B 1863:2020
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号······························································································································· 2
5 試験方法························································································································· 2
6 試験報告書 ······················································································································ 7
附属書JA(参考)JISと対応国際規格との対比表 ······································································· 8
B 1863:2020
(2)
まえがき
この規格は,産業標準化法第12条第1項の規定に基づき,日本ベルト工業会(JBMA)及び一般財団法
人日本規格協会(JSA)から,産業標準原案を添えて日本産業規格を制定すべきとの申出があり,日本産
業標準調査会の審議を経て,経済産業大臣が制定した日本産業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本産業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
日本産業規格 JIS
B 1863:2020
摩擦ベルト伝動−Vリブドベルト−疲労試験方法
Belt drive-V-ribbed belts-Fatigue test
序文
この規格は,2014年に第2版として発行されたISO 11749を基とし,我が国の実情に合わせて,試験条
件を見直し,技術的内容及び構成を変更して作成した日本産業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS B 1862に規定している主に自動車及び農機用内燃機関などの一般産業機器に用いるV
リブドベルトの疲労試験方法について規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 11749:2014,Belt drive−V-ribbed belts for the automotive industry−Fatigue test(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1860 摩擦ベルト伝動−Vベルト,Vリブドベルト,Vプーリ及びVリブドプーリ−用語
JIS B 1862 摩擦ベルト伝動−Vリブドプーリ及びベルトの寸法−PK形
注記 対応国際規格:ISO 9981,Belt drives−Pulleys and V-ribbed belts for the automotive industry−PK
profile: Dimensions
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 1860及びJIS B 1862によるほか,次による。
2
B 1863:2020
3.1
アイドラプーリ(idler pulley)
動力伝達に直接関係なく空転し,ベルト長さ及び接触角の調整,張力の付与,ベルトの走行方向を変え
るなどのために用いるプーリ。
3.2
テンションプーリ(tension pulley)
張力を付与できるアイドラプーリ。
3.3
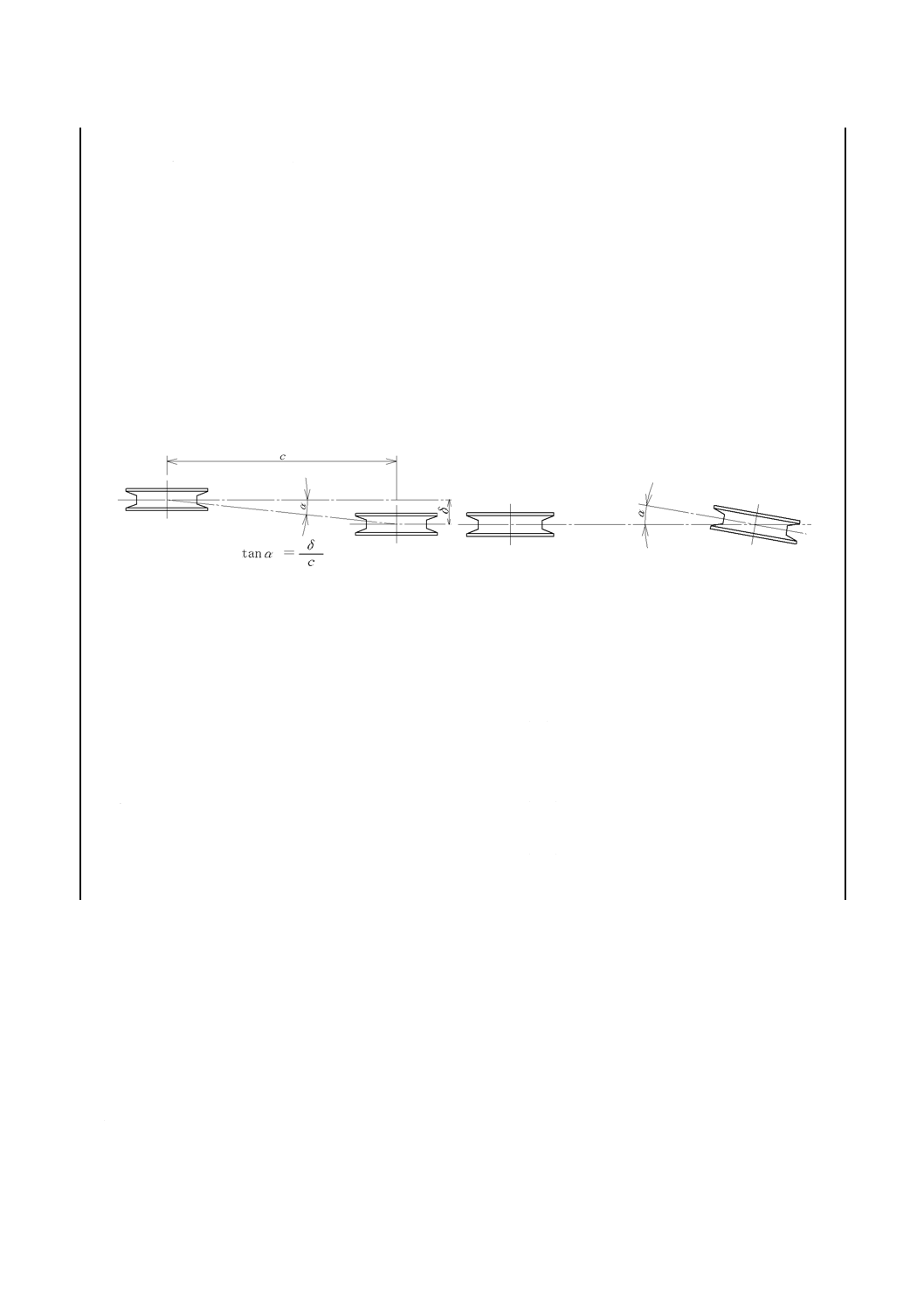
プーリミスアライメント(misalignment)
同一駆動レイアウト内における,2個のプーリのそれぞれの溝中心を通る平面の平行ずれ量のスパン長
さcに対する正接角度又は交差角度。図1にαで示す。
図1−プーリミスアライメント
4
記号
この規格で用いる主な記号は,次による。
e
溝ピッチ
(mm)
αp
プーリ溝角度
(°)
de
有効直径
(mm)
dB
プーリ測定用ボール又はロッドの直径
(mm)
dO
プーリ外径
(mm)
dOB
オーバーボール径
(mm)
Rt
プーリ先端丸み部の半径
(mm)
Rb
プーリ溝底丸み部の半径
(mm)
5
試験方法
5.1
一般事項
試験方法は,5.2〜5.4による。
5.2
試験装置
試験装置は,受ける張力に対して変形しない剛構造でなければならない。試験装置は,次の構成による。
a) 原動プーリ及びそれを適切に駆動する機構 回転速度を図2に規定する値に設定可能なもの。
b) 従動プーリ
c) 負荷吸収装置 校正可能で図2に規定する値に設定可能なもの。
d) アイドラプーリ
3
B 1863:2020
e) テンションプーリ ベルト取付け力を図2に規定する値に設定可能なもの。
f)
温度制御機構 駆動レイアウトを取り囲むことのできる断熱カバーをもつ温調機で,そのカバー内の
設定温度を±5 ℃で制御できるもの。
g) 回転速度検出装置 原動プーリ及び従動プーリの回転速度を0.1 %の精度で検出できるもの。
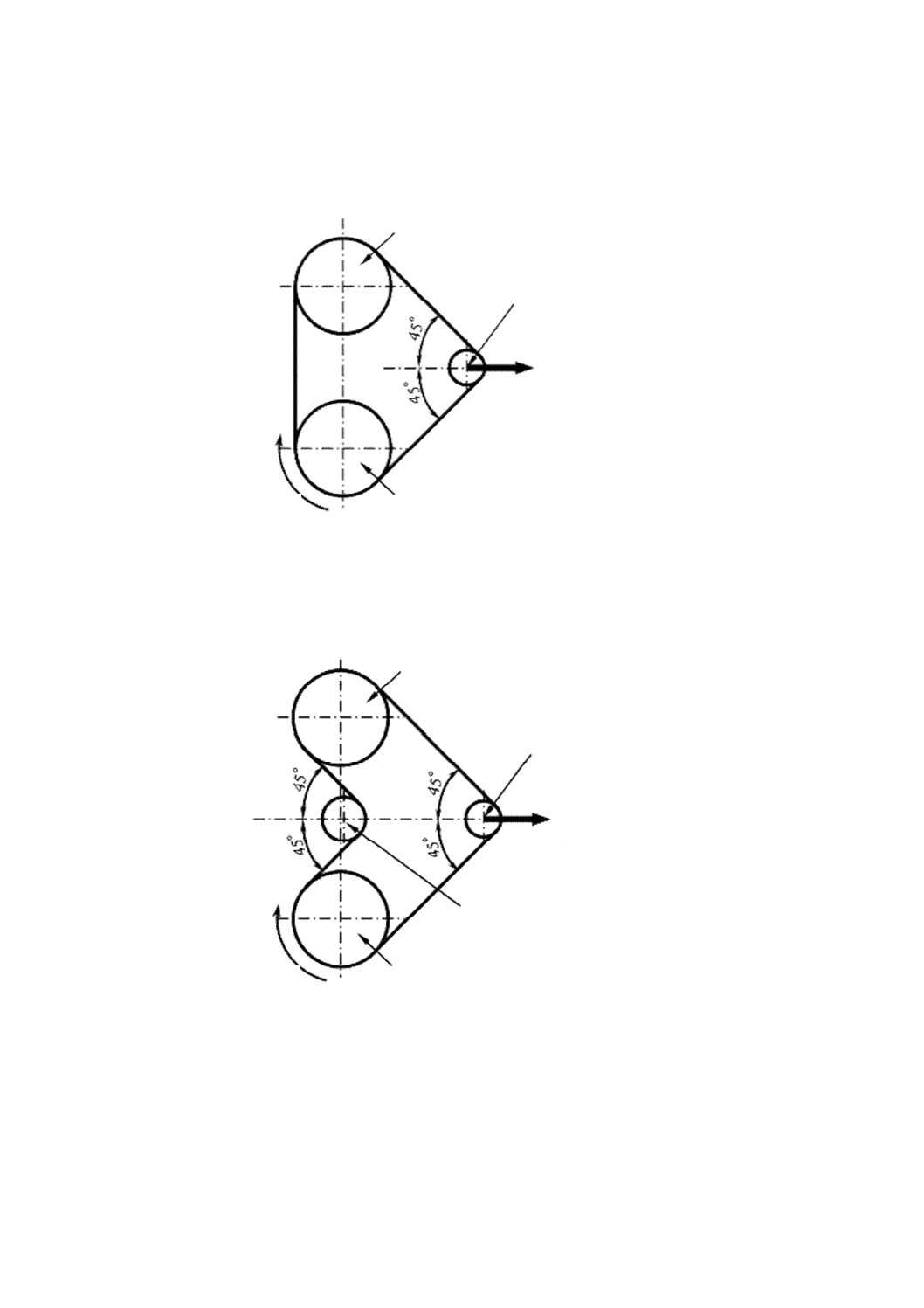
駆動レイアウト及び回転方向の例を,図2に示す。
異なった長さのベルトでの試験のために原動プーリ及び従動プーリの位置,テンションプーリ及び
その支持体の位置(駆動レイアウトA,駆動レイアウトB及び駆動レイアウトC),並びにアイドラ
プーリの位置(駆動レイアウトB及び駆動レイアウトC)が適切に調整できなければならない。その
ため,テンションプーリとその保持部とは,図2に示すベルト取付け力方向に沿って,原動プーリ及
び従動プーリの軸線を含む面に垂直な方向に自由に移動できるものでなければならない。
テンションプーリとアイドラプーリとは,原動プーリ及び従動プーリの軸線から等しい距離に配置
できるものでなければならない。
試験用プーリの寸法は,図3による。図3に記載のない寸法は,JIS B 1862の6.1(形状・寸法)に
よる。
なお,アイドラプーリの外周面の表面粗さは,JIS B 0601に規定するRa 3.2 μm以下とする。
注記 試験用プーリは,一般構造用圧延鋼材を用いるのがよい。
4
B 1863:2020
a) 駆動レイアウト A
b) 駆動レイアウト B
図2−駆動レイアウト及び試験条件
ベルト取付け力方向
テンションプーリ
従動プーリ
アイドラプーリ
原動プーリ
回転方向
ベルト取付け力方向
従動プーリ
テンションプーリ
原動プーリ
回転方向
5
B 1863:2020
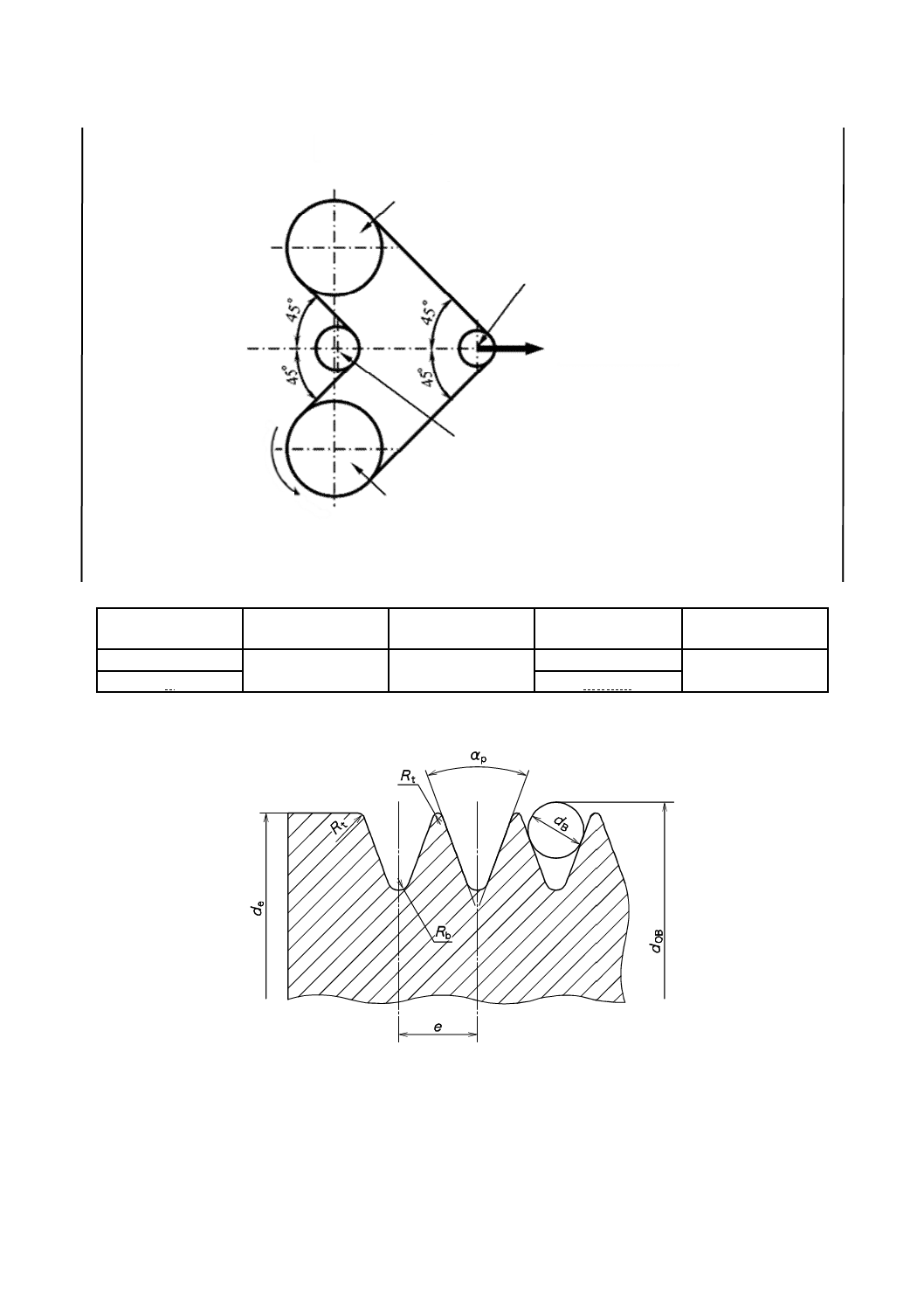
c) 駆動レイアウト C
駆動レイアウト
原動プーリ回転速度
r/min
負荷
kW
ベルト取付け力
N
試験時間
h
A及びB
4 800±100
8
680±30
受渡当事者間の
協定による。
C
510±30
図2−駆動レイアウト及び試験条件(続き)
図3−試験用プーリ溝部の断面寸法
駆動レイアウト C
ベルト取付け力方向
テンションプーリ
従動プーリ
アイドラプーリ
原動プーリ
回転方向
6
B 1863:2020
単位 mm
記号
原動プーリ・従動プーリ
テンションプーリ
アイドラプーリ
e
3.56±0.05
3.56±0.05
−
αP
40°±0.5°
40°±0.5°
−
de
120
55
−
do a)
−
−
70±0.15
dB
2.50±0.01
2.50±0.01
−
dOB
120.99±0.25
55.99±0.15
−
Rt
0.25018
.0
+
0.25018
.0
+
−
Rb
0.5以下
0.5以下
−
注a) doはアイドラプーリの外径。駆動レイアウトB及び駆動レイアウトCの場合に適用する。
図3−試験用プーリ溝部の断面寸法(続き)
5.3
試験用試料の調製
試験に用いる試料は,表1に示す試料を調製する。
表1−試料
駆動レイアウト
リブ数
有効ベルト長さの基準値
mm
A
3
850〜1 000
B及びC
3
1 050〜1 300
5.4
試験条件及び試験の手順
5.4.1
駆動レイアウトA及び駆動レイアウトBの場合
試験の手順は,次による。
a) 試験に先立って,別の試料で図2に規定する条件で48時間以上,試験装置の慣らし運転を行わなけれ
ばならない。ただし,2回目以降は行わないが,プーリを新しくしたときは,同様の慣らしを行う。
b) 試料のリブ部を内側にして試験装置に取り付ける。
c) 室温が18 ℃〜32 ℃の環境下で,図2に規定するベルト取付け力をテンションプーリ軸に与え,その
テンションプーリ軸が移動可能な状態で,試料を2〜3周手回しした後,テンションプーリ軸を固定す
る。
d) 試験時の雰囲気温度は,120 ℃±5 ℃とする。ただし,受渡当事者間の協議によって,耐熱性を必要と
しない場合には,85 ℃±5 ℃としてもよい。
e) 図2の試験条件に従って,試験を行う。
f)
ベルト破損の前に,ベルトスリップ率1) が4 %に達した場合には,試験を中断し,20分以上放置した
後に,c) の手順で試料の張り調整を行い,試験を再開する。
g) 受渡当事者間の協定による試験時間に至るまで又はベルトが破損したときに,試験は,終了とする。
h) プーリミスアライメントは0.25°以下でなければならない。
注1) スリップ率は,次の式(1)〜式(3)によって求める。
100
o
f
o
×
−
=
I
I
I
g
········································································ (1)
7
B 1863:2020
ここに,
o1
o
2
o
N
N
I=
················································································· (2)
f1
f2
f
N
N
I=
················································································· (3)
ここに,
g: スリップ率(%)
N1o: 試験始めの無負荷時の原動プーリ回転速度(r/min)
N2o: 試験始めの無負荷時の従動プーリ回転速度(r/min)
N1f: スリップ率を求めるときの負荷時の原動プーリ回転速
度(r/min)
N2f: スリップ率を求めるときの負荷時の従動プーリ回転速
度(r/min)
5.4.2
駆動レイアウトCの場合
試験の手順は,次による。
a) 試験に先立って,別の試料で図2に規定する条件で48時間以上,試験装置の慣らし運転を行わなけれ
ばならない。ただし,2回目以降は行わないが,プーリを新しくしたときは,同様の慣らしを行う。
注記 回転方向が駆動レイアウトA及び駆動レイアウトBと異なる。
b) 試料のリブ部を内側にして試験装置に取り付ける。
c) 室温が18 ℃〜32 ℃の環境下で,図2に規定するベルト取付け力をテンションプーリ軸に与え,その
テンションプーリ軸が移動可能のままとし,固定せずにベルト取付け力を保持する。
d) 試験時の雰囲気温度は120 ℃±5 ℃とする。ただし,受渡当事者間の協議によって,耐熱性を必要と
しない場合には,85 ℃±5 ℃に変更してもよい。
図2の試験条件に従って,試験を行う。
e) 受渡当事者間の協定による試験時間に至るまで又はベルトが破損したときに,試験は,終了とする。
f)
プーリミスアライメントは,0.25°以下でなければならない。
6
試験報告書
試験報告書は,次の事項を含まなければならない。
a) この規格番号
b) 試験したベルトの識別
c) 使用した試験機番号
d) 適用した試験条件
e) 試験結果として協定した試験時間又は破損するまでに要した時間
f)
ベルトの張り調整した時間及び回数
g) 試験中の雰囲気温度
h) 試験年月日
8
B 1863:2020
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 1863:2020 摩擦ベルト伝動−Vリブドベルト−疲労試験方法
ISO 11749:2014,Belt drive−V-ribbed belts for the automotive industry−Fatigue test
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
1 適用範囲 自動車及び一般産
業機器
1
自動車用
追加
“農機用内燃機関などの一般産業
機器”を追加した。
市場の実態を考慮し自動車以外を
追加した。
2 引用規格
3 用語及び
定義
JIS B 1860及びJIS
B 1862を引用。加え
て3用語を定義。
−
規定はない。
追加
JIS B 1860及びJIS B 1862を引用。
さらに,両規格で規定していない用
語を追加した。
使用者の利便性を考慮して,分か
りやすくするために追加した。
4 記号
八つの略語を規定。
4
4.2
JISにほぼ同じ
追加
略語としてまとめて記載した。
使用者の利便性を考慮して,分か
りやすくするために追加した。
5 試験方法 5.2 試験装置
JIS B 1862で規定す
る試験用プーリ。ア
イドラプーリの表
面粗さはRa3.2μm。
4
ISO 683-1の材料を使用
したISO 6508-1に規定
の表面硬さをもつ試験
用プーリ。アイドラプー
リの表面粗さは
Ra0.8μm。
変更
JIS B 1862で規定する試験用プー
リとし,アイドラプーリの表面粗さ
は,対応国際規格のRa0.8μmに対
しRa3.2μmとした。
JISでは48時間の慣らしを行うの
でJIS B 1862で規定するVリブド
プーリと同等の表面粗さで問題な
いため。
図3 プーリ径公差
として±0.15及び±
0.25を用いた。
4.2
表1
±0.2
変更
プーリ外径公差を変更した。
JISで規定する一般公差の値を用
いた。
5.3 試験用試料の調
製
3
Principle
変更
長さの短いベルト,長いベルトに関
してはJISでは規定しない。
ベルトの長さによる寿命への影響
を考慮したため。
8
B
1
8
6
3
:
2
0
2
0
9
B 1863:2020
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
5 試験方法
(続き)
5.4 試験条件及び試
験の手順
駆動レイアウトA(3
軸),並びに駆動レ
イアウトB及びC(4
軸)について規定。
5
6
図1(4軸),図2(3軸)
及び図3(2軸)のレイ
アウトについて規定。
追加
駆動レイアウトCとしてテンショ
ンプーリを固定しない条件を追加
した。
市場でオートテンショナーレイア
ウトが増加しているので,それに
対応した試験条件を追加した。対
応国際規格の改訂時に提案予定。
−
4
6.2.1
.2
2軸試験条件を規定。
削除
対応国際規格に規定する2軸試験
条件を削除した。
我が国において実施例がないた
め。
5.4.1 スリップ率の
絶対値算出式を規
定。
6.1
スリップ率増加量の算
出式を規定。
変更
スリップ率算出方法を対応国際規
格に規定するスリップ率増加量か
らスリップ率絶対値に変更した。
我が国で従来から一般的に適用さ
れているため。対応国際規格との
差は微小。
5.4.1 駆動レイアウ
トA及びBの場合
6.1
試験条件及び試験手順
の規定。
追加
試験装置の慣らし運転及び試験終
了条件の規定を追加規定した。
使用者の利便性を考慮して,分か
りやすくするために追加した。
5.4.2 駆動レイアウ
トCの場合の試験条
件及び試験手順の
規定。
−
規定はない。
追加
駆動レイアウトCの規定を追加し
たため,その試験条件及び試験手順
を追加した。
市場でオートテンショナーレイア
ウト が増加しているので,それに
対応した試験条件を追加した。対
応国際規格の改訂時に提案予定。
6 試験報告
書
7
細別f)
削除
本文中に規定したため,記載不要と
した。
技術的差異はない。
JISと国際規格との対応の程度の全体評価:ISO 11749:2014,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除 ················ 国際規格の規定項目又は規定内容を削除している。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
9
B
1
8
6
3
:
2
0
2
0