B 2313:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 種類······························································································································· 2
5 材料······························································································································· 4
6 製造方法························································································································· 7
7 化学成分························································································································· 8
8 性能······························································································································· 8
8.1 機械的性質 ··················································································································· 8
8.2 耐圧性能 ······················································································································ 9
8.3 溶接部の非破壊試験特性 ································································································· 9
9 形状及び寸法 ··················································································································· 9
10 外観 ···························································································································· 10
11 試験 ···························································································································· 10
11.1 分析試験 ···················································································································· 10
11.2 機械試験 ···················································································································· 10
11.3 耐圧性能試験 ·············································································································· 10
11.4 溶接部の非破壊試験 ····································································································· 10
12 検査 ···························································································································· 11
12.1 検査の種類及び検査項目 ······························································································· 11
12.2 分析検査 ···················································································································· 11
12.3 機械的性質 ················································································································· 11
12.4 耐圧性能検査 ·············································································································· 11
12.5 形状及び寸法検査 ········································································································ 11
12.6 外観検査 ···················································································································· 11
12.7 溶接部の非破壊検査 ····································································································· 11
13 製品の呼び方 ················································································································ 12
14 表示 ···························································································································· 12
15 報告 ···························································································································· 13
附属書JA(規定)特別品質規定 ····························································································· 27
附属書JB(規定)特殊な形状の管継手 ···················································································· 31
附属書JC(参考)特殊なベベルエンドの形状及び寸法 ······························································· 36
附属書JD(参考)特殊なネック付き管継手の表示及び報告 ························································· 38
附属書JE(参考)JISと対応国際規格との対比表 ······································································ 40
B 2313:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本金属継手協会
(JPFA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 2313:2009は改正され,この規格に置き換えられた。
なお,平成28年1月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 2313:2009によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2313:2015
配管用鋼板製突合せ溶接式管継手
Steel plate butt-welding pipe fittings
序文
この規格は,1981年に第2版として発行されたISO 3419及び1981年に第1版として発行されたISO 5251
の規定内容を変更し,対応国際規格には規定されていない項目を追加して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JEに示す。また,附属書JA〜附属書JDは対応国際規格には
ない事項である。
1
適用範囲
この規格は,主として圧力配管1),高温配管2),合金鋼配管3),ステンレス鋼配管4) 及び低温配管5) に突
合せ溶接によって取り付ける長手継目をもつ管継手(以下,管継手という。)について規定する。
なお,受渡当事者間の協定によって,その一部又は全部を指定することができる特別品質規定について
は,附属書JAに,特殊な形状の管継手については,附属書JBに規定する。また,特殊なベベルエンドの
形状及び寸法については,附属書JCに,特殊なネック付き管継手の表示及び報告については,附属書JD
に参考として示す。
注記1 この規格の管継手には,溶接鋼管から製造するものが含まれる。
注記2 管継手は,設計条件によって継手の効率を配慮する必要がある。
注記3 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3419:1981,Non-alloy and alloy steel butt-welding fittings
ISO 5251:1981,Stainless steel butt-welding fittings(全体評価:MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
注1) JIS G 3454による圧力配管用炭素鋼鋼管を用いた配管。
2) JIS G 3456による高温配管用炭素鋼鋼管を用いた配管。
3) JIS G 3458による配管用合金鋼鋼管を用いた配管。
4) JIS G 3459及びJIS G 3468による配管用ステンレス鋼鋼管を用いた配管。
5) JIS G 3460による低温配管用鋼管を用いた配管。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
2
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 0151 鉄鋼製管継手用語
JIS G 0415 鋼及び鋼製品−検査文書
JIS G 0567 鉄鋼材料及び耐熱合金の高温引張試験方法
JIS G 0801 圧力容器用鋼板の超音波探傷検査方法
JIS G 3103 ボイラ及び圧力容器用炭素鋼及びモリブデン鋼鋼板
JIS G 3106 溶接構造用圧延鋼材
JIS G 3126 低温圧力容器用炭素鋼鋼板
JIS G 3127 低温圧力容器用ニッケル鋼鋼板
JIS G 3454 圧力配管用炭素鋼鋼管
JIS G 3456 高温配管用炭素鋼鋼管
JIS G 3458 配管用合金鋼鋼管
JIS G 3459 配管用ステンレス鋼鋼管
JIS G 3460 低温配管用鋼管
JIS G 3468 配管用溶接大径ステンレス鋼鋼管
JIS G 4109 ボイラ及び圧力容器用クロムモリブデン鋼鋼板
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 4312 耐熱鋼板及び鋼帯
JIS Z 2241 金属材料引張試験方法
JIS Z 2242 金属材料のシャルピー衝撃試験方法
JIS Z 2320-1 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 3040 溶接施工方法の確認試験方法
JIS Z 3060 鋼溶接部の超音波探傷試験方法
JIS Z 3104 鋼溶接継手の放射線透過試験方法
JIS Z 3106 ステンレス鋼溶接継手の放射線透過試験方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
JIS Z 3801 手溶接技術検定における試験方法及び判定基準
JIS Z 3821 ステンレス鋼溶接技術検定における試験方法及び判定基準
JIS Z 3841 半自動溶接技術検定における試験方法及び判定基準
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0151による。
4
種類
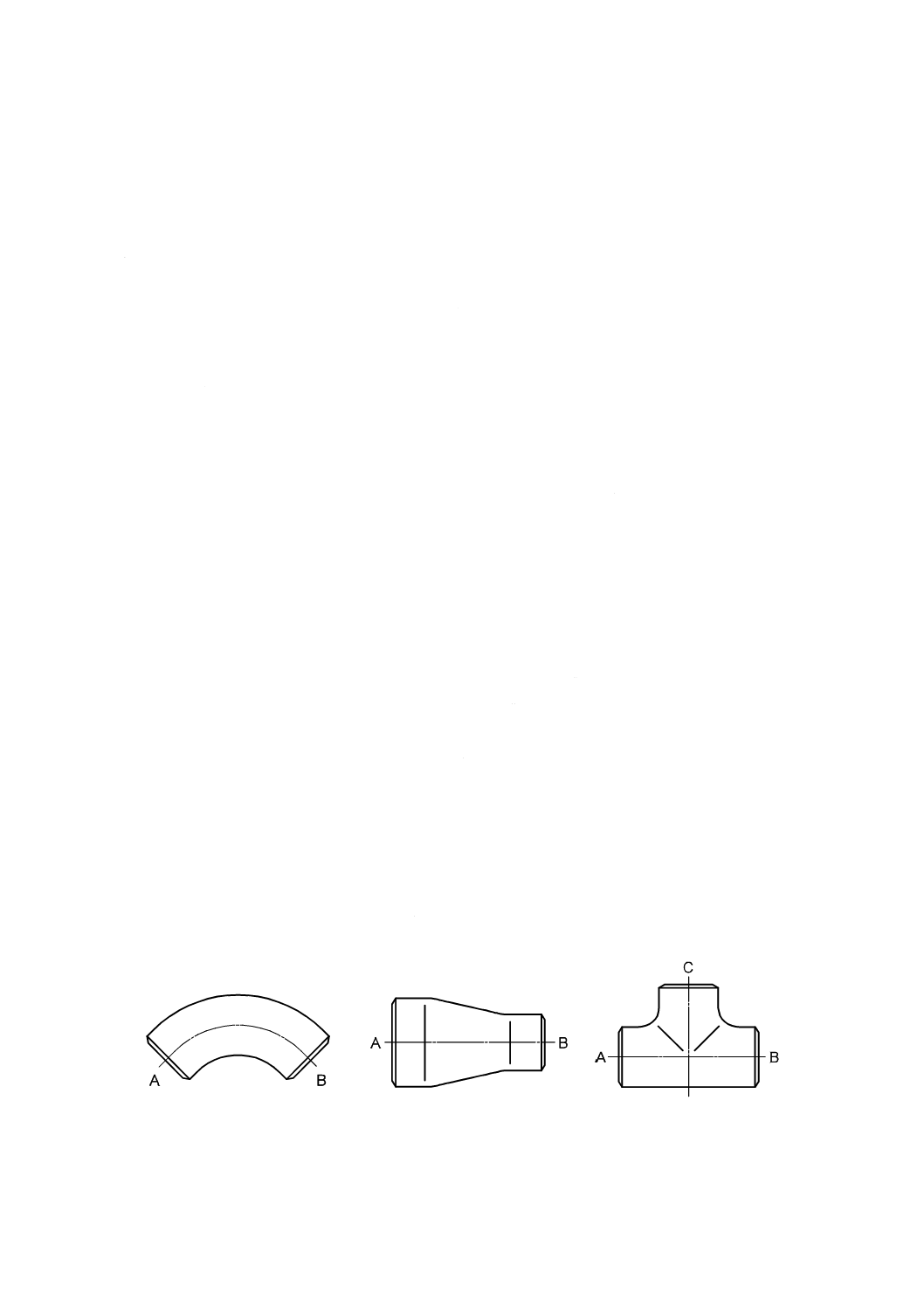
管継手の種類は,形状及び材料によって,次のとおり区分する。
a) 形状による種類及びその記号は,表1による。
3
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
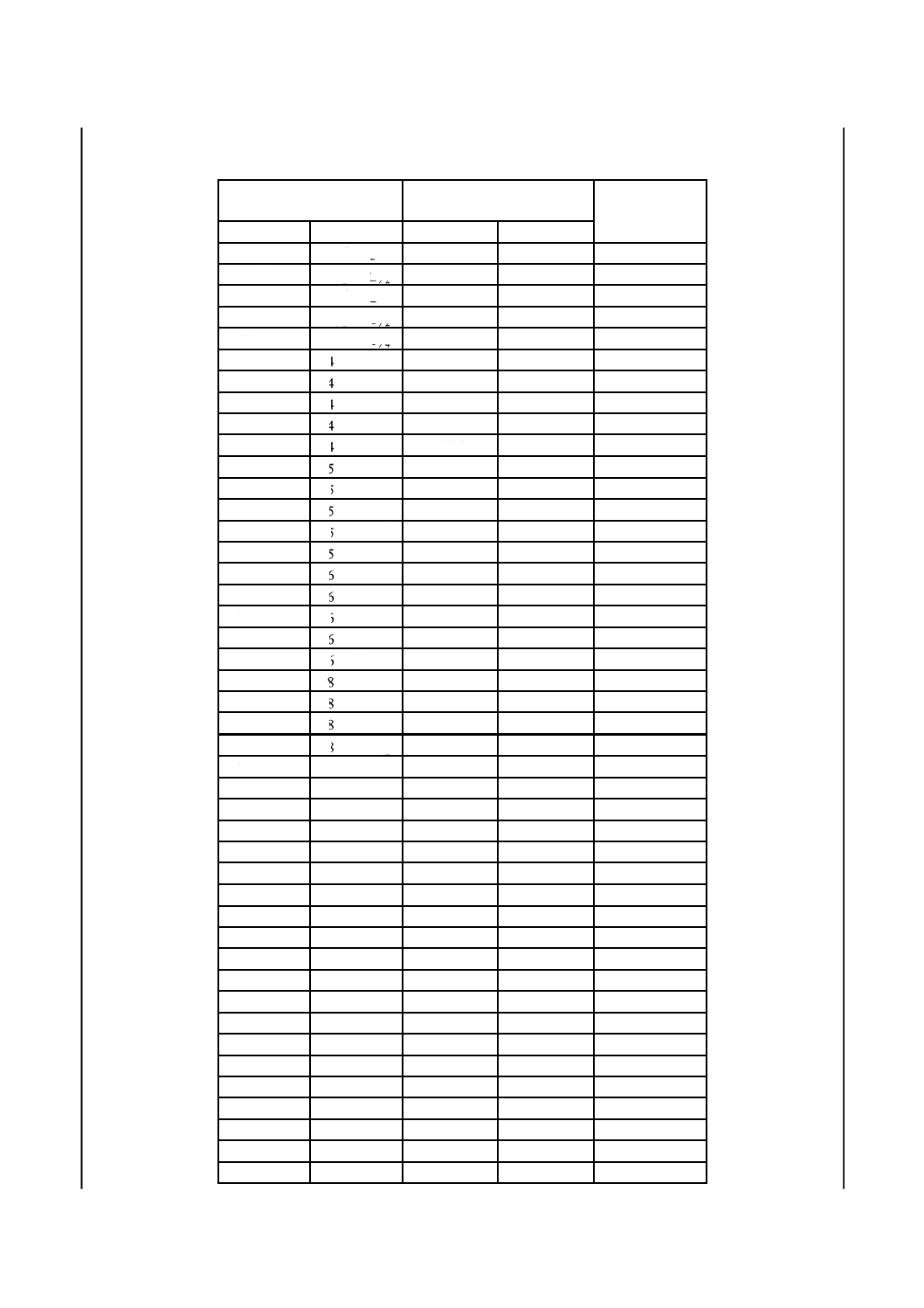
表1−形状による種類及びその記号
形状による種類
記号a)
大分類
小分類
45˚エルボ
ロング
45E(L)
ショート
45E(S)
90˚エルボ
ロング
90E(L)
ショート
90E(S)
180˚エルボ
ロング
180E(L)
ショート
180E(S)
レジューサb)
同心
1形
R(C)1
2形
R(C)2
偏心
1形
R(E)1
2形
R(E)2
T
同径
T(S)
径違い
T(R)
注a) 記号の丸括弧は,省略してもよい。
例 45E(L)の場合は,45EL
b) レジューサ同心1形[R(C)1],レジューサ偏心
1形[R(E)1]については,1形の符号1を省略
してもよい。
b) 材料による種類の記号及び対応する鋼管は,表2による。
なお,対応する鋼管とは,一般的に配管として管継手に接続する日本工業規格の鋼管を指す。
表2−材料による種類の記号及び対応する鋼管
区分
材料による種類の記号
対応する鋼管
摘要
炭素鋼
PG370W
JIS G 3454のSTPG370
圧力配管用
PG410W
JIS G 3454のSTPG410
PT370W
JIS G 3456のSTPT370
高温配管用
PT410W
JIS G 3456のSTPT410
PT480W
JIS G 3456のSTPT480
PL380W
JIS G 3460のSTPL380
低温配管用
合金鋼
PA12W
JIS G 3458のSTPA12
高温配管用
PA22W
JIS G 3458のSTPA22
PA23W
JIS G 3458のSTPA23
PA24W
JIS G 3458のSTPA24
PA25W
JIS G 3458のSTPA25
PA26W
JIS G 3458のSTPA26
PL450W
JIS G 3460のSTPL450
低温配管用
PL690W
JIS G 3460のSTPL690
4
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−材料による種類の記号及び対応する鋼管(続き)
区分
材料による種類の記号
対応する鋼管
摘要
ステンレス鋼 SUS304W
JIS G 3459のSUS304TP
耐食及び高温配管用。
SUS329J1W,SUS329J3LW,
SUS329J4LW,SUS405W,
SUS409LW,SUS430W,
SUS430LXW,SUS430J1LW,
SUS436LW及びSUS444Wを
除き,低温配管用としても使
用できる。
JIS G 3468のSUS304TPY
SUS304HW
JIS G 3459のSUS304HTP
SUS304LW
JIS G 3459のSUS304LTP
JIS G 3468のSUS304LTPY
SUS309SW
JIS G 3459のSUS309STP
JIS G 3468のSUS309STPY
SUS310SW
JIS G 3459のSUS310STP
JIS G 3468のSUS310STPY
SUS316W
JIS G 3459のSUS316TP
JIS G 3468のSUS316TPY
SUS316LW
JIS G 3459のSUS316LTP
JIS G 3468のSUS316LTPY
SUS316TiW
JIS G 3459のSUS316TiTP
SUS317W
JIS G 3459のSUS317TP
JIS G 3468のSUS317TPY
SUS317LW
JIS G 3459のSUS317LTP
JIS G 3468のSUS317LTPY
SUS321W
JIS G 3459のSUS321TP
JIS G 3468のSUS321TPY
SUS347W
JIS G 3459のSUS347TP
JIS G 3468のSUS347TPY
SUS836LW
JIS G 3459のSUS836LTP
SUS890LW
JIS G 3459のSUS890LTP
SUS329J1W
JIS G 3459のSUS329J1TP
JIS G 3468のSUS329J1TPY
SUS329J3LW
JIS G 3459のSUS329J3LTP
SUS329J4LW
JIS G 3459のSUS329J4LTP
SUS405W
JIS G 3459のSUS405TP
SUS409LW
JIS G 3459のSUS409LTP
SUS430W
JIS G 3459のSUS430TP
SUS430LXW
JIS G 3459のSUS430LXTP
SUS430J1LW
JIS G 3459のSUS430J1LTP
SUS436LW
JIS G 3459のSUS436LTP
SUS444W
JIS G 3459のSUS444TP
5
材料
管継手の材料は,表3に示す溶接鋼管,鋼板若しくは鋼帯又はこれらに相当する材料とし,次による。
a) 溶接鋼管の場合は,表3に規定した鋼管に関する日本工業規格の規定による化学成分,及び水圧試験
特性又は非破壊試験特性に適合した溶接鋼管であって,この鋼管の機械的性質は,8.1の規定に適合し
たものでなければならない。
b) 鋼板又は鋼帯の場合は,表3に規定した日本工業規格の規定による化学成分に適合したものであって,
これらの機械的性質は,8.1の規定に適合したものでなければならない。
c) 相当する材料の場合は,材料の形態に応じ,次による。
5
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1) 化学成分は,溶鋼分析によって表3の材料の規定値に適合することを確認しなければならない。
2) 機械的性質は,表3に規定した材料に適合することを12.3の規定によって検査を行い,確認しなけ
ればならない。
3) 鋼管の場合は,表3に規定した鋼管に関する日本工業規格の規定による水圧試験特性又は非破壊試
験特性に適合することを確認しなければならない。
表3−管継手の材料
材料による
種類の記号
材料
鋼管
鋼板,鋼帯
PG370W
JIS G 3454のSTPG370−E
JIS G 3106のSM400B
PG410W
JIS G 3454のSTPG410−E
JIS G 3106のSM400B
(引張強さ410 N/mm2以上)
PT370W
JIS G 3456のSTPT370−E
JIS G 3103のSB410
PT410W
JIS G 3456のSTPT410−E
JIS G 3103のSB410
PT480W
− a)
JIS G 3103のSB480
PL380W
JIS G 3460のSTPL380−E
JIS G 3126のSLA325A
PA12W
− a)
JIS G 3103のSB450M
PA22W
− a)
JIS G 4109のSCMV2
(引張強さ410 N/mm2以上)
PA23W
− a)
JIS G 4109のSCMV3
PA24W
− a)
JIS G 4109のSCMV4
PA25W
− a)
JIS G 4109のSCMV6
PA26W
− a)
b)
PL450W
− a)
JIS G 3127のSL3N255
PL690W
− a)
JIS G 3127のSL9N520
SUS304W
JIS G 3459のSUS304TP−A
JIS G 3459のSUS304TP−E
JIS G 3459のSUS304TP−L
JIS G 3468のSUS304TPY
JIS G 4304のSUS304
JIS G 4305のSUS304
SUS304HW
JIS G 3459のSUS304HTP−A
JIS G 3459のSUS304HTP−E
JIS G 3459のSUS304HTP−L
−
SUS304LW
JIS G 3459のSUS304LTP−A
JIS G 3459のSUS304LTP−E
JIS G 3459のSUS304LTP−L
JIS G 3468のSUS304LTPY
JIS G 4304のSUS304L
JIS G 4305のSUS304L
SUS309SW
JIS G 3459のSUS309STP−A
JIS G 3459のSUS309STP−E
JIS G 3459のSUS309STP−L
JIS G 3468のSUS309STPY
JIS G 4304のSUS309S
JIS G 4305のSUS309S
SUS310SW
JIS G 3459のSUS310STP−A
JIS G 3459のSUS310STP−E
JIS G 3459のSUS310STP−L
JIS G 3468のSUS310STPY
JIS G 4304のSUS310S
JIS G 4305のSUS310S
SUS316W
JIS G 3459のSUS316TP−A
JIS G 3459のSUS316TP−E
JIS G 3459のSUS316TP−L
JIS G 3468のSUS316TPY
JIS G 4304のSUS316
JIS G 4305のSUS316
6
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−管継手の材料(続き)
材料による
種類の記号
材料
鋼管
鋼板,鋼帯
SUS316LW
JIS G 3459のSUS316LTP−A
JIS G 3459のSUS316LTP−E
JIS G 3459のSUS316LTP−L
JIS G 3468のSUS316LTPY
JIS G 4304のSUS316L
JIS G 4305のSUS316L
SUS316TiW
JIS G 3459のSUS316TiTP−A
JIS G 3459のSUS316TiTP−E
JIS G 3459のSUS316TiTP−L
JIS G 4304のSUS316Ti
JIS G 4305のSUS316Ti
SUS317W
JIS G 3459のSUS317TP−A
JIS G 3459のSUS317TP−E
JIS G 3459のSUS317TP−L
JIS G 3468のSUS317TPY
JIS G 4304のSUS317
JIS G 4305のSUS317
SUS317LW
JIS G 3459のSUS317LTP−A
JIS G 3459のSUS317LTP−E
JIS G 3459のSUS317LTP−L
JIS G 3468のSUS317LTPY
JIS G 4304のSUS317L
JIS G 4305のSUS317L
SUS321W
JIS G 3459のSUS321TP−A
JIS G 3459のSUS321TP−E
JIS G 3459のSUS321TP−L
JIS G 3468のSUS321TPY
JIS G 4304のSUS321
JIS G 4305のSUS321
SUS347W
JIS G 3459のSUS347TP−A
JIS G 3459のSUS347TP−E
JIS G 3459のSUS347TP−L
JIS G 3468のSUS347TPY
JIS G 4304のSUS347
JIS G 4305のSUS347
SUS836LW
JIS G 3459のSUS836LTP−A
JIS G 3459のSUS836LTP−E
JIS G 3459のSUS836LTP−L
JIS G 4304のSUS836L
JIS G 4305のSUS836L
SUS890LW
JIS G 3459のSUS890LTP−A
JIS G 3459のSUS890LTP−E
JIS G 3459のSUS890LTP−L
JIS G 4304のSUS890L
JIS G 4305のSUS890L
SUS329J1W
JIS G 3459のSUS329J1TP−A
JIS G 3459のSUS329J1TP−E
JIS G 3459のSUS329J1TP−L
JIS G 3468のSUS329J1TPY
JIS G 4304のSUS329J1
JIS G 4305のSUS329J1
SUS329J3LW
JIS G 3459のSUS329J3LTP−A
JIS G 3459のSUS329J3LTP−E
JIS G 3459のSUS329J3LTP−L
JIS G 4304のSUS329J3L
JIS G 4305のSUS329J3L
SUS329J4LW
JIS G 3459のSUS329J4LTP−A
JIS G 3459のSUS329J4LTP−E
JIS G 3459のSUS329J4LTP−L
JIS G 4304のSUS329J4L
JIS G 4305のSUS329J4L
SUS405W
JIS G 3459のSUS405TP−A
JIS G 3459のSUS405TP−E
JIS G 3459のSUS405TP−L
JIS G 4304のSUS405
JIS G 4305のSUS405
SUS409LW
JIS G 3459のSUS409LTP−A
JIS G 3459のSUS409LTP−E
JIS G 3459のSUS409LTP−L
JIS G 4312のSUH409L
7
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−管継手の材料(続き)
材料による
種類の記号
材料
鋼管
鋼板,鋼帯
SUS430W
JIS G 3459のSUS430TP−A
JIS G 3459のSUS430TP−E
JIS G 3459のSUS430TP−L
JIS G 4304のSUS430
JIS G 4305のSUS430
SUS430LXW
JIS G 3459のSUS430LXTP−A
JIS G 3459のSUS430LXTP−E
JIS G 3459のSUS430LXTP−L
JIS G 4304のSUS430LX
JIS G 4305のSUS430LX
SUS430J1LW
JIS G 3459のSUS430J1LTP−A
JIS G 3459のSUS430J1LTP−E
JIS G 3459のSUS430J1LTP−L
JIS G 4304のSUS430J1L
JIS G 4305のSUS430J1L
SUS436LW
JIS G 3459のSUS436LTP−A
JIS G 3459のSUS436LTP−E
JIS G 3459のSUS436LTP−L
JIS G 4304のSUS436L
JIS G 4305のSUS436L
SUS444W
JIS G 3459のSUS444TP−A
JIS G 3459のSUS444TP−E
JIS G 3459のSUS444TP−L
JIS G 4304のSUS444
JIS G 4305のSUS444
注記 表中の鋼管の末尾の記号Aは自動アーク溶接鋼管を示し,記号Eは電気抵抗溶接鋼
管を,記号Lはレーザー溶接鋼管を示す。
注a) 溶接鋼管については,該当する日本工業規格は制定されていない。
b) 化学成分,引張強さ及び降伏点はJIS G 3458のSTPA26に適合し,試験片の形状及
び伸びはJIS G 4109のSCMV6による。
6
製造方法
管継手の製造方法は,次による。
a) 管継手は,箇条5に規定した材料から熱間又は冷間による塑性加工によって製造するか,又は鋼板若
しくは鋼帯から長手継目をアーク溶接によって製造してもよい。
b) 長手継目の溶接は,突合せ両側溶接又はこれと同等以上とみなすことができる突合せ片側溶接として
もよい。
c) 手溶接及び半自動溶接を行う溶接士は,JIS Z 3801,JIS Z 3821若しくはJIS Z 3841による技術検定
又はこれらと同等以上の技術検定に合格し,その技量について格付けされた資格のある者とする。
d) 管継手には,表4による熱処理を施す。ただし,他の熱処理を行う場合は,受渡当事者間の協定によ
る。
8
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−管継手の熱処理
材料による種類の記号
溶接鋼管
鋼板,鋼帯
熱間成形品
冷間成形品
熱間成形品
冷間成形品
PG370W,PG410W,
PT370W,PT410W
製造のまま又は
焼なましa)
焼ならし又は焼
なましa)
製造のまま又は焼なましa)
PT480W
製造のまま又は
焼なましa)
焼ならし又は焼
なましa)
PL380W
焼なましa),焼ならし又は焼ならし後焼戻し
PA12W b),PA22W
焼なましc),焼ならし又は焼ならし後焼戻し
PA23W,PA24W,
PA25W,PA26W
焼なましd) 又は焼ならし後焼戻し(650 ℃以上)
PL450W
焼なましd),焼ならし又は焼ならし後焼戻し
PL690W
2回焼ならし後焼戻し又は焼入れ後焼戻し
SUS304W,SUS304LW,
SUS316W,SUS316LW,
SUS317W,SUS317LW
固溶化熱処理(1 010 ℃以上で急冷)
SUS304HW
固溶化熱処理(1 040 ℃以上で急冷)
SUS309SW,SUS310SW,
SUS836LW,SUS890LW
固溶化熱処理(1 030 ℃以上で急冷)
SUS316TiW e),
SUS321W e)
固溶化熱処理(920 ℃以上で急冷)
SUS347W e)
固溶化熱処理(980 ℃以上で急冷)
SUS329J1W,
SUS329J3LW,
SUS329J4LW
固溶化熱処理(950 ℃以上で急冷)
SUS405W,SUS409LW,
SUS430W,SUS430LXW,
SUS444W
焼なまし(700 ℃以上で空冷又は徐冷)
SUS430J1LW,
SUS436LW
焼なまし(720 ℃以上で空冷又は徐冷)
注a) 低温焼なまし又は応力除去焼なまし。
b) 鋼板又は鋼帯から製造する呼び厚さ13 mm以下の管継手の溶接部は,熱処理を省略することがで
きる。
c) 低温焼なまし,応力除去焼なまし,完全焼なまし又は等温焼なまし。
d) 応力除去焼なまし,完全焼なまし又は等温焼なまし。
e) 注文者は,安定化処理を指定することができる。この場合の熱処理温度は,850〜930 ℃とする。
7
化学成分
管継手の材料の化学成分は,表3に規定した使用材料に関する日本工業規格の規定による。
8
性能
8.1
機械的性質
管継手の機械的性質は,次による。
a) 管継手の引張強さ,降伏点又は耐力,伸び,並びにPL380W,PL450W及びPL690Wの管継手のシャ
ルピー衝撃試験の試験温度及び吸収エネルギーは,表3に規定した使用材料に関する日本工業規格の
規定による。
b) 管継手の溶接部6) の引張強さは,表2に規定した対応する鋼管に関する日本工業規格の引張強さの規
9
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
定による。
c) 管継手の溶接部6) の型曲げ性は,JIS Z 3040の附属書の2.2(曲げ試験)の規定による。
d) PL380W,PL450W及びPL690Wの管継手の溶接部6) のシャルピー衝撃試験の試験温度及び吸収エネ
ルギーは,それぞれ,JIS G 3460のSTPL380,STPL450及びSTPL690の規定による。
注6) 鋼板又は鋼帯から溶接によって製造する管継手の溶接部とし,溶接鋼管の溶接部は除く。
8.2
耐圧性能
管継手の耐圧性能は,次による。ただし,呼び厚さが異なる端部をもつ管継手は,呼び厚さ又はt/Dの
小さい方の値を耐圧性能とする。ここに,t:管継手の厚さ(mm),D:管継手の外径(mm)とする。
a) 管継手は,表2に規定した対応する鋼管に関する日本工業規格の規定による水圧試験特性,又は次の
式で計算した値と同じ圧力に耐え,漏れがあってはならない。
D
st
P2
=
ここに,
P: 試験圧力(MPa)
t: 管継手の厚さ(mm)
D: 管継手の外径(mm)
s: 表2に規定した対応する鋼管に関する日本工業規格の規定
による降伏点又は耐力の最小値の60 %の値(N/mm2)
b) 管継手は,次の式で計算した対応する鋼管の破裂圧力で破裂してはならない。
0
0
0
0
2
D
t
s
P=
ここに,
P0: 鋼管の破裂圧力(MPa)
t0: 鋼管の最小厚さ(許容差内での)(mm)
D0: 鋼管の外径(mm)
s0: 表2に規定した対応する鋼管に関する日本工業規格の規定
による引張強さの最小値(N/mm2)
8.3
溶接部の非破壊試験特性
鋼板又は鋼帯から溶接によって製造する管継手の溶接部の非破壊試験特性は,JIS Z 3104の附属書4(透
過写真によるきずの像の分析方法),JIS Z 3106の附属書4(透過写真によるきずの像の分析方法),JIS Z
3060の附属書7(試験結果の分類方法)の1類若しくは2類又はこれと同等以上とする。
9
形状及び寸法
管継手の形状及び寸法は,次による。
なお,径の呼びAはミリメートル系,Bはインチ系を表す。
a) 管継手の外径,内径及び厚さは,表5及び表6による。
b) 管継手の形状及び寸法は,表7〜表10による。
c) 管継手の寸法許容差及び許容値は,表11による。
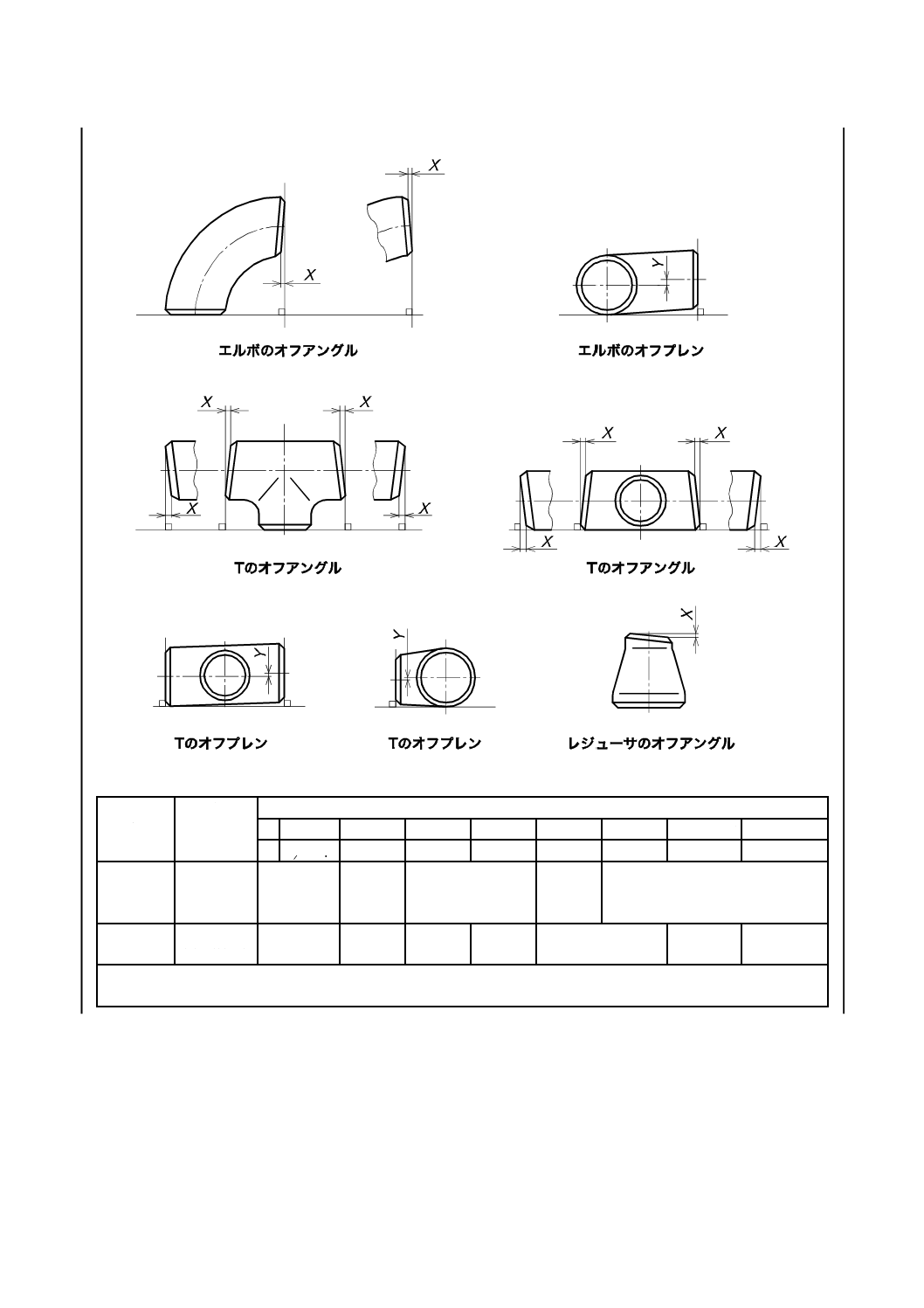
d) 管継手のオフアングル及びオフプレンの許容値は,表12による。
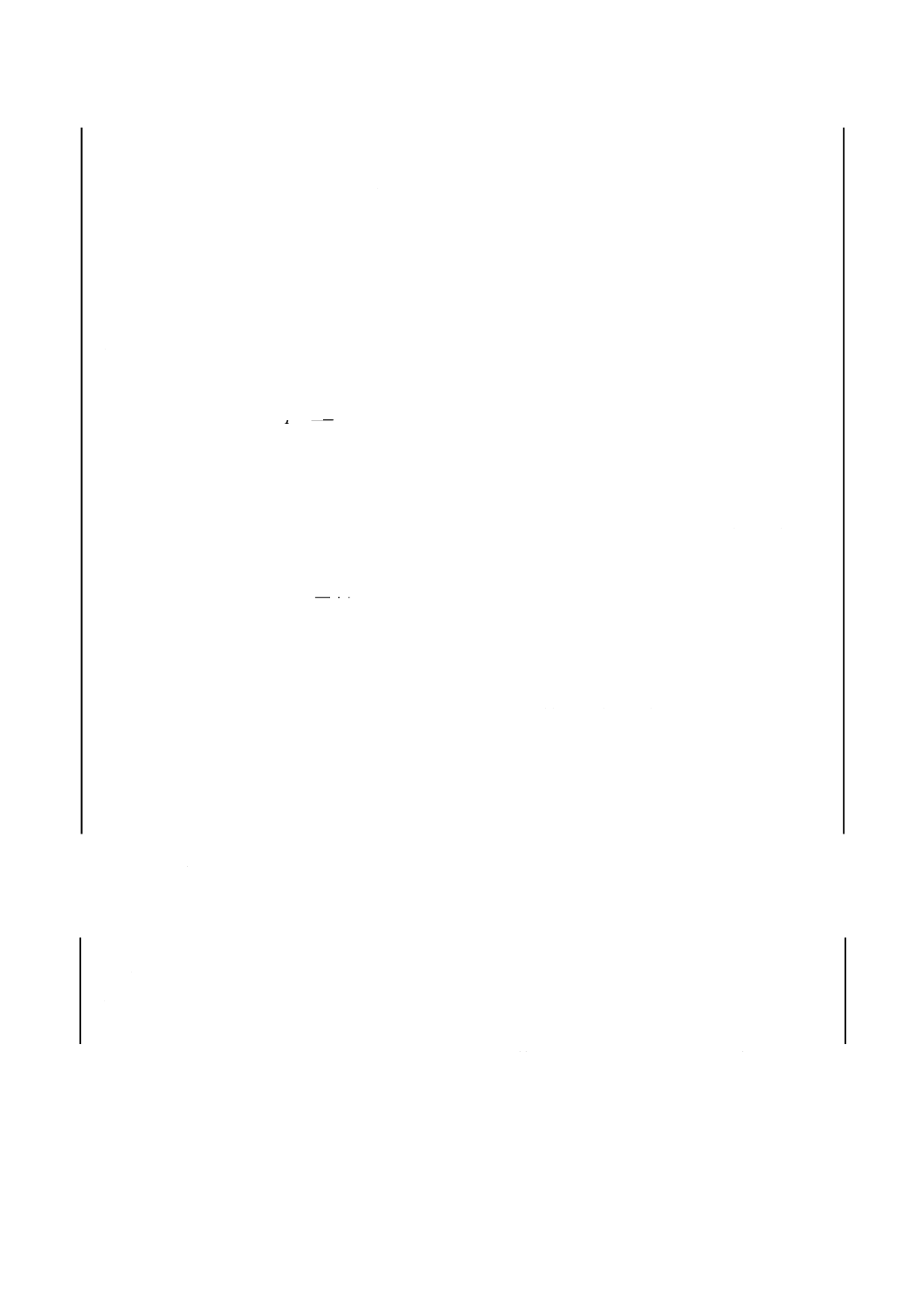
e) ベベルエンドの形状及び寸法は,図1による。ただし,管継手の厚さが4 mm未満の場合は,プレン
エンドとすることができる。
なお,特殊なベベルエンドの形状及び寸法を必要とする場合は,受渡当事者間の協定によるものと
し,注文者は,附属書JCから選定することもできる。
10
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
a) 厚さが22.4 mm以下の場合
b) 厚さが22.4 mmを超える場合
図1−ベベルエンドの形状及び寸法
10
外観
管継手の外観は,次による。
a) 管継手は,内外面に使用上有害なきず,しわ,その他の欠点があってはならない。
b) 溶接ビードの外観は,滑らかで使用上有害な凹凸があってはならない。
c) 表面手入れを実施する場合は,グラインダ,機械加工などによって行ってもよいが,手入れ後の製品
厚さは,厚さの許容差の範囲内でなければならない。
d) 手入れ跡は,できるだけ表面の形状に滑らかに沿わなければならない。
11
試験
11.1
分析試験
分析試験は,表3に規定した使用材料に関する日本工業規格の規定による。
11.2
機械試験
管継手の機械試験は,次による。
a) 試験片 表3に規定した使用材料に関する日本工業規格の規定による材料ロットごとに1個の供試材
を採り,これに管継手と同一条件の熱処理を施した後,引張試験片1個を採る。
なお,PL380W,PL450W及びPL690Wの管継手に使用する材料については,更にシャルピー衝撃
試験片一組(3個)を採る。
b) 試験片の形状及び試験方法 表3に規定した使用材料に関する日本工業規格の規定による。
c) 鋼板又は鋼帯から溶接によって製造する管継手の溶接部 溶接部の機械的性質は,あらかじめ製造業
者が溶接部の溶接施工方法をJIS Z 3040に従って確認する。
なお,この確認試験は,試験材に管継手と同一条件の熱処理を施した後に行わなければならない。
11.3
耐圧性能試験
耐圧性能試験は,管継手に鋼管を溶接し,水圧によって徐々に内圧を加え,8.2に規定する対応する鋼管
の水圧試験特性圧力で5秒間以上保持したとき,これに耐え,漏れが生じないことを調べる。その後,更
に試験圧力を増加し,対応する鋼管の破裂圧力に3分間保持しても破裂しないことを調べる。
11.4
溶接部の非破壊試験
鋼板又は鋼帯から溶接によって製造する管継手の溶接部の非破壊試験は,JIS Z 3104,JIS Z 3106,JIS Z
11
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3060又はこれに代わる非破壊試験による。
12
検査
12.1
検査の種類及び検査項目
管継手の検査は,形式検査7) と受渡検査8) とに区分し,検査項目はそれぞれ次による。
なお,受渡検査の抜取検査方式は,受渡当事者間の協定による。
注7) 管継手の品質が設計で示す全ての特性を満足するかどうかを判定するための検査をいう。
8) 既に形式検査に合格したものと同じ設計・製造による製品の受渡しをする場合に,必要と認め
る特性が満足するものであるかどうかを判定するための検査をいう。
a) 形式検査項目
1) 分析検査
2) 機械的性質
3) 耐圧性能検査
4) 形状及び寸法検査
5) 外観検査
6) 溶接部の非破壊検査
b) 受渡検査項目
1) 分析検査
2) 機械的性質
3) 形状及び寸法検査
4) 外観検査
12.2
分析検査
化学成分は,11.1によって試験を行い,箇条7の規定に適合しなければならない。
12.3
機械的性質
機械的性質は,11.2によって試験を行い,8.1の規定に適合しなければならない。
12.4
耐圧性能検査
耐圧性能は,11.3によって試験を行い,8.2の規定に適合しなければならない。
なお,この検査は,あらかじめ製造業者が管継手の製造方法ごとに幾つかの寸法及び鋼種の代表的なも
のについて実施するものであり,その性能に影響を及ぼすような製造条件の変更があった場合などに行う。
12.5
形状及び寸法検査
形状及び寸法検査は,直接測定又は限界ゲージによって行い,箇条9の規定に適合しなければならない。
12.6
外観検査
外観検査は,目視によって行い,箇条10の規定に適合しなければならない。
12.7
溶接部の非破壊検査
鋼板又は鋼帯から溶接によって製造する管継手の溶接部の非破壊検査は,11.4によって試験を行い,8.3
の規定に適合しなければならない。ただし,表3に規定した溶接鋼管から製造したものは,非破壊検査を
省略することができる。
なお,溶接部非破壊検査は,取引する全ての製品について行うものではなく,管継手の製造方法ごとに
幾つかの寸法の代表的なものについて実施する。
12
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
13 製品の呼び方
管継手の呼び方は,次のa)〜d) によって構成する。
a) 規格番号又は規格名称
例 “JIS B 2313”又は“配管用鋼板製突合せ溶接式管継手”
b) 形状による種類又はその記号
例 “90°エルボロング”又は“90E(L)”
c) 材料による種類の記号
例 PT370W
d) 大きさの呼び 大きさの呼びは,径の呼び及び呼び厚さ,径の呼び及び厚さ(mm),又は外径(mm)
及び厚さ(mm)で呼ぶものとし,次による。
なお,呼び厚さのスケジュールは,Sch又はSで表記してもよい。
1) 径の呼びは,A又はBのいずれか一方を用いる。Aによる場合にはAの符号を,Bによる場合には
Bの符号を,それぞれの数字の後に付けて呼ぶ。ただし,Bの符号は省略してもよい。
2) 外径及び厚さの単位は,mmとする。ただし,mmは省略してもよい。
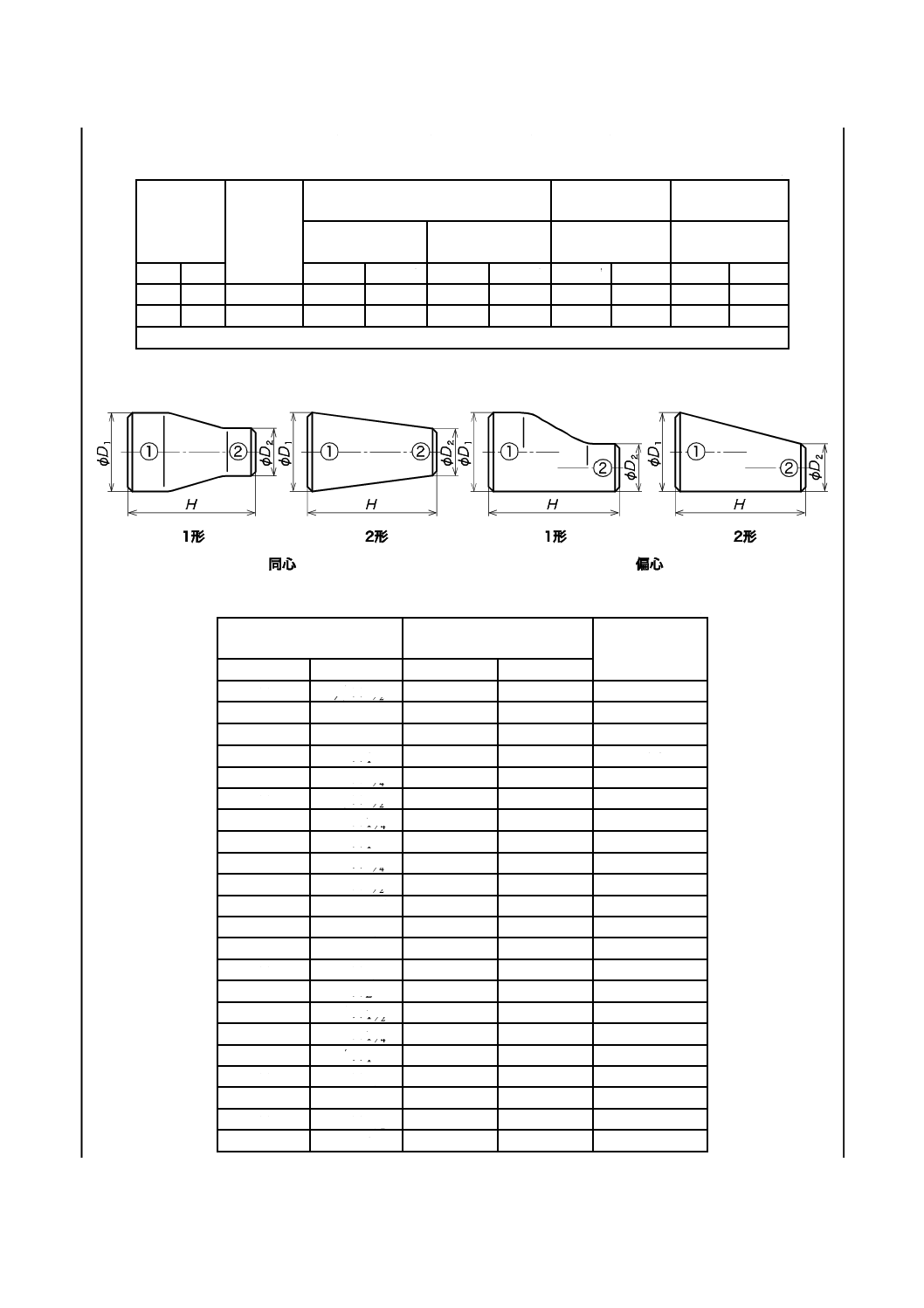
3) レジューサは,径の大きいものを①,小さいものを②とし,①,②の順序で呼ぶ(表8参照)。
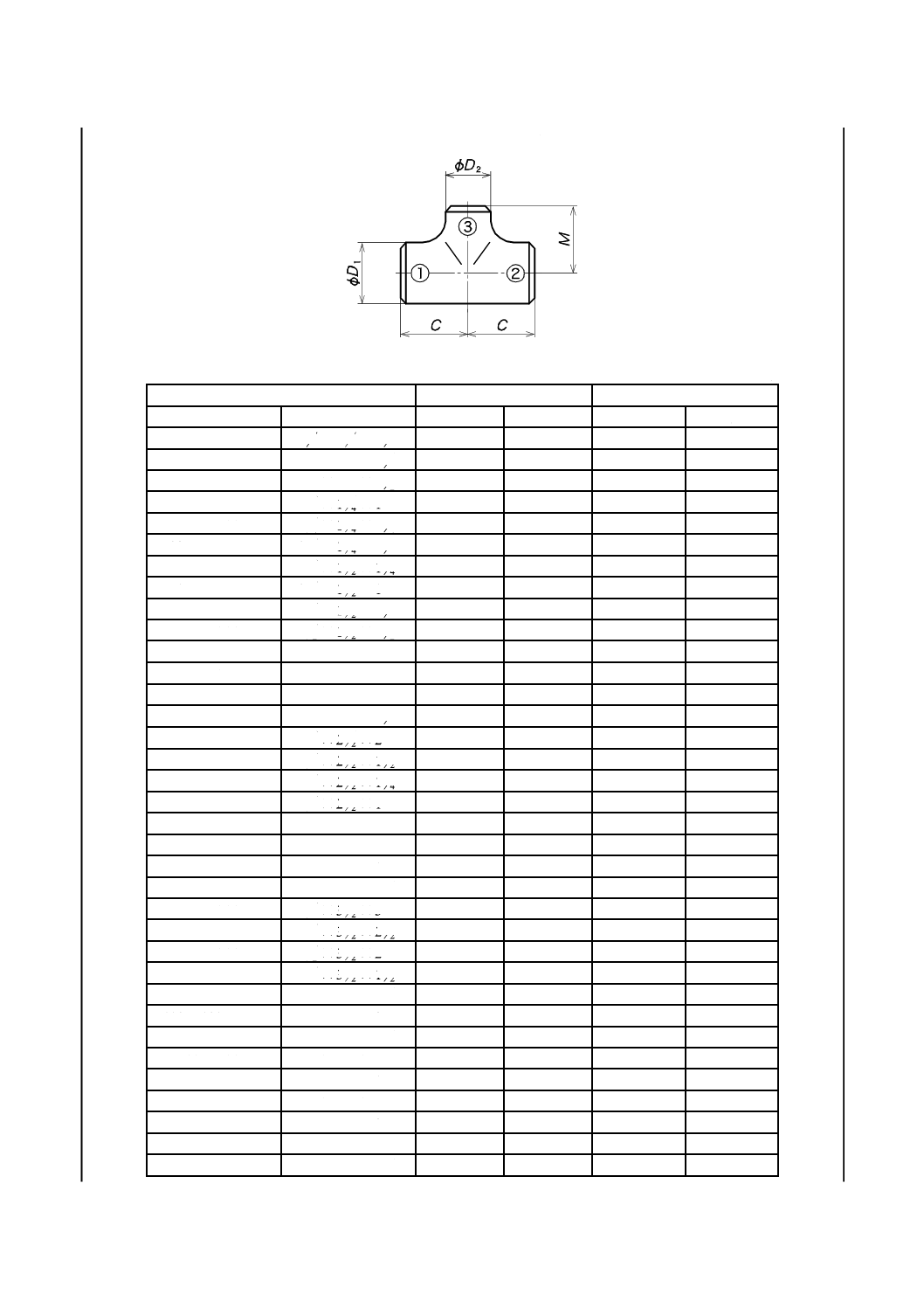
4) 径違いTは,同一中心線上にあるものを①及び②,残りのものを③とし,①,②,③の順序で呼ぶ
(表10参照)。ただし,同一中心線上にある径の呼び又は外径(mm)は,一方を省略してもよい。
5) 大きさの呼び方の例を表13に示す。
表13−大きさの呼び方の例
管継手の種類
大きさの呼び方の例a)
エルボ
同径T
100A×Sch40
100A×6.0
4×Sch40
4×6.0
114.3×6.0
レジューサ
150A×100A×Sch40
150A×100A×7.1×6.0
6×4×Sch40
6×4×7.1/6.0
165.2×114.3×7.1/6.0
6/Sch40×4/Sch80
径違いT
150A×150A×100A×Sch40
150A×100A×Sch40
6×6×4×Sch40
6×4×7.1×6.0
165.2×165.2×114.3×7.1/6.0
165.2×114.3×7.1×6.0
6/Sch40×4/Sch80
注a) 区切りの記号は,“/”,“×”又は空白としてもよい。
14
表示
管継手には,容易に消えない方法で,次の事項を表示する。
なお,表示の順序は指定しない。
13
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 材料による種類の記号
例 PT370W
b) 大きさの呼び 箇条13 d) に基づいて表示する。
c) エルボのロング又はショートの別 ロングの場合はLで,ショートの場合はSで表示する。
d) 製造業者名又はその略号
e) 小さい管継手の場合 規定した表示事項の全部を表示することが困難なときは,次の順序で表示を省
略してもよい。
1) エルボのロング又はショートの別
2) 径の呼び又は外径(mm)
15 報告
あらかじめ注文者の要求があった場合には,製造業者は管継手の種類,大きさの呼び,数量,化学成分,
機械的性質,その他を記載した検査証明書を提出しなければならない。ただし,検査文書の種類は,JIS G
0415の表1(検査文書の総括表)の記号3.1(検査証明書3.1)とする。
14
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
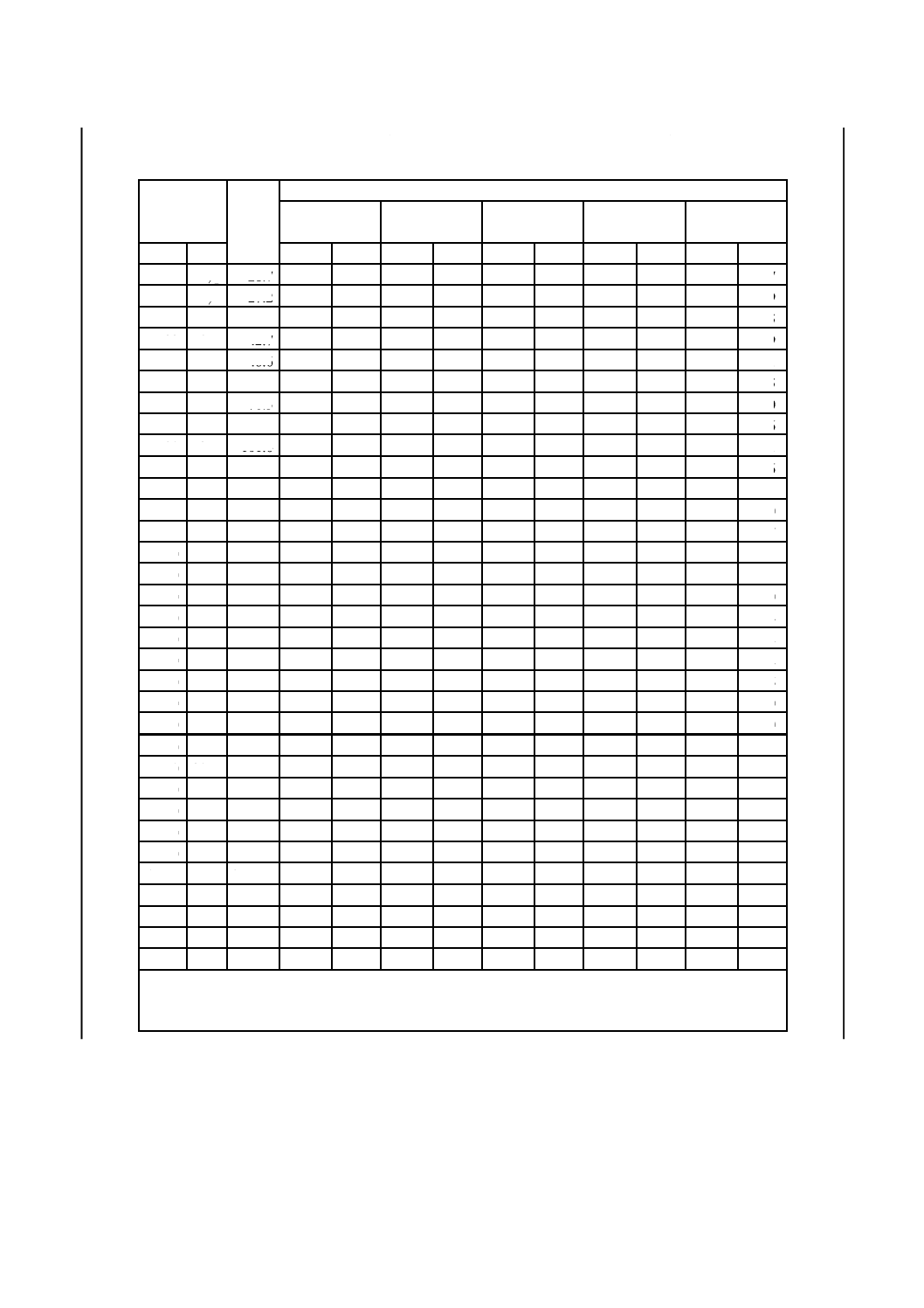
表5−炭素鋼,合金鋼及びステンレス鋼の管継手の外径,内径及び厚さa)
単位 mm
径の呼び
外径
呼び厚さ
LG
STD
XS
スケジュール
40
スケジュール
80
A
B
内径
厚さ
内径
厚さ
内径
厚さ
内径
厚さ
内径
厚さ
15
2
1 21.7
−
−
−
−
−
−
16.1 2.8 14.3 3.7
20
4
3 27.2
−
−
−
−
−
−
21.4 2.9 19.4 3.9
25 1
34.0
−
−
−
−
−
−
27.2 3.4 25.0 4.5
32 14
1 42.7
−
−
−
−
−
−
35.5 3.6 32.9 4.9
40 12
1 48.6
−
−
−
−
−
−
41.2 3.7 38.4 5.1
50 2
60.5
−
−
−
−
−
−
52.7 3.9 49.5 5.5
65 22
1 76.3
−
−
−
−
−
−
65.9 5.2 62.3 7.0
80 3
89.1
−
−
−
−
−
−
78.1 5.5 73.9 7.6
90 32
1 101.6
−
−
−
−
−
−
90.2 5.7 85.4 8.1
100 4
114.3
−
−
−
−
−
−
102.3 6.0 97.1 8.6
125 5
139.8
−
−
−
−
−
−
126.6 6.6 120.8 9.5
150 6
165.2 155.2
5.0
−
−
−
−
151.0 7.1 143.2 11.0
200 8
216.3 204.7
5.8
−
−
−
−
199.9 8.2 190.9 12.7
250 10
267.4 254.2
6.6
−
−
−
−
248.8 9.3 237.2 15.1
300 12
318.5 304.7
6.9
−
−
−
−
297.9 10.3 283.7 17.4
350 14
355.6 339.8
7.9
336.6
9.5
330.2 12.7 333.4 11.1 317.6 19.0
400 16
406.4 390.6
7.9
387.4
9.5
381.0 12.7 381.0 12.7 363.6 21.4
450 18
457.2 441.4
7.9
438.2
9.5
431.8 12.7 428.6 14.3 409.6 23.8
500 20
508.0 492.2
7.9
489.0
9.5
482.6 12.7 477.8 15.1 455.6 26.2
550 22
558.8 543.0
7.9
539.8
9.5
533.4 12.7 527.0 15.9 501.6 28.6
600 24
609.6 593.8
7.9
590.6
9.5
584.2 12.7 574.6 17.5 547.6 31.0
650 26
660.4 644.6
7.9
641.4
9.5
635.0 12.7 622.6 18.9 592.4 34.0
700 28
711.2 695.4
7.9
692.2
9.5
685.8 12.7
−
−
−
−
750 30
762.0 746.2
7.9
743.0
9.5
736.6 12.7
−
−
−
−
800 32
812.8 797.0
7.9
793.8
9.5
787.4 12.7
−
−
−
−
850 34
863.6 847.8
7.9
844.6
9.5
838.2 12.7
−
−
−
−
900 36
914.4 898.6
7.9
895.4
9.5
889.0 12.7
−
−
−
−
950 38
965.2 949.4
7.9
946.2
9.5
939.8 12.7
−
−
−
−
1 000 40
1 016.0 1 000.2
7.9
997.0
9.5
990.6 12.7
−
−
−
−
1 050 42
1 066.8 1 051.0
7.9
1 047.8
9.5
1 041.4 12.7
−
−
−
−
1 100 44
1 117.6 1 101.8
7.9
1 098.6
9.5
1 092.2 12.7
−
−
−
−
1 150 46
1 168.4 1 152.6
7.9
1 149.4
9.5
1 143.0 12.7
−
−
−
−
1 200 48
1 219.2 1 203.4
7.9
1 200.2
9.5
1 193.8 12.7
−
−
−
−
注記 呼び厚さLG,STD及びXSは,それぞれライトゲージ,スタンダード及びエキストラストロン
グを表す。
注a) この表以外の厚さを特に必要とするときは,受渡当事者間の協定による。
15
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
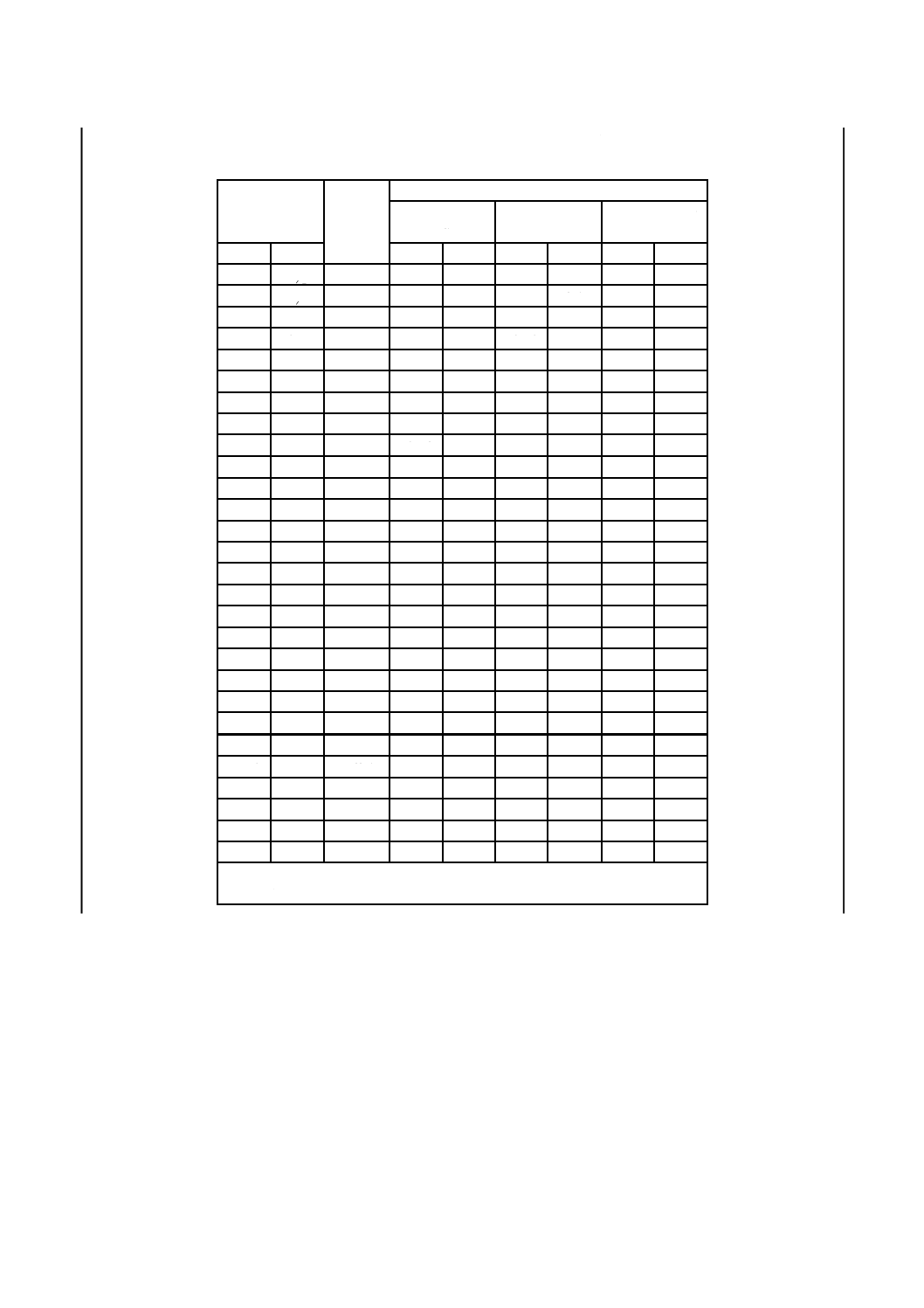
表6−ステンレス鋼の管継手の外径,内径及び厚さa)
単位 mm
径の呼び
外径
呼び厚さ
スケジュール
5S
スケジュール
10S
スケジュール
20S
A
B
内径
厚さ
内径
厚さ
内径
厚さ
15
2
1
21.7
18.4
1.65
17.5
2.1
16.7
2.5
20
4
3
27.2
23.9
1.65
23.0
2.1
22.2
2.5
25
1
34.0
30.7
1.65
28.4
2.8
28.0
3.0
32
14
1
42.7
39.4
1.65
37.1
2.8
36.7
3.0
40
12
1
48.6
45.3
1.65
43.0
2.8
42.6
3.0
50
2
60.5
57.2
1.65
54.9
2.8
53.5
3.5
65
22
1
76.3
72.1
2.1
70.3
3.0
69.3
3.5
80
3
89.1
84.9
2.1
83.1
3.0
81.1
4.0
90
32
1
101.6
97.4
2.1
95.6
3.0
93.6
4.0
100
4
114.3
110.1
2.1
108.3
3.0
106.3
4.0
125
5
139.8
134.2
2.8
133.0
3.4
129.8
5.0
150
6
165.2
159.6
2.8
158.4
3.4
155.2
5.0
200
8
216.3
210.7
2.8
208.3
4.0
203.3
6.5
250
10
267.4
260.6
3.4
259.4
4.0
254.4
6.5
300
12
318.5
310.5
4.0
309.5
4.5
305.5
6.5
350
14
355.6
347.6
4.0
345.6
5.0
339.6
8.0
400
16
406.4
397.4
4.5
396.4
5.0
390.4
8.0
450
18
457.2
448.2
4.5
447.2
5.0
441.2
8.0
500
20
508.0
498.0
5.0
497.0
5.5
489.0
9.5
550
22
558.8
548.8
5.0
547.8
5.5
539.8
9.5
600
24
609.6
598.6
5.5
596.6
6.5
590.6
9.5
650
26
660.4
649.4
5.5
644.4
8.0
635.0
12.7
700
28
711.2
700.2
5.5
695.2
8.0
685.8
12.7
750
30
762.0
749.0
6.5
746.0
8.0
736.6
12.7
800
32
812.8
−
−
796.8
8.0
787.4
12.7
850
34
863.6
−
−
847.6
8.0
838.2
12.7
900
36
914.4
−
−
898.4
8.0
889.0
12.7
1 000
40
1 016.0
−
−
997.0
9.5
987.4
14.3
注a) この表以外の厚さを特に必要とするときは,受渡当事者間の協定によ
る。
16
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
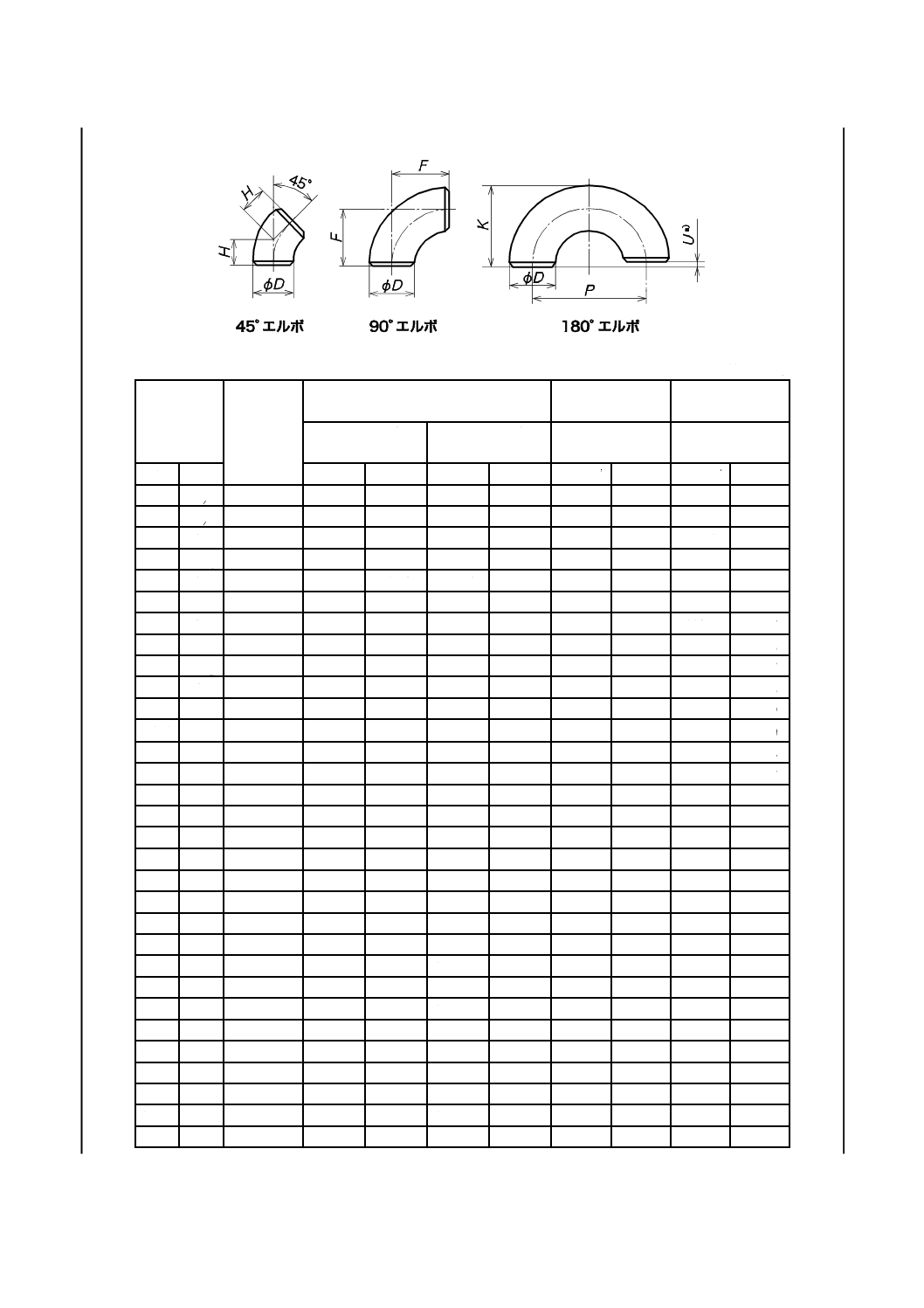
表7−45°エルボ,90°エルボ,180°エルボの形状及び寸法
単位 mm
径の呼び
外径
D
中心から端面までの距離
中心から中心
までの距離
背から端面
までの距離
45°エルボ
H
90°エルボ
F
180°エルボ
P
180°エルボ
K
A
B
ロング ショート ロング ショート ロング ショート ロング ショート
15
2
1
21.7
15.8
−
38.1
−
76.2
−
49.0
−
20
4
3
27.2
15.8
−
38.1
−
76.2
−
51.7
−
25 1
34.0
15.8
−
38.1
25.4
76.2
50.8
55.1
42.4
32 14
1
42.7
19.7
−
47.6
31.8
95.2
63.6
69.0
53.2
40 12
1
48.6
23.7
15.8
57.2
38.1 114.4
76.2
81.5
62.4
50 2
60.5
31.6
21.0
76.2
50.8 152.4 101.6 106.5
81.1
65 22
1
76.3
39.5
26.3
95.3
63.5 190.6 127.0 133.5 101.7
80 3
89.1
47.3
31.6
114.3
76.2 228.6 152.4 158.9 120.8
90 32
1
101.6
55.3
36.8
133.4
88.9 266.8 177.8 184.2 139.7
100 4
114.3
63.1
42.1
152.4 101.6 304.8 203.2 209.6 158.8
125 5
139.8
78.9
52.6
190.5 127.0 381.0 254.0 260.4 196.9
150 6
165.2
94.7
63.1
228.6 152.4 457.2 304.8 311.2 235.0
200 8
216.3
126.3
84.2
304.8 203.2 609.6 406.4 413.0 311.4
250 10
267.4
157.8 105.2
381.0 254.0 762.0 508.0 514.7 387.7
300 12
318.5
189.4 126.2
457.2 304.8 914.4 609.6 616.5 464.1
350 14
355.6
220.9 147.3
533.4 355.6 1 066.8 711.2 711.2 533.4
400 16
406.4
252.5 168.3
609.6 406.4 1 219.2 812.8 812.8 609.6
450 18
457.2
284.1 189.4
685.8 457.2
−
−
−
−
500 20
508.0
315.6 210.4
762.0 508.0
−
−
−
−
550 22
558.8
347.2 231.5
838.2 558.8
−
−
−
−
600 24
609.6
378.7 252.5
914.4 609.6
−
−
−
−
650 26
660.4
410.3 273.5
990.6 660.4
−
−
−
−
700 28
711.2
441.9 294.6
1 066.8
711.2
−
−
−
−
750 30
762.0
473.4 315.6
1 143.0 762.0
−
−
−
−
800 32
812.8
505.0 336.7
1 219.2 812.8
−
−
−
−
850 34
863.6
536.6 357.7
1 295.4 863.6
−
−
−
−
900 36
914.4
568.1 378.7
1 371.6 914.4
−
−
−
−
950 38
965.2
599.7 399.8
1 447.8 965.2
−
−
−
−
1 000 40
1 016.0
631.2 420.8
1 524.0 1 016.0
−
−
−
−
1 050 42
1 066.8
662.8 441.9
1 600.2 1 066.8
−
−
−
−
1 100 44
1 117.6
694.4 462.9
1 676.4 1 117.6
−
−
−
−
17
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7−45°エルボ,90°エルボ,180°エルボの形状及び寸法(続き)
単位 mm
径の呼び
外径
D
中心から端面までの距離
中心から中心
までの距離
背から端面
までの距離
45°エルボ
H
90°エルボ
F
180°エルボ
P
180°エルボ
K
A
B
ロング ショート ロング ショート ロング ショート ロング ショート
1 150
46
1 168.4
725.9
484.0
1 752.6
1 168.4
−
−
−
−
1 200
48
1 219.2
757.5
505.0
1 828.8
1 219.2
−
−
−
−
注a) 端面と端面とのずれUは,表11による。
表8−レジューサの形状及び寸法
単位 mm
径の呼び
①×②
外径
端面から端面
までの距離
A
B
D1
D2
H
20 × 15
4
3 × 2
1
27.2
21.7
38.1
25 × 20
1 × 4
3
34.0
27.2
50.8
25 × 15
1 × 2
1
34.0
21.7
50.8
32 × 25
14
1 × 1
42.7
34.0
50.8
32 × 20
14
1 × 4
3
42.7
27.2
50.8
32 × 15
14
1 × 2
1
42.7
21.7
50.8
40 × 32
12
1 × 14
1
48.6
42.7
63.5
40 × 25
12
1 × 1
48.6
34.0
63.5
40 × 20
12
1 × 4
3
48.6
27.2
63.5
40 × 15
12
1 × 2
1
48.6
21.7
63.5
50 × 40
2 × 12
1
60.5
48.6
76.2
50 × 32
2 × 14
1
60.5
42.7
76.2
50 × 25
2 × 1
60.5
34.0
76.2
50 × 20
2 × 4
3
60.5
27.2
76.2
65 × 50
22
1 × 2
76.3
60.5
88.9
65 × 40
22
1 × 12
1
76.3
48.6
88.9
65 × 32
22
1 × 14
1
76.3
42.7
88.9
65 × 25
22
1 × 1
76.3
34.0
88.9
80 × 65
3 × 22
1
89.1
76.3
88.9
80 × 50
3 × 2
89.1
60.5
88.9
80 × 40
3 × 12
1
89.1
48.6
88.9
80 × 32
3 × 14
1
89.1
42.7
88.9
18
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−レジューサの形状及び寸法(続き)
単位 mm
径の呼び
①×②
外径
端面から端面
までの距離
A
B
D1
D2
H
90 × 80
32
1 × 3
101.6
89.1
101.6
90 × 65
32
1 × 22
1
101.6
76.3
101.6
90 × 50
32
1 × 2
101.6
60.5
101.6
90 × 40
32
1 × 12
1
101.6
48.6
101.6
90 × 32
32
1 × 14
1
101.6
42.7
101.6
100 × 90
4 × 32
1
114.3
101.6
101.6
100 × 80
4 × 3
114.3
89.1
101.6
100 × 65
4 × 22
1
114.3
76.3
101.6
100 × 50
4 × 2
114.3
60.5
101.6
100 × 40
4 × 12
1
114.3
48.6
101.6
125 ×100 5 × 4
139.8
114.3
127.0
125 × 90
5 × 32
1
139.8
101.6
127.0
125 × 80
5 × 3
139.8
89.1
127.0
125 × 65
5 × 22
1
139.8
76.3
127.0
125 × 50
5 × 2
139.8
60.5
127.0
150 ×125 6 × 5
165.2
139.8
139.7
150 ×100 6 × 4
165.2
114.3
139.7
150 × 90
6 × 32
1
165.2
101.6
139.7
150 × 80
6 × 3
165.2
89.1
139.7
150 × 65
6 × 22
1
165.2
76.3
139.7
200 ×150 8 × 6
216.3
165.2
152.4
200 ×125 8 × 5
216.3
139.8
152.4
200 ×100 8 × 4
216.3
114.3
152.4
200 × 90
8 × 32
1
216.3
101.6
152.4
250 ×200 10 × 8
267.4
216.3
177.8
250 ×150 10 × 6
267.4
165.2
177.8
250 ×125 10 × 5
267.4
139.8
177.8
250 ×100 10 × 4
267.4
114.3
177.8
300 ×250 12 ×10
318.5
267.4
203.2
300 ×200 12 × 8
318.5
216.3
203.2
300 ×150 12 × 6
318.5
165.2
203.2
300 ×125 12 × 5
318.5
139.8
203.2
350 ×300 14 ×12
355.6
318.5
330.2
350 ×250 14 ×10
355.6
267.4
330.2
350 ×200 14 × 8
355.6
216.3
330.2
350 ×150 14 × 6
355.6
165.2
330.2
400 ×350 16 ×14
406.4
355.6
355.6
400 ×300 16 ×12
406.4
318.5
355.6
400 ×250 16 ×10
406.4
267.4
355.6
400 ×200 16 × 8
406.4
216.3
355.6
450 ×400 18 ×16
457.2
406.4
381.0
450 ×350 18 ×14
457.2
355.6
381.0
450 ×300 18 ×12
457.2
318.5
381.0
450 ×250 18 ×10
457.2
267.4
381.0
19
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−レジューサの形状及び寸法(続き)
単位 mm
径の呼び
①×②
外径
端面から端面
までの距離
A
B
D1
D2
H
500 ×450
20 ×18
508.0
457.2
508.0
500 ×400
20 ×16
508.0
406.4
508.0
500 ×350
20 ×14
508.0
355.6
508.0
500 ×300
20 ×12
508.0
318.5
508.0
550 ×500
22 ×20
558.8
508.0
508.0
550 ×450
22 ×18
558.8
457.2
508.0
550 ×400
22 ×16
558.8
406.4
508.0
550 ×350
22 ×14
558.8
355.6
508.0
600 ×550
24 ×22
609.6
558.8
508.0
600 ×500
24 ×20
609.6
508.0
508.0
600 ×450
24 ×18
609.6
457.2
508.0
600 ×400
24 ×16
609.6
406.4
508.0
650 ×600
26 ×24
660.4
609.6
609.6
650 ×550
26 ×22
660.4
558.8
609.6
650 ×500
26 ×20
660.4
508.0
609.6
650 ×450
26 ×18
660.4
457.2
609.6
700 ×650
28 ×26
711.2
660.4
609.6
700 ×600
28 ×24
711.2
609.6
609.6
700 ×550
28 ×22
711.2
558.8
609.6
700 ×500
28 ×20
711.2
508.0
609.6
750 ×700
30 ×28
762.0
711.2
609.6
750 ×650
30 ×26
762.0
660.4
609.6
750 ×600
30 ×24
762.0
609.6
609.6
750 ×550
30 ×22
762.0
558.8
609.6
800 ×750
32 ×30
812.8
762.0
609.6
800 ×700
32 ×28
812.8
711.2
609.6
800 ×650
32 ×26
812.8
660.4
609.6
800 ×600
32 ×24
812.8
609.6
609.6
850 ×800
34 ×32
863.6
812.8
609.6
850 ×750
34 ×30
863.6
762.0
609.6
850 ×700
34 ×28
863.6
711.2
609.6
850 ×650
34 ×26
863.6
660.4
609.6
900 ×850
36 ×34
914.4
863.6
609.6
900 ×800
36 ×32
914.4
812.8
609.6
900 ×750
36 ×30
914.4
762.0
609.6
900 ×700
36 ×28
914.4
711.2
609.6
950 ×900
38 ×36
965.2
914.4
609.6
950 ×850
38 ×34
965.2
863.6
609.6
950 ×800
38 ×32
965.2
812.8
609.6
950 ×750
38 ×30
965.2
762.0
609.6
1 000 ×950
40 ×38
1 016.0
965.2
609.6
1 000 ×900
40 ×36
1 016.0
914.4
609.6
1 000 ×850
40 ×34
1 016.0
863.6
609.6
1 000 ×800
40 ×32
1 016.0
812.8
609.6
20
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−レジューサの形状及び寸法(続き)
単位 mm
径の呼び
①×②
外径
端面から端面
までの距離
A
B
D1
D2
H
1 050 ×1 000
42 ×40
1 066.8
1 016.0
609.6
1 050 × 950
42 ×38
1 066.8
965.2
609.6
1 050 × 900
42 ×36
1 066.8
914.4
609.6
1 050 × 850
42 ×34
1 066.8
863.6
609.6
1 100 ×1 050
44 ×42
1 117.6
1 066.8
609.6
1 100 ×1 000
44 ×40
1 117.6
1 016.0
609.6
1 100 × 950
44 ×38
1 117.6
965.2
609.6
1 100 × 900
44 ×36
1 117.6
914.4
609.6
1 150 ×1 100
46 ×44
1 168.4
1 117.6
711.2
1 150 ×1 050
46 ×42
1 168.4
1 066.8
711.2
1 150 ×1 000
46 ×40
1 168.4
1 016.0
711.2
1 150 × 950
46 ×38
1 168.4
965.2
711.2
1 200 ×1 150
48 ×46
1 219.2
1 168.4
711.2
1 200 ×1 100
48 ×44
1 219.2
1 117.6
711.2
1 200 ×1 050
48 ×42
1 219.2
1 066.8
711.2
1 200 ×1 000
48 ×40
1 219.2
1 016.0
711.2
21
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
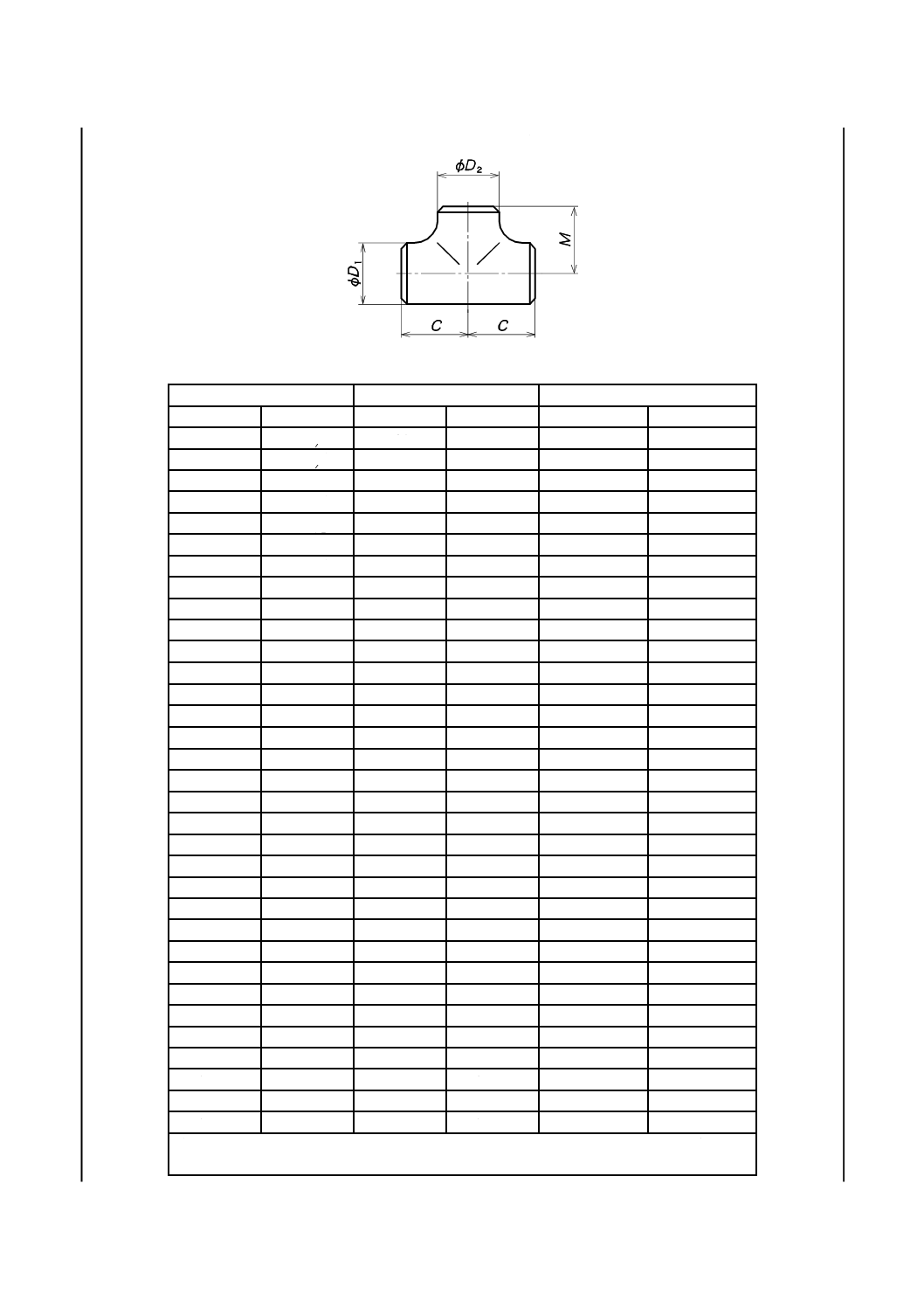
表9−同径Tの形状及び寸法
単位 mm
径の呼び
外径
中心から端面までの距離
A
B
D1
D2
C
M a)
15
2
1
21.7
21.7
25.4
25.4
20
4
3
27.2
27.2
28.6
28.6
25
1
34.0
34.0
38.1
38.1
32
14
1
42.7
42.7
47.6
47.6
40
12
1
48.6
48.6
57.2
57.2
50
2
60.5
60.5
63.5
63.5
65
22
1
76.3
76.3
76.2
76.2
80
3
89.1
89.1
85.7
85.7
90
32
1
101.6
101.6
95.3
95.3
100
4
114.3
114.3
104.8
104.8
125
5
139.8
139.8
123.8
123.8
150
6
165.2
165.2
142.9
142.9
200
8
216.3
216.3
177.8
177.8
250
10
267.4
267.4
215.9
215.9
300
12
318.5
318.5
254.0
254.0
350
14
355.6
355.6
279.4
279.4
400
16
406.4
406.4
304.8
304.8
450
18
457.2
457.2
342.9
342.9
500
20
508.0
508.0
381.0
381.0
550
22
558.8
558.8
419.1
419.1
600
24
609.6
609.6
431.8
431.8
650
26
660.4
660.4
495.3
495.3
700
28
711.2
711.2
520.7
520.7
750
30
762.0
762.0
558.8
558.8
800
32
812.8
812.8
596.9
596.9
850
34
863.6
863.6
635.0
635.0
900
36
914.4
914.4
673.1
673.1
950
38
965.2
965.2
711.2
711.2
1 000
40
1 016.0
1 016.0
749.3
749.3
1 050
42
1 066.8
1 066.8
762.0
711.2
1 100
44
1 117.6
1 117.6
812.8
762.0
1 150
46
1 168.4
1 168.4
850.9
800.1
1 200
48
1 219.2
1 219.2
889.0
838.2
注a) 径の呼びが350A(14B,外径355.6 mm)以上の寸法Mは,受渡当事者間の協定によ
って,この表の寸法よりも小さくてもよい。
22
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−径違いTの形状及び寸法
単位 mm
径の呼び①×②×③
外径
中心から端面までの距離
A
B
D1
D2
C
M a)
20 × 20 × 15
4
3 ×
4
3 ×
2
1
27.2
21.7
28.6
28.6
25 × 25 × 20
1 × 1 ×
4
3
34.0
27.2
38.1
38.1
25 × 25 × 15
1 × 1 ×
2
1
34.0
21.7
38.1
38.1
32 × 32 × 25
14
1 × 14
1 × 1
42.7
34.0
47.6
47.6
32 × 32 × 20
14
1 × 14
1 ×
4
3
42.7
27.2
47.6
47.6
32 × 32 × 15
14
1 × 14
1 ×
2
1
42.7
21.7
47.6
47.6
40 × 40 × 32
12
1 × 12
1 × 14
1
48.6
42.7
57.2
57.2
40 × 40 × 25
12
1 × 12
1 × 1
48.6
34.0
57.2
57.2
40 × 40 × 20
12
1 × 12
1 ×
4
3
48.6
27.2
57.2
57.2
40 × 40 × 15
12
1 × 12
1 ×
2
1
48.6
21.7
57.2
57.2
50 × 50 × 40
2 × 2 × 12
1
60.5
48.6
63.5
60.3
50 × 50 × 32
2 × 2 × 14
1
60.5
42.7
63.5
57.2
50 × 50 × 25
2 × 2 × 1
60.5
34.0
63.5
50.8
50 × 50 × 20
2 × 2 ×
4
3
60.5
27.2
63.5
44.5
65 × 65 × 50
22
1 × 22
1 × 2
76.3
60.5
76.2
69.9
65 × 65 × 40
22
1 × 22
1 × 12
1
76.3
48.6
76.2
66.7
65 × 65 × 32
22
1 × 22
1 × 14
1
76.3
42.7
76.2
63.5
65 × 65 × 25
22
1 × 22
1 × 1
76.3
34.0
76.2
57.2
80 × 80 × 65
3 × 3 × 22
1
89.1
76.3
85.7
82.6
80 × 80 × 50
3 × 3 × 2
89.1
60.5
85.7
76.2
80 × 80 × 40
3 × 3 × 12
1
89.1
48.6
85.7
73.0
80 × 80 × 32
3 × 3 × 14
1
89.1
42.7
85.7
69.9
90 × 90 × 80
32
1 × 32
1 × 3
101.6
89.1
95.3
92.1
90 × 90 × 65
32
1 × 32
1 × 22
1
101.6
76.3
95.3
88.9
90 × 90 × 50
32
1 × 32
1 × 2
101.6
60.5
95.3
82.6
90 × 90 × 40
32
1 × 32
1 × 12
1
101.6
48.6
95.3
79.4
100 × 100 × 90
4 × 4 × 32
1
114.3
101.6
104.8
101.6
100 × 100 × 80
4 × 4 × 3
114.3
89.1
104.8
98.4
100 × 100 × 65
4 × 4 × 22
1
114.3
76.3
104.8
95.3
100 × 100 × 50
4 × 4 × 2
114.3
60.5
104.8
88.9
100 × 100 × 40
4 × 4 × 12
1
114.3
48.6
104.8
85.7
125 × 125 ×100
5 × 5 × 4
139.8
114.3
123.8
117.5
125 × 125 × 90
5 × 5 × 32
1
139.8
101.6
123.8
114.3
125 × 125 × 80
5 × 5 × 3
139.8
89.1
123.8
111.1
125 × 125 × 65
5 × 5 × 22
1
139.8
76.3
123.8
108.0
23
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−径違いTの形状及び寸法(続き)
単位 mm
径の呼び①×②×③
外径
中心から端面までの距離
A
B
D1
D2
C
M a)
125 × 125 × 50
5 × 5 × 2
139.8
60.5
123.8
104.8
150 × 150 × 125
6 × 6 × 5
165.2
139.8
142.9
136.5
150 × 150 × 100
6 × 6 × 4
165.2
114.3
142.9
130.2
150 × 150 × 90
6 × 6 × 32
1
165.2
101.6
142.9
127.0
150 × 150 × 80
6 × 6 × 3
165.2
89.1
142.9
123.8
150 × 150 × 65
6 × 6 × 22
1
165.2
76.3
142.9
120.7
200 × 200 × 150
8 × 8 × 6
216.3
165.2
177.8
168.3
200 × 200 × 125
8 × 8 × 5
216.3
139.8
177.8
161.9
200 × 200 × 100
8 × 8 × 4
216.3
114.3
177.8
155.6
200 × 200 × 90
8 × 8 × 32
1
216.3
101.6
177.8
152.4
250 × 250 × 200
10 × 10 × 8
267.4
216.3
215.9
203.2
250 × 250 × 150
10 × 10 × 6
267.4
165.2
215.9
193.7
250 × 250 × 125
10 × 10 × 5
267.4
139.8
215.9
190.5
250 × 250 × 100
10 × 10 × 4
267.4
114.3
215.9
184.2
300 × 300 × 250
12 × 12 × 10
318.5
267.4
254.0
241.3
300 × 300 × 200
12 × 12 × 8
318.5
216.3
254.0
228.6
300 × 300 × 150
12 × 12 × 6
318.5
165.2
254.0
219.1
300 × 300 × 125
12 × 12 × 5
318.5
139.8
254.0
215.9
350 × 350 × 300
14 × 14 × 12
355.6
318.5
279.4
269.9
350 × 350 × 250
14 × 14 × 10
355.6
267.4
279.4
257.2
350 × 350 × 200
14 × 14 × 8
355.6
216.3
279.4
247.7
350 × 350 × 150
14 × 14 × 6
355.6
165.2
279.4
238.1
400 × 400 × 350
16 × 16 × 14
406.4
355.6
304.8
304.8
400 × 400 × 300
16 × 16 × 12
406.4
318.5
304.8
295.3
400 × 400 × 250
16 × 16 × 10
406.4
267.4
304.8
282.6
400 × 400 × 200
16 × 16 × 8
406.4
216.3
304.8
273.1
400 × 400 × 150
16 × 16 × 6
406.4
165.2
304.8
263.5
450 × 450 × 400
18 × 18 × 16
457.2
406.4
342.9
330.2
450 × 450 × 350
18 × 18 × 14
457.2
355.6
342.9
330.2
450 × 450 × 300
18 × 18 × 12
457.2
318.5
342.9
320.7
450 × 450 × 250
18 × 18 × 10
457.2
267.4
342.9
308.0
450 × 450 × 200
18 × 18 × 8
457.2
216.3
342.9
298.5
500 × 500 × 450
20 × 20 × 18
508.0
457.2
381.0
368.3
500 × 500 × 400
20 × 20 × 16
508.0
406.4
381.0
355.6
500 × 500 × 350
20 × 20 × 14
508.0
355.6
381.0
355.6
500 × 500 × 300
20 × 20 × 12
508.0
318.5
381.0
346.1
500 × 500 × 250
20 × 20 × 10
508.0
267.4
381.0
333.4
500 × 500 × 200
20 × 20 × 8
508.0
216.3
381.0
323.9
550 × 550 × 500
22 × 22 × 20
558.8
508.0
419.1
406.4
550 × 550 × 450
22 × 22 × 18
558.8
457.2
419.1
393.7
550 × 550 × 400
22 × 22 × 16
558.8
406.4
419.1
381.0
600 × 600 × 550
24 × 24 × 22
609.6
558.8
431.8
431.8
600 × 600 × 500
24 × 24 × 20
609.6
508.0
431.8
431.8
600 × 600 × 450
24 × 24 × 18
609.6
457.2
431.8
419.1
650 × 650 × 600
26 × 26 × 24
660.4
609.6
495.3
482.6
24
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−径違いTの形状及び寸法(続き)
単位 mm
径の呼び①×②×③
外径
中心から端面までの距離
A
B
D1
D2
C
M a)
650 × 650 × 550
26×26×22
660.4
558.8
495.3
469.9
650 × 650 × 500
26×26×20
660.4
508.0
495.3
457.2
700 × 700 × 650
28×28×26
711.2
660.4
520.7
520.7
700 × 700 × 600
28×28×24
711.2
609.6
520.7
508.0
700 × 700 × 550
28×28×22
711.2
558.8
520.7
495.3
750 × 750 × 700
30×30×28
762.0
711.2
558.8
546.1
750 × 750 × 650
30×30×26
762.0
660.4
558.8
546.1
750 × 750 × 600
30×30×24
762.0
609.6
558.8
533.4
800 × 800 × 750
32×32×30
812.8
762.0
596.9
584.2
800 × 800 × 700
32×32×28
812.8
711.2
596.9
571.5
800 × 800 × 650
32×32×26
812.8
660.4
596.9
571.5
850 × 850 × 800
34×34×32
863.6
812.8
635.0
622.3
850 × 850 × 750
34×34×30
863.6
762.0
635.0
609.6
850 × 850 × 700
34×34×28
863.6
711.2
635.0
596.9
900 × 900 × 850
36×36×34
914.4
863.6
673.1
660.4
900 × 900 × 800
36×36×32
914.4
812.8
673.1
647.7
900 × 900 × 750
36×36×30
914.4
762.0
673.1
635.0
950 × 950 × 900
38×38×36
965.2
914.4
711.2
711.2
950 × 950 × 850
38×38×34
965.2
863.6
711.2
698.5
950 × 950 × 800
38×38×32
965.2
812.8
711.2
685.8
1 000×1 000 × 950
40×40×38
1 016.0
965.2
749.3
749.3
1 000×1 000 × 900
40×40×36
1 016.0
914.4
749.3
736.6
1 000×1 000 × 850
40×40×34
1 016.0
863.6
749.3
723.9
1 050×1 050 ×1 000
42×42×40
1 066.8
1 016.0
762.0
711.2
1 050×1 050 × 950
42×42×38
1 066.8
965.2
762.0
711.2
1 050×1 050 × 900
42×42×36
1 066.8
914.4
762.0
711.2
1 100×1 100 ×1 050
44×44×42
1 117.6
1 066.8
812.8
762.0
1 100×1 100 ×1 000
44×44×40
1 117.6
1 016.0
812.8
749.3
1 100×1 100 × 950
44×44×38
1 117.6
965.2
812.8
736.6
1 150×1 150 ×1 100
46×46×44
1 168.4
1 117.6
850.9
800.1
1 150×1 150 ×1 050
46×46×42
1 168.4
1 066.8
850.9
787.4
1 150×1 150 ×1 000
46×46×40
1 168.4
1 016.0
850.9
774.7
1 200×1 200 ×1 150
48×48×46
1 219.2
1 168.4
889.0
838.2
1 200×1 200 ×1 100
48×48×44
1 219.2
1 117.6
889.0
838.2
1 200×1 200 ×1 050
48×48×42
1 219.2
1 066.8
889.0
812.8
注a) 径の呼び①及び②が350A(14B,外径355.6 mm)以上の寸法Mは,受渡当事者間の協定に
よって,この表の寸法よりも小さくてもよい。
25
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−管継手の寸法許容差及び許容値
単位 mm
管継手の種類
項目
径の呼び
A
15〜65
80〜100 125〜200 250〜450 500〜600 650〜750 800〜1 200
B
2
1〜22
1
3〜4
5〜8
10〜18
20〜24
26〜30
32〜48
全ての管継手
端部の外径a)
+1.6
±1.6
+2.4
+4.0
+6.4
−0.8
−1.6
−3.2
−4.8
端面の内径
±0.8
±1.6
±3.2
±4.8
厚さ
+規定しない
−12.5 %
ベベル角度
図1による。
ルート面の高さ
図1による。
45°エルボ,
90°エルボ
中心から端面まで
の距離(H,F)
±1.6
±2.4
±3.2
±4.8
180°エルボ
中心から中心まで
の距離(P)
±6.4
±9.5
−
背から端面までの
距離(K)
±6.4
−
端面と端面とのず
れ(U)(最大)
1.6
3.2
−
レジューサ
端面から端面まで
の距離(H)b)
±1.6
±2.4
±4.8
T
中心から端面まで
の距離[C,M b)]
±1.6
±2.4
±3.2
±4.8
全ての管継手
端部の外周長a)
−
±0.5 %
注a) 表8の同心2形及び偏心2形レジューサには,適用しない。
b) レジューサの寸法H及び径違いTの寸法Mの許容差は,大径側の許容差を適用する。
26
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−管継手のオフアングル及びオフプレンの許容値a)
単位 mm
管継手の
種類
項目
径の呼び
A 15〜100 125〜200 250〜300 350〜400 450〜600 650〜750 800〜1 050 1 100〜1 200
B
2
1〜4
5〜8
10〜12
14〜16
18〜24
26〜30
32〜42
44〜48
エルボ,レ
ジューサ,
T
オフアング
ル(X)(最
大)
0.8
1.6
2.4
3.2
4.8
エルボ,T オフプレン
(Y)(最大)
1.6
3.2
4.8
6.4
9.5
12.7
19.1
管継手の端面と軸心との直角の狂いは,オフアングルX又はオフプレンYで表す。
注a) レジューサ及び径違いTは,大径側の許容値を適用する。

27
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(規定)
特別品質規定
JA.1 一般
この附属書は,注文者から要求があった場合に適用し,指定の項目について実施する。
JA.2 管継手の硬さ試験
JA.2.1 硬さは,表JA.1による。
表JA.1−管継手の硬さ
材料による種類の記号
硬さ(最大)
PG370W,PG410W,PT370W,PT410W,PT480W,
PA12W,PA22W,PA23W及びPA24W
93HRB,207HV,197HBW又は30HS
PA25W及びPA26W
96HRB,228HV,217HBW又は33HS
JA.2.2 管継手の硬さ試験は,管継手の任意の箇所で行う。
JA.2.3 硬さ試験方法は,受渡当事者間の協定による。
JA.2.4 管継手の硬さ試験は,管継手のロットごとの1個について行う。ただし,厚さが2 mm以下の管
継手については試験を行わない。
なお,ロットの大きさは,受渡当事者間の協定による。
JA.3 高温降伏点又は耐力
JA.3.1 高温引張試験は,供試材で行う。
JA.3.2 高温降伏点又は耐力の値及び試験温度は,受渡当事者間の協定による。
JA.3.3 試験片の形状及び試験方法は,JIS G 0567による。
JA.3.4 供試材は,表3に規定した使用材料に関する日本工業規格の規定による材料ロットごとに1個を
採り,これに管継手と同一熱処理条件の熱処理を施す。試験片は,この供試材から各試験温度ごとに1個
の試験片を採る。
JA.4 材料の超音波探傷検査
JA.4.1 管継手に使用する材料が溶接鋼管の場合,材料の超音波探傷検査は,表3に規定した鋼管に関す
る日本工業規格の附属書に規定する超音波探傷検査に準じる。
JA.4.2 管継手に使用する材料が鋼板又は鋼帯の場合,材料の超音波探傷検査はJIS G 0801によって行い,
探傷箇所は受渡当事者間の協定による。
なお,ステンレス鋼の超音波探傷検査方法については,受渡当事者間の協定による。
JA.5 ステンレス鋼の腐食試験
JA.5.1 ステンレス鋼の腐食試験は,供試材又は管継手で行う。
JA.5.2 ステンレス鋼の腐食試験は,表3に規定した鋼管に関する日本工業規格の附属書に規定する腐食
28
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
試験によって,注文者の指定する項目について実施する。
JA.5.3 ステンレス鋼の腐食試験の耐食性及び試験方法は,表3に規定した鋼管に関する日本工業規格の
附属書に規定する腐食試験による。
JA.5.4 供試材で行う場合は,表3に規定した使用材料に関する日本工業規格の規定による材料ロットご
とに1個を採り,これに管継手と同一熱処理条件の熱処理を施した後,1個の試験片を採る。管継手で行
う場合は,管継手のロットごと1個について行う。
なお,ロットの大きさは受渡当事者間の協定による。
JA.6 管継手の溶接部の放射線透過検査
JA.6.1 溶接部の放射線透過検査の方法は,炭素鋼及び合金鋼の場合はJIS Z 3104によって,ステンレス
鋼の場合はJIS Z 3106による。
JA.6.2 溶接部の放射線透過検査の検査範囲及び判定基準については,受渡当事者間の協定による。
JA.7 管継手の溶接部の浸透探傷検査
JA.7.1 溶接部の浸透探傷検査の方法及び浸透指示模様の分類は,JIS Z 2343-1による。判定基準は次によ
る。
a) 割れによる浸透指示模様は,あってはならない。
b) 線状浸透指示模様,円形状浸透指示模様,連続浸透指示模様及び分散浸透指示模様については,受渡
当事者間の協定による。
JA.7.2 溶接部の浸透探傷検査の検査範囲については,受渡当事者間の協定による。
JA.8 管継手の溶接部の磁粉探傷検査
JA.8.1 溶接部の磁粉探傷検査の方法及び磁粉模様の分類は,JIS Z 2320-1による。判定基準は次による。
a) 割れによる磁粉模様は,あってはならない。
b) 線状磁粉模様,円形状磁粉模様,連続磁粉模様及び分散磁粉模様については,受渡当事者間の協定に
よる。
JA.8.2 溶接部の磁粉探傷検査の検査範囲については,受渡当事者間の協定による。
JA.9 溶接部の機械試験
JA.9.1 供試材
溶接部の機械試験に用いる試験片は,管継手と同一条件で溶接し,同一熱処理条件の熱処理を施した供
試材から採取するものとし,ロットの大きさ及び試験片の数については,受渡当事者間の協定による。
JA.9.2 溶接部の引張試験
溶接部の引張試験は,次による。
a) 溶接部の引張強さは,表2に規定した対応する鋼管に関する日本工業規格の規定による。
b) 試験片及び試験方法は,JIS Z 3121による。
JA.9.3 溶接部の曲げ試険
溶接部の曲げ試験は,次による。
a) 溶接部の曲げ試験は,JIS Z 3122によって,次の各項に適合しなければならない。
1) 溶接部の外側に3 mm以上の割れ(縁,角に生じる小さな割れを除く。)を生じてはならない。
29
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2) 長さ3 mm以下の割れの長さの合計が7 mmを超えてはならない。
3) 割れ及びブローホールの個数が10個を超えてはならない。
b) 試験片及び試験方法は,JIS Z 3122による。
JA.9.4 溶接部のシャルピー衝撃試験
溶接部のシャルピー衝撃試験は,次による。
a) PL380W,PL450W及びPL690Wの溶接部のシャルピー衝撃試験の試験温度及び吸収エネルギーは,
表2に規定した対応する鋼管に関する日本工業規格の規定による。
なお,これ以外の供試材の溶接部のシャルピー衝撃試験の試験温度及び吸収エネルギーは,受渡当
事者間の協定による。
b) 試験片は,溶接部から横方向に切り取り,JIS Z 2242のVノッチ試験片とする。試験方法は,JIS Z 2242
による。
JA.9.5 再試験
試験不合格の場合,その原因が溶接部の欠陥でないときは,再試験を行って合否を判定することができ
る。
JA.10 溶接部の余盛高さ
JA.10.1 溶接部の余盛高さの値は,表JA.2のとおりとする。
表JA.2−余盛高さ
単位 mm
区分
母材の厚さ
余盛高さ
1号
12以下
1.5以下
12を超え25以下
2.5以下
25を超え50以下
3.0以下
2号
−
3.0以下
JA.10.2 余盛面は,平滑で,溶着金属の厚さは,母材の厚さ以上でなければならない。
JA.11 製品分析
JA.11.1 製品分析の方法及び分析値は,表3に規定した使用材料に関する日本工業規格の規定による。
JA.11.2 供試材は,管継手に使用する材料又は管継手から採ることとし,試験片の数は同一溶鋼ごとに1
個とする。
JA.12 管継手の引張試験
JA.12.1 管継手の引張試験は,管継手から採取した試験片で行う。
JA.12.2 管継手の引張試験の方法,引張強さ,降伏点又は耐力,及び伸びは,表2に規定した対応する鋼
管に関する日本工業規格の規定による。
JA.12.3 試験片は管継手のロットごとに1個を採り,JIS Z 2241の12号試験片又は13号試験片とする。
ただし,鋼板又は鋼帯から溶接によって製造した管継手の場合は,溶接部を含むこととし,試験片はJIS Z
3121の1号試験片とする。
なお,ロットの大きさは受渡当事者間の協定による。
30
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JA.13 管継手のシャルピー衝撃試験
JA.13.1 管継手のシャルピー衝撃試験は,管継手から採取した試験片で行う。
JA.13.2 PL380W,PL450W及びPL690Wの管継手のシャルピー衝撃試験の方法,試験温度及び吸収エネ
ルギーは,表2に規定した対応する鋼管に関する日本工業規格の規定による。
JA.13.3 試験片は,管継手のロットごとに一組(3個)を採り,JIS Z 2242のVノッチ試験片とする。
なお,鋼板又は鋼帯から溶接によって製造する管継手については,更に熱影響部及び溶着金属部の2か
所からそれぞれ試験片一組(3個)を採る。この場合,試験片は溶接部から横方向に切り取り,通常,JIS
Z 2242のVノッチ試験片を用いる。ただし,切込みは,厚さの方向に入れる。
なお,ロットの大きさは受渡当事者間の協定による。
31
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JB
(規定)
特殊な形状の管継手
JB.1 一般
この附属書は,箇条4に規定していない特殊な形状の管継手の種類,形状及び寸法,表示並びに報告例
について規定する。その他については,本体の規定を適用する。
JB.2 特殊な形状の管継手
JB.2.1 種類
表1に示す以外の特殊な形状の管継手の形状による種類及びその記号は,表JB.1による。
表JB.1−形状による種類及びその記号
形状による種類
記号a)
参照箇所
大分類
小分類
特殊角度エルボ
ロング
θ E(L)
図JB.1
特殊角度θは45°,90°及び180°を除く
180°未満の角度とし,注文者の指定による。
ショート
θ E(S)
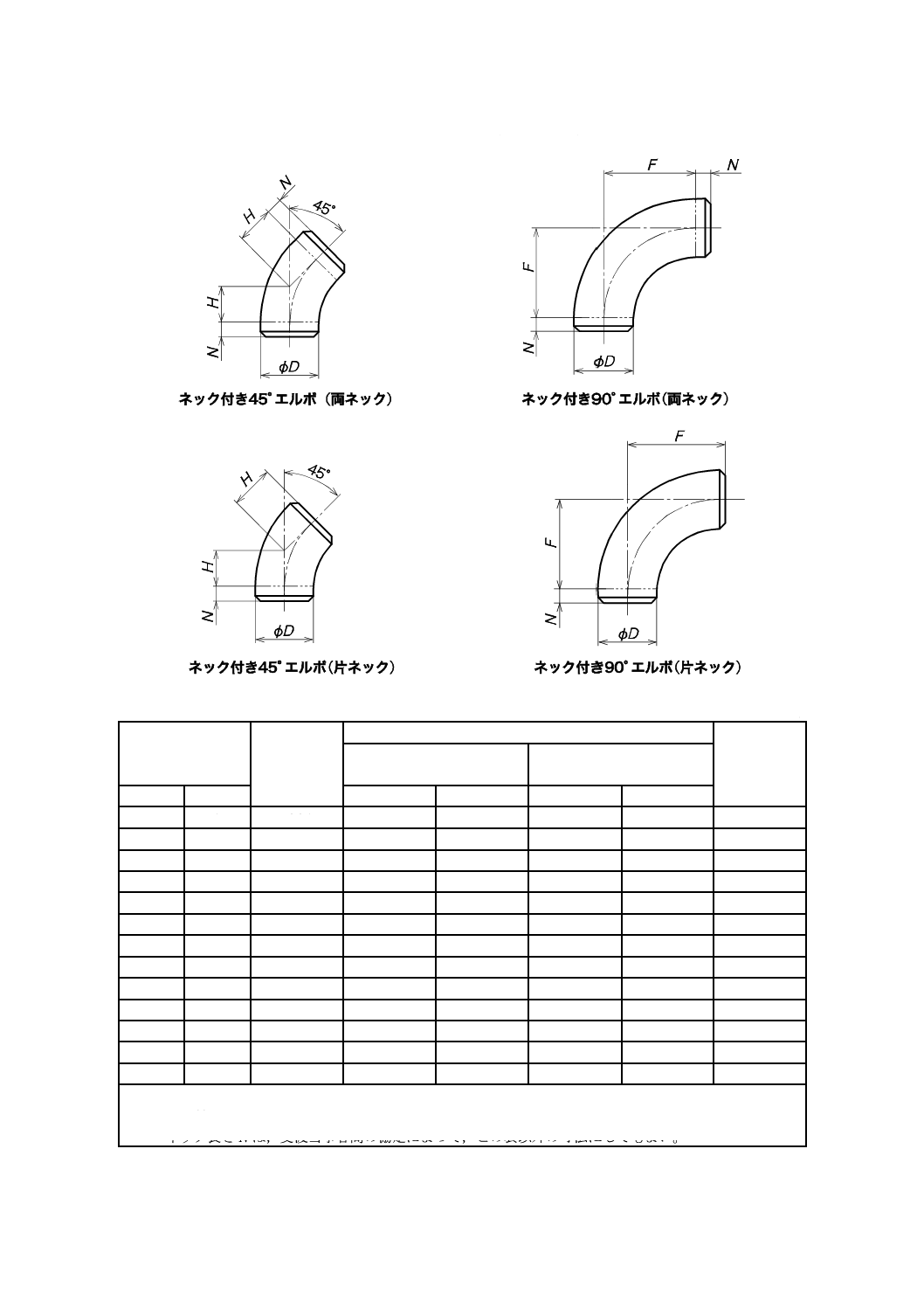
ネック付き45°エルボ
(両ネック)b)
ロング
45E(L)N
表JB.2
ショート
45E(S)N
ネック付き90°エルボ
(両ネック)b)
ロング
90E(L)N
表JB.2
ショート
90E(S)N
ネック付き180°エルボ
(両ネック)b)
ロング
180E(L)N
図JB.2
ショート
180E(S)N
ネック付き特殊角度
エルボ(両ネック)b)
ロング
θ E(L)N
図JB.3
特殊角度θは45°,90°及び180°を除く
180°未満の角度とし,注文者の指定による。
ショート
θ E(S)N
ネック付き45°エルボ
(片ネック)b)
ロング
45E(L)KN
表JB.2
ショート
45E(S)KN
ネック付き90°エルボ
(片ネック)b)
ロング
90E(L)KN
表JB.2
ショート
90E(S)KN
ネック付き180°エルボ
(片ネック)b)
ロング
180E(L)KN
図JB.4
ショート
180E(S)KN
ネック付き特殊角度
エルボ(片ネック)b)
ロング
θ E(L)KN
図JB.5
特殊角度θは45°,90°及び180°を除く
180°未満の角度とし,注文者の指定による。
ショート
θ E(S)KN
ネック付きレジューサb), c)
同心1形
R(C)1N
図JB.6
偏心1形
R(E)1N
ネック付きT b)
同径
T(S)N
図JB.7
径違い
T(R)N
32
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.1−形状による種類及びその記号(続き)
注記 特殊角度エルボの記号の例
例1 エルボロング89.4°の場合は,89.4E(L)
例2 エルボショート66°22′15″の場合は,66°22′15″E(S)
例3 エルボロング221/2°の場合は,221/2E(L)
注a) 記号の丸括弧は,省略してもよい。
例 45E(L)Nの場合は,45ELN
b) 管継手の端部に継目なく追加した直管をネックといい,ネックの長さは各端部において異なって
もよい。また,T及びレジューサについては,指定の端部だけにネックを付けることができる。
c) レジューサ同心1形[R(C)1],レジューサ偏心1形[R(E)1]については,1形の符号1を省略し
てもよい。
JB.2.2 形状及び寸法
形状及び寸法は,次による。
a) ネック付き90°エルボ(両ネック及び片ネック)及びネック付き45°エルボ(両ネック及び片ネック)
の形状及び寸法は,表JB.2による。
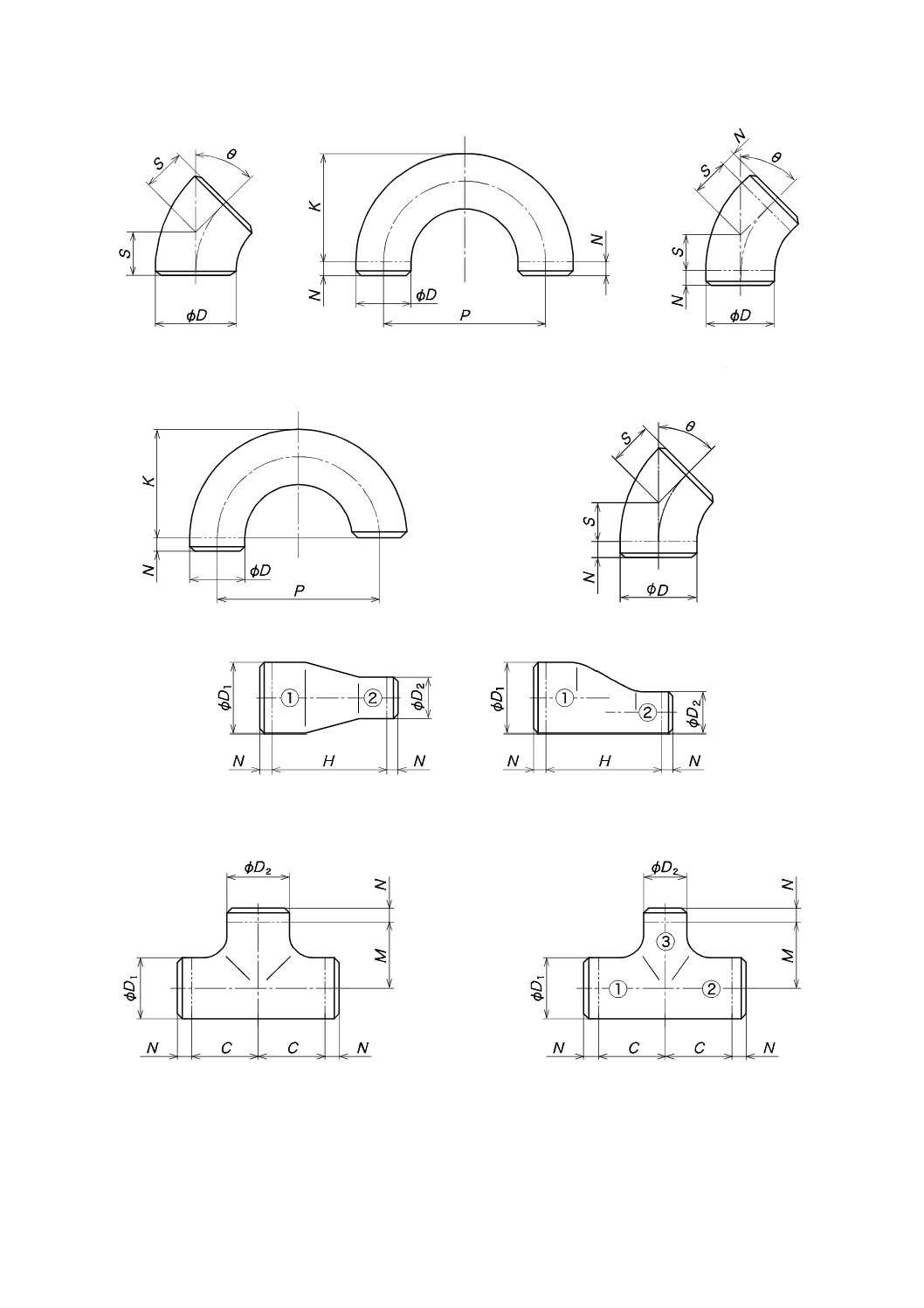
b) 特殊角度エルボの形状は,図JB.1による。特殊角度θは,受渡当事者間の協定による。外径Dは,
表7による。
なお,特殊角度θのエルボの中心から端面までの距離Sは,S=F×tan (θ /2) とする。
ここに,Fは,表7の90°エルボの中心から端面までの距離(F)とする。
c) ネック付き180°エルボ(両ネック及び片ネック)の形状は,図JB.2及び図JB.4による。
なお,受渡当事者間の協定によって,表7の寸法に指定のネック長さNを付けることができる。
d) ネック付き特殊角度エルボ(両ネック及び片ネック)の形状は,図JB.3及び図JB.5による。特殊角
度θ及びネック長さNは受渡当事者間の協定による。外径Dは,表7による。
e) ネック付きレジューサの形状は,図JB.6による。
なお,受渡当事者間の協定によって,表8の寸法に指定のネック長さNを付けることができる。
f)
ネック付きTの形状は,図JB.7による。
なお,受渡当事者間の協定によって,表9及び表10の寸法に指定のネック長さNを付けることが
できる。
g) 寸法の許容差及び許容値は,次による。
1) エルボの中心から端面までの距離の許容差は,表11の中心から端面までの距離(H,F)による。
なお,ネック付きの場合は,ネックの長さを含めたものとする。
2) 180°エルボのネック長さを含む背から端面までの距離の許容差は,表11の背から端面までの距離
(K)による。
3) ネック付きレジューサのネック長さを含む端面から端面までの距離の許容差は,表11の端面から端
面までの距離(H)による。
4) ネック付きTのネック長さを含む中心から端面までの距離の許容差は,表11の中心から端面まで
の距離(C,M)による。
5) オフアングル及びオフプレンの許容値は,表12のオフアングル(X)及びオフプレン(Y)による。
JB.2.3 表示
箇条14に規定する事項に加え,次を表示する。ただし,角度及び長さの単位記号は,省略してもよい。
なお,表示スペースが小さくて表示が困難な場合は,受渡当事者間の協定によって,a),b) 及びc) の
33
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
全ての表示を省略してもよい。
a) 特殊角度エルボの場合 指定角度
例1 指定角度89.4°の場合は,89.4
例2 指定角度66°22′15″の場合は,66°22′15″
例3 指定角度221/2°の場合は,221/2
b) ネック付きエルボの場合 記号N,KN又はネック長さ
例1 表JB.2に規定するネック長さの場合は,N,KN又はN16
例2 指定長さが10 mmの場合は,N10又はKN10
c) ネック付きレジューサ及びネック付きTの場合 記号N及び指定長さ
例 指定長さが10 mmの場合は,N10
JB.2.4 形状の報告例
箇条15に規定する検査証明書に記載する形状の報告例を,次に示す。
a) 特殊角度エルボロング89.4°,片ネック指定長さ10 mmの場合は,89.4E(L)KN10
b) ネック長さ10 mmのネック付きレジューサ偏心の場合は,R(E)N10
c) ネック長さ10 mmのネック付きT径違いの場合は,T(R)N10
34
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表JB.2−ネック付きエルボの形状及び寸法
単位 mm
径の呼びa)
外径
中心から端面までの距離
ネック長さ
45°エルボ
90°エルボ
H
F
A
B
D
ロング
ショート
ロング
ショート
N b)
25
1
34.0
15.8
−
38.1
25.4
16
32
1 4
1
42.7
19.7
−
47.6
31.8
16
40
1 2
1
48.6
23.7
15.8
57.2
38.1
16
50
2
60.5
31.6
21.0
76.2
50.8
16
65
2 2
1
76.3
39.5
26.3
95.3
63.5
18
80
3
89.1
47.3
31.6
114.3
76.2
18
90
3 2
1
101.6
55.3
36.8
133.4
88.9
18
100
4
114.3
63.1
42.1
152.4
101.6
18
125
5
139.8
78.9
52.6
190.5
127.0
20
150
6
165.2
94.7
63.1
228.6
152.4
22
200
8
216.3
126.3
84.2
304.8
203.2
25
250
10
267.4
157.8
105.2
381.0
254.0
30
300
12
318.5
189.4
126.2
457.2
304.8
30
注a) この表以外の径の呼びであっても,表7の径の呼びの範囲であれば受渡当事者間の協定によってネッ
クを付けることができる。
b) ネック長さNは,受渡当事者間の協定によって,この表以外の寸法にしてもよい。
35
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図JB.1−特殊角度エルボ
図JB.2−ネック付き180°エルボ(両ネック)
図JB.3−ネック付き特殊
角度エルボ(両ネック)
図JB.4−ネック付き180°エルボ(片ネック)
図JB.5−ネック付き特殊角度エルボ(片ネック)
同心1形
偏心1形
図JB.6−ネック付きレジューサ
同径
径違い
図JB.7−ネック付きT
36
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JC
(参考)
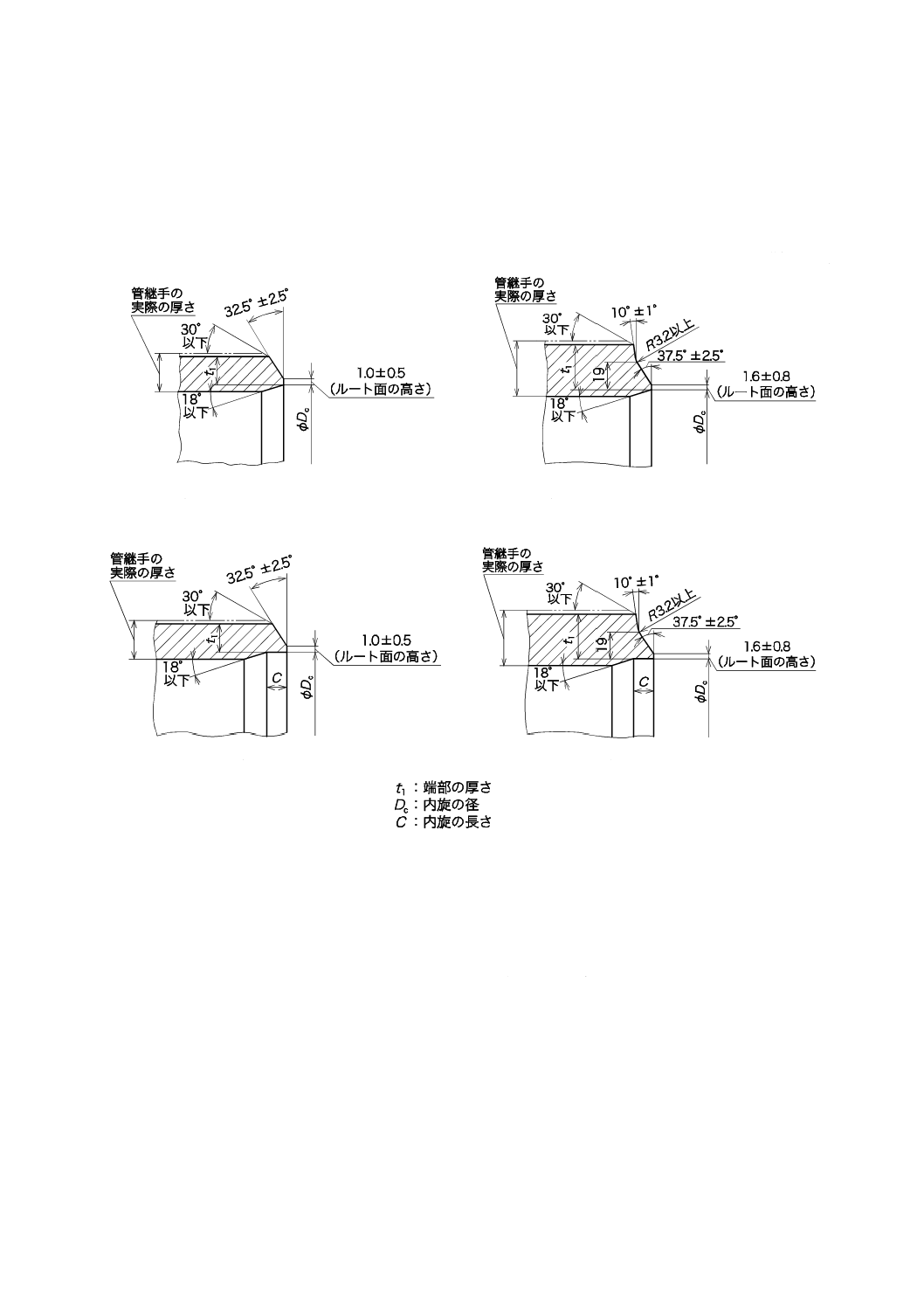
特殊なベベルエンドの形状及び寸法
単位 mm
a) 厚さが22.4 mm以下の場合
b) 厚さが22.4 mmを超える場合
c) 厚さが22.4 mm以下の場合
d) 厚さが22.4 mmを超える場合
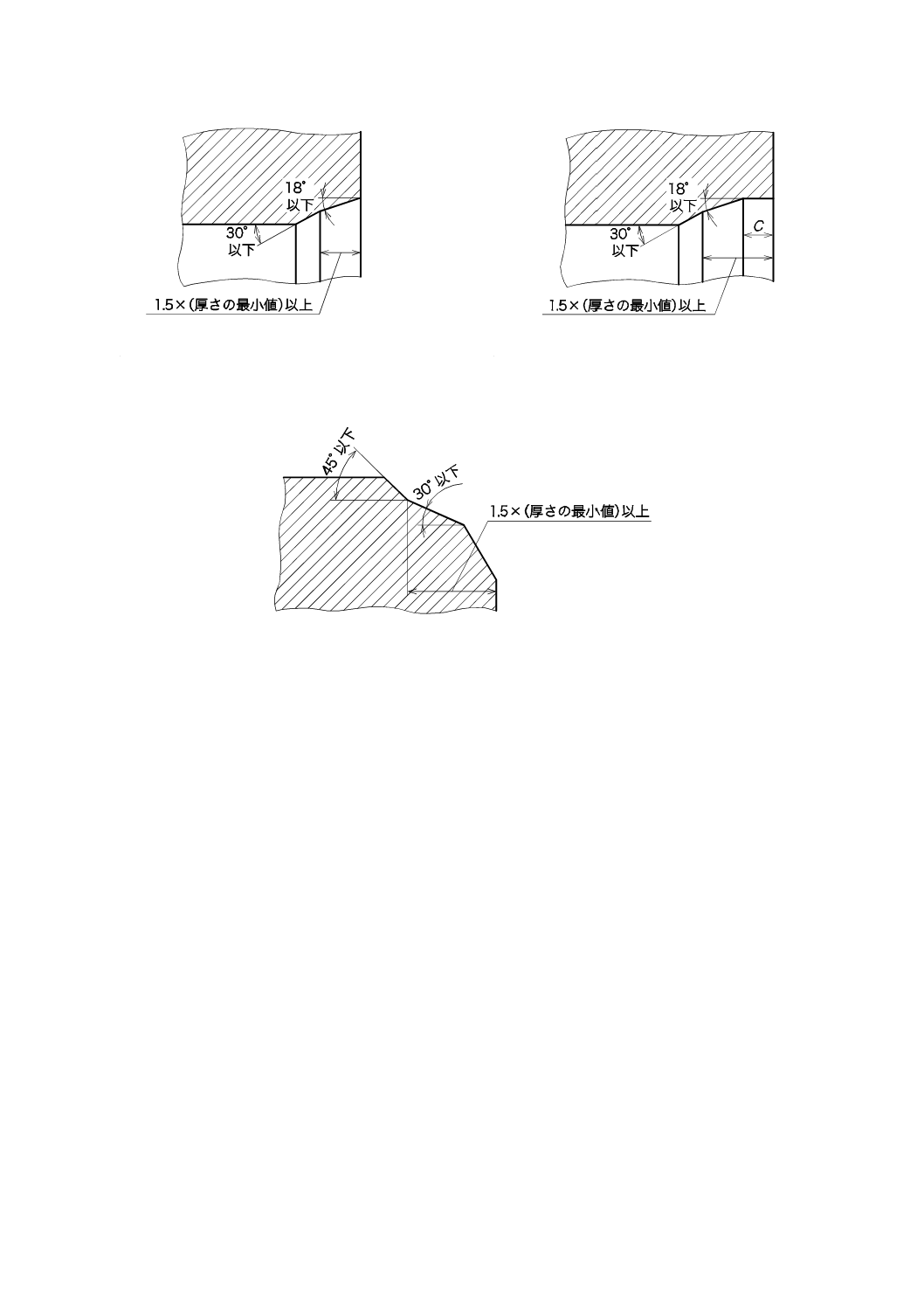
注記1 内旋の径Dc,内旋の長さC及び寸法許容差は,受渡当事者間の協定による。
注記2 内旋逃しは,図JC.2のとおり端面から厚さの最小値の1.5倍の範囲まで18°以下の角度,又は内旋の長さだ
け円筒面に切削した後で18°以下の角度とし,それより先は30°以下の角度で加工することができる。
注記3 外径逃しは,図JC.3のとおり端面から厚さの最小値の1.5倍の範囲まで30°以下の角度とし,それより先は
45°以下の角度で加工することができる。
図JC.1−特殊なベベルエンドの形状及び寸法
37
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
C:内旋の長さ
a) ベベルエンドの形状が図JC.1 a) 及びb) の場合
b) ベベルエンドの形状が図JC.1 c) 及びd) の場合
図JC.2−内旋逃しの形状及び寸法
図JC.3−外径逃しの形状及び寸法
38
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JD
(参考)
特殊なネック付き管継手の表示及び報告
JD.1 一般
この附属書は,附属書JBに規定する両ネック付きエルボ,ネック付きレジューサ及びネック付きTで,
各端部において,ネックの異なる特殊なネック付き管継手の表示及び報告について適用する。その他につ
いては,附属書JBの規定による。
JD.2 表示及び報告
JD.2.1 表示
JB.2.3に規定する事項で,特殊なネックである場合の表示例を,次に示す。ただし,長さの単位記号は,
省略してもよい。
なお,表示スペースが小さくて表示が困難な場合は,a),b) 及びc) の全ての表示を省略してもよい。
a) 両ネック付きエルボの場合 記号N及び指定長さ
例 指定長さがA部5 mm,B部10 mmの場合1) は,N(A5B10) 又はNA5B10
b) ネック付きレジューサの場合 記号N及び指定長さ
例1 指定長さがA部5 mm,B部10 mmの場合1) は,N(A5B10) 又はNA5B10
例2 指定長さがA部5 mmの場合1) は,N(A5),N(A5B0),NA5又はNA5B0
c) ネック付きTの場合 記号N及び指定長さ
例1 指定長さがA部5 mm,B部10 mm,C部15 mmの場合1) は,N(A5B10C15) 又はNA5B10C15
例2 指定長さがA部5 mm,B部10 mmの場合1) は,N(A5B10),N(A5B10C0),NA5B10又は
NA5B10C0
例3 指定長さがA部5 mm,C部5 mmの場合1) は,N(AC5),N(A5C5),N(A5B0C5),NAC5,NA5C5
又はNA5B0C5
例4 指定長さがA部5 mm,B部10 mm,C部5 mmの場合1) は,N(AC5B10),N(A5B10C5),NAC5B10
又はNA5B10C5
注1) A部,B部及びC部は,図JD.1による。また,表記以外の記号(A,B及びC)及び順序を必
要とする場合は,受渡当事者間の協定による。
図JD.1−管継手の端部位置
39
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JD.2.2 形状の報告例
JB.2.4に規定する事項で,特殊なネックである場合の検査証明書に記載する形状の報告例を,次に示す。
a) 両ネック付きエルボの場合
例 特殊角度エルボロング89.4°,指定長さがA部5 mm,B部10 mmの場合1) は,89.4E(L)N(A5B10),
89.4E(L)NA5B10,89.4ELN(A5B10) 又は89.4ELNA5B10
b) ネック付きレジューサの場合
例 レジューサ同心,指定長さがA部5 mm,B部10 mmの場合1) は,R(C)N(A5B10),R(C)NA5B10,
RCN(A5B10) 又はRCNA5B10
c) ネック付きTの場合
例 T同径,指定長さがA部5 mm,B部10 mm,C部5 mmの場合1) は,T(S)N(AC5B10),T(S)NAC5B10,
TSN(AC5B10) 又はTSNAC5B10
参考文献 JIS B 8265 圧力容器の構造−一般事項
40
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JE
(参考)
JISと対応国際規格との対比表
JIS B 2313:2015 配管用鋼板製突合せ溶接式管継手
ISO 3419:1981,Non-alloy and alloy steel butt-welding fittings
ISO 5251:1981,Stainless steel butt-welding fittings
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範
囲
配管用鋼板製突合
せ溶接式管継手に
ついて規定。
ISO 3419
ISO 5251
1
JISとほぼ同じ。
追加
特別品質規定などを附属書JA
〜附属書JDに追加。
国内の実情を反映させた(ISO規
格は古く,見直しされていな
い。)。
ISO規格の見直しの際,提案を検
討。
2 引用規
格
3 用語及
び定義
JIS B 0151による。 ISO 3419
ISO 5251
JISとほぼ同じ。
変更
用語は,JISによることと規定。 技術的差異はない。
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
41
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
4 種類
a) 形状による種類
及びその記号
45E(L) 45°エルボ
ロング
45E(S) 45°エルボ
ショート
90E(L) 90°エルボ
ロング
90E(S) 90°エルボ
ショート
180E(L) 180°エル
ボロング
180E(S) 180°エル
ボショート
R(C)1,2レジューサ
同心
R(E)1,2レジューサ
偏心
T(S) T 同径
T(R) T 径違い
ISO 3419
ISO 5251
6
6
JISとほぼ同じ。
削除
JIS
:ISO規格
ロングエルボ :ベンド3D
エルボショート :ベンド2D
削除
:スタブエンド
削除
:ネック付きベ
ンド3D
削除
:ベンド5D
ベンド5D及びネック付きベンド
3Dは使用が限定されていること,
スタブエンドは検討中(実質規定
なし)であることから,現状のま
まとする。ただし,国内市場に応
じて,ISO規格を採用する。
b) 材料による種類
の記号及び対応す
る鋼管
PG-W,PT-W,PA-W,
SUS-W,PL-Wがあ
ることを規定。
ISO 3419
ISO 5251
5
5
JISとほぼ同じ。
変更
材料の種類の記号が違う。
JISは素材の規格と対応した管
継手独自の記号を規定。
ISO規格は材料グレードを用
いる。
材料体系が異なる。
材料の変更は市場の混乱を招く
ため,現状のままとする。
5 材料
JIS鋼管(STPG,
STPT,STPA,
SUS-TP,SUS-TPY,
STPL鋼管),鋼板及
び相当する材料。
ISO 3419
ISO 5251
5.1
5.1
JISとほぼ同じ。
変更
材料の鋼種が違う。
材料特性(化学成分,機械的性質
等)が異なり,材料そのものを変
更することは市場の混乱を招く
ため,現状のままとする。
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
42
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
6 製造方
法
溶接鋼管から継目
なく製造,又は鋼板
から長手継目を溶
接によって行うこ
とを規定。
ISO 3419
ISO 5251
5.3
5.3
JISとほぼ同じ。
追加
ISO規格には溶接及び溶接士
に関する規定がない。
溶接及び溶接士は,強度及び耐圧
性の観点から重要な項目であり,
現状のままとする。ISOに提案を
検討する。
熱処理を施すこと
及びその種類を規
定(合金鋼,ステン
レス鋼の一部は,温
度規定もあり)。
ISO 3419
ISO 5251
7
7
JISとほぼ同じ。
追加/
削除
JISは材料の鋼種ごとに熱処理
を規定している。
熱処理は材料特性の観点から重
要な項目であり,現状のままとす
る。
ISOに提案を検討する。
7 化学成
分
使用材料としたJIS
によることを規定。
ISO 3419
ISO 5251
5
5
JISとほぼ同じ。
変更
材料の鋼種が違う。
化学成分を同一にすることはで
きないため,現状のままとする。
8 性能
8.1 機械的性質
引張強さ,降伏点又
は耐力,及び伸び
は,材料としたJIS
によることを規定。
PL-のシャルピー衝
撃試験は,材料とし
たJISによることを
規定。
ISO 3419
ISO 5251
5
5
JISとほぼ同じ。
変更
材料の鋼種が違う。
JISとISO規格とでは要求する強
度が異なり,同一にすることはで
きないため,現状のままとする。
8.2 耐圧性能
対応するJIS鋼管と
同じ圧力に耐え漏
れのないことを規
定。
−
追加
ISO規格では規定していない。 配管上,耐圧性能として必要であ
るため,現状のままとする。
ISOに提案を検討する。
8.3 溶接部の非破壊
試験特性
溶接部の非破壊試
験特性を規定。
−
追加
ISO規格では規定していない。 溶接部の品質を規定するものと
して必要であるため,現状のまま
とする。
ISOに提案を検討する。
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
43
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
9 形状及
び寸法
管継手の大きさ
径の呼び33種(外
径21.7〜1 219.2)に
ついて,呼び厚さに
対する内径,厚さを
規定し,管継手の種
類ごとに,形状の寸
法を規定。
ISO 3419
ISO 5251
6.1
6.1
JISとほぼ同じ。
変更
外径が整合するもの:5サイズ
114.3 355.6 406.4 508.0
1 016.0
JISにあってISO規格にない外
径:10サイズ
101.6 558.8 660.4 762.0
863.6 965.2 1 066.8 1 117.6
1 168.4 1 219.2
ISO規格の形状の寸法は,大部
分がJISの規定値を整数に丸
めたもの。
・ ただし,エルボの小径品,
45°品で異なる。
・ キャップのISO 5251のDN
250以上は,ISO 3419と同
じ規定値でない。
寸法体系が異なる。
対応する鋼管のJISがISO規格と
適合していないまま管継手のJIS
をISO規格に適合させることは
混乱を招く。
外径と関連させて適合させるこ
とが必要であるため,現状のまま
とする。
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
44
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
9 形状及
び寸法
(続き)
図1 ベベルエンド
の形状及び寸法
1段ベベルは,
32.5°±2.5°。厚さ
が22.4 mmを超える
場合,1段目は
37.5°±2.5°,2段
目は10°±1°を規
定。
内外面の逃がし形
状,角度を規定。
厚さが4 mm未満の
場合はプレンエン
ドとしてもよいと
規定。
ISO 3419
ISO 5251
6.2.3
6.2.3
JISとほぼ同じ。
変更
1段ベベルの適用基準厚さが
異なる。
2段ベベルは1段目の角度,適
用基準厚さが異なる。
配管溶接に関わる変更は,市場の
混乱を招くため,現状のままとす
る。
10 外観
内外面に有害な欠
点がないことを規
定。
−
追加
ISO規格では規定していない。 表面状態を規定するものとして
必要であるため,現状のままとす
る。
ISOに提案を検討する。
11 試験
11.1 分析試験
11.2 機械試験
11.3 耐圧性能試験
11.4 溶接部の非破
壊試験
ISO 3419
ISO 5251
9
9
JISとほぼ同じ。
追加
JISは検査方法,合格基準を規
定している。
ISO規格には試験の具体的な項目
規定がない。
製品の試験は品質保証の観点か
ら重要な項目であり,現状のまま
とする。
ISOに提案を検討する。
12 検査
形式検査項目と受
渡検査項目とを明
確に規定。
−
規定なし。
追加
ISO規格では試験は規定して
いるが検査は規定していない。
ISO規格には検査の規定がない。
ISOに提案を検討する。
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
45
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
13 製品の
呼び方
製品の呼び方を規
定。
−
規定なし。
追加
ISO規格では規定していない。 円滑に取引するために必要であ
る。
ISOに提案を検討する。
14表示
材料による種類の
記号
大きさの呼び
エルボのロング又
はショートの別
製造業者名又はそ
の略号
容易に消えないこ
とを規定。
ISO 3419
ISO 5251
8
8
JISとほぼ同じ。
追加/
削除
ISO規格は規格番号の表示を
規定。
ISO規格は表示方法を規定。
項目は適合するが,内容は,外径
の規定値,大きさの呼びの変更を
含み,実状に合わないため,現状
のままとする。
ISOに提案を検討する。
附属書JA
(規定)
特別品質規定
−
追加
JISとして必要。
ISO規格の見直しの際,提案を検
討する。
附属書JB
(規定)
特殊な形状の管継
手
−
追加
JISとして必要。
ISO規格の見直しの際,提案を検
討する。
附属書JC
(参考)
特殊なベベルエン
ドの形状及び寸法
−
附属書JD
(参考)
特殊なネック付き
管継手の表示及び
報告
−
JISと国際規格との対応の程度の全体評価:(ISO 3419:1981,ISO 5251:1981,MOD)
被引用法規
消防法,ガス事業法
関連する法規
電気事業法,高圧ガス保安法,労働安全衛生法
関連する外国規格
ASME B16.9,ASME B16.28,ASTM A234,ASTM A403,ASTM A420
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
46
B 2313:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
3
B
2
3
1
3
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。