B 2220:2012
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲 ························································································································· 1
2 引用規格 ························································································································· 1
3 用語及び定義 ··················································································································· 2
4 フランジの種類及びその呼び方 ··························································································· 2
5 ガスケット座の種類及びその呼び方 ····················································································· 2
6 亜鉛めっきの呼び方 ·········································································································· 4
7 性能······························································································································· 4
7.1 機械的性質 ··················································································································· 4
7.2 健全性 ························································································································· 4
8 材料······························································································································· 5
9 流体の温度と最高使用圧力との関係 ····················································································· 6
10 フランジの呼び径及び圧力−温度基準の適用 ······································································· 6
11 フランジとガスケット座との組合せ ··················································································· 6
12 寸法 ····························································································································· 7
12.1 ガスケット座の寸法 ······································································································ 7
12.2 フランジの寸法 ············································································································ 7
12.3 一体フランジ(IT) ······································································································ 7
12.4 ねじ ··························································································································· 7
12.5 寸法許容差 ·················································································································· 7
13 外観 ····························································································································· 7
14 表面仕上げ ···················································································································· 8
14.1 ガスケット座 ··············································································································· 8
14.2 溶接部 ························································································································ 8
14.3 溶融亜鉛めっきを施した面 ····························································································· 8
15 亜鉛めっき ···················································································································· 8
16 製造方法 ······················································································································· 8
16.1 フランジ ····················································································································· 8
16.2 亜鉛めっき ·················································································································· 9
17 試験方法 ······················································································································· 9
17.1 浸透探傷試験 ··············································································································· 9
17.2 磁粉探傷試験 ··············································································································· 9
17.3 超音波探傷試験 ············································································································ 9
17.4 硫酸銅試験 ·················································································································· 9
17.5 材料試験 ····················································································································· 9
B 2220:2012 目次
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ページ
18 検査 ····························································································································· 9
18.1 寸法検査 ····················································································································· 9
18.2 外観検査 ···················································································································· 10
18.3 表面仕上げ検査 ··········································································································· 10
18.4 浸透探傷検査 ·············································································································· 10
18.5 磁粉探傷検査 ·············································································································· 10
18.6 超音波探傷検査 ··········································································································· 10
18.7 溶融亜鉛めっき検査 ····································································································· 10
18.8 材料検査 ···················································································································· 10
18.9 受渡検査 ···················································································································· 10
19 製品の呼び方 ················································································································ 10
20 表示 ···························································································································· 11
21 使用上の注意 ················································································································ 12
21.1 全面形ガスケットの使用 ······························································································· 12
21.2 JIS B 1180の本体による六角ボルト及びJIS B 1181の本体による六角ナット ··························· 12
附属書A(規定)フラッシュ溶接によって製造するフランジ ························································ 40
附属書B(参考)鋼管の外径 ································································································· 42
附属書C(参考)小平面座 ···································································································· 43
附属書D(参考)溶接式フランジの溶接部詳細 ········································································· 44
附属書E(参考)呼び圧力2Kのフランジ ················································································ 48
附属書F(参考)フランジの計算質量 ······················································································ 49
附属書G(参考)参考文献 ···································································································· 51
B 2220:2012
(3)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本金属継手協会
(JPFA)及び財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべきとの
申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。
これによって,JIS B 2220:2004は改正され,この規格に置き換えられた。
なお,平成25年2月19日までの間は,工業標準化法第19条第1項等の関係条項の規定に基づくJISマ
ーク表示認証において,JIS B 2220:2004によることができる。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 2220:2012
鋼製管フランジ
Steel pipe flanges
序文
この規格は,1984年に制定され,その後6回の改正を経て今日に至っている。前回の改正は2004年に
行われたが,その後の関連する規格の改正及び拡大した製品範囲に対応するために改正した。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,蒸気,空気,ガス,水,油などの一般配管1),圧力配管2),高圧配管3),高温配管4),合金
鋼配管5) 及びステンレス配管6) に使用する鋼管,バルブなどの配管部品を接合する呼び圧力5K,10K,10K
薄形,16K,20K,30K,40K及び63Kの呼び径10Aから1500Aまでの鋼製管フランジ(以下,フランジ
という。)について規定する。
この規格は,配管部品と一体にその一部を構成するフランジ(以下,一体フランジという。)についても
適用する。
注記1 JIS鋼管の外径を,附属書Bに示す。
注記2 この規格で用いる圧力は,ゲージ圧である。
注1) JIS G 3452による配管用炭素鋼鋼管及びJIS G 3457による配管用アーク溶接炭素鋼鋼管を用い
た配管。
2) JIS G 3454による圧力配管用炭素鋼鋼管を用いた配管。
3) JIS G 3455による高圧配管用炭素鋼鋼管を用いた配管。
4) JIS G 3456による高温配管用炭素鋼鋼管を用いた配管。
5) JIS G 3458による配管用合金鋼鋼管を用いた配管。
6) JIS G 3459による配管用ステンレス鋼管及びJIS G 3468による配管用溶接大径ステンレス鋼鋼
管を用いた配管。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0151 鉄鋼製管継手用語
JIS B 0203 管用テーパねじ
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 0621 幾何偏差の定義及び表示
2
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS B 1180 六角ボルト
JIS B 1181 六角ナット
JIS B 1256 平座金
JIS G 0404 鋼材の一般受渡し条件
JIS G 3101 一般構造用圧延鋼材
JIS G 3201 炭素鋼鍛鋼品
JIS G 3202 圧力容器用炭素鋼鍛鋼品
JIS G 3203 高温圧力容器用合金鋼鍛鋼品
JIS G 3214 圧力容器用ステンレス鋼鍛鋼品
JIS G 4051 機械構造用炭素鋼鋼材
JIS G 4304 熱間圧延ステンレス鋼板及び鋼帯
JIS G 4305 冷間圧延ステンレス鋼板及び鋼帯
JIS G 5101 炭素鋼鋳鋼品
JIS G 5121 ステンレス鋼鋳鋼品
JIS G 5151 高温高圧用鋳鋼品
JIS H 0401 溶融亜鉛めっき試験方法
JIS H 2107 亜鉛地金
JIS H 8610 電気亜鉛めっき
JIS Z 2241 金属材料引張試験方法
JIS Z 2320-1 非破壊試験−磁粉探傷試験−第1部:一般通則
JIS Z 2343-1 非破壊試験−浸透探傷試験−第1部:一般通則:浸透探傷試験方法及び浸透指示模様の
分類
JIS Z 3001-1 溶接用語−第1部:一般
JIS Z 3001-2 溶接用語−第2部:溶接方法
JIS Z 3121 突合せ溶接継手の引張試験方法
JIS Z 3122 突合せ溶接継手の曲げ試験方法
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0151,JIS Z 3001-1及びJIS Z 3001-2による。
4
フランジの種類及びその呼び方
フランジの種類及びその呼び方は,フランジの形状によって区分し,表1による。
なお,呼び圧力20K及び30Kのスリップオン溶接式フランジ(ハブフランジ)(SOH)の形式は,表2
による。
5
ガスケット座の種類及びその呼び方
ガスケット座の種類及びその呼び方は,表3による。
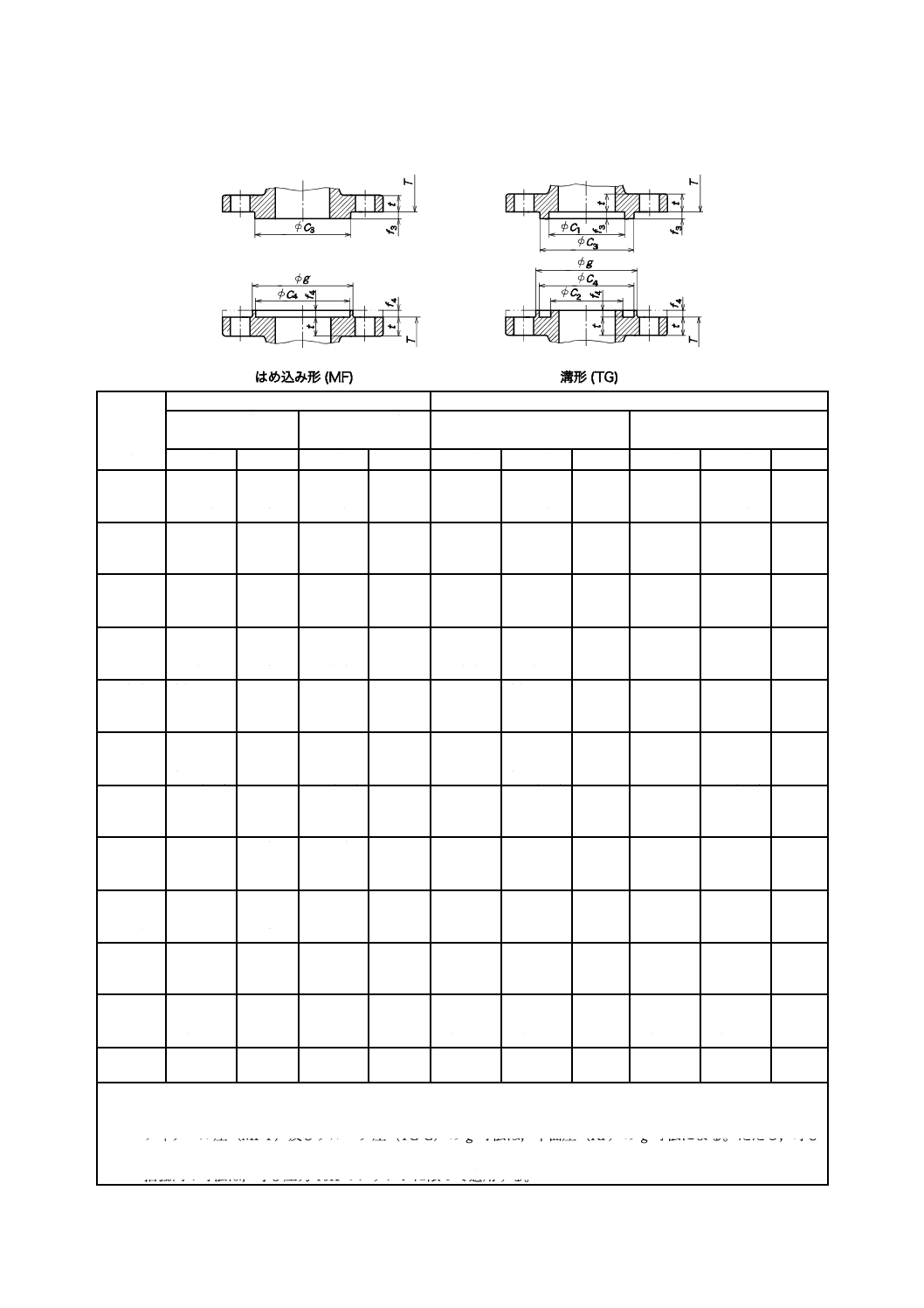
なお,はめ込み形(MF)は,メール座(MF-M)とフィメール座(MF-F)との組合せ,溝形(TG)は,
タング座(TG-T)とグルーブ座(TG-G)との組合せをいう。
3
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
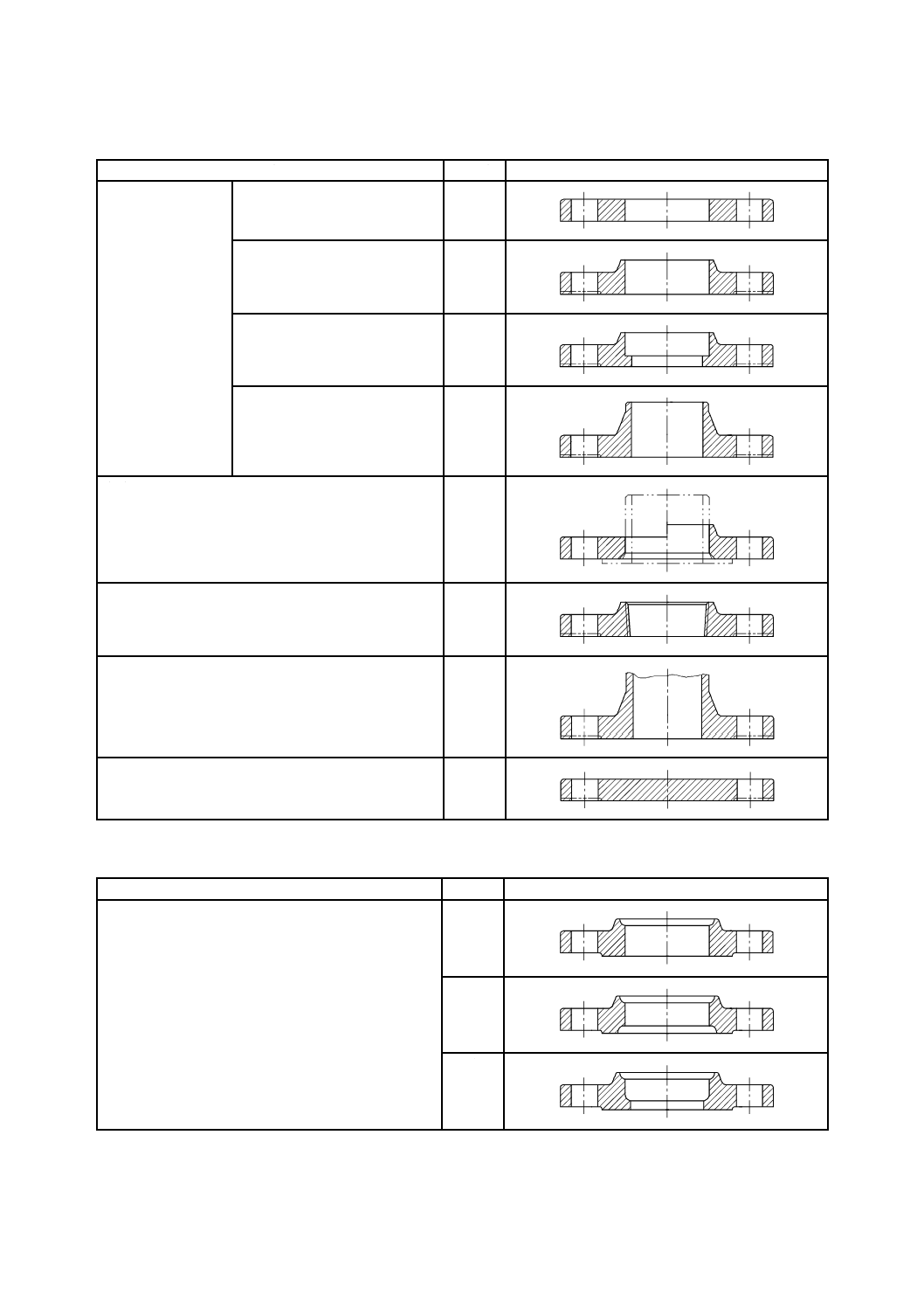
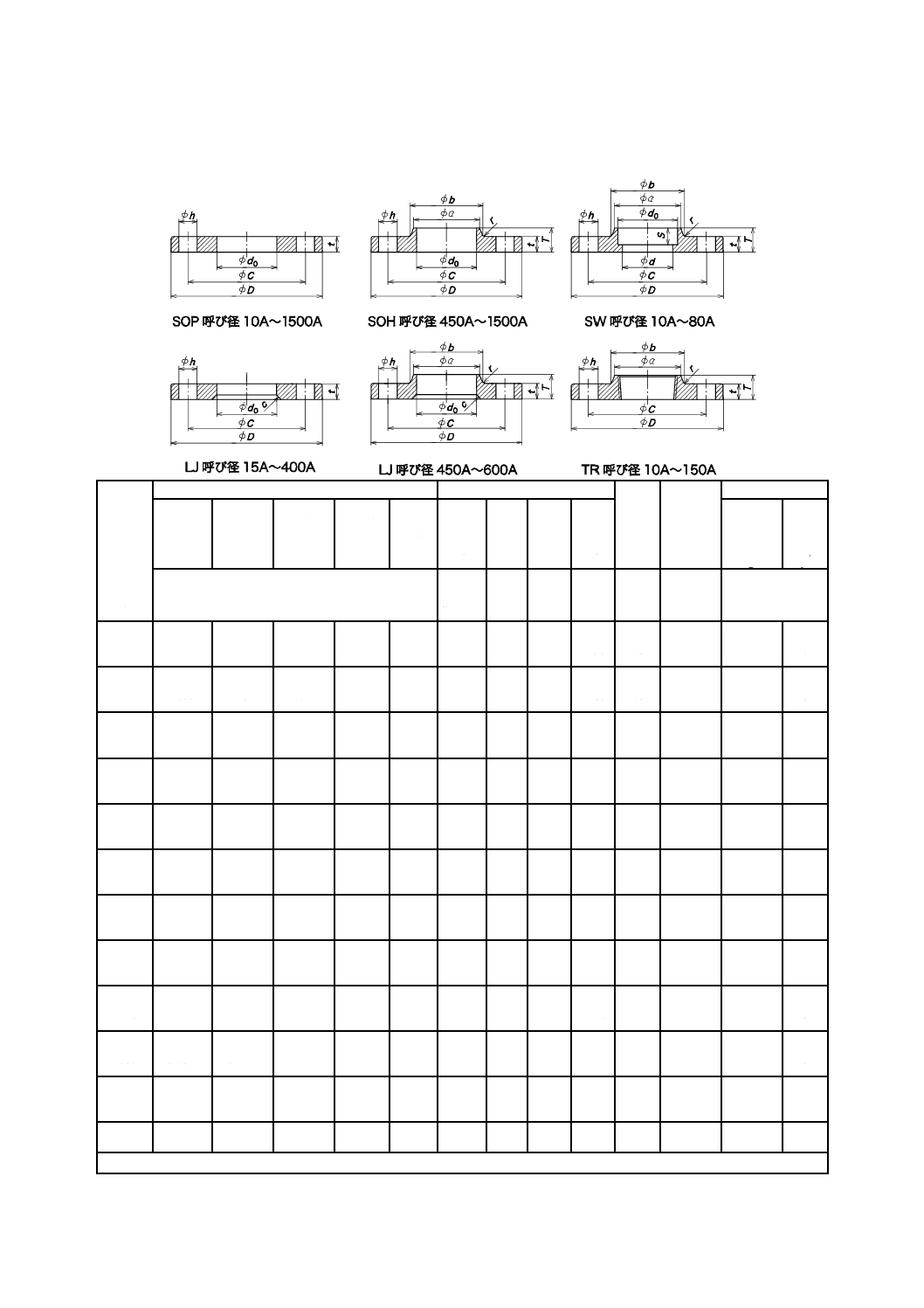
表1−フランジの種類及びその呼び方
フランジの種類
呼び方
図
溶接式フランジ
スリップオン溶接式フランジ
(板フランジ)
SOP
スリップオン溶接式フランジ
(ハブフランジ)
SOH
ソケット溶接式フランジ
SW
突合せ溶接式フランジ
WN
遊合形フランジ
LJ
ねじ込み式フランジ
TR
一体フランジ
IT
閉止フランジ
BL
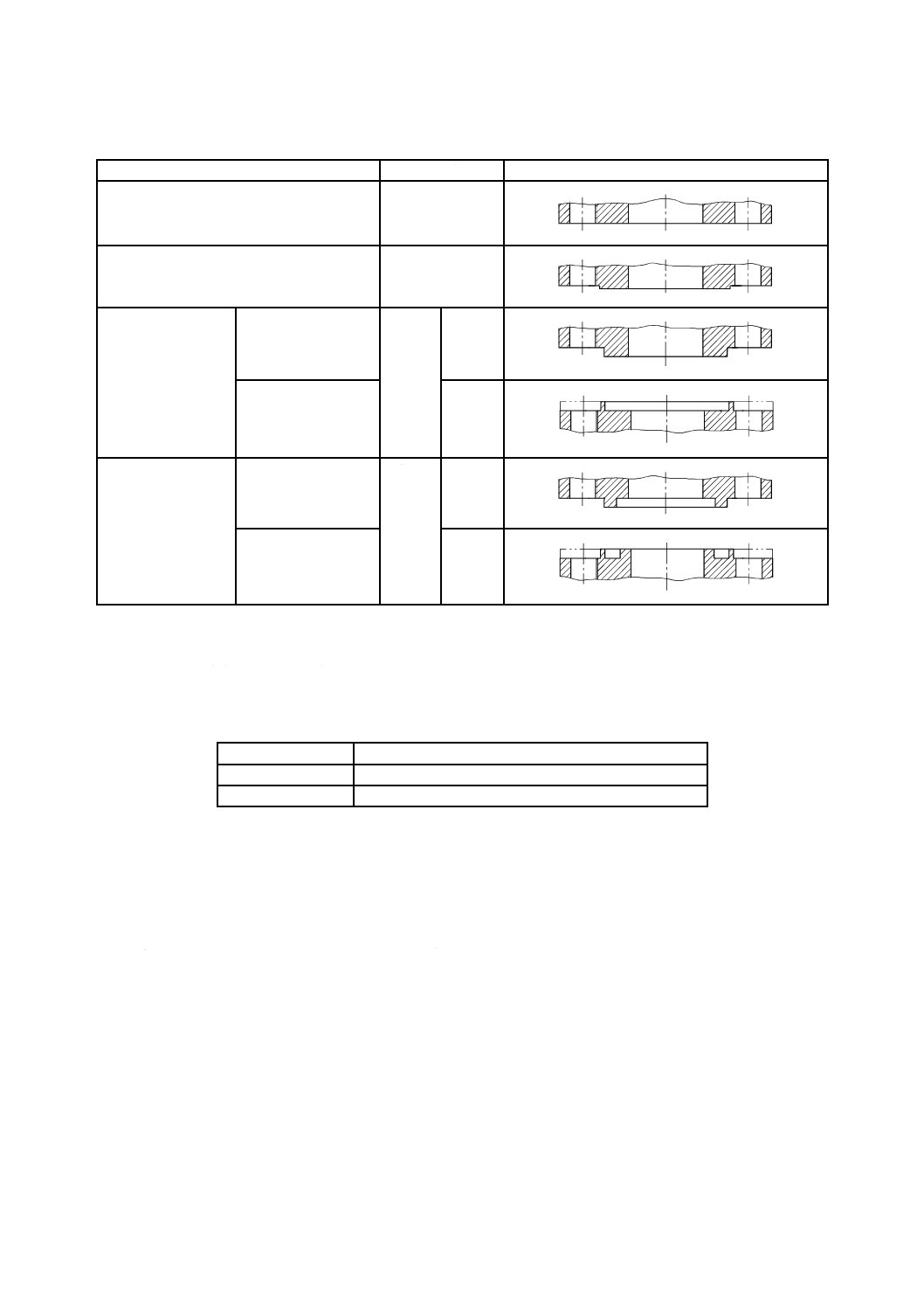
表2−呼び圧力20K及び30Kのスリップオン溶接式フランジ(ハブフランジ)(SOH)の形式
フランジの種類
形式
図
スリップオン溶接式フランジ(ハブフランジ)
A形
B形
C形
4
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−ガスケット座の種類及びその呼び方
ガスケット座の種類
呼び方
図
全面座
FF
平面座
RF
はめ込み形
メール座
MF
MF-M
フィメール座
MF-F
溝形
タング座
TG
TG-T
グルーブ座
TG-G
6
亜鉛めっきの呼び方
亜鉛めっきの有無による呼び方は,表4による。
表4−亜鉛めっきの有無による呼び方
呼び方
意味
黒フランジ
亜鉛めっきを施さないフランジ
白フランジ(ZN)
溶融亜鉛めっき又は電気亜鉛めっきを施したフランジ
7
性能
7.1
機械的性質
フランジの機械的性質は,17.5によって試験を行ったとき,表5に示す材料の規格に規定する機械的性
質を満足しなければならない。
JIS G 4051のS 20 Cは,引張強さが400 N/mm2以上,S 25 Cは,引張強さが440 N/mm2以上でなければ
ならない。
7.2
健全性
7.2.1
浸透探傷
鋳鋼品のフランジは,17.1によって試験を行ったとき,各鋳鋼品の規格に規定する浸透探傷による健全
性を満足しなければならない。
7.2.2
磁粉探傷
鋳鋼品のフランジは,17.2によって試験を行ったとき,各鋳鋼品の規格に規定する磁粉探傷による健全
性を満足しなければならない。
5
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.2.3
超音波探傷
鍛鋼品及び鋳鋼品のフランジは,17.3によって試験を行ったとき,各鍛鋼品及び各鋳鋼品の規格に規定
する超音波探傷による健全性を満足しなければならない。
JIS G 4051のS 20 C及びS 25 Cの鍛鋼品については,JIS G 3201の規定を準用する。
8
材料
フランジの材料は,表5の材料又はこれらと機械的性質及び耐食性が同等以上の材料とする。溶接式フ
ランジの材料は,溶接に適したものとする。
注記 表5の材料と同等以上と認められるASTM材料を,参考として表6に示す。
表5−材料
材料の種類
圧延材
鍛造材
鋳造材
材料グループ
番号
規格番号
材料記号
規格番号
材料記号
規格番号
材料記号
炭素鋼
JIS G 3101
JIS G 4051
SS 400 a)
S 20 C b)
JIS G 3201
JIS G 3202
JIS G 4051
SF 390A a)
SFVC 1
S 20 C b)
JIS G 5101
JIS G 5151
SC 410
SCPH 1
001
JIS G 4051
S 25 C b)
JIS G 3201
JIS G 4051
SF 440A a)
S 25 C b)
JIS G 5101
SC 480
002
−
−
JIS G 3202
SFVC 2A
JIS G 5151
SCPH 2
003a
低合金鋼
−
−
JIS G 3203
SFVA F1
JIS G 5151
SCPH 11
013a
−
−
JIS G 3203
SFVA F11A
JIS G 5151
SCPH 21
015a
ステンレス鋼 JIS G 4304
JIS G 4305
SUS 304
SUS 304
JIS G 3214
SUS F304
JIS G 5121
SCS 13A
021a
−
−
−
−
JIS G 5121
SCS 19A
021b
JIS G 4304
JIS G 4305
SUS 316
SUS 316
JIS G 3214
SUS F316
JIS G 5121
SCS 14A
022a
−
−
−
−
JIS G 5121
SCS 16A
022b
JIS G 4304
JIS G 4305
SUS 304L
SUS 304L
JIS G 3214
SUS F304L
−
−
023a
JIS G 4304
JIS G 4305
SUS 316L
SUS 316L
JIS G 3214
SUS F316L
−
−
023b
注a) JIS G 3101のSS 400並びにJIS G 3201のSF 390A及びSF 440Aは,炭素含有量0.35 %以下のものとする。
b) JIS G 4051のS 20 C及びS 25 Cは,JIS G 0404によって検査を行い,S 20 Cは,引張強さが400 N/mm2以上,
S 25 Cは,引張強さが440 N/mm2以上とする。
6
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表6−ASTM材料(参考)
材料の種類
圧延材
鍛造材
鋳造材
材料グループ
番号
規格番号
材料記号
規格番号
材料記号
規格番号
材料記号
炭素鋼
A 515
A 516
A 537
70
70
CL1
A 105
A 350
−
LF2
A 216
WCB
1.1
低合金鋼
A 204
A 204
A
B
A 182
F1
A 217
A 352
WC1
LC1
1.5
A 387
11 CL2
A 182
A 182
F11 CL2
F12 CL2
A 217
WC6
1.9
ステンレス鋼 A 240
A 240
304
304H
A 182
A 182
F304
F304H
A 351
A 351
CF3
CF8
2.1
A 240
A 240
A 240
316
316H
317
A 182
A 182
F316
F316H
A 351
A 351
A 351
CF3M
CF8M
CG8M
2.2
A 240
A 240
304L
316L
A 182
A 182
F304L
F316L
−
−
2.3
注記 ここに示した規格については,附属書Gを参照。
9
流体の温度と最高使用圧力との関係
流体の温度と最高使用圧力との関係(以下,圧力−温度基準という。)は,表11による。ただし,呼び
圧力10K薄形のフランジは,通常,温度120 ℃以下で,圧力0.7 MPa以下の静流水に用いる。
白フランジの使用温度は,300 ℃以下とする。
10 フランジの呼び径及び圧力−温度基準の適用
フランジの呼び径,並びにフランジのそれぞれの種類及び呼び径への圧力−温度基準の適用は,表12
による。ただし,呼び圧力10K薄形フランジの呼び径は,圧力−温度基準にかかわらず表7による。
表7−呼び圧力10K薄形フランジの呼び径
呼び
圧力
フランジ
の種類
呼び径 A
10 15 20 25 32 40 50 65 80 90 100 125 150 175 200 225 250 300 350 400
10K
薄形
SOP
○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ ○ −
SOH
− − − − − − − − − − − − − − − − − − − ○
11 フランジとガスケット座との組合せ
フランジとガスケット座との組合せは,表8による。
7
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8−フランジとガスケット座との組合せ
フランジ
ガスケット座
呼び圧力
種類
FF
RF
MF
TG
5K
SOP,SOH,SW,TR,BL
○
−
−
−
WN,IT
○
○
−
−
10K
SOP,SOH,SW,TR,BL
○
−
○
○
WN,IT
○
○
○
○
10K薄形
SOP,SOH
○
−
−
−
16K
SOH,SW,TR,BL
○
−
○
○
WN,IT
○
○
○
○
20K
SOH,SW,TR,WN,IT,BL
−
○
○
○
30K
SOH,WN,IT,BL
−
○
○
○
40K
WN,BL
−
○
○
○
63K
WN,BL
−
○
○
○
注記 フランジの種類LJには,ガスケット座はない。
12 寸法
12.1 ガスケット座の寸法
フランジのガスケット座の寸法は,表13による。
注記 小平面座の寸法を,附属書Cに示す。
12.2 フランジの寸法
それぞれの呼び圧力のフランジの寸法は,表14〜表21による。
注記1 表14,表15及び表17〜表19に示す一体フランジ(IT)の内径(d),ハブの径の大径側(b)
及びすみ肉の半径(r)は,参考である。
なお,内径(d)は,JIS B 2001を参照。
注記2 溶接式フランジの溶接部の詳細を,附属書Dに示す。
注記3 呼び圧力2Kのフランジの圧力−温度基準及び基準寸法を,附属書Eに示す。
注記4 フランジの計算質量を,附属書Fに示す。
12.3 一体フランジ(IT)
表14,表15及び表17〜表19に示す一体フランジ(IT)の内径(d),ハブの径の大径側(b)及びすみ
肉の半径(r)の数値として,これらの表に示した値と異なる数値を採用する場合は,強度確認を行わなけ
ればならない。
12.4 ねじ
ねじ込み式フランジ(TR)のねじは,JIS B 0203による。
12.5 寸法許容差
フランジの寸法許容差は,表22による。
ねじ込み式フランジ(TR)のねじの軸線のガスケット座面に対する直角度は,軸線の長さ100 mmにつ
き0.9 mm以内でなければならない。
直角度は,JIS B 0621の5.8(直角度)による。
13 外観
フランジは,割れなどの実用上有害な欠陥があってはならない。
8
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
14 表面仕上げ
14.1 ガスケット座
フランジのガスケット座面の仕上げは,表9による。全面座(FF),平面座(RF)及びはめ込み形(MF)
のガスケット座面は,先丸工具を用いて旋削仕上げする。仕上げ粗さの目標をRa 3.2 µmとした場合及び
Ra 6.3 µmとした場合の旋削条件は,表10による。
ガスケット座面は,受渡当事者間の協議によって他の仕上げとしてもよい。
表9−ガスケット座面の仕上げ
単位 µm
ガスケット座
仕上げ粗さRa a)
全面座(FF)
3.2〜6.3
平面座(RF)
3.2〜6.3
はめ込み形(MF)(メール座及びフィメール座)
3.2以下
溝形(TG)(タング座及びグルーブ座)
3.2以下
注a) Raの数値は,JIS B 0601の定義による。
表10−ガスケット座面の旋削条件
Ra
µm
旋削条件
刃先の半径
mm
セレーションのピッチ
mm
3.2
0.8
0.25〜0.30
1.6
0.36〜0.42
6.3
0.8
0.35〜0.42
1.6
0.52〜0.60
14.2 溶接部
溶接式フランジの鋼管との溶接部は,機械加工によってRa 12.5 µm以下の滑らかな仕上げでなければな
らない。ただし,スリップオン溶接式フランジ(板フランジ)(SOP)のフランジ背面の鋼管との溶接部は,
仕上げを行わなくてもよい。
14.3 溶融亜鉛めっきを施した面
溶融亜鉛めっきを施したフランジの内径面[ソケット溶接式フランジ(SW)の小さい方の内径及び突合
せ溶接式フランジ(WN)の内径を除く。]は,必要に応じグラインダー又は機械加工によって,めっきを
除去したものでもよい。
15 亜鉛めっき
亜鉛めっきは,次による。
a) 溶融亜鉛めっきを施したフランジは,17.4に規定する硫酸銅試験において,浸せき(漬)回数が,5
回に及んでも終止点に達してはならない。
b) 電気亜鉛めっきは,JIS H 8610の2級又はこれと耐食性が同等以上の電気亜鉛めっきとする。
16 製造方法
16.1 フランジ
9
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
フランジは,次のa) の方法によって鍛造するか,又はb) の方法によって鋳造した後,所要の機械加工
(箇条14参照)を施して製造する。
スリップオン溶接式フランジ(板フランジ)(SOP)及びハブのない遊合形フランジ(LJ)は,c) 又は
d) の方法によって成形した後,所要の機械加工(箇条14参照)を施して製造してもよい。
閉止フランジ(BL)は,c) の方法によって成形した後,所要の機械加工(箇条14参照)を施して製造
してもよい。
a) 鋼塊又は鋼片から熱間鍛造する。この場合,各鍛鋼品の規格に規定する熱処理を施さなければならな
い。
b) 適切な溶解及び造型設備を用いて鋳造する。この場合,各鋳鋼品の規格に規定する熱処理を施さなけ
ればならない。
c) 鋼板から,プレスによる打抜き,ガス切断,プラズマ切断などを行う。ただし,ガス切断又はプラズ
マ切断を行った場合には,機械加工によって切断面を2 mm以上除去しなければならない。
d) 附属書Aに規定するフラッシュ溶接を行う。
16.2 亜鉛めっき
フランジに亜鉛めっきを施す場合には,次による。
a) 亜鉛めっきは,フランジの機械加工後に施す。ただし,溶融亜鉛めっきを施すもので,めっき後フラ
ンジ内径面,溶接を行う部分などのめっきを除去する場合には,所要の加工代を見込んだものにめっ
きを施してもよい。
b) フランジは,サンドブラスト,酸洗いなどによって清掃した後,めっきを施す。
c) 溶融亜鉛めっきに使用する亜鉛は,JIS H 2107に規定する蒸留亜鉛又はこれと同等以上の品質をもつ
亜鉛地金とする。
17 試験方法
17.1 浸透探傷試験
浸透探傷試験は,各鋳鋼品の規格による。
17.2 磁粉探傷試験
磁粉探傷試験は,各鋳鋼品の規格による。
17.3 超音波探傷試験
超音波探傷試験は,各鍛鋼品及び鋳鋼品の規格による。JIS G 4051のS 20 C及びS 25 Cの鍛鋼品につい
ては,JIS G 3201の規定を準用する。
17.4 硫酸銅試験
溶融亜鉛めっきの硫酸銅試験は,JIS H 0401の6.(硫酸銅試験方法)の規定によって行う。
17.5 材料試験
材料試験は,各材料の規格に規定する試験による。
材料がJIS G 4051のS 20 C及びS 25 Cの場合の試験は,JIS G 0404による。
18 検査
18.1 寸法検査
フランジの寸法は,直接測定,限界ゲージなどによって検査し,箇条12の規定に適合しなければならな
い。
10
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
18.2 外観検査
フランジの外観は,目視によって検査し,箇条13の規定に適合しなければならない。
18.3 表面仕上げ検査
ガスケット座面の仕上げは,目視又は指触によって表9に規定する仕上げ粗さRaの数値に合致する参
照見本と比較して検査し,表9の規定に適合しなければならない。
溶接式フランジの鋼管と溶接する部分の表面仕上げは,目視によって検査し,14.2の規定に適合しなけ
ればならない。
18.4 浸透探傷検査
鋳鋼品のフランジの浸透探傷は,17.1によって試験し,7.2.1の規定に適合しなければならない。
18.5 磁粉探傷検査
鋳鋼品のフランジの磁粉探傷は,17.2によって試験し,7.2.2の規定に適合しなければならない。
18.6 超音波探傷検査
鍛鋼品及び鋳鋼品のフランジの超音波探傷は,17.3によって試験し,7.2.3の規定に適合しなければなら
ない。
18.7 溶融亜鉛めっき検査
フランジの溶融亜鉛めっきは,17.4によって試験し,箇条15 a) の規定に適合しなければならない。
18.8 材料検査
フランジの材料は,特に注文者の指定がない限り,17.5によって試験し,7.1の規定に適合しなければな
らない。
18.9 受渡検査
フランジの受渡検査は,次に示す検査項目について行う。この場合,ロット検査についての抜取検査方
式は,受渡当事者間の協定による。
a) 寸法検査
b) 外観検査
c) 表面仕上げ検査
d) 鋳鋼品のフランジの浸透探傷検査(注文者の要求による場合)
e) 鋳鋼品のフランジの磁粉探傷検査(注文者の要求による場合)
f)
鍛鋼品及び鋳鋼品のフランジの超音波探傷検査(注文者の要求による場合)
g) 材料検査
19 製品の呼び方
一体フランジ(IT)を除く製品の呼び方は,規格番号又は規格名称,フランジの呼び方又は種類,ガス
ケット座の呼び方又は種類7),呼び圧力,呼び径及び材料記号による。
白フランジの場合に限り,亜鉛めっきの有無による呼び方(ZN)を付記する。
なお,次の事項を付記する。
a) 呼び圧力10K薄形のフランジについては,薄形(L)
b) 呼び圧力5K及び10Kの突合せ溶接式フランジ(WN)の代替寸法のものについては,代替寸法品(H)
c) 呼び圧力20K及び30Kのスリップオン溶接式フランジ(SOH)については,A形(A)・B形(B)・C
形(C)の別
例1 JIS B 2220 SOP FF ZN 5K 300A SS 400
11
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
又は鋼製管フランジ,スリップオン溶接式フランジ(板フランジ),全面座,白フランジ,5K,
300A,SS 400
例2 JIS B 2220 LJ 5K 450A SF 390A
又は鋼製管フランジ,遊合形フランジ,5K,450A,SF 390A
例3 JIS B 2220 TR FF 10K 80A SCS 13A
又は鋼製管フランジ,ねじ込み式フランジ,全面座,10K,80A,SCS 13A
例4 JIS B 2220 WN RF 10K H 1000A SFVC 1
又は鋼製管フランジ,突合せ溶接式フランジ,平面座,10K,代替寸法品,1000A,SFVC 1
例5 JIS B 2220 SOP FF 10K L 150A S 20 C
又は鋼製管フランジ,スリップオン溶接式フランジ(板フランジ),全面座,10K,薄形,150A,
S 20 C
例6 JIS B 2220 BL FF 16K 200A S 25 C
又は鋼製管フランジ,閉止フランジ,全面座,16K,200A,S 25 C
例7 JIS B 2220 SOH RF 20K A 50A SUS F316L
又は鋼製管フランジ,スリップオン溶接式フランジ(ハブフランジ),平面座,20K,A形,
50A,SUS F316L
例8 JIS B 2220 SOH MF-M 30K C 65A SFVC 2A
又は鋼製管フランジ,スリップオン溶接式フランジ(ハブフランジ),メール座,30K,C形,
65A,SFVC 2A
例9 JIS B 2220 WN TG-G 40K 100A SFVA F1
又は鋼製管フランジ,突合せ溶接式フランジ,グルーブ座,40K,100A,SFVA F1
注7) 遊合形フランジ(LJ)には,ガスケット座はない。
20 表示
一体フランジ(IT)を除くフランジの外周面に,次の事項を押印,刻印,電解エッチング,吹き付けな
ど,容易に消えない方法によって表示する。
a) 呼び圧力,呼び径及び材料記号。ただし,呼び径の記号Aは省略してもよい。
なお,呼び圧力の後に次を表示する。
1) 呼び圧力10K薄形のフランジについては,Lの記号
2) 呼び圧力5K及び10Kの突合せ溶接式フランジ(WN)の代替寸法のものについては,Hの記号
3) 呼び圧力20K及び30Kのスリップオン溶接式フランジ(SOH)については,A形(A)・B形(B)・
C形(C)の別
例1 5K 300 SS 400
例2 5K 450A SF 390A
例3 10K 80 SCS 13A
例4 10K H 1000A SFVC 1
例5 10K L 150 S 20 C
例6 16K 200A S 25 C
例7 20K A 50 SUS F316L
例8 30K C 65A SFVC 2A
12
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
例9 40K 100 SFVA F1
b) 溶解若しくは鋳造番号,又はそれらを追跡できる適切な品質管理番号
c) 製造業者名,その略号又は商標
d) その他必要事項。ただし,a)〜c) に規定した事項と混同するおそれのないものでなければならない。
21 使用上の注意
21.1 全面形ガスケットの使用
表14に示す全面座(FF)の呼び圧力5Kのスリップオン溶接式フランジ(板フランジ)(SOP)及び閉
止フランジ(BL)の呼び径400A以上,並びに表15に示す全面座(FF)の呼び圧力10Kのスリップオン
溶接式フランジ(板フランジ)(SOP)及び閉止フランジ(BL)の呼び径250A以上は,フランジにかかる
曲げモーメントが過大とならないように,リングガスケットの代わりに全面形ガスケットを使用するのが
望ましい。
21.2 JIS B 1180の本体による六角ボルト及びJIS B 1181の本体による六角ナット
フランジの締結に,JIS B 1180の本体による六角ボルトとJIS B 1181の本体による六角ナットとの組合
せを使用する場合,並びにJIS B 1181の本体による六角ナットを使用する場合は,部品等級A又はBのも
のを使用し,ねじの呼びM24以下でJIS B 1256に規定する並形−部品等級Aの硬さ区分が200HV(ボル
トの常温における降伏点又は0.2 %耐力が640 N/mm2を超えるときには,硬さ区分が300HV)の平座金を
併用するのが望ましい。
13
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
14
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
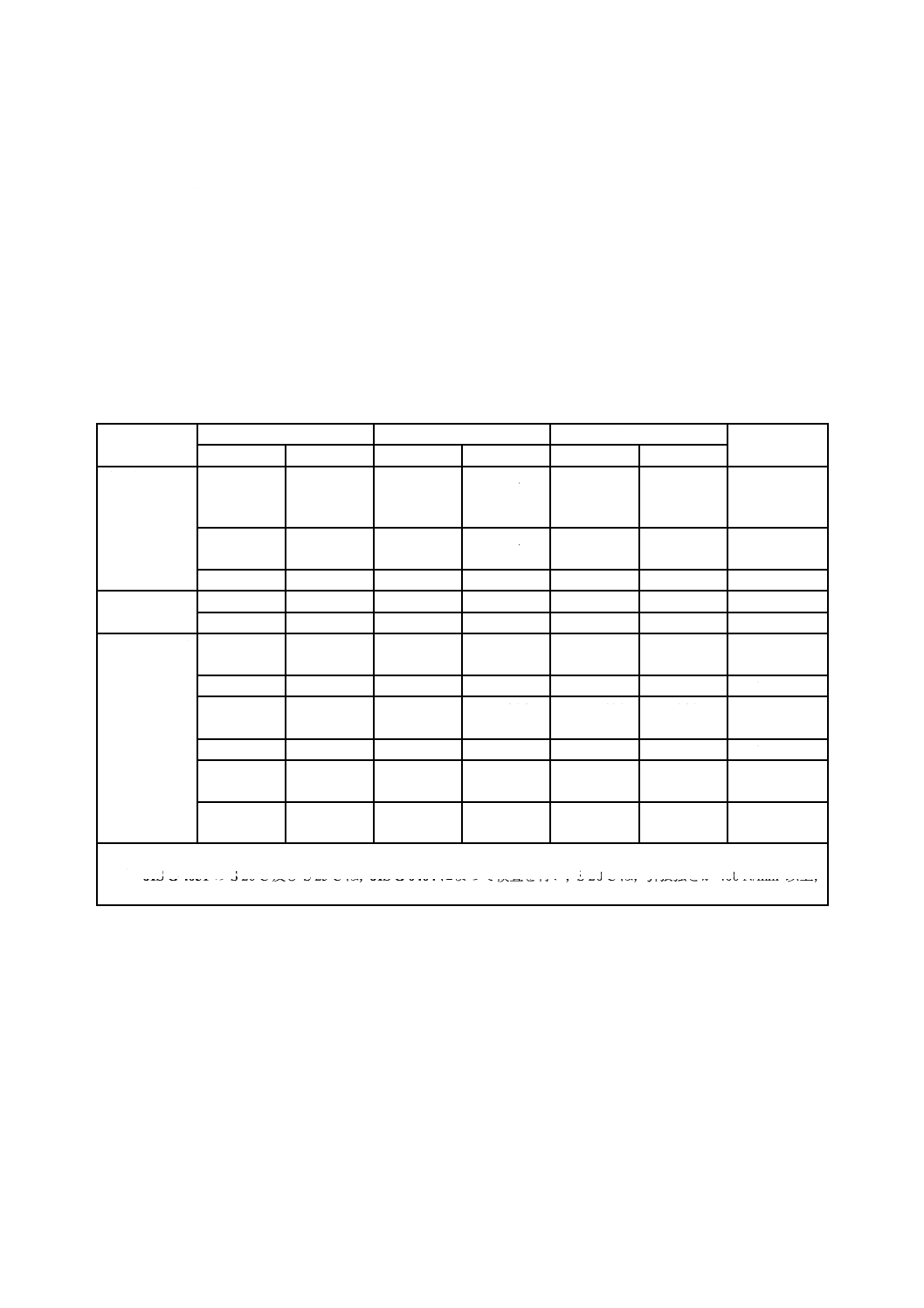
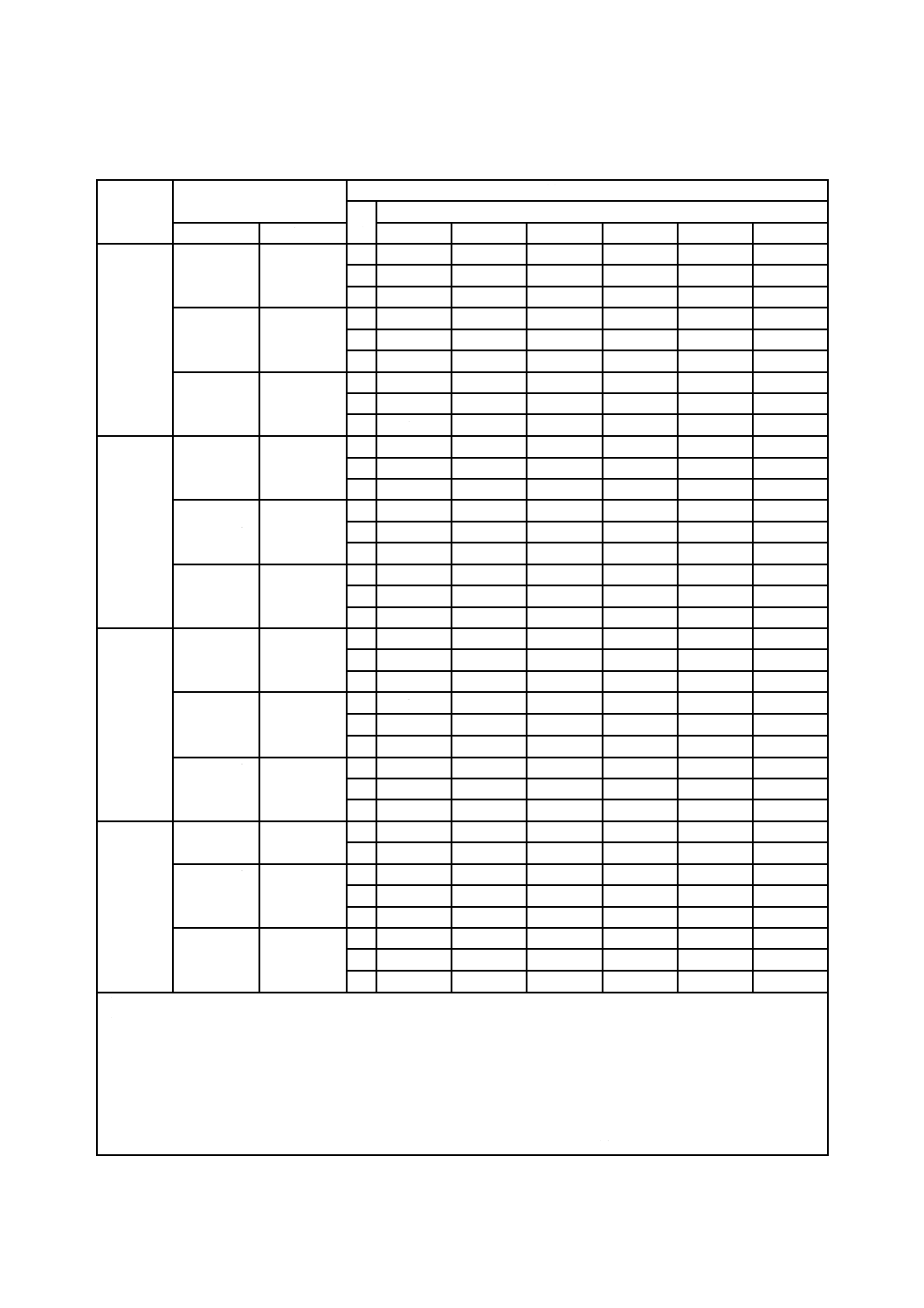
表11−圧力−温度基準
単位 MPa
呼び圧力
材料グループ番号
最高使用圧力
区
分
流体の温度(℃)
規定材料
参考材料
TL〜120
220
300
350
400
425
5K
001,002,
003a
1.1
I
0.7
0.6
0.5
−
−
−
II
0.5
0.5
0.5
−
−
−
III
0.5
−
−
−
−
−
021a,021b,
022a,022b
2.1,2.2
I
0.7
0.6
0.5
−
−
−
II
0.5
0.5
0.5
−
−
−
III
0.5
−
−
−
−
−
023a,023b 2.3
I
0.7
0.6
0.5
−
−
−
II
0.5
0.5
0.5
−
−
−
III
0.5
−
−
−
−
−
10K
001,002,
003a
1.1
I
1.4
1.2
1.0
−
−
−
II
1.0
1.0
1.0
−
−
−
III
1.0
−
−
−
−
−
021a,021b,
022a,022b
2.1,2.2
I
1.4
1.2
1.0
−
−
−
II
1.0
1.0
0.9
−
−
−
III
1.0
−
−
−
−
−
023a,023b 2.3
I
1.4
1.2
1.0
−
−
−
II
1.0
0.9
0.8
−
−
−
III
1.0
−
−
−
−
−
16K
002,003a
1.1
I
2.7
2.5
2.3
2.1
1.8 a)
1.6 a)
II
1.6
1.6
1.6
−
−
−
III
1.6
−
−
−
−
−
021a,021b,
022a,022b
2.1,2.2
I
2.7
2.5
2.3
2.1
1.8
1.6
II
1.6
1.6
1.6
1.6
1.5
1.5
III
1.6
−
−
−
−
−
023a,023b 2.3
I
2.7
2.5
2.3
2.1
1.8
1.6
II
1.6
1.6
1.5
1.4
1.3
1.3
III
1.6
−
−
−
−
−
20K
002,003a
1.1
I
3.4
3.1
2.9
2.6
2.3 a)
2.0 a)
II
2.0
2.0
2.0
−
−
−
021a,021b,
022a,022b
2.1,2.2
I
3.4
3.1
2.9
2.6
2.3
2.0
II
2.0
2.0
2.0
2.0
1.9
1.9
III
2.0
−
−
−
−
−
023a,023b 2.3
I
3.4
3.1
2.9
2.6
2.3
2.0
II
2.0
2.0
1.9
1.7
1.7
1.7
III
2.0
−
−
−
−
−
注記1 呼び圧力10K薄形フランジの圧力−温度基準は,箇条9を参照。
注記2 材料グループ番号欄の規定材料は,表5を,参考材料は,表6を参照。
注記3 区分IIは,区分Iの圧力−温度基準に対して制限を加えたものであり,区分IIIは区分IIに対して更に制限
を加えたもので,それぞれフランジの種類及び呼び径によって表12に示すように適用する。
注記4 TLは,常温以下の最低使用温度であって,常温より低い最低使用温度については,受渡当事者間の協議に
よる。
注記5 表に示した温度の中間の温度における最高使用圧力は,比例補間法によって求める。
注a) 材料グループ002のJIS G 5101のSC 480及び材料グループ1.1のASTM A 537のCL1には適用しない。
15
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表11−圧力−温度基準(続き)
単位 MPa
呼び
圧力
材料グループ番号
最高使用圧力
区
分
流体の温度(℃)
規定材料
参考材料
TL〜120 220
300
350
400
425
450
475
490
500
510
30K 002,003a
1.1
I
5.1
4.6
4.3
3.9
3.4 a) 3.0 a)
−
−
−
−
−
013a
1.5
I
5.1
4.6
4.3
3.9
3.8 b) 3.6 b) 3.4 b) 3.0 b)
−
−
−
015a
1.9
I
5.1
4.6
4.3
3.9
3.8
3.6
3.4
3.2
3.0
−
−
021a,021b,
022a,022b
2.1,2.2
I
5.1
4.6
4.3
3.9
3.8
3.6
3.4 c) 3.2 c) d) 3.0 c) d)
−
−
II
3.9
3.6
3.4
3.0
2.5
2.3
2.3 c) 2.3 c) d) 2.3 c) d)
−
−
023a,023b 2.3
I
5.1
4.6
4.3
3.9
3.8
3.6
3.4 e)
−
−
−
−
II
3.5
3.0
2.9
2.6
2.1
2.0
2.0 e)
−
−
−
−
40K 002,003a
1.1
I
6.8
6.2
5.7
5.2
4.6 a) 4.0 a)
−
−
−
−
−
013a
1.5
I
6.8
6.2
5.7
5.2
5.1 b) 4.8 b) 4.5 b) 4.0 b)
−
−
−
015a
1.9
I
6.8
6.2
5.7
5.2
5.1
4.8
4.5
4.2
4.0
3.8
3.6
II
6.8
6.2
5.7
5.2
5.1
4.8
4.5
4.2
4.0
3.1
2.7
021a,021b,
022a,022b
2.1,2.2
I
6.8
6.2
5.7
5.2
5.1
4.8
4.5 c) 4.2 c) d) 4.0 c) d) 3.8 c) d) 3.6 c) d)
II
5.2
4.8
4.5
4.1
3.4
3.1
3.1 c) 3.1 c) d) 3.1 c) d) 3.0 c) d) 3.0 c) d)
023a,023b 2.3
I
6.8
6.2
5.7
5.2
5.1
4.8
4.5 e)
−
−
−
−
II
4.9
4.0
3.9
3.5
2.9
2.7
2.7 e)
−
−
−
−
63K 002,003a
1.1
I
10.7
9.7
9.0
8.1
7.2 a) 6.3 a)
−
−
−
−
−
013a
1.5
I
10.7
9.7
9.0
8.1
8.0 b) 7.6 b) 7.1 b) 6.3 b)
−
−
−
015a
1.9
I
10.7
9.7
9.0
8.1
8.0
7.6
7.1
6.6
6.3
5.9
5.6
II
10.7
9.7
9.0
8.1
8.0
7.6
7.1
6.6
6.3
4.6
4.0
021a,021b,
022a,022b
2.1,2.2
I
10.7
9.7
9.0
8.1
8.0
7.6
7.1 c) 6.6 c) d) 6.3 c) d) 5.9 c) d) 5.6 c) d)
II
8.1
7.1
6.7
6.2
5.1
4.7
4.6 c) 4.6 c) d) 4.6 c) d) 4.5 c) d) 4.5 c) d)
023a,023b 2.3
I
10.7
9.7
9.0
8.1
7.2
6.6
6.4 e)
−
−
−
−
II
7.4
6.0
5.8
5.2
4.3
4.0
4.0 e)
−
−
−
−
注記2 材料グループ番号欄の規定材料は,表5を,参考材料は,表6を参照。
注記3 区分IIは,区分Iの圧力−温度基準に対して制限を加えたものであり,区分IIIは区分IIに対して更に制限
を加えたもので,それぞれフランジの種類及び呼び径によって表12に示すように適用する。
注記4 TLは,常温以下の最低使用温度であって,常温より低い最低使用温度については,受渡当事者間の協議に
よる。
注記5 表に示した温度の中間の温度における最高使用圧力は,比例補間法によって求める。
注a) 材料グループ002のJIS G 5101のSC 480及び材料グループ1.1のASTM A 537のCL1には適用しない。
b) 材料グループ1.5のASTM A 352のLC1には適用しない。
c) 材料グループ021b及び材料グループ2.1のASTM A 351のCF3には適用しない。
d) 材料グループ022b及び材料グループ2.2のASTM A 351のCF3Mには適用しない。
e) 材料グループ023a並びに材料グループ2.3のASTM A 240の304L及びASTM A 182のF304Lには適用しな
い。
16
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−フランジの呼び径及び圧力−温度基準の適用
呼び圧力
5K
材料グル
ープ番号
001,002,003a
021a,021b,022a,022b
023a,023b
1.1
2.1,2.2
2.3
フランジ
の種類
S
O
P
S
O
H
S
W
L
J
T
R
W
N
IT
B
L
S
O
P
S
O
H
S
W
T
R
W
N
IT
B
L
S
O
P
S
O
H
S
W
T
R
W
N
IT
B
L
呼
び
径
A
10
15
20
I
I
I
−
−
−
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
25
32
40
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
50
65
80
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
90
100
125
I
I
I
−
−
−
−
−
−
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
150
175
200
I
I
I
−
−
−
−
−
−
I
−
I
I
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
−
−
I
I
I
I
I
I
I
I
I
225
250
300
I
I
I
−
−
−
−
−
−
−
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
350
400
450
I
I
I
−
−
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
I
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
I
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
500
550
600
I
I
I
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
I
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
I
I
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
II
III
III
650
700
750
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
800
850
900
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
II
II
III
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
1000
1100
1200
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
1350
1500
I
I
I
I
−
−
−
−
−
−
I
I
I
I
II
II
I
I
I
I
−
−
−
−
I
I
I
I
III
III
II
II
II
II
−
−
−
−
I
I
I
I
III
III
注記1 材料グループ番号欄の上の欄は規定材料,下の欄は参考材料を示す。それぞれ表5及び表6を参照。
注記2 フランジの種類は,表1を参照。
注記3 圧力−温度基準の記号I,II及びIIIは,表11を参照。
17
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−フランジの呼び径及び圧力−温度基準の適用(続き)
呼び圧力
10K
材料グル
ープ番号
001,002,003a
021a,021b,022a,022b
023a,023b
1.1
2.1,2.2
2.3
フランジ
の種類
S
O
P
S
O
H
S
W
L
J
T
R
W
N
IT
B
L
S
O
P
S
O
H
S
W
T
R
W
N
IT
B
L
S
O
P
S
O
H
S
W
T
R
W
N
IT
B
L
呼
び
径
A
10
15
20
I
I
I
−
−
−
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
25
32
40
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
50
65
80
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
90
100
125
I
I
I
−
−
−
−
−
−
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
150
175
200
I
I
I
−
−
−
−
−
−
I
−
I
I
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
−
−
I
I
I
I
I
I
I
I
I
225
250
300
I
I
I
−
I
I
−
−
−
−
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
I
I
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
I
I
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
350
400
450
I
I
I
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
I
II
II
500
550
600
I
I
I
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
I
I
II
I
I
II
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
650
700
750
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
II
II
II
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
800
850
900
I
I
I
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
II
II
II
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
II
II
II
II
II
II
−
−
−
−
−
−
I
II
II
I
II
II
III
III
III
1000
1100
1200
I
II
II
I
I
I
−
−
−
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
II
II
II
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
III
III
III
II
II
III
II
II
II
−
−
−
−
−
−
II
II
II
II
II
II
III
III
III
1350
1500
II
II
I
I
−
−
−
−
−
−
I
I
I
I
II
II
II
II
II
II
−
−
−
−
I
I
I
I
III
III
III
III
II
II
−
−
−
−
II
II
II
II
III
III
注記1 材料グループ番号欄の上の欄は規定材料,下の欄は参考材料を示す。それぞれ表5及び表6を参照。
注記2 フランジの種類は,表1を参照。
注記3 圧力−温度基準の記号I,II及びIIIは,表11を参照。
注記4 呼び圧力10K薄形の呼び径は表7を参照。
18
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−フランジの呼び径及び圧力−温度基準の適用(続き)
呼び圧力
16K
材料グル
ープ番号
002,003a
021a,021b,022a,022b
023a,023b
1.1
2.1,2.2
2.3
フランジ
の種類
S
O
H
S
W
L
J
T
R
W
N
IT
B
L
S
O
H
S
W
T
R
W
N
IT
B
L
S
O
H
S
W
T
R
W
N
IT
B
L
呼
び
径
A
10
15
20
I
I
I
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
25
32
40
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
50
65
80
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
90
100
125
I
I
I
−
−
−
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
150
200
250
I
I
I
−
−
−
I
I
I
I
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
I
−
−
I
I
I
I
I
I
I
I
II
I
I
II
−
−
−
I
−
−
I
I
II
I
I
II
I
I
II
300
350
400
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
II
II
II
−
−
−
−
−
−
II
II
II
II
II
II
II
II
II
450
500
550
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
II
II
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
II
III
III
II
II
II
−
−
−
−
−
−
II
II
II
II
II
II
III
III
III
600 I
−
I
−
I
I
II
II
− −
I
I
III
II
− −
II
II
III
注記1 材料グループ番号欄の上の欄は規定材料,下の欄は参考材料を示す。それぞれ表5及び表6
を参照。
注記2 フランジの種類は,表1を参照。
注記3 圧力−温度基準の記号I,II及びIIIは,表11を参照。
19
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−フランジの呼び径及び圧力−温度基準の適用(続き)
呼び圧力
20K
材料グル
ープ番号
002,003a
021a,021b,022a,022b
023a,023b
1.1
2.1,2.2
2.3
フランジ
の種類
S
O
H
S
W
L
J
T
R
W
N
IT
B
L
S
O
H
S
W
T
R
W
N
IT
B
L
S
O
H
S
W
T
R
W
N
IT
B
L
呼
び
径
A
10
15
20
I
I
I
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
25
32
40
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
50
65
80
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
90
100
125
I
I
I
−
−
−
I
I
I
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
I
I
I
−
−
−
−
I
I
I
I
I
I
I
I
I
I
I
150
200
250
I
I
I
−
−
−
I
I
I
I
‒
‒
I
I
I
I
I
I
I
I
I
I
I
II
−
−
−
I
−
−
I
I
I
I
I
I
I
I
I
II
II
II
−
−
−
I
‒
‒
I
I
I
I
I
I
I
I
II
300
350
400
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
I
I
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
II
II
II
450
500
550
I
I
I
−
−
−
I
I
I
−
−
−
I
I
I
I
I
I
I
I
II
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
II
II
III
II
II
II
−
−
−
−
−
−
I
I
I
I
I
I
II
II
III
600 I
−
I
−
I
I
II
II
− −
I
I
III
II
− −
I
I
III
注記1 材料グループ番号欄の上の欄は規定材料,下の欄は参考材料を示す。それぞれ表5及び表6
を参照。
注記2 フランジの種類は,表1を参照。
注記3 圧力−温度基準の記号I,II及びIIIは,表11を参照。
20
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−フランジの呼び径及び圧力−温度基準の適用(続き)
呼び圧力
30K
材料グル
ープ番号
002,003a
013a
015a
021a,021b,022a,
022b
023a,023b
1.1
1.5
1.9
2.1,2.2
2.3
フランジ
の種類
S
O
H
W
N
IT
B
L
S
O
H
W
N
IT
B
L
S
O
H
W
N
IT
B
L
S
O
H
W
N
IT
B
L
S
O
H
W
N
IT
B
L
呼
び
径
A
10
15
20
I
I
I
−
I
I
−
I
I
I
I
I
I
I
I
−
I
I
−
I
I
I
I
I
I
I
I
−
I
I
−
I
I
I
I
I
I
I
I
−
I
I
−
I
I
I
I
I
I
I
I
−
I
I
−
I
I
I
I
I
25
32
40
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
50
65
80
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
90
100
125
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
150
200
250
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
I
I
I
I
I
I
II
II
II
II
II
II
I
I
I
I
I
I
II
II
II
300
350
400
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
II
II
II
II
II
II
I
I
I
I
I
I
II
II
II
注記1 材料グループ番号欄の上の欄は規定材料,下の欄は参考材料を示す。それぞれ表5及び表6を参照。
注記2 フランジの種類は,表1を参照。
注記3 圧力−温度基準の記号I,II及びIIIは,表11を参照。
21
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−フランジの呼び径及び圧力−温度基準の適用(続き)
呼び圧力
40K
63K
材料グル
ープ番号
002,
003a
013a
015a
021a,
021b,
022a,
022b
023a,
023b
002,
003a
013a
015a
021a,
021b,
022a,
022b
023a,
023b
1.1
1.5
1.9
2.1,2.2 2.3
1.1
1.5
1.9
2.1,2.2 2.3
フランジ
の種類
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
W
N
B
L
呼
び
径
A
15
20
25
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
32
40
50
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
65
80
90
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
I
I
I
II
II
II
100
125
150
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
I
I
I
I
II
II
I
I
I
II
II
II
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
I
I
I
II
II
II
I
I
I
II
II
II
200
250
300
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
I
I
I
II
II
II
I
I
I
II
II
II
I
I
I
I
I
I
I
I
I
I
I
I
I
I
I
II
II
II
I
I
I
II
II
II
I
I
I
II
II
II
350
400
I
I
I
I
I
I
I
I
I
I
II
II
I
I
II
II
I
I
II
II
I
I
I
I
I
I
I
I
I
I
II
II
I
I
II
II
I
I
II
II
注記1 材料グループ番号欄の上の欄は規定材料,下の欄は参考材料を示す。それぞれ表5及び表6を参照。
注記2 フランジの種類は,表1を参照。
注記3 圧力−温度基準の記号I,II及びIIIは,表11を参照。
22
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−ガスケット座の寸法
単位 mm
呼び径
平面座(RF)
呼び圧力
5K
10K
16K,20K
30K
40K,63K
A
g
f
g
f
g
f
g
f
g
f
10
15
20
39
44
49
1
1
1
46
51
56
1
1
1
46
51
56
1
1
1
52
55
60
1
1
1
52
55
60
1
1
1
25
32
40
59
70
75
1
2
2
67
76
81
1
2
2
67
76
81
1
2
2
70
80
90
1
2
2
70
80
90
1
2
2
50
65
80
85
110
121
2
2
2
96
116
126
2
2
2
96
116
132
2
2
2
105
130
140
2
2
2
105
130
140
2
2
2
90
100
125
131
141
176
2
2
2
136
151
182
2
2
2
145
160
195
2
2
2
150
160
195
2
2
2
150
165
200
2
2
2
150
175
200
206
232
252
2
2
2
212
237
262
2
2
2
230
−
275
2
−
2
235
−
280
2
−
2
240
−
290
2
−
2
225
250
300
277
317
360
2
2
3
282
324
368
2
2
3
−
345
395
−
2
3
−
345
405
−
2
3
−
355
410
−
2
3
350
400
450
403
463
523
3
3
3
413
475
530
3
3
3
440
495
560
3
3
3
450
510
−
3
3
−
455
515
−
3
3
−
500
550
600
573
630
680
3
3
3
585
640
690
3
3
3
615
670
720
3
3
3
−
−
−
−
−
−
−
−
−
−
−
−
650
700
750
735
785
840
3
3
3
740
800
855
3
3
3
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
800
850
900
890
940
990
3
3
3
905
955
1 005
3
3
3
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
1000
1100
1200
1 090
1 200
1 305
3
3
3
1 110
1 220
1 325
3
3
3
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
−
1350
1500
1 460
1 615
3
3
1 480
1 635
3
3
−
−
−
−
−
−
−
−
−
−
−
−
注記1 全面座(FF)のD寸法は,表14〜表17のフランジの外径Dによる。
注記2 フランジの厚さt及びフランジの全長Tは,表14〜表21による。
23
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表13−ガスケット座の寸法(続き)
単位 mm
呼び径
はめ込み形(MF)a)
溝形(TG)a)
メール座
(MF-M)
フィメール座
(MF-F)b)
タング座
(TG-T)
グルーブ座
(TG-G)b)
A
C3 c)
f3
C4 c)
f4
C1 c)
C3 c)
f3
C2 c)
C4 c)
f4
10
15
20
38
42
50
6
6
6
39
43
51
5
5
5
28
32
38
38
42
50
6
6
6
27
31
37
39
43
51
5
5
5
25
32
40
60
70
75
6
6
6
61
71
76
5
5
5
45
55
60
60
70
75
6
6
6
44
54
59
61
71
76
5
5
5
50
65
80
90
110
120
6
6
6
91
111
121
5
5
5
70
90
100
90
110
120
6
6
6
69
89
99
91
111
121
5
5
5
90
100
125
130
145
175
6
6
6
131
146
176
5
5
5
110
125
150
130
145
175
6
6
6
109
124
149
131
146
176
5
5
5
150
175
200
215 (212)
−
260
6
−
6
216 (213)
−
261
5
−
5
190 (187)
−
230
215 (212)
−
260
6
−
6
189 (186)
−
229
216 (213)
−
261
5
−
5
225
250
300
−
325
375 (370)
−
6
6
−
326
376 (371)
−
5
5
−
295
340
−
325
375 (370)
−
6
6
−
294
339
−
326
376 (371)
−
5
5
350
400
450
415
475
523
6
6
6
416
476
524
5
5
5
380
440
483
415
475
523
6
6
6
379
439
482
416
476
524
5
5
5
500
550
600
575
625
675
6
6
6
576
626
676
5
5
5
535
585
635
575
625
675
6
6
6
534
584
634
576
626
676
5
5
5
650
700
750
727
777
832
6
6
6
728
778
833
5
5
5
682
732
787
727
777
832
6
6
6
681
731
786
728
778
833
5
5
5
800
850
900
882
934
987
6
6
6
883
935
988
5
5
5
837
889
937
882
934
987
6
6
6
836
888
936
883
935
988
5
5
5
1000
1100
1200
1 092
1 192
1 292
6
6
6
1 094
1 194
1 294
5
5
5
1 042
1 142
1 237
1 092
1 192
1 292
6
6
6
1 040
1 140
1 235
1 094
1 194
1 294
5
5
5
1350
1500
1 442
1 592
6
6
1 444
1 594
5
5
1 387
1 537
1 442
1 592
6
6
1 385
1 535
1 444
1 594
5
5
注記2 フランジの厚さt及びフランジの全長Tは,表14〜表21による。
注a) はめ込み形(MF)及び溝形(TG)は,呼び圧力5K及び10K薄形のフランジには適用しない。
b) フィメール座(MF-F)及びグルーブ座(TG-G)のg寸法は,平面座(RF)のg寸法による。ただし,呼び
圧力10Kについては,図の想像線で示す形状とする。
c) 括弧内の寸法は,呼び圧力10Kのフランジに限って適用する。
24
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−呼び圧力5Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
ソケ
ット
の深
さ
ねじの
呼び
平面座
フラン
ジの外
径
ボルト穴
中心円の
径
ボルト穴
の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
(参考)
D
C
h
d0
d0
d a)
d
S
g
f
A
SOP,SOH,SW,LJ,TR,WN,IT,BL
SOP,
SOH,
SW
LJ
SW,
WN
IT
SW
TR
WN,IT
10
15
20
75
80
85
55
60
65
12
12
12
4
4
4
M10
M10
M10
17.8
22.2
27.7
−
23.4
28.9
12.7
16.1
21.6
10
15
20
10
10
13
Rc 3/8
Rc 1/2
Rc 3/4
39
44
49
1
1
1
25
32
40
95
115
120
75
90
95
12
15
15
4
4
4
M10
M12
M12
34.5
43.2
49.1
35.6
44.3
50.4
27.6
35.7
41.6
25
32
40
13
13
13
Rc 1
Rc 1 1/4
Rc 1 1/2
59
70
75
1
2
2
50
65
80
130
155
180
105
130
145
15
15
19
4
4
4
M12
M12
M16
61.1
77.1
90.0
62.7
78.7
91.6
52.9
67.9
80.7
50
65
80
16
16
16
Rc 2
Rc 2 1/2
Rc 3
85
110
121
2
2
2
90
100
125
190
200
235
155
165
200
19
19
19
4
8
8
M16
M16
M16
102.6
115.4
141.2
104.1
116.9
143.0
93.2
105.3
130.8
90
100
125
−
−
−
−
Rc 4
Rc 5
131
141
176
2
2
2
150
175
200
265
300
320
230
260
280
19
23
23
8
8
8
M16
M20
M20
166.6
192.1
218.0
168.4
−
219.5
155.2
180.1
204.7
150
175
200
−
−
−
Rc 6
−
−
206
232
252
2
2
2
225
250
300
345
385
430
305
345
390
23
23
23
12
12
12
M20
M20
M20
243.7
269.5
321.0
−
271.7
322.8
229.4
254.2
304.7
225
250
300
−
−
−
−
−
−
277
317
360
2
2
3
350
400
450
480
540
605
435
495
555
25
25
25
12
16
16
M22
M22
M22
358.1
409
460
360.2
411.2
462.3
339.8
390.6
441.4
340
400
450
−
−
−
−
−
−
403
463
523
3
3
3
500
550
600
655
720
770
605
665
715
25
27
27
20
20
20
M22
M24
M24
511
562
613
514.4
565.2
616.0
492.2
543.0
593.8
500
550
600
−
−
−
−
−
−
573
630
680
3
3
3
650
700
750
825
875
945
770
820
880
27
27
33
24
24
24
M24
M24
M30
664
715
766
−
−
−
644.6
695.4
746.2
650
700
750
−
−
−
−
−
−
735
785
840
3
3
3
800
850
900
995
1 045
1 095
930
980
1 030
33
33
33
24
24
24
M30
M30
M30
817
868
919
−
−
−
797.0
847.8
898.6
800
850
900
−
−
−
−
−
−
890
940
990
3
3
3
1000
1100
1200
1 195
1 305
1 420
1 130
1 240
1 350
33
33
33
28
28
32
M30
M30
M30
1 021
1 122
1 224
−
−
−
1 000.2
1 098.6
1 200.2
1 000
1 100
1 200
−
−
−
−
−
−
1 090
1 200
1 305
3
3
3
1350
1500
1 575
1 730
1 505
1 660
33
33
32
36
M30
M30
1 376
1 529
−
−
1 346.2
1 498.6
1 350
1 500
−
−
−
−
1 460
1 615
3
3
注a) 接合する鋼管の内径によって調整する。
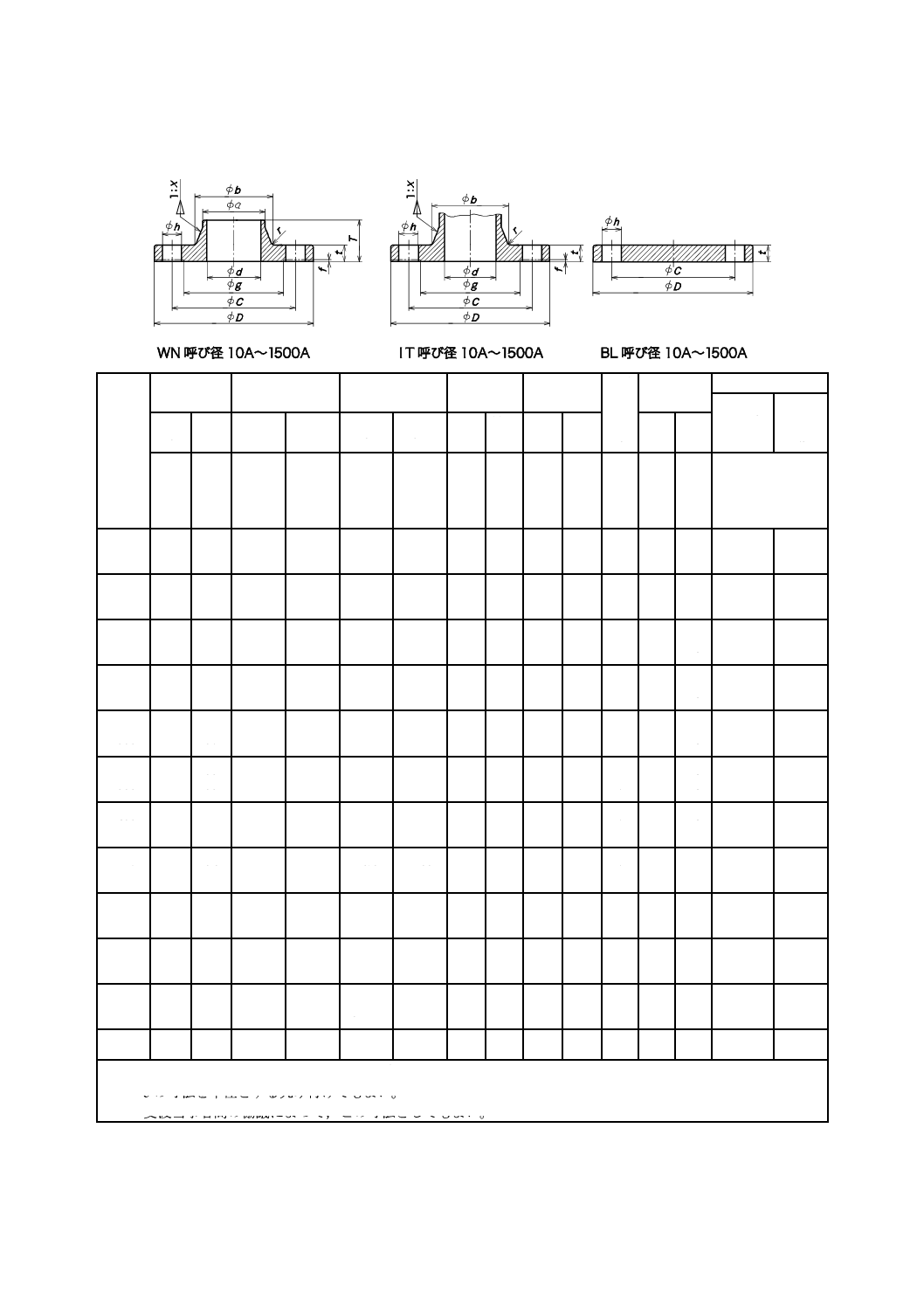
25
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−呼び圧力5Kフランジの寸法(続き)
単位 mm
呼び径
フランジ
の厚さ
ハブの径
小径側
ハブの径
大径側
ハブの
テーパ
フランジの
全長
面取
りc)
すみ肉の
半径
WNの代替寸法d)
フランジ
の厚さ
ハブの
テーパ
最小
t
t
a
a
b
b b)
x
x
T
T
c
r
r b)
t
x
A
BL
以外
BL
SOH,
SW,LJ,
TR
WN
SOH,
SW,LJ,
TR
WN,
IT
WN IT
SOH,
SW,
LJ,
TR
WN LJ
SOH,
SW,
LJ,
TR
WN,
IT
WN
10
15
20
9
9
10
9
9
10
23
27
33
17.3
21.7
27.2
26
30
36
26
31
38
1.25
1.25
1.25
1.25
1.25
1.25
13
13
15
24
25
28
−
3
3
4
4
4
4
4
4
−
−
−
−
−
−
25
32
40
10
12
12
10
12
12
41
50
56
34.0
42.7
48.6
44
53
60
46
55
62
1.25
1.25
1.25
1.25
1.25
1.25
17
19
20
30
33
34
3
4
4
4
4
4
4
4
4
−
−
−
−
−
−
50
65
80
14
14
14
14
14
14
69
86
99
60.5
76.3
89.1
73
91
105
73
91
105
1.25
1.25
1.25
1.25
1.25
1.25
24
27
30
36
39
41
4
5
5
4
4
4
4
4
4
−
−
−
−
−
−
90
100
125
14
16
16
14
16
16
−
127
154
101.6
114.3
139.8
−
130
161
117
128
156
1.25
1.25
1.25
1.25
1.25
1.25
−
36
40
41
41
43
5
5
6
−
4
4
4
4
4
−
−
−
−
−
−
150
175
200
18
18
20
18
18
20
182
−
−
165.2
190.7
216.3
189
−
−
184
209
235
1.25
1.25
1.25
1.25
1.25
1.25
40
−
−
49
49
53
6
−
6
4
−
−
4
4
4
−
−
−
−
−
−
225
250
300
20
22
22
20
22
22
−
−
−
241.8
267.4
318.5
−
−
−
261
290
342
1.25
1.25
1.25
1.25
1.25
1.25
−
−
−
54
61
62
−
6
9
−
−
−
4
4
4
−
−
−
−
−
−
350
400
450
24
24
24
24
24
24
−
−
495
355.6
406.4
457.2
−
−
500
385
438
491
1.25
1.25
1.25
1.25
1.25
1.25
−
−
40
73
76
79
9
9
9
−
−
5
4
4
5
−
−
−
−
−
−
500
550
600
24
26
26
24
26
26
546
597
648
508.0
558.8
609.6
552
603
654
541
593
643
1.25
1.25
1.25
1.25
1.25
1.25
40
42
44
79
81
81
9
9
9
5
5
5
5
5
5
−
−
−
−
−
−
650
700
750
26
26
28
28
30
32
702
751
802
660.4
711.2
762.0
708
758
810
698
748
802
1.25
1.5
1.5
1.25
1.5
1.5
48
48
52
85
94
100
−
−
−
5
5
5
5
5
5
−
36
38
−
1.25
1.25
800
850
900
28
28
30
34
36
36
854
904
956
812.8
863.6
914.4
862
912
964
852
902
952
1.5
1.75
1.75
1.5
1.75
1.75
52
54
56
100
108
108
−
−
−
5
5
5
5
5
5
38
38
40
1.25
1.5
1.5
1000
1100
1200
32
32
34
40
44
48
1 058
1 158
1 260
1 016.0
1 117.6
1 219.2
1 066
1 170
1 272
1 052
1 162
1 272
2
2
2
2
2
2
60
71
77
116
136
155
−
−
−
5
7
7
5
8
8
50
56
62
1.5
1.5
1.5
1350
1500
34
36
54
58
1 414
1 568
1 371.6
1 524.0
1 426
1 580
1 427
1 582
2
2
2
2
80
86
164
172
−
−
7
7
8
10
62
66
1.5
1.5
注b) ITフランジについては,この寸法は参考である。
c) cの寸法を半径とする丸み付けでもよい。
d) 受渡当事者間の協議によって,この寸法としてもよい。
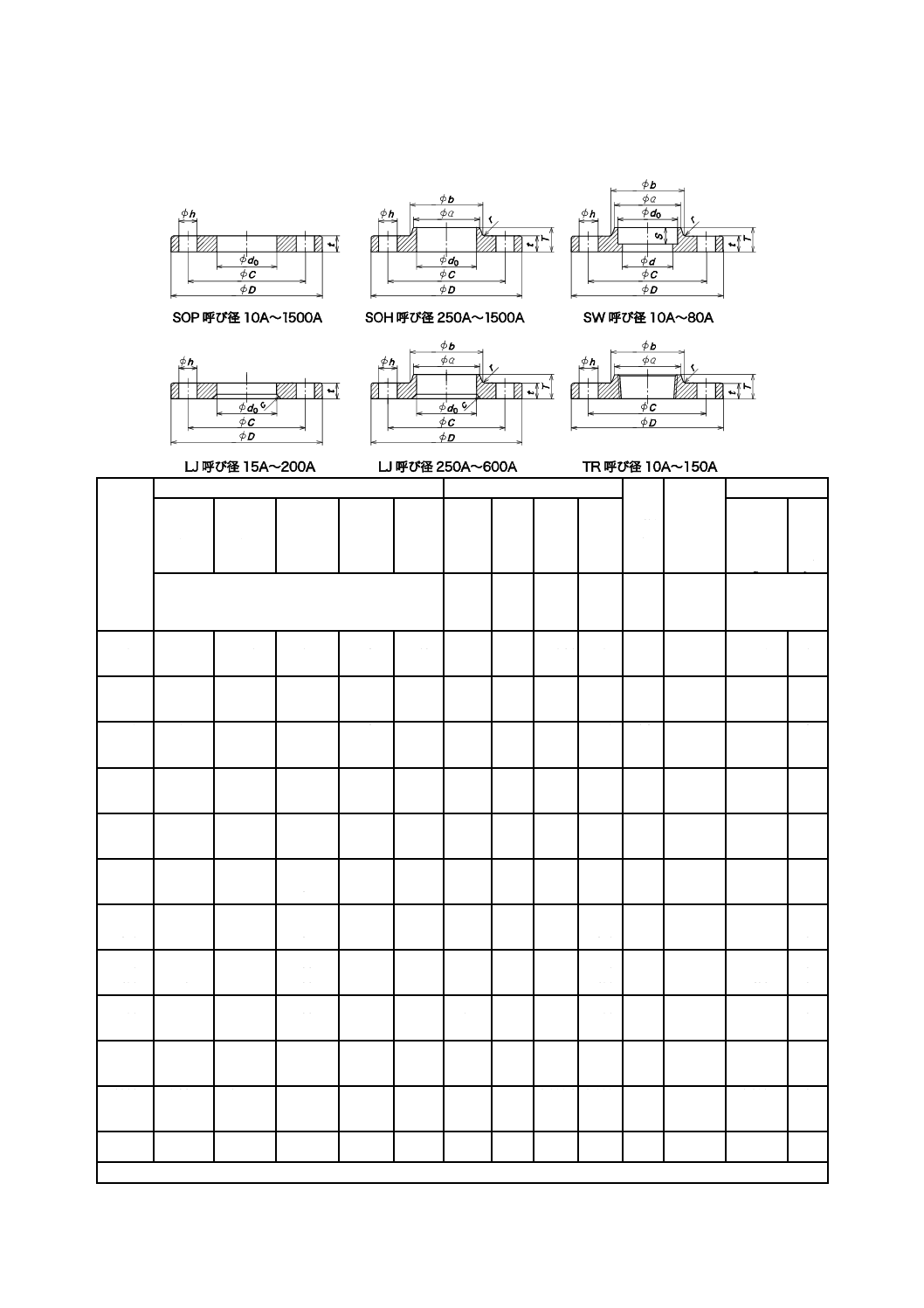
26
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表15−呼び圧力10Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
ソケ
ット
の深
さ
ねじの
呼び
平面座
フラン
ジの外
径
ボルト穴
中心円の
径
ボルト穴
の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
(参考)
D
C
h
d0
d0
d a)
d
S
g
f
A
SOP,SOH,SW,LJ,TR,WN,IT,BL
SOP,
SOH,
SW
LJ
SW,
WN
IT
SW
TR
WN,IT
10
15
20
90
95
100
65
70
75
15
15
15
4
4
4
M12
M12
M12
17.8
22.2
27.7
−
23.4
28.9
12.7
16.1
21.6
10
15
20
10
10
13
Rc 3/8
Rc 1/2
Rc 3/4
46
51
56
1
1
1
25
32
40
125
135
140
90
100
105
19
19
19
4
4
4
M16
M16
M16
34.5
43.2
49.1
35.6
44.3
50.4
27.6
35.7
41.6
25
32
40
13
13
13
Rc 1
Rc 1 1/4
Rc 1 1/2
67
76
81
1
2
2
50
65
80
155
175
185
120
140
150
19
19
19
4
4
8
M16
M16
M16
61.1
77.1
90.0
62.7
78.7
91.6
52.9
67.9
80.7
50
65
80
16
16
16
Rc 2
Rc 2 1/2
Rc 3
96
116
126
2
2
2
90
100
125
195
210
250
160
175
210
19
19
23
8
8
8
M16
M16
M20
102.6
115.4
141.2
104.1
116.9
143.0
93.2
105.3
130.8
90
100
125
−
−
−
−
Rc 4
Rc 5
136
151
182
2
2
2
150
175
200
280
305
330
240
265
290
23
23
23
8
12
12
M20
M20
M20
166.6
192.1
218.0
168.4
−
219.5
155.2
180.1
204.7
150
175
200
−
−
−
Rc 6
−
−
212
237
262
2
2
2
225
250
300
350
400
445
310
355
400
23
25
25
12
12
16
M20
M22
M22
243.7
269.5
321.0
−
271.7
322.8
229.4
254.2
304.7
225
250
300
−
−
−
−
−
−
282
324
368
2
2
3
350
400
450
490
560
620
445
510
565
25
27
27
16
16
20
M22
M24
M24
358.1
409
460
360.2
411.2
462.3
339.8
390.6
441.4
340
400
450
−
−
−
−
−
−
413
475
530
3
3
3
500
550
600
675
745
795
620
680
730
27
33
33
20
20
24
M24
M30
M30
511
562
613
514.4
565.2
616.0
492.2
543.0
593.8
500
550
600
−
−
−
−
−
−
585
640
690
3
3
3
650
700
750
845
905
970
780
840
900
33
33
33
24
24
24
M30
M30
M30
664
715
766
−
−
−
644.6
695.4
746.2
650
700
750
−
−
−
−
−
−
740
800
855
3
3
3
800
850
900
1 020
1 070
1 120
950
1 000
1 050
33
33
33
28
28
28
M30
M30
M30
817
868
919
−
−
−
797.0
847.8
898.6
800
850
900
−
−
−
−
−
−
905
955
1 005
3
3
3
1000
1100
1200
1 235
1 345
1 465
1 160
1 270
1 380
39
39
39
28
28
32
M36
M36
M36
1 021
1 122
1 224
−
−
−
1 000.2
1 098.6
1 200.2
1 000
1 100
1 200
−
−
−
−
−
−
1 110
1 220
1 325
3
3
3
1350
1500
1 630
1 795
1 540
1 700
45
45
36
40
M42
M42
1 376
1 529
−
−
1 346.2
1 498.6
1 350
1 500
−
−
−
−
1 480
1 635
3
3
注a) 接合する鋼管の内径によって調整する。
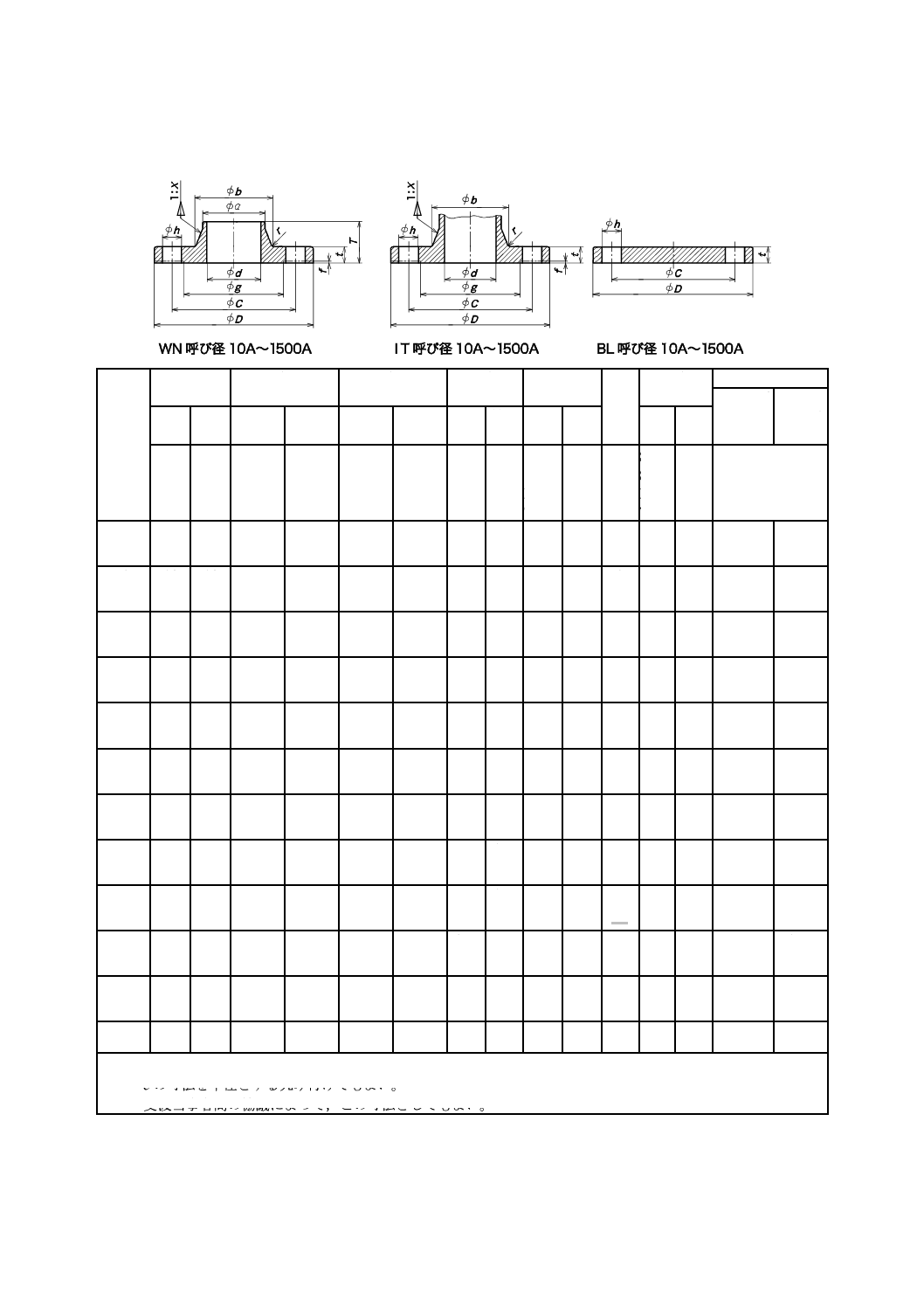
27
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表15−呼び圧力10Kフランジの寸法(続き)
単位 mm
呼び径
フランジ
の厚さ
ハブの径
小径側
ハブの径
大径側
ハブの
テーパ
フランジ
の全長
面取
りc)
すみ肉の
半径
WNの代替寸法d)
フランジ
の厚さ
ハブの
テーパ
最小
t
t
a
a
b
b b)
x
x
T
T
c
r
r b)
t
x
A
BL
以外
BL
SOH,
SW,LJ,
TR
WN
SOH,
SW,LJ,
TR
WN,
IT
WN IT
SOH,
SW,
LJ,
TR
WN LJ
SOH,
SW,
LJ,
TR
WN,
IT
WN
10
15
20
12
12
14
12
12
14
23
27
33
17.3
21.7
27.2
26
30
36
28
33
38
1.25
1.25
1.25
1.25
1.25
1.25
16
16
20
29
31
32
−
3
3
4
4
4
4
4
4
−
−
−
−
−
−
25
32
40
14
16
16
14
16
16
41
50
56
34.0
42.7
48.6
44
53
60
47
56
62
1.25
1.25
1.25
1.25
1.25
1.25
20
22
24
36
38
38
3
4
4
4
4
4
4
4
4
−
−
−
−
−
−
50
65
80
16
18
18
16
18
18
69
86
99
60.5
76.3
89.1
73
91
105
75
92
105
1.25
1.25
1.25
1.25
1.25
1.25
24
27
30
40
44
45
4
5
5
4
4
4
4
4
5
−
−
−
−
−
−
90
100
125
18
18
20
18
18
20
−
127
154
101.6
114.3
139.8
−
130
161
117
130
156
1.25
1.25
1.25
1.25
1.25
1.25
−
36
40
45
45
47
5
5
6
−
4
4
5
5
5
−
−
−
−
−
−
150
175
200
22
22
22
22
22
22
182
−
−
165.2
190.7
216.3
189
−
−
184
210
238
1.25
1.25
1.25
1.25
1.25
1.25
40
−
−
53
55
58
6
−
6
4
−
−
5
5
5
−
−
−
−
−
−
225
250
300
22
24
24
22
24
24
−
288
340
241.8
267.4
318.5
−
292
346
261
292
345
1.25
1.25
1.25
1.25
1.25
1.25
−
36
38
58
65
68
−
6
9
−
6
6
5
6
6
−
−
−
−
−
−
350
400
450
26
28
30
26
28
30
380
436
496
355.6
406.4
457.2
386
442
502
388
442
495
1.25
1.25
1.25
1.25
1.25
1.25
42
44
48
79
85
90
9
9
9
6
6
6
6
6
6
−
−
−
−
−
−
500
550
600
30
32
32
30
34
36
548
604
656
508.0
558.8
609.6
554
610
662
546
597
648
1.5
1.75
1.75
1.5
1.75
1.75
48
52
52
99
111
112
9
9
9
6
6
6
6
6
6
40
42
42
1.25
1.5
1.5
650
700
750
34
34
36
38
40
44
706
762
816
660.4
711.2
762.0
712
770
824
700
754
807
1.75
2
2
1.75
2
2
56
58
62
116
132
139
−
−
−
6
6
6
6
6
6
44
56
60
1.5
1.5
1.5
800
850
900
36
36
38
46
48
50
868
920
971
812.8
863.6
914.4
876
928
979
858
908
959
2
2
2
2
2
2
64
66
70
139
139
140
−
−
−
6
6
6
6
6
6
60
60
62
1.5
1.5
1.5
1000
1100
1200
40
42
44
56
62
66
1 073
1 175
1 278
1 016.0
1 117.6
1 219.2
1 081
1 185
1 290
1 065
1 174
1 281
2
2
2
2
2
2
74
95
101
151
170
182
−
−
−
6
8
8
6
10
10
66
72
76
1.5
1.5
1.5
1350
1500
48
50
74
82
1 432
1 585
1 371.6
1 524.0
1 450
1 605
1 438
1 598
2
2
2
2
110
123
200
218
−
−
8
8
10
12
82
88
1.5
1.5
注b) ITフランジについては,この寸法は参考である。
c) cの寸法を半径とする丸み付けでもよい。
d) 受渡当事者間の協議によって,この寸法としてもよい。
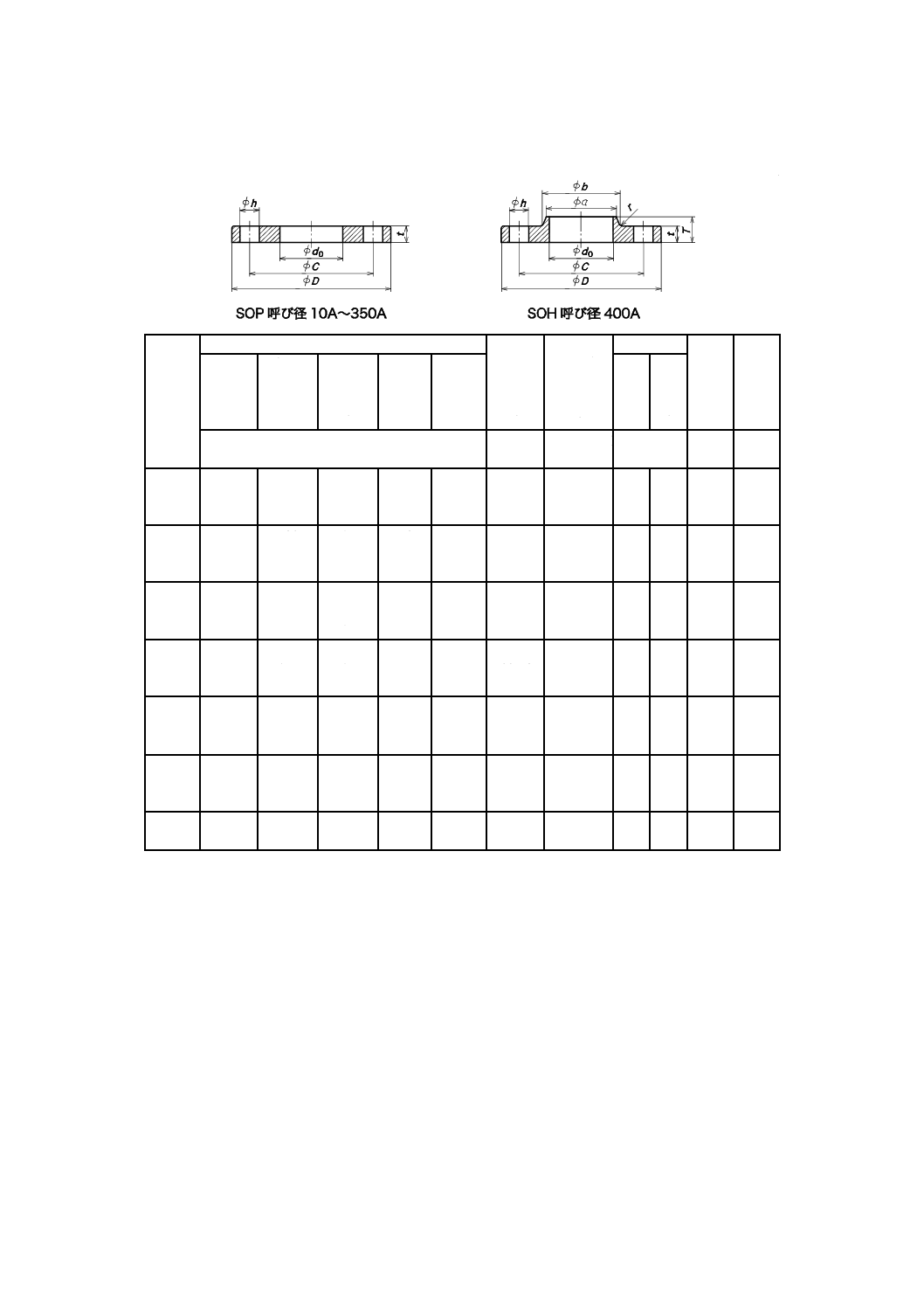
28
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表16−呼び圧力10K薄形フランジの寸法
単位 mm
呼び径
接合寸法
内径
フランジ
の厚さ
ハブの径 フラン
ジの全
長
すみ
肉の
半径
フラン
ジの外
径
ボルト
穴中心
円の径
ボルト
穴の径
ボルト
の本数
ボルト
のねじ
の呼び
D
C
h
d0
t
a
b
T
r
A
SOP,SOH
SOP,
SOH
SOP,SOH SOH
SOH
SOH
10
15
20
90
95
100
65
70
75
12
12
12
4
4
4
M10
M10
M10
17.8
22.2
27.7
9
9
10
−
−
−
−
−
−
−
−
−
−
−
−
25
32
40
125
135
140
90
100
105
15
15
15
4
4
4
M12
M12
M12
34.5
43.2
49.1
12
12
12
−
−
−
−
−
−
−
−
−
−
−
−
50
65
80
155
175
185
120
140
150
15
15
15
4
4
8
M12
M12
M12
61.1
77.1
90.0
14
14
14
−
−
−
−
−
−
−
−
−
−
−
−
90
100
125
195
210
250
160
175
210
15
15
19
8
8
8
M12
M12
M16
102.6
115.4
141.2
14
16
18
−
−
−
−
−
−
−
−
−
−
−
−
150
175
200
280
305
330
240
265
290
19
19
19
8
12
12
M16
M16
M16
166.6
192.1
218.0
18
20
20
−
−
−
−
−
−
−
−
−
−
−
−
225
250
300
350
400
445
310
355
400
19
23
23
12
12
16
M16
M20
M20
243.7
269.5
321.0
20
22
22
−
−
−
−
−
−
−
−
−
−
−
−
350
400
490
560
445
510
23
25
16
16
M20
M22
358.1
409
24
24
−
436
−
442
−
36
−
5
29
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
白 紙
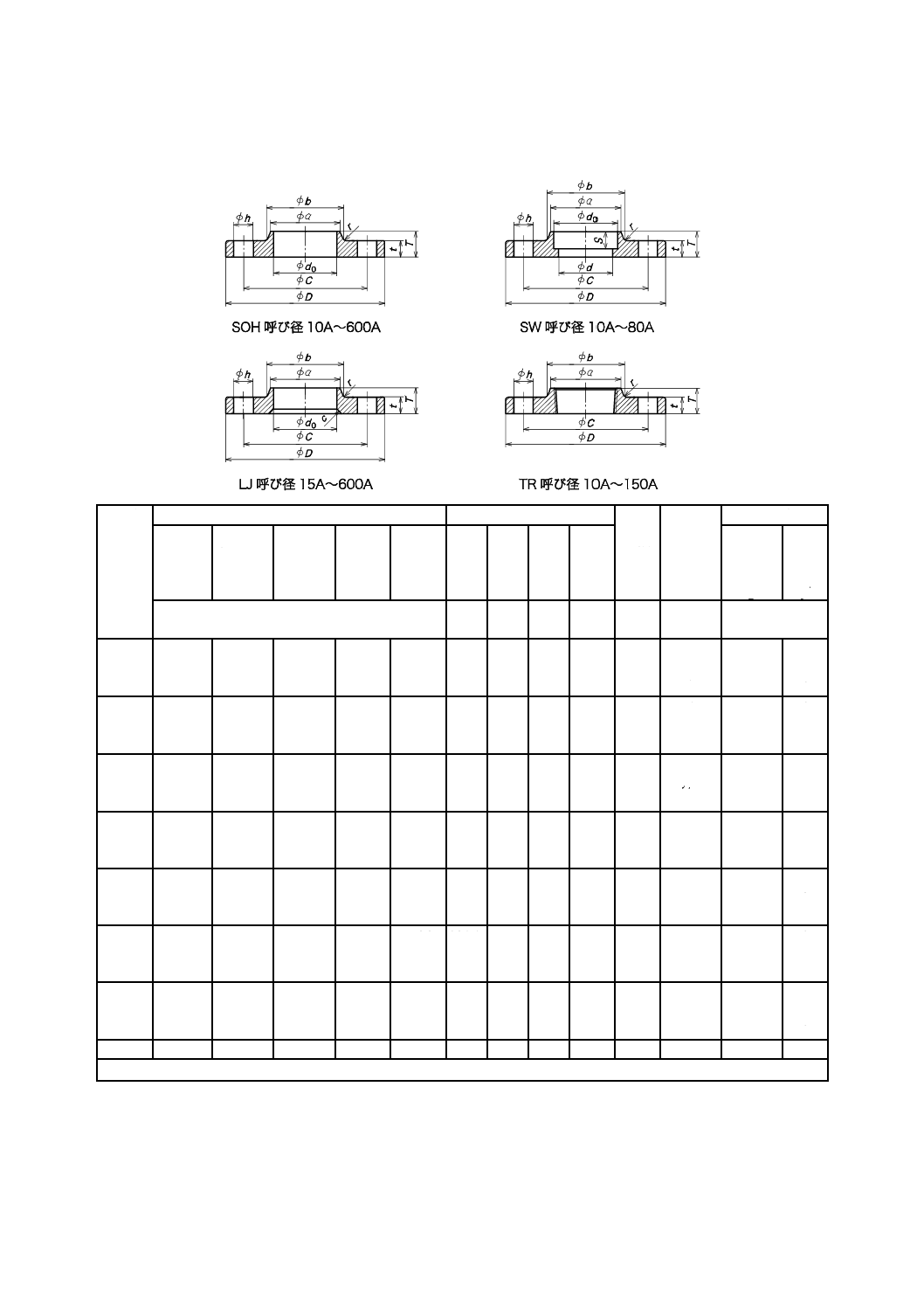
30
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表17−呼び圧力16Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
ソケ
ット
の深
さ
ねじの
呼び
平面座
フラン
ジの外
径
ボルト穴
中心円の
径
ボルト穴
の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
(参考)
D
C
h
d0
d0
d a)
d
S
g
f
A
SOH,SW,LJ,TR,WN,IT,BL
SOH,
SW
LJ
SW,
WN
IT
SW
TR
WN,IT
10
15
20
90
95
100
65
70
75
15
15
15
4
4
4
M12
M12
M12
17.8
22.2
27.7
−
23.4
28.9
12.7
16.1
21.4
10
15
20
10
10
13
Rc 3/8
Rc 1/2
Rc 3/4
46
51
56
1
1
1
25
32
40
125
135
140
90
100
105
19
19
19
4
4
4
M16
M16
M16
34.5
43.2
49.1
35.6
44.3
50.4
27.2
35.5
41.2
25
32
40
13
13
13
Rc 1
Rc 1 1/4
Rc 1 1/2
67
76
81
1
2
2
50
65
80
155
175
200
120
140
160
19
19
23
8
8
8
M16
M16
M20
61.1
77.1
90.0
62.7
78.7
91.6
52.7
65.9
78.1
50
65
80
16
16
16
Rc 2
Rc 2 1/2
Rc 3
96
116
132
2
2
2
90
100
125
210
225
270
170
185
225
23
23
25
8
8
8
M20
M20
M22
102.6
115.4
141.2
104.1
116.9
143.0
90.2
102.3
126.6
90
100
125
−
−
−
−
Rc 4
Rc 5
145
160
195
2
2
2
150
200
250
305
350
430
260
305
380
25
25
27
12
12
12
M22
M22
M24
166.6
218.0
269.5
168.4
219.5
271.7
151.0
199.9
248.8
150
200
250
−
−
−
Rc 6
−
−
230
275
345
2
2
2
300
350
400
480
540
605
430
480
540
27
33
33
16
16
16
M24
M30×3
M30×3
321.0
358.1
409
322.8
360.2
411.2
297.9
333.4
381.0
300
335
380
−
−
−
−
−
−
395
440
495
3
3
3
450
500
550
675
730
795
605
660
720
33
33
39
20
20
20
M30×3
M30×3
M36×3
460
511
562
462.3
514.4
565.2
431.8
482.6
533.4
430
480
530
−
−
−
−
−
−
560
615
670
3
3
3
600
845
770
39
24
M36×3 613
616.0 584.2 580
−
−
720
3
注a) 接合する鋼管の内径によって調整する。
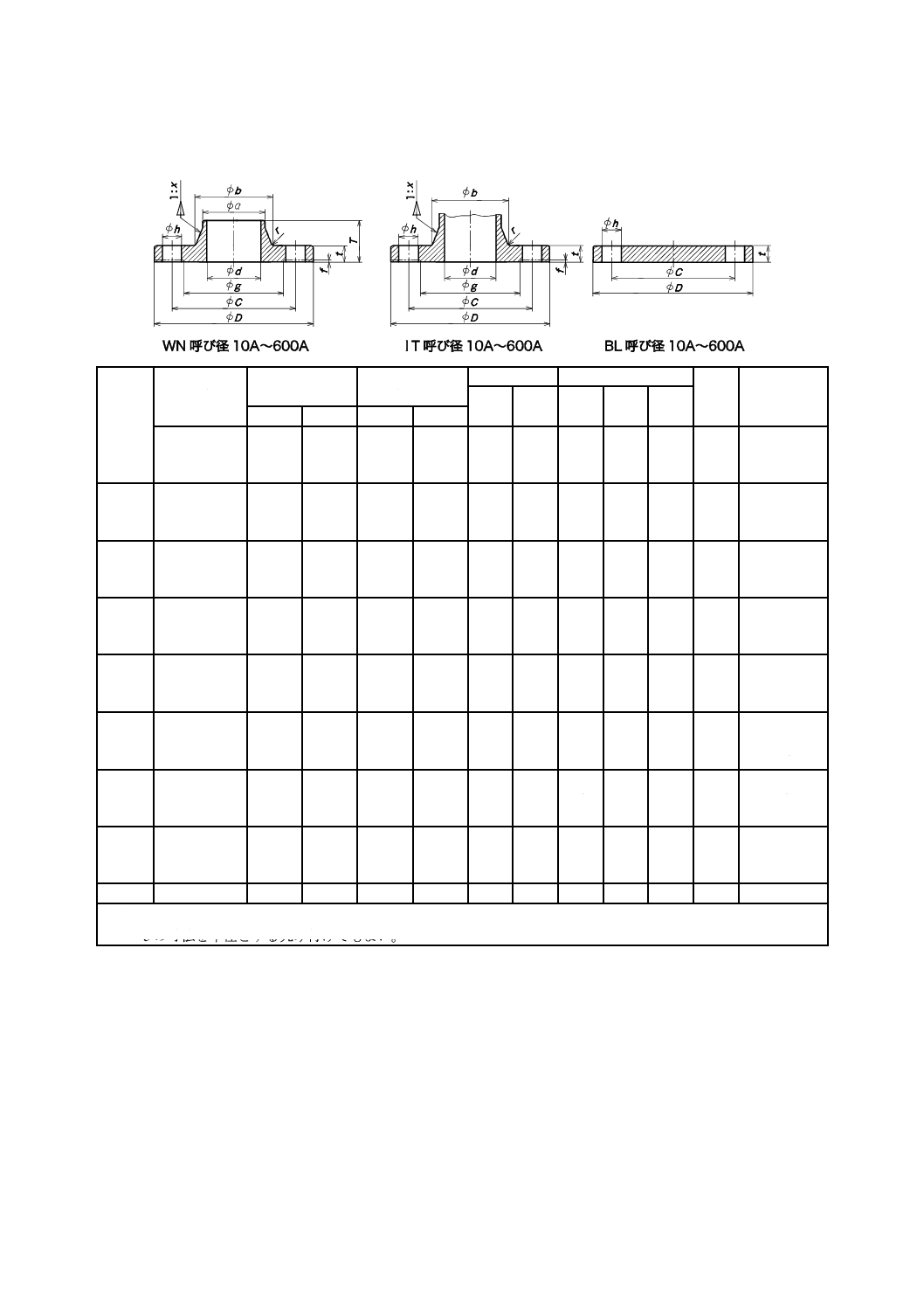
31
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表17−呼び圧力16Kフランジの寸法(続き)
単位 mm
呼び径
フランジの
厚さ
ハブの径
小径側
ハブの径
大径側
ハブのテーパ
フランジの全長
面取
りc)
すみ肉の半径
最小
t
a
a
b
b b)
x
x
T
T
T
c
r b)
A
SOH,SW,LJ,
TR,WN,IT,
BL
SOH,
SW,LJ,
TR
WN
SOH,
SW,LJ,
TR
WN,IT WN
IT
SOH,
SW,
LJ
TR
WN
LJ
SOH,SW,LJ,
TR,WN,IT
10
15
20
12
12
14
26
30
38
17.3
21.7
27.2
28
32
42
29
34
39
1.25
1.25
1.25
1.25
1.25
1.25
16
16
20
16
16
20
31
32
34
−
3
3
4
4
4
25
32
40
14
16
16
46
56
62
34.0
42.7
48.6
50
60
66
47
56
62
1.25
1.25
1.25
1.25
1.25
1.25
20
22
24
20
22
24
36
39
39
3
4
4
4
5
5
50
65
80
16
18
20
76
94
108
60.5
76.3
89.1
80
98
112
75
92
105
1.25
1.25
1.25
1.25
1.25
1.25
24
26
28
24
27
30
40
46
49
4
5
5
5
5
6
90
100
125
20
22
22
120
134
164
101.6
114.3
139.8
124
138
170
118
134
162
1.25
1.25
1.25
1.25
1.25
1.25
30
34
34
−
36
40
50
56
60
5
5
6
6
6
6
150
200
250
24
26
28
196
244
304
165.2
216.3
267.4
202
252
312
192
244
298
1.25
1.25
1.25
1.25
1.25
1.25
38
40
44
40
−
−
69
73
81
6
6
6
6
6
6
300
350
400
30
34
38
354
398
446
318.5
355.6
406.4
364
408
456
352
398
452
1.25
1.25
1.25
1.25
1.25
1.25
48
52
60
−
−
−
88
104
115
9
9
9
8
8
10
450
500
550
40
42
44
504
558
612
457.2
508.0
558.8
514
568
622
510
561
616
1.25
1.25
1.25
1.25
1.25
1.25
64
68
70
−
−
−
126
128
135
9
9
9
10
10
10
600
46
666
609.6
676
670
1.25
1.25
74
−
141
9
10
注b) ITフランジについては,この寸法は参考である。
c) cの寸法を半径とする丸み付けでもよい。
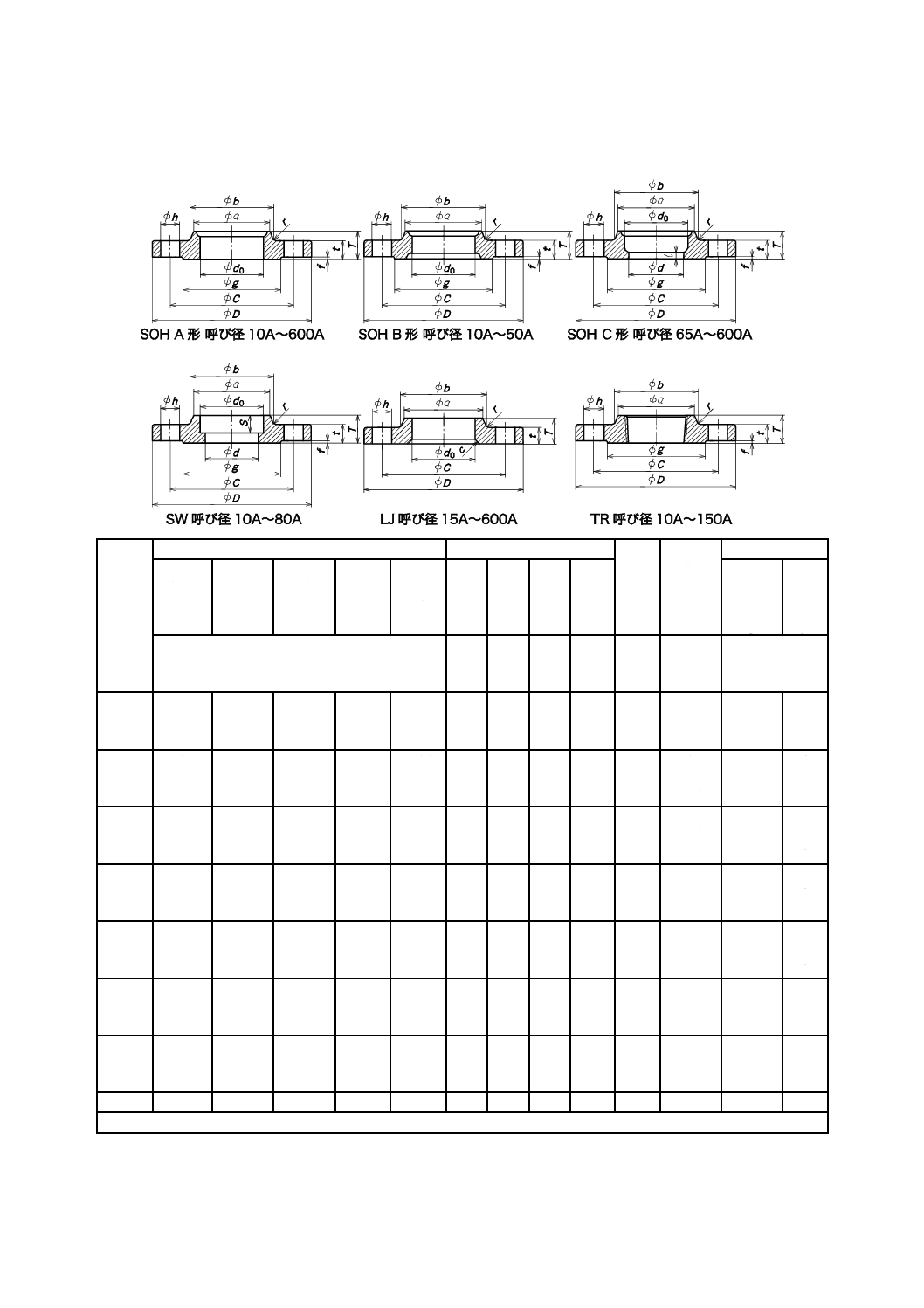
32
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−呼び圧力20Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
ソケ
ット
の深
さ
ねじの
呼び
平面座
フラン
ジの外
径
ボルト穴
中心円の
径
ボルト穴
の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
(参考)
D
C
h
d0
d0
d a)
d
S
g
f
A
SOH,SW,LJ,TR,WN,IT,BL
SOH,
SW
LJ
SOH,
SW,
WN
IT
SW
TR
SOH,SW,TR,
WN,IT,BL
10
15
20
90
95
100
65
70
75
15
15
15
4
4
4
M12
M12
M12
17.8
22.2
27.7
−
23.4
28.9
12.7
16.1
21.4
10
15
20
10
10
13
Rc 3/8
Rc 1/2
Rc 3/4
46
51
56
1
1
1
25
32
40
125
135
140
90
100
105
19
19
19
4
4
4
M16
M16
M16
34.5
43.2
49.1
35.6
44.3
50.4
27.2
35.5
41.2
25
32
40
13
13
13
Rc 1
Rc 1 1/4
Rc 1 1/2
67
76
81
1
2
2
50
65
80
155
175
200
120
140
160
19
19
23
8
8
8
M16
M16
M20
61.1
77.1
90.0
62.7
78.7
91.6
52.7
65.9
78.1
50
65
80
16
16
16
Rc 2
Rc 2 1/2
Rc 3
96
116
132
2
2
2
90
100
125
210
225
270
170
185
225
23
23
25
8
8
8
M20
M20
M22
102.6
115.4
141.2
104.1
116.9
143.0
90.2
102.3
126.6
90
100
125
−
−
−
−
Rc 4
Rc 5
145
160
195
2
2
2
150
200
250
305
350
430
260
305
380
25
25
27
12
12
12
M22
M22
M24
166.6
218.0
269.5
168.4
219.5
271.7
151.0
199.9
248.8
150
200
250
−
−
−
Rc 6
−
−
230
275
345
2
2
2
300
350
400
480
540
605
430
480
540
27
33
33
16
16
16
M24
M30×3
M30×3
321.0
358.1
409
322.8
360.2
411.2
297.9
333.4
381.0
300
335
380
−
−
−
−
−
−
395
440
495
3
3
3
450
500
550
675
730
795
605
660
720
33
33
39
20
20
20
M30×3
M30×3
M36×3
460
511
562
462.3
514.4
565.2
431.8
482.6
533.4
430
480
530
−
−
−
−
−
−
560
615
670
3
3
3
600
845
770
39
24
M36×3 613
616.0 584.2 580
−
−
720
3
注a) 接合する鋼管の内径によって調整する。
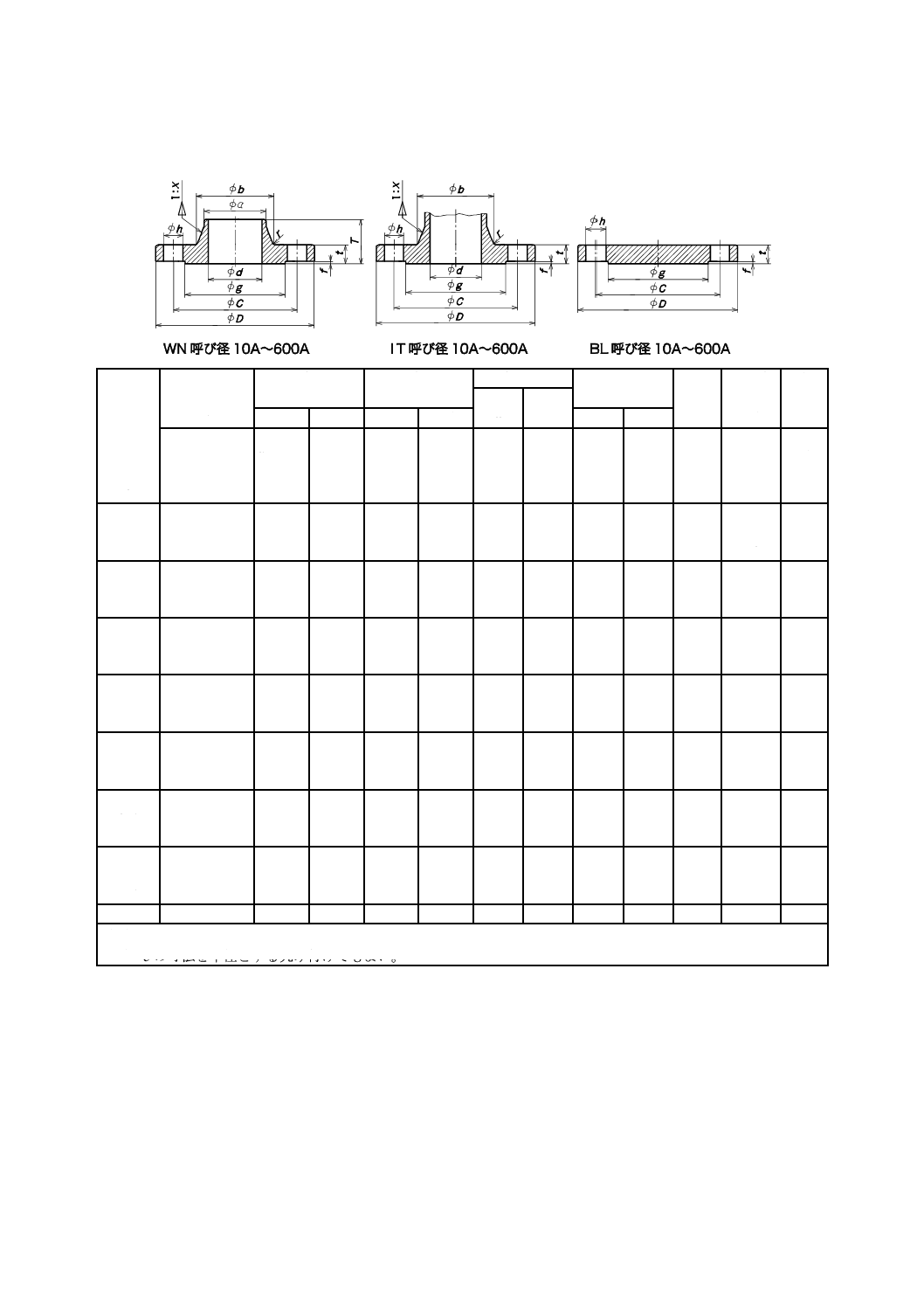
33
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−呼び圧力20Kフランジの寸法(続き)
単位 mm
呼び径
フランジの
厚さ
ハブの径
小径側
ハブの径
大径側
ハブのテーパ
フランジの
全長
面取り
c)
すみ肉
の半径
ストッ
パ
最小
t
a
a
b
b b)
x
x
T
T
c
r b)
l
A
SOH,SW,LJ,
TR,WN,IT,
BL
SOH,
SW,LJ,
TR
WN
SOH,
SW,LJ,
TR
WN,
IT
WN
IT
SOH,
SW,
LJ,TR
WN
LJ
SOH,
SW,LJ,
TR,WN,
IT
SOH
C形
10
15
20
14
14
16
30
34
40
17.3
21.7
27.2
32
36
42
29
34
39
1.25
1.25
1.25
1.25
1.25
1.25
20
20
22
33
34
36
−
3
3
4
4
4
−
−
−
25
32
40
16
18
18
48
56
62
34.0
42.7
48.6
50
60
66
47
56
62
1.25
1.25
1.25
1.25
1.25
1.25
24
26
26
38
41
41
3
4
4
4
5
5
−
−
−
50
65
80
18
20
22
76
100
113
60.5
76.3
89.1
80
104
117
75
92
105
1.25
1.25
1.25
1.25
1.25
1.25
26
30
34
42
48
51
4
5
5
5
5
6
−
6
6
90
100
125
24
24
26
126
138
166
101.6
114.3
139.8
130
142
172
118
134
162
1.25
1.25
1.25
1.25
1.25
1.25
36
36
40
54
58
64
5
5
6
6
6
6
6
6
6
150
200
250
28
30
34
196
244
304
165.2
216.3
267.4
202
252
312
192
244
298
1.25
1.25
1.25
1.25
1.25
1.25
42
46
52
73
77
87
6
6
6
6
6
6
6
6
6
300
350
400
36
40
46
354
398
446
318.5
355.6
406.4
364
408
456
352
398
452
1.25
1.25
1.25
1.25
1.25
1.25
56
62
70
94
110
123
9
9
9
8
8
10
6
6
7
450
500
550
48
50
52
504
558
612
457.2
508.0
558.8
514
568
622
510
561
616
1.25
1.25
1.25
1.25
1.25
1.25
78
84
90
134
136
143
9
9
9
10
10
10
7
7
7
600
54
666
609.6
676
670
1.25
1.25
96
149
9
10
7
注b) ITフランジについては,この寸法は参考である。
c) cの寸法を半径とする丸み付けでもよい。
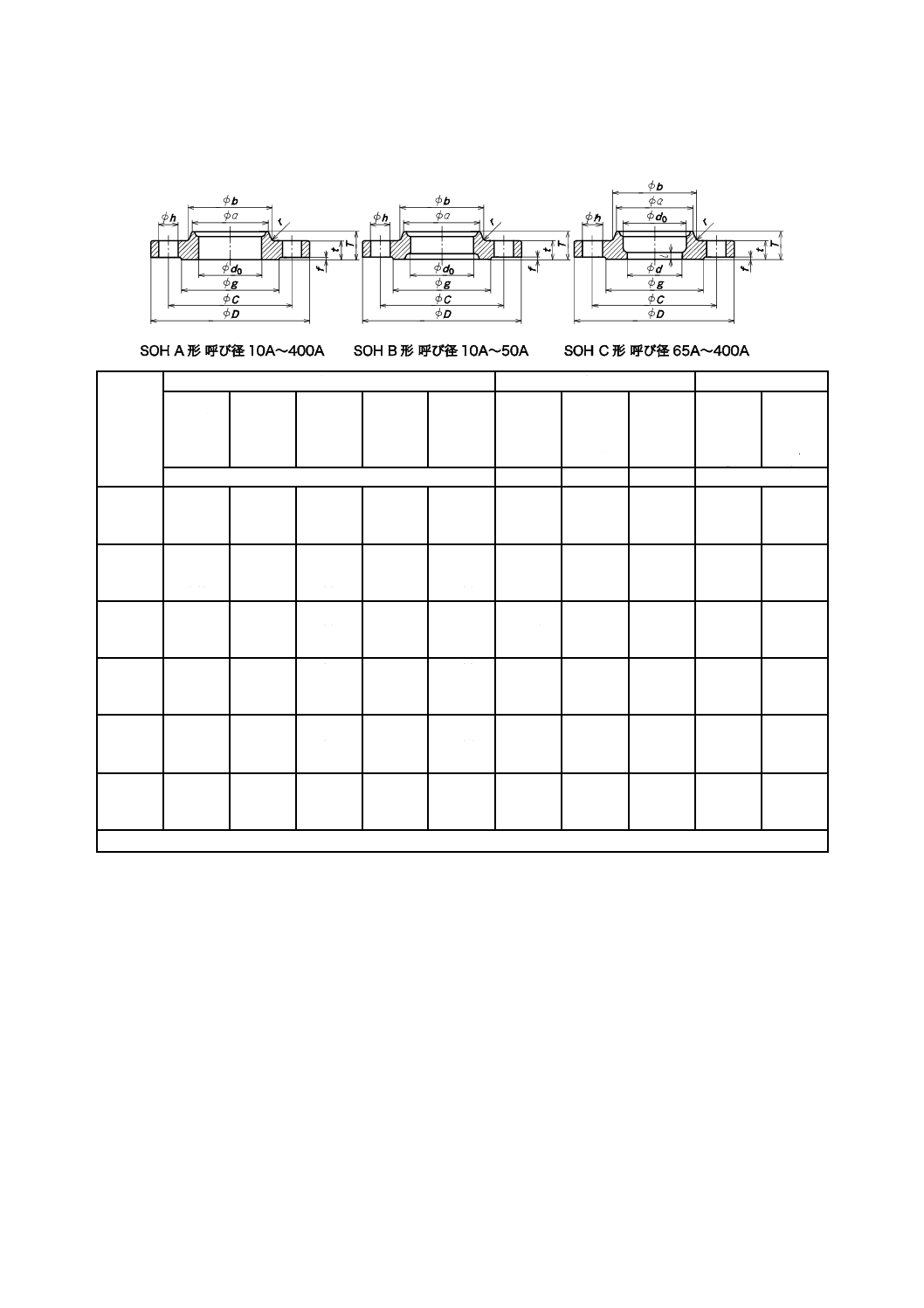
34
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表19−呼び圧力30Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
平面座
フランジ
の外径
ボルト穴
中心円の
径
ボルト穴
の径
ボルトの
本数
ボルトの
ねじの呼
び
径
高さ
(参考)
D
C
h
d0
d a)
d
g
f
A
SOH,WN,IT,BL
SOH
SOH,WN IT
SOH,WN,IT,BL
10
15
20
110
115
120
75
80
85
19
19
19
4
4
4
M16
M16
M16
17.8
22.2
27.7
12.7
16.1
21.4
−
15
20
52
55
60
1
1
1
25
32
40
130
140
160
95
105
120
19
19
23
4
4
4
M16
M16
M20
34.5
43.2
49.1
27.2
35.5
41.2
25
32
40
70
80
90
1
2
2
50
65
80
165
200
210
130
160
170
19
23
23
8
8
8
M16
M20
M20
61.1
77.1
90.0
52.7
65.9
78.1
50
65
80
105
130
140
2
2
2
90
100
125
230
240
275
185
195
230
25
25
25
8
8
8
M22
M22
M22
102.6
115.4
141.2
90.2
102.3
126.6
90
100
125
150
160
195
2
2
2
150
200
250
325
370
450
275
320
390
27
27
33
12
12
12
M24
M24
M30×3
166.6
218.0
269.5
151.0
199.9
248.8
150
200
250
235
280
345
2
2
2
300
350
400
515
560
630
450
495
560
33
33
39
16
16
16
M30×3
M30×3
M36×3
321.0
358.1
409
297.9
333.4
381.0
300
335
380
405
450
510
3
3
3
注a) 接合する鋼管の内径によって調整する。
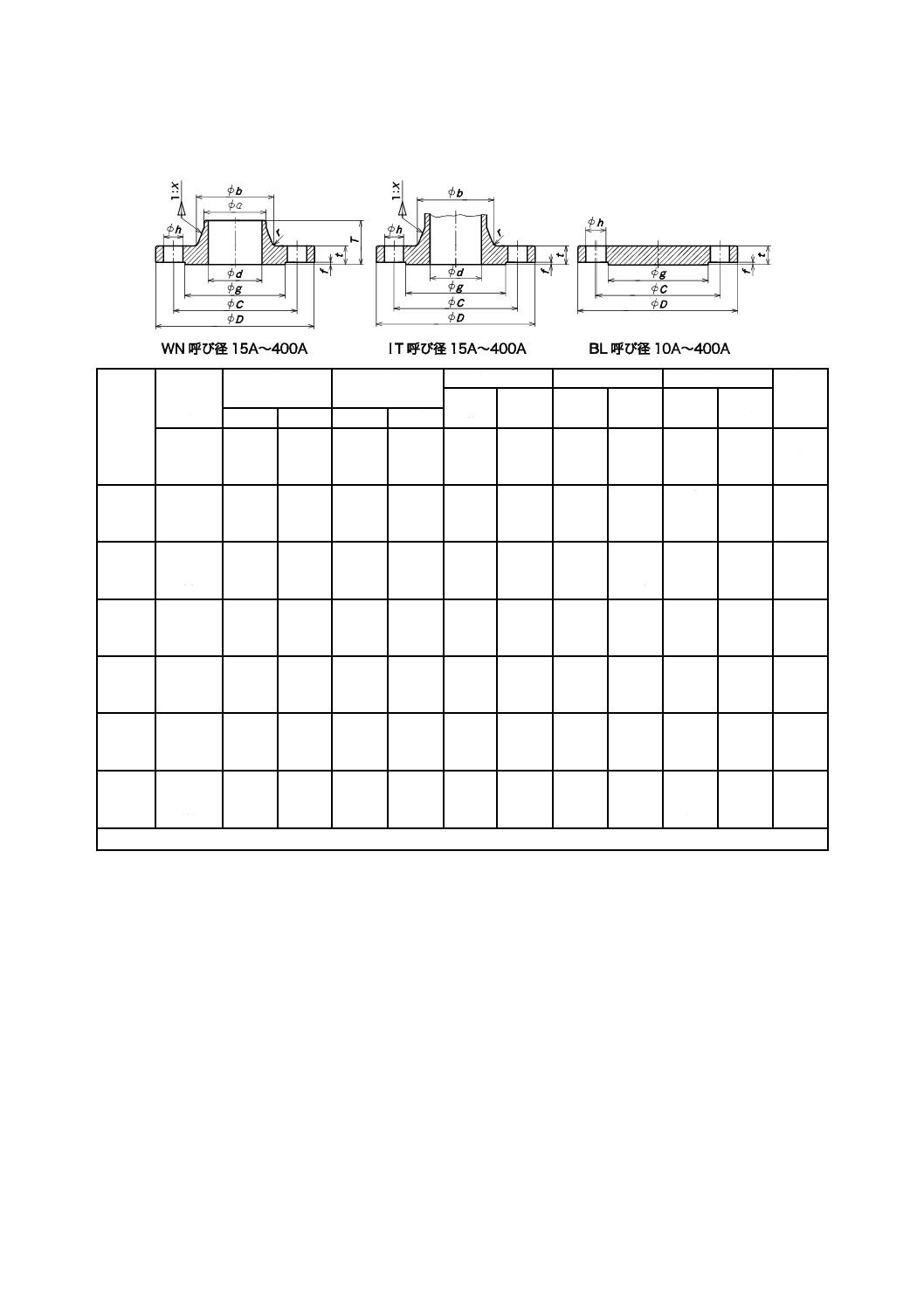
35
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表19−呼び圧力30Kフランジの寸法(続き)
単位 mm
呼び径 フランジ
の厚さ
ハブの径
小径側
ハブの径
大径側
ハブのテーパ
フランジの全長
すみ肉の半径
ストッ
パ
最小
t
a
a
b
b b)
x
x
T
T
r
r b)
l
A
SOH,
WN,IT,
BL
SOH
WN
SOH
WN,IT WN
IT
SOH
WN
SOH
WN,IT SOH
C形
10
15
20
16
18
18
30
36
42
−
21.7
27.2
34
40
46
−
40
44
−
1.25
1.25
−
1.25
1.25
24
26
28
−
45
45
4
5
5
−
6
6
−
−
−
25
32
40
20
22
22
50
60
66
34.0
42.7
48.6
54
64
70
52
62
70
1.25
1.25
1.25
1.25
1.25
1.25
30
32
34
48
52
54
5
6
6
6
6
6
−
−
−
50
65
80
22
26
28
82
102
115
60.5
76.3
89.1
86
106
121
84
104
118
1.25
1.25
1.25
1.25
1.25
1.25
36
40
44
57
69
73
6
8
8
8
8
8
−
6
6
90
100
125
30
32
36
128
141
166
101.6
114.3
139.8
134
147
172
130
142
172
1.25
1.25
1.25
1.25
1.25
1.25
46
48
54
74
76
86
8
8
8
8
8
10
6
6
6
150
200
250
38
42
48
196
248
306
165.2
216.3
267.4
204
256
314
202
254
312
1.25
1.25
1.25
1.25
1.25
1.25
58
64
72
95
102
118
8
8
10
10
10
12
6
6
6
300
350
400
52
54
60
360
402
456
318.5
355.6
406.4
370
412
468
366
406
462
1.25
1.25
1.25
1.25
1.25
1.25
78
84
92
127
134
149
10
12
15
15
15
20
6
6
7
注b) ITフランジについては,この寸法は参考である。
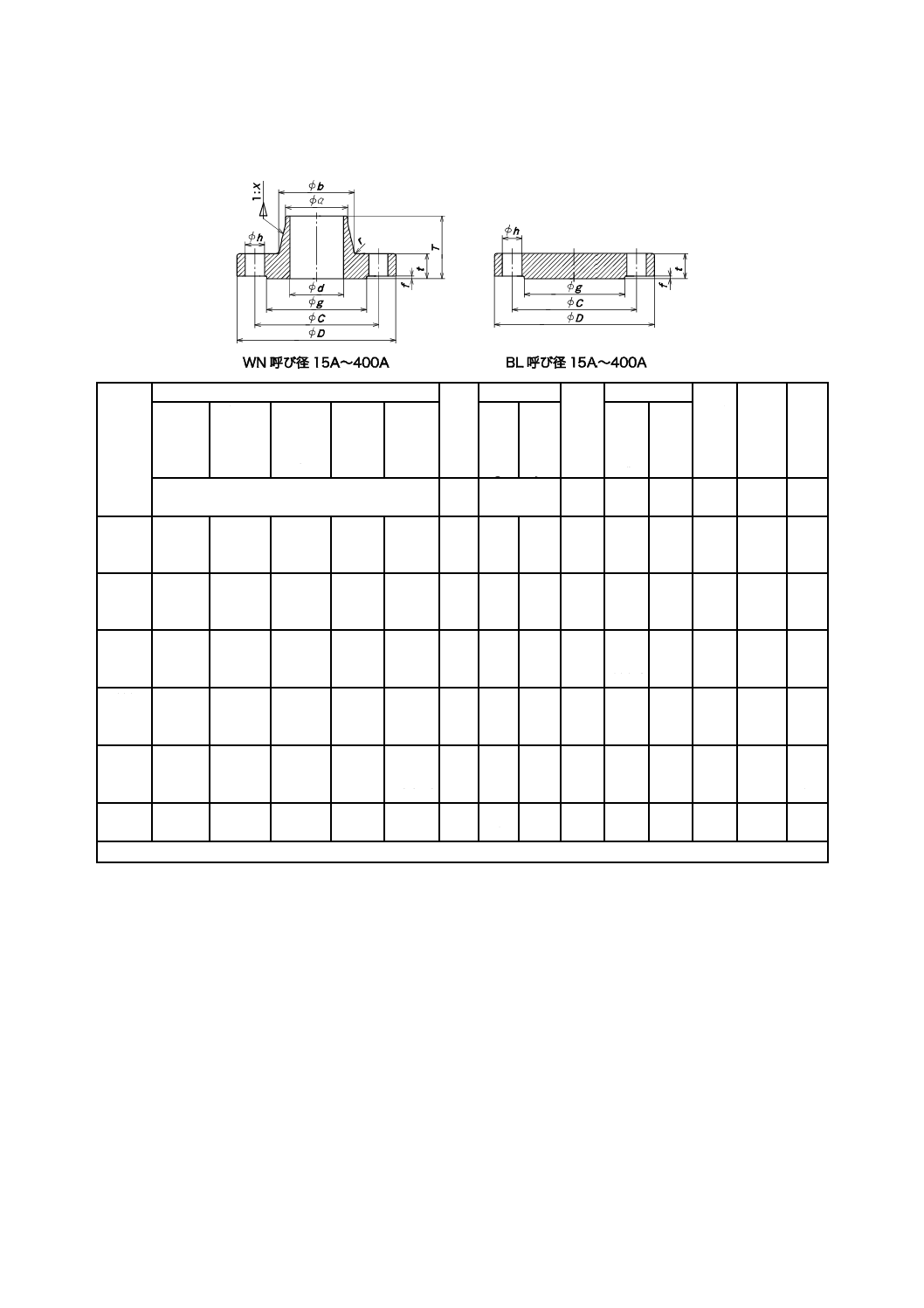
36
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表20−呼び圧力40Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
平面座
フラ
ンジ
の厚
さ
ハブの径
ハブ
のテ
ーパ
フラン
ジの全
長
すみ
肉の
半径
フラン
ジの外
径
ボルト
穴中心
円の径
ボルト
穴の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
小径
側
大径
側
D
C
h
d a)
g
f
t
a
b
x
T
r
A
WN,BL
WN WN,BL
WN,
BL
WN
WN
WN
WN
WN
15
20
25
115
120
130
80
85
95
19
19
19
4
4
4
M16
M16
M16
16.1
21.4
27.2
55
60
70
1
1
1
20
20
22
21.7
27.2
34.0
40
45
54
1.25
1.25
1.25
48
48
53
6
6
6
32
40
50
140
160
165
105
120
130
19
23
19
4
4
8
M16
M20
M16
35.5
41.2
52.7
80
90
105
2
2
2
24
24
26
42.7
48.6
60.5
62
72
87
1.25
1.25
1.25
54
59
65
6
6
8
65
80
90
200
210
230
160
170
185
23
23
25
8
8
8
M20
M20
M22
65.9
78.1
90.2
130
140
150
2
2
2
30
32
34
76.3
89.1
101.6
108
119
130
1.25
1.25
1.25
78
78
79
8
8
8
100
125
150
250
300
355
205
250
295
25
27
33
8
8
12
M22
M24
M30×3
102.3
126.6
151.0
165
200
240
2
2
2
36
40
44
114.3
139.8
165.2
146
186
215
1.25
1.25
1.25
85
108
117
8
10
10
200
250
300
405
475
540
345
410
470
33
33
39
12
12
16
M30×3
M30×3
M36×3
199.9
248.8
297.9
290
355
410
2
2
3
50
56
60
216.3
267.4
318.5
270
333
380
1.25
1.25
1.25
130
152
153
10
12
15
350
400
585
645
515
570
39
39
16
16
M36×3
M36×3
333.4
381.0
455
515
3
3
64
70
355.6
406.4
425
466
1.25
1.25
168
168
15
20
注a) 接合する鋼管の内径によって調整する。
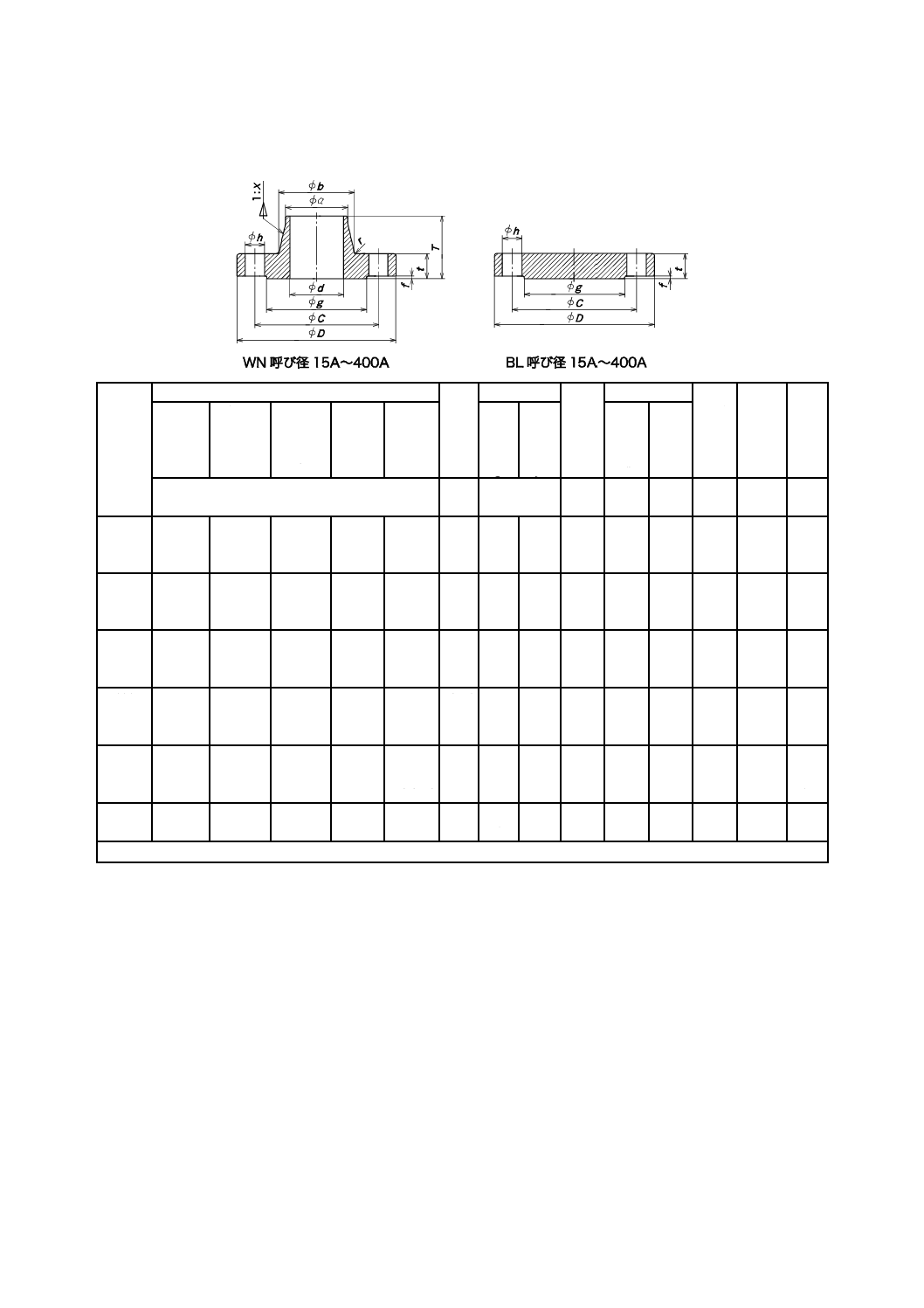
37
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表21−呼び圧力63Kフランジの寸法
単位 mm
呼び径
接合寸法
内径
平面座
フラ
ンジ
の厚
さ
ハブの径
ハブ
のテ
ーパ
フラン
ジの全
長
すみ
肉の
半径
フラン
ジの外
径
ボルト
穴中心
円の径
ボルト
穴の径
ボルト
の本数
ボルト
のねじ
の呼び
径
高さ
小径
側
大径
側
D
C
h
d a)
g
f
t
a
b
x
T
r
A
WN,BL
WN WN,BL
WN,
BL
WN
WN
WN
WN
WN
15
20
25
120
135
140
85
95
100
19
23
23
4
4
4
M16
M20
M20
14.3
19.4
25.0
55
60
70
1
1
1
23
25
27
21.7
27.2
34.0
42
46
55
1.25
1.25
1.25
57
57
61
6
6
6
32
40
50
150
175
185
110
130
145
23
25
23
4
4
8
M20
M22
M20
32.9
38.4
49.5
80
90
105
2
2
2
30
32
34
42.7
48.6
60.5
60
75
92
1.25
1.25
1.25
61
73
82
6
6
8
65
80
90
220
230
255
175
185
205
25
25
27
8
8
8
M22
M22
M24
62.3
73.9
85.4
130
140
150
2
2
2
38
40
42
76.3
89.1
101.6
118
130
140
1.25
1.25
1.25
101
103
103
8
8
8
100
125
150
270
325
365
220
265
305
27
33
33
8
8
12
M24
M30×3
M30×3
97.1
120.8
143.2
165
200
240
2
2
2
44
50
54
114.3
139.8
165.2
154
190
230
1.25
1.25
1.25
107
127
152
8
10
10
200
250
300
425
500
560
360
430
485
33
39
39
12
12
16
M30×3
M36×3
M36×3
190.9
237.2
283.7
290
355
410
2
2
3
60
68
77
216.3
267.4
318.5
280
346
395
1.25
1.25
1.25
159
189
199
10
12
15
350
400
615
680
530
590
45
45
16
16
M42×3
M42×3
317.6
363.6
455
515
3
3
81
89
355.6
406.4
429
479
1.25
1.25
202
212
15
20
注a) 接合する鋼管の内径によって調整する。
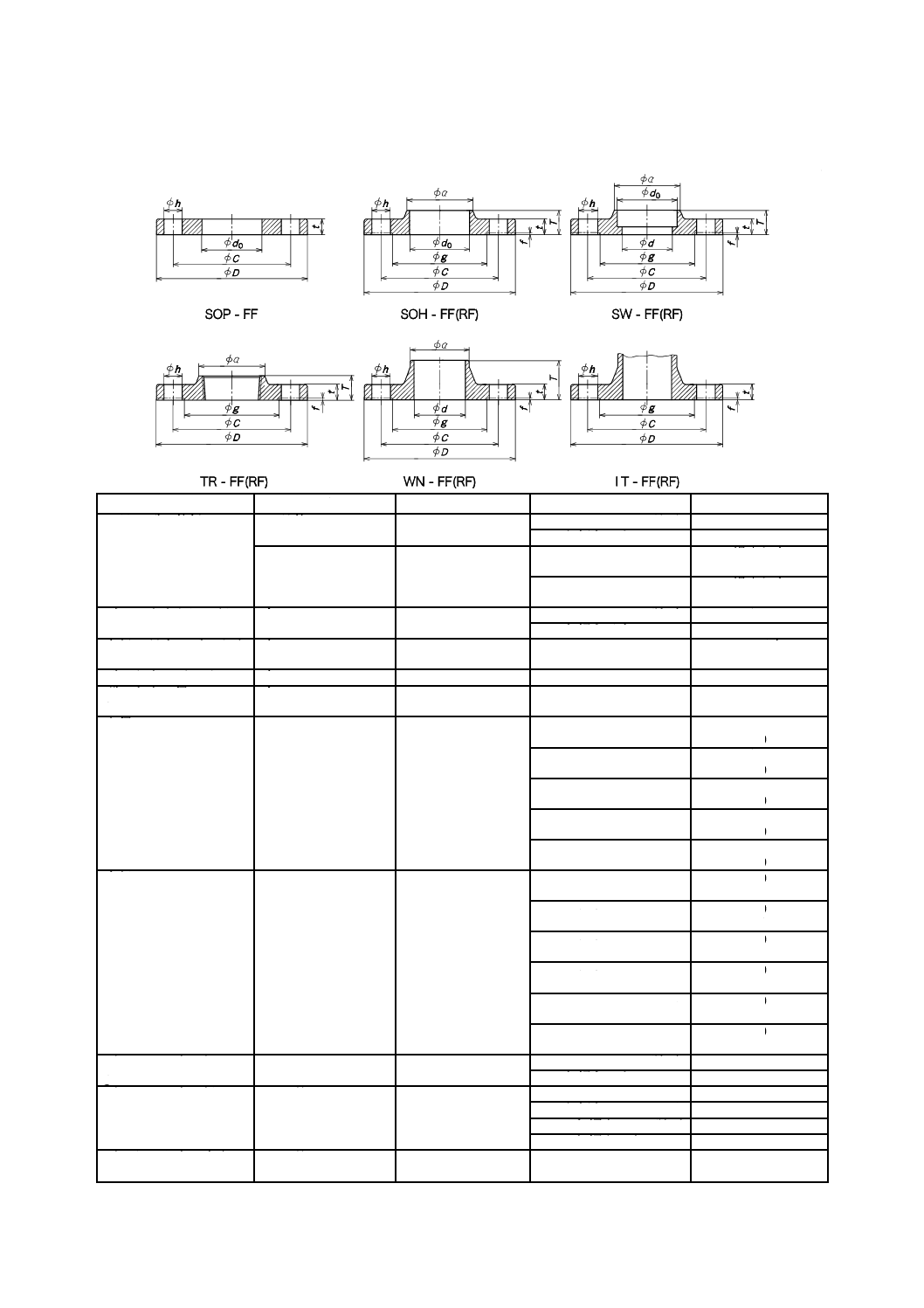
38
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表22−フランジの寸法許容差
単位 mm
寸法名
フランジの種類
ガスケット座
寸法区分
寸法許容差
フランジの外径
D
IT以外
−
600以下
±1.5
600を超えるもの
±3
IT
−
1 000以下
+規定しない
−2
1 000を超えるもの
+規定しない
−3
ボルト穴中心円の径
C
全て
−
950以下
±0.8
950を超えるもの
±1.5
内径に対するボルト穴
中心円の偏心
全て
−
−
0.8以内
ボルト穴のピッチ
全て
−
−
±0.8
ボルト穴の径
h
全て
−
−
±0.5
内径
d0
SOP,SOH,SW,LJ
−
400以下
+1
0
400を超え
600以下
+1.5
0
600を超え
800以下
+2
0
800を超え 1 000以下
+2.5
0
1 000を超えるもの
+3
0
内径
d
SW,WN
‒
100以下
0
−0.5
100を超え
400以下
0
−1
400を超え
600以下
0
−1.5
600を超え
800以下
0
−2
800を超え 1 000以下
0
−2.5
1 000を超えるもの
0
−3
ガスケット座の径
g
SOH,SW,TR,WN,
IT,BL
RF,MF,TG
700以下
±0.8
700を超えるもの
±1.5
ガスケット座の径
C1,C2,C3,C4
LJ以外
MF,TG
500以下
±0.3
500を超え 1 000以下
±0.35
1 000を超え1 500以下
±0.4
1 500を超えるもの
±0.5
ガスケット座の高さ
f3,f4
LJ以外
MF,TG
−
±0.2
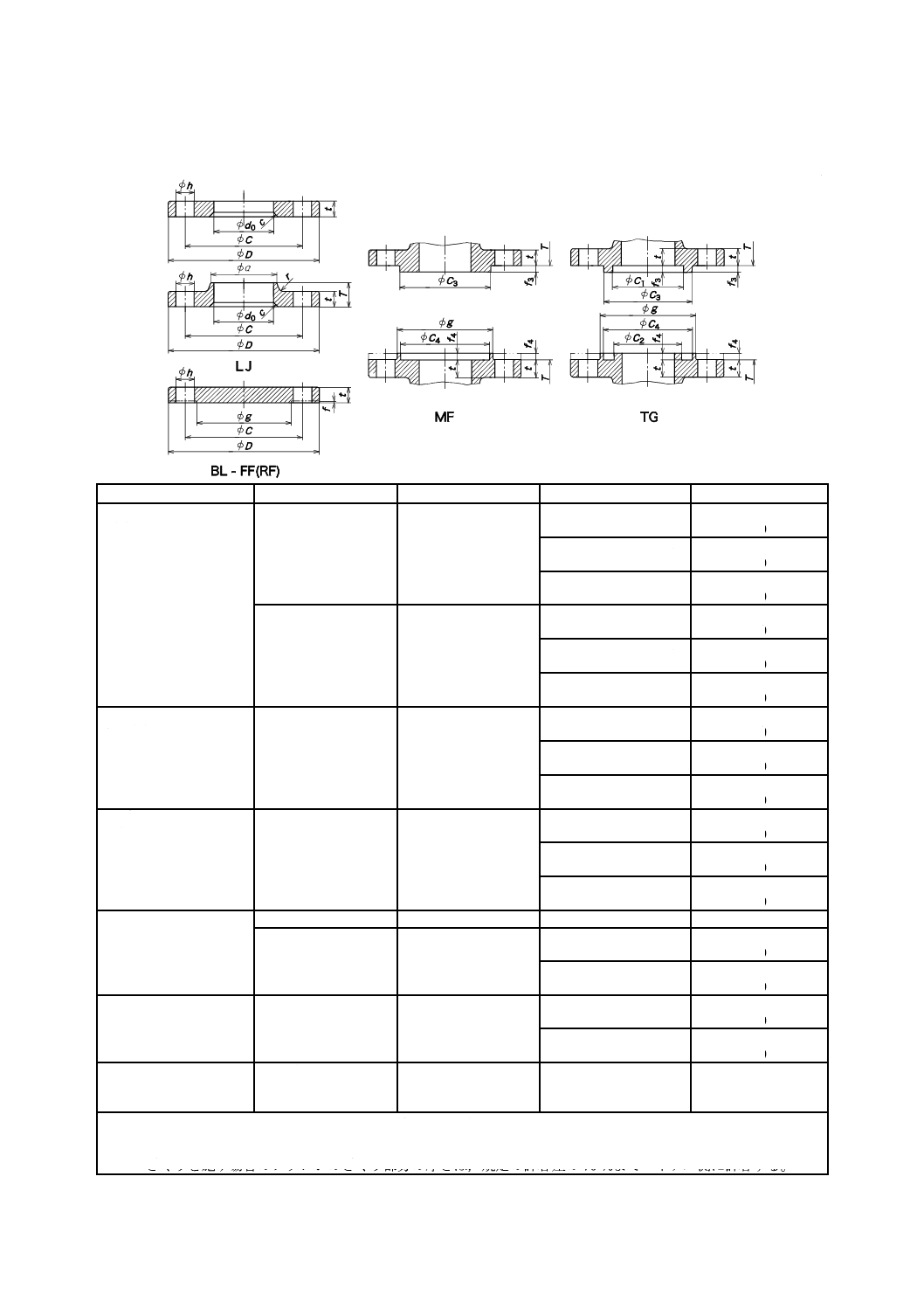
39
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表22−フランジの寸法許容差(続き)
単位 mm
寸法名
フランジの種類
ガスケット座
寸法区分
寸法許容差
フランジの厚さ
t a) b)
LJ以外
FF,MF,TG
20以下
+1.5
0
20を超え
50以下
+2
0
50を超えるもの
+3
0
LJ
−
20以下
+1.5
0
20を超え
50以下
+2
0
50を超えるもの
+3
0
フランジの厚さ
t−f a) b)
SOH,SW,TR,WN,
IT,BL
RF
20以下
+1.5
0
20を超え
50以下
+2
0
50を超えるもの
+3
0
ハブの径
小径側
a
SOH,SW,LJ,TR,
WN
−
220以下
+2
0
220を超え 650以下
+4
0
650を超えるもの
+8
0
フランジの全長
T
SOH,SW,LJ,TR
−
−
±2
WN
−
200以下
+2
0
200を超えるもの
+3
0
面取り
c
LJ
−
6以下
+0.8
0
6を超えるもの
+1.6
0
ガスケット座面に対す
るボルト・ナット座面
の傾き
LJ以外
全て
−
1°以内
注a) フランジ面間寸法を一定に制限された配管部品の一体フランジ(IT)の厚さの許容差は,規定値の2倍とす
ることができる。
b) ざぐりを施す場合のフランジのざぐり部分の厚さは,規定の許容差の70 %までマイナス側に許容する。
40
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(規定)
フラッシュ溶接によって製造するフランジ
A.1 適用範囲
この附属書は,フラッシュ溶接によって製造するフランジ(以下,フラッシュ溶接フランジという。)に
ついて規定する。
A.2 定義
この附属書で用いる主な用語及び定義は,次による。
A.2.1
溶接部
フラッシュ溶接フランジのフラッシュ溶接を行った部分。
A.3 外観
ばり除去前の溶接部は,表面が滑らかで,継手面の食い違いなどの実用上有害な欠陥があってはならな
い。
A.4 浸透探傷及び磁粉探傷
溶接部に割れがあったり,強度上,使用上などの悪影響を与えるようなダイバーン及びアプセット時の
欠陥があってはならない。
A.5 引張強さ
溶接部の引張強さは,母材規格に規定する最小引張強さ以上でなければならない。母材がJIS G 4051の
S 20 C又はS 25 Cの場合の引張強さは,受渡当事者間の協議による。
A.6 曲げ
溶接部を曲げたとき,表面に長さ3 mmを超える割れなどの欠陥があってはならない。
A.7 製造方法
フラッシュ溶接フランジは,鋼板又は鋼帯から曲げ加工してフラッシュ溶接する。フラッシュ溶接の完
了後,材料に適した温度で応力除去焼きなましを施さねばならない。ただし,ステンレス鋼の場合は,材
料に適した固溶化熱処理を施さねばならない。
A.8 試験方法
溶接部の試験は,次による。
a) 浸透探傷試験 浸透探傷試験は,JIS Z 2343-1の8.(試験手順)の規定に従い,適切な試験方法によ
って行う。
b) 磁粉探傷試験 磁粉探傷試験は,JIS Z 2320-1の箇条6(試験手順)の規定に従い,適切な試験方法に
41
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
よって行う。
c) 引張試験 引張試験は,JIS Z 3121の3.(試験片)に規定する1号試験片又は1A号試験片を作成し,
JIS Z 2241の規定に従って行う。
なお,試験片の幅(W)は,板厚(t)に関係なく25 mmとする。
d) 曲げ試験 曲げ試験は,JIS Z 3122の4.(試験片)に規定する表曲げ試験片又は裏曲げ試験片を作成
し,JIS Z 3122の5.(試験方法)の規定に従って行う。
なお,試験板の厚さ(T)を,そのまま試験片の厚さ(t)とするが,試験機の能力が不足するため
試験を行うことができない場合は,薄のこぎりでこれを所要の厚さに切断し,それぞれについて試験
してもよい。
A.9 工程確認試験
製造に先立ち,工程が適切であることを確認するために,試験片を作成して引張試験及び曲げ試験を行
う。溶接部の引張強さはA.8 c) によって試験し,A.5の規定に適合しなければならない。また,溶接部の
曲げは,A.8 d) によって試験し,A.6の規定に適合しなければならない。
A.10 検査
A.10.1 溶接部の検査
溶接部の検査は,次による。
a) 外観 目視によって検査し,A.3の規定に適合しなければならない。
b) 浸透探傷 A.8 a) によって試験し,A.4の規定に適合しなければならない。
c) 磁粉探傷 A.8 b) によって試験し,A.4の規定に適合しなければならない。
A.10.2 受渡検査
注文者の要求のある場合,フラッシュ溶接フランジの受渡検査は,次に示す検査項目について行う。こ
の場合,ロット検査についての抜取検査方式は,受渡当事者間の協定による。
a) 外観
b) 浸透探傷
c) 磁粉探傷
A.11 表示
フラッシュ溶接フランジの外周面に,材料記号の後にWの記号を押印,刻印,電解エッチング,吹き付
けなど,容易に消えない方法によって表示する。
例 5K 300A SS 400 W
42
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
鋼管の外径
フランジを接合するJIS鋼管の外径を,表B.1に示す。
表B.1−鋼管の外径
規格番号
呼び径
A
外径
mm
JIS G 3452
JIS G 3454
JIS G 3455
JIS G 3456
JIS G 3457
JIS G 3458
JIS G 3459
JIS G 3468
10
17.3
15
21.7
20
27.2
25
34.0
32
42.7
40
48.6
50
60.5
65
76.3
80
89.1
90
101.6
100
114.3
125
139.8
150
165.2
175
190.7
200
216.3
225
241.8
250
267.4
300
318.5
350
355.6
400
406.4
450
457.2
500
508.0
550
558.8
600
609.6
650
660.4
700
711.2
750
762.0
800
812.8
850
863.6
900
914.4
1 000
1 016.0
1 100
1 117.6
1 200
1 219.2
1 350
1 371.6
1 500
1 524.0
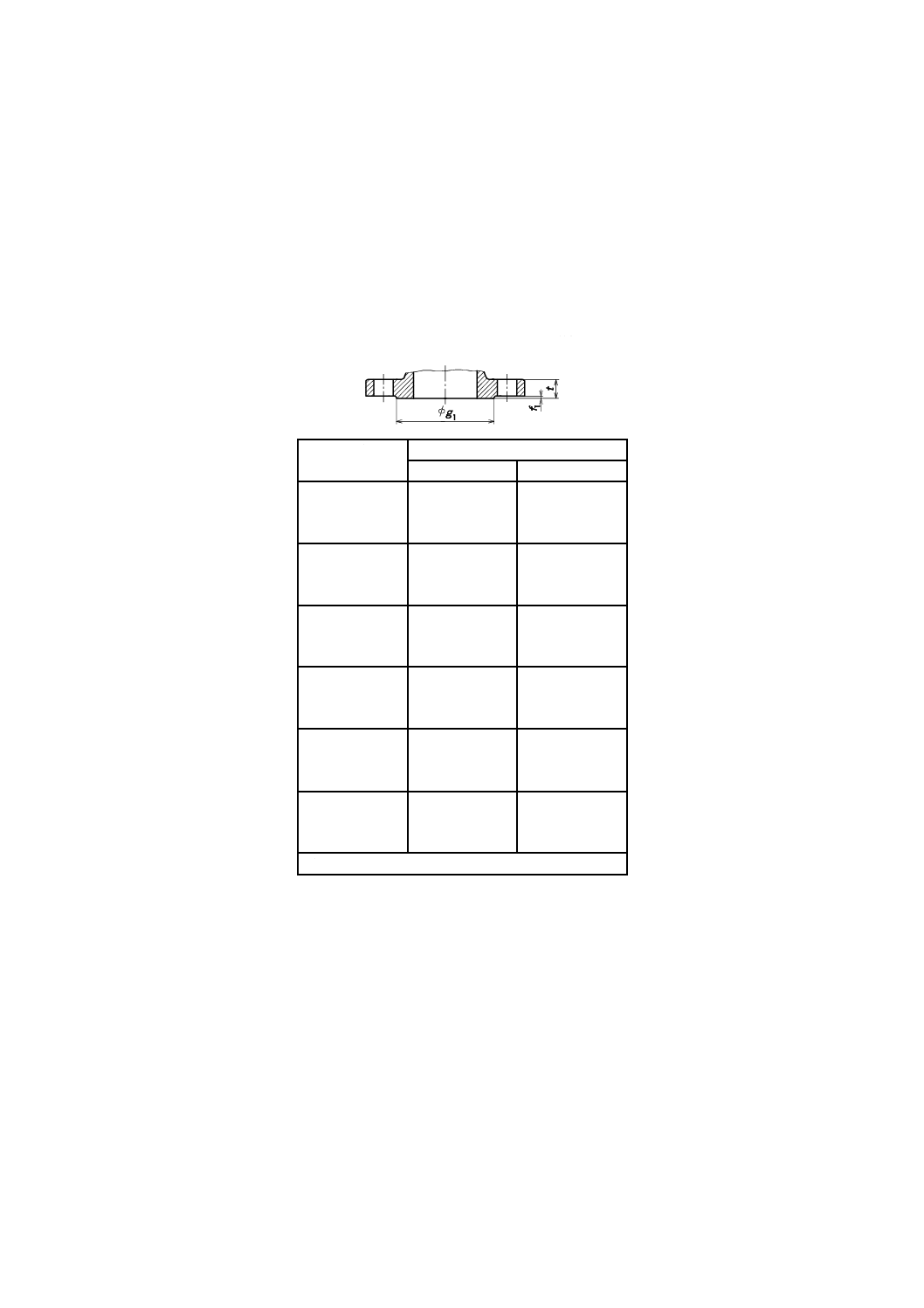
43
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
小平面座
ガスケット座の小平面座の寸法を,表C.1に示す。
表C.1−小平面座の寸法
単位 mm
呼び径
A
小平面座
g1
f1
10
15
20
35
42
50
1
1
1
25
32
40
60
68
75
1
2
2
50
65
80
90
105
120
2
2
2
90
100
125
130
145
170
2
2
2
150
200
250
205
260
315
2
2
2
300
350
400
375
415
465
3
3
3
注記 フランジの厚さtは,表17〜表21による。
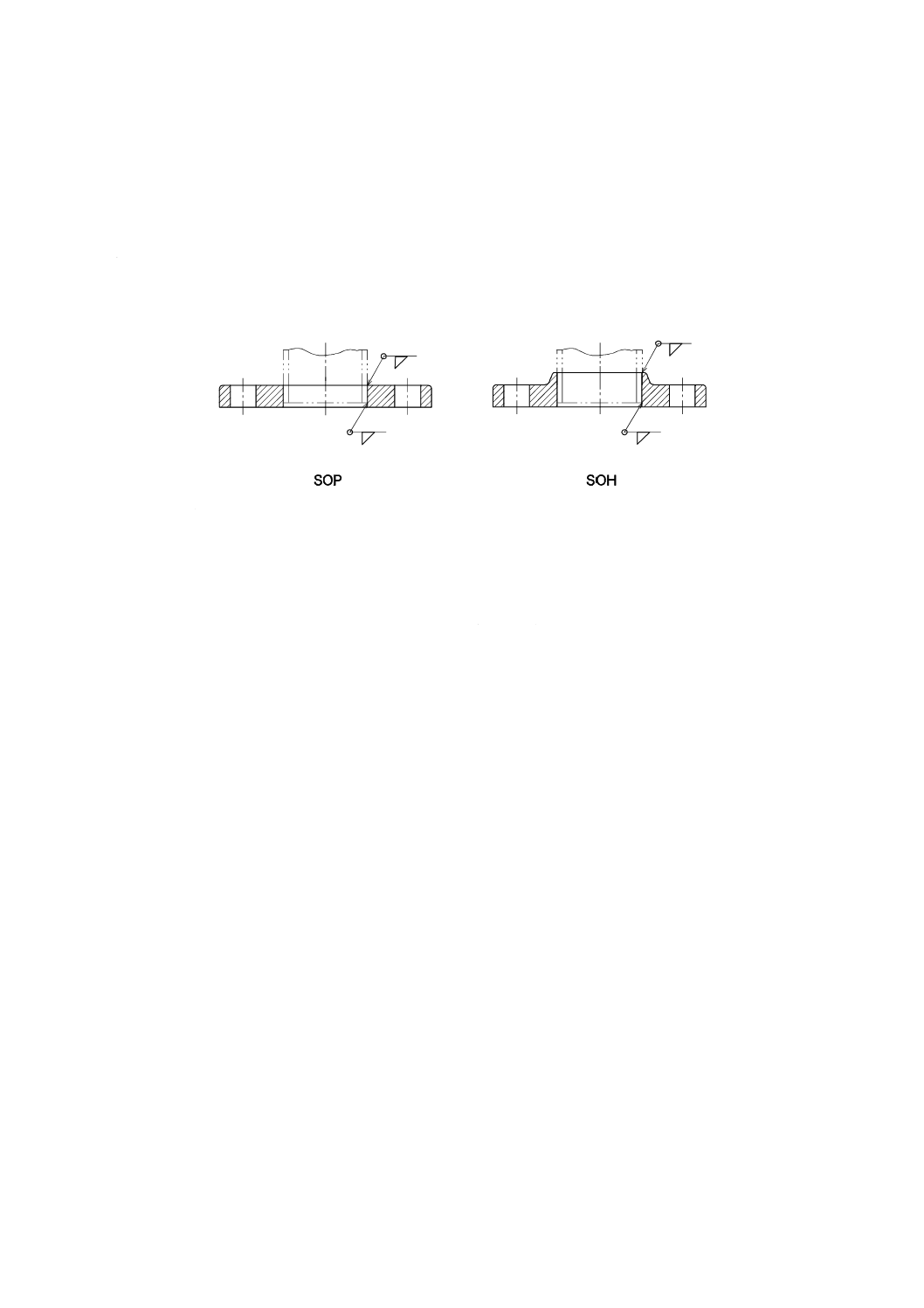
44
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書D
(参考)
溶接式フランジの溶接部詳細
D.1 呼び圧力5K〜16KのSOP及びSOHフランジの溶接部詳細
呼び圧力5K〜16KのSOP及びSOHフランジの溶接部詳細を,図D.1に示す。
注記 溶接記号は,JIS Z 3021による。
図D.1−溶接部詳細
D.2 呼び圧力20K及び30KのSOHフランジの溶接部詳細
それぞれ呼び圧力20K及び30KのSOHフランジの溶接部詳細を,表D.1及び表D.2に示す。
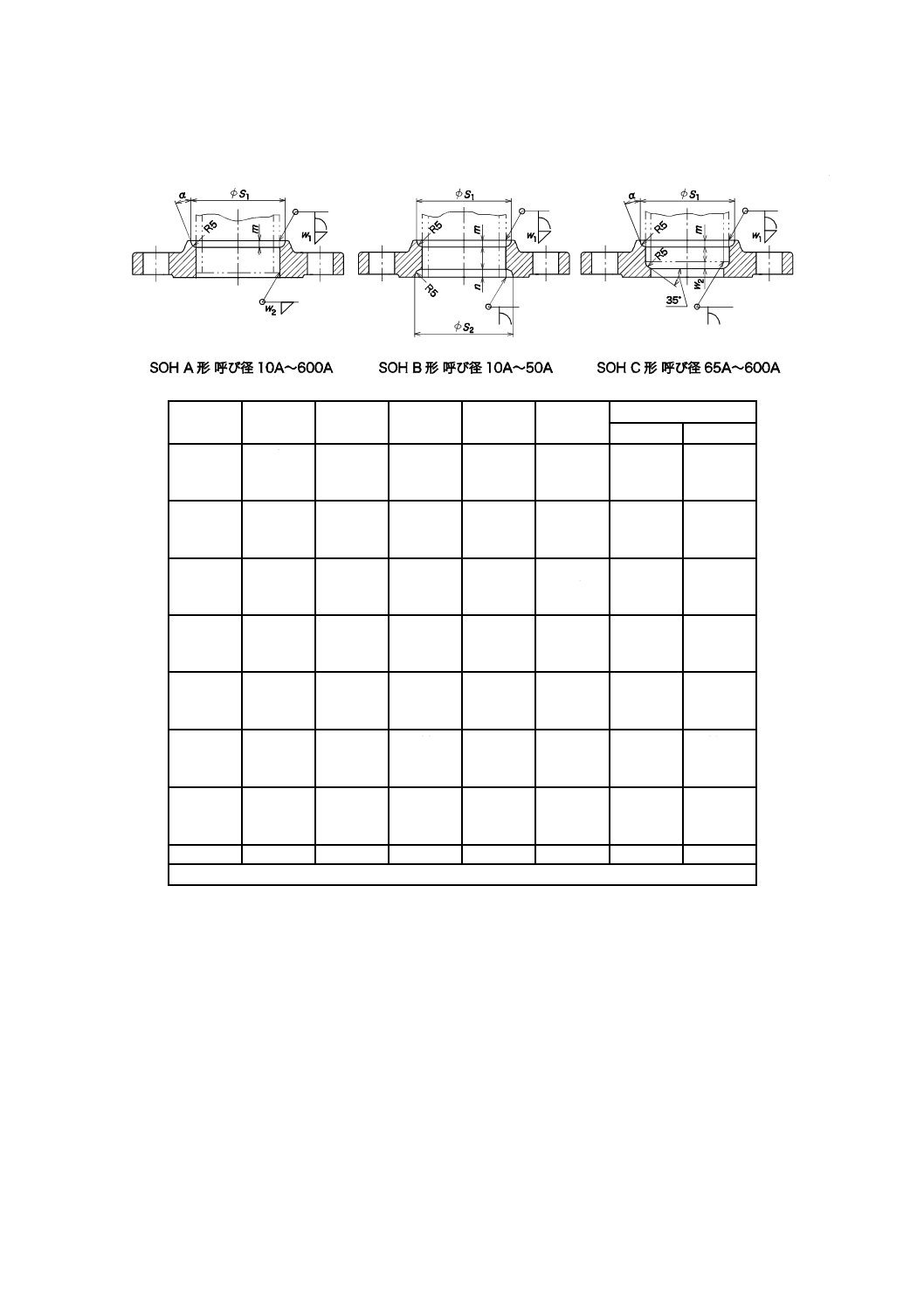
45
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.1−呼び圧力20KのSOHフランジの溶接部詳細
単位 mm
呼び径
溶接脚長
A
S1
S2
m
n
α
w1
w2
10
15
20
27
31
37
27
31
37
4
4
4
4
4
4
−
−
−
4
4
5
3
3
3.5
25
32
40
44
52
58
44
53
59
4
4
4
4.5
5
5.5
−
−
−
6
6
6
4
4
4
50
65
80
70
94
107
72
−
−
4
6
6
5.5
−
−
−
20°
20°
6.5
8
8
4
6
6
90
100
125
120
132
160
−
−
−
6
6
7
−
−
−
20°
20°
30°
9
9
10
6
7
7
150
200
250
186
237
290
−
−
−
8
9
10
−
−
−
30°
30°
30°
10
11
12
8
9
10
300
350
400
345
384
437
−
−
−
11
12
13
−
−
−
30°
35°
35°
13
14
15
11
12
12
450
500
550
490
544
595
−
−
−
15
16
16
−
−
−
35°
35°
35°
16
16
18
14
14
16
600
646
−
18
−
35°
18
16
注記 溶接記号は,JIS Z 3021による。
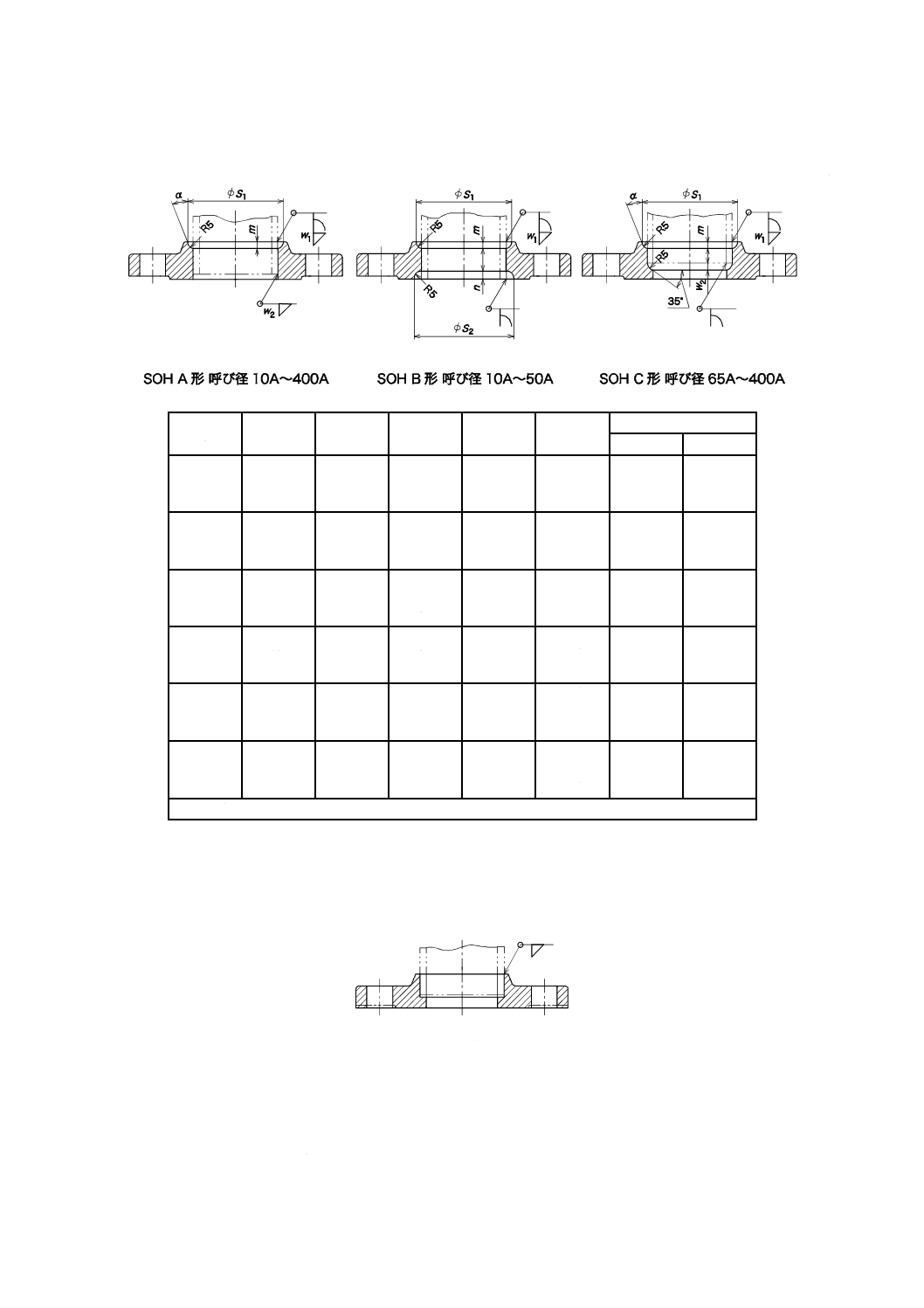
46
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表D.2−呼び圧力30KのSOHフランジの溶接部詳細
単位 mm
呼び径
溶接脚長
A
S1
S2
m
n
α
w1
w2
10
15
20
27
31
37
27
40
44
4
4
5
4
5
5
−
−
−
4
4
5
3
3
3.5
25
32
40
44
52
58
52
60
66
6
6
6
5
5
5
−
−
−
6
6
6
4
4
4
50
65
80
70
96
109
78
−
−
6.5
9.5
9.5
5
−
−
−
20°
20°
6.5
10
10
4
6
6
90
100
125
122
135
160
−
−
−
9.5
9.5
9.5
−
−
−
20°
20°
20°
10.5
10.5
10.5
6
7
7
150
200
250
186
237
290
−
−
−
9.5
9.5
10
−
−
−
20°
20°
20°
10.5
11
12
8
9
10
300
350
400
345
383
435
−
−
−
12
13
14
−
−
−
30°
30°
30°
13
14
15
11
12
13
注記 溶接記号は,JIS Z 3021による。
D.3 SWフランジの溶接部詳細
図D.2に,SWフランジの溶接部詳細を示す。
注記 溶接記号は,JIS Z 3021による。
図D.2−溶接部詳細
D.4 WNフランジの溶接部詳細
図D.3に,WNフランジの溶接部詳細を示す。
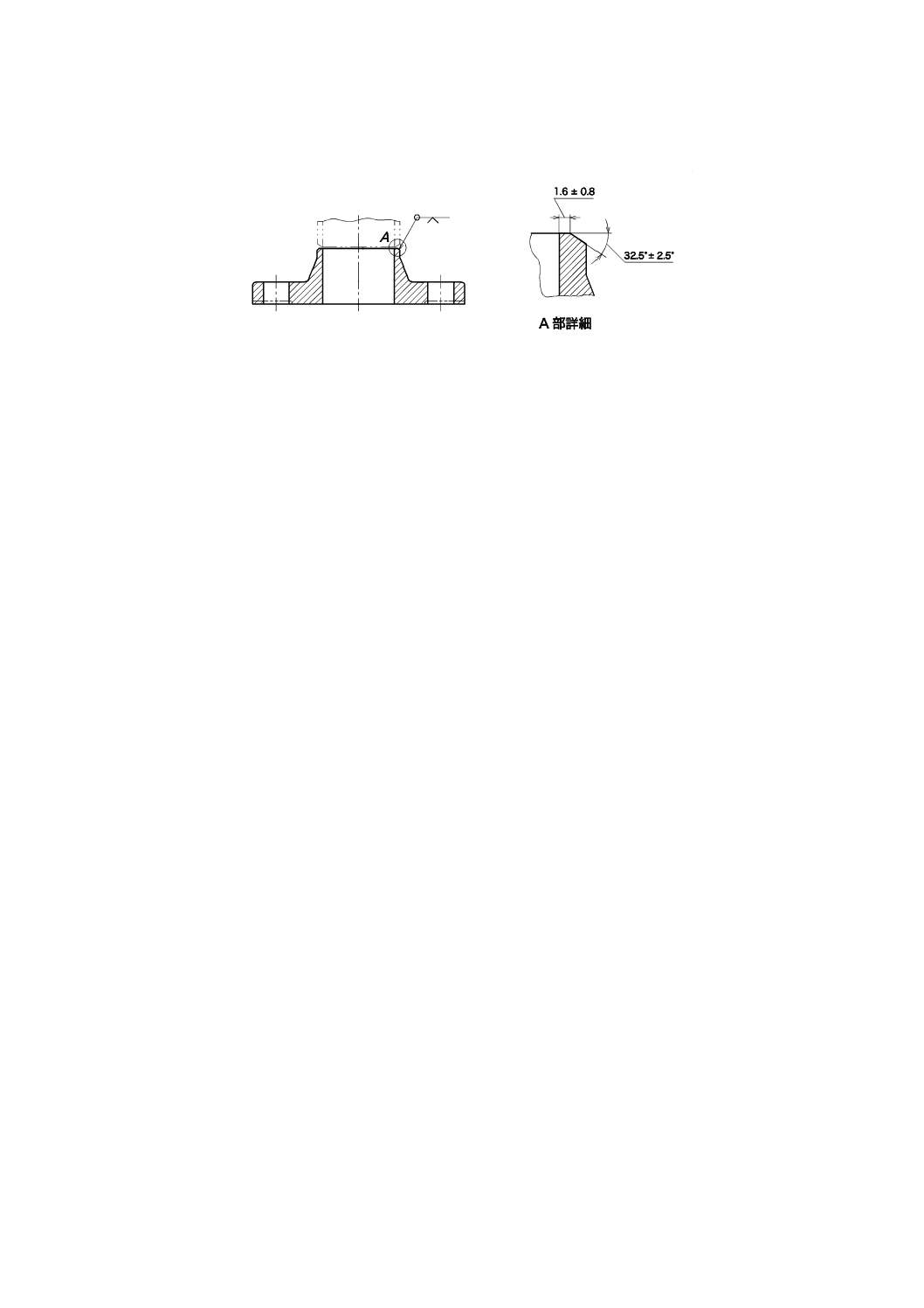
47
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
注記 溶接記号は,JIS Z 3021による。
図D.3−溶接部詳細
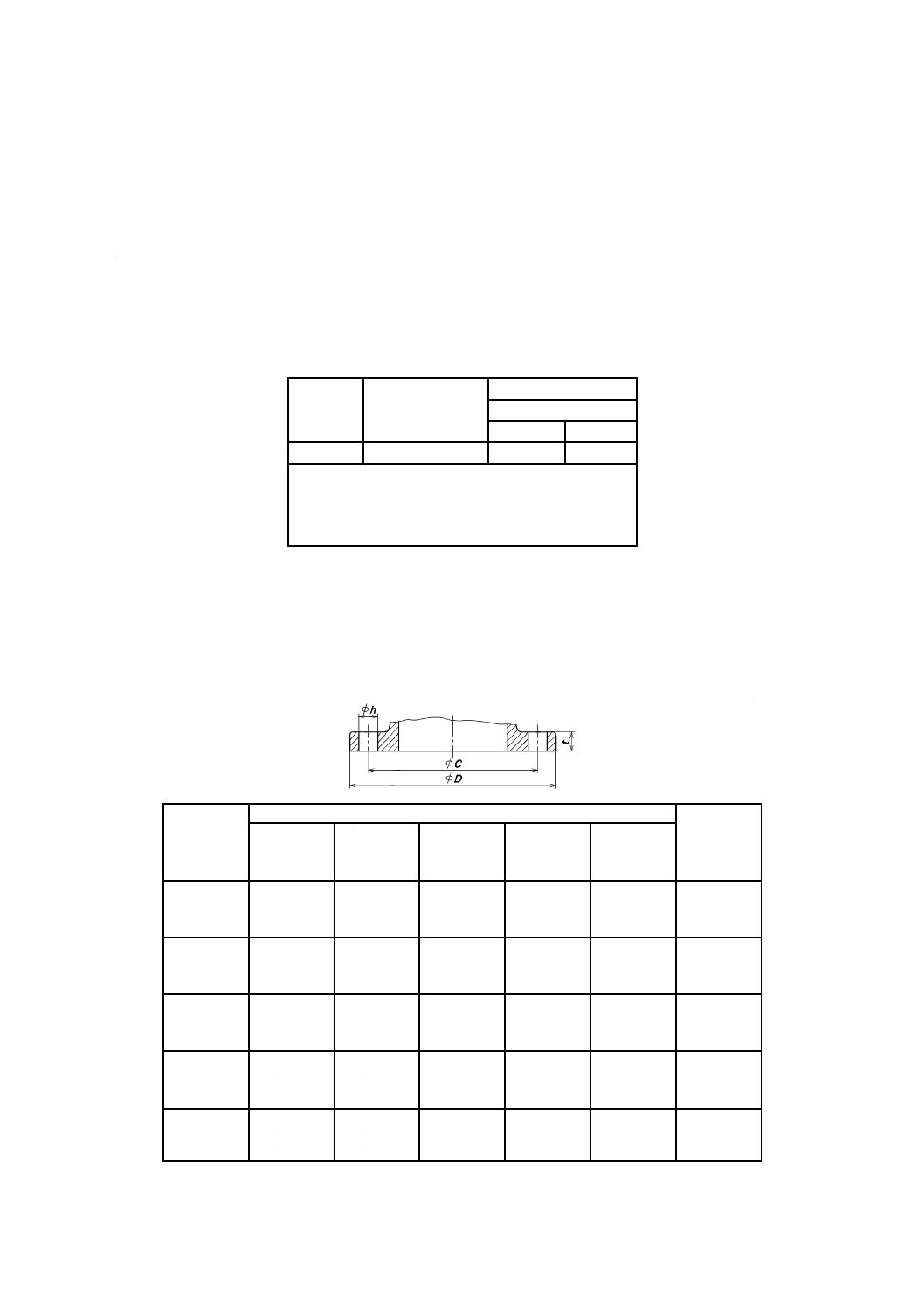
48
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書E
(参考)
呼び圧力2Kのフランジ
E.1 圧力−温度基準
呼び圧力2Kのフランジの圧力−温度基準を,表E.1に示す。
表E.1−圧力−温度基準
単位 MPa
呼び圧力 材料グループ番号
最高使用圧力
流体の温度(℃)
TA〜120
220
2K
001,002,003a
0.3
0.2
注記1 材料グループ番号は,表5を参照。
注記2 TAは,常温を示す。
注記3 表に示した温度の中間の温度における最高使
用圧力は,比例補間法によって求める。
E.2 基準寸法
呼び圧力2Kのフランジの基準寸法を,表E.2に示す。
表E.2−呼び圧力2Kフランジの基準寸法
単位 mm
呼び径
接合寸法
フランジの
厚さ
フランジの
外径
ボルト穴中
心円の径
ボルト穴
の径
ボルトの
本数
ボルトの
ねじの呼び
A
D
C
h
t
450
500
550
605
655
720
555
605
665
23
23
25
16
20
20
M20
M20
M22
22
22
24
600
650
700
770
825
875
715
770
820
25
25
25
20
24
24
M22
M22
M22
24
24
24
750
800
850
945
995
1 045
880
930
980
27
27
27
24
24
24
M24
M24
M24
24
24
24
900
1000
1100
1 095
1 195
1 305
1 030
1 130
1 240
27
27
27
24
28
28
M24
M24
M24
24
26
26
1200
1350
1500
1 420
1 575
1 730
1 350
1 505
1 660
27
27
27
32
32
36
M24
M24
M24
26
26
28
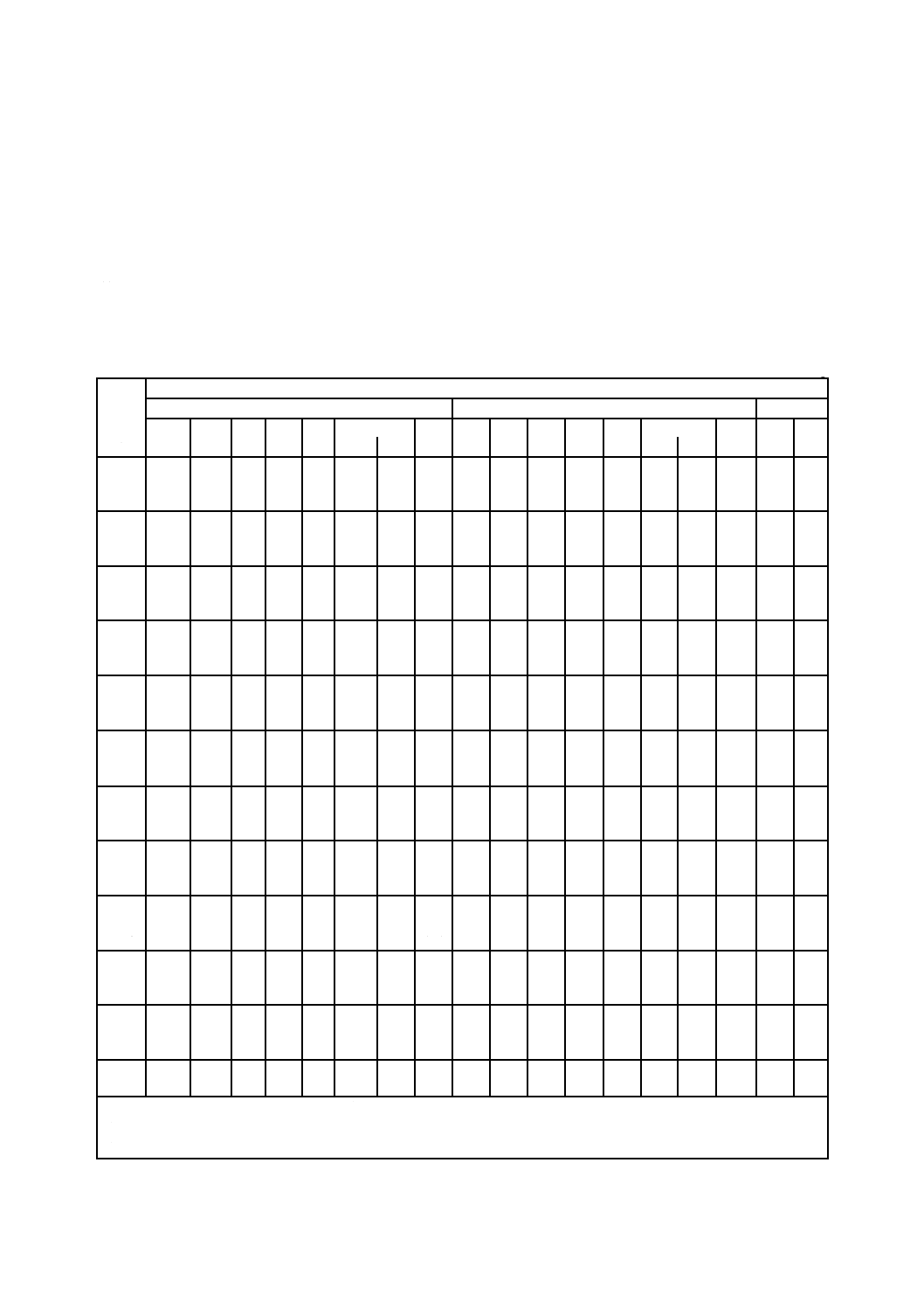
49
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書F
(参考)
フランジの計算質量
表F.1〜表F.3に各呼び圧力,フランジの種類(ITフランジを除く。)及び呼び径ごとのフランジの計算
質量を示す。
表F.1−フランジの質量(呼び圧力5K,10K及び10K薄形)
単位 kg
呼び径
呼び圧力
5K
10K
10K薄形
SOP SOH SW
LJ
TR
WN
BL SOP SOH SW
LJ
TR
WN
BL SOP SOH
A
H
H
10
15
20
0.26
0.30
0.36
−
−
−
0.27
0.31
0.38
−
0.29
0.36
0.28
0.31
0.39
0.30
0.35
0.44
−
−
−
0.28
0.32
0.41
0.51
0.56
0.72
−
−
−
0.52
0.58
0.75
−
0.56
0.71
0.52
0.58
0.75
0.55
0.63
0.80
−
−
−
0.53
0.60
0.79
0.42
0.45
0.54
−
−
−
25
32
40
0.45
0.77
0.82
−
−
−
0.48
0.83
0.90
0.44
0.76
0.80
0.50
0.84
0.91
0.56
0.94
1.03
−
−
−
0.52
0.91
1.00
1.12
1.47
1.55
−
−
−
1.16
1.53
1.65
1.11
1.45
1.53
1.17
1.54
1.65
1.26
1.67
1.78
−
−
−
1.22
1.66
1.79
1.00
1.14
1.20
−
−
−
50
65
80
1.06
1.48
1.97
−
−
−
1.19
1.72
2.34
1.03
1.44
1.92
1.20
1.74
2.35
1.33
1.92
2.53
−
−
−
1.38
2.00
2.67
1.86
2.58
2.58
−
−
−
1.97
2.77
2.89
1.83
2.53
2.52
1.99
2.79
2.90
2.18
3.07
3.17
−
−
−
2.23
3.24
3.48
1.68
2.05
2.10
−
−
−
90
100
125
2.08
2.35
3.20
−
−
−
−
−
−
2.02
2.28
3.08
−
2.99
4.29
2.70
3.04
4.17
−
−
−
2.99
3.66
5.16
2.73
3.10
4.73
−
−
−
−
−
−
2.66
3.02
4.60
−
3.70
5.70
3.40
3.89
5.77
−
−
−
3.90
4.57
7.18
2.21
2.86
4.40
−
−
−
150
175
200
4.39
5.42
6.24
−
−
−
−
−
−
4.25
−
6.06
5.74
−
−
5.87
7.16
8.50
−
−
−
7.47
9.52
12.1
6.30
6.75
7.46
−
−
−
−
−
−
6.14
−
7.28
7.48
−
−
7.86
8.70
10.1
−
−
−
10.1
11.8
13.9
5.30
6.39
7.04
−
−
−
225
250
300
6.57
9.39
10.2
−
−
−
−
−
−
−
9.11
9.76
−
−
−
9.30
13.2
15.1
−
−
−
13.9
19.2
24.2
7.70
11.8
12.6
−
12.7
13.8
−
−
−
−
12.3
13.2
−
−
−
10.6
16.0
18.1
−
−
−
15.8
22.6
27.8
7.35
11.1
12.0
−
−
−
350
400
450
14.0
16.9
21.4
−
−
24.9
−
−
−
13.4
16.2
23.9
−
−
−
21.6
26.2
32.7
−
−
−
33.0
41.7
52.7
16.3
23.2
29.3
18.2
25.8
33.4
−
−
−
17.4
24.8
32.3
−
−
−
24.8
34.2
42.7
−
−
−
36.9
52.1
68.4
14.2
−
−
−
22.1
−
500
550
600
23.0
30.1
32.5
27.0
34.5
37.8
−
−
−
25.6
33.0
36.2
−
−
−
35.4
44.4
47.8
−
−
−
61.6
80.8
92.7
33.3
42.9
45.4
38.0
49.4
52.6
−
−
−
36.4
47.7
50.8
−
−
−
50.3
64.4
69.1
60.4
76.7
82.1
81.6
112
134
−
−
−
−
−
−
650
700
750
35.6
38.0
48.4
43.2
45.8
57.7
−
−
−
−
−
−
−
−
−
54.3
60.6
75.4
−
74.0
91.1
114
138
171
51.8
59.0
72.8
60.2
70.2
86.5
−
−
−
−
−
−
−
−
−
78.7
94.5
114
92.6
129
158
161
196
248
−
−
−
−
−
−
800
850
900
51.2
53.9
60.7
61.3
65.3
73.1
−
−
−
−
−
−
−
−
−
79.5
87.0
95.2
96.3
105
114
202
237
260
76.0
80.1
88.9
92.0
98.7
110
−
−
−
−
−
−
−
−
−
120
126
138
166
175
190
286
330
377
−
−
−
−
−
−
1000
1100
1200
70.1
81.6
101
84.8
105
129
−
−
−
−
−
−
−
−
−
111
146
190
147
202
265
345
454
586
109
131
163
133
175
215
−
−
−
−
−
−
−
−
−
171
222
275
236
307
381
512
675
854
−
−
−
−
−
−
1350
1500
116
137
151
180
−
−
−
−
−
−
240
284
324
385
814
1 060
204
248
274
340
−
−
−
−
−
−
368
459
496
624
1 180
1 590
−
−
−
−
注記1 鋼の密度は7.85 g/cm3として計算した。
注記2 全面座(FF)フランジの質量を計算の対象とした。
注記3 Hの記号はWNフランジの代替寸法のものを示す。表14及び表15を参照。
50
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表F.2−フランジの質量(呼び圧力16K及び20K)
単位 kg
呼び径
呼び圧力
16K
20K
SOH
SW
LJ
TR
WN
BL
SOH
SW
LJ
TR
WN
BL
A
A
B
C
10
15
20
0.52
0.58
0.75
0.53
0.58
0.76
−
0.57
0.74
0.53
0.59
0.77
0.56
0.64
0.81
0.53
0.60
0.79
0.58
0.65
0.81
0.58
0.64
0.80
−
−
−
0.60
0.67
0.84
−
0.68
0.84
0.60
0.67
0.84
0.61
0.70
0.88
0.59
0.67
0.86
25
32
40
1.16
1.53
1.64
1.18
1.56
1.68
1.15
1.50
1.61
1.19
1.57
1.69
1.27
1.67
1.79
1.22
1.66
1.79
1.27
1.58
1.68
1.26
1.57
1.66
−
−
−
1.31
1.64
1.74
1.33
1.70
1.80
1.32
1.64
1.74
1.37
1.73
1.85
1.34
1.73
1.87
50
65
80
1.83
2.58
3.61
1.88
2.68
3.76
1.79
2.51
3.53
1.90
2.71
3.81
2.05
3.00
4.16
2.09
3.08
4.41
1.89
2.73
3.85
1.86
−
−
−
2.81
3.95
1.96
2.92
4.13
2.00
2.89
4.04
1.97
2.91
4.08
2.12
3.11
4.30
2.20
3.24
4.63
90
100
125
3.89
4.87
7.09
−
−
−
3.80
4.76
6.92
−
5.18
7.76
4.53
5.76
8.39
4.92
6.29
9.21
4.47
5.03
7.94
−
−
−
4.59
5.18
8.15
−
−
−
4.67
5.24
8.24
−
5.35
8.44
5.08
5.95
9.31
5.67
6.61
10.5
150
200
250
9.57
12.0
20.1
−
−
−
9.35
11.8
19.6
10.2
−
−
11.5
15.3
24.8
12.7
18.4
30.4
10.4
13.1
23.1
−
−
−
10.7
13.6
23.8
−
−
−
10.8
13.6
23.7
11.1
−
−
12.6
16.6
28.3
14.4
20.8
36.2
300
350
400
24.3
34.4
47.4
−
−
−
23.6
33.5
46.3
−
−
−
31.3
45.7
63.6
40.5
57.5
81.7
27.2
38.4
53.9
−
−
−
28.1
39.5
55.5
−
−
−
28.1
39.7
55.6
−
−
−
34.9
50.2
71.7
47.4
66.1
97.0
450
500
550
61.8
73.7
87.9
−
−
−
60.5
71.7
85.8
−
−
−
82.8
96.3
116
107
132
163
71.0
84.6
102
−
−
−
72.9
86.7
104
−
−
−
73.1
86.5
104
−
−
−
92.8
108
128
126
155
190
600
98.4
−
96.1
−
130
192
115
−
117
−
117
−
144
223
注記1 鋼の密度は7.85 g/cm3として計算した。
注記2 呼び圧力16Kフランジは全面座(FF)フランジの質量を計算の対象とし,呼び圧力20Kフランジは平面座
(RF)フランジの質量を計算の対象とした。
注記3 A,B及びCの記号はそれぞれSOHフランジのA形,B形及びC形を示す。表18を参照。
表F.3−フランジの質量(呼び圧力30K,40K及び63K)
単位 kg
呼び径
呼び圧力
30K
40K
63K
SOH
WN
BL
WN
BL
WN
BL
A
A
B
C
10
15
20
1.00
1.24
1.36
1.00
1.22
1.34
−
−
−
−
1.33
1.45
1.00
1.25
1.38
−
1.47
1.61
−
1.40
1.54
−
1.89
2.51
−
1.78
2.41
25
32
40
1.77
2.17
2.82
1.75
2.15
2.79
−
−
−
1.92
2.39
3.09
1.84
2.32
3.00
2.14
2.60
3.41
2.03
2.54
3.29
2.98
3.65
5.54
2.83
3.60
5.30
50
65
80
2.89
4.88
5.70
2.86
−
−
−
4.96
5.80
3.24
5.70
6.72
3.14
5.50
6.63
3.88
6.68
7.61
3.74
6.38
7.62
6.43
10.9
12.4
6.05
9.84
11.5
90
100
125
7.13
8.01
11.6
−
−
−
7.25
8.16
11.9
8.31
9.40
14.0
8.55
10.0
15.3
9.31
11.8
20.3
9.73
12.4
20.2
15.4
18.1
30.0
14.9
17.7
29.2
150
200
250
17.0
22.2
36.8
−
−
−
17.3
22.6
37.5
20.2
27.2
45.2
22.2
32.6
55.2
29.2
41.9
66.1
30.0
45.7
72.3
42.4
61.0
97.3
39.2
61.0
95.9
300
350
400
49.1
60.4
82.0
−
−
−
50.0
61.5
83.7
61.0
74.5
103
77.9
96.9
136
81.2
103
127
97.0
123
167
128
154
202
135
170
233
注記1 鋼の密度は7.85 g/cm3として計算した。
注記2 平面座(RF)フランジの質量を計算の対象とした。
注記3 A,B及びCの記号はそれぞれSOHフランジのA形,B形及びC
形を示す。表19を参照。
51
B 2220:2012
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書G
(参考)
参考文献
G.1 関連規格
JIS B 1082 ねじの有効断面積及び座面の負荷面積
JIS B 1217 管フランジ用ボルト・ナット
JIS B 2001 バルブの呼び径及び口径
JIS B 2251 フランジ継手締付け方法
JIS B 2404 管フランジ用ガスケットの寸法
JIS G 3452 配管用炭素鋼鋼管
JIS G 3454 圧力配管用炭素鋼鋼管
JIS G 3455 高圧配管用炭素鋼鋼管
JIS G 3456 高温配管用炭素鋼鋼管
JIS G 3457 配管用アーク溶接炭素鋼鋼管
JIS G 3458 配管用合金鋼鋼管
JIS G 3459 配管用ステンレス鋼管
JIS G 3468 配管用溶接大径ステンレス鋼鋼管
JIS Z 3021 溶接記号
G.2 表6に示したASTM材料
ASTM A 105 Carbon Steel Forgings for Piping Applications
ASTM A 182 Forged or Rolled Alloy and Stainless Steel Pipe Flanges, Forged Fittings, and Valves and Parts for
High-Temperature Service
ASTM A 204 Pressure Vessel Plates, Alloy Steel, Molybdenum
ASTM A 216 Steel Castings, Carbon, Suitable for Fusion Welding, for High-Temperature Service
ASTM A 217 Steel Castings, Martensitic Stainless and Alloy, for Pressure-Containing Parts, Suitable for
High-Temperature Service
ASTM A 240 Chromium and Chromium-Nickel Stainless Steel Plate, Sheet, and Strip for Pressure Vessels and
for General Applications
ASTM A 350 Carbon and Low-Alloy Steel Forgings, Requiring Notch Toughness Testing for Piping
Components
ASTM A 351 Castings, Austenitic, for Pressure-Containing Parts
ASTM A 352 Steel Castings, Ferritic and Martensitic, for Pressure-Containing Parts, Suitable for
Low-Temperature Service
ASTM A 387 Pressure Vessel Plates, Alloy Steel, Chromium-Molybdenum
ASTM A 515 Pressure Vessel Plates, Carbon Steel, for Intermediate- and Higher-Temperature Service
ASTM A 516 Pressure Vessel Plates, Carbon Steel, for Moderate- and Lower-Temperature Service
ASTM A 537 Pressure Vessel Plates, Heat-Treated, Carbon-Manganese-Silicon Steel