B 2420-1:2018
(1)
目 次
ページ
1 適用範囲························································································································· 1
2 用語及び定義 ··················································································································· 1
3 形状······························································································································· 1
4 呼び番号,内径及び太さの基準寸法・許容差 ········································································· 1
5 測定方法························································································································· 2
6 検査方法························································································································· 2
7 表示······························································································································· 2
附属書A(参考)Oリングの寸法の測定方法例 ·········································································· 4
B 2420-1:2018
(2)
まえがき
この規格は,工業標準化法に基づき,日本工業標準調査会の審議を経て,経済産業大臣が制定した日本
工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 2420の規格群には,次に示す部編成がある。
JIS B 2420-1 第1部:形状,寸法及び測定方法
JIS B 2420-2 第2部:材料(予定)
JIS B 2420-3 第3部:外観品質基準(予定)
日本工業規格 JIS
B 2420-1:2018
マイクロOリング−
第1部:形状,寸法及び測定方法
Micro O-rings-Part 1: Dimensions,sizes and measuring methods
1
適用範囲
この規格は,精密機器,電子機器などに用いるマイクロOリング(以下,Oリングという。)の形状,
寸法及び測定方法について規定する。
2
用語及び定義
この規格で用いる主な用語及び定義は,次による。
2.1
マイクロOリング
内径の基準寸法が0.5 mm以下及び太さの基準寸法が0.5 mm以下の断面が円形のリング状スクイーズパ
ッキン。
3
形状
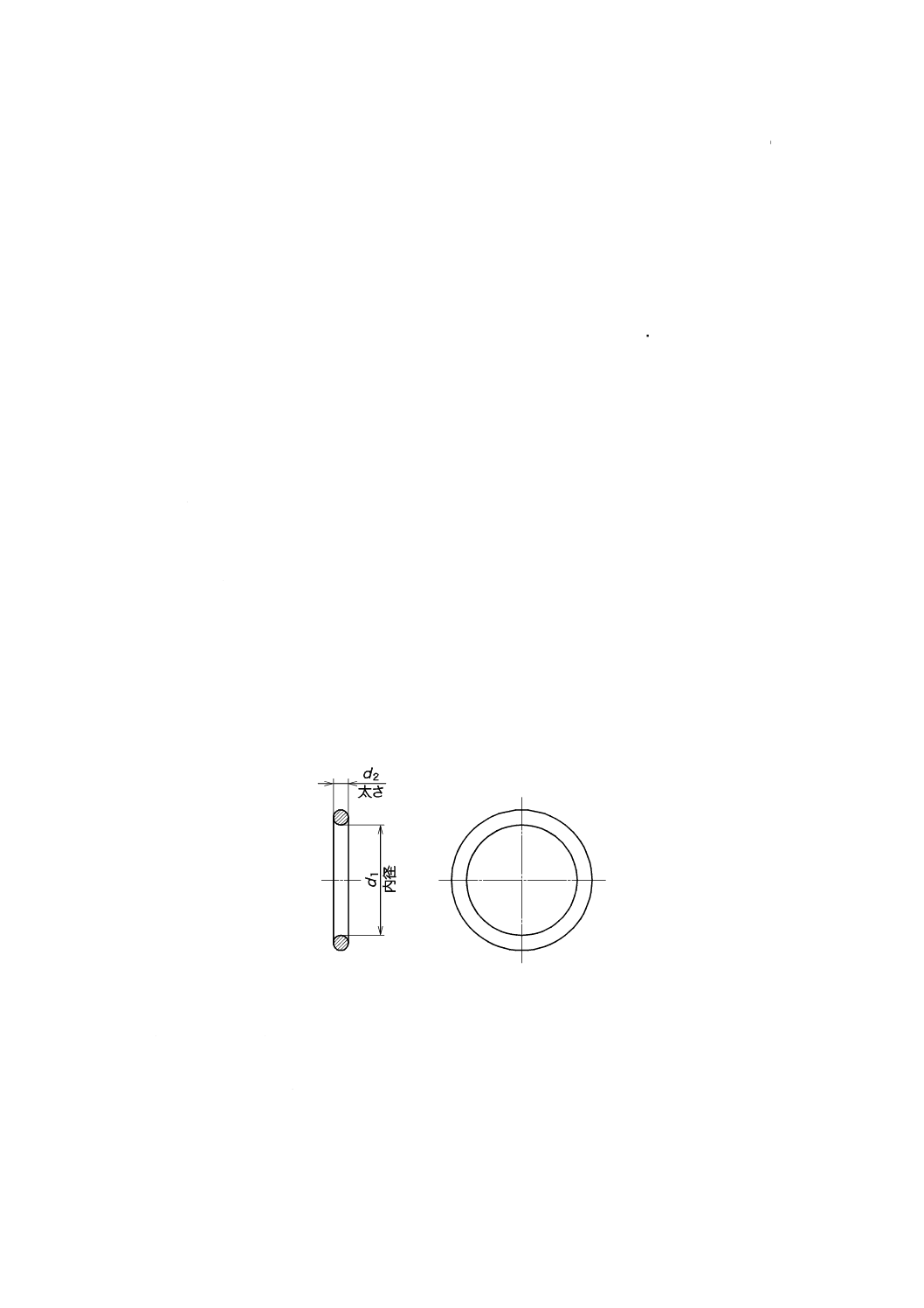
Oリングの形状は,図1による。
図1−Oリングの形状
4
呼び番号,内径及び太さの基準寸法・許容差
Oリングの呼び番号,内径及び太さの基準寸法・許容差は,表1による。ただし,Oリングで表1以外
のものは,受渡当事者間の協定による。
2
B 2420-1:2018
表1−Oリングの呼び番号,内径及び太さの基準寸法・許容差
単位 mm
呼び番号
内径(d1)
太さ(d2)
基準寸法
許容差
基準寸法
許容差
0505
0.05
a)
0.05
a)
1005
0.10
0.05
1010
0.10
0.10
2005
0.20
±0.05
0.05
2010
0.20
0.10
2020
0.20
0.20
3005
0.30
0.05
3010
0.30
0.10
3020
0.30
0.20
3030
0.30
0.30
±0.05
4005
0.40
0.05
a)
4010
0.40
0.10
4020
0.40
0.20
4030
0.40
0.30
±0.05
4040
0.40
0.40
4050
0.40
0.50
5005
0.50
0.05
a)
5010
0.50
0.10
5020
0.50
0.20
5030
0.50
0.30
±0.05
5040
0.50
0.40
5050
0.50
0.50
注a) 許容差は,受渡当事者間の協定による。
5
測定方法
Oリングの寸法の測定は,次による。
a) 内径 内径の測定は,測定顕微鏡,座標測定機,その他の光学測定機又はこれと同等のものを用いて
測定する。
b) 太さ 太さの測定は,測定顕微鏡,座標測定機,その他の光学測定機又はこれと同等のものを用いて
測定する。
また,内径及び太さの測定方法の例を,附属書Aに参考として示す。
なお,内径及び太さを測定する装置は,上記のa) 及びb) で規定した装置に限定したものではなく,図
1に示すd1及びd2が測定できるものでもよい。
6
検査方法
検査は,箇条5で測定したとき,箇条4に適合したものを合格とする。
なお,抜取検査方式は,合理的な抜取検査方式とする。
7
表示
この規格の全ての要求事項に適合したOリングには,包装又は送り状に,次の事項を表示しなければな
3
B 2420-1:2018
らない。
a) 規格名称又は規格番号
b) 製品の呼び番号
c) 製造業者又はその略号
d) 製造年月又はその略号
e) 使用上の注意事項
4
B 2420-1:2018
附属書A
(参考)
Oリングの寸法の測定方法例
A.1 一般
この附属書は,Oリングの寸法の測定方法例を参考として示す。
A.2 測定方法
A.2.1 A法の場合
次の方法によって測定する。
a) 測定機 JIS B 7153に規定する測定顕微鏡又はこれと同等の性能をもつもの。
b) 測定方法 次の方法によって内径及び太さを測定する。
1) 内径の測定は,次による。
1.1) 測定顕微鏡の光軸に直交するように設置した透明基板上にOリングを置く。
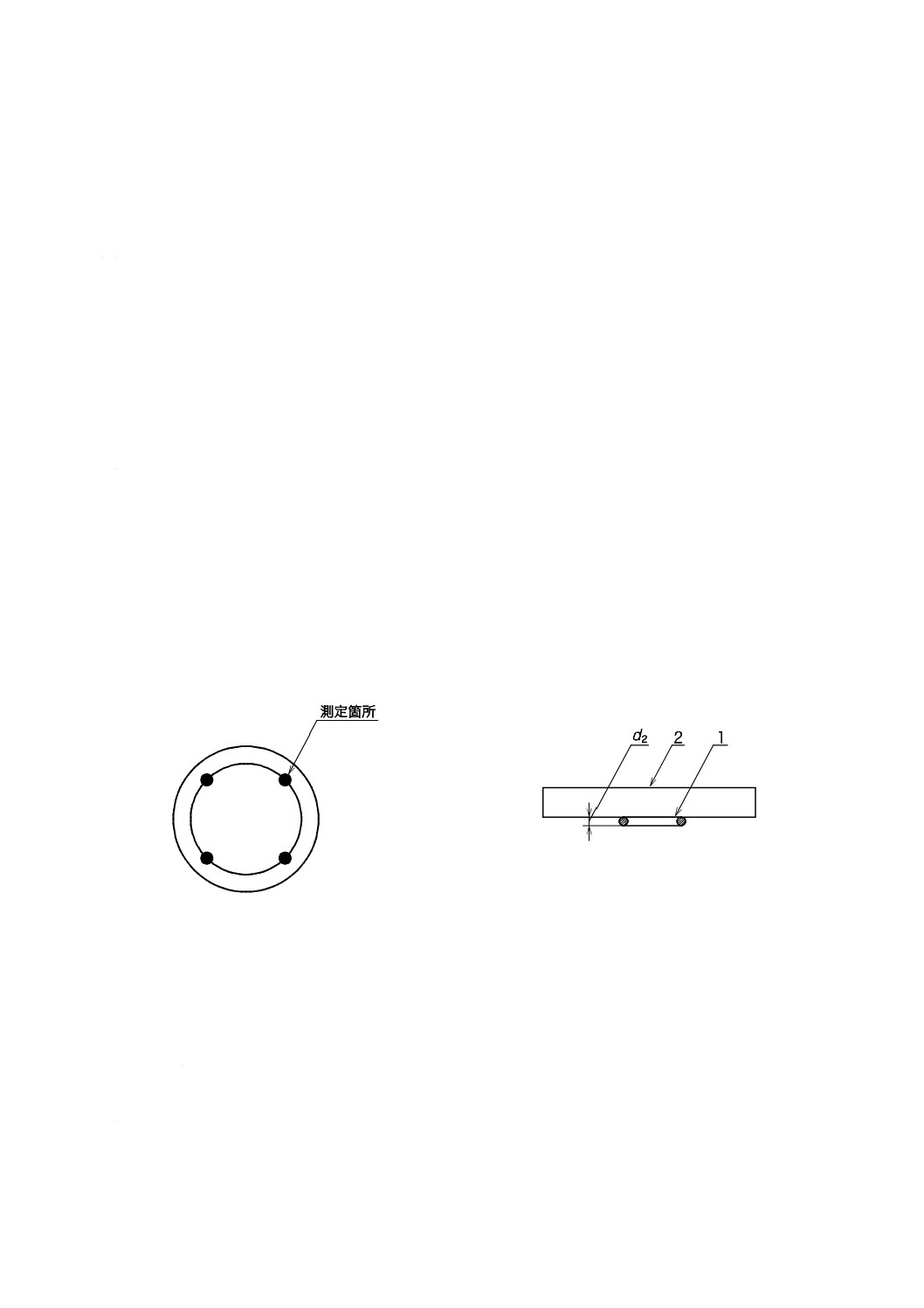
1.2) 内径は,図A.1 a) に示すように,Oリングの内側の端部4点を測定点とし,最小二乗法によって
円を近似し,直径を算出する。測定は異なる測定点で2回行い,その平均値を算出して内径とす
る。ただし,それぞれの測定点の測定値は規格値を満足していなければならない。
2) 太さの測定は,次の方法によって行う。
2.1) Oリングを,精密パラレルブロックなどに固定する。図A.1 b) に固定例を示す。
2.2) 図A.1 b) に示す太さ(d2)を測定する。
1 Oリング
2 精密パラレルブロック
a) 内径測定
b) 太さ測定
図A.1−A法の寸法測定箇所
A.2.2 B法の場合
次の方法によって測定する。
a) 測定機 JIS B 7440-7に規定する画像プローブシステム付き座標測定機でコンピュータ数値制御がで
きる測定機。
b) 測定方法 次の方法によって内径及び太さを測定する。
1) 内径の測定は,次による。
1.1) 座標測定機の光軸と直交するように設置した平面基板上にOリングを置く。
5
B 2420-1:2018
1.2) 通常,透過照明光によって画像測定を行う。受渡当事者間の協定によってその他の照明,例えば,
落射照明光を採用してもよい。
1.3) Oリング部分及び穴部分が白又は黒のコントラストとなる画像を取得し,黒と白との境目をOリ
ングの端部とする。
1.4) 境目部分に,円形状を最小二乗法で当てはめ,円の中心を求める。
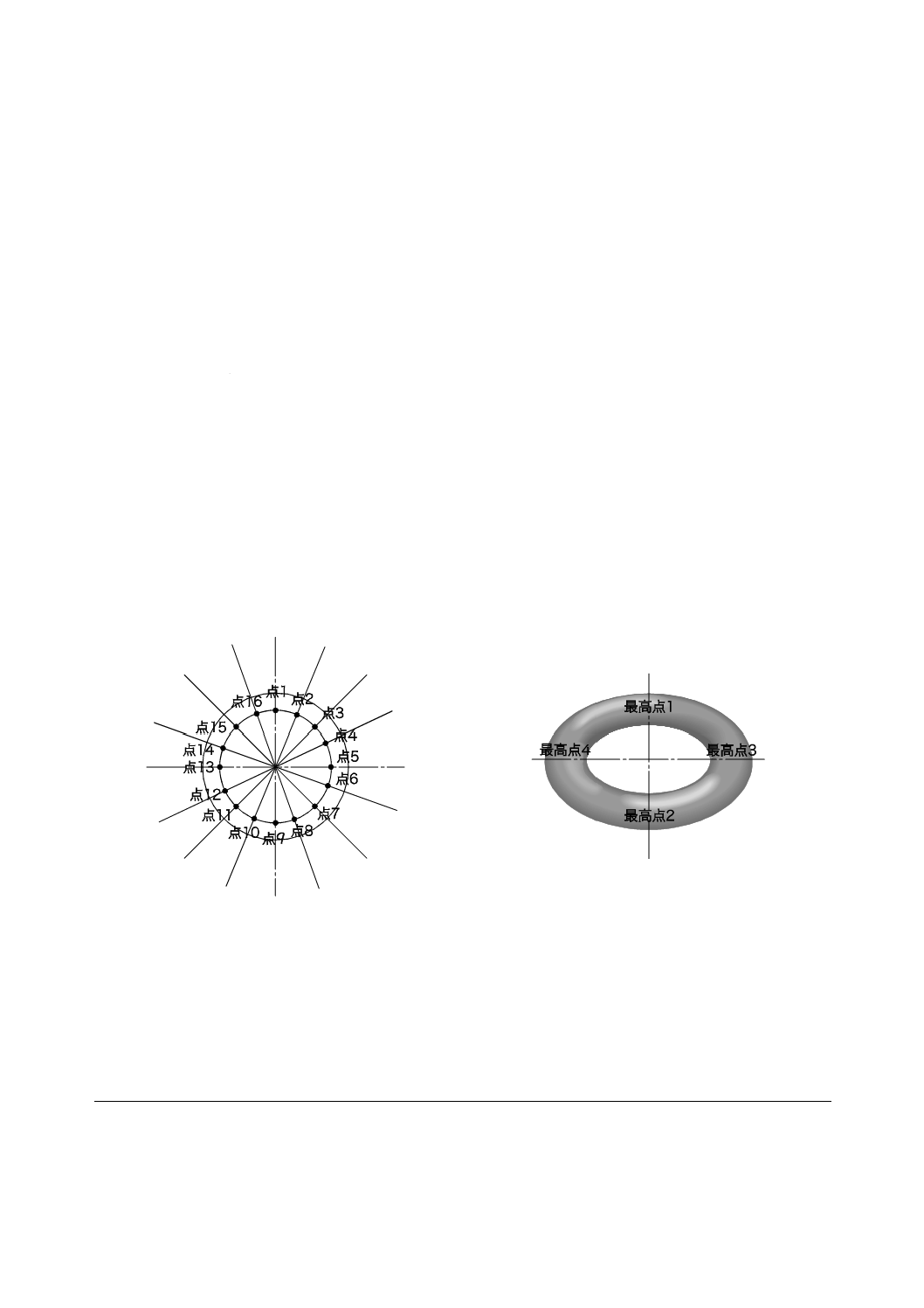
1.5) 円の中心を通る直線を等間隔に8本引き,これらの直線と境目との交点を点1〜点16とする[図
A.2 a) 参照]。
1.6) 点1と点9との長さを求める。順次,点2と点10との長さから点8と点16との長さまで8本の
長さを求める。その平均値を内径とする。ただし,8本それぞれの長さの値は,規格値を満足して
いなければならない。
2) 太さの測定は,次の方法によって行う。
2.1) 座標測定機の光軸と直交するように設置した平面基板上にOリングを置く。
2.2) 座標測定機の光軸方向に測定精度をもつ,例えば,白色干渉モードなどで,Oリングの3次元像
を取得する。
2.3) 図A.2 b) に示すように,互いに直交する2方向の断面をとり,それぞれの断面における平面基板
面及びOリングの最高点を検出する。試料台と最高点との高低差を計算し,測定値とする。4点
の測定値の平均値をOリングの太さとする。ただし,4点の測定値は,それぞれ規格値を満足し
ていなければならない。
a) 内径測定
b) 太さ測定
図A.2−B法の寸法測定箇所
参考文献 JIS B 7153 測定顕微鏡
JIS B 7440-7 製品の幾何特性仕様(GPS)−座標測定機(CMM)の受入検査及び定期検査−
第7部:画像プローブシステム付き座標測定機