2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2321-1995
配管用アルミニウム及びアルミニウム
合金製突合せ溶接式管継手
Aluminium and aluminium alloy butt-welding pipe fittings
1. 適用範囲 この規格は,アルミニウム及びアルミニウム合金管(1)の配管に突合せ溶接によって取り付
けるアルミニウム及びアルミニウム合金製の継目なし及び長手継目をもつ管継手(以下,管継手という。)
について規定する。
注(1) JIS H 4080
JIS H 4090
備考1. この規格の引用規格を,付表10に示す。
2. この規格の中で{ }を付けて示してある単位,数値及び計算式は,従来単位によるもので
あって,参考として併記したものである。
2. 用語の定義 この規格で用いる主な用語の定義は,JIS B 0151による。
3. 種類 管継手の種類は,耐圧性,形状,用途,製造方法,材料,スタブエンドの呼び圧力などによっ
て,次のように区分する。
(1) 管継手は,耐圧性によって一般配管用管継手と圧力配管用管継手とに分ける。
(a) 一般配管用管継手:スタブエンド及び比較的低い内圧で使用する管継手。
(b) 圧力配管用管継手:一般配管用管継手以外の管継手
(2) 形状による種類及びその記号は,表1による。
表1 形状による種類及びその記号
形状による種類
記号
大分類
小分類
45°エルボ
ロング
45E (L)
90°エルボ
ロング
90E (L)
ショート
90E (S)
レジューサ
同心
1形
R (C) 1
2形
R (C) 2
偏心
1形
R (E) 1
2形
R (E) 2
T
同径
T (S)
径違い
T (R)
キャップ
−
C
スタブエンド
−
SE
2
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(3) 用途,製造方法及び材料による種類並びにその記号は,表2による。
表2 用途,製造方法及び材料による種類並びにその記号
管継手に使用する
材料の合金番号
材料の種類による記号
一般配管用管継手
圧力配管用管継手
継目なし管継手
溶接管継手
1070
A1070
A1070S-0
A1070W-0
1050
A1050
A1050S-0
A1050W-0
1100
A1100
A1100S-0
A1100W-0
1200
A1200
A1200S-0
A1200W-0
3003
A3003
A3003S-0
A3003W-0
3203
A3203
A3203S-0
A3203W-0
5052
A5052
A5052S-0
A5052W-0
5154
A5154
A5154S-0
A5154W-0
5454
A5454
A5454S-0
A5454W-0
5056
A5056
A5056S-0
−
5083
A5083
A5083S-0
A5083W-0
(参考)6061(2)
A6061
A6061S
A6061W
(参考)6063(2)
A6063
A6063S
−
注(2) 6061及び6063は,管継手の製造工程における加工方法及び熱処理に
よって,一律に機械的性質を決めることが困難なために参考とした
もので,受渡当事者間の協議によって使用することができる。
備考 圧力配管用管継手の記号Sは継目なしを,記号Wは長手継目溶接
をもつ管継手を示す。ただし,一般配管用管継手にはこの記号を表
示しない。
(4) スタブエンドの種類は,呼び圧力によって区分し,5K及び10Kとする。
4. 耐圧性 管継手は,次に示す水圧に耐え,漏れがあってはならない。
(1) 一般配管用管継手は,次の式で計算した圧力又は1.0MPa {10kgf/cm2} のいずれか低い方の圧力とする。
ただし,スタブエンドについては,呼び圧力5Kは0.5MPa {5kgf/cm2} 及び呼び圧力10Kは1.0MPa
{10kgf/cm2} の圧力,又は次の式で計算した圧力のうち,いずれか低い方の圧力とする。
P1=
D
t
s
1
1
2η
=
D
t
s
P
1
1
1
200η
ここに,
P1: 試験圧力 (MPa) {kgf/cm2}
t1: 管継手の厚さ (mm)
D: 管継手の外径(基準寸法) (mm)
s1: 6.で規定した引張強さの最小値の41 (N/mm2) {kgf/mm2}
η: 長手継目の効率で0.7とする(長手継目のある場合)。
(2) 圧力配管用管継手は,次の式で計算した値とする。
P2=Dt
s1
1
2
=
D
t
s
P
1
1
2
200
ここに, P2: 試験圧力 (MPa) {kgf/cm2}
t1: 管継手の厚さ (mm)
D: 管継手の外径(基準寸法) (mm)
s1: 6.で規定した引張強さの最小値の41 (N/mm2) {kgf/cm2}
備考 長手継目の効率ηは,JIS B 8270に基づいて一般配管用管継手は0.7,そして圧力配管用管継手
3
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
は1.0とする。
5. 化学成分 管継手の化学成分は,表3に規定した材料に関する日本工業規格の規定による。
表3 管継手に使用する材料
合金番号
材料
JIS H 4000
JIS H 4040
JIS H 4080
JIS H 4090
板
押出棒
引抜棒
押出管
引抜管
アーク溶接管
1070
A1070P
A1070BE
A1070BD
A1070TE
A1070TD
A1070TWA
1050
A1050P
A1050BE
A1050BD
A1050TE
A1050TD
A1050TWA
1100
A1100P
A1100BE
A1100BD
A1100TE
A1100TD
A1100TWA
1200
A1200P
A1200BE
A1200BD
A1200TE
A1200TD
A1200TWA
3003
A3003P
A3003BE
A3003BD
A3003TE
A3003TD
A3003TWA
3203
A3203P
−
−
A3203TE
A3203TD
A3203TWA
5052
A5052P
A5052BE
A5052BD
A5052TE
A5052TD
A5052TWA
5154
A5154P
−
−
A5154TE
A5154TD
A5154TWA
5454
A5454P
−
−
A5454TE
−
−
5056
−
A5056BE
A5056BD
A5056TE
A5056TD
−
5083
A5083P
A5083BE
A5083BD
A5083TE
A5083TD
A5083TWA
(参考)6061(2)
A6061P
A6061BE
A6061BD
A6061TE
A6061TD
−
(参考)6063(2)
−
A6063BE
A6063BD
A6063TE
A6063TD
−
注(2) 6061及び6063は,管継手の製造工程における加工方法及び熱処理によって,一律
に機械的性質を決めることが困難なために参考としたもので,受渡当事者間の協
議によって使用することができる。
6. 機械的性質
6.1
圧力配管用管継手の引張強さ,耐力及び伸びは,表3に規定した材料に関する質別Oのとおりとす
る。ただし,材料の合金番号が1070,1050,1100,1200,3003,3203,5052及び5056の耐力は,特に注
文者の要求があるものに限り適用する。
6.2
溶接部の引張強さの上限値は,規定しない。
7. 形状・寸法 管継手の形状・寸法は,次による。
(1) 管継手の形状・寸法は付表1〜7によって,その許容差及び許容値は付表8及び付表9による。
(2) ベベルエンドの形状・寸法は,図1のV形による。ただし,管継手の厚さ (t) の基準寸法が3mm未
満の場合は,プレンエンドとすることができる。
なお,特殊なベベルエンドの形状・寸法を必要とする場合は,注文者の指定によって,図1の参考
(U形)のようにすることができる。
4
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 ベベルエンドの形状・寸法
8. 外観 管継手は,内外面に使用上有害なきず,しわ,その他の欠点があってはならない。
9. 溶接部 管継手の溶接部は,次による。
(1) 溶接部は,十分な溶込みがあること。
(2) ビードの外観は,滑らかで使用上有害な凹凸があってはならない。
(3) 圧力配管用管継手の溶接部は,JIS Z 3105による放射線透過検査を全線にわたって行い,きずの像の
分類の2類以上とする。
10. 特別品質 注文者は,あらかじめ製造業者との協議によって,4.〜9.の項目のほか,附属書に規定する
次の特別品質の全部又は一部を指定することができる。
(1) 管継手の浸透探傷検査
(2) 管継手の溶接部の機械試験
(3) 管継手の製品の材料分析
(4) 管継手の引張試験
11. 材料 管継手の材料は,表3に示すアルミニウム及びアルミニウム合金の板,棒又は管とする。
12. 製造方法 管継手の製造方法は,次による。
(1) 管継手は,表3に規定した材料から継目なく製造するか,又は板から長手継目を溶接して製造する。
(2) 管継手の長手継目の溶接は,突合せ溶接とする。
(3) 溶接棒及び溶接ワイヤは,JIS Z 3232に規定するものを使用する。
(4) 溶接作業は,JIS Z 3604に従って行う。
(5) 溶接作業者は,JIS Z 3811による検定に合格した者でなければならない。
(6) 管継手には,質別Oの熱処理を施す。ただし,受渡当事者間の協定によって省略することができる。
5
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13. 検査
13.1 耐圧検査 管継手の耐圧検査は,取引される製品について行うものではなく,あらかじめ製造業者
が管継手の製造方法ごとに代表的な幾つかの寸法のものについて実施する。管継手に管を溶接し,水圧に
よって徐々に内圧を加え,4.に適合しなければならない。
圧力配管用管継手は,更に試験圧力を増加し,次の式で計算した圧力に3分間保持しても管継手が破裂
してはならない。
P3=Dt
s3
3
2
=
D
t
s
P
3
3
3
200
ここに, P3: 管継手の破裂圧力 (MPa) {kgf/cm2}
t3: 管継手の最小厚さ(許容差内での) (mm)
D: 管継手の外径(基準寸法) (mm)
s3: 6.で規定した引張強さの最小値 (N/mm2) {kgf/mm2}
13.2 化学成分検査 管継手の材料の化学成分検査は,溶湯分析によって行い,5.に適合しなければならな
い。
13.3 機械的性質検査 材料製造業者の発行する証明書によって材料の機械的性質を確認するか,又は管
継手に使用する材料のロット(3)ごとに1個の供試材を採り,これに管継手と同一熱処理条件の熱処理を施
した後,引張試験を行い,6.に適合しなければならない。
注(3) 管継手に使用する材料のロットは,同一溶解とする。
13.4 形状・寸法検査 管継手の形状・寸法検査は,直接測定又は限界ゲージによって行い,7.に適合しな
ければならない。
13.5 外観検査 管継手の外観検査は,目視によって行い,8.に適合しなければならない。
13.6 溶接部検査 管継手の溶接部検査は,次による。
(1) 管継手の溶接施工方法は,JIS B 8285又はJIS Z 3040に規定した方法で確認しなければならない。
(2) 圧力配管用管継手の放射線透過試験は,溶接部全線にわたってJIS Z 3105によって行い,9.(3)に適合
しなければならない。
13.7 特別品質検査 特別品質が規定された管継手は,その項目について該当する規定に適合しなければ
ならない。
14. 製品の呼び方 管継手の呼び方は,規格番号又は規格名称,形状による種類の記号,用途,製造方法
及び材料による種類の記号,大きさの呼び[径の呼び(4)×呼び厚さ又は厚さ]による。
なお,径違い管継手の大きさの呼びは,次による。
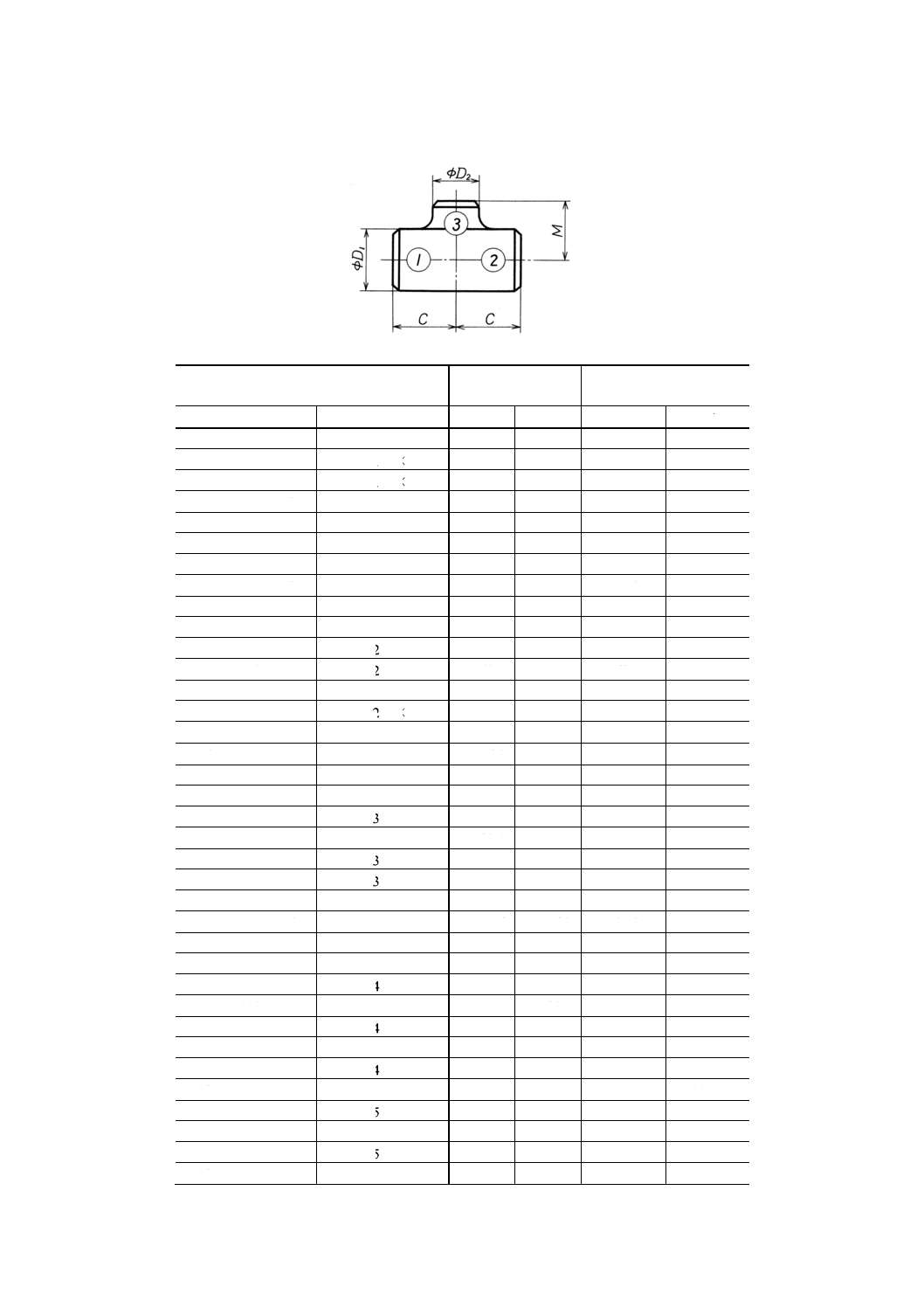
(1) 2個の口径をもつ場合:径の大きいものを①,小さいものを②とし,①②の順序で呼ぶ(付表4参照)。
(2) 3個の口径をもつ場合:同一中心線上にあるものを①及び②,残りのものを③とし,①②③の順序で
呼ぶ(付表6参照)。ただし,同一線上にある径の呼びは,一方を省略してもよい。
注(4) 径の呼びはA,Bいずれか一方を用いる。Aによる場合にはA,Bによる場合にはBの符号を
それぞれの数字の後に付けて区分する。
15. 表示 管継手には,容易に消えない方法で次の事項を表示する。
なお,表示の順序は指定しない。
6
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(1) 用途,製造方法及び材料による種類の記号(表2)
(2) 大きさの呼び[径の呼び(5)(6)×呼び厚さ(7)又は厚さ (mm)]
(3) エルボのロング(6)(8)又はショート(6)(8)の別
(4) 呼び圧力(9)
(5) 製造業者名又はその略号
注(5) 径の呼びをAで表示する場合は,数字の後にAを表示する。
(6) 小さい管継手で,規定した表示事項の全部を表示することが困難な場合は,次の順序で表示を
省略することができる。
(a) エルボのロング又はショートの別
(b) 径の呼び
(7) 呼び厚さのスケジュールはSch又はSで表す。
(8) ロングの場合はL,ショートの場合はSを表示する。
(9) スタブエンドに限る。
16. 報告 あらかじめ注文者の要求があった場合には,製造業者は管継手の種類,大きさの呼び,化学成
分,機械的性質の成績などを記載した明細書を提出しなければならない。
関連規格 JIS B 2203 管フランジの寸法許容差
JIS B 2220 鋼製溶接式フランジ
JIS H 0001 アルミニウム及びアルミニウム合金の質別記号
7
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
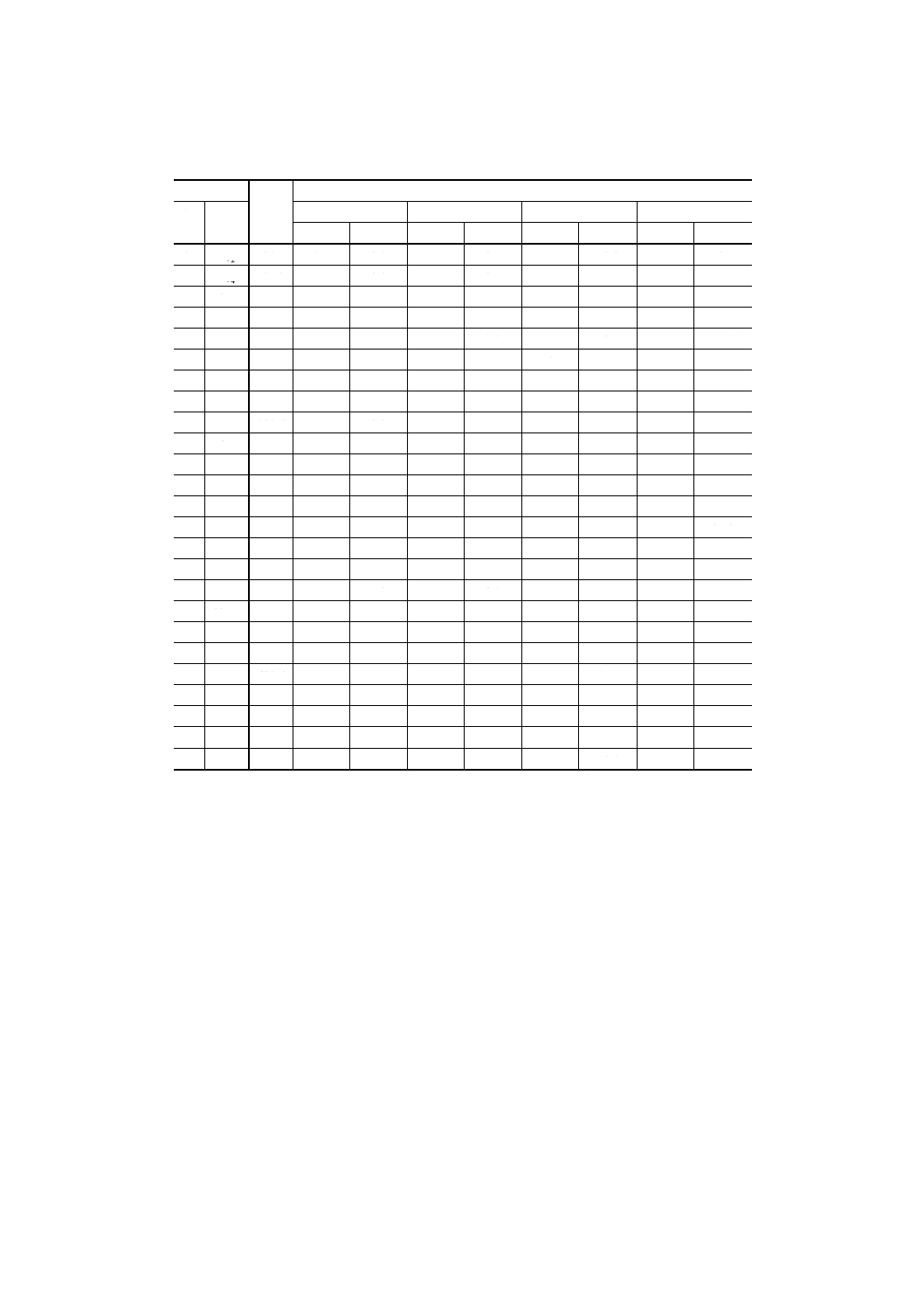
付表1 管継手の外径,内径及び厚さ
単位 mm
径の呼び
外径
呼び厚さ
A
B
スケジュール10S
スケジュール20S
スケジュール40
スケジュール80
内径
厚さ
内径
厚さ
内径
厚さ
内径
厚さ
15
1/2
21.7
17.5
2.1
16.7
2.5
16.1
2.8
14.3
3.7
20
3/4
27.2
23.0
2.1
22.2
2.5
21.4
2.9
19.4
3.9
25
1
34.0
28.4
2.8
28.0
3.0
27.2
3.4
25.0
4.5
32
11/4
42.7
37.1
2.8
36.7
3.0
35.5
3.6
32.9
4.9
40
11/2
48.6
43.0
2.8
42.6
3.0
41.2
3.7
38.4
5.1
50
2
60.5
54.9
2.8
53.5
3.5
52.7
3.9
49.5
5.5
65
21/2
76.3
70.3
3.0
69.3
3.5
65.9
5.2
62.3
7.0
80
3
89.1
83.1
3.0
81.1
4.0
78.1
5.5
73.9
7.6
90
31/2
101.6
95.6
3.0
93.6
4.0
90.2
5.7
85.4
8.1
100
4
114.3
108.3
3.0
106.3
4.0
102.3
6.0
97.1
8.6
125
5
139.8
133.0
3.4
129.8
5.0
126.6
6.6
120.8
9.5
150
6
165.2
158.4
3.4
155.2
5.0
151.0
7.1
143.2
11.0
200
8
216.3
208.3
4.0
203.3
6.5
199.9
8.2
190.9
12.7
250
10
267.4
259.4
4.0
254.4
6.5
248.8
9.3
237.2
15.1
300
12
318.5
309.5
4.5
305.5
6.5
297.9
10.3
283.7
17.4
350
14
355.6
346.0
5.0
339.8
8.0
333.4
11.1
317.6
19.0
400
16
406.4
396.8
5.0
390.6
8.0
381.0
12.7
363.6
21.4
450
18
457.2
447.6
5.0
441.4
8.0
428.6
14.3
409.6
23.8
500
20
508.0
497.0
5.5
492.2
9.5
477.8
15.1
455.6
26.2
550
22
558.8
547.8
5.5
−
−
−
−
501.6
28.6
600
24
609.6
596.8
6.5
−
−
574.8
17.5
547.6
31.0
750
30
762.0
746.2
7.9
−
−
−
−
−
−
800
32
812.8
−
−
−
−
778.0
17.5
−
−
850
34
863.6
−
−
−
−
828.8
17.5
−
−
900
36
914.4
−
−
−
−
876.4
19.1
−
−
備考 表記以外の厚さを特に必要とするときは,受渡当事者間の協定によって,JIS B 2313,
JIS H 4080及びJIS H 4090に規定された厚さを使用することができる。
8
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
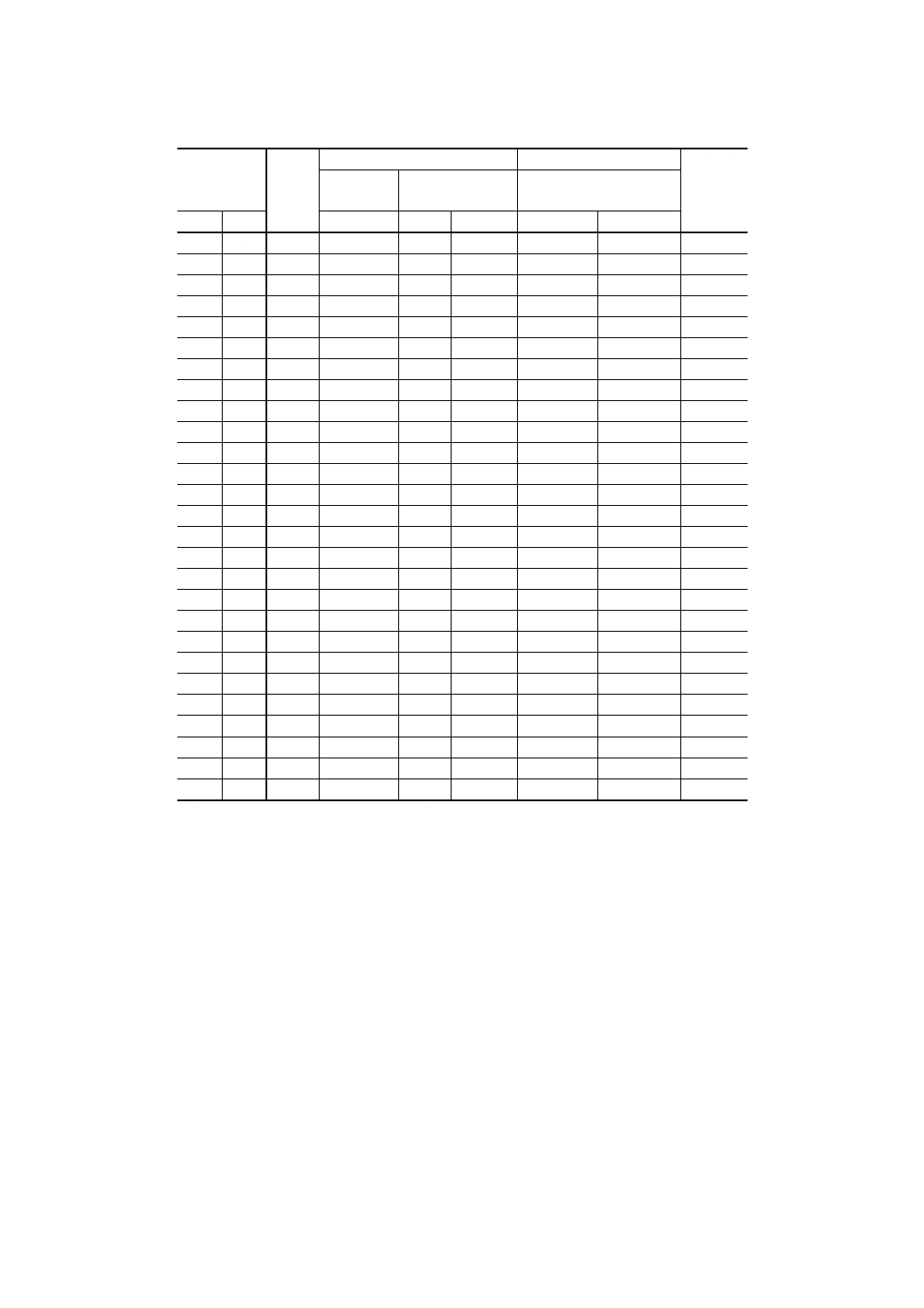
付表2 管継手の外径と厚さ
単位mm
径の呼び
外径
呼び厚さ
A
B
6
7
8
9
10
12
15
20
25
30
35
40
350
14
355.6
○ ○ ○ ○ ○ ○ ○ ○
400
16
406.4
○ ○ ○ ○ ○ ○ ○ ○
450
18
457.2
○ ○ ○ ○ ○ ○ ○ ○
500
20
508.0
○ ○ ○ ○ ○ ○ ○ ○
550
22
558.8
○ ○ ○ ○ ○ ○ ○ ○
600
24
609.6
○ ○ ○ ○ ○ ○ ○ ○
650
26
660.4
○ ○ ○ ○ ○ ○ ○ ○
700
28
711.2
○ ○ ○ ○ ○ ○ ○ ○
750
30
762.0
○ ○ ○ ○ ○ ○ ○ ○
800
32
812.8
○ ○ ○ ○ ○ ○ ○ ○
850
34
863.6
○ ○ ○ ○ ○ ○ ○ ○
900
36
914.4
○ ○ ○ ○ ○ ○ ○ ○
950
38
965.2
○ ○ ○ ○ ○ ○ ○
1000
40
1 016.0
○ ○ ○ ○ ○ ○ ○ ○
1050
42
1 066.8
○ ○ ○ ○ ○ ○ ○ ○
1100
44
1 117.6
○ ○ ○ ○ ○ ○ ○ ○
1150
46
1 168.4
○ ○ ○ ○ ○ ○ ○
1200
48
1 219.2
○ ○ ○ ○ ○ ○ ○
備考 表記以外の厚さを特に必要とするときは,受渡当事者間の協定
によって,JIS B 2313, JIS H 4080及びJIS H 4090に規定さ
れた厚さを使用することができる。
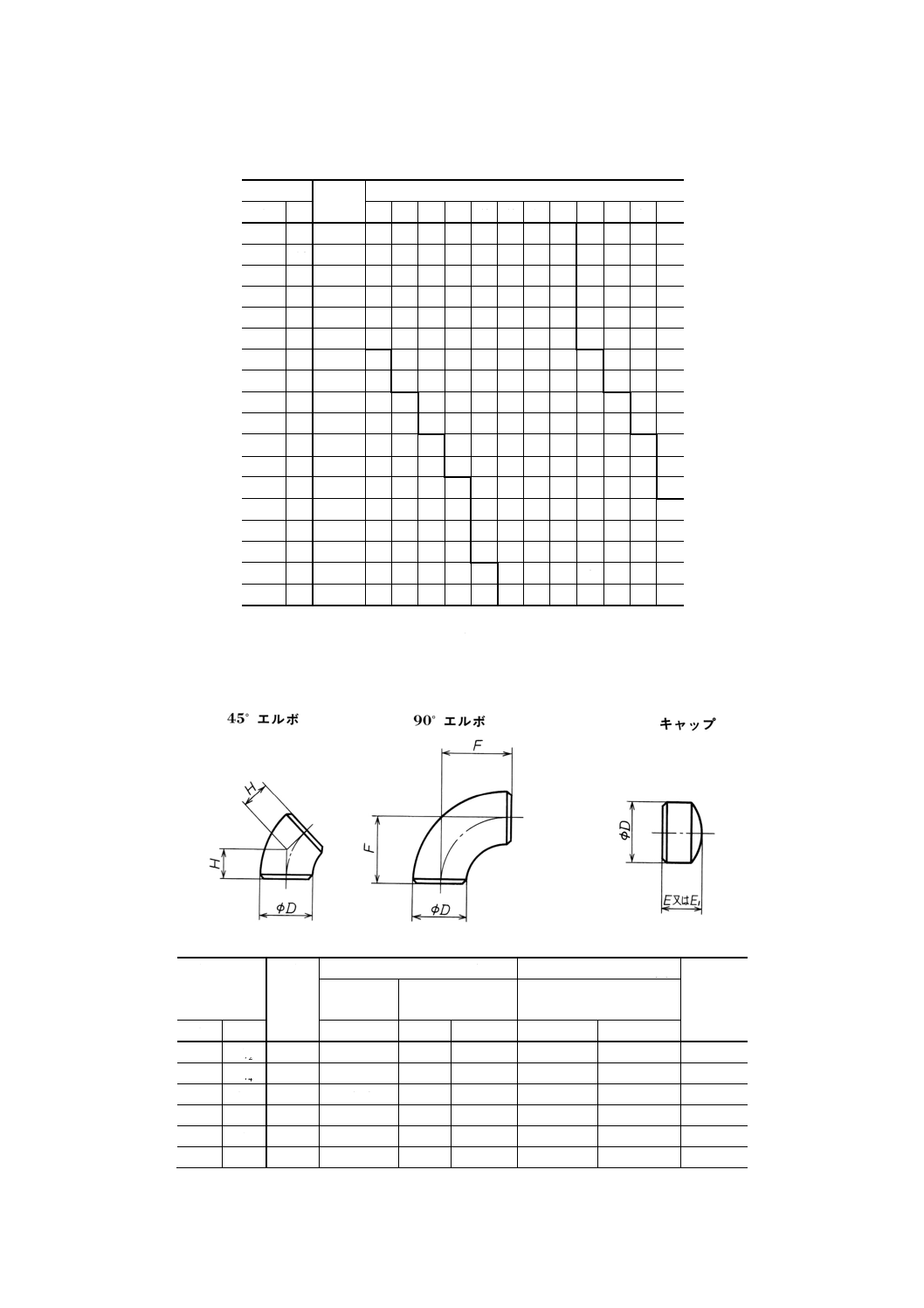
付表3 45°エルボ,90°エルボ及びキャップの形状・寸法
単位mm
径の呼び
外径
D
中心から端面までの距離
背から端面までの距離(10)
限界厚さ
45°エルボ
H
90°エルボ
F
キャップ
A
B
ロング
ロング
ショート
E
E1
15
1/2
21.7
15.8
38.1
−
−
−
−
20
3/4
27.2
15.8
38.1
−
−
−
−
25 1
34.0
15.8
38.1
25.4
38.1
−
−
32 11/4
42.7
19.7
47.6
31.8
38.1
−
−
40 11/2
48.6
23.7
57.2
38.1
38.1
−
−
50 2
60.5
31.6
76.2
50.8
38.1
44.5
5.5
9
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位mm
径の呼び
外径
D
中心から端面までの距離
背から端面までの距離(10)
限界厚さ
45°エルボ
H
90°エルボ
F
キャップ
A
B
ロング
ロング
ショート
E
E1
65 21/2
76.3
39.5
95.3
63.5
38.1
50.8
7.0
80 3
89.1
47.3
114.3
76.2
50.8
63.5
7.6
90 31/2
101.6
55.3
133.4
88.9
63.5
76.2
8.1
100 4
114.3
63.1
152.4
101.6
63.5
76.2
8.6
125 5
139.8
78.9
190.5
127.0
76.2
88.9
9.5
150 6
165.2
94.7
228.6
152.4
88.9
101.6
11.0
200 8
216.3
126.3
304.8
203.2
101.6
127.0
12.7
250 10
267.4
157.8
381.0
254.0
127.0
152.4
12.7
300 12
318.5
189.4
457.2
304.8
152.4
177.8
12.7
350 14
355.6
220.9
533.4
355.6
165.1
190.5
12.7
400 16
406.4
252.5
609.6
406.4
177.8
203.2
12.7
450 18
457.2
284.1
685.8
457.2
203.2
228.6
12.7
500 20
508.0
315.6
762.0
508.0
228.6
254.0
12.7
550 22
558.8
347.2
838.2
558.8
−
−
−
600 24
609.6
378.7
914.4
609.6
−
−
−
650 26
660.4
410.3
990.6
660.4
−
−
−
700 28
711.2
441.9
1 066.8
711.2
−
−
−
750 30
762.0
473.4
1 143.0
762.0
−
−
−
800 32
812.8
505.0
1 219.2
812.8
−
−
−
850 34
863.6
536.6
1 295.4
863.6
−
−
−
900 36
914.4
568.1
1 371.6
914.4
−
−
−
950 38
965.2
599.7
1 447.8
965.2
−
−
−
1000 40
1 016.0
631.2
1 524.0
1 016.0
−
−
−
1050 42
1 066.8
662.8
1 600.2
1 066.8
−
−
−
1100 44
1 117.6
694.4
1 676.4
1 117.6
−
−
−
1150 46
1 168.4
725.9
1 752.6
1 168.4
−
−
−
1200 48
1 219.2
757.5
1 828.8
1 219.2
−
−
−
注(10) キャップの背から端面までの距離は,基準寸法の厚さが限界厚さ以下のときはEと
し,限界厚さを超えるときはE1とする。
備考 キャップの形状は半だ円形とし,内面における長径と短径との比は2以下とする。
10
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
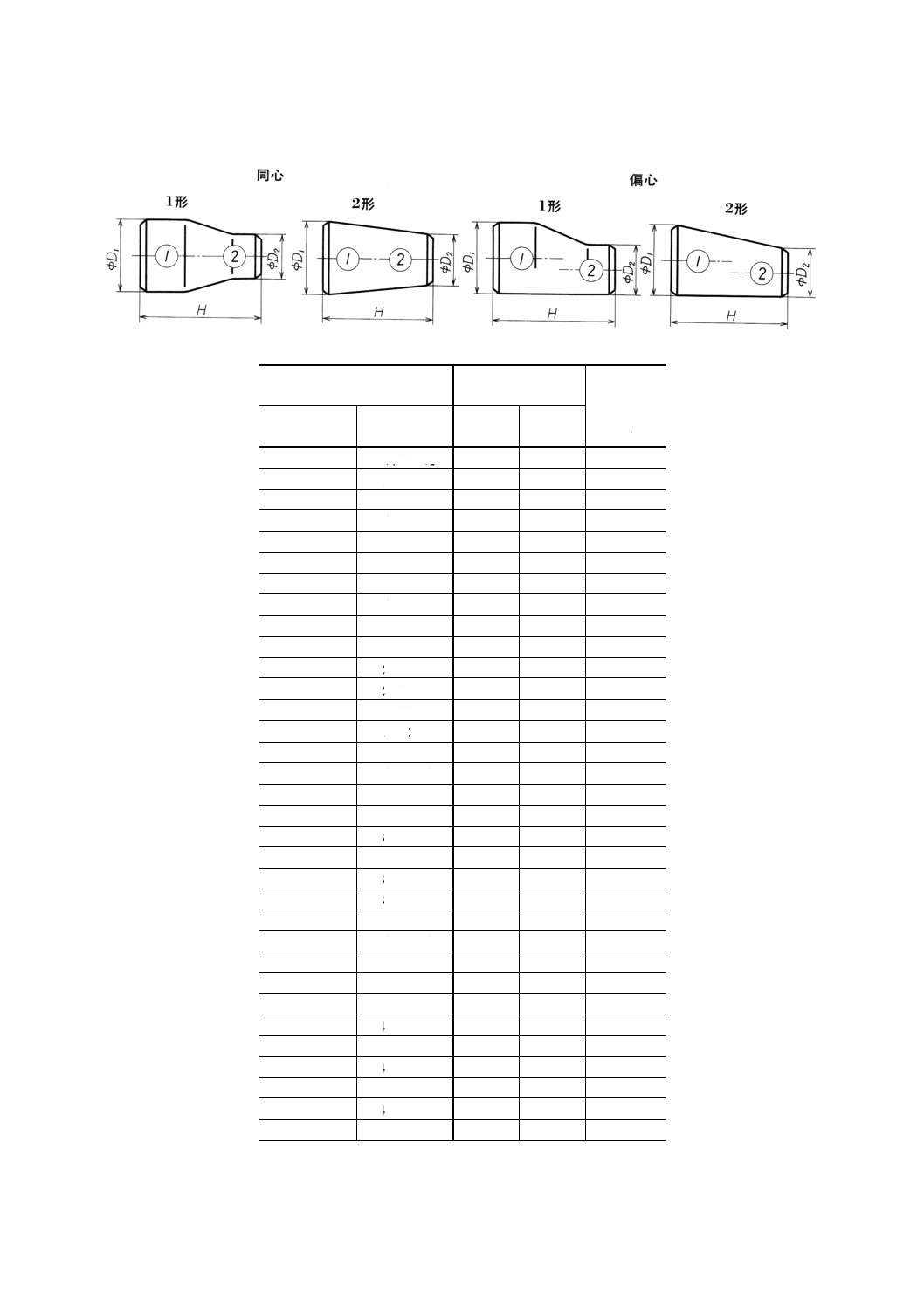
付表4 レジューサの形状・寸法
単位 mm
径の呼び
①×②
外径
端面から
端面まで
の距離
H
A
B
D1
D2
20× 15
3/4 × 1/2
27.2
21.7
38.1
25× 20
1 × 3/4
34.0
27.2
50.8
25× 15
1 × 1/2
34.0
21.7
50.8
32× 25
11/4× 1
42.7
34.0
50.8
32× 20
11/4× 3/4
42.7
27.2
50.8
32× 15
11/4× 1/2
42.7
21.7
50.8
40× 32
11/2× 11/4
48.6
42.7
63.5
40× 25
11/2× 1
48.6
34.0
63.5
40× 20
11/2× 3/4
48.6
27.2
63.5
40× 15
11/2× 1/2
48.6
21.7
63.5
50× 40
2 × 11/2
60.5
48.6
76.2
50× 32
2 × 11/4
60.5
42.7
76.2
50× 25
2 × 1
60.5
34.0
76.2
50× 20
2 × 3/4
60.5
27.2
76.2
65× 50
21/2× 2
76.3
60.5
88.9
65× 40
21/2× 11/2
76.3
48.6
88.9
65× 32
21/2× 11/4
76.3
42.7
88.9
65× 25
21/2× 1
76.3
34.0
88.9
80× 65
3 × 21/2
89.1
76.3
88.9
80× 50
3 × 2
89.1
60.5
88.9
80× 40
3 × 11/2
89.1
48.6
88.9
80× 32
3 × 11/4
89.1
42.7
88.9
90× 80
31/2× 3
101.6
89.1
101.6
90× 65
31/2× 21/2
101.6
76.3
101.6
90× 50
31/2× 2
101.6
60.5
101.6
90× 40
31/2× 11/2
101.6
48.6
101.6
90× 32
31/2× 11/4
101.6
42.7
101.6
100× 90
4 × 31/2
114.3
101.6
101.6
100× 80
4 × 3
114.3
89.1
101.6
100× 65
4 × 21/2
114.3
76.3
101.6
100× 50
4 × 2
114.3
60.5
101.6
100× 40
4 × 11/2
114.3
48.6
101.6
125×100
5 × 4
139.8
114.3
127.0
11
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
径の呼び
①×②
外径
端面から
端面まで
の距離
H
A
B
D1
D2
125× 90
5 × 31/2
139.8
101.6
127.0
125× 80
5 × 3
139.8
89.1
127.0
125× 65
5 × 21/2
139.8
76.3
127.0
125× 50
5 × 2
139.8
60.5
127.0
150×125
6 × 5
165.2
139.8
139.7
150×100
6 × 4
165.2
114.3
139.7
150× 90
6 × 31/2
165.2
101.6
139.7
150× 80
6 × 3
165.2
89.1
139.7
150× 65
6 × 21/2
165.2
76.3
139.7
200×150
8 × 6
216.3
165.2
152.4
200×125
8 × 5
216.3
139.8
152.4
200× 100
8 × 4
216.3
114.3
152.4
200× 90
8 × 31/2
216.3
101.6
152.4
250× 200
10 × 8
267.4
216.3
177.8
250× 150
10 × 6
267.4
165.2
177.8
250× 125
10 × 5
267.4
139.8
177.8
250× 100
10 × 4
267.4
114.3
177.8
300× 250
12 ×10
318.5
267.4
203.2
300× 200
12 × 8
318.5
216.3
203.2
300× 150
12 × 6
318.5
165.2
203.2
300× 125
12 × 5
318.5
139.8
203.2
350× 300
14 ×12
355.6
318.5
330.2
350× 250
14 ×10
355.6
267.4
330.2
350× 200
14 × 8
355.6
216.3
330.2
350× 150
14 × 6
355.6
165.2
330.2
400× 350
16 ×14
406.4
355.6
355.6
400× 300
16 ×12
406.4
318.5
355.6
400× 250
16 ×10
406.4
267.4
355.6
400× 200
16 × 8
406.4
216.3
355.6
450× 400
18 ×16
457.2
406.4
381.0
450× 350
18 ×14
457.2
355.6
381.0
450× 300
18 ×12
457.2
318.5
381.0
450× 250
18 ×10
457.2
267.4
381.0
500× 450
20 ×18
508.0
457.2
508.0
500× 400
20 ×16
508.0
406.4
508.0
500× 350
20 ×14
508.0
355.6
508.0
500× 300
20 ×12
508.0
318.5
508.0
550× 500
22 ×20
558.8
508.0
508.0
550× 450
22 ×18
558.8
457.2
508.0
550× 400
22 ×16
558.8
406.4
508.0
550× 350
22 ×14
558.8
355.6
508.0
600× 550
24 ×22
609.6
558.8
508.0
600× 500
24 ×20
609.6
508.0
508.0
12
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
径の呼び
①×②
外径
端面から
端面まで
の距離
H
A
B
D1
D2
600× 450
24 ×18
609.6
457.2
508.0
600× 400
24 ×16
609.6
406.4
508.0
650× 600
26 ×24
660.4
609.6
609.6
650× 550
26 ×22
660.4
558.8
609.6
650× 500
26 ×20
660.4
508.0
609.6
650× 450
26 ×18
660.4
457.2
609.6
700× 650
28 ×26
711.2
660.4
609.6
700× 600
28 ×24
711.2
609.6
609.6
700× 550
28 ×22
711.2
558.8
609.6
700× 500
28 ×20
711.2
508.0
609.6
750× 700
30 ×28
762.0
711.2
609.6
750× 650
30 ×26
762.0
660.4
609.6
750× 600
30 ×24
762.0
609.6
609.6
750× 550
30 ×22
762.0
558.8
609.6
800× 750
32 ×30
812.8
762.0
609.6
800× 700
32 ×28
812.8
711.2
609.6
800× 650
32 ×26
812.8
660.4
609.6
800× 600
32 ×24
812.8
609.6
609.6
850× 800
34 ×32
863.6
812.8
609.6
850× 750
34 ×30
863.6
762.0
609.6
850× 700
34 ×28
863.6
711.2
609.6
850× 650
34 ×26
863.6
660.4
609.6
900× 850
36 ×34
914.4
863.6
609.6
900× 800
36 ×32
914.4
812.8
609.6
900× 750
36 ×30
914.4
762.0
609.6
900× 700
36 ×28
914.4
711.2
609.6
950× 900
38 ×36
965.2
914.4
609.6
950× 850
38 ×34
965.2
863.6
609.6
950× 800
38 ×32
965.2
812.8
609.6
950× 750
38 ×30
965.2
762.0
609.6
1000× 950
40 ×38
1 016.0
965.2
609.6
1000× 900
40 ×36
1 016.0
914.4
609.6
1000× 850
40 ×34
1 016.0
863.6
609.6
1000× 800
40 ×32
1 016.0
812.8
609.6
1050×1000
42 ×40
1 066.8
1 016.0
609.6
1050× 950
42 ×38
1 066.8
965.2
609.6
1050× 900
42 ×36
1 066.8
914.4
609.6
1050× 850
42 ×34
1 066.8
863.6
609.6
1100×1050
44 ×42
1 117.6
1 066.8
609.6
1100×1000
44 ×40
1 117.6
1 016.0
609.6
1100× 950
44 ×38
1 117.6
965.2
609.6
1100× 900
44 ×36
1 117.6
914.4
609.6
1150×1100
46 ×44
1 168.4
1 117.6
711.2
1150×1050
46 ×42
1 168.4
1 066.8
711.2
1150×1000
46 ×40
1 168.4
1 016.0
711.2
13
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
径の呼び
①×②
外径
端面から
端面まで
の距離
H
A
B
D1
D2
1150×950
46 ×38
1 168.4
965.2
711.2
1200×1150
48 ×46
1 219.2
1 168.4
711.2
1200×1100
48 ×44
1 219.2
1 117.6
711.2
1200×1050
48 ×42
1 219.2
1 066.8
711.2
1200×1000
48 ×40
1 219.2
1 016.0
711.2
14
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
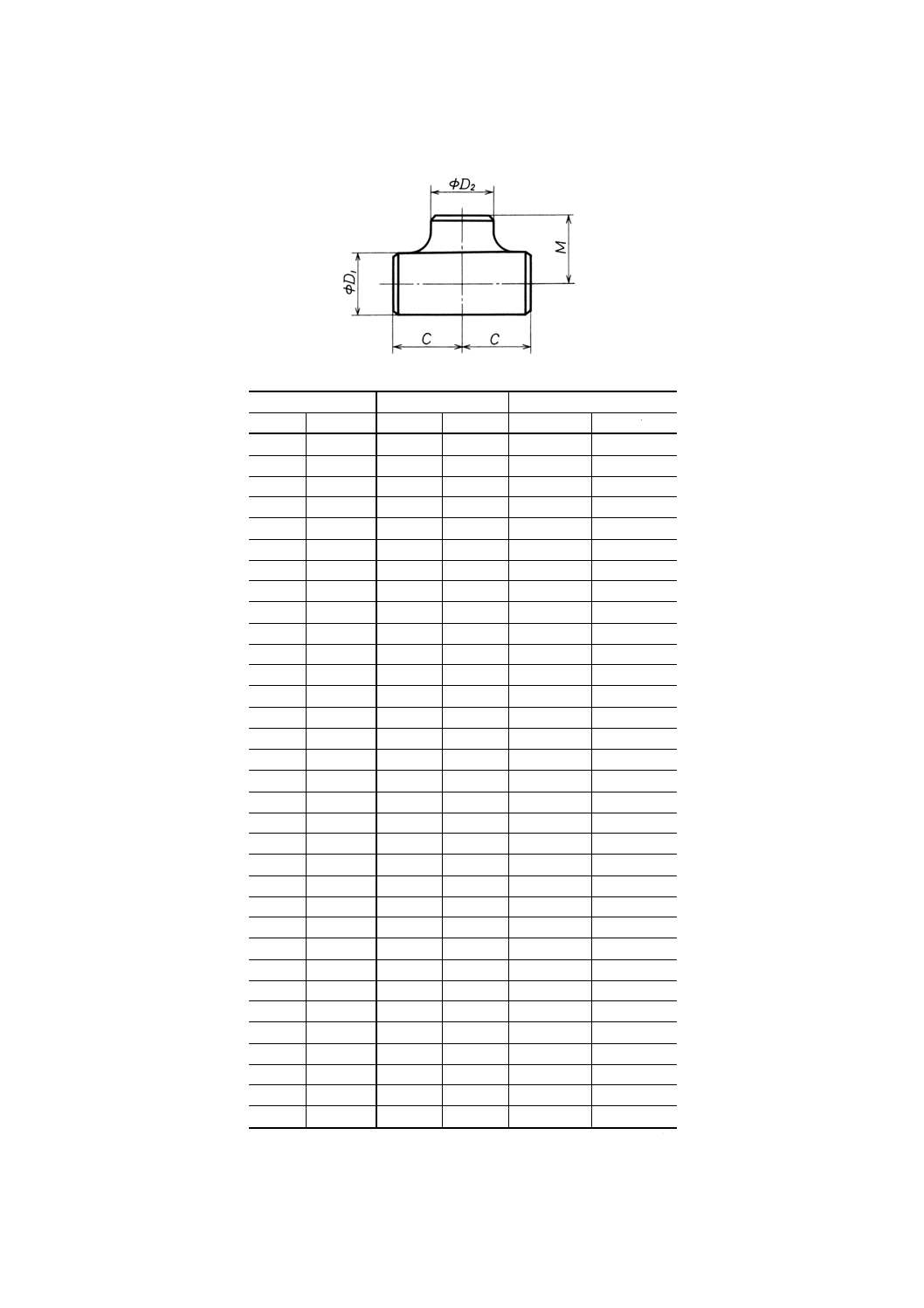
付表5 同径Tの形状・寸法
単位 mm
径の呼び
外径
中心から端面までの距離
A
B
D1
D2
C
M
15
1/2
21.7
21.7
25.4
25.4
20
3/4
27.2
27.2
28.6
28.6
25
1
34.0
34.0
38.1
38.1
32
11/4
42.7
42.7
47.6
47.6
40
11/2
48.6
48.6
57.2
57.2
50
2
60.5
60.5
63.5
63.5
65
21/2
76.3
76.3
76.2
76.2
80
3
89.1
89.1
85.7
85.7
90
31/2
101.6
101.6
95.3
95.3
100
4
114.3
114.3
104.8
104.8
125
5
139.8
139.8
123.8
123.8
150
6
165.2
165.2
142.9
142.9
200
8
216.3
216.3
177.8
177.8
250
10
267.4
267.4
215.9
215.9
300
12
318.5
318.5
254.0
254.0
350
14
355.6
355.6
279.4
279.4
400
16
406.4
406.4
304.8
304.8
450
18
457.2
457.2
342.9
342.9
500
20
508.0
508.0
381.0
381.0
550
22
558.8
558.8
419.1
419.1
600
24
609.6
609.6
431.8
431.8
650
26
660.4
660.4
495.3
495.3
700
28
711.2
711.2
520.7
520.7
750
30
762.0
762.0
558.8
558.8
800
32
812.8
812.8
596.9
596.9
850
34
863.6
863.6
635.0
635.0
900
36
914.4
914.4
673.1
673.1
950
38
965.2
965.2
711.2
711.2
1000
40
1 016.0
1 016.0
749.3
749.3
1050
42
1 066.8
1 066.8
762.0
711.2
1100
44
1 117.6
1 117.6
812.8
762.0
1150
46
1 168.4
1 168.4
850.9
800.1
1200
48
1 219.2
1 219.2
889.0
838.2
備考 径の呼びが350A (14B) 以上の寸法Mは,受渡当事者間の協
定によって,これ以下の寸法にしてもよい。
15
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
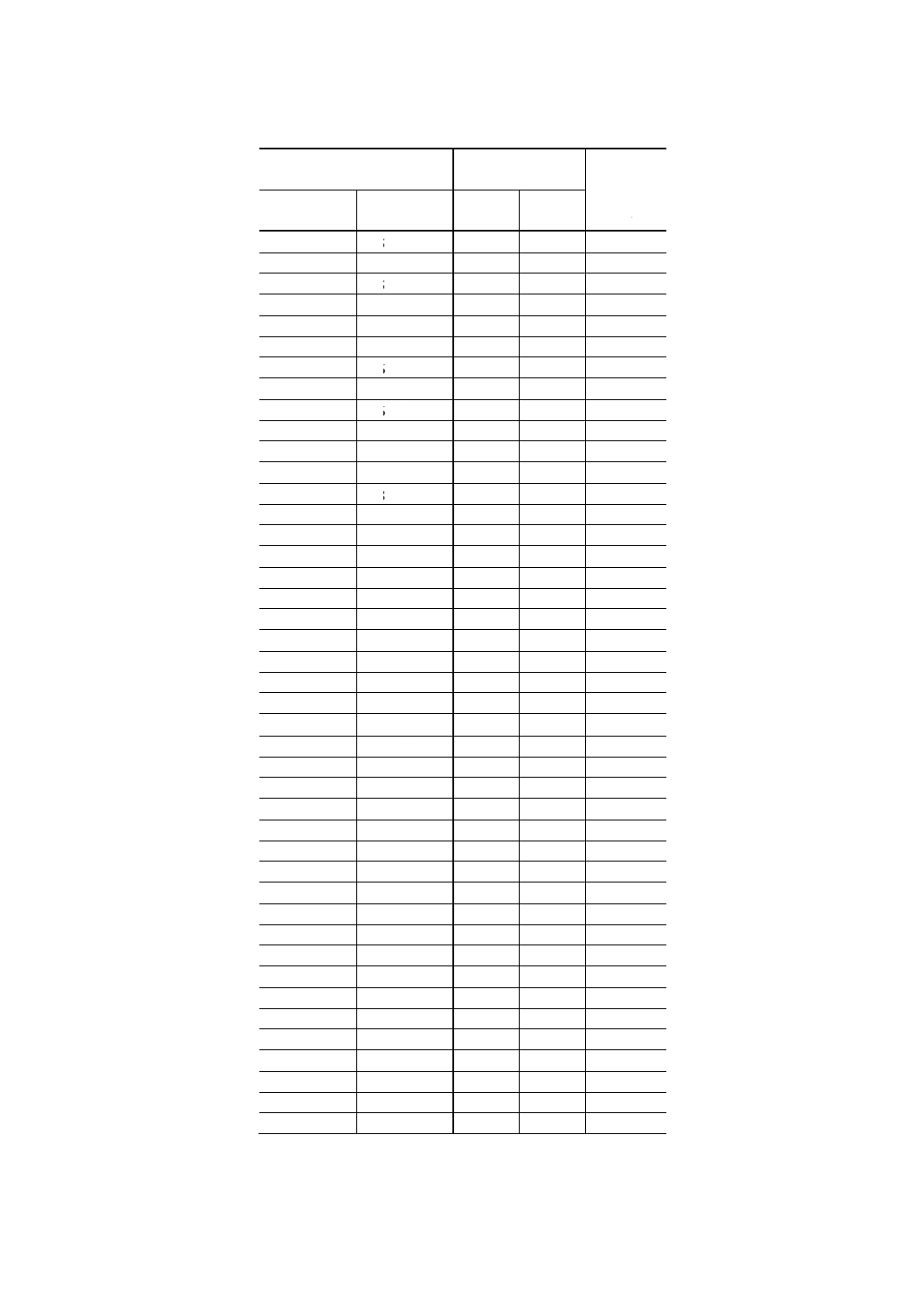
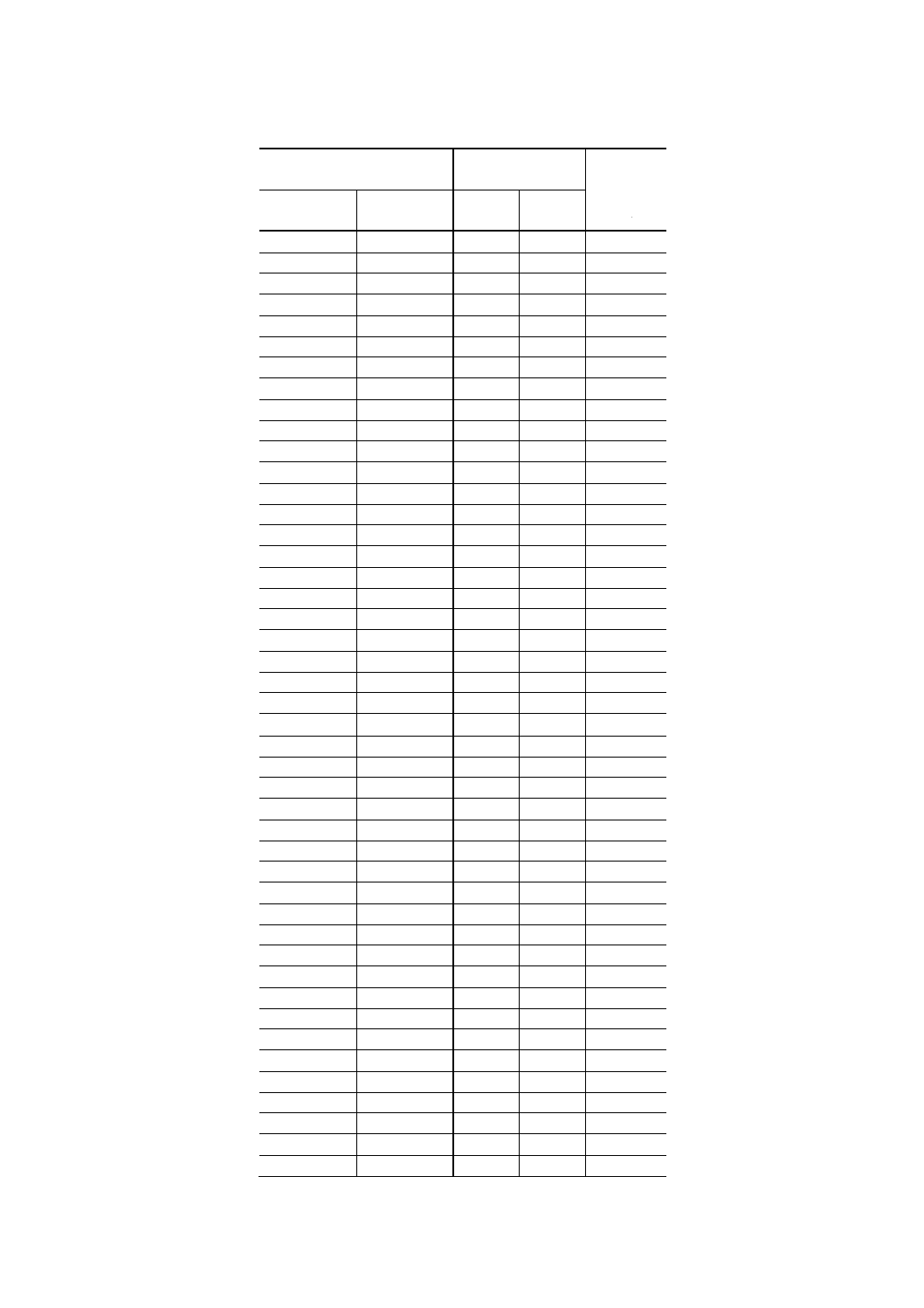
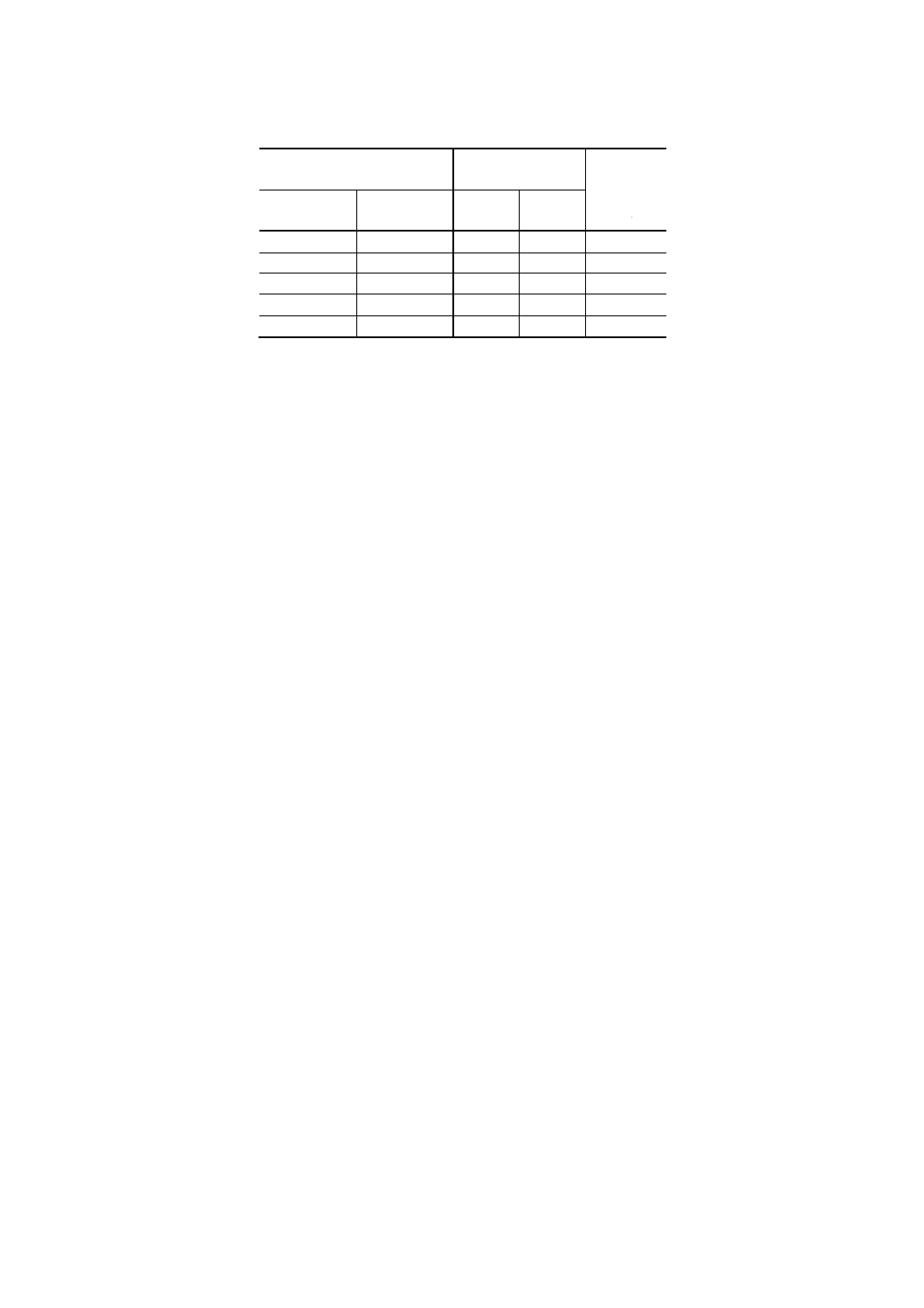
付表6 径違いTの形状・寸法
単位 mm
径の呼び
①×②×③
外径
中心から端面までの距離
A
B
D1
D2
C
M
20× 20× 15
3/4× 3/4× 1/2
27.2
21.7
28.6
28.6
25× 25× 20
1 × 1 × 3/4
34.0
27.2
38.1
38.1
25× 25× 15
1 × 1 × 1/2
34.0
21.7
38.1
38.1
32× 32× 25
11/4 × 11/4× 1
42.7
34.0
47.6
47.6
32× 32× 20
11/4 × 11/4× 3/4
42.7
27.2
47.6
47.6
32× 32× 15
11/4 × 11/4× 1/2
42.7
21.7
47.6
47.6
40× 40× 32
11/2 × 11/2× 11/4
48.6
42.7
57.2
57.2
40× 40× 25
11/2 × 11/2× 1
48.6
34.0
57.2
57.2
40× 40× 20
11/2 × 11/2× 3/4
48.6
27.2
57.2
57.2
40× 40× 15
11/2 × 11/2× 1/2
48.6
21.7
57.2
57.2
50× 50× 40
2 × 2 × 11/2
60.5
48.6
63.5
60.3
50× 50× 32
2 × 2 × 11/4
60.5
42.7
63.5
57.2
50× 50× 25
2 × 2 × 1
60.5
34.0
63.5
50.8
50× 50× 20
2 × 2 × 3/4
60.5
27.2
63.5
44.5
65× 65× 50
21/2 × 21/2× 2
76.3
60.5
76.2
69.9
65× 65× 40
21/2 × 21/2× 11/2
76.3
48.6
76.2
66.7
65× 65× 32
21/2 × 21/2× 11/4
76.3
42.7
76.2
63.5
65× 65× 25
21/2 × 21/2× 1
76.3
34.0
76.2
57.2
80× 80× 65
3 × 3 × 21/2
89.1
76.3
85.7
82.6
80× 80× 50
3 × 3 × 2
89.1
60.5
85.7
76.2
80× 80× 40
3 × 3 × 11/2
89.1
48.6
85.7
73.0
80× 80× 32
3 × 3 × 11/4
89.1
42.7
85.7
69.9
90× 90× 80
31/2 × 31/2× 3
101.6
89.1
95.3
92.1
90× 90× 65
31/2 × 31/2× 21/2
101.6
76.3
95.3
88.9
90× 90× 50
31/2 × 31/2× 2
101.6
60.5
95.3
82.6
90× 90× 40
31/2 × 31/2× 11/2
101.6
48.6
95.3
79.4
100× 100× 90
4 × 4 × 31/2
114.3
101.6
104.8
101.6
100× 100× 80
4 × 4 × 3
114.3
89.1
104.8
98.4
100× 100× 65
4 × 4 × 21/2
114.3
76.3
104.8
95.3
100× 100× 50
4 × 4 × 2
114.3
60.5
104.8
88.9
100× 100× 40
4 × 4 × 11/2
114.3
48.6
104.8
85.7
125× 125× 100
5 × 5 × 4
139.8
114.3
123.8
117.5
125× 125× 90
5 × 5 × 31/2
139.8
101.6
123.8
114.3
125× 125× 80
5 × 5 × 3
139.8
89.1
123.8
111.1
125× 125× 65
5 × 5 × 21/2
139.8
76.3
123.8
108.0
125× 125× 50
5 × 5 × 2
139.8
60.5
123.8
104.8
16
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
径の呼び
①×②×③
外径
中心から端面までの距離
A
B
D1
D2
C
M
150× 150× 125
6 × 6 × 5
165.2
139.8
142.9
136.5
150× 150× 100
6 × 6 × 4
165.2
114.3
142.9
130.2
150× 150× 90
6 × 6 × 31/2
165.2
101.6
142.9
127.0
150× 150× 80
6 × 6 × 3
165.2
89.1
142.9
123.8
150× 150× 65
6 × 6 × 21/2 165.2
76.3
142.9
120.7
200× 200× 150
8 × 8 × 6
216.3
165.2
177.8
168.3
200× 200× 125
8 × 8 × 5
216.3
139.8
177.8
161.9
200× 200× 100
8 × 8 × 4
216.3
114.3
177.8
155.6
200× 200× 90
8 × 8 × 31/2 216.3
101.6
177.8
152.4
250× 250× 200
10 × 10 × 8
267.4
216.3
215.9
203.2
250× 250× 150
10 × 10 × 6
267.4
165.2
215.9
193.7
250× 250× 125
10 × 10 × 5
267.4
139.8
215.9
190.5
250× 250× 100
10 × 10 × 4
267.4
114.3
215.9
184.2
300× 300× 250
12 × 12 ×10
318.5
267.4
254.0
241.3
300× 300× 200
12 × 12 × 8
318.5
216.3
254.0
228.6
300× 300× 150
12 × 12 × 6
318.5
165.2
254.0
219.1
300× 300× 125
12 × 12 × 5
318.5
139.8
254.0
215.9
350× 350× 300
14 × 14 ×12
355.6
318.5
279.4
269.9
350× 350× 250
14 × 14 ×10
355.6
267.4
279.4
257.2
350× 350× 200
14 × 14 × 8
355.6
216.3
279.4
247.7
350× 350× 150
14 × 14 × 6
355.6
165.2
279.4
238.1
400× 400× 350
16 × 16 ×14
406.4
355.6
304.8
304.8
400× 400× 300
16 × 16 ×12
406.4
318.5
304.8
295.3
400× 400× 250
16 × 16 ×10
406.4
267.4
304.8
282.6
400× 400× 200
16 × 16 × 8
406.4
216.3
304.8
273.1
400× 400× 150
16 × 16 × 6
406.4
165.2
304.8
263.5
450× 450× 400
18 × 18 ×16
457.2
406.4
342.9
330.2
450× 450× 350
18 × 18 ×14
457.2
355.6
342.9
330.2
450× 450× 300
18 × 18 ×12
457.2
318.5
342.9
320.7
450× 450× 250
18 × 18 ×10
457.2
267.4
342.9
308.0
450× 450× 200
18 × 18 × 8
457.2
216.3
342.9
298.5
500× 500× 450
20 × 20 ×18
508.0
457.2
381.0
368.3
500× 500× 400
20 × 20 ×16
508.0
406.4
381.0
355.6
500× 500× 350
20 × 20 ×14
508.0
355.6
381.0
355.6
500× 500× 300
20 × 20 ×12
508.0
318.5
381.0
346.1
500× 500× 250
20 × 20 ×10
508.0
267.4
381.0
333.4
500× 500× 200
20 × 20 × 8
508.0
216.3
381.0
323.9
550× 550× 500
22 × 22 ×20
558.8
508.0
419.1
406.4
550× 550× 450
22 × 22 ×18
558.8
457.2
419.1
393.7
550× 550× 400
22 × 22 ×16
558.8
406.4
419.1
381.0
600× 600× 550
24 × 24 ×22
609.6
558.8
431.8
431.8
600× 600× 500
24 × 24 ×20
609.6
508.0
431.8
431.8
600× 600× 450
24 × 24 ×18
609.6
457.2
431.8
419.1
650× 650× 600
26 × 26 ×24
660.4
609.6
495.3
482.6
650× 650× 550
26 × 26 ×22
660.4
558.8
495.3
469.9
650× 650× 500
26 × 26 ×20
660.4
508.0
495.3
457.2
17
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
径の呼び
①×②×③
外径
中心から端面までの距離
A
B
D1
D2
C
M
700× 700× 650
28 × 28 ×26
711.2
660.4
520.7
520.7
700× 700× 600
28 × 28 ×24
711.2
609.6
520.7
508.0
700× 700× 550
28 × 28 ×22
711.2
558.8
520.7
495.3
750× 750× 700
30 × 30 ×28
762.0
711.2
558.8
546.1
750× 750× 650
30 × 30 ×26
762.0
660.4
558.8
546.1
750× 750× 600
30 × 30 ×24
762.0
609.6
558.8
533.4
800× 800× 750
32 × 32 ×30
812.8
762.0
596.9
584.2
800× 800× 700
32 × 32 ×28
812.8
711.2
596.9
571.5
800× 800× 650
32 × 32 ×26
812.8
660.4
596.9
571.5
850× 850× 800
34 × 34 ×32
863.6
812.8
635.0
622.3
850× 850× 750
34 × 34 ×30
863.6
762.0
635.0
609.6
850× 850× 700
34 × 34 ×28
863.6
711.2
635.0
596.9
900× 900× 850
36 × 36 ×34
914.4
863.6
673.1
660.4
900× 900× 800
36 × 36 ×32
914.4
812.8
673.1
647.7
900× 900× 750
36 × 36 ×30
914.4
762.0
673.1
635.0
950× 950× 900
38 × 38 ×36
965.2
914.4
711.2
711.2
950× 950× 850
38 × 38 ×34
965.2
863.6
711.2
698.5
950× 950× 800
38 × 38 ×32
965.2
812.8
711.2
685.8
1000×1000× 950
40 × 40 ×38
1 016.0
965.2
749.3
749.3
1000×1000× 900
40 × 40 ×36
1 016.0
914.4
749.3
736.6
1000×1000× 850
40 × 40 ×34
1 016.0
863.6
749.3
723.9
1050×1050×1000
42 × 42 ×40
1 066.8
1 016.0
762.0
711.2
1050×1050× 950
42 × 42 ×38
1 066.8
965.2
762.0
711.2
1050×1050× 900
42 × 42 ×36
1 066.8
914.4
762.0
711.2
1100×1100×1050
44 × 44 ×42
1 117.6
1 066.8
812.8
762.0
1100×1100×1000
44 × 44 ×40
1 117.6
1 016.0
812.8
749.3
1100×1100× 950
44 × 44 ×38
1 117.6
965.2
812.8
736.6
1150×1150×1100
46 × 46 ×44
1 168.4
1 117.6
850.9
800.1
1150×1150×1050
46 × 46 ×42
1 168.4
1 066.8
850.9
787.4
1150×1150×1000
46 × 46 ×40
1 168.4
1 016.0
850.9
774.7
1200×1200×1150
48 × 48 ×46
1 219.2
1 168.4
889.0
838.2
1200×1200×1100
48 × 48 ×44
1 219.2
1 117.6
889.0
838.2
1200×1200×1050
48 × 48 ×42
1 219.2
1 066.8
889.0
812.8
備考 径の呼び①及び②が350A (14B) 以上の寸法Mは,受渡当事者間の協定によって,
これ以下の寸法にしてもよい。
18
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
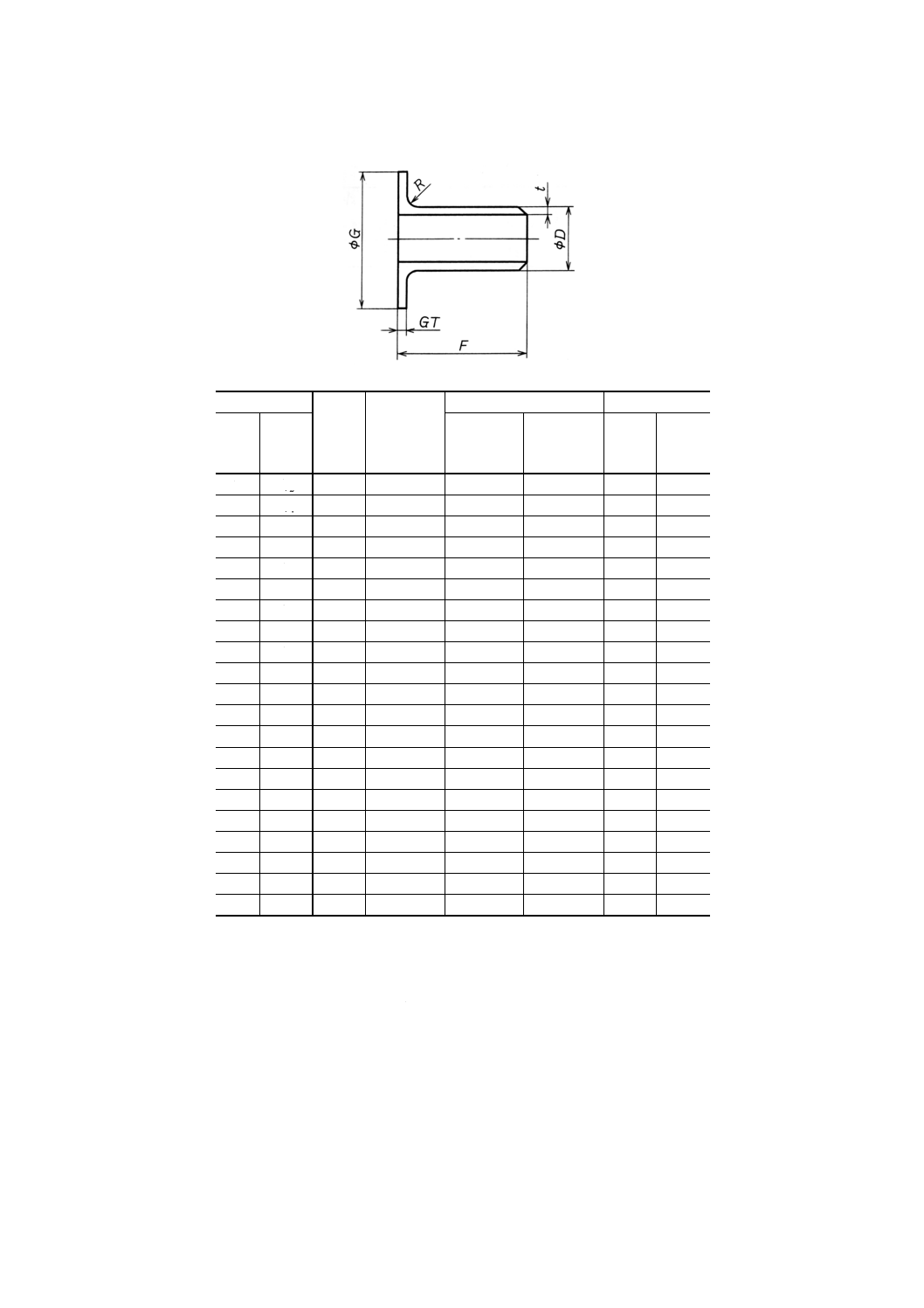
付表7 スタブエンドの形状・寸法
単位 mm
径の呼び
外径
D
端面から
端面まで
の距離
F
つば径 G
コーナー R
A
B
呼び圧力
5 K
呼び圧力
10 K
最大
最小
15
1/2
21.7
30.0
44.0
51.0
3.0
1.5
20
3/4
27.2
30.0
49.0
56.0
3.0
1.5
25
1
34.0
50.0
59.0
67.0
3.0
1.5
32
11/4
42.7
50.0
70.0
76.0
4.0
2.0
40
11/2
48.6
50.0
75.0
81.0
4.0
2.0
50
2
60.5
50.0
85.0
96.0
4.0
2.0
65
21/2
76.3
50.0
110.0
116.0
5.0
2.5
80
3
89.1
50.0
121.0
126.0
5.0
2.5
90
31/2
101.6
50.0
131.0
136.0
5.0
2.5
100
4
114.3
50.0
141.0
151.0
5.0
2.5
125
5
139.8
50.0
176.0
182.0
6.0
3.0
150
6
165.2
50.0
206.0
212.0
6.0
3.0
200
8
216.3
65.0
252.0
262.0
6.0
3.0
250
10
267.4
65.0
317.0
324.0
6.0
3.0
300
12
318.5
65.0
360.0
368.0
9.0
3.0
350
14
355.6
150.0
403.0
413.0
9.0
3.0
400
16
406.4
150.0
463.0
475.0
9.0
3.0
450
18
457.2
150.0
523.0
530.0
9.0
3.0
500
20
508.0
150.0
573.0
585.0
9.0
3.0
550
22
558.8
150.0
630.0
640.0
9.0
3.0
600
24
609.6
150.0
680.0
690.0
9.0
3.0
備考1. つばの厚さ (GT) は,付表1及び付表2の呼び厚さ (t) と同じ寸法とす
る。
2. 径の呼び350A (14B) 以上のものについて,寸法Fは受渡当事者間の
協定によって,これ以下の寸法としてもよい。
3. ガスケット座の表面粗さは,JIS B 0031に規定する6.3aより粗くな
いものとする。
19
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表8 管継手の寸法許容差
単位 mm
径の呼び
管継手
の種類 項目
許容差
A
15〜65
80〜100
125〜200
250〜450
500〜600
650〜750
800〜1200
B
1/2〜21/2
3〜4
5〜8
10〜18
20〜24
26〜30
32〜48
すべての管
継手
端部の外径(11)(12)
+1.6
−0.8
±1.6
+2.4
−1.6
+4.0
−3.2
+6.4
−4.8
端面の内径
±0.8
±1.6
±3.2
±4.8
厚さ
+規定しない
−12.5%
ベベル角度
図1参照
ルート面の高さ
図1参照
45°エルボ
90°エルボ
中心から端面までの距離
(H , F)
±1.6
±2.4
±3.2
±4.8
レジューサ
スタブエン
ド
端面から端面までの距離
(H) , (F)
±1.6
±2.4
±4.8
T
中心から端面までの距離
(C , M)
±1.6
±2.4
±4.8
キャップ
背から端面までの距離
(E , E1)
±3.2
±6.4
−
すべての管
継手
端部の外周長(11)
−
±0.5%
スタブエン
ド
外径 (D)
+1.6
−0.8
±1.6
+2.4
−1.6
+4.0
−3.2
+6.4
−4.8
−
つば径 (G)
0
−0.8
0
−1.6
−
つばの厚さ (GT)
+1.6
0
−
注(11) 付表4の同心2形レジューサ及び偏心2形レジューサには,適用しない。
(12) スタブエンドには適用しない。
備考 レジューサ及び径違いTのH及びM寸法の許容差は,大径側の許容差を適用する。
20
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
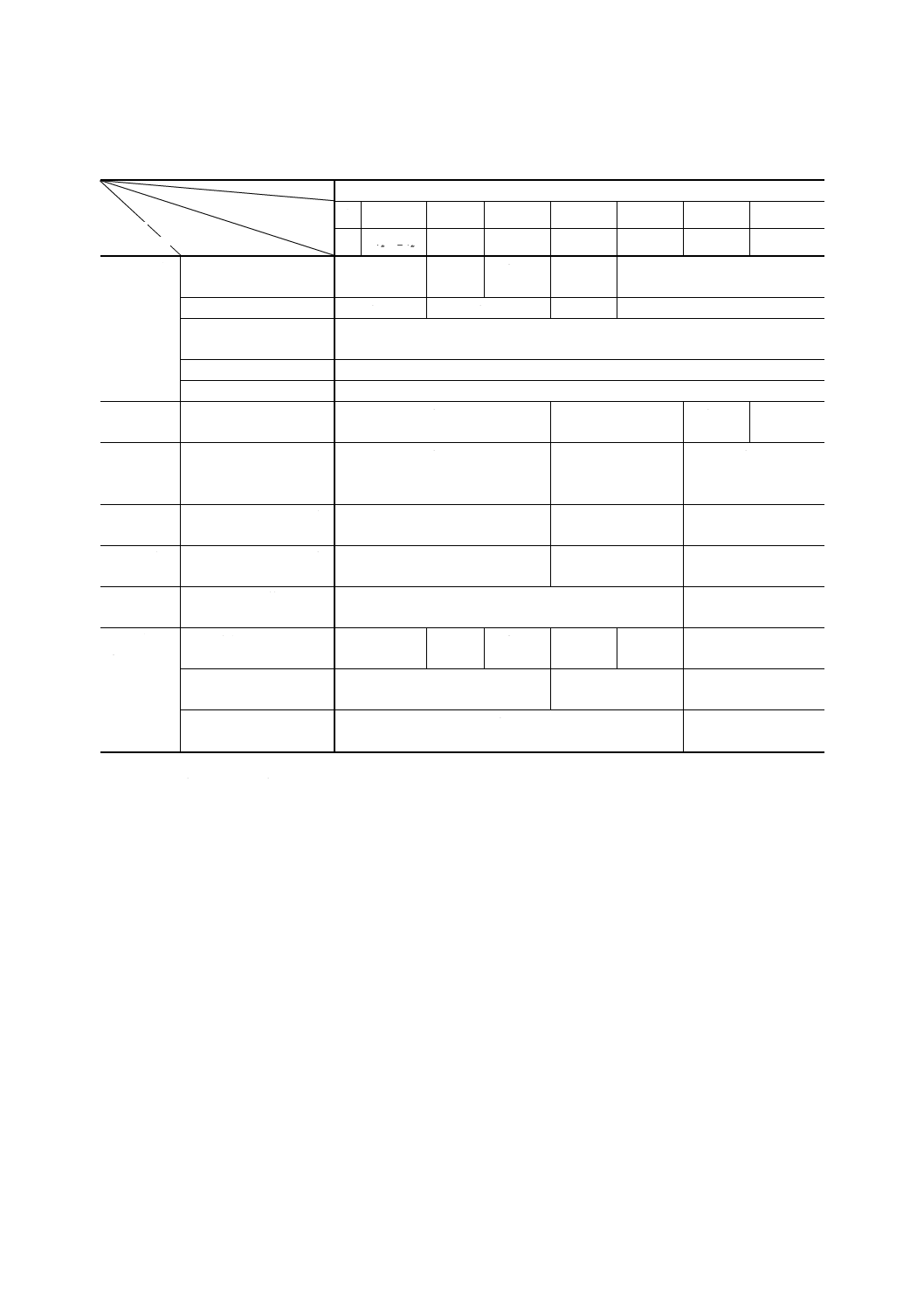
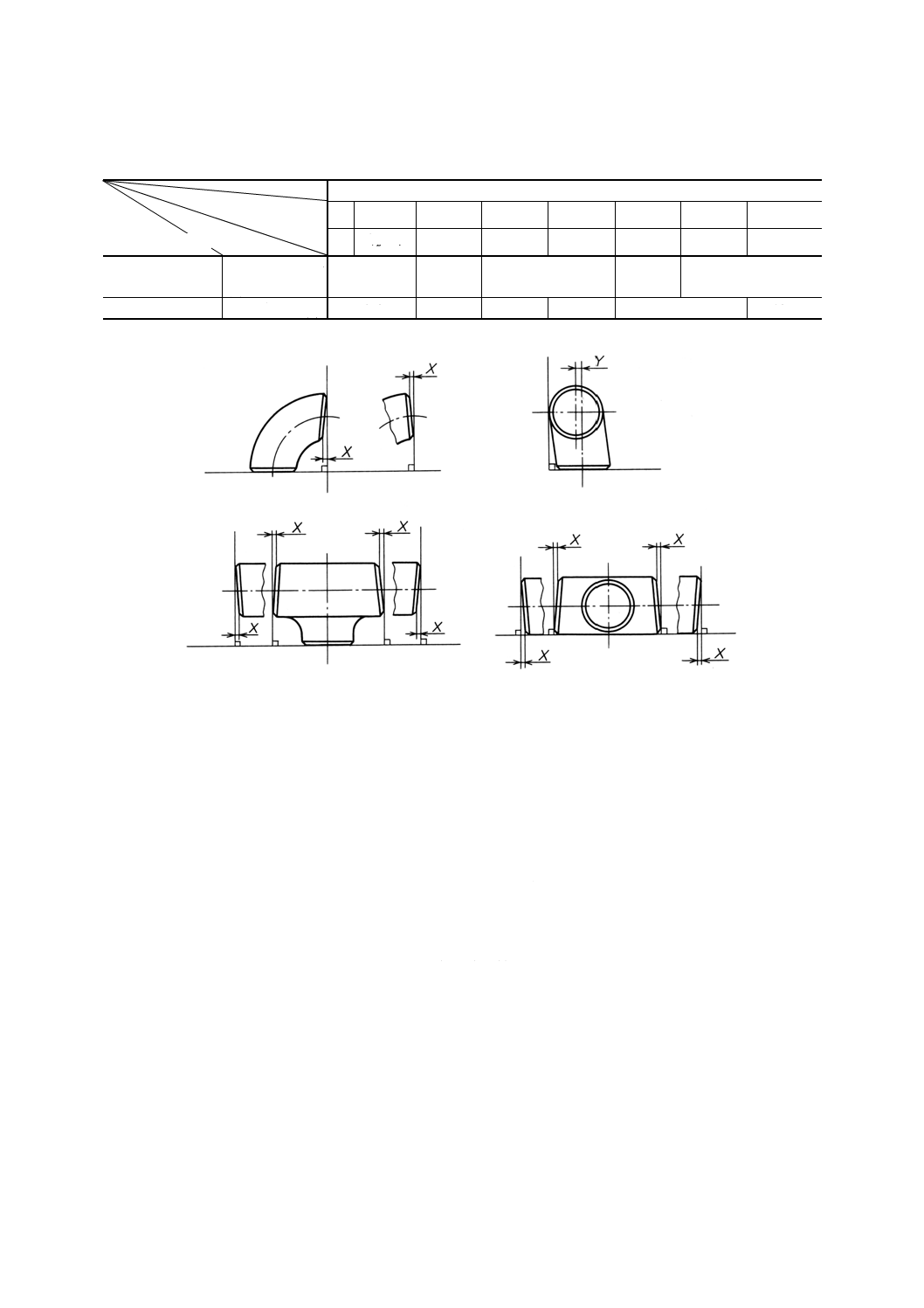
付表9 管継手の軸心に対する直角度の許容値
単位 mm
径の呼び
管継手の種類 項目
許容値
A 15〜100 125〜200 250〜300 350〜400 450〜600 650〜750 800〜1200
B
1/2〜4
5〜8
10〜12
14〜16
18〜24
26〜30
32〜48
エルボ,レジュー
サ,T
オフアングル
(X)
0.8
1.6
2.4
3.2
4.8
エルボ,T
オフプレン (Y)
1.6
3.2
4.8
6.4
9.5
12.7
備考 レジューサ及び径違いTの直角度の許容差は,大径側の許容差を適用する。
付表10 引用規格
JIS B 0031 製図−面の肌の図示方法
JIS B 0151 鉄鋼製管継手用語
JIS B 2313 配管用鋼板製突合せ溶接式管継手
JIS B 8270 圧力容器(基盤規格)
JIS B 8285 圧力容器の溶接施工方法の確認試験
JIS H 0321 非鉄金属材料の検査通則
JIS H 4000 アルミニウム及びアルミニウム合金の板及び条
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4080 アルミニウム及びアルミニウム合金継目無管
JIS H 4090 アルミニウム及びアルミニウム合金溶接管
JIS Z 2201 金属材料引張試験片
JIS Z 2343 浸透探傷試験方法及び浸透指示模様の分類
JIS Z 3040 溶接施工方法の確認試験方法
JIS Z 3105 アルミニウム平板突合せ溶接部の放射線透過試験方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3232 アルミニウム及びアルミニウム合金溶接棒並びにワイヤ
21
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 3604 アルミニウムのイナートガスアーク溶接作業標準
JIS Z 3811 アルミニウム溶接技術検定における試験方法及び判定基準
22
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書 特別品質
1. 適用範囲 この附属書は,管継手の特別品質について規定する。
備考 この規定は,あらかじめ注文者から要求があった場合に適用し,指定があった項目について製
造業者が試験を実施する。
2. 特別品質
2.1
管継手の浸透探傷検査
2.1.1
浸透探傷試験の方法及び欠陥の指示模様は,JIS Z 2343によって,次の各項に適合しなければなら
ない。
(1) 割れによる浸透指示模様は,あってはならない。
(2) 線状浸透指示模様,円形状浸透指示模様,連続浸透指示模様及び分散浸透指示模様については,受渡
当事者間の協定による。
2.1.2
管継手の浸透探傷試験の検査範囲については,受渡当事者間の協定による。
2.2
管継手の溶接部の機械試験
2.2.1
機械試験の種類及び試験片の数 機械試験の種類及び試験片の数は,次による。
(1) 管継手の機械試験は,管継手のロット(1)ごとに管継手の溶接長さが60m又はその端数ごとに機械試験
板から採取した試験片について行う。
(2) 機械試験の種類は,引張試験,表曲げ試験,裏曲げ試験及び側曲げ試験とし,実施する機械試験の種
類及び試験片の数については,受渡当事者間の協定による。
注(1) 管継手のロットとは,材料の種類及び溶接施工方法が同一で,同一時期(3か月以内とする。)
に溶接したもので,かつ,厚さの差が6mm以下のもので構成する。
2.2.2
管継手の溶接部は,機械試験を行った場合,次の各項を満足しなければならない。
(1) 引張試験の結果,引張強さは,JIS H 4000に規定されるそれぞれの材料の,質別Oの引張強さの最小
値以上であること。
(2) 表曲げ試験,裏曲げ試験及び側曲げ試験の結果,溶接部の外側に長さ3mm以上の割れ(縁角に生じ
る小さな割れを除く。)が生じないこと。
2.2.3
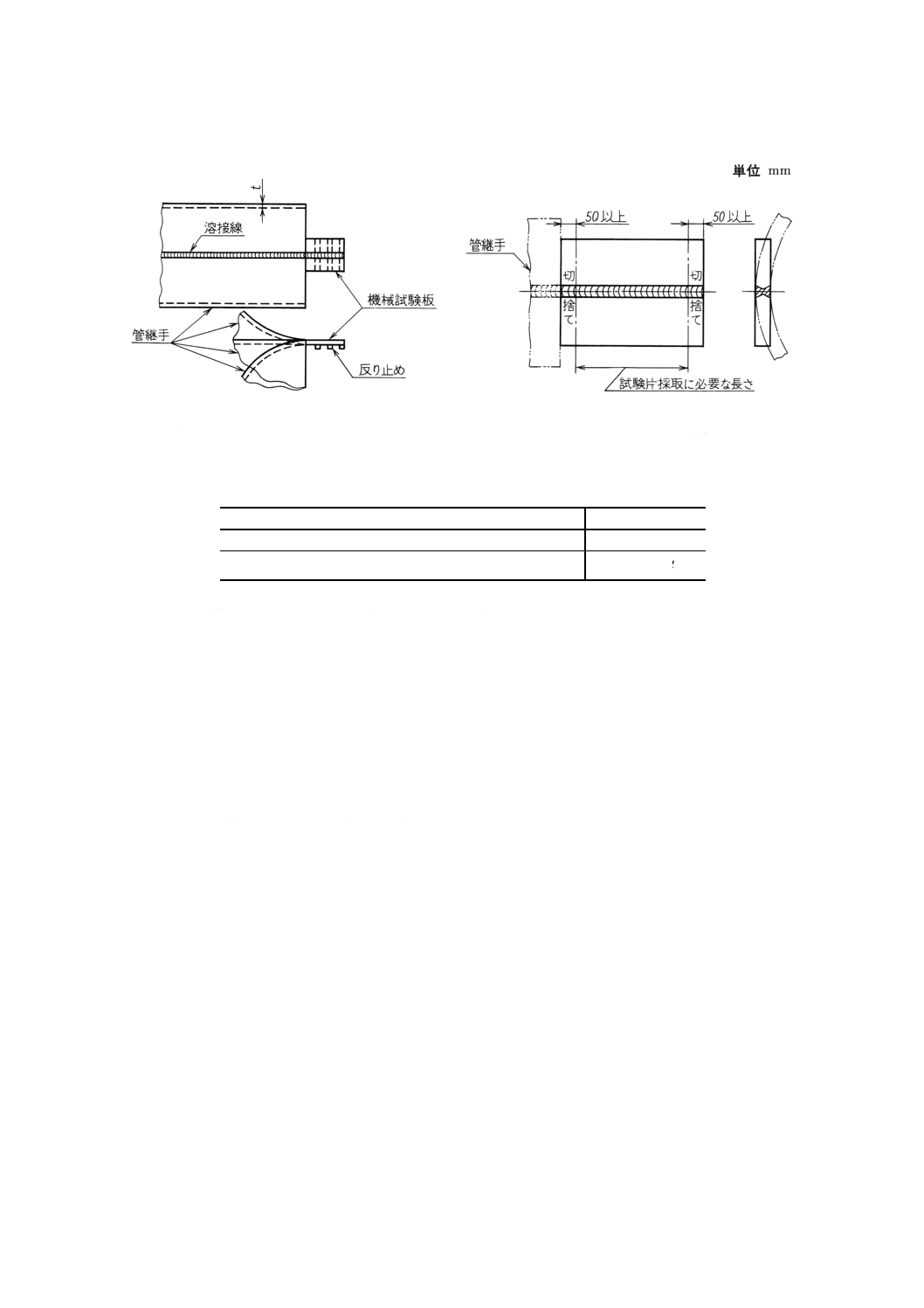
機械試験板の採取 機械試験板の採取は,次による。
(1) 機械試験板は,管継手の管端に取り付け,かつ,溶接線が管継手の継ぎ目と同一線上にあるようにし
て,管継手と同時に溶接を行う。ただし,管継手の溶接線長さが機械試験板の溶接線長さよりはるか
に短い場合は,別々に溶接を行ってもよい。
(2) 機械試験板は,溶接を行う管継手本体と同一材料で製品に使う材料の厚さとする。
(3) 溶接によって反りが生じた機械試験板は,熱処理を施す前に整形しなければならない。
(4) 機械試験板は,管継手と同一条件の熱処理を行わなければならない。
(5) 機械試験片は,機械試験板から附属書図1によって採取する。
23
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書図1 機械試験板の採取方法
2.2.4
引張試験 引張試験は,JIS Z 3121によって行い,試験片は,1号試験片とする。
2.2.5
曲げ試験 突合せ溶接継手の表曲げ試験,裏曲げ試験及び側曲げ試験は,JIS Z 3122によって行う。
この場合,曲げ試験用ジグ雄型の半径Rは,附属書表1による。
附属書表1 曲げ試験用ジグの寸法
試験材の種類
雄型の半径 R
1070, 1050, 1100, 1200, 3003, 3203, 5052, 5154, 5454
2t
5083
31
3t
備考 t:曲げ試験片の厚さ
2.2.6
再試験 管継手の機械試験で不合格となった場合,再試験を行うことができる。再試験の要領は,
JIS H 0321の7.(再試験)の規定による。
2.3
管継手の製品の材料分析
2.3.1
材料分析の方法及び分析値は,規格本体表3に規定した材料に関する日本工業規格の規定による。
2.3.2
供試材は,原則として管継手に使用する材料から採り,試験片の数は,同一溶解ごとに1個とする。
2.4
管継手の引張試験
2.4.1
管継手の引張試験の試験方法,引張強さ,耐力及び伸びは,規格本体表3に規定した材料に関する
日本工業規格の規定による。ただし,耐力は,注文者の要求があるものに限り適用する。
2.4.2
試験片は,管継手のロットごとに1個を採り,JIS Z 2201の試験片とし,1規格本体表3に示した
材料規格で指定した試験片形状で引張試験を実施する。
なお,規定の試験片が採取できない管継手については試験は行わない。
24
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
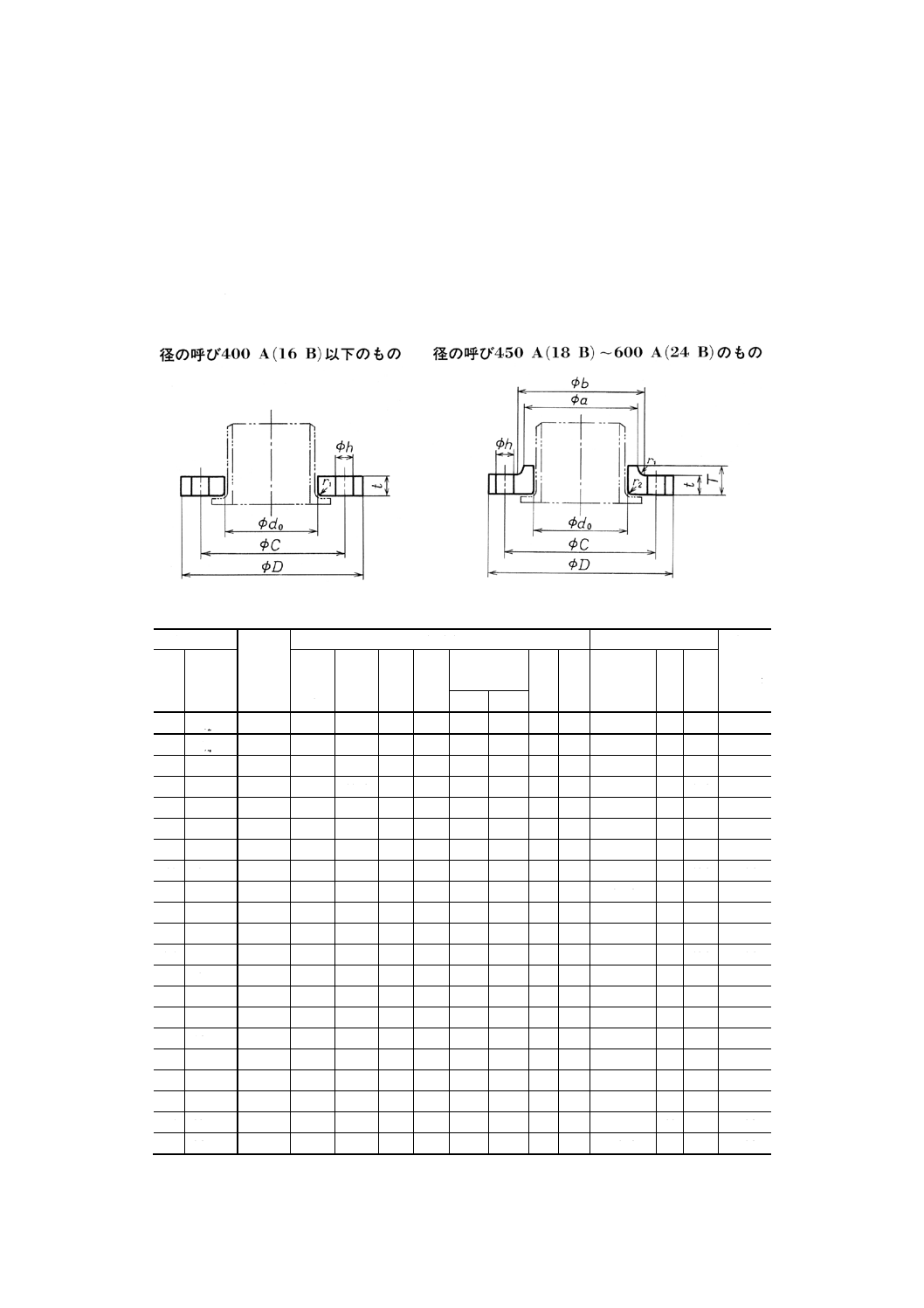
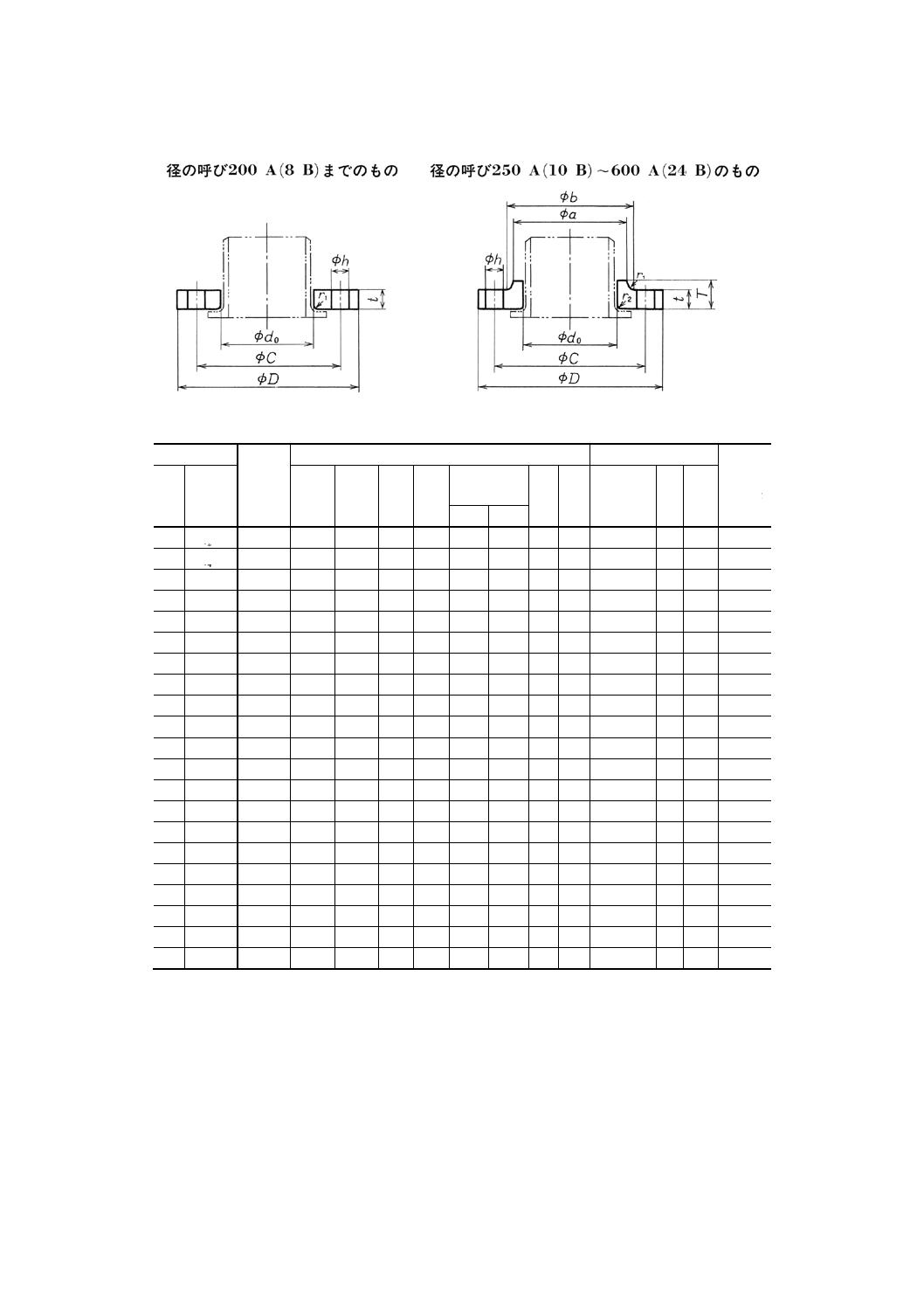
参考 ラップジョイント形フランジ
次に示すラップジョイント形フランジは,スタブエンドを使用するためのラップジョイント形フランジ
の形状,寸法を示すもので,規定の一部ではない。
本体付表7に示すスタブエンドとともに使用するラップジョイント形フランジは,参考表1及び参考表
2に示すものを選定するのがよい。
参考表1 ラップジョイント形フランジ(呼び圧力5K)
単位 mm
径の呼び
スタブ
エンド
の外径
フランジの各部の寸法
ボルト穴
ボルト
のねじ
の呼び
A
B
外径
ハブの径
中心の径
数
径
d0
D
t
T
a
b
r1
r2
C
h
15
1/2
21.7
23.4
80.0
9.0
−
−
−
−
3.0
60.0
4
12.0
M10
20
3/4
27.2
28.9
85.0
10.0
−
−
−
−
3.0
65.0
4
12.0
M10
25
1
34.0
35.6
95.0
10.0
−
−
−
−
3.0
75.0
4
12.0
M10
32
11/4
42.7
44.3
115.0
12.0
−
−
−
−
4.0
90.0
4
15.0
M12
40
11/2
48.6
50.4
120.0
12.0
−
−
−
−
4.0
95.0
4
15.0
M12
50
2
60.5
62.7
130.0
14.0
−
−
−
−
4.0
105.0
4
15.0
M12
65
21/2
76.3
78.7
155.0
14.0
−
−
−
−
5.0
130.0
4
15.0
M12
80
3
89.1
91.6
180.0
14.0
−
−
−
−
5.0
145.0
4
19.0
M16
90
31/2
101.6
104.1
190.0
14.0
−
−
−
−
5.0
155.0
4
19.0
M16
100
4
114.3
116.9
200.0
16.0
−
−
−
−
5.0
165.0
8
19.0
M16
125
5
139.8
143.0
235.0
16.0
−
−
−
−
6.0
200.0
8
19.0
M16
150
6
165.2
168.4
265.0
18.0
−
−
−
−
6.0
230.0
8
19.0
M16
200
8
216.3
219.5
320.0
20.0
−
−
−
−
6.0
280.0
8
23.0
M20
250
10
267.4
271.7
385.0
22.0
−
−
−
−
6.0
345.0
12
23.0
M20
300
12
318.5
322.8
430.0
22.0
−
−
−
−
9.0
390.0
12
23.0
M20
350
14
355.6
360.2
480.0
24.0
−
−
−
−
9.0
435.0
12
25.0
M22
400
16
406.4
411.2
540.0
24.0
−
−
−
−
9.0
495.0
16
25.0
M22
450
18
457.2
462.3
605.0
24.0
40.0
495.0
500.0
5.0
9.0
555.0
16
25.0
M22
500
20
508.0
514.4
655.0
24.0
40.0
546.0
552.0
5.0
9.0
605.0
20
25.0
M22
550
22
558.8
565.2
720.0
26.0
42.0
597.0
603.0
5.0
9.0
665.0
20
27.0
M24
600
24
609.6
616.0
770.0
26.0
44.0
648.0
654.0
5.0
9.0
715.0
20
27.0
M24
25
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. この規格でスタブエンドとともに使用するラップジョイント形フランジは,JIS B 2220
に規定された製造方法によって製造された差込み溶接式フランジの呼び圧力5Kのもの
を使用し,フランジの差込み穴の径及びr2の加工を上記表に加工したものとする。
2. 径の呼び400A (16B) 以下のものはJIS B 2220の板フランジ,そして径の呼び450A (18B)
〜600A (24B) のものはJIS B 2220の全面座のハブフランジを使用する。
3. ラップジョイント形フランジに使用する材料は,JIS B 2220に規定されたものとする。
4. ラップジョイント形フランジの寸法許容差は,JIS B 2203による。
また,rは,250A (10B) 以下は
8.00
+
とし,300A (12B) 以上は
6.10
+
とする。
5. ラップジョイント形フランジは,使用に先立ち,必要な塗装,ライニングを行ったもの
とする。
26
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考表2 ラップジョイント形フランジ(呼び圧力10K)
単位 mm
径の呼び
スタブ
エンド
の外径
フランジの各部の寸法
ボルト穴
ボルト
のねじ
の呼び
A
B
外径
ハブの径
中心の径
数
径
d0
D
t
T
a
b
r1
r2
C
h
15
1/2
21.7
23.4
95.0
12.0
−
−
−
−
3.0
70.0
4
15.0
M12
20
3/4
27.2
28.9
100.0
14.0
−
−
−
−
3.0
75.0
4
15.0
M12
25
1
34.0
35.6
125.0
14.0
−
−
−
−
3.0
90.0
4
19.0
M16
32
11/4
42.7
44.3
135.0
16.0
−
−
−
−
4.0
100.0
4
19.0
M16
40
11/2
48.6
50.4
140.0
16.0
−
−
−
−
4.0
105.0
4
19.0
M16
50
2
60.5
62.7
155.0
16.0
−
−
−
−
4.0
120.0
4
19.0
M16
65
21/2
76.3
78.7
175.0
18.0
−
−
−
−
5.0
140.0
4
19.0
M16
80
3
89.1
91.6
185.0
18.0
−
−
−
−
5.0
150.0
8
19.0
M16
90
31/2
101.6
104.1
195.0
18.0
−
−
−
−
5.0
160.0
8
19.0
M16
100
4
114.3
116.9
210.0
18.0
−
−
−
−
5.0
175.0
8
19.0
M16
125
5
139.8
143.0
250.0
20.0
−
−
−
−
6.0
210.0
8
23.0
M20
150
6
165.2
168.4
280.0
22.0
−
−
−
−
6.0
240.0
8
23.0
M20
200
8
216.3
219.5
330.0
22.0
−
−
−
−
6.0
290.0
12
23.0
M20
250
10
267.4
271.7
400.0
24.0
36.0
288.0
292.0
6.0
6.0
355.0
12
25.0
M22
300
12
318.5
322.8
445.0
24.0
38.0
340.0
346.0
6.0
9.0
400.0
16
25.0
M22
350
14
355.6
360.2
490.0
26.0
42.0
380.0
386.0
6.0
9.0
445.0
16
25.0
M22
400
16
406.4
411.2
560.0
28.0
44.0
436.0
442.0
6.0
9.0
510.0
16
27.0
M24
450
18
457.2
462.3
620.0
30.0
48.0
496.0
502.0
6.0
9.0
565.0
20
27.0
M24
500
20
508.0
514.4
675.0
30.0
48.0
548.0
554.0
6.0
9.0
620.0
20
27.0
M24
550
22
558.8
565.2
745.0
32.0
52.0
604.0
610.0
6.0
9.0
680.0
20
33.0
M30
600
24
609.6
616.0
795.0
32.0
52.0
656.0
662.0
6.0
9.0
730.0
24
33.0
M30
27
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考1. この規格でスタブエンドとともに使用するラップジョイント形フランジは,JIS B 2220
に規定された製造方法によって製造された差込み溶接式フランジの呼び圧力10Kのうち
並形フランジを使用し,フランジの差込み穴の径及びr2の加工を上記表に加工したもの
とする。
2. 径の呼び200A (8B) 以下のものはJIS B 2220の板フランジ,そして径の呼び250A (10B)
〜600A (24B) のものはJIS B 2220の全面座のハブフランジを使用する。
3. ラップジョイント形フランジに使用する材料は,JIS B 2220に規定されたものとする。
4. ラップジョイント形フランジの寸法許容差は,JIS B 2203による。
また,rは,250A (10B) 以下は
8.00
+
とし,300A (12B) 以上は
6.10
+
とする。
5. ラップジョイント形フランジは,使用に先立ち,必要な塗装,ライニングを行ったもの
とする。
28
B 2321-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 2321 改正原案作成委員会 構成表
氏名
所属
高 橋 幸 伯
東京大学名誉教授
寺 沢 一 雄
大阪大学名誉教授
野 本 敏 治
東京大学工学部
河 面 慶四郎
通商産業省基礎産業局
鈴 木 茂 光
工業技術院標準部
池 田 順 一
財団法人日本規格協会
林 守 宏
日本弁管工業株式会社品質保証部
桝 幸 均
日本弁管工業株式会社品質保証部
鈴 木 衛
株式会社宝幸製作所結城工場
井 出 泰 典
富士アセチレン工業株式会社沼津工場
江 口 朝 生
鉄管継手協会
蓑 田 和 之
昭和アルミニウム株式会社
倉 本 治 文
株式会社神戸製鋼所エンジニアリング事業部
小 西 孟
日本アルミニウム工業株式会社設計部
瀬 戸 清 治
三菱金属株式会社静岡工場
牧之瀬 勝 彦
日本酸素株式会社機械本部
中 本 靖 二
住友精密工業株式会社熱交技術部
石 川 久 能
社団法人軽金属溶接構造協会
初 谷 正 治
社団法人軽金属溶接構造協会