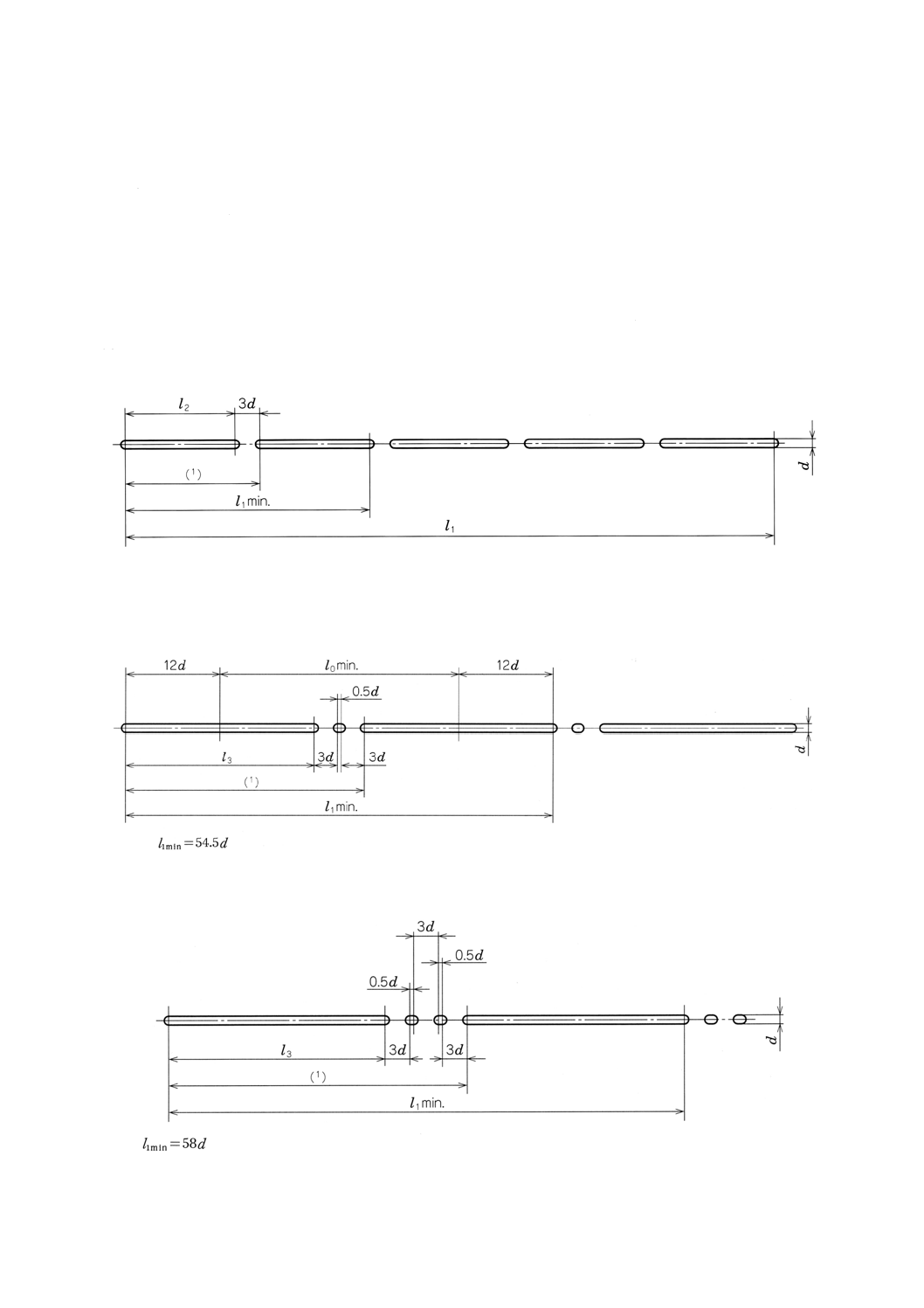
線の要素の長さ 線の要素の長さは,JIS Z 8321に基づいて,次の計算による値がよい。
6.3.1
破線 図1に示す破線のそれぞれの要素の長さは,次によるのがよい。
注(1) 線の構成単位
l1min=l2+3d+l2=12d+3d+12d=27d
図1 破線
6.3.2
一点長鎖線 図2に示す一点長鎖線のそれぞれの要素の長さは,次によるのがよい。
図2 一点長鎖線
6.3.3
二点長鎖線 図3に示す一点長鎖線のそれぞれの要素の長さは,次によるのがよい。
4
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図3 二点長鎖線
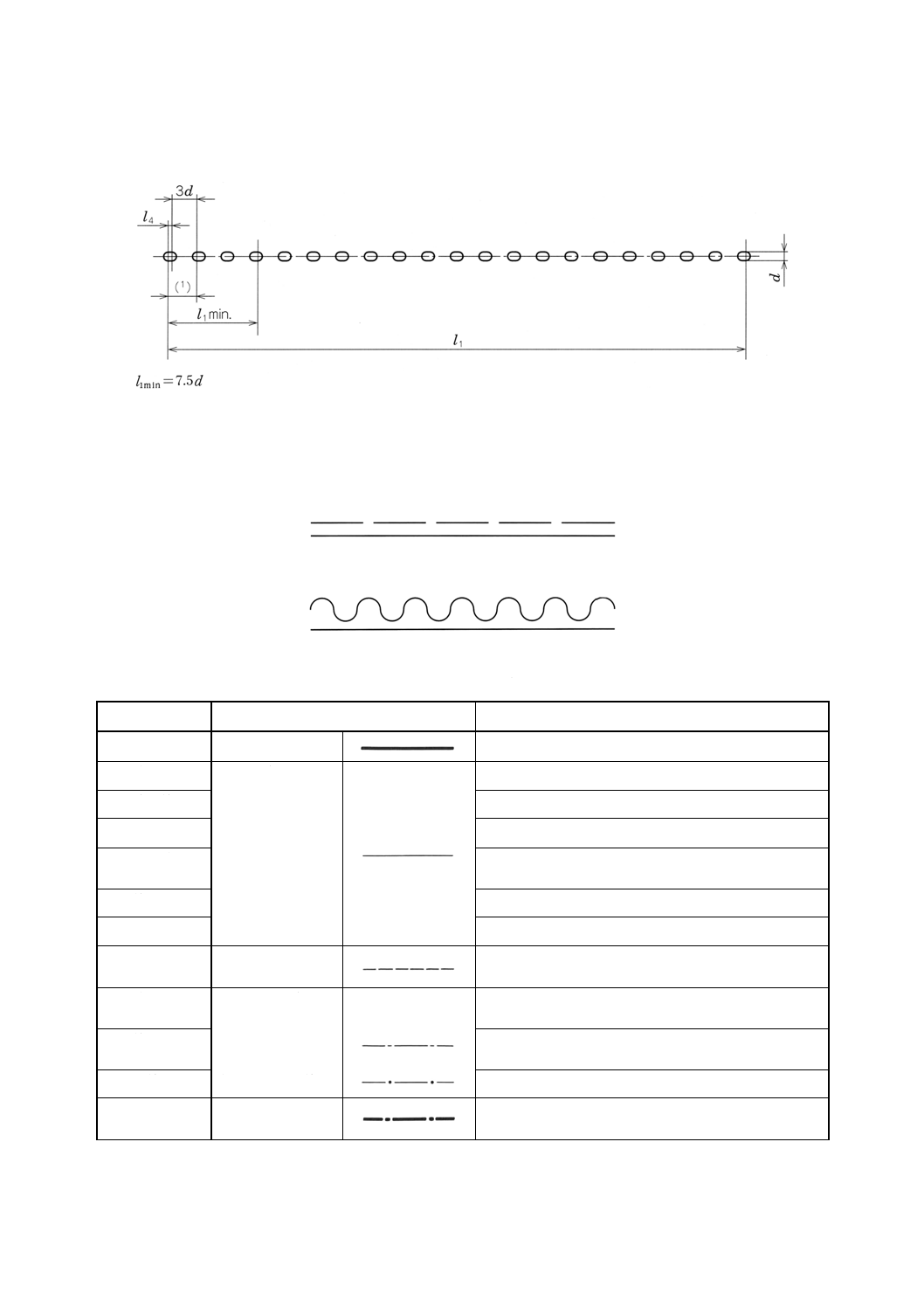
6.3.4
点線 図4に示す点線のそれぞれの要素の長さは,次によるのがよい。
図4 点線
6.4
線の組合せ 線の基本形を2本組合せて,意味をもった線として使用することができる。
例1. 実線と破線との組合せ(図5)
例2. 実線と一様な波形実線との組合せ(図6)
図5 実線と破線との組合せ
図6 実線と一様な波形実線との組合せ
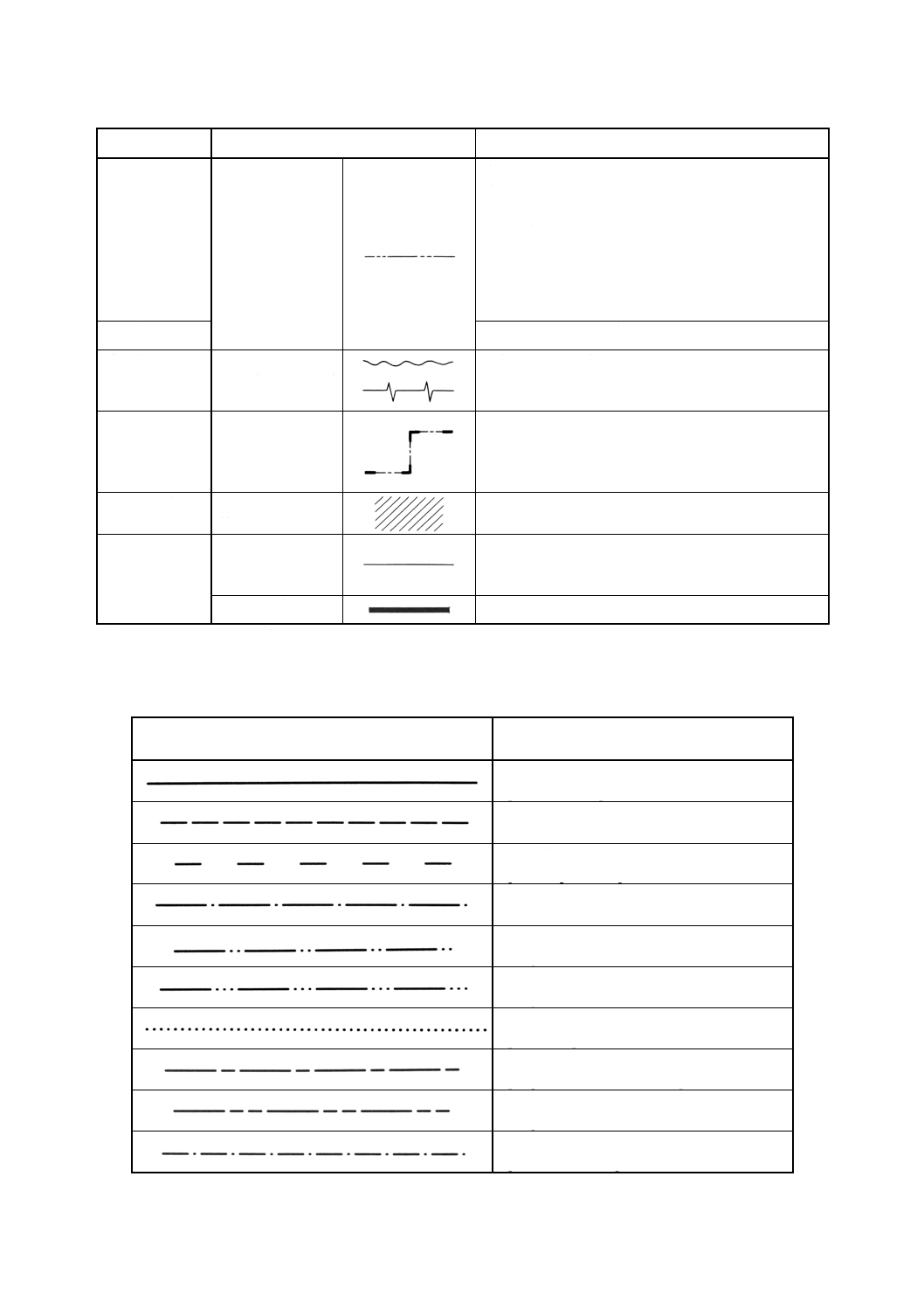
表2 線の種類及び用途
用途による名称
線の種類
線の用途
外形線
太い実線
対象物の見える部分の形状を表すのに用いる。
寸法線
細い実線
寸法を記入するのに用いる。
寸法補助線
寸法を記入するために図形から引き出すのに用いる。
引出線
記述・記号などを示すために引き出すのに用いる。
回転断面線
図形内にその部分の切り口を90度回転して表すのに
用いる。
中心線
図形に中心線を簡略に表すのに用いる。
水準面線(2)
水面,液面などの位置を表すのに用いる。
かくれ線
細い破線又は太い
破線
対象物の見えない部分の形状を表すのに用いる。
中心線
細い一点鎖線
a) 図形の中心を表すのに用いる。
b) 中心が移動する中心軌跡を表すのに用いる。
基準線
特に位置決定のよりどころであることを明示するのに
用いる。
ピッチ線
細い一点長鎖線
繰返し図形のピッチをとる基準を表すのに用いる。
特殊指定線
太い一点鎖線
特殊な加工を施す部分など特別な要求事項を適用すべ
き範囲を表すのに用いる。
5
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用途による名称
線の種類
線の用途
想像線(3)
細い二点鎖線
a) 隣接部分を参考に表すのに用いる。
b) 工具,ジグなどの位置を参考に示すのに用いる。
c) 可動部分を,移動中の特定の位置又は移動の限界
の位置で表すのに用いる。
d) 加工前又は加工後の形状を表すのに用いる。
e) 繰り返しを示すのに用いる。
f) 図示された断面の手前にある部分を表すのに用い
る。
重心線
断面の重心を連ねた線を表すのに用いる。
破断線
不規則な波形の細
い実線又はジグザ
グ線
対象物の一部を破った境界,又は一部を取り去った境
界を表すのに用いる。
切断線
細い一点鎖線で,
端部及び方向の変
わる部分を太くし
たもの
断面図を描く場合,その断面位置を対応する図に表す
のに用いる。
ハッチング
細い実線で,規則
的に並べたもの
図形の限定された特定の部分を他の部分と区別するの
に用いる。例えば,断面図の切り口を示す。
特殊な用途の線 細い線
a) 外形線及びかくれ線の延長を表すのに用いる。
b) 平面であることを示すのに用いる。
c) 位置を明示又は説明するのに用いる。
極太の実線
薄肉部の単線図示を明示するのに用いる。
注(2) JIS Z 8316には,規定されていない。
(3) 想像線は,投影法上では図形に現れないが,便宜上必要な形状を示すのに用いる。また,機能上・工作上の
理解を助けるために,図形を補助的に示すためにも用いる。
表3 線の基本形
線の基本形(線形)
呼び方
[対応英語(参考)]
実線
[continuous line]
破線
[dashed line]
跳び破線
[dashed spaced line]
一点長鎖線
[long dashed dotted line]
二点長鎖線
[long dashed double-dotted line]
三点長鎖線
[long dashed triplicate-dotted line]
点線
[dotted line]
一点鎖線
[long dashed short dashed line]
二点鎖線
[long dashed double-short dashed line]
一点短鎖線
[dashed dotted line]
6
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
線の基本形(線形)
呼び方
[対応英語(参考)]
一点二短鎖線
[double-dashed dotted line]
二点短鎖線
[dashed double-dotted line]
二点二短鎖線
[double-dashed double dotted line]
三点短鎖線
[dashed triplicate-dotted line]
三点二短鎖線
[double-dashed triplicate-dotted line]
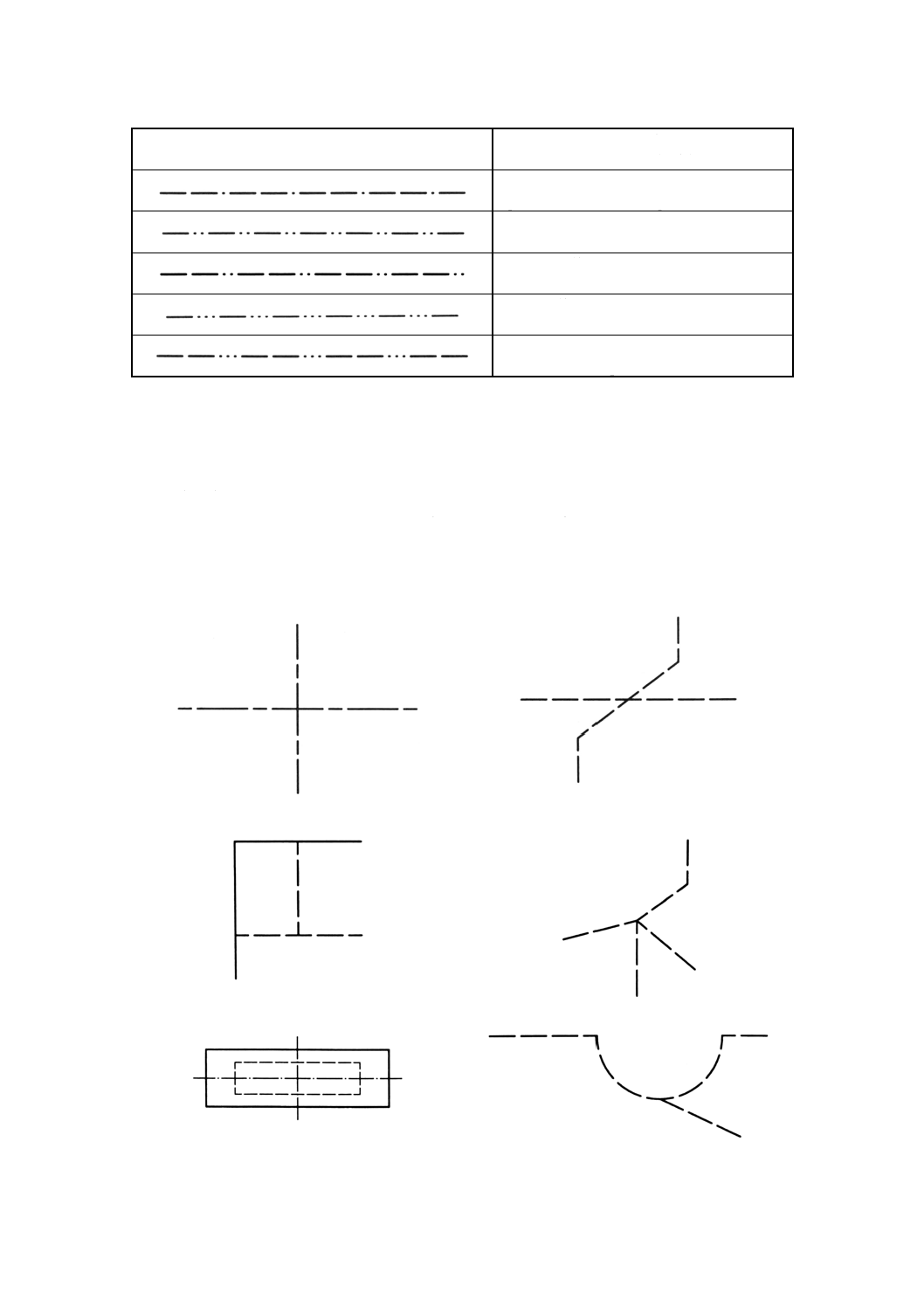
7. 線の表し方
7.1
一般事項
a) 線の太さ方向の中心は,線の理論上描くべき位置になければならない。
b) 平行な線と線との最小間隔は,特に指示がない限り,0.7mmとする。
備考 特に指示する場合の例として,CAD製図情報を三次元データに利用する場合などである。
7.2
線の交差
a) 長・短線で構成される線を交差させる場合には,なるべく長線で交差させる(図7〜12)。
備考 一方が短線で交差してもよいが,短線と短線とで交差させないのがよい。
図7
図8
図9
図10
図11
図12
7
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 点線を交差させる場合には,点と点とで交差させるのがよい(図13)。
図13
7.3
線の優先順位 2種類以上の線が同じ場所で重なる場合には,外形線,かくれ線,切断線,中心線,
重心線,寸法補助線の順で優先させて示す。
参考 この優先順位は,図面を描く順序ではない。
7.4
線の色 線の色は,黒を標準とするが,他の色を使用又は併用する場合には,それらの色の線が示
す意味を図面上に注記する。ただし,他の色を使用する場合には,鮮明に複写できる色でなければならな
い。
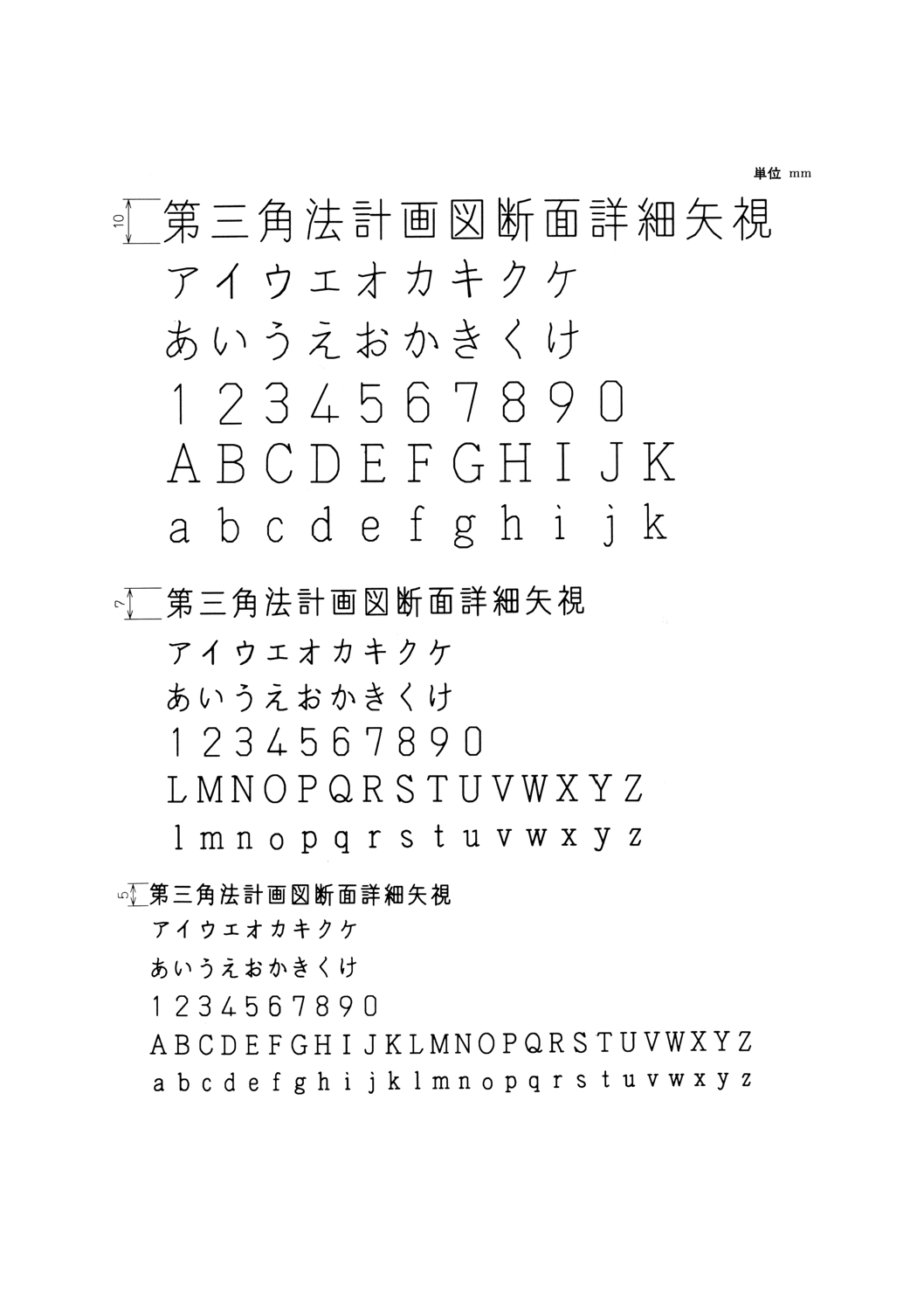
8. 文字及び文章
8.1
文字 文字の種類及び大きさは,次による。
8.1.1
文字の種類
a) 文字は,漢字,平仮名,片仮名,ローマ字及びアラビア数字を用いるのがよい。
なお,漢字は,常用漢字を用いるのがよい。
b) フォントについては,特に規定しないが,漢字,平仮名及び片仮名は全角を,ローマ字,アラビア数
字及び小数点は半角を用いるのがよい。
8.1.2
書体 文字の書体は,直立体(ローマン体)又は斜体(イタリック体)によるが,これらの混用は
しない。ただし,書体にかかわらず量記号を表示する場合には斜体を用い,単位記号は直立体を用いる。
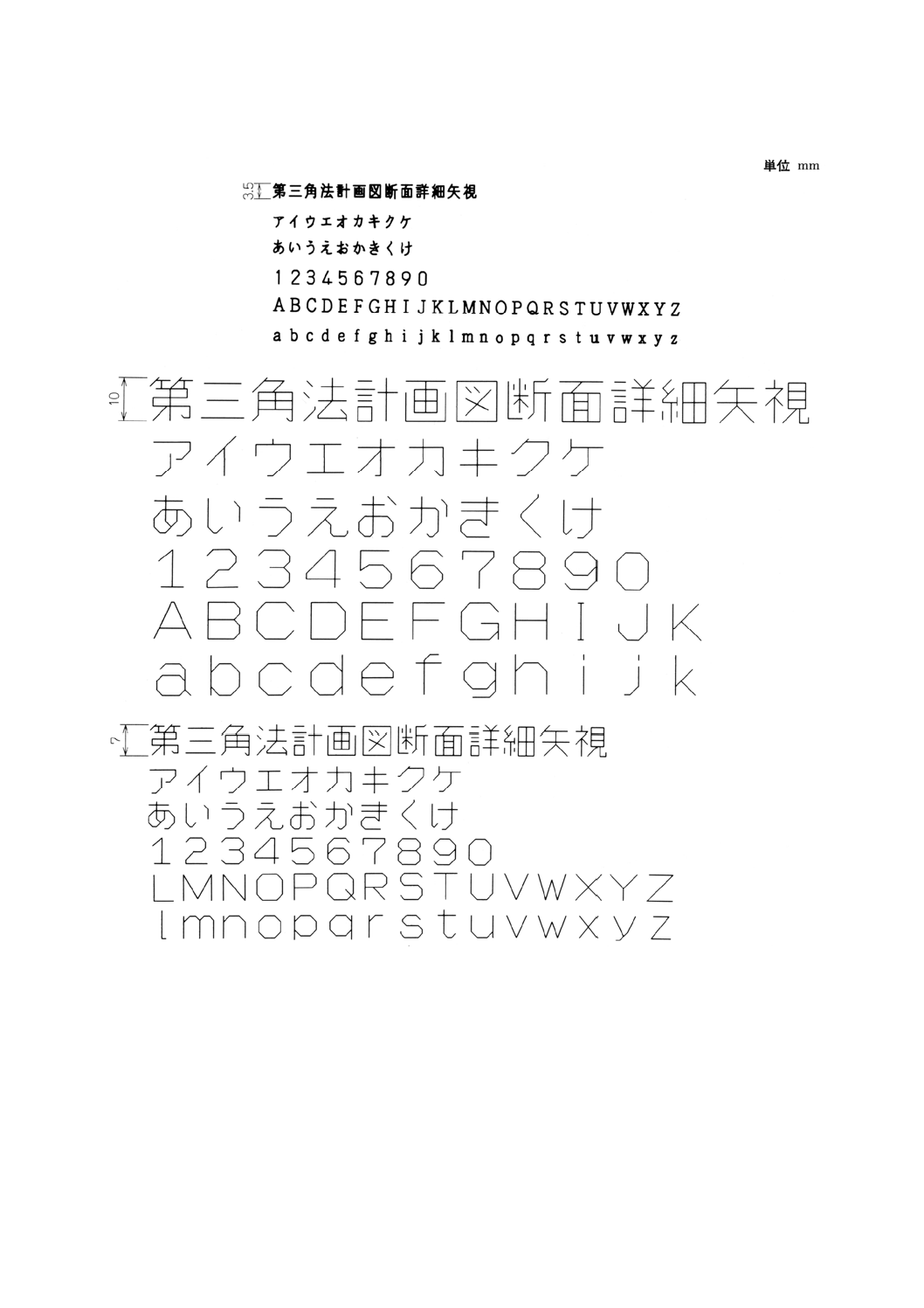
8.1.3
文字の大きさ 文字の大きさは,次による。
a) 文字の大きさは,全角文字の基準枠の高さhの呼びによって表す。
b) 文字間のすき間は,特に定めないが,線の太さの2倍以上とするのがよい。
c) 文字の呼びは,2.5mm, 3.5mm, 5mm, 7mm及び10mmを標準とする。
8
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例
9
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例
10
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
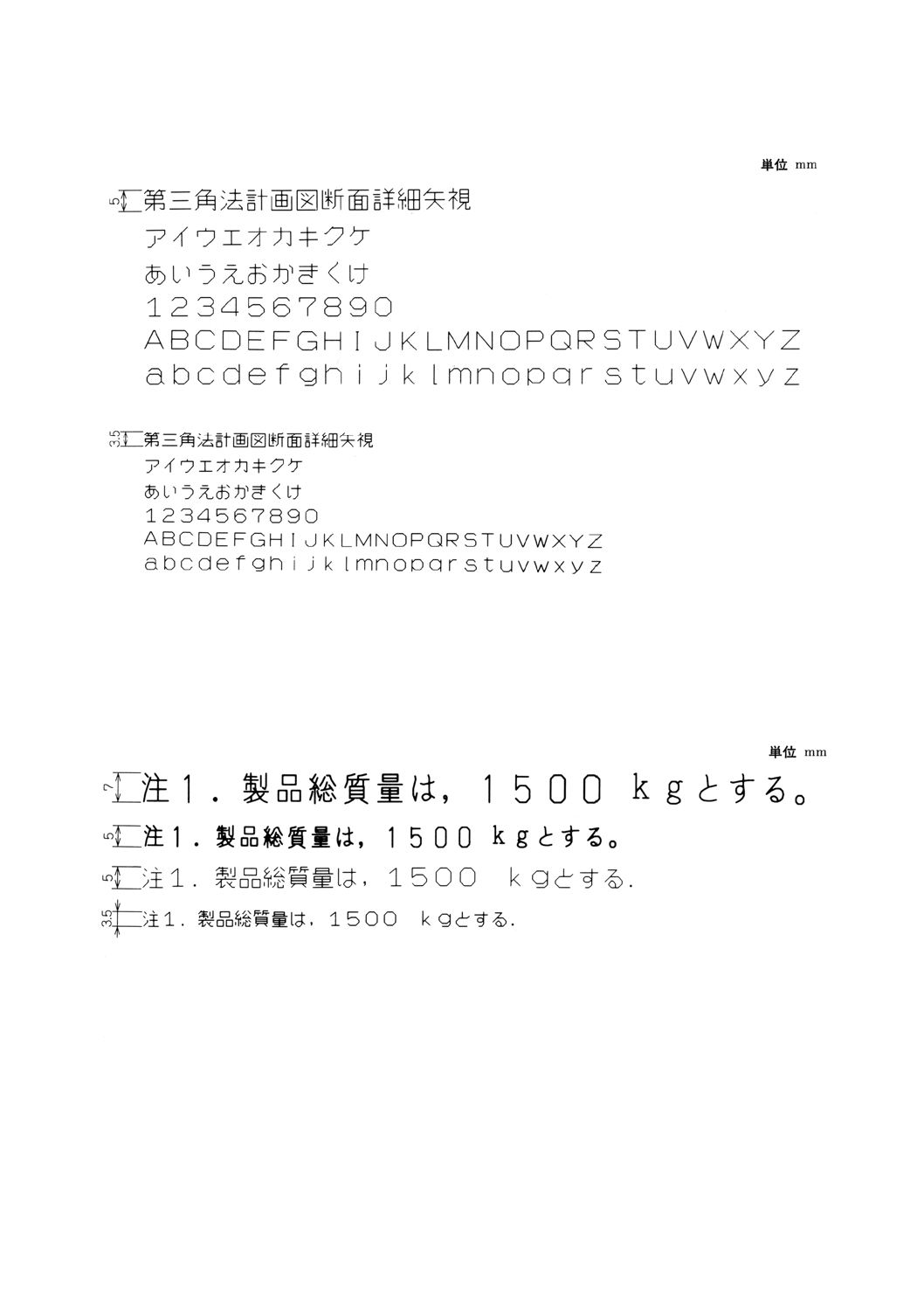
例
d) よう(拗)音(びゅーの“ゅ”,キャの“ャ”など。),つまる音(促音)(めっきの“っ”など。)など
は,全角の0.7倍を標準とする。
8.2
文章 文章の表し方は,次によるが,文字高さの基準線を合わす。
a) 文章は,左横書きとする。和英で表記する場合には,和文を最初に,次に英文を記述する。
この場合,解釈に疑義が生じた場合には,和文を正本とする。
例
b) 仮名は,平仮名を標準とするが,外来語,動植物名,特に注意を喚起する用語(例えば,塗装の“ブ
ツ”,擬音の“ギーギー音”,“グーグー音”など。),付番のア,イ,ウなどは片仮名を用いる。また,
片仮名で表示することが規格で規定されている用語(例えば,キリ,リーマなど。)は,それによる。
c) 商品名,商標マークなどは,その意匠に基づいて記述するのがよい。
d) 英文は,特別な理由がない限り,大文字で記述する。
e) 数値と単位記号との間隔は,およそ1/2字間を開ける。ただし,角度の単位の°,´及び”について
は,数値と単位記号との間隔は開けない。
11
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9. 尺度 尺度は,描いた図形の長さと実際の対象物の長さとの比で表し,現尺の場合には1 : 1で,縮尺
の場合には,例えば,1 : 2,倍尺の場合には,例えば,5 : 1のように表す。ただし,1枚の図面で幾つかの
尺度で描いた図形がある場合には,主となる尺度を表題欄の中に記入し,その他の尺度はその図形の付近
に表示する。また,例外的に現尺,縮尺及び倍尺のいずれも用いない場合には,“非比例尺”と表示する。
なお,二次元図形の図面に三次元図形を参考図示する場合には,その三次元図形に尺度を表示しない。
10. 投影法 投影法は,JIS Z 8316に規定する第三角法を用いて表し,図14に示す第三角法の記号を表題
欄に指示する。ただし,第一角法による場合には,図15に示す第一角法の記号を表題欄に指示する。
なお,第三角法を用いて表した場合,図形を一層理解させるために,JIS Z 8316に規定する矢示法を用
いてもよい(図16)。
参考 矢示法は,やしほうと読む。また,その他の投影法を用いる場合には,投影法の名称を表題欄
に指示する。
図14 第三角法の記号
図15 第一角法の記号
図16 矢示法
11. 図形の表し方
11.1 投影図 投影図を描く一般的原則は,次による。
11.1.1 正投影図
a) 動く製品の主投影図は,特に指定のない限り,進行方向が左側になるように描くのがよい。
b) 部品は,なるべく工作時に置かれる方向になるように主投影図を選ぶ。
c) 投影図は,最少の投影図になるように主投影図を選んで描く。
d) 投影図形は,なるべくかくれ線を用いないように描く。
なお,板厚が一定の大物板金部品などのかくれ線は,形状が読み取れる範囲で途中で省略すること
ができる(図17)。
12
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図17 かくれ線の途中省略
11.1.2 補助投影図 正投影法だけでは投影図が複雑になる場合には,補助投影法を併用して図形を表すこ
とができる(図18)。
図18 補助投影法の併用
11.1.3 部分投影図 正投影図に補助投影図の一部の必要な部分だけを部分投影図として追加して,図形を
表すことができる(図19)。
図19 部分投影図
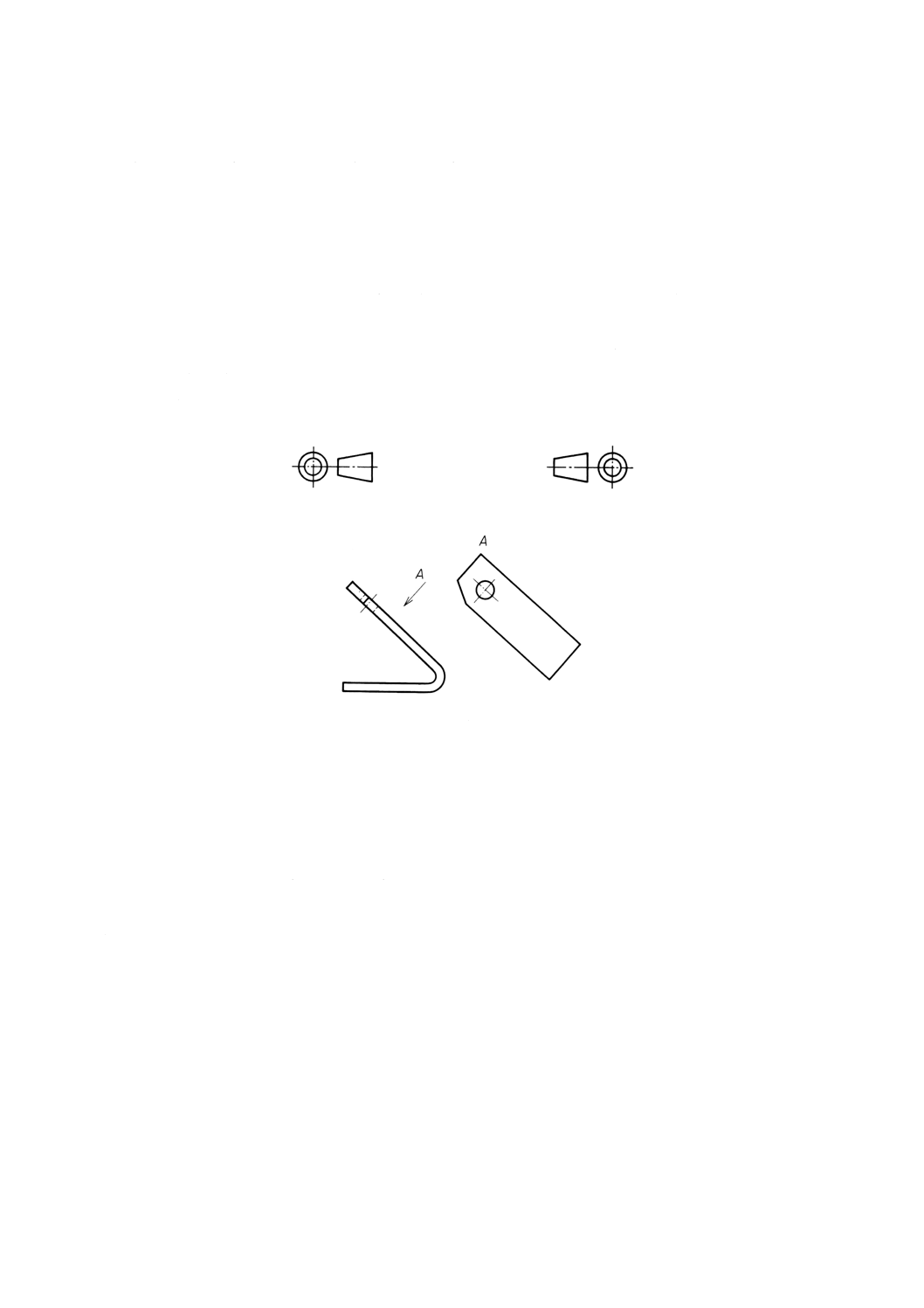
11.1.4 局部投影図 対象物の穴形状,溝形状などを示せばよい場合には,局部投影図として表すことがで
きる(図20)。
13
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図20 局部投影図
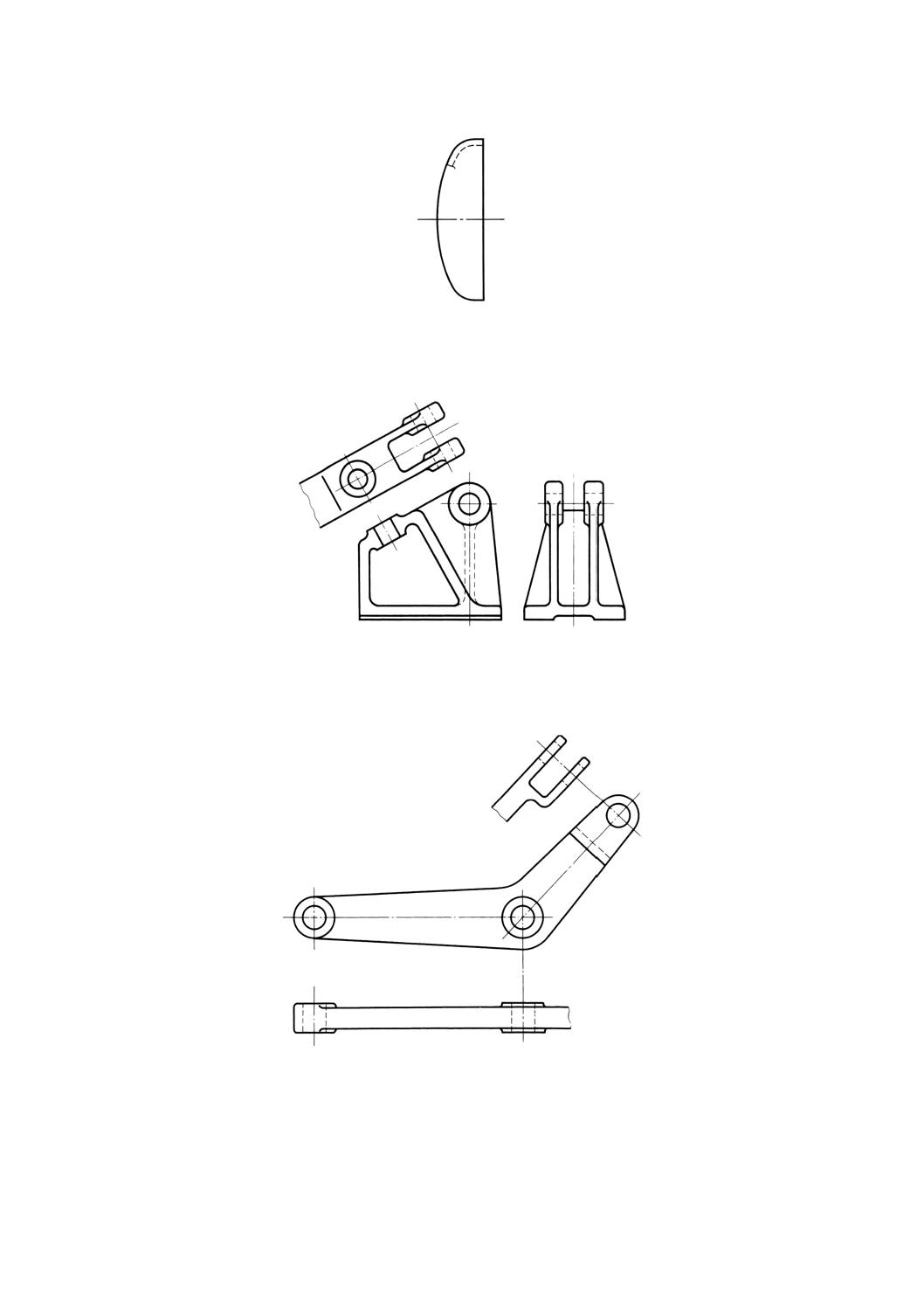
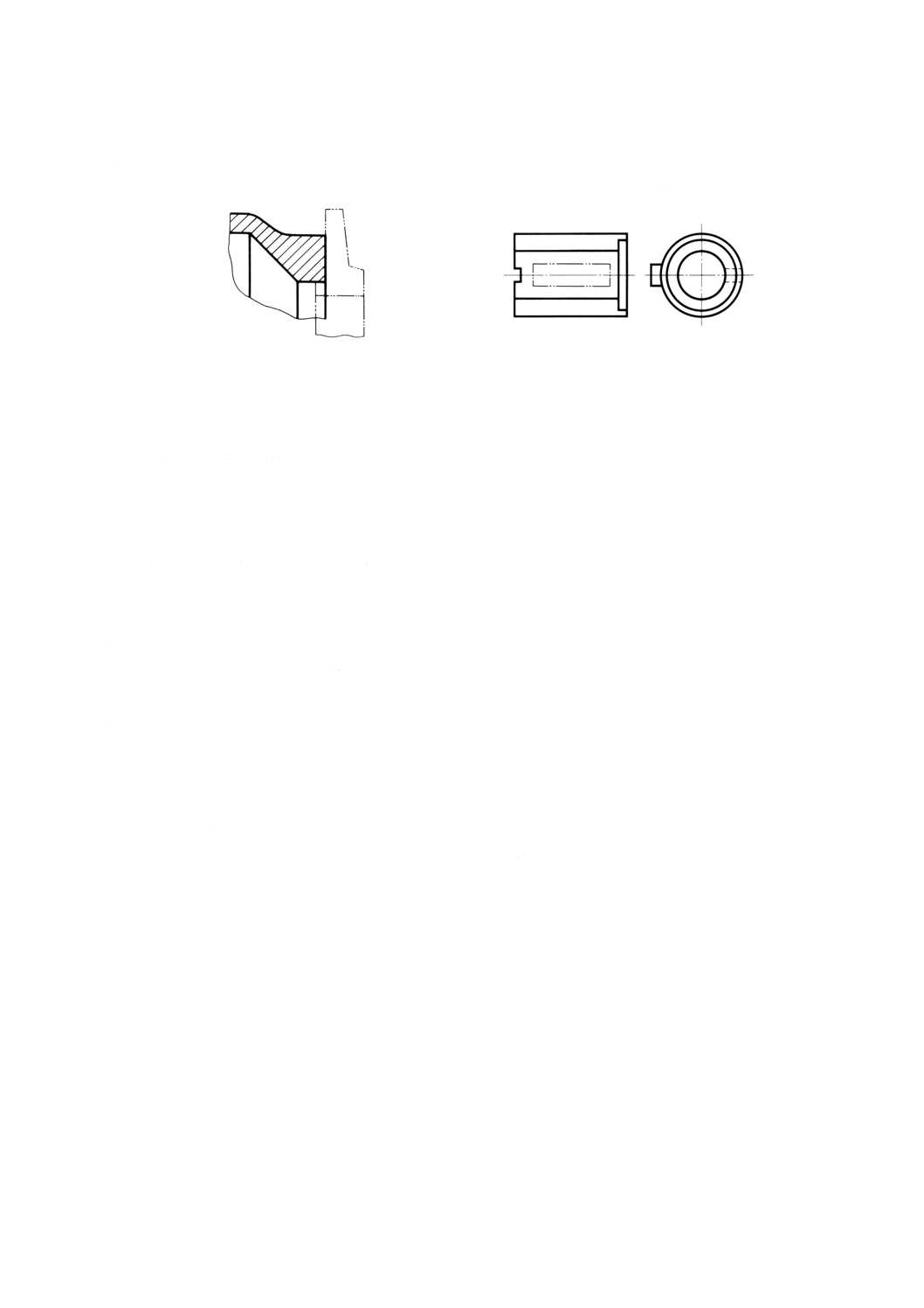
11.1.5 回転投影図 投影すると実形が現れない場合に,投影面に平行になるようにその部分を回転させて
表すことができる(図21)。
図21 回転投影図
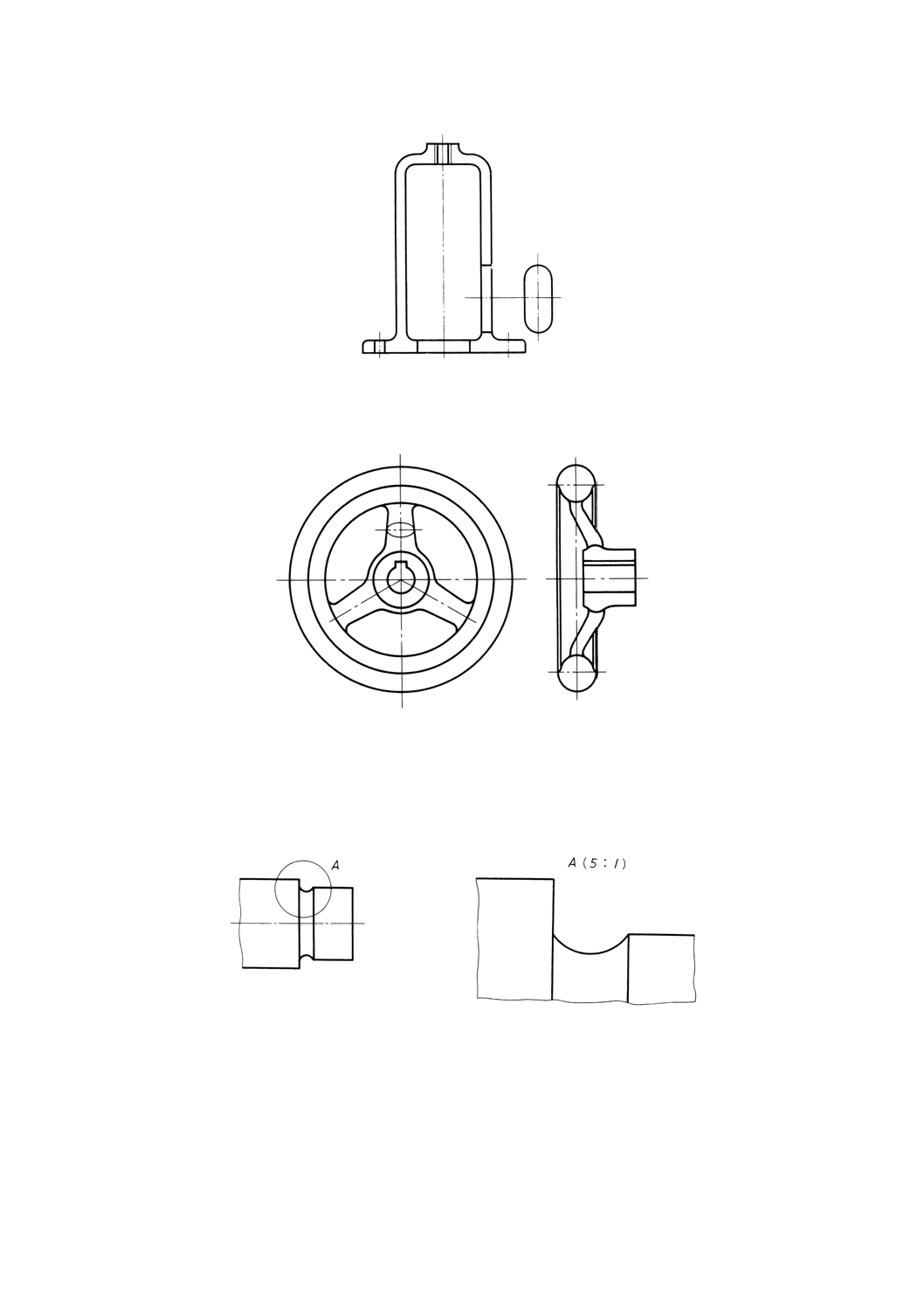
11.1.6 部分拡大図 正投影図の中で,図形が小さいために,その一部を拡大して詳細な図形を描き,必要
に応じて技術的要求事項を記入することができる。
この場合には,拡大する部分を実線の円で囲んで,それに符号を付け,詳細な図形の付近にも同じ符号
を付ける(図22)。
図22 部分拡大図
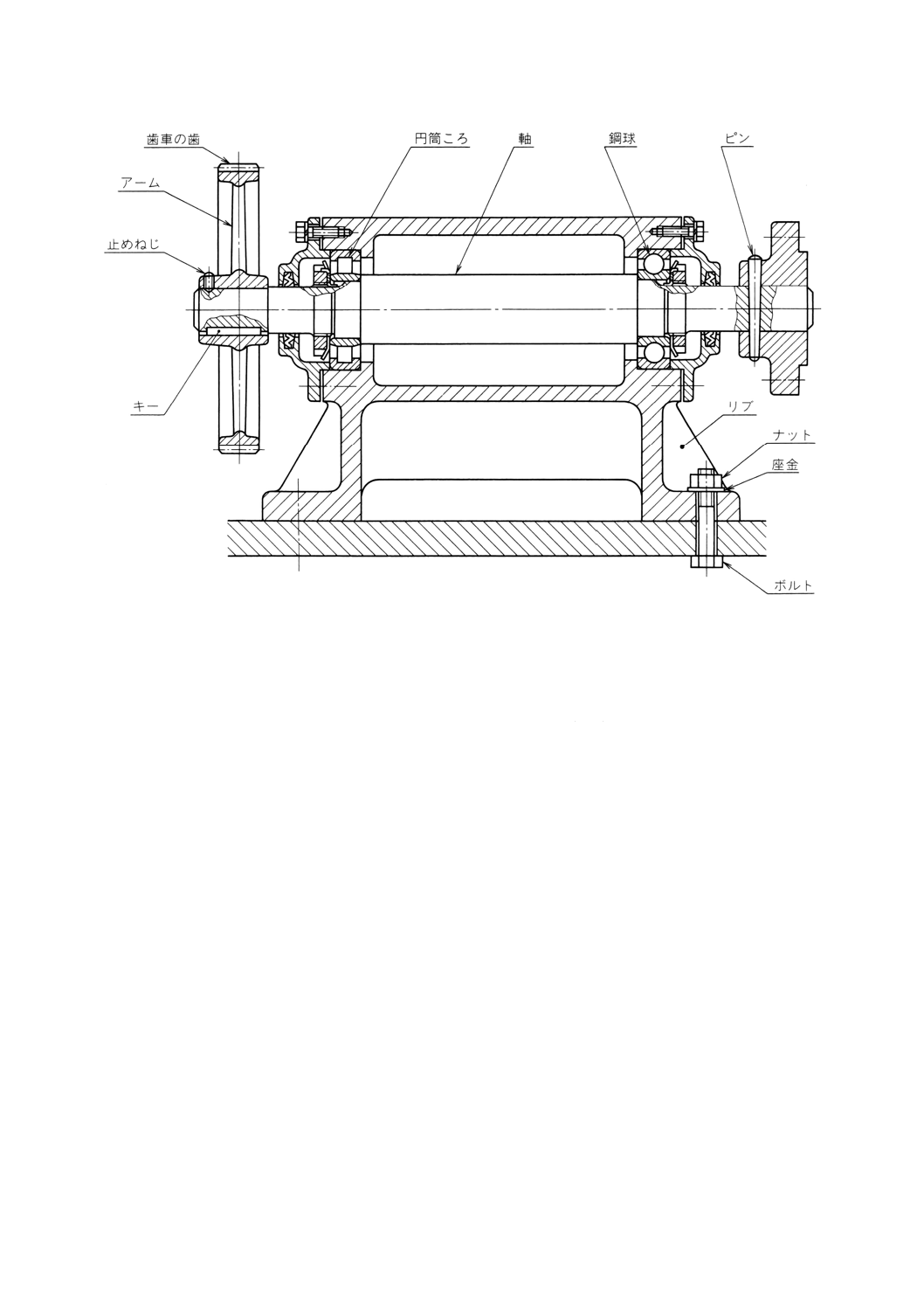
11.2 断面図 断面図は,JIS Z 8316によって,全断面図,片側断面図,部分断面図,回転図示断面図,
組合せによる断面図のいずれかによって表す。
なお,断面図で表すと図の理解を妨げるもの(リブ,車輪のアーム,歯車の歯など。),断面図にしても
意味がないもの(ボルト,ナット,ピン,キー,円筒軸など。)はその長手方向に切断しない(図23)。
14
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図23 長手方向に切断しない例
11.3 ハッチング 断面の切り口を示すために,ハッチングを施すことができる。
a) ハッチングは,主たる中心線に対して,細い実線を施す(図23参照)。その角度は,45°, 30°, 75°
の順で選ぶのがよい。ただし,材料を区別するなどの特別な場合には,別の線を施すことができる。
b) 同じ切断面上に現れる同一部品の切り口には,同一のハッチングを施す。
c) 階段上の各段に現れる切り口を区別する必要がある場合には,ハッチングを少しずらすことができる
(図24)。
15
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図24 切り口を区別したハッチングの記入例
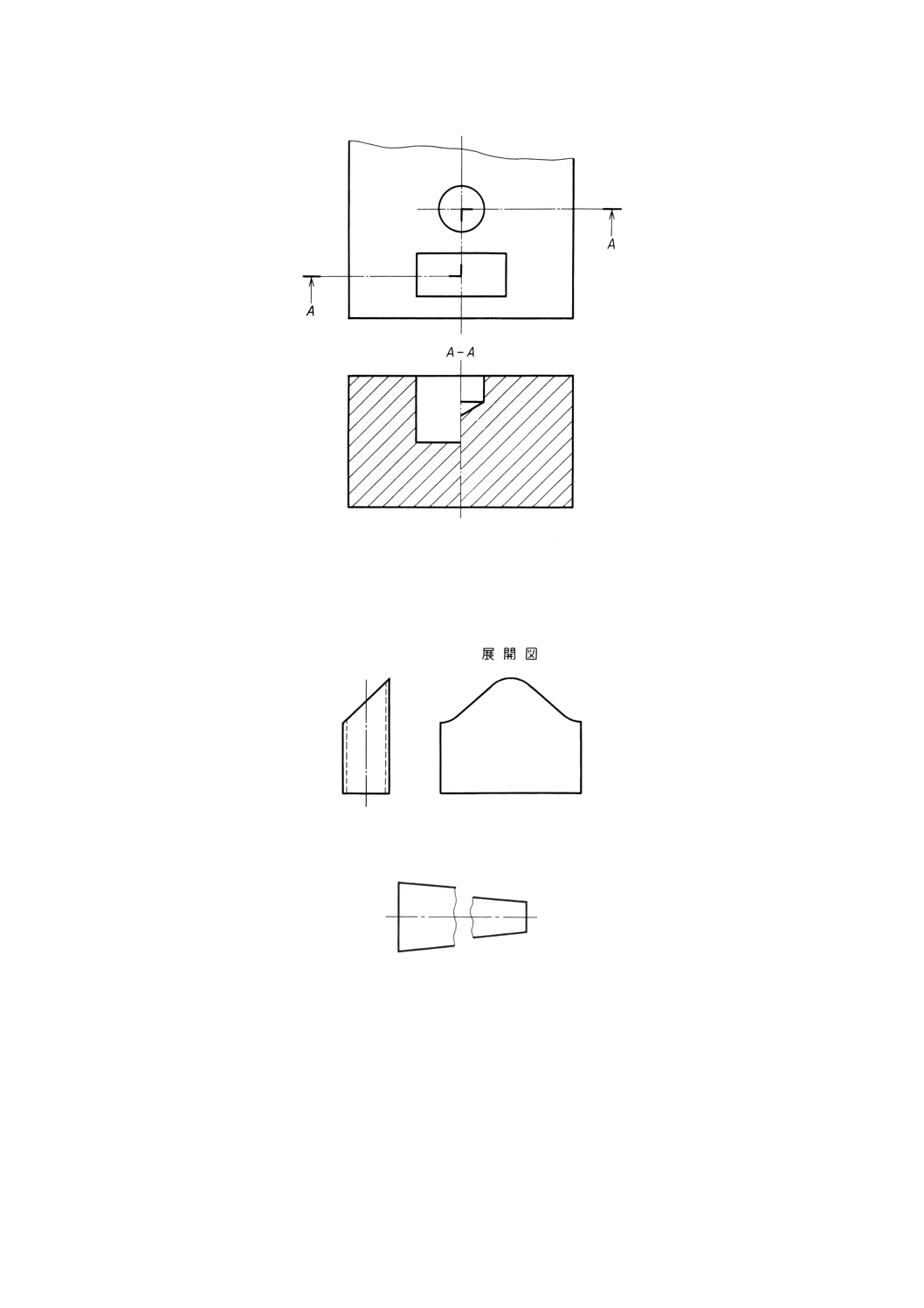
11.4 図形の特殊な表し方 加工方法,その他の理由から図形の特殊な表し方は,次による。
11.4.1 展開図示 板金加工部品で,板の曲げ加工前の展開形状を図示することができる。この場合,展開
図形の付近に“展開図”と表示する(図25)。
図25 展開図示
11.4.2 中間部分の省略 長い形状の中間部分を省略することができる(図26)。
図26 中間部分の省略
11.4.3 対称図形の片側省略 対称図形の対称中心線の片側の図形だけを描き,その対称中心線の両端部に
短い2本の平行細線(対称図示記号という。)を付けて示すことができる(図27)。
16
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図27 対称図形の片側省略
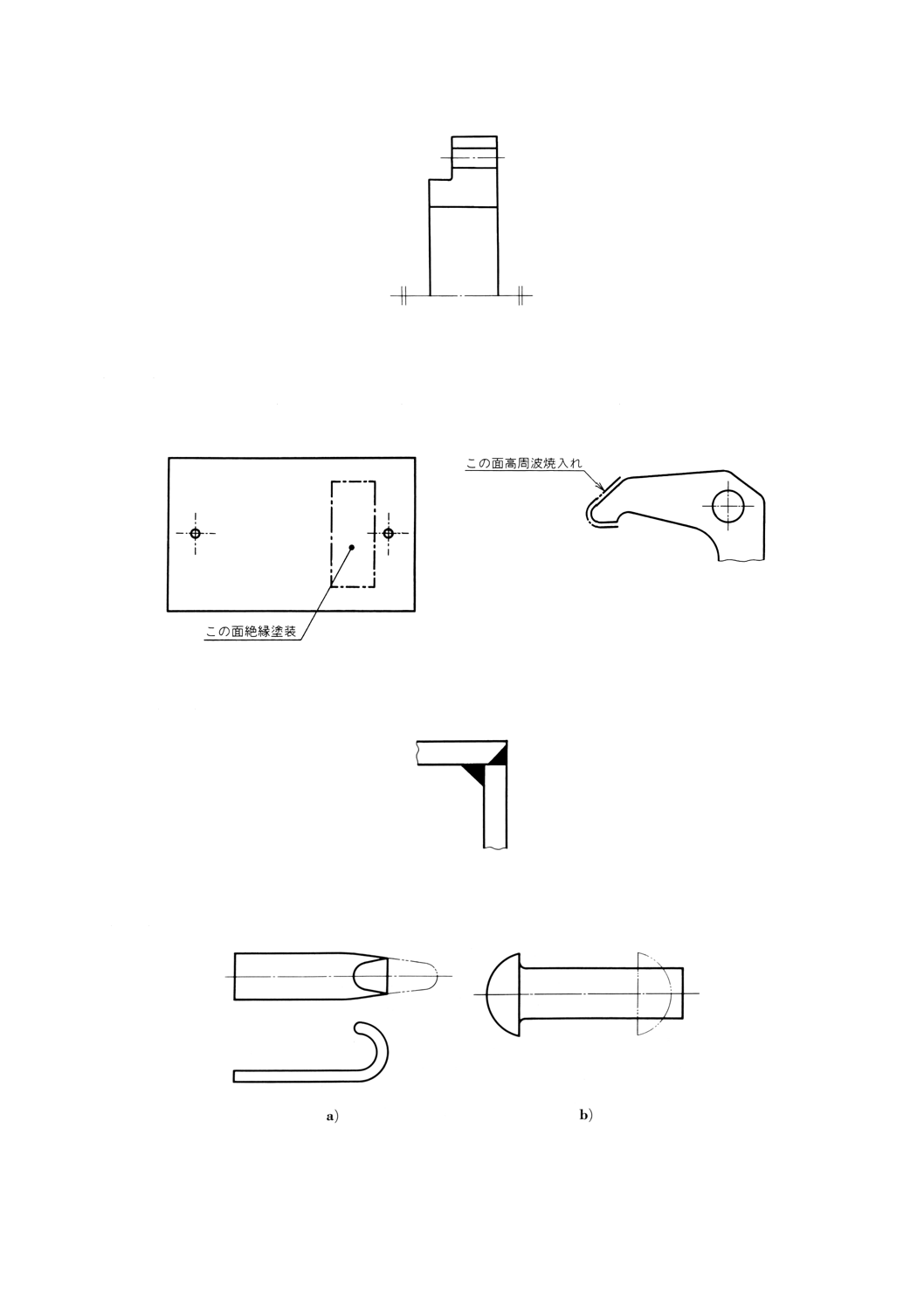
11.4.4 限定した領域の指示 加工,処理などの領域は,太い一点鎖線で囲んで指示する(図28)。この場
合,領域の大きさは,寸法を指示する。
なお,輪郭を表す外形線に沿って,外形線から少し離して,太い一点鎖線を引いて指示した場合には,
その図形の投影関係から領域が決まる(図29)。
図28
図29
11.4.5 加工部の表示 溶接施工部,肉盛り部など,加工部の表示は,その部位を塗りつぶして行うことが
できる(図30)。
図30
11.4.6 加工前後の図形表示 加工前又は後の形状を図形表示する場合には,それを細い二点鎖線で示す
(図31)。
図31
17
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.4.7 隣接部品の図形表示 部品図及び組立図の中で隣接部品の図形表示は,細い二点鎖線で示す(図
32)。
なお,断面図示をしたために取り除いた図形部分の図形の表示は,細い二点鎖線で示す(図33)。
図32 隣接部品の図形表示
図33 取り除いた図形部分の図形の表示
11.4.8 透明部品の図示 ガラス,フィルムなど,透明部品の図示は,不透明なものと仮定してする。
11.4.9 非剛性部品の図示 剛性のない部品は,重力方向で最もたわみの少ないように置いたときの状態で
図示する。
この場合,重力方向を矢印を用いて図形の付近に示す (JIS B 0026) 。
12. 寸法の記入 寸法の記入方法は,次による。
12.1 一般原則
a) 対象物の機能・製作・組立などを考えて,必要と思われる寸法を明りょうに図面に指示する。
b) 寸法は,対象物の大きさ,姿勢及び位置を最も明らかに表すのに必要で十分なものを記入する。
c) 対象物の機能上必要な寸法(機能寸法)は,必ず記入する。
d) 寸法は,寸法線・寸法補助線・寸法補助記号などを用いて,寸法数値によって示す。
e) 寸法は,なるべく主投影図に集中する。
f)
図面に示す寸法は,特に明示しない限り,その図面に図示した対象物の仕上がり寸法を示す。
g) 寸法は,なるべく計算して求める必要がないように記入する。
h) 寸法は,なるべく工程ごとに配列を分けて記入する。
i)
関連する寸法は,なるべく1か所にまとめて記入する。
j)
寸法は,必要に応じて基準とする点,線又は面を基にして記入する。
k) 寸法は,重複記入を避ける。
l)
寸法には,機能上(互換性を含む。)必要な場合,JIS Z 8318によって寸法の許容限界を指示する。た
だし,理論的に正しい寸法を除く。
m) 寸法のうち,参考寸法については,寸法数値に括弧を付ける。
備考 参考寸法は,測定に用いてはならない。
12.2 寸法の記入 寸法の記入方法は,JIS Z 8317による。
なお,長さ寸法は,ミリメートル (mm) の単位に基づいた数値を記入する。この場合,単位記号を付け
ない。また,メートル (m) の単位に基づいた数値を記入する必要がある場合には,そのことを注記する。
a) 直列寸法記入法(図34)
18
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図34 直列寸法記入法による指示例
b) 並列寸法記入法(図35)
図35 並列寸法記入法による指示例
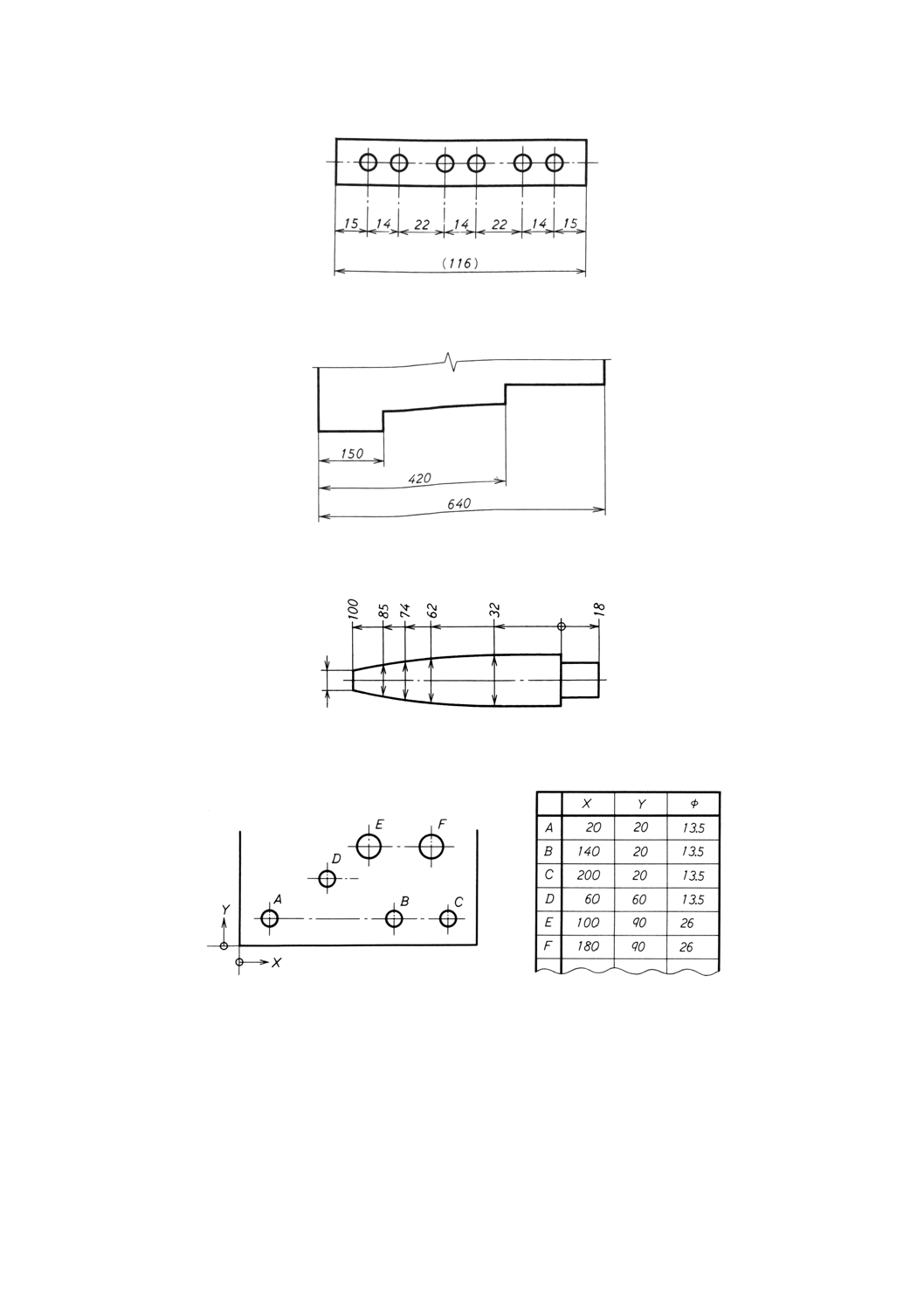
c) 累進寸法記入法(図36)
図36 累進寸法記入法による指示例
d) 直角座標寸法記入法(図37)
図37 直角座標寸法記入法による指示例
19
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
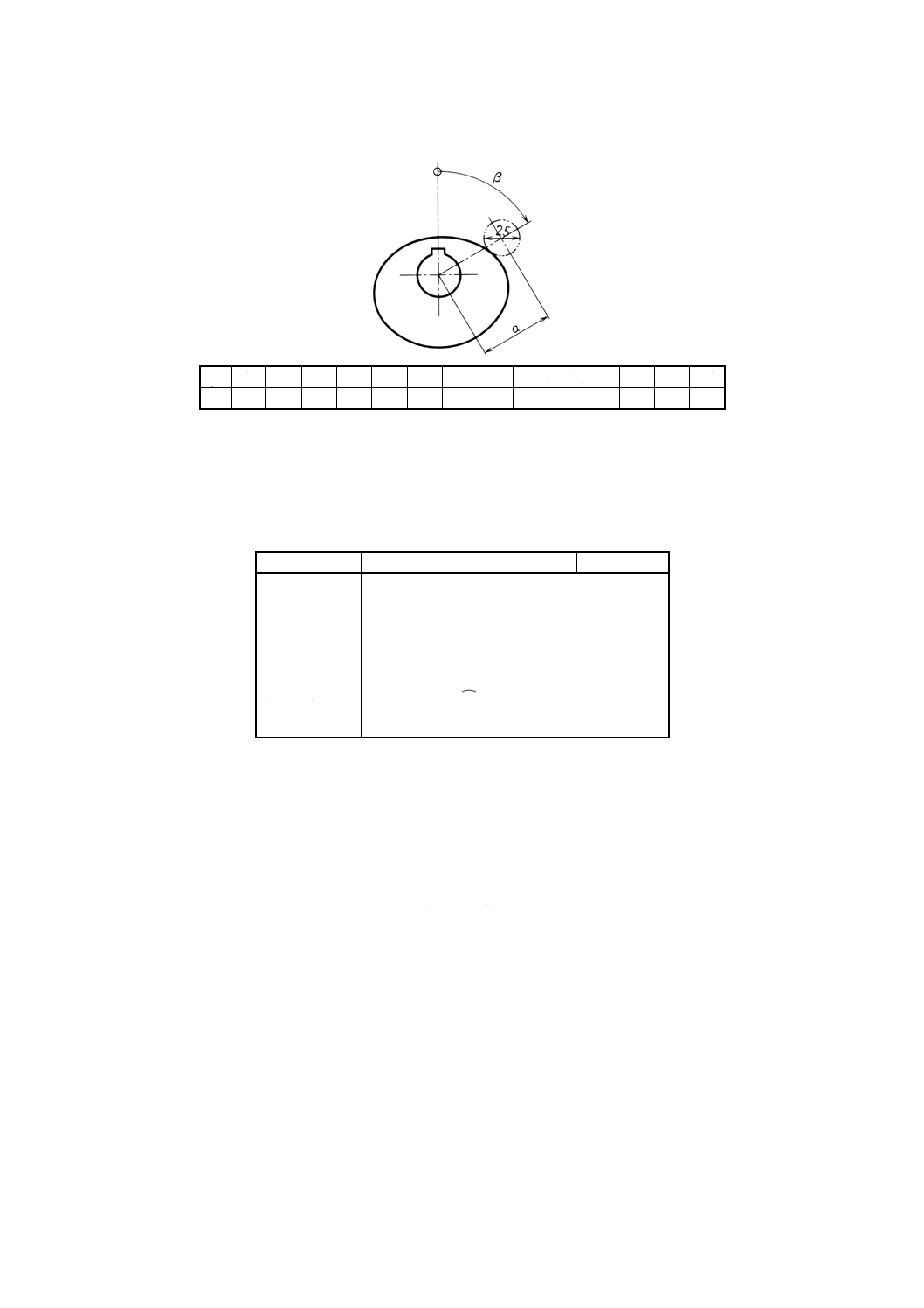
e) 極座標寸法記入法(図38)
β 0° 20° 40° 60° 80° 100° 120〜210° 230° 260° 280° 300° 320° 340°
α
50 52.5 57 63.5 70 74.5
76
75
70
65 59.5 55
52
図38 極座標寸法記入法による指示例
12.3 寸法補助記号 寸法補助記号は,表4による。これらの記号は,円弧の長さの記号を除いて,寸法
数値の前に寸法数値と同じ高さで付記する。ただし,円弧の長さの記号は,寸法数値のすぐ上側に付記す
る。
表4 寸法補助記号
項目
記号
呼び方
直径
φ
まる
半径
R
あーる
球の直径
Sφ
えすまる
球の半径
SR
えすあーる
正方形の辺
□
かく
円弧の長さ
えんこ
板の厚さ
t
てぃー
45°の面取り
C
しー
12.4 テーパ テーパに関する寸法指示方法は,JIS B 0028による。
13. 寸法の許容限界 寸法の許容限界は,JIS Z 8318によって,寸法許容差,公差域クラス(JIS B 0401-1
参照)及び普通公差(JIS B 0405参照)を記号又は数値で指示する。
なお,寸法の許容限界は,寸法数値の大きさよりも1段落しとして記入してもよい。また,独立の原則
又は包絡の条件を要求する場合には,JIS B 0024による。
13.1 一般事項 寸法の許容限界を指示する場合の一般事項は,次による。
a) 機能上必要な寸法の基準となる形体からの寸法偏差を規制するように寸法の許容限界を指示する。
b) 寸法公差が累積しないように配慮する。
c) 検証方法が暗示できる寸法の許容限界を指示する。
d) 寸法許容差,公差域クラス及び普通公差を併用してもよい。
e) 普通の努力によって得られる寸法精度を要求する場合には,寸法に関する普通公差を指示する。
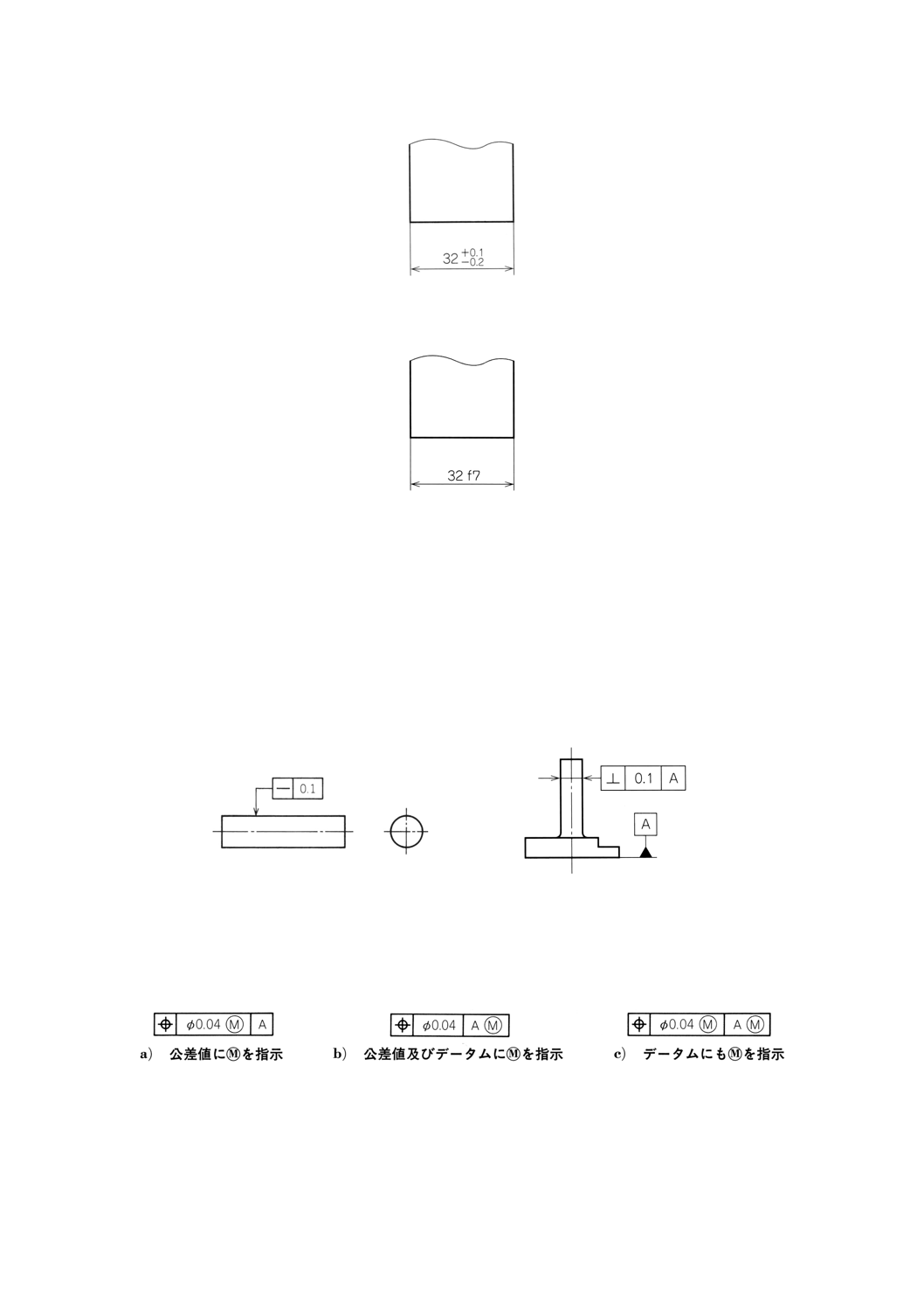
13.2 寸法の許容限界の指示 寸法の許容限界の指示は,次による。
a) 数値で指示する(図39)。
20
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図39
b) 公差域クラスで指示する(図40)。
図40
c) 普通寸法公差を記号で指示する。
例 普通寸法公差のm級の場合 JIS B 0405-m
備考 普通寸法公差は,表題欄又はその付近に一括指示する。
14. 幾何公差
14.1 公差記入枠を用いた指示方法 幾何公差を個々に公差記入枠を用いて指示する方法は,JIS B 0021
による(図41)。
なお,関連形体に幾何公差を指示する場合には,JIS B 0022によってデータムを指示する(図42)。
図41 真直度公差の指示例
図42 直角度公差の指示例
14.2 最大実体公差方式の指示 はまり合う形体に対して,最大実体公差方式を要求する場合には,JIS B
0023によって,公差記入枠の中の公差値又はデータム文字記号のすぐ後に記号Ⓜを指示する(図43)。最
大実体公差方式を同軸度公差及びデータムに指示した一般的な例を図44に示す。
図43 位置度公差への指示例
21
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図44 同軸度公差及びデータムにⓂを指示した例
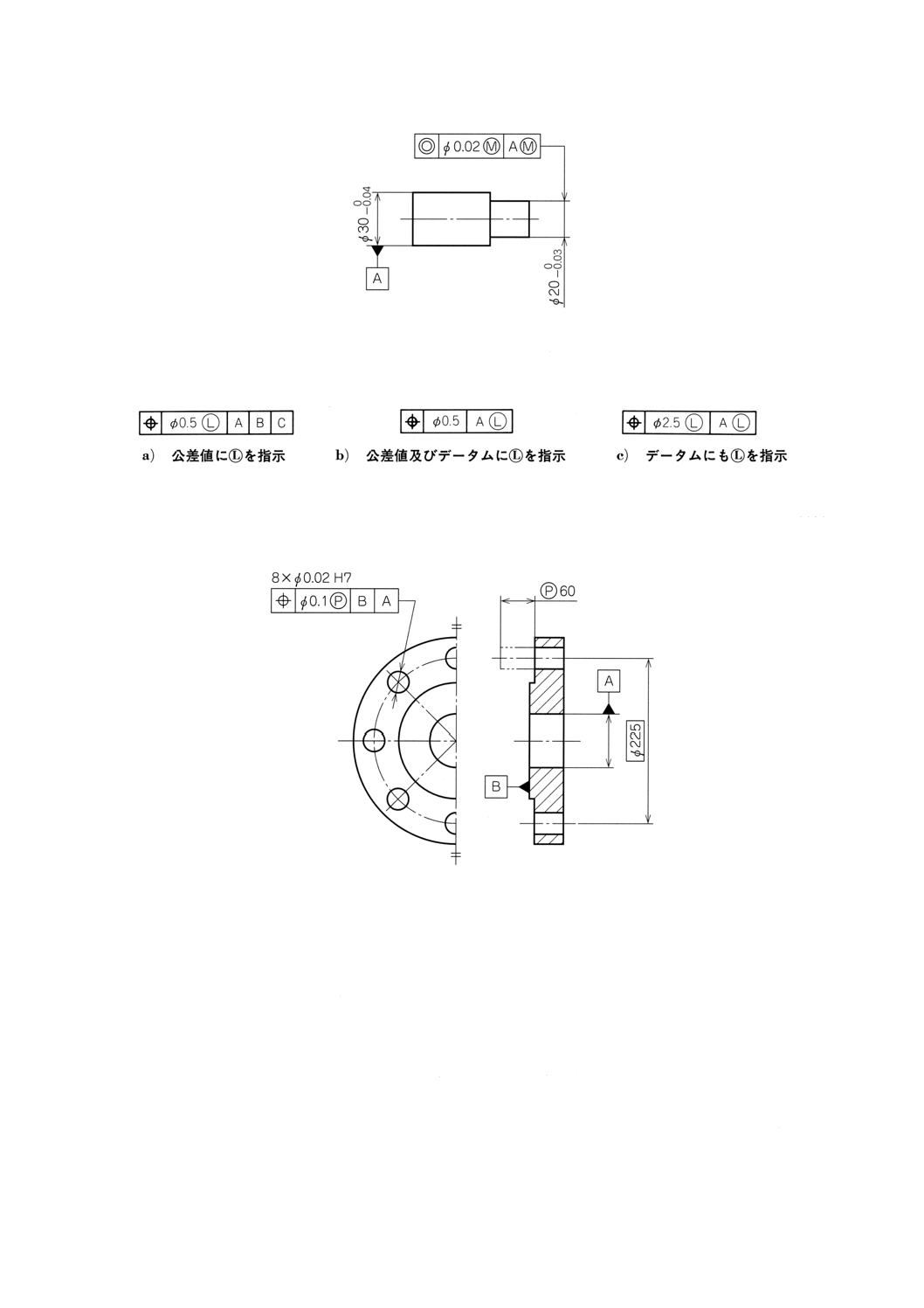
14.3 最小実体公差方式の指示 最小実体公差方式を要求する場合には,JIS B 0023によって,公差値又
はデータム文字記号のすぐ後に記号又はⓁを指示する(図45)。
図45 位置度公差への指示例
14.4 突出公差域の指示 突出した形体に対して,姿勢又は位置の公差を要求する場合には,JIS B 0029
によって突出公差域を指示する(図46)。
図46 突出公差域の指示例
14.5 一括指示方法 通常の努力で得られる幾何公差を指示する場合には,表題欄の中又はその付近にJIS
B 0419による普通幾何公差の公差等級を記号で指示する。
参考 JIS B 0024によって独立の原則の適用を要求した場合には,普通幾何公差を指示するのがよい。
例 普通幾何公差のK級の場合 JIS B 0419-K
15. 表面性状 表面粗さ,筋目方向,表面うねりなど,表面性状(面の肌)を指示する場合には,表面粗
さ及び筋目方向についてはJIS B 0601及びJIS B 0031によって,表面うねりについてはJIS B 0610による。
16. 金属硬さ 金属硬さを指示する場合には,ロックウェル硬さ (HR) , ビッカース硬さ (HV) , ブリネル
硬さ (HB) , その他のいずれかによって指示する。
22
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例 ビッカース硬さの場合 HV 400
17. 熱処理 熱処理は,熱処理の方法,熱処理温度,後処理の方法などを表題欄の中,若しくはその付近
又は図中のいずれかに指示する。
例 油焼入れ焼戻し,810℃〜560℃,320℃〜270℃,HV 410〜480
18. 溶接指示 溶接は,JIS Z 3021によって,溶接の種類,溶接寸法,仕上げ方法,検査方法,その他要
求事項などを必要に応じて指示する。
19. 照合番号
a) 照合番号は,通常はアラビア数字を用いる。
組立図の中の部品に対して,別に図面がある場合には,照合番号に代えてその図面番号を記入して
もよい。
b) 照合番号は,組立の順序に従うか,構成部品の重要度に従うか,その他,根拠のある順序に従う。
例 部分組立品,主要部品,小物部品,その他の順
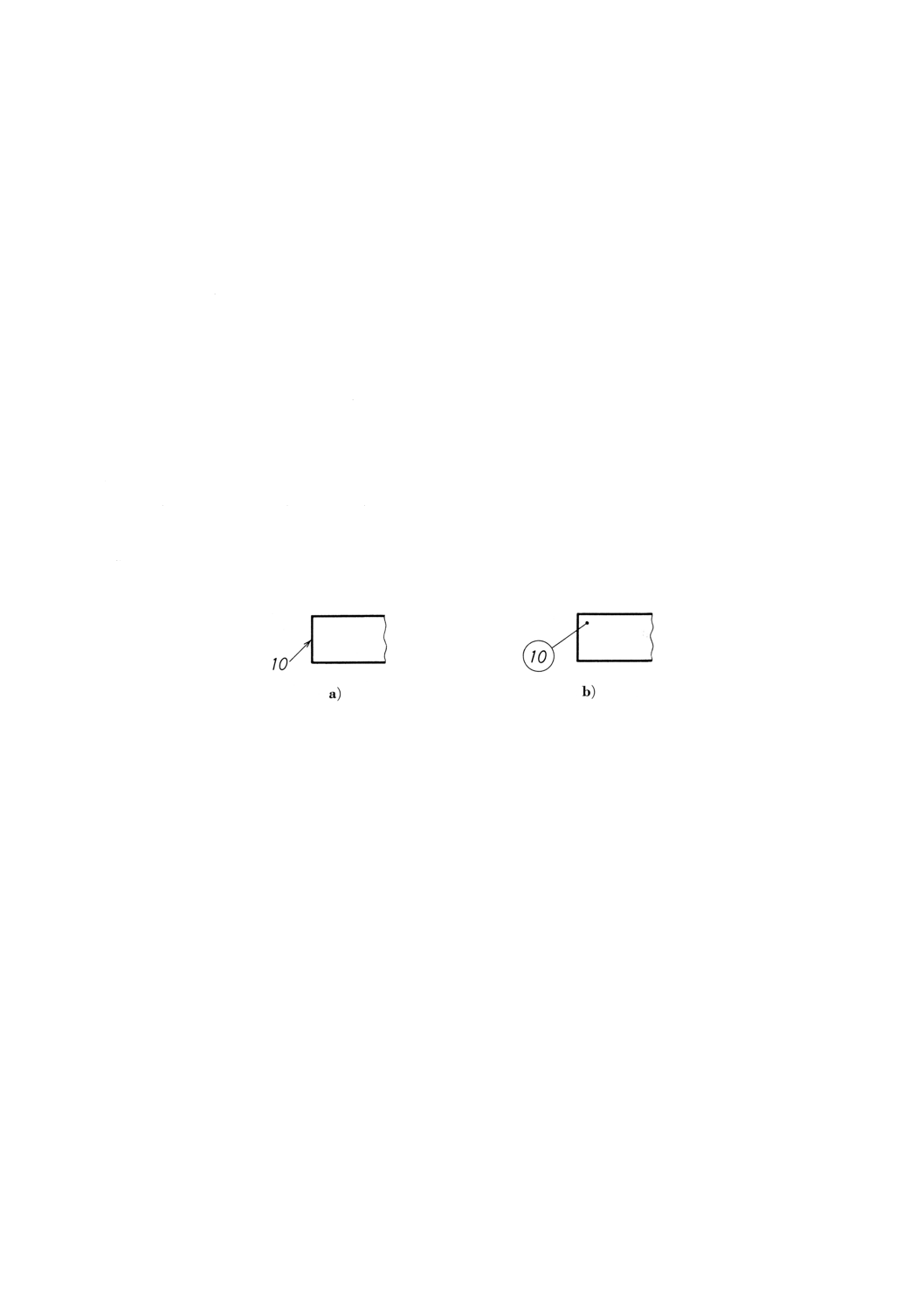
c) 照合番号を図面に記入する方法は,次による。
1) 照合番号は,明確に区別できる文字で書くか,文字を円で囲んで書く。
2) 照合番号は,対象とする図形に引出線で結んで照合番号を縦又は横に並べて記入するとよい(図47)。
図47
23
B 3402 : 2000
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
原案作成委員会 構成表
1998年8月現在(敬称略順不同)
氏名
所属
(委員長)
◎ 塚 田 忠 夫
明治大学工学部機械情報工学科
(幹事)
*
徳 岡 直 静
慶應義塾大学理工学部機械工学科
(委員)
八 田 勲
通商産業省工業技術院標準部
塩 田 豊 彰
岩崎通信機株式会社
香 取 英 男
テクファジャパン株式会社
○ 桑 田 浩 志
トヨタ自動車株式会社
*
佐 藤 貢
財団法人日本情報処理協会(企業間電子商取引推進機構)
*
下 田 博 一
明治大学工学部機械情報工学科
*
鈴 木 稔
株式会社リコー
高 橋 敬 和
武藤工業株式会社
*
武 田 智 雄
日本アイ・ビー・エム株式会社
西 野 加奈子
建設・住宅国際機構
*
新 田 光 義
日本ユニシス株式会社
林 洋 次
早稲田大学理工学部機械工学科
福 島 彰
財団法人日本船舶協会
光 成 豊 明
明成大学工学部情報学部
*
山 田 真次郎
株式会社インクス
*
渡 辺 雅 志
ソニー株式会社
橋 本 進
財団法人日本規格協会
(事務局)
岩 城 治 夫
社団法人日本設計工学会
備考 ◎:WG主査,○:WG幹事,*:WG委員
(文責 桑田浩志)