B 2241:2006
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,社団法人日本機械
学会(JSME)/財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきと
の申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 2241:1986は改正され,この規格に置き換えられる。
この規格の一部が,技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の
実用新案登録出願に抵触する可能性があることに注意を喚起する。経済産業大臣及び日本工業標準調査会
は,このような技術的性質をもつ特許権,出願公開後の特許出願,実用新案権,又は出願公開後の実用新
案登録出願にかかわる確認について,責任をもたない。
JIS B 2241には,次に示す附属書がある。
附属書1(参考)アルミニウム及びアルミニウム合金管の外径
附属書2(参考)突合せ溶接式フランジの溶接部詳細
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目次
ページ
1. 適用範囲 ························································································································ 1
2. 引用規格 ························································································································ 1
3. フランジの種類及びその呼び方 ·························································································· 1
4. ガスケット座の種類及びその呼び方 ···················································································· 1
5. 材料 ······························································································································ 2
6. 流体の温度と最高使用圧力との関係 ···················································································· 2
7. 寸法 ······························································································································ 3
7.1 フランジの寸法 ············································································································· 3
7.2 寸法許容差 ··················································································································· 3
8. 外観 ······························································································································ 3
9. 表面仕上げ ····················································································································· 3
9.1 ガスケット座 ················································································································ 3
9.2 溶接部 ························································································································· 3
10. 製造方法 ······················································································································ 3
11. 検査 ···························································································································· 3
11.1 寸法検査 ····················································································································· 3
11.2 外観検査 ····················································································································· 3
11.3 表面仕上げ検査 ············································································································ 3
11.4 材料検査 ····················································································································· 3
11.5 受渡検査 ····················································································································· 3
12. 製品の呼び方 ················································································································ 3
13. 表示 ···························································································································· 4
附属書1(参考)アルミニウム及びアルミニウム合金管の外径 ······················································ 9
附属書2(参考)フランジの溶接部詳細 ··················································································· 10
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2241:2006
アルミニウム合金製管フランジ
Aluminium alloy pipe flanges
1. 適用範囲 この規格は,液体,空気,ガスなどの配管に使用するアルミニウム及びアルミニウム合金
管,バルブなどの配管部品を接合する呼び圧力5K,10K及び16Kの呼び径10Aから600Aまでのアルミ
ニウム合金製管フランジ(以下,フランジという。)について規定する。
なお,フランジを接合するアルミニウム及びアルミニウム合金管の外径を,附属書1(参考)に示す。
備考 この規格で用いる圧力は,ゲージ圧である。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。これらの引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS H 4040 アルミニウム及びアルミニウム合金の棒及び線
JIS H 4140 アルミニウム及びアルミニウム合金鍛造品
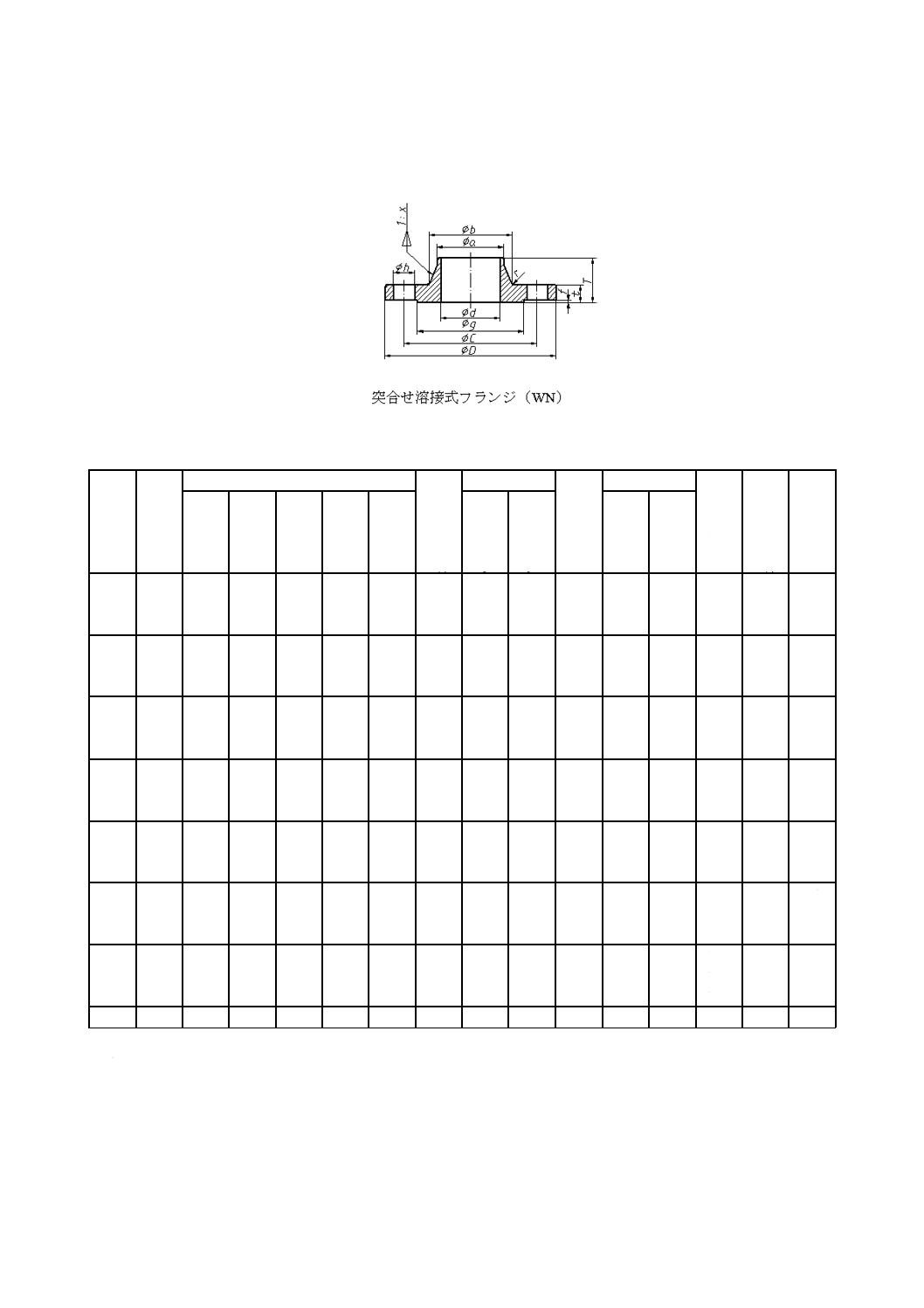
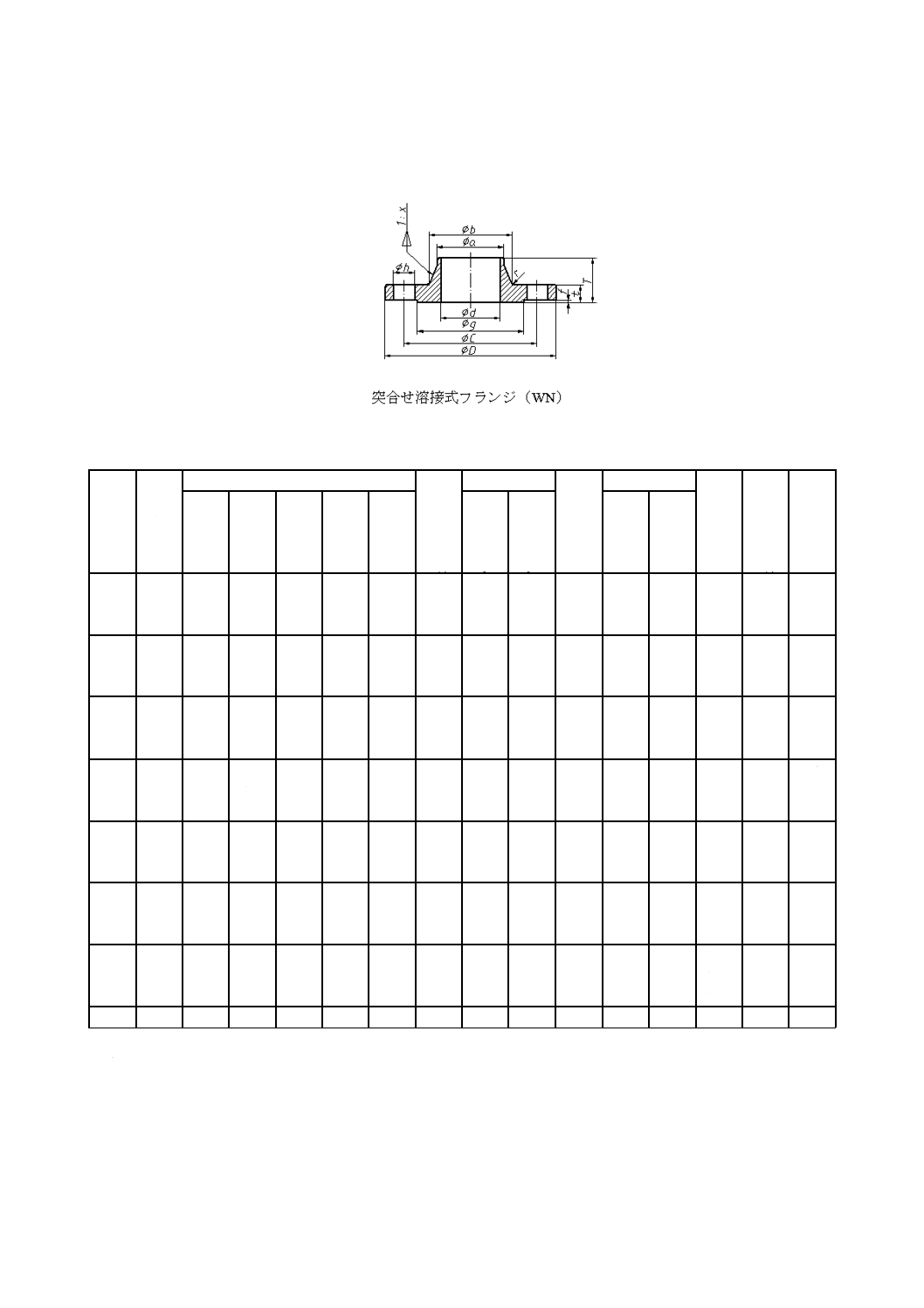
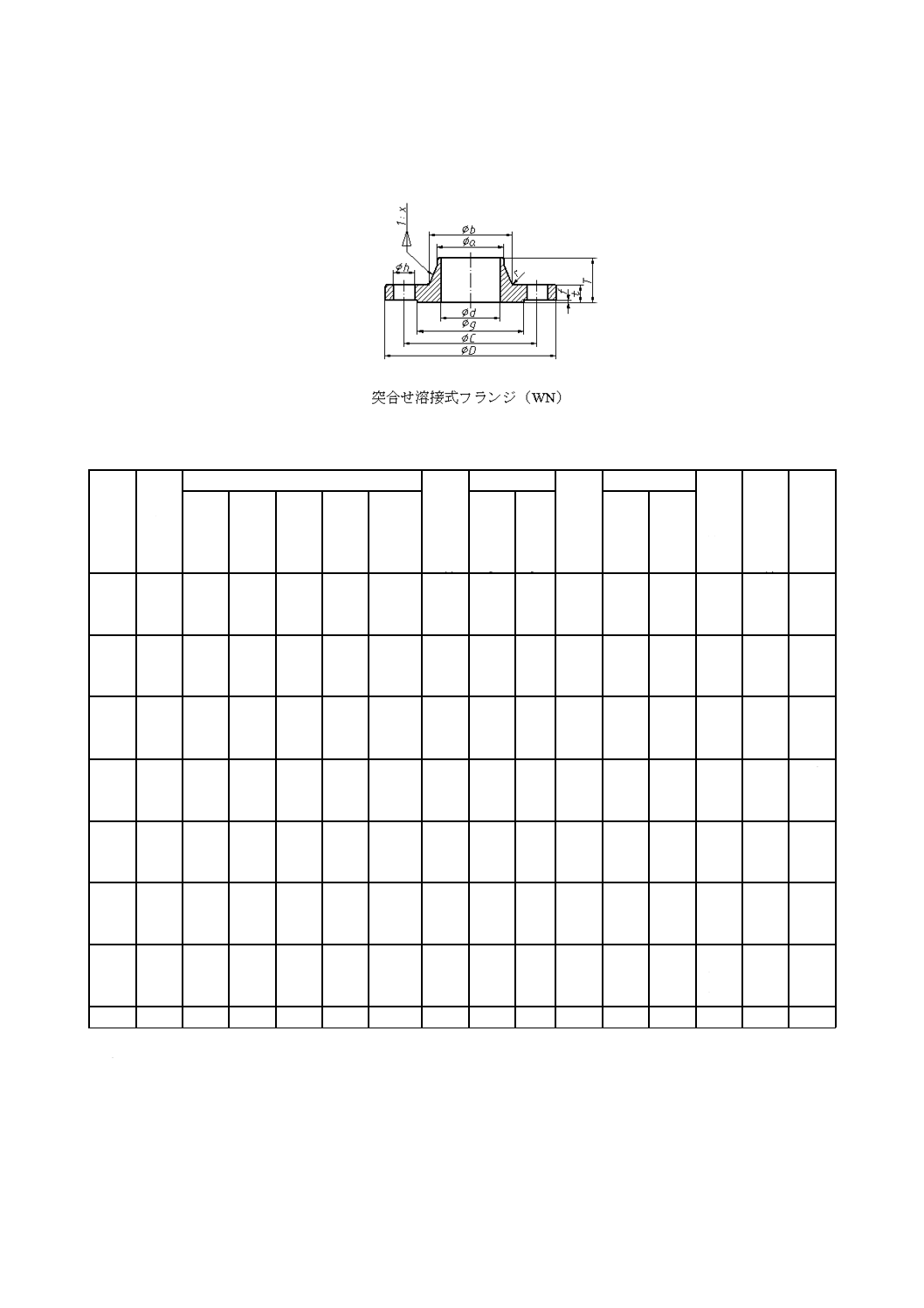
3. フランジの種類及びその呼び方 フランジの種類は,突合せ溶接式フランジ1種類とし,その呼び方
は,表1による。
表 1 フランジの呼び方
呼び方
図
WN
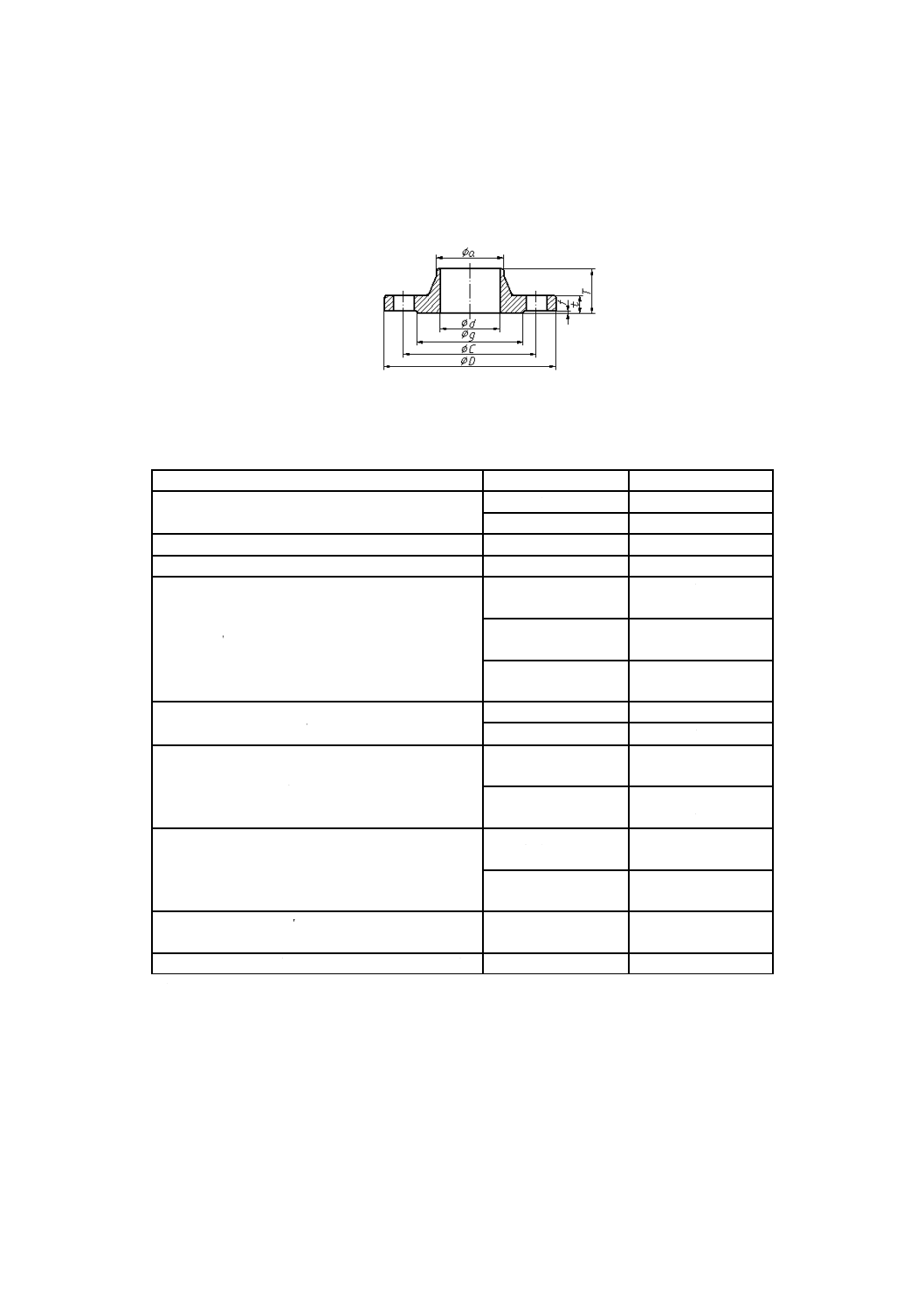
4. ガスケット座の種類及びその呼び方 ガスケット座の種類及びその呼び方は,表2による。
2
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表 2 ガスケット座の呼び方
ガスケット座の種類
呼び方
図
平面座
RF
5. 材料 フランジの材料は,表3の材料又はこれらの材料規定に規定された材料記号の機械的性質と同
等以上の材料とする。
表 3 材料
材料グル
ープ記号
材料規格
ASTM材料規格(参考)
ISO材料規格(参考)
規格番号
材料記号
質別
規格番号 材料記号
質別
規格番号
材料記号
質別
A11
JIS H 4040 A 5083BE
O
B 221
5083
O
ISO 6362-1
〜-5
Al Mg4,5Mn0,7
O
H112
H112
H112
A 5083BD
O
−
−
−
ISO
6363-1,-2,
-4及び-5
Al Mg4,5Mn0,7
O
A 6061BE
T6
B 221
6061
T6
ISO 6362-1
〜-5
Al Mg1SiCu
T6
A 6061BD
T6
B 211
6061
T6
ISO
6363-1,-2,
-4及び-5
Al Mg1SiCu
T6
JIS H 4140 A 5083FD
O
B 247
5083
O
−
−
−
H112
H112
A 5083FH
O
5083
O
H112
H112
A 6061FD
T6
6061
T6
A 6061FH
T6
6061
T6
6. 流体の温度と最高使用圧力との関係 流体の温度と最高使用圧力との関係(以下,圧力−温度基準と
いう。)は,表4による。
表 4 流体の温度と最高使用圧力との関係
単位 MPa
最高使用圧力
呼び圧力
材料グループ記号
流体の温度
‒268〜65 ℃
5K
A11
0.5
10K
1.0
16K
1.9
備考 材料グループ記号は,表3を参照。
7. 寸法
3
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.1
フランジの寸法 フランジの寸法は,付表1〜3による。
備考 フランジの溶接部の詳細を,附属書2(参考)に示す。
7.2
寸法許容差 フランジの寸法許容差は,付表4による。
フランジのボルト穴の軸線は,ガスケット座面に対して実用上差し支えない程度に直角でなければなら
ない。
8. 外観 フランジは,割れなどの実用上有害な欠陥があってはならない。
9. 表面仕上げ
9.1
ガスケット座 フランジのガスケット座面は,旋削によってRaが3.2〜6.3 µm(1)となるように仕上
げる。
ガスケット座面は,受渡当事者間の協議によって他の仕上げとしてもよい。
注(1) Raの数値は,JIS B 0601の定義による。
9.2
溶接部 フランジの管との溶接部は,適切な機械加工を施さなければならない。
10. 製造方法 フランジは,鍛造した後又は棒材から所要の機械加工を施して製造する。
鍛造によって製造する場合は,鍛造後,5.に規定する質別となるように後処理を施さなければならない。
11. 検査
11.1 寸法検査 フランジの寸法は,直接測定,限界ゲージその他の方法によって検査し,7.の規定に適合
しなければならない。
11.2 外観検査 フランジの外観は,目視によって検査し,8.の規定に適合しなければならない。
11.3 表面仕上げ検査 ガスケット座面の仕上げは,9.1に規定するRaの数値に合致する参照見本と比較
するなどの適切な方法によって検査し,9.1の規定に適合しなければならない。
フランジの管との溶接部の表面仕上げは,目視によって検査し,9.2の規定に適合しなければならない。
11.4 材料検査 フランジの材料は,特に注文者の指定がない限り各材料規格の規定によって検査し,5.
の規定に適合しなければならない。
11.5 受渡検査 フランジの受渡検査は,次に示す検査項目について行う。この場合,ロット検査につい
ての抜取検査方式は,受渡当事者間の協定による。
a) 寸法検査
b) 外観検査
c) 表面仕上げ検査
d) 材料検査
12. 製品の呼び方 フランジ製品の呼び方は,規格番号又は規格名称,呼び圧力,呼び径並びに材料記号
及び質別による。
例1. JIS B 2241 5K,50A,A 5083BE,O
又は,アルミニウム合金製管フランジ,5K,50A,A 5083BE,O
例2. JIS B 2241 10K,200A,A 5083FH,H112
又は,アルミニウム合金製管フランジ,10K,200A,A 5083FH,H112
4
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例3. JIS B 2241 16K,100A,A 6061FD,T6
又は,アルミニウム合金製管フランジ,16K,100A,A 6061FD,T6
13. 表示 フランジの外周面に,次の事項を押印,刻印,腐食,吹き付けなど,容易に消えない方法によ
って表示する。
a) 呼び圧力,呼び径並びに材料記号及び質別。ただし,呼び径の記号Aは,省略してもよい。
例1. 5K,50,A 5083BE,O
例2. 10K,200,A 5083FH,H112
例3. 16K,100,A 6061FD,T6
b) 溶解番号,又は溶解番号を追跡できる適切な品質管理番号
c) 製造業者名,その略号又は商標
d) その他必要事項。ただし,a)〜c)に規定する事項と混同するおそれのないものでなければならない。
5
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 1 呼び圧力5Kフランジの寸法
単位 mm
呼び径 接合す
る管の
外径
接合寸法
内径
平面座
フラン
ジの厚
さ
ハブの径
ハブの
テーパ
最小
フラン
ジの全
長
(参考)
すみ肉
の半径
(参考)
フラン
ジの外
径
ボルト
穴中心
円の径
ボルト
穴の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
小径側 大径側
A
D
C
h
d(2)
g
f
t
a
b
x
T(3)
r
10
15
20
17.3
21.7
27.2
75
80
85
55
60
65
12
12
12
4
4
4
M10
M10
M10
14.0
17.5
23.0
39
44
49
1
1
1
12
12
12
17.3
21.7
27.2
28
32
39
1.25
1.25
1.25
28
29
30
3
3
3
25
32
40
34.0
42.7
48.6
95
115
120
75
90
95
12
15
15
4
4
4
M10
M12
M12
28.4
37.1
43.0
59
70
75
1
2
2
12
14
14
34.0
42.7
48.6
44
55
61
1.25
1.25
1.25
30
34
34
3
3
3
50
65
80
60.5
76.3
89.1
130
155
180
105
130
145
15
15
19
4
4
4
M12
M12
M16
54.9
70.3
83.1
85
110
121
2
2
2
14
14
16
60.5
76.3
89.1
75
90
105
1.25
1.25
1.25
37
37
41
3
3
3
90
100
125
101.6
114.3
139.8
190
200
235
155
165
200
19
19
19
4
8
8
M16
M16
M16
95.6
108.3
133.0
131
141
176
2
2
2
16
19
19
101.6
114.3
139.8
118
130
157
1.25
1.25
1.25
41
44
46
3
3
4
150
200
250
165.2
216.3
267.4
265
320
385
230
280
345
19
23
23
8
8
12
M16
M20
M20
158.4
208.3
259.4
206
252
317
2
2
2
19
22
24
165.2
216.3
267.4
184
236
291
1.25
1.25
1.25
48
53
60
4
4
4
300
350
400
318.5
355.6
406.4
430
480
540
390
435
495
23
25
25
12
12
16
M20
M22
M22
309.5
346.0
396.8
360
403
463
3
3
3
24
24
26
318.5
355.6
406.4
344
382
435
1.25
1.5
1.5
63
71
77
4
4
4
450
500
550
457.2
508.0
558.8
605
655
720
555
605
665
25
25
27
16
20
20
M22
M22
M24
447.6
497.0
547.8
523
573
630
3
3
3
26
26
29
457.2
508.0
558.8
486
539
590
1.75
1.75
1.75
84
89
92
5
5
5
600
609.6
770
715
27
20
M24 596.8
680
3
29
609.6
639 1.75
92
5
注(2) 接合する管の内径によって調整する。
(3) 表に示した最小ハブテーパに対応する数値であって,参考である。
6
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 2 呼び圧力10Kフランジの寸法
単位 mm
呼び径 接合す
る管の
外径
接合寸法
内径
平面座
フラン
ジの厚
さ
ハブの径
ハブの
テーパ
最小
フラン
ジの全
長
(参考)
すみ肉
の半径
(参考)
フラン
ジの外
径
ボルト
穴中心
円の径
ボルト
穴の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
小径側 大径側
A
D
C
h
d(2)
g
f
t
a
b
x
T(3)
r
10
15
20
17.3
21.7
27.2
90
95
105
65
70
75
15
15
15
4
4
4
M12
M12
M12
13.3
16.7
22.2
46
51
56
1
1
1
15
15
15
17.3
21.7
27.2
31
35
42
1.25
1.25
1.25
36
36
38
3
3
3
25
32
40
34.0
42.7
48.6
125
135
140
90
100
105
19
19
19
4
4
4
M16
M16
M16
28.0
36.7
42.6
67
76
81
1
2
2
18
18
18
34.0
42.7
48.6
48
59
65
1.25
1.25
1.25
40
43
43
3
3
3
50
65
80
60.5
76.3
89.1
155
175
185
120
140
150
19
19
19
4
4
8
M16
M16
M16
53.5
69.3
81.1
96
116
126
2
2
2
18
18
21
60.5
76.3
89.1
78
93
107
1.25
1.25
1.25
46
46
50
4
4
4
90
100
125
101.6
114.3
139.8
195
210
250
160
175
210
19
19
23
8
8
8
M16
M16
M20
93.6
106.3
129.8
136
151
182
2
2
2
21
21
24
101.6
114.3
139.8
120
134
160
1.25
1.25
1.25
50
52
57
4
5
5
150
200
250
165.2
216.3
267.4
280
330
400
240
290
355
23
23
25
8
12
12
M20
M20
M22
155.2
203.3
254.4
212
262
324
2
2
2
24
25
26
165.2
216.3
267.4
187
239
294
1.25
1.25
1.25
59
64
69
5
5
6
300
350
400
318.5
355.6
406.4
445
490
560
400
445
510
25
25
27
16
16
16
M22
M22
M24
305.5
339.8
390.6
368
413
475
3
3
3
27
27
28
318.5
355.6
406.4
348
386
439
1.25
1.25
1.5
74
77
89
6
6
6
450
500
550
457.2
508.0
558.8
620
675
745
565
620
680
27
27
33
20
20
20
M24
M24
M30
441.4
489.0
539.8
530
585
640
3
3
3
30
30
36
457.2
508.0
558.8
489
539
594
1.5
1.5
1.5
90
91
104
6
6
6
600
609.6
795
730
33
24
M30 590.6
690
3
38
609.6
645 1.5
106
6
注(2) 接合する管の内径によって調整する。
(3) 表に示した最小ハブテーパに対応する数値であって,参考である。
7
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 3 呼び圧力16Kフランジの寸法
単位 mm
呼び径 接合す
る管の
外径
接合寸法
内径
平面座
フラン
ジの厚
さ
ハブの径
ハブの
テーパ
最小
フラン
ジの全
長
(参考)
すみ肉
の半径
(参考)
フラン
ジの外
径
ボルト
穴中心
円の径
ボルト
穴の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
小径側 大径側
A
D
C
h
d(2)
g
f
t
a
b
x
T(3)
r
10
15
20
17.3
21.7
27.2
90
95
105
65
70
75
15
15
15
4
4
4
M12
M12
M12
12.7
16.1
21.4
46
51
56
1
1
1
16
16
16
17.3
21.7
27.2
33
38
43
1.25
1.25
1.25
40
41
41
3
3
3
25
32
40
34.0
42.7
48.6
125
135
140
90
100
105
19
19
19
4
4
4
M16
M16
M16
27.2
35.5
41.2
67
76
81
1
2
2
18
18
18
34.0
42.7
48.6
51
62
69
1.25
1.25
1.25
45
48
50
3
3
3
50
65
80
60.5
76.3
89.1
155
175
200
120
140
160
19
19
23
8
8
8
M16
M16
M20
52.7
65.9
78.1
96
116
132
2
2
2
22
22
25
60.5
76.3
89.1
81
96
110
1.25
1.25
1.25
54
55
60
4
4
4
90
100
125
101.6
114.3
139.8
210
225
270
170
185
225
23
23
25
8
8
8
M20
M20
M22
90.2
102.3
126.6
145
160
195
2
2
2
25
25
26
101.6
114.3
139.8
122
136
165
1.25
1.25
1.25
60
62
68
4
5
5
150
200
250
165.2
216.3
267.4
305
350
430
260
305
380
25
25
27
12
12
12
M22
M22
M24
151.0
199.9
248.8
230
275
345
2
2
2
30
30
30
165.2
216.3
267.4
193
246
301
1.25
1.25
1.25
76
80
86
5
6
6
300
350
400
318.5
355.6
406.4
480
540
605
430
480
540
27
33
33
16
16
16
M24
M30×3
M30×3
297.9
333.4
381.0
395
440
495
3
3
3
31
38
38
318.5
355.6
406.4
354
395
447
1.25
1.25
1.25
91
104
108
8
8
10
450
500
550
457.2
508.0
558.8
675
730
795
605
660
720
33
33
39
20
20
20
M30×3
M30×3
M36×3
428.6
477.8
527.0
560
615
670
3
3
3
41
41
47
457.2
508.0
558.8
499
550
603
1.25
1.5
1.5
115
127
138
10
10
10
600
609.6
845
770
39
24
M36×3 574.8
720
3
50
609.6
655 1.5
145
10
注(2) 接合する管の内径によって調整する。
(3) 表に示した最小ハブテーパに対応する数値であって,参考である。
8
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
付表 4 フランジの寸法許容差
単位 mm
寸法名
寸法区分
寸法許容差
フランジの外径 D
600以下
±1.5
600を超えるもの
±3
ボルト中心円の径 C
−
±0.8
ボルト穴のピッチ
−
±0.8
内径 d
100以下
0
‒0.5
100を超え400以下
0
‒1
400を超えるもの
0
‒1.5
ガスケット座の径 g
700以下
±0.8
700を超えるもの
±1.5
フランジの厚さ t ‒ f(4)
20以下
+1.5
0
20を超えるもの
+2
0
ハブの径(小径側) a
220以下
+2
0
220を超えるもの
+4
0
フランジの全長 T
−
+2
0
ガスケット座面とボルト・ナット座面との平行度
−
1°以内
注(4) ざぐりを施す場合のフランジのざぐり部分の厚さは,規定の許容差の70 %までマイナス側
に許容する。
9
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考)アルミニウム及びアルミニウム合金管の外径
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
フランジを接合するアルミニウム及びアルミニウム合金管の外径を,附属書1表1に示す。
附属書1表 1 アルミニウム及びアルミニウム合金管の外径
呼び径
A
外径
mm
呼び径
A
外径
mm
10
17.3
125
139.8
15
21.7
150
165.2
20
27.2
200
216.3
25
34.0
250
267.4
32
42.7
300
318.5
40
48.6
350
355.6
50
60.5
400
406.4
65
76.3
450
457.2
80
89.1
500
508.0
90
101.6
550
558.8
100
114.3
600
609.6
10
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
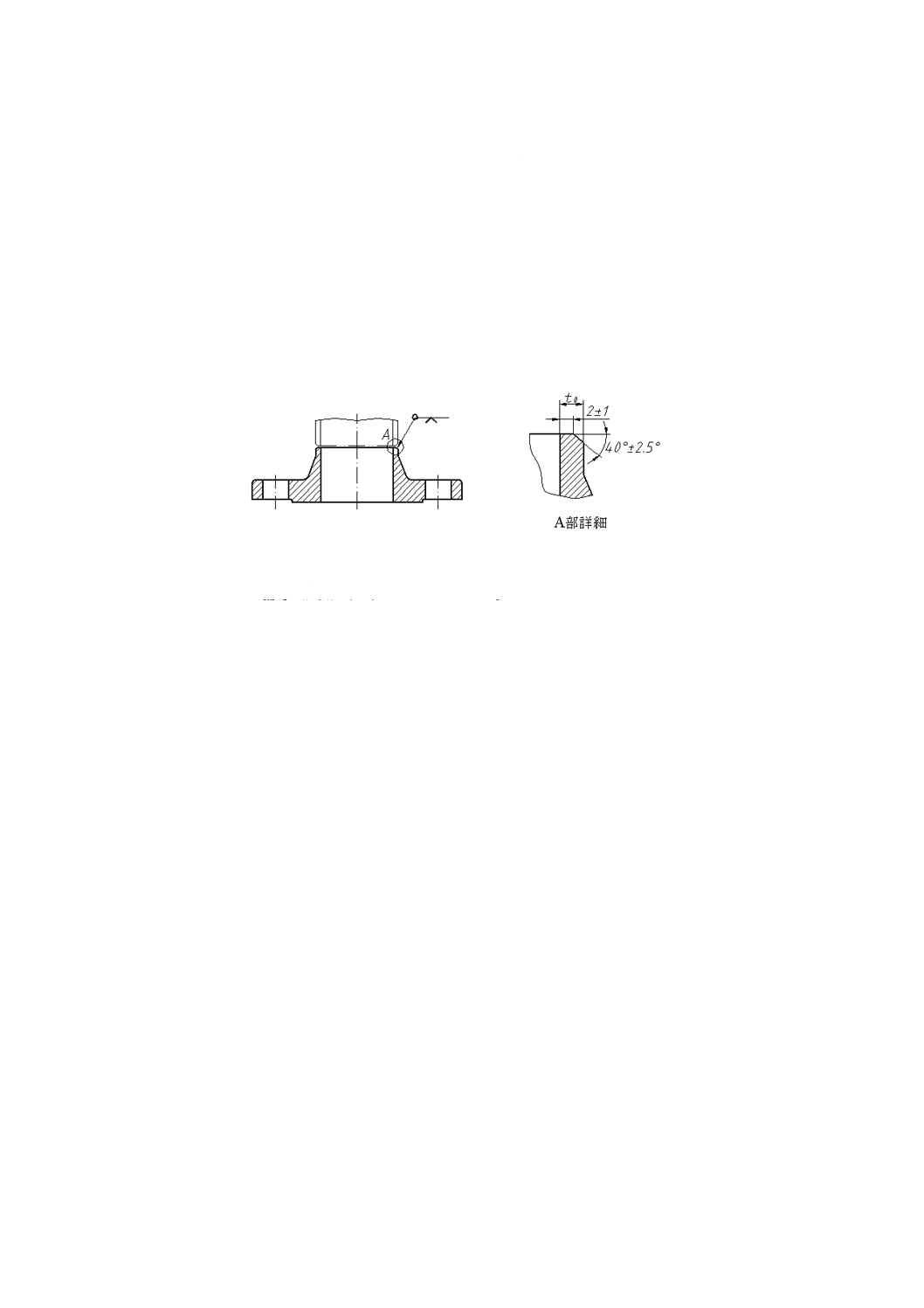
附属書2(参考)フランジの溶接部詳細
この附属書は,本体に関連する事柄を補足するもので,規定の一部ではない。
附属書2図1にフランジ(WN)の溶接部詳細を示す。
なお,図に示した厚さ(t0)が3 mm未満の場合は,溶接部をプレンエンドとしてもよい。
備考 溶接記号は,JIS Z 3021による。
附属書2図 1 溶接部詳細
0
40°±2.5°
11
B 2241:2006
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
関連規格 JIS Z 3021 溶接記号
ISO 6362-1 Wrought aluminium and aluminium alloy extruded rods/bars, tubes and profiles − Part
1: Technical conditions for inspection and delivery
ISO 6362-2 Wrought aluminium and aluminium alloy extruded rods/bars, tubes and profiles − Part
2: Mechanical properties
ISO 6362-3 Wrought aluminium and aluminium alloy extruded rods/bars, tubes and profiles − Part
3: Extruded rectangular bars − Tolerances on shape and dimensions
ISO 6362-4 Wrought aluminium and aluminium alloy extruded rods/bars, tubes and profiles − Part
4: Extruded profiles − Tolerances on shape and dimensions
ISO 6362-5 Wrought aluminium and aluminium alloy extruded rods/bars, tubes and profiles − Part
5: Extruded round, square and hexagonal bars − Tolerances on shape and dimensions
ISO 6363-1 Wrought aluminium and aluminium alloy cold-drawn rods/bars and tubes − Part 1:
Technical conditions for inspection and delivery
ISO 6363-2 Wrought aluminium and aluminium alloy cold-drawn rods/bars and tubes − Part 2:
Mechanical properties
ISO 6363-4 Wrought aluminium and aluminium alloy cold-drawn rods/bars and tubes − Part 4:
Drawn rectangular bars − Tolerances on form and dimensions
ISO 6363-5 Wrought aluminium and aluminium alloy cold-drawn rods/bars and tubes − Part 5:
Drawn square and hexagonal bars − Tolerances on form and dimensions
ASTM B 211 Aluminum and Aluminum−Alloy Bar, Rod, and Wire
ASTM B 221 Aluminum and Aluminum−Alloy Extruded Bar, Rod, Wire, Shapes, and Tubes
ASTM B 247 Aluminum and Aluminum−Alloy Die Forgings, Hand Forgings, and Rolled Ring
Forgings