B 1857-2:2015
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 名称······························································································································· 2
5 種類······························································································································· 2
6 歯溝部の寸法 ··················································································································· 2
6.1 H歯形 ························································································································· 2
6.2 P歯形 ·························································································································· 8
6.3 S歯形 ························································································································· 14
7 性能······························································································································ 18
7.1 プーリ歯先円直径の許容差 ····························································································· 18
7.2 隣接ピッチ誤差及び累積ピッチ誤差·················································································· 19
7.3 歯と軸穴中心線との平行度 ····························································································· 19
7.4 側面の振れ ·················································································································· 20
7.5 歯先円周の振れ ············································································································ 20
7.6 歯先円筒の円筒度 ········································································································· 20
7.7 歯の表面粗さ ··············································································································· 21
7.8 静的釣合い ·················································································································· 21
8 フランジの寸法 ··············································································································· 21
9 試験方法························································································································ 22
9.1 測定環境 ····················································································································· 22
9.2 歯溝形状 ····················································································································· 22
9.3 隣接ピッチ誤差及び累積ピッチ誤差·················································································· 22
9.4 歯と軸穴中心線との平行度 ····························································································· 22
9.5 側面の振れ ·················································································································· 22
9.6 歯先円周の振れ ············································································································ 22
9.7 歯先円直径 ·················································································································· 23
9.8 歯先円筒の円筒度 ········································································································· 23
10 試験報告書 ··················································································································· 23
11 製品の呼び方 ················································································································ 24
12 表示 ···························································································································· 24
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 25
B 1857-2:2015
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,日本ベルト工業会
(JBMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を改正すべき
との申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格である。これ
によって,JIS B 1857-2:2001は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 1857の規格群には,次に示す部編成がある。
JIS B 1857-1 第1部:ベルト
JIS B 1857-2 第2部:プーリ
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1857-2:2015
一般用円弧歯形歯付ベルト伝動−第2部:プーリ
Curvilinear toothed synchronous belt drive systems
for general power transmission-Part 2: Pulley
序文
この規格は,2014年に発行されたISO 13050を基とし,我が国の流通の実態に対応させるため,技術的
内容を変更して作成した日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,JIS B 1857-1に規定する円弧歯形歯付ベルト(以下,ベルトという。)とかみ合う歯付プー
リ(以下,プーリという。)について規定する。ただし,自動車用歯付プーリは除く。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 13050:2014,Synchronous belt drives−Metric pitch, curvilinear profile systems G, H, R and S,
belts and pulleys(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0601 製品の幾何特性仕様(GPS)−表面性状:輪郭曲線方式−用語,定義及び表面性状パラメ
ータ
JIS B 1857-1 一般用円弧歯形歯付ベルト伝動−第1部:ベルト
JIS B 1859 歯付きベルト伝動−用語
JIS B 7502 マイクロメータ
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 1859によるほか,次による。
3.1
円弧歯形(curvilinear teeth)
JIS B 1857-1で規定する歯付ベルトの歯形。
2
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
名称
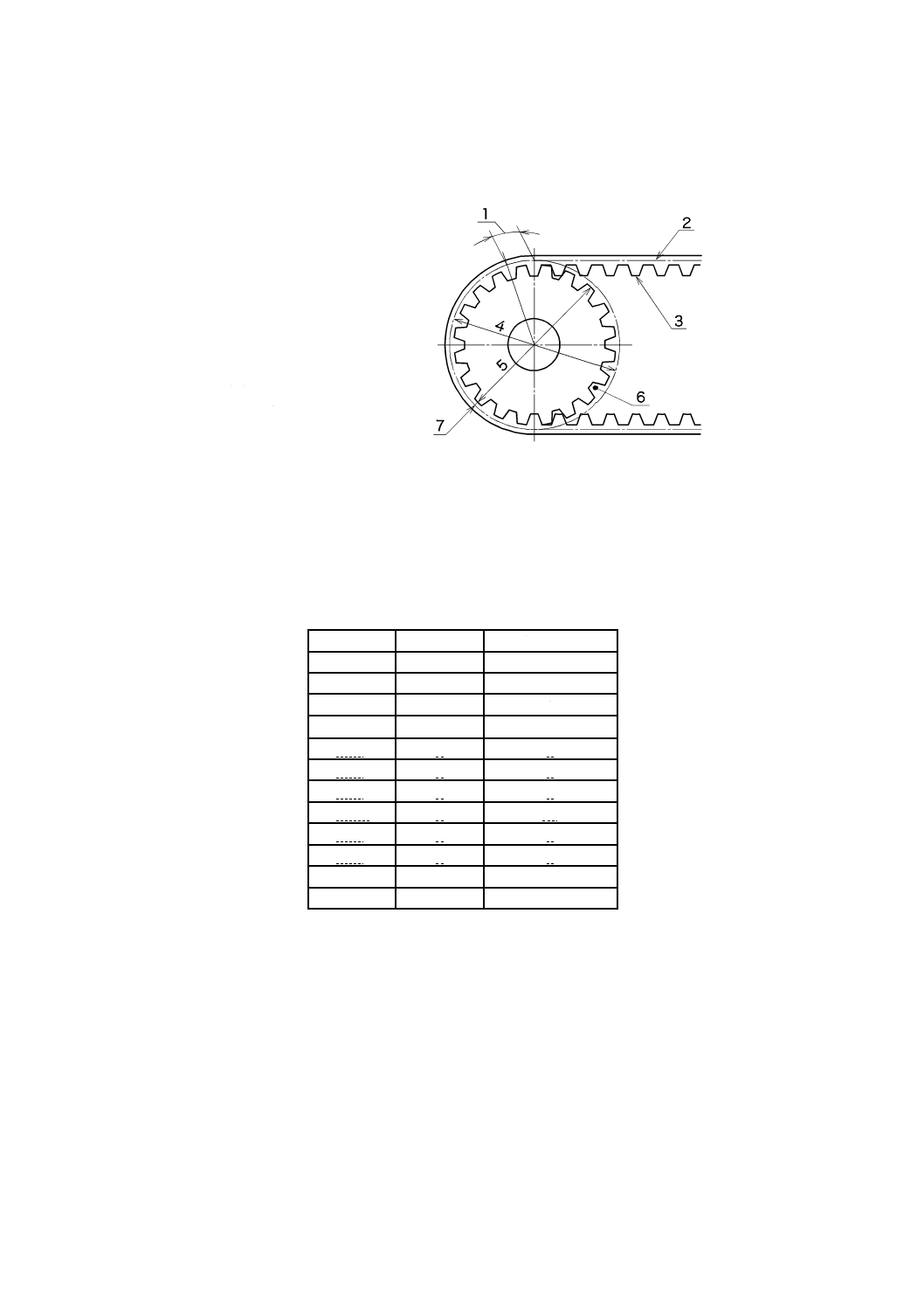
プーリの歯溝に関係する主な部位及びそれらの名称は,図1による。
1
歯ピッチ(円ピッチ)
2
ピッチ線
3
ベルト歯
4
ピッチ円直径
5
歯先円直径
6
プーリ歯溝
7
PLD
図1−名称
5
種類
プーリは,その歯形及び呼びピッチによって,表1の12種類とする。
表1−種類
単位 mm
種類
歯形
呼びピッチ
H3M
H
3
H5M
H
5
H8M
H
8
H14M
H
14
P3M
P
3
P5M
P
5
P8M
P
8
P14M
P
14
S3M
S
3
S5M
S
5
S8M
S
8
S14M
S
14
6
歯溝部の寸法
6.1
H歯形
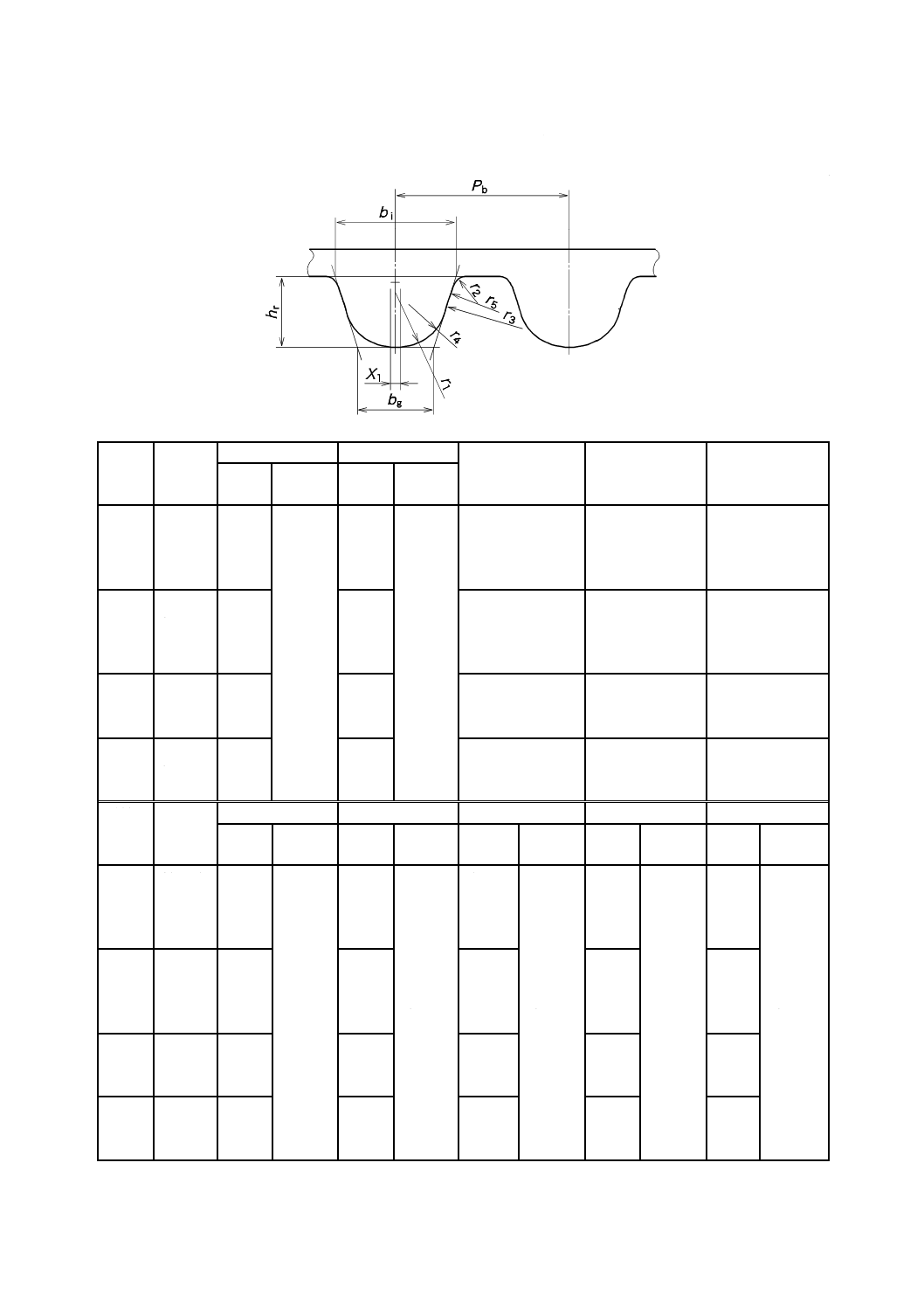
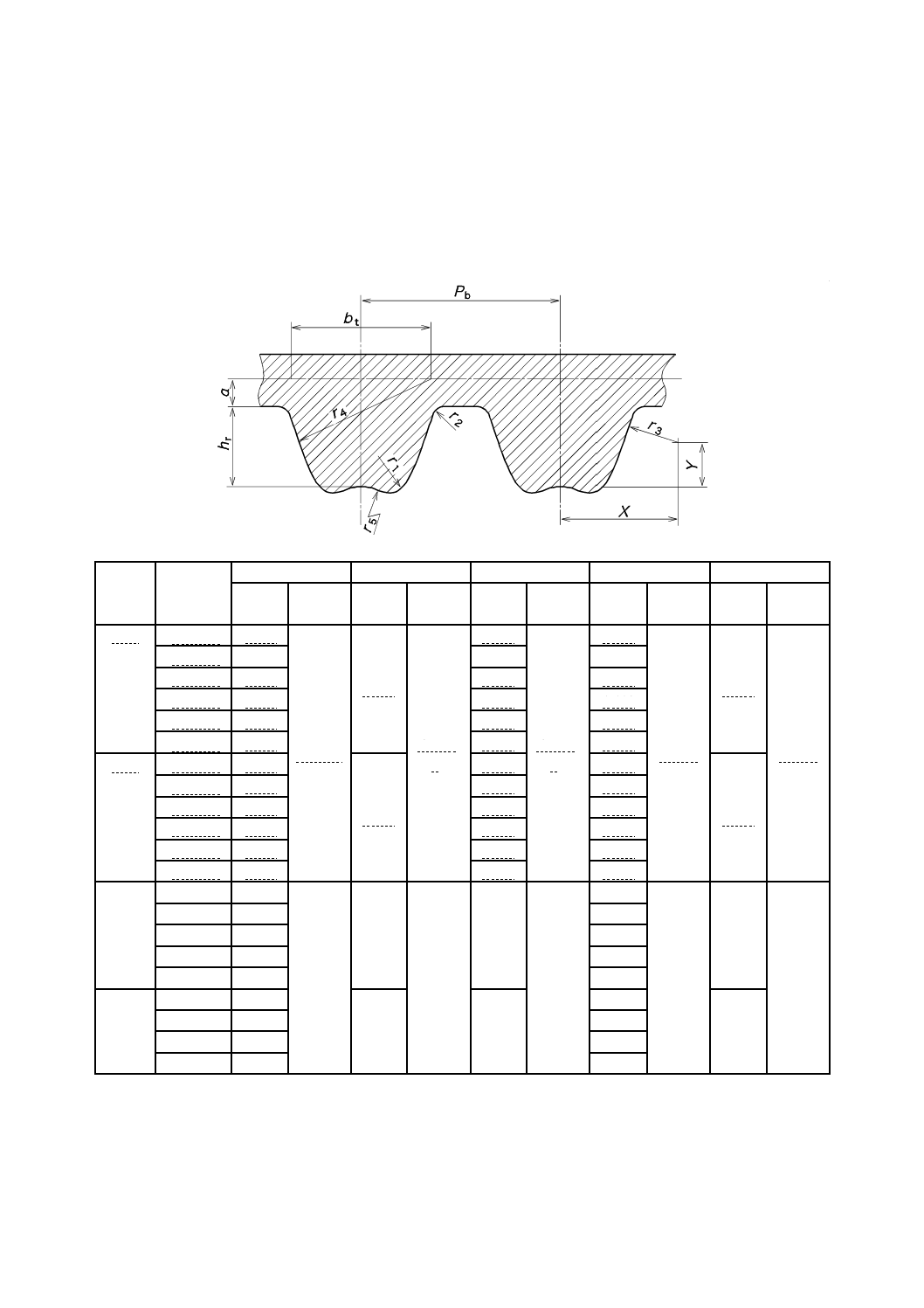
6.1.1
歯溝創生用カッタの形状・寸法及び許容差
H3M,H5M,H8M及びH14M歯形の歯溝を創生するカッタのラック寸法及び許容差は,表2による。
3
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2−カッタのラック寸法及び許容差
単位 mm
種類
歯数
Pb
hr
bg
bi
X1
基準
寸法
許容差
基準
寸法
許容差
H3M
10〜 15
3.000
±0.012
1.181
±0.015
1.057
2.390
0.117
16〜 25
1.213
1.224
2.250
0.229
26〜 80
1.227
1.539
2.110
0.071
81〜200
1.232
1.554
2.100
0.203
H5M
14〜 16
5.000
2.004
1.818
3.740
0.665
17〜 31
2.024
1.966
3.550
0.584
32〜 79
2.032
2.179
3.320
0.269
80〜200
2.065
2.454
3.330
0.178
H8M
22〜 27
8.000
3.290
3.480
6.040
0
28〜 89
3.610
4.160
6.050
0.250
90〜200
3.630
4.240
5.690
0
H14M 28〜 36
14.000
6.320
7.110
11.140
0
37〜 89
6.200
7.730
10.790
90〜216
6.350
8.110
10.260
種類
歯数
r1
r2
r3
r4
r5
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
H3M
10〜 15
0.869
±0.012
0.414
±0.012
0
±0.012
0.558
±0.012
0
±0.012
16〜 25
0.869
0.254
0.762
0
26〜 80
81〜200
0.869
0.262
2.616
0.493
0.866
0.358
0
0
H5M
14〜 16
1.138
0.658
1.4376
0
0.419
17〜 31
1.219
0.609
1.4300
0
32〜 79
80〜200
1.300
0.493
1.3564
0
1.471
0.610
0
0
H8M
22〜 27
2.550
1.140
0
0
0
28〜 89
90〜200
2.770
1.070
12.900
0.730
2.640
0.940
0
0
H14M 28〜 36
4.720
1.880
20.830
1.140
0
37〜 89
90〜216
4.660
1.830
15.750
1.140
4.620
1.910
20.120
0.250
4
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
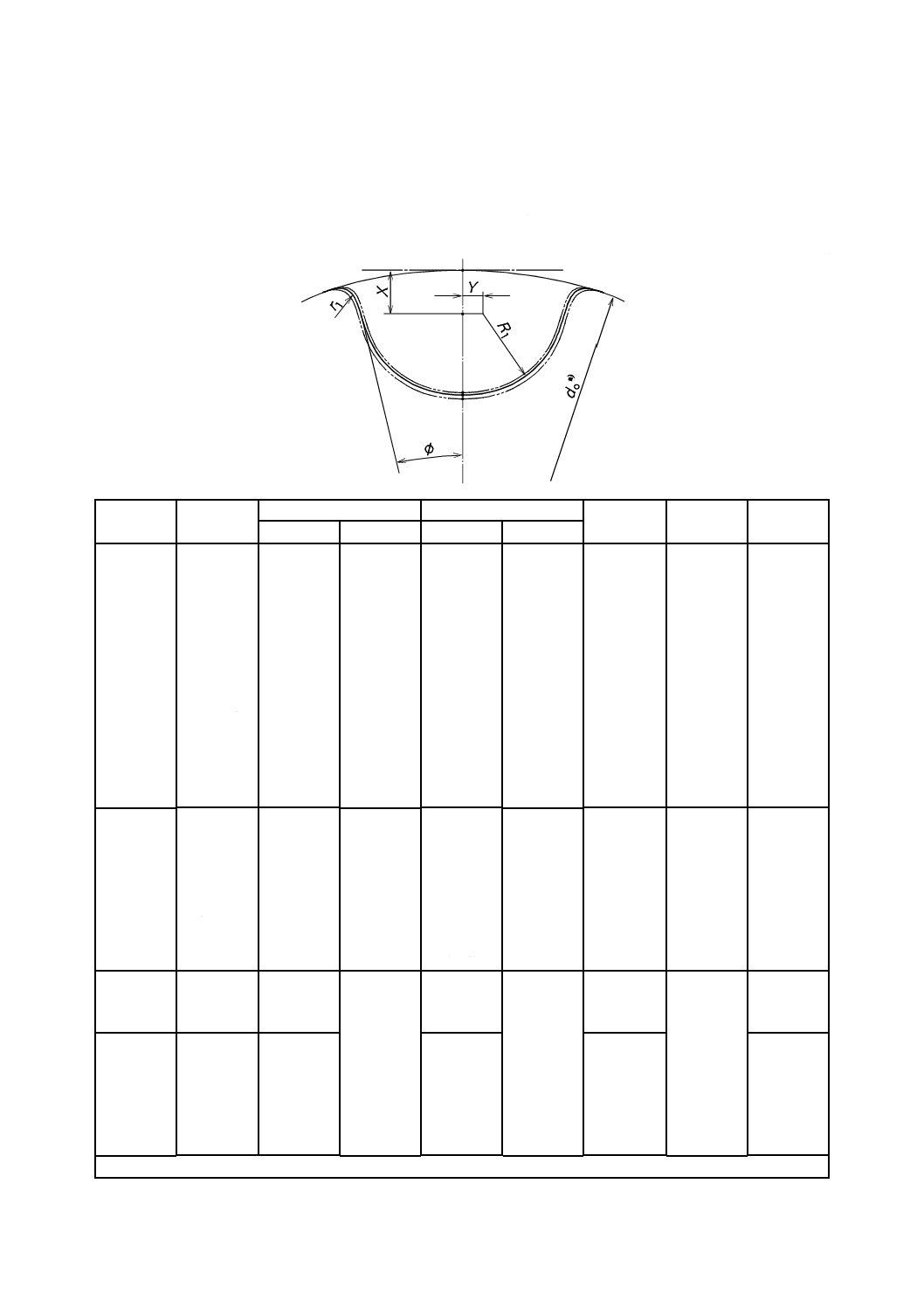
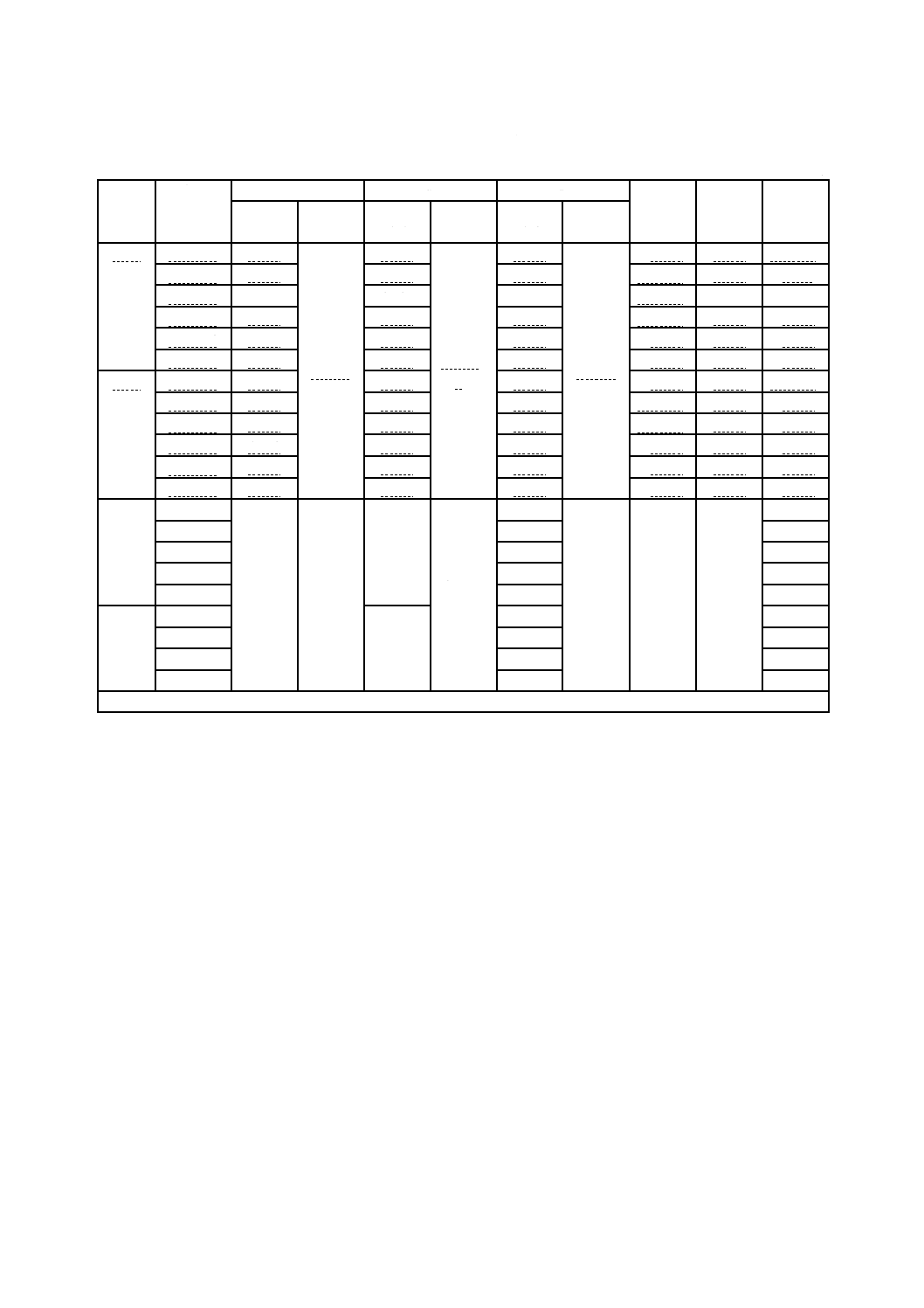
6.1.2
歯溝形状の寸法及び許容差
歯溝形状の寸法及び許容差は,表3による。
表3−歯溝形状の寸法及び許容差
単位 mm
種類
歯数
R1
r1
X
Y
φ
(°)
基準寸法
許容差
基準寸法
許容差
H3M
10〜 11
12〜 13
14〜 15
16〜 18
19〜 21
22〜 25
26〜 31
32〜 39
40〜 47
48〜 59
60〜 80
81〜116
117〜200
0.963
0.938
0.910
0.860
0.828
0.800
0.970
0.950
0.920
0.885
0.870
0.870
0.845
±0.038
0.220
0.280
0.310
0.210
0.235
0.260
0.180
0.190
0.230
0.260
0.296
0.290
0.320
±0.02
0.218
0.247
0.271
0.353
0.385
0.413
0.257
0.277
0.307
0.342
0.357
0.362
0.387
0.047
0.053
0.060
0.136
0.147
0.156
0.002
0.007
0.021
0.040
0.042
0.109
0.119
15.0
16.0
19.0
10.0
11.0
13.0
5.5
5.2
6.5
7.5
8.5
8.8
10.1
H5M
14〜 16
17〜 21
22〜 25
26〜 31
32〜 46
47〜 79
80〜140
141〜200
1.250
1.262
1.220
1.164
1.410
1.353
1.445
1.420
±0.051
0.460
0.480
0.540
0.600
0.450
0.480
0.540
0.560
±0.03
0.754
0.762
0.804
0.860
0.622
0.679
0.620
0.645
0.303
0.307
0.309
0.320
0.121
0.132
0.105
0.104
10.5
7.5
9.0
10.8
8.0
11.0
7.9
9.7
H8M
22〜 27
28〜 89
90〜200
2.675
2.629
2.639
+0.089
−0.076
0.874
1.024
1.008
+0.178
−0.076
0.620
0.975
0.991
0
11.3
7.0
6.6
H14M
28〜 32
33〜 36
37〜 57
58〜 89
90〜153
154〜216
4.859
4.834
4.737
4.669
4.636
4.597
1.544
1.613
1.654
1.902
1.704
1.770
1.468
1.494
1.461
1.529
1.692
1.730
7.1
5.2
9.3
8.9
6.9
8.6
注a) 記号doは,歯先円直径を示す。
5
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.3
ピッチ円直径及び歯先円直径
標準プーリのピッチ円直径及び歯先円直径は,表4による。また,ピッチ円直径は,式(1)による。プー
リの歯先円直径(do)とピッチ円直径(dp)との関係は,図1及び式(2)による。表5は式(2)に用いられる
N'値を示す。歯先円直径の許容差は,表16による。
π
n
P
d
×
=
t
p
··············································································· (1)
ここに,
dp: ピッチ円直径(mm)
Pt: 歯ピッチ(mm)
n: 歯数
N
a
d
d
′
+
−
=
2
p
o
········································································ (2)
ここに,
do: 歯先円直径(mm)
N': 表5に示す補正値
a: PLD(mm)。H3Mは0.381,H5Mは0.572,H8Mは0.686,
H14Mは1.397
表4−ピッチ円直径及び歯先円直径
単位 mm
歯数
種類
H3M
H5M
H8M
H14M
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
14
13.37
12.61
22.28
21.14
−
−
−
−
15
14.32
13.56
23.87
22.73
−
−
−
−
16
15.28
14.52
25.46
24.32
−
−
−
−
18
17.19
16.43
28.65
27.50
−
−
−
−
19
18.14
17.38
30.24
29.10
−
−
−
−
20
19.10
18.34
31.83
30.69
−
−
−
−
22
21.01
20.25
35.01
33.87
56.02
54.65
−
−
24
22.92
22.16
38.20
37.05
61.12
59.74
−
−
26
24.83
24.07
41.38
40.24
66.21
64.84
−
−
28
26.74
25.98
44.56
43.42
71.30
70.08
124.78
122.12
29
27.69
26.93
46.15
45.01
−
−
129.23
126.57
30
28.65
27.89
47.75
46.60
76.39
75.13
133.69
130.99
32
30.56
29.80
50.93
49.79
81.49
80.16
142.60
139.88
34
32.47
31.71
54.11
52.97
86.58
85.12
151.52
148.79
36
34.38
33.62
57.30
56.15
91.67
90.30
160.43
157.68
38
36.29
35.53
60.48
59.34
96.77
95.39
169.34
166.60
40
38.20
37.44
63.66
62.52
101.86
100.49
178.25
175.49
44
42.02
41.25
70.03
68.89
112.05
110.67
196.08
193.28
48
45.84
45.07
76.39
75.25
122.23
120.86
213.90
211.11
52
49.66
48.89
82.76
81.62
−
−
231.73
228.94
56
53.48
52.71
89.13
87.98
142.60
141.23
−
−
60
57.30
56.53
95.49
94.35
−
−
267.38
264.59
64
61.12
60.35
101.86
100.72
162.97
161.60
285.21
282.41
68
64.94
64.17
108.23
107.08
−
−
303.03
300.24
72
68.75
67.99
114.59
113.45
183.35
181.97
320.86
318.06
80
76.39
75.63
127.32
126.18
203.72
202.35
356.51
353.71
6
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表4−ピッチ円直径及び歯先円直径(続き)
単位 mm
歯数
種類
H3M
H5M
H8M
H14M
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
90
85.94
85.18
143.24
142.10
229.18
227.81
401.07
398.28
112
106.95
106.19
178.25
177.11
285.21
283.83
499.11
496.32
144
137.51
136.75
229.18
228.04
366.69
365.32
641.71
638.92
168
−
−
−
−
−
−
748.66
745.87
192
−
−
−
−
488.92
487.55
855.62
852.82
216
−
−
−
−
−
−
962.57
959.78
表5−N'の値
単位 mm
歯数
種類
H3M
H5M
H8M
H14M
22
0
0
0
−
24
0
0
0
−
26
0
0
0
−
28
0
0
0.15
0.13
29
0
0
0.14
0.13
30
0
0
0.11
0.09
31
0
0
0.08
0.09
32
0
0
0.04
0.07
33
0
0
0.02
0.08
34
0
0
0
0.06
35
0
0
0
0.05
36
0
0
0
0.04
37
0
0
0
0.04
38
0
0
0
0.05
39
0
0
0
0.04
40
0
0
0
0.03
41以上
0
0
0
0
7
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1.4
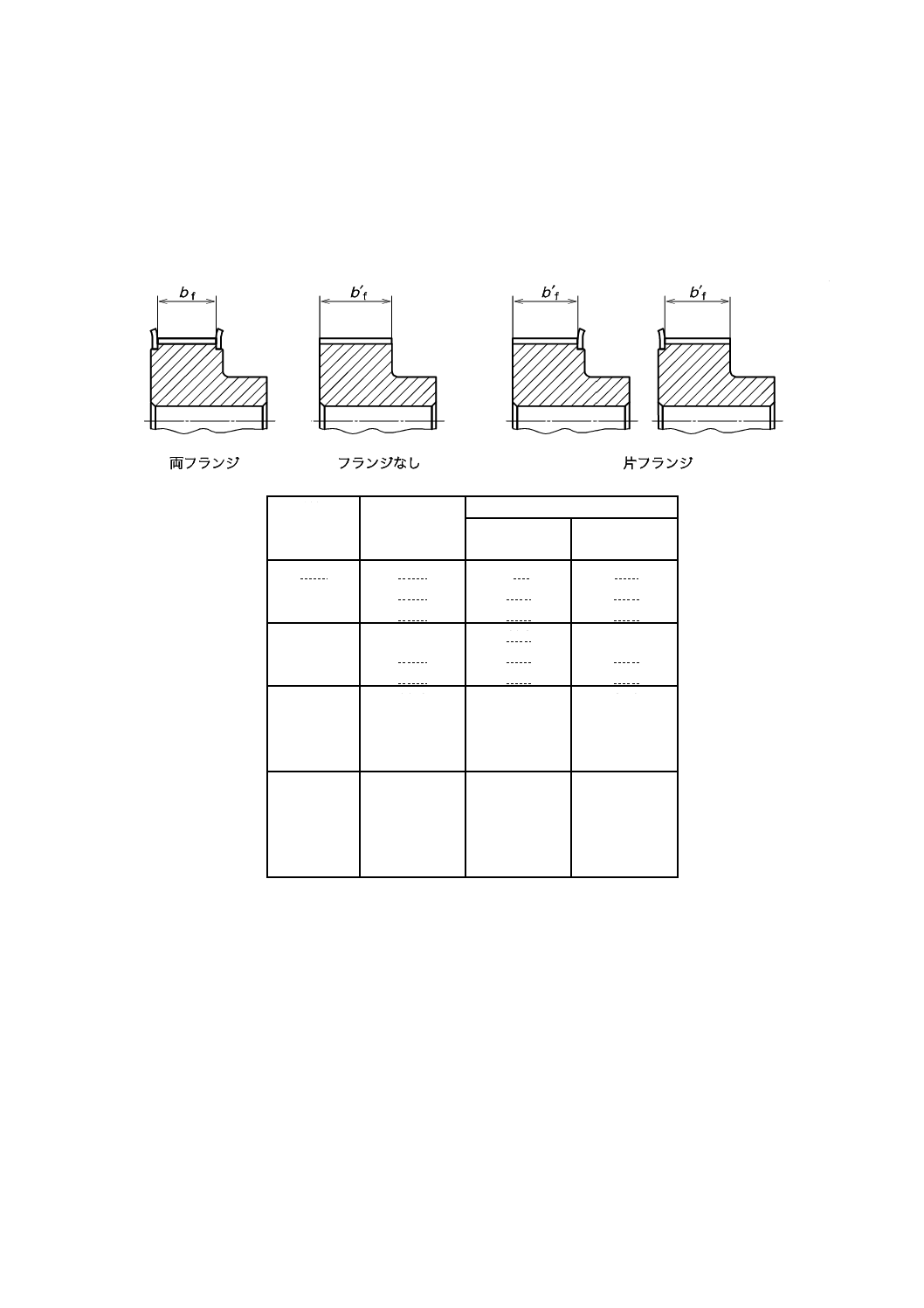
プーリの歯幅
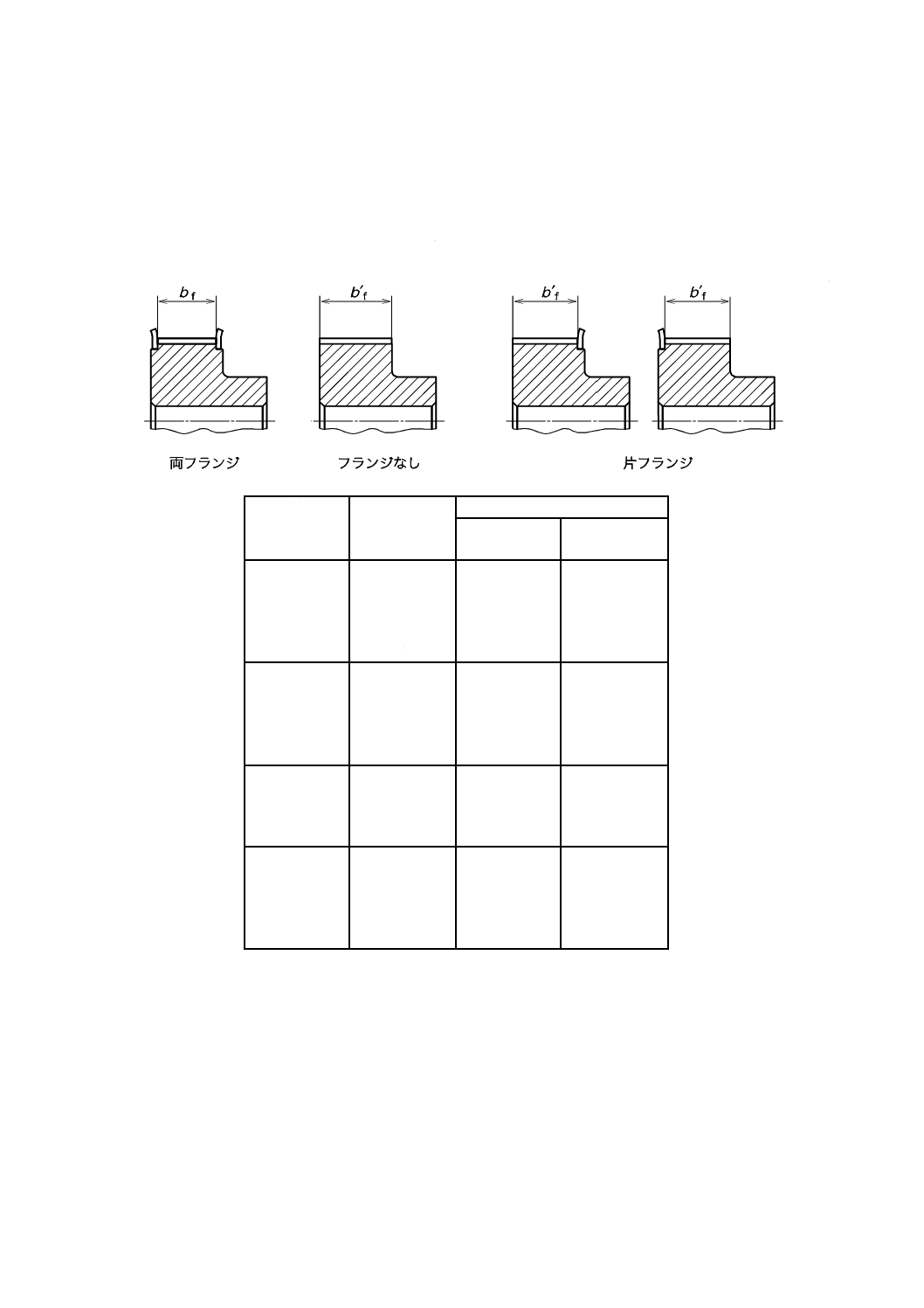
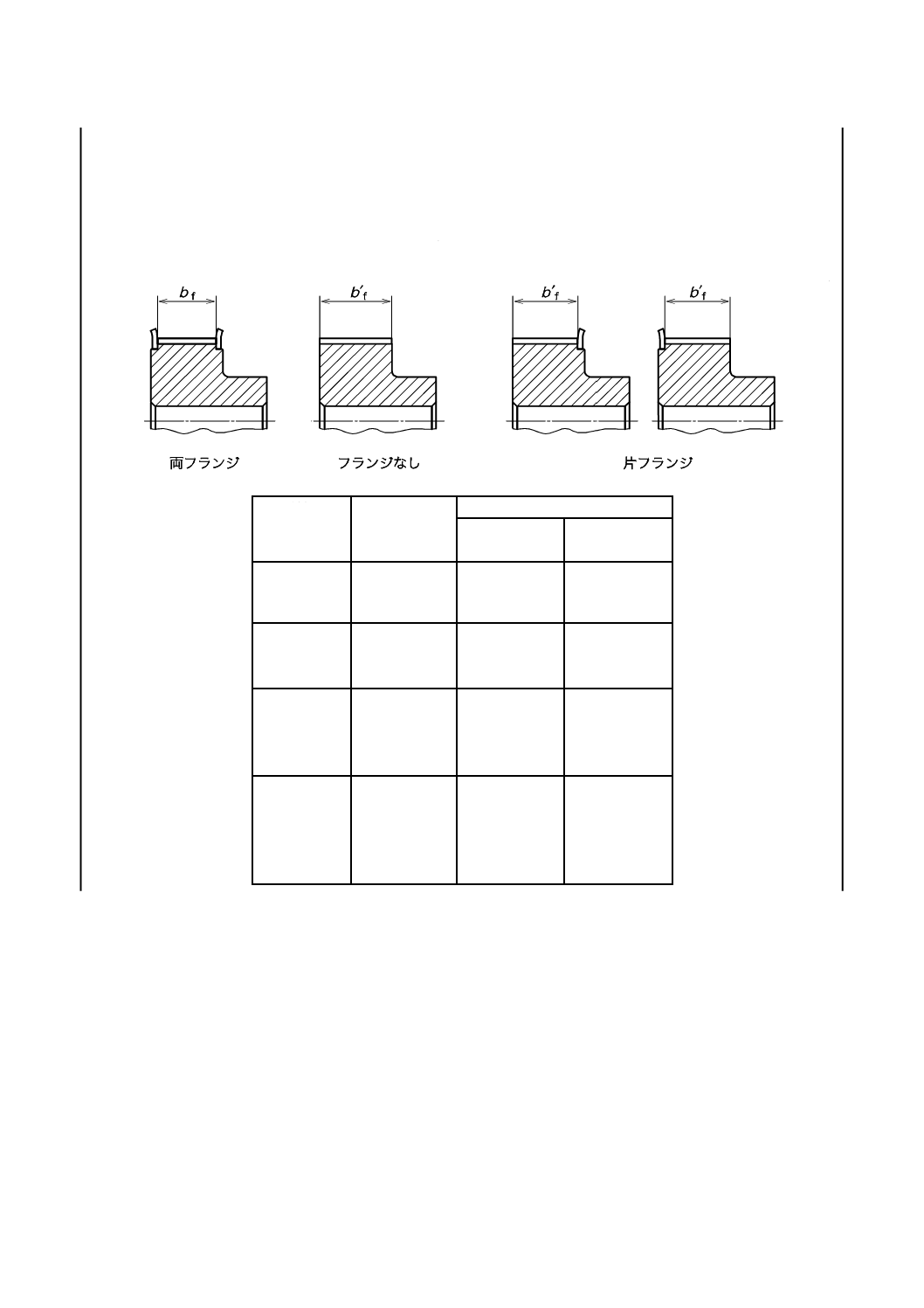
プーリの歯幅は,呼び幅ごとにフランジの有無によって区分し,その最小歯幅は,表6による。
なお,片フランジのプーリについても,フランジなしプーリの値が望ましい。
表6−プーリの最小歯幅
単位 mm
種類
プーリ呼び幅
最小歯幅
両フランジ
bf
フランジなし
b′f
H3M
4
6
9
12
15
5.3
7.3
10.3
13.3
16.3
9
11
14
17
20
H5M
9
15
20
25
30
10.3
16.3
21.3
26.3
31.3
14
20
25
30
35
H8M
20
30
50
85
22.0
32.0
53.0
89.0
30
40
60
96
H14M
40
55
85
115
170
42.0
58.0
89.0
120.0
175.0
55
70
101
131
186
8
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2
P歯形
6.2.1
歯溝創生用カッタの形状・寸法及び許容差
P3M,P5M,P8M及びP14M歯形の歯溝を創生するカッタのラック寸法及び許容差は,表7による。
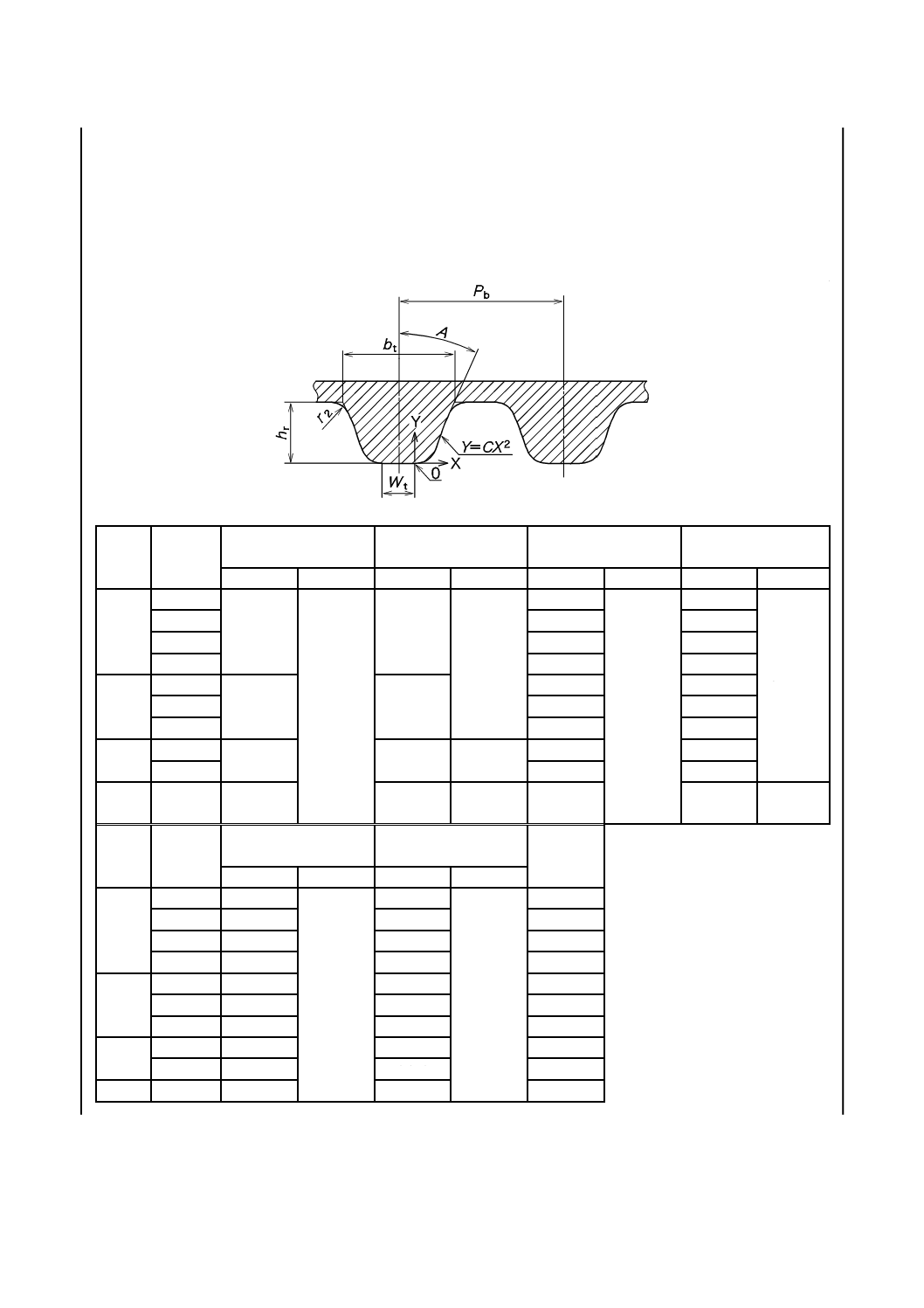
表7−カッタのラック寸法及び許容差
単位 mm
種類
歯数
Pb
hr
A
(°)
bt
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
P3M
10〜13
3.000
±0.012
1.155
±0.01
24.0
±0.5
2.130
±0.025
14〜17
22.0
2.080
18〜39
20.0
2.060
40以上
21.0
2.080
P5M
12〜17
5.000
1.875
23.5
3.540
18〜39
23.5
3.540
40以上
21.0
3.460
P8M
22〜27
8.000
2.960
0
−0.050
26.0
6.020
28以上
24.0
5.930
P14M
28以上
14.000
5.220
+0.050
0
23.0
9.840
+0.050
0
種類
歯数
Wt
r2
C
基準寸法
許容差
基準寸法
許容差
P3M
10〜13
0.820
±0.025
0.370
±0.025
1.89
14〜17
0.800
0.340
1.95
18〜39
0.790
0.340
2.00
40以上
0.720
0.320
2.38
P5M
12〜17
1.460
0.690
1.44
18〜39
1.460
0.670
1.55
40以上
1.400
0.620
1.66
P8M
22〜27
1.920
1.050
0.84
28以上
1.920
1.050
0.84
P14M
28以上
3.280
1.700
0.55
9
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.2
歯溝形状の寸法及び許容差
歯溝形状の寸法及び許容差は,表8による。
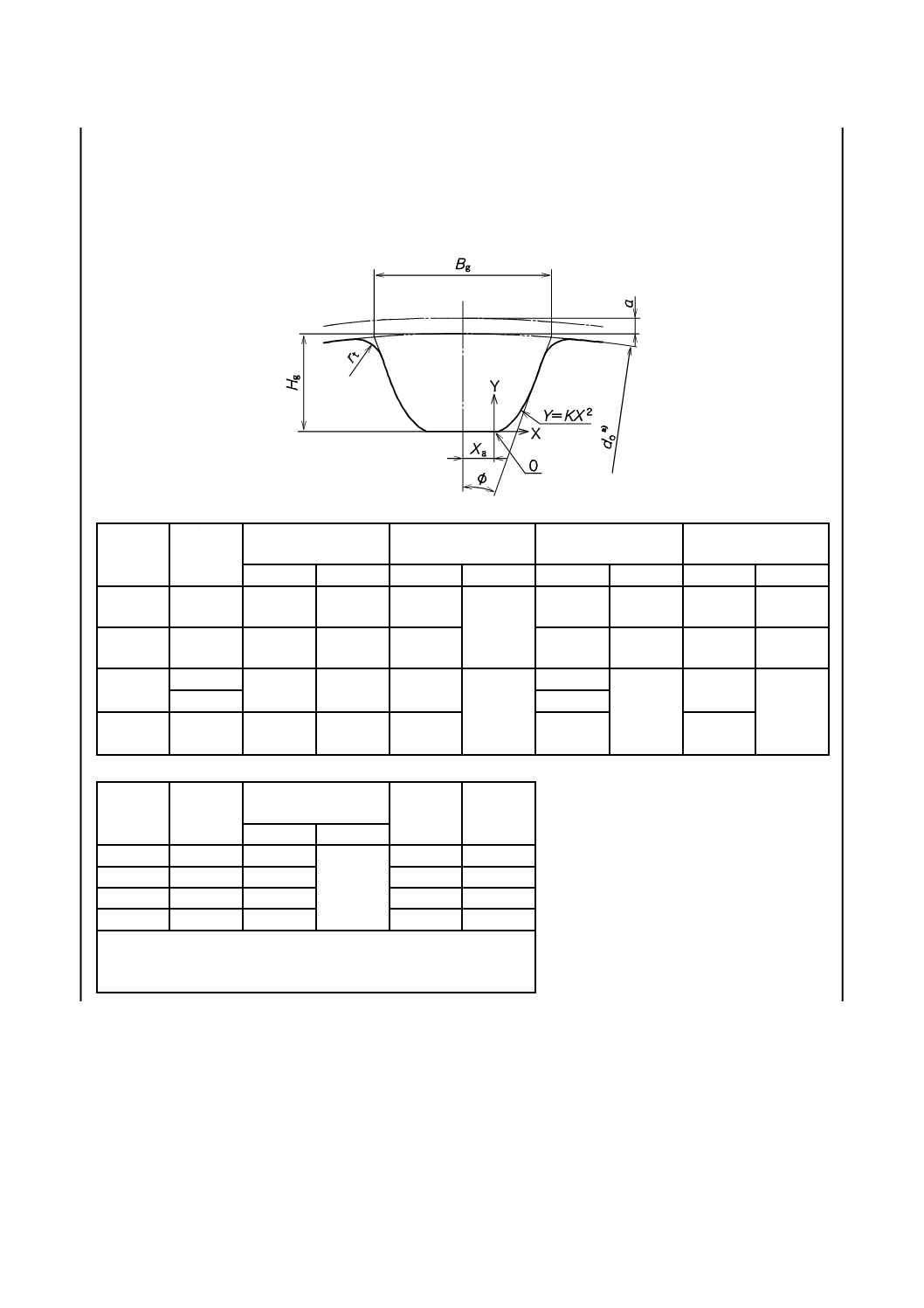
表8−歯溝形状の寸法及び許容差
単位 mm
種類
歯数
Bg
Hg
rt
Xa
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
P3M
10以上
1.95
+0.05
0
1.14
+0.03
0
0.30
+0.03
0
0.32
+0.02
0
P5M
12以上
3.34
+0.08
0
1.86
0.60
+0.05
0
0.60
+0.03
0
P8M
22〜27
5.60
+0.15
0
2.94
+0.05
0
0.85
+0.10
0
1.06
+0.05
0
28以上
0.90
P14M
28以上
9.46
+0.20
0
5.22
1.40
1.80
種類
歯数
φ
(°)
K
a
基準寸法
許容差
P3M
10以上
20.8
+0.05
0
2.448
0.381
P5M
12以上
19.8
1.592
0.571
P8M
22以上
20.5
0.916
0.686
P14M
28以上
19.0
0.597
1.397
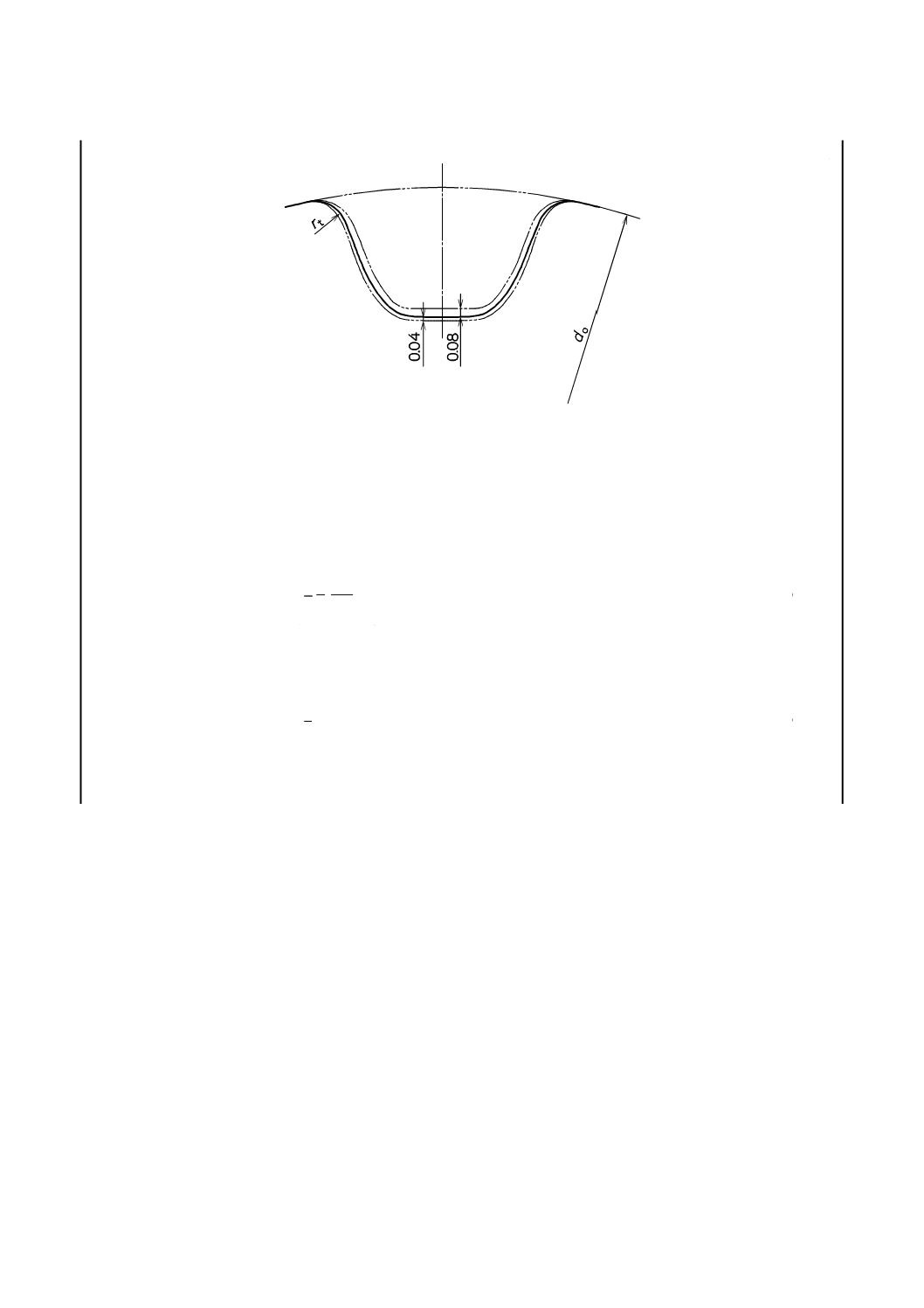
注記 P歯形の真の歯溝形状は,歯数ごとに溝断面の放物線関数を作
図して得られる。図2に歯溝の許容差を示す。
注a) 記号doは,歯先円直径を示す。
10
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 mm
図2−歯溝の許容差
6.2.3
ピッチ円直径及び歯先円直径
標準プーリのピッチ円直径及び歯先円直径は,表9による。また,ピッチ円直径は,式(3)による。プー
リの歯先円直径(do)とピッチ円直径(dp)との関係は,図1及び式(4)による。表10は式(4)に用いられる
N''値を示す。歯先円直径の許容差は,表16による。
π
n
P
d
×
=
t
p
··············································································· (3)
ここに,
dp: ピッチ円直径(mm)
Pt: 歯ピッチ(mm)
n: 歯数
N
a
d
d
′′
−
−
=
2
p
o
······································································· (4)
ここに,
do: 歯先円直径(mm)
N'': 表10に示す補正値
a: 表8による。
11
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9−ピッチ円直径及び歯先円直径
単位 mm
歯数
種類
P3M
P5M
P8M
P14M
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
14
13.37
12.61
22.28
21.14
−
−
−
−
15
14.32
13.56
23.87
22.73
−
−
−
−
16
15.28
14.52
25.46
24.32
−
−
−
−
18
17.19
16.43
28.65
27.51
−
−
−
−
20
19.10
18.34
31.83
30.69
−
−
−
−
22
21.01
20.25
35.01
33.87
56.02
54.65
−
−
24
22.92
22.16
38.20
37.06
61.12
59.74
−
−
26
24.83
24.07
41.38
40.24
66.21
64.84
−
−
28
26.74
25.98
44.56
43.42
71.30
69.93
124.78
121.98
29
27.69
26.93
46.15
45.01
−
−
129.23
126.44
30
28.65
27.89
47.75
46.60
76.39
75.02
133.69
130.90
32
30.56
29.80
50.93
49.79
81.49
80.12
142.60
139.81
34
32.47
31.71
54.11
52.97
86.58
85.21
151.52
148.72
36
34.38
33.62
57.30
56.15
91.67
90.30
160.43
157.63
38
36.29
35.53
60.48
59.34
96.77
95.39
169.34
166.55
40
38.20
37.44
63.66
62.52
101.86
100.49
178.25
175.46
44
42.02
41.25
70.03
68.89
112.05
110.67
196.08
193.28
48
45.84
45.07
76.39
75.25
122.23
120.86
213.90
211.11
52
49.66
48.89
82.76
81.62
−
−
231.73
228.94
56
53.48
52.71
89.13
87.98
142.60
141.23
249.55
246.76
60
57.30
56.53
95.49
94.35
−
−
267.38
264.59
64
61.12
60.35
101.86
100.72
162.97
161.60
285.21
282.41
68
64.94
64.17
108.23
107.08
−
−
303.03
300.24
72
68.75
67.99
114.59
113.45
183.35
181.97
320.86
318.06
80
76.39
75.63
127.32
126.18
203.72
202.35
356.51
353.71
90
85.94
85.18
143.24
142.10
229.18
227.81
401.07
398.28
112
−
−
−
−
285.21
283.83
499.11
496.32
144
−
−
−
−
366.69
365.32
641.71
638.92
168
−
−
−
−
−
−
748.66
745.87
192
−
−
−
−
488.92
487.55
855.62
852.82
216
−
−
−
−
−
−
962.57
959.78
12
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10−N''の値
単位 mm
歯数
種類
P3M
P5M
P8M
P14M
14
0
0
−
−
15
0
0
−
−
16
0
0
−
−
18
0
0
−
−
20
0
0
−
−
22
0
0
0
−
24
0
0
0
−
26
0
0
0
−
28
0
0
0
0.065
29
0
0
−
0.065
30
0
0
0
0.065
32
0
0
0
0.065
34
0
0
0
0.065
36
0
0
0
0.065
38
0
0
0
0.065
40
0
0
0
0.065
44
0
0
0.065
0.075
48
0
0
0.065
0.075
52
0
0
−
0.075
56
0
0
0.065
0.075
60
0
0
−
0.075
64
0
0
0.065
0.075
68
0
0.075
−
0.075
72
0
0.075
0.300
0.180
80
0
0.075
0.300
0.180
90
0
0.225
0.300
0.180
112
−
−
0.300
0.230
144
−
−
0.400
0.400
168
−
−
−
0.450
192
−
−
0.400
0.500
216
−
−
−
0.550
13
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.2.4
プーリの歯幅
プーリの歯幅は,呼び幅ごとにフランジの有無によって区分し,その最小歯幅は,表11による。
なお,片フランジのプーリについても,フランジなしプーリの値が望ましい。
表11−プーリの最小歯幅
単位 mm
種類
プーリ呼び幅
最小歯幅
両フランジ
フランジなし
bf
b'f
P3M
6
8.0
12.0
10
12.0
16.0
15
17.0
21.0
P5M
10
11.6
16.0
15
16.6
21.0
25
27.6
32.0
P8M
20
22.0
30.0
30
32.0
40.0
50
53.0
60.0
85
89.0
96.0
P14M
40
42.0
55.0
55
58.0
70.0
85
89.0
101.0
115
120.0
131.0
170
175.0
186.0
14
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
S歯形
6.3.1
歯溝創生用カッタの形状・寸法及び許容差
S3M,S5M,S8M及びS14M歯形の歯溝を創生するカッタのラック寸法及び許容差は,表12による。
表12−カッタのラック寸法及び許容差
単位 mm
種類
歯数
Pb
hr
bt
r1
r2
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
S3M
14〜 15
2.703
±0.012
1.125
+0.05
0
0.177
+0.05
0
0.037
±0.03
0.305
±0.05
16〜 18
2.746
1.628
0.071
19〜 23
2.795
1.501
0.085
24〜 34
2.851
1.699
0.103
35〜 59
2.908
1.498
0.121
60〜216
2.966
1.764
0.140
S5M
14〜 15
4.543
1.785
0.793
0.096
0.575
16〜 18
4.610
2.684
0.148
19〜 23
4.684
2.434
0.167
24〜 34
4.771
2.767
0.187
35〜 59
4.859
2.433
0.212
60〜216
4.947
2.927
0.236
S8M
22〜 26
7.611
±0.012
2.830
+0.05
0
4.220
+0.05
0
0.270
±0.03
0.800
±0.05
27〜 33
7.689
0.290
34〜 46
7.767
0.320
47〜 74
7.844
0.350
75〜216
7.928
0.380
S14M
28〜 34
13.441
4.950
7.500
0.520
1.360
35〜 47
13.577
0.560
48〜 75
13.716
0.610
76〜216
13.876
0.660
15
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表12−カッタのラック寸法及び許容差(続き)
単位 mm
種類
歯数
r3
r4
r5
X
Y
a
基準
寸法
許容差
基準
寸法
許容差
基準
寸法
許容差
S3M
14〜 15
1.744
±0.03
1.025
+0.05
0
2.965
±0.10
0.769
1.201
−0.162
16〜 18
0.210
1.791
2.628
−0.364
0.167
0.115
19〜 23
0.305
1.707
2.321
−0.290
0.239
0.057
24〜 34
0.512
1.826
2.043
−0.131
0.387
0.145
35〜 59
1.491
1.712
1.814
0.566
1.091
0.091
60〜216
1.805
1.867
1.623
0.831
1.278
0.188
S5M
14〜 15
2.879
1.940
4.694
1.270
1.865
−0.263
16〜 18
0.336
2.950
4.192
−0.689
0.247
0.140
19〜 23
0.442
2.792
3.757
−0.599
0.326
0.038
24〜 34
1.559
2.994
3.338
0.207
1.127
0.187
35〜 59
2.410
2.803
2.992
0.887
1.670
0.097
60〜216
2.986
3.087
2.699
1.376
2.003
0.268
S8M
22〜 26
−
±0.03
4.740
+0.05
0
5.680
±0.10
−
−
0.256
27〜 33
5.280
0.279
34〜 46
4.920
0.299
47〜 74
4.590
0.321
75〜216
4.280
0.342
S14M
28〜 34
8.380
9.170
0.784
35〜 47
8.570
0.819
48〜 75
8.030
0.856
76〜216
7.460
0.896
注記 S8M及びS14Mにはr3,X及びYはない。
16
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
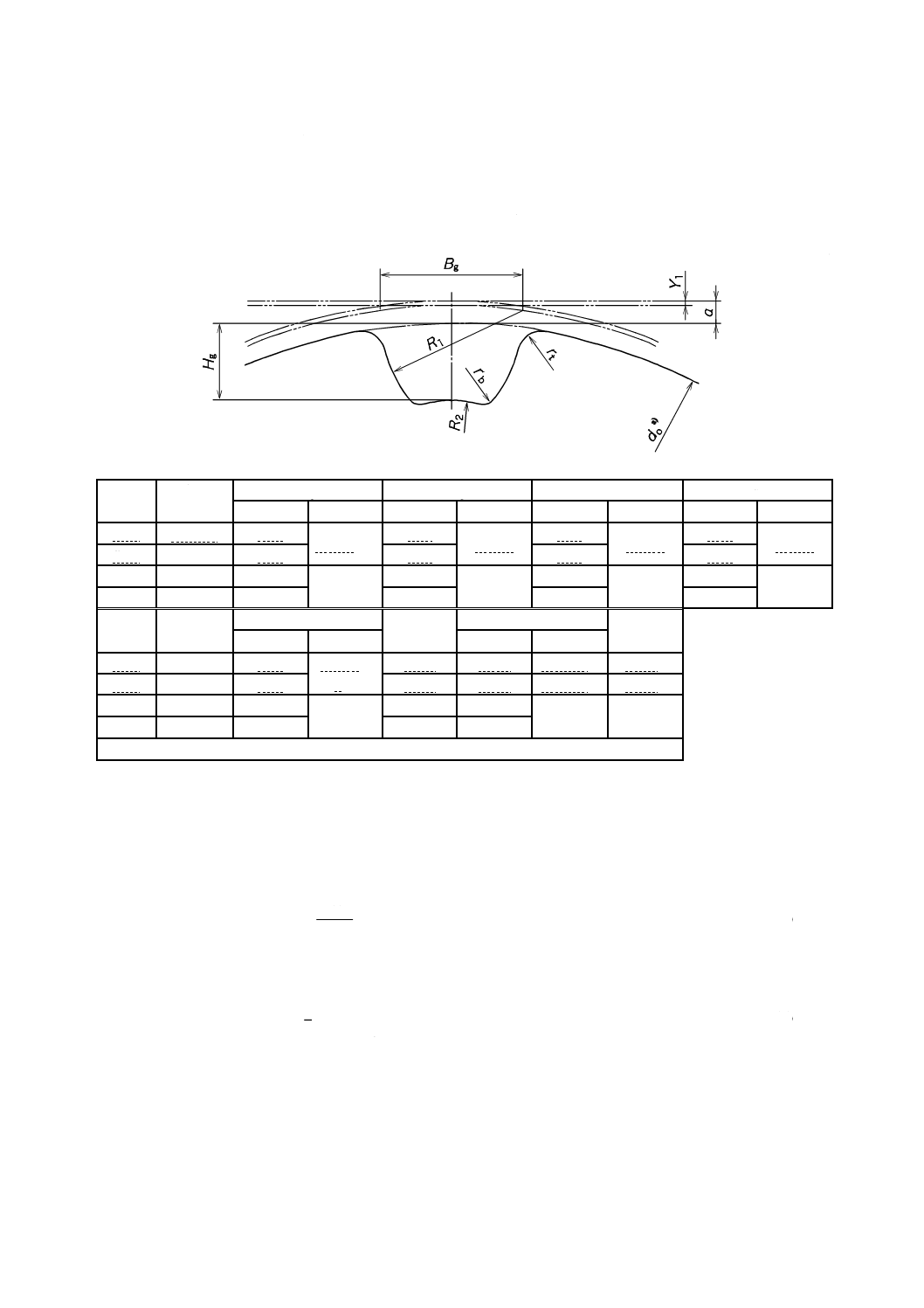
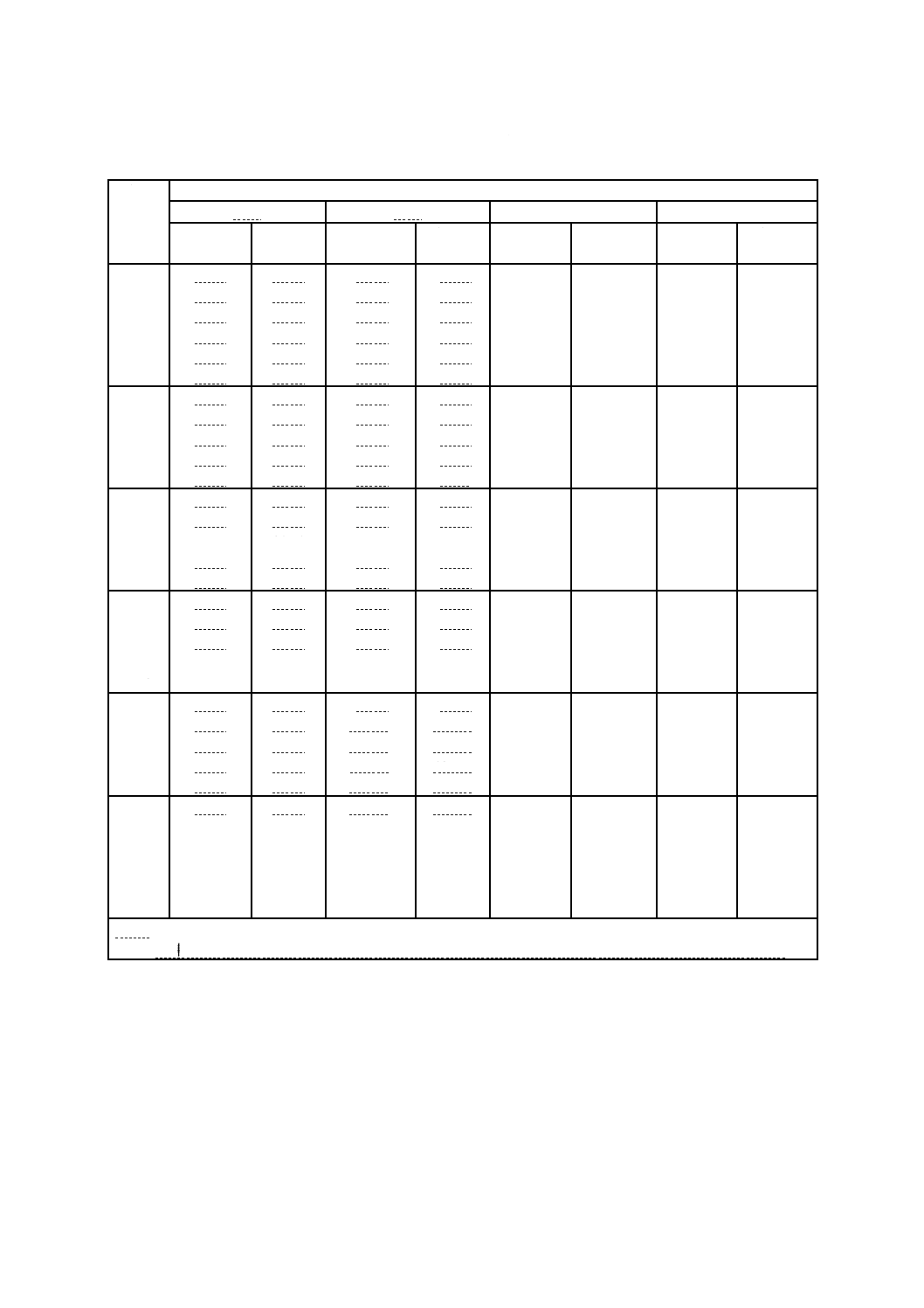
6.3.2
歯溝の寸法・形状及び許容差
歯溝形状及び許容差は,表13による。
表13−歯溝の寸法及び許容差
単位 mm
種類
歯数
Bg
Hg
R2
rb
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
基準寸法
許容差
S3M
14以上
1.95
±0.03
1.11
±0.03
1.51
±0.03
0.15
±0.10
S5M
14以上
3.25
1.77
2.53
0.25
S8M
22以上
5.20
+0.10
0
2.83
±0.03
4.04
±0.10
0.40
±0.10
S14M
28以上
9.10
4.95
7.07
0.70
種類
歯数
rt
a
R1
Y1
基準寸法
許容差
基準寸法
許容差
S3M
14以上
0.28
+0.05
0
0.381
1.975
±0.015
0.127
S5M
14以上
0.55
0.480
3.270
±0.030
0.099
S8M
22以上
0.75
+0.10
0
0.686
5.300
+0.100
0
0
S14M
28以上
1.30
1.397
9.280
注a) 記号doは,歯先円直径を示す。
6.3.3
ピッチ円直径及び歯先円直径
標準プーリのピッチ円直径及び歯先円直径は,表14による。また,ピッチ円直径は,式(5)による。プ
ーリの歯先円直径(do)とピッチ円直径(dp)との関係は,図1及び式(6)による。歯先円直径の許容差は,
表16による。
π
n
P
d
×
=
t
p
··············································································· (5)
ここに,
dp: ピッチ円直径(mm)
Pt: 歯ピッチ(mm)
n: 歯数
a
d
d
2
p
o
−
=
············································································· (6)
ここに,
do: 歯先円直径(mm)
a: 表13による。
17
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表14−ピッチ円直径及び歯先円直径
単位 mm
歯数
種類
S3M
S5M
S8M
S14M
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
ピッチ円
直径
歯先円
直径
14
13.37
12.61
22.28
23.24
−
−
−
−
15
14.32
13.56
23.87
24.83
−
−
−
−
16
15.28
14.52
25.46
26.42
−
−
−
−
18
17.19
16.43
28.65
29.61
−
−
−
−
20
19.10
18.34
31.83
32.79
−
−
−
−
21
20.05
19.29
33.42
34.38
−
−
−
−
22
21.01
20.25
35.01
35.97
56.02
54.65
−
−
24
22.92
22.16
38.20
39.16
61.12
59.74
−
−
26
24.83
24.07
41.38
42.34
66.21
64.84
−
−
28
26.74
25.98
44.56
45.52
71.30
69.93
124.78
121.98
29
27.69
26.93
46.15
47.11
−
−
129.23
126.44
30
28.65
27.89
47.75
48.71
76.39
75.02
133.69
130.90
32
30.56
29.80
50.93
51.89
81.49
80.12
142.60
139.81
34
32.47
31.71
54.11
55.07
86.58
85.21
151.52
148.72
36
34.38
33.62
57.30
58.26
91.67
90.30
160.43
157.68
38
36.29
35.53
60.48
61.44
96.77
95.39
169.34
166.55
40
38.20
37.44
63.66
64.62
101.86
100.49
178.25
175.46
44
42.02
41.25
70.03
70.99
112.05
110.67
196.08
193.28
48
45.84
45.07
76.39
77.35
122.23
120.86
213.73
211.11
52
49.66
48.89
82.76
83.72
−
−
231.90
228.94
56
53.48
52.71
89.13
90.09
142.60
141.23
249.55
246.76
60
57.30
56.53
95.49
96.45
−
−
267.38
264.59
64
61.12
60.35
101.86
102.82
162.97
161.60
285.21
282.41
68
64.94
64.17
108.23
109.19
−
−
303.03
300.24
72
68.75
67.99
114.59
115.55
183.35
181.97
320.86
318.06
80
76.39
75.63
127.32
128.28
203.72
202.35
356.51
353.71
90
85.94
85.18
143.24
144.20
229.18
227.81
401.07
398.28
112
−
−
−
−
285.21
283.83
499.11
496.32
144
−
−
−
−
366.69
365.32
641.71
638.92
168
−
−
−
−
−
−
748.66
745.87
192
−
−
−
−
488.92
487.55
855.62
852.82
216
−
−
−
−
−
−
962.57
959.78
注記 ベルトのプーリへの組み付けやすさを重要視し,歯先円直径又は歯溝形状(表12のhr及び表13のHg)
を補正して用いる場合がある。これらに関しては製造業者に問い合わせ,確認することが望ましい。
18
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3.4
プーリの歯幅
プーリの歯幅は,呼び幅ごとにフランジの有無によって区分し,その最小歯幅は,表15による。
なお,片フランジのプーリについても,フランジなしプーリの値が望ましい。
表15−プーリの最小歯幅
単位 mm
種類
プーリ呼び幅
最小歯幅
両フランジ
bf
フランジなし
b'f
S3M
0060
7.0
11.0
0100
11.0
15.0
0150
17.0
21.0
S5M
0100
11.0
16.0
0150
17.0
22.0
0250
27.0
32.0
S8M
0150
16.3
25.0
0250
26.6
35.0
0400
42.1
50.0
0600
62.7
70.0
S14M
0400
41.8
55.0
0600
62.9
76.0
0800
83.4
96.0
1000
103.8
116.0
1200
124.3
136.0
7
性能
7.1
プーリ歯先円直径の許容差
プーリ歯先円直径は,9.7の方法によって測定し,その許容差は,表16による。
19
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
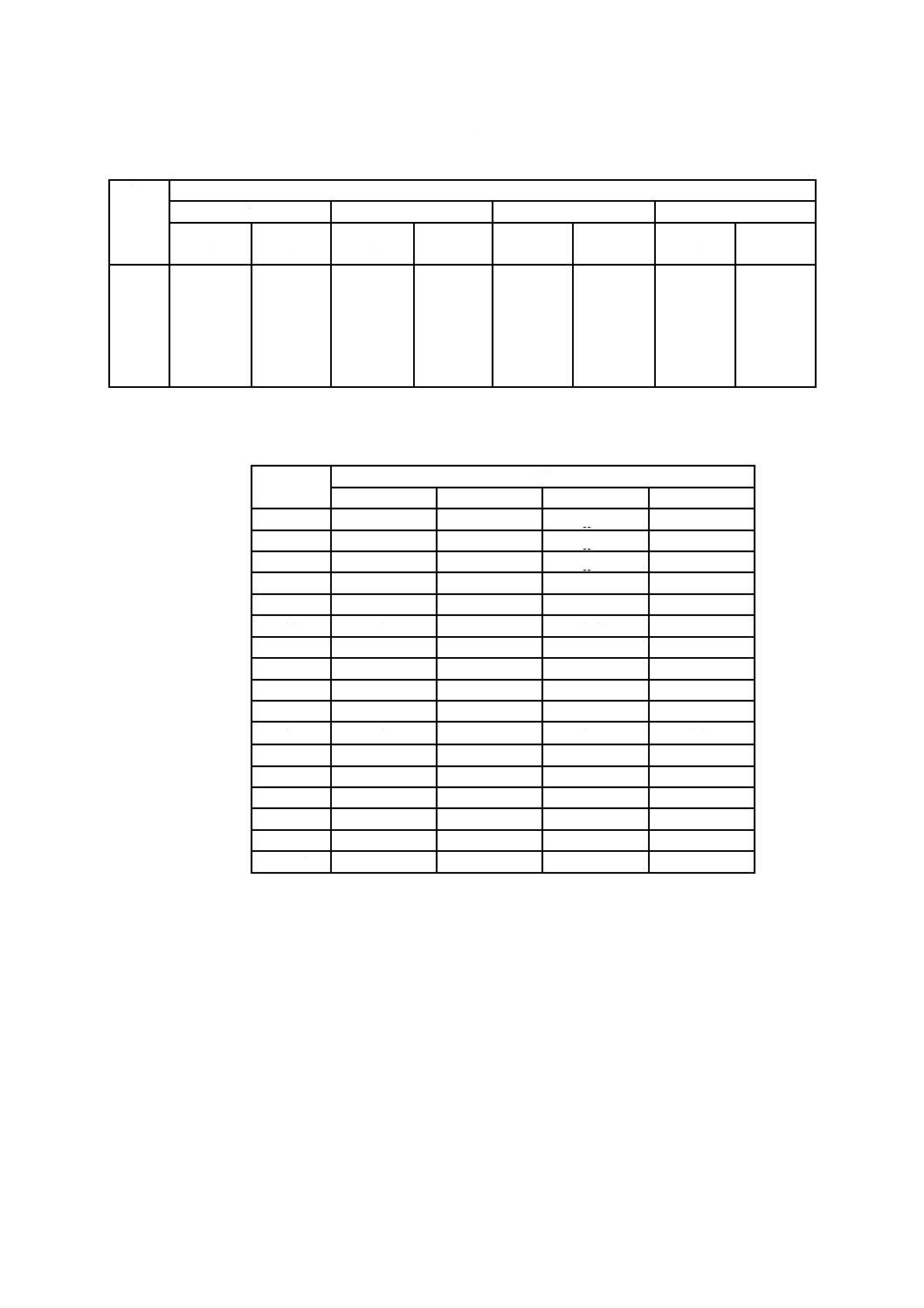
表16−プーリ歯先円直径の許容差
単位 mm
プーリ歯先円直径 do
許容差
25.40以下
+0.05
0
25.40を超え
50.80以下
+0.08
0
50.80を超え
101.60以下
+0.10
0
101.60を超え
177.80以下
+0.13
0
177.80を超え
304.80以下
+0.15
0
304.80を超え
508.00以下
+0.18
0
508.00を超え
762.00以下
+0.20
0
762.00を超え 1 016.00以下
+0.23
0
1 016.00を超えるもの
+0.25
0
7.2
隣接ピッチ誤差及び累積ピッチ誤差
隣接ピッチ誤差及び任意の90°の区間における累積ピッチ誤差は,9.3の方法によって測定し,その公
差は,表17による。
表17−隣接ピッチ誤差及び累積ピッチ誤差の公差
単位 mm
プーリ歯先円直径 do
公差
隣接ピッチ誤差 累積ピッチ誤差
25.40以下
0.03
0.05
25.40を超え
50.80以下
0.03
0.08
50.80を超え 101.60以下
0.05
0.10
101.60を超え 177.80以下
0.05
0.13
177.80を超え 304.80以下
0.05
0.15
304.80を超え 508.00以下
0.08
0.18
508.00を超え 762.00以下
0.08
0.20
762.00を超えるもの
0.08
0.23
7.3
歯と軸穴中心線との平行度
プーリ歯と軸穴中心線との平行度は,9.4の方法によって測定し,その公差は,表18による。
20
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表18−平行度の公差
単位 mm
プーリの歯幅
公差
40以下
0.03
40を超え
80以下
0.04
80を超え 120以下
0.05
120を超えるもの
0.06
7.4
側面の振れ
プーリの軸穴中心線に対する側面の振れは,9.5の方法によって測定し,その公差は,表19による。
表19−側面の振れの公差
単位 mm
プーリの歯先円直径 do
側面の振れの公差(F. I. M.)a)
25.40以下
0.05
25.40を超え
50.80以下
0.08
50.80を超え 101.60以下
0.10
101.60を超え 254.00以下
歯先円直径do×0.001
254.00を超えるもの
0.25+[(歯先円直径do−254.00)×0.000 5]
注a) F.I.M.とは,full indicator movementの略で,振れの測定における読みの最大値と
最小値との差をいう。
7.5
歯先円周の振れ
プーリの歯先円周の振れは,9.6の方法によって測定し,その公差は,表20による。
表20−歯先円周の振れの公差
単位 mm
プーリの歯先円直径 do
歯先円周の振れの公差(F.I.M.)
25.40以下
0.05
25.40を超え
50.80以下
0.07
50.80を超え 101.60以下
0.10
101.60を超え 203.20以下
0.13
203.20を超えるもの
0.13+[(歯先円直径do−203.20)×0.000 5]
7.6
歯先円筒の円筒度
プーリの歯先円筒の円筒度は,9.8の方法によって測定し,その公差は,表21による。
表21−歯先円筒の円筒度の公差
単位 mm
プーリの歯幅
歯先円筒の円筒度の公差
20以下
0.02
20を超え
40以下
0.04
40を超え
80以下
0.08
80を超え 120以下
0.12
120を超え 160以下
0.16
160を超えるもの
0.16+[(プーリ歯幅−160)×0.001]
21
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7.7
歯の表面粗さ
プーリの歯の表面粗さ(歯先面も含む。)は,JIS B 0601に規定する3.2aとする。
注記 ISO 13050が引用しているISO 254の事項は,この規格の該当項目と同等である。
7.8
静的釣合い
プーリの静的釣合いは,外周における不釣合い質量で表し,プーリ質量の0.2 %又は5 gのいずれか大き
い方を最大許容値とする。
注記 動的釣合いは,構造及び使用条件に応じて,ISO 254に規定する値を採用するのがよい。
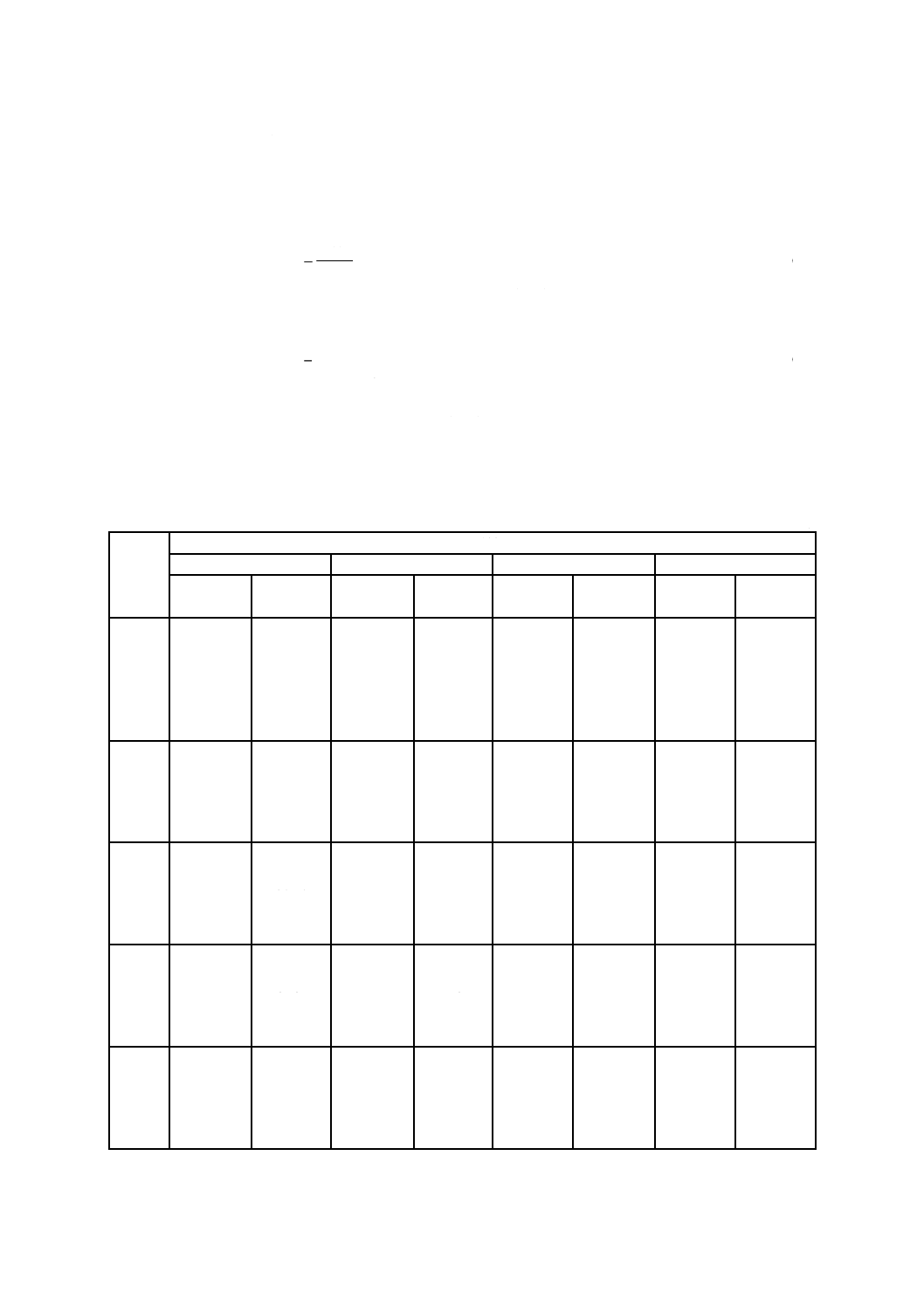
8
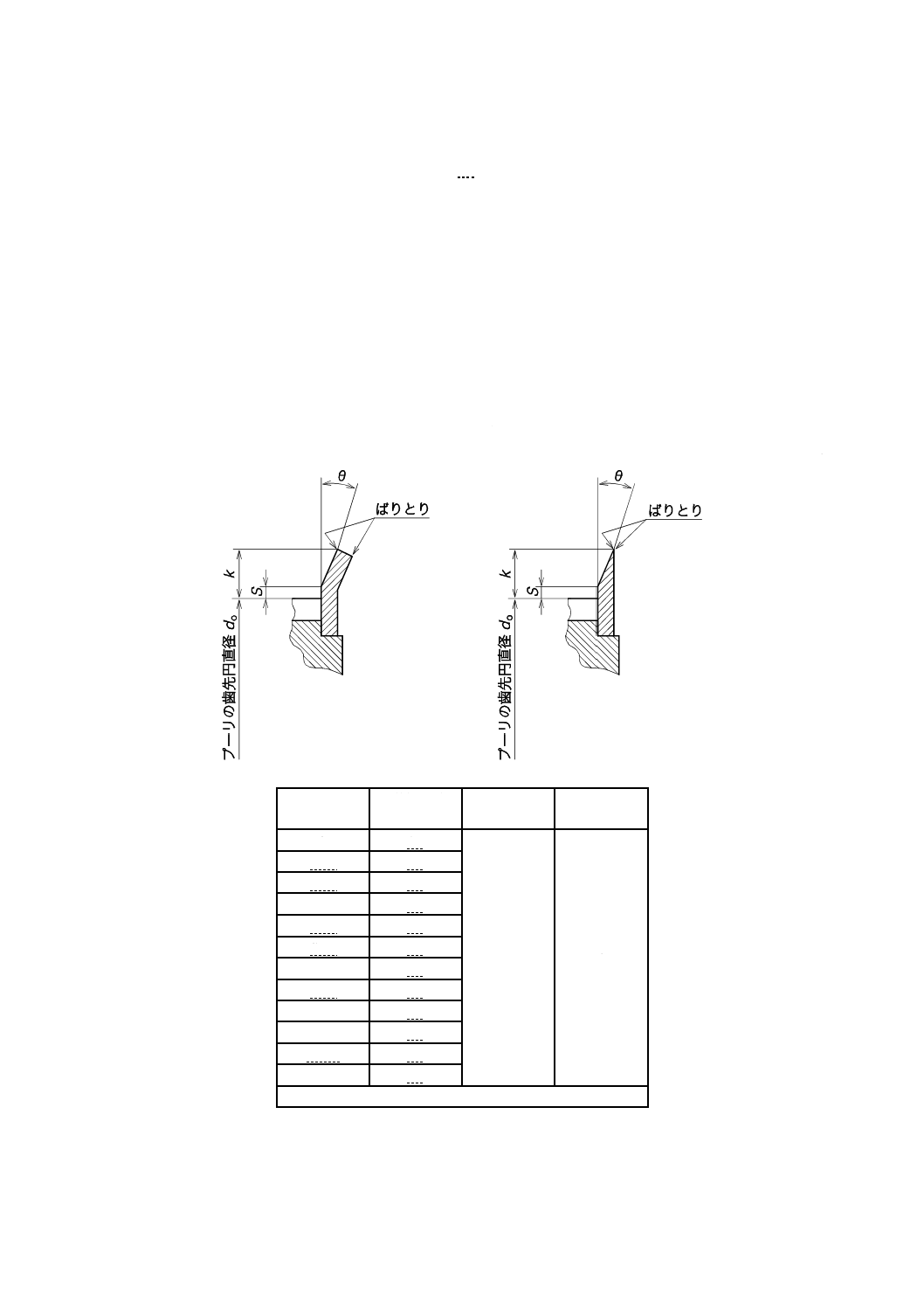
フランジの寸法
プーリのフランジの寸法は,表22による。
表22−フランジの寸法
寸法単位 mm,角度単位 度
種類
k(最小値)
θ
(°)
2S
H3M
1.7
8〜25
0.38±0.25
P3M
1.2
S3M
1.2
H5M
2.0
P5M
2.2
S5M
1.8
H8M
4.1
P8M
3.6
S8M
3.7
H14M
7.4
P14M
6.5
S14M
6.7
注記 図の寸法記号以外の形状は,例を示す。
22
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
9
試験方法
9.1
測定環境
7.1〜7.6の測定は,常温(20±15)℃の下で行う。
9.2
歯溝形状
プーリの歯溝形状は,プーリ歯幅中央付近の軸直角方向に投影器,形状測定器などを用いて測定する。
9.3
隣接ピッチ誤差及び累積ピッチ誤差
隣接ピッチ誤差及び任意の90°の区間における累積ピッチ誤差は,軸穴を仕上げたプーリの隣り合う歯
の対応する二つの歯面と,プーリと同心の任意の直径(歯底円直径より大きく,歯先円直径より小さい。)
の円とが交わってできる2点の間の直線距離,又はその点がプーリ中心に対して作る角の大きさをISO/TR
10064-1に準じた方法で,歯幅の中央付近を順次測定し,その結果をピッチ円上の値に換算して求める。
9.4
歯と軸穴中心線との平行度
プーリの歯と軸穴中心線との平行度は,3か所以上均等に分割した歯面上をISO/TR 10064-1に準じた方
法で,仕上げ軸穴中心線に対する歯すじ方向の誤差を求め,この値を平行度とする。
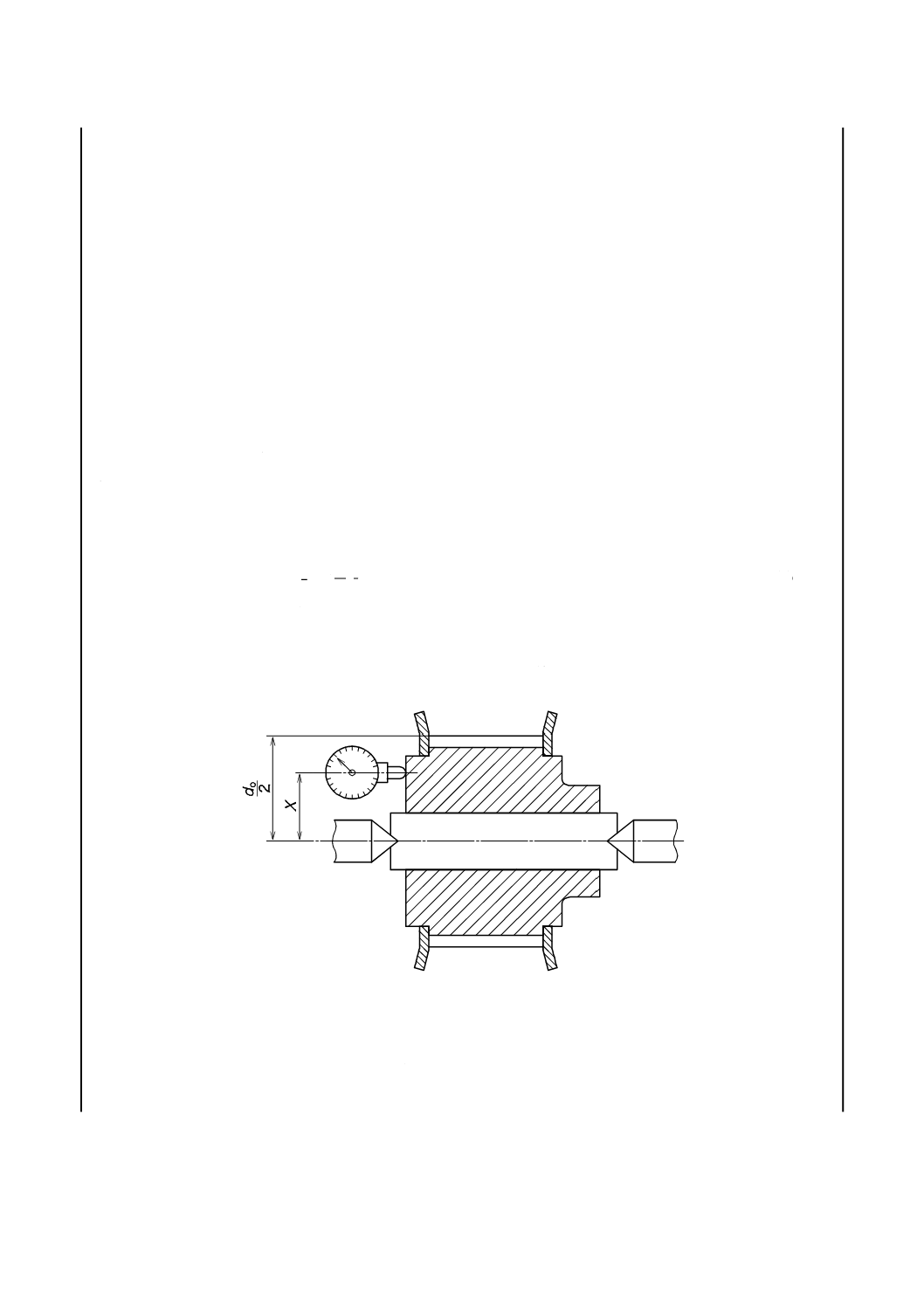
9.5
側面の振れ
プーリ側面の振れは,軸穴を仕上げた後,図3に示す方法でプーリを支えて回転させ,プーリの歯部に
近い側面で測定し,振れの大きさは式(7)による。
X
d
B
A
2
o
×
=
·············································································· (7)
ここに,
A: 振れの大きさ(mm)
B: 測定点におけるF.I.M(mm)
do: プーリの歯先円直径(mm)
X: プーリの軸穴中心線から測定点までの距離(mm)
図3−側面の振れ
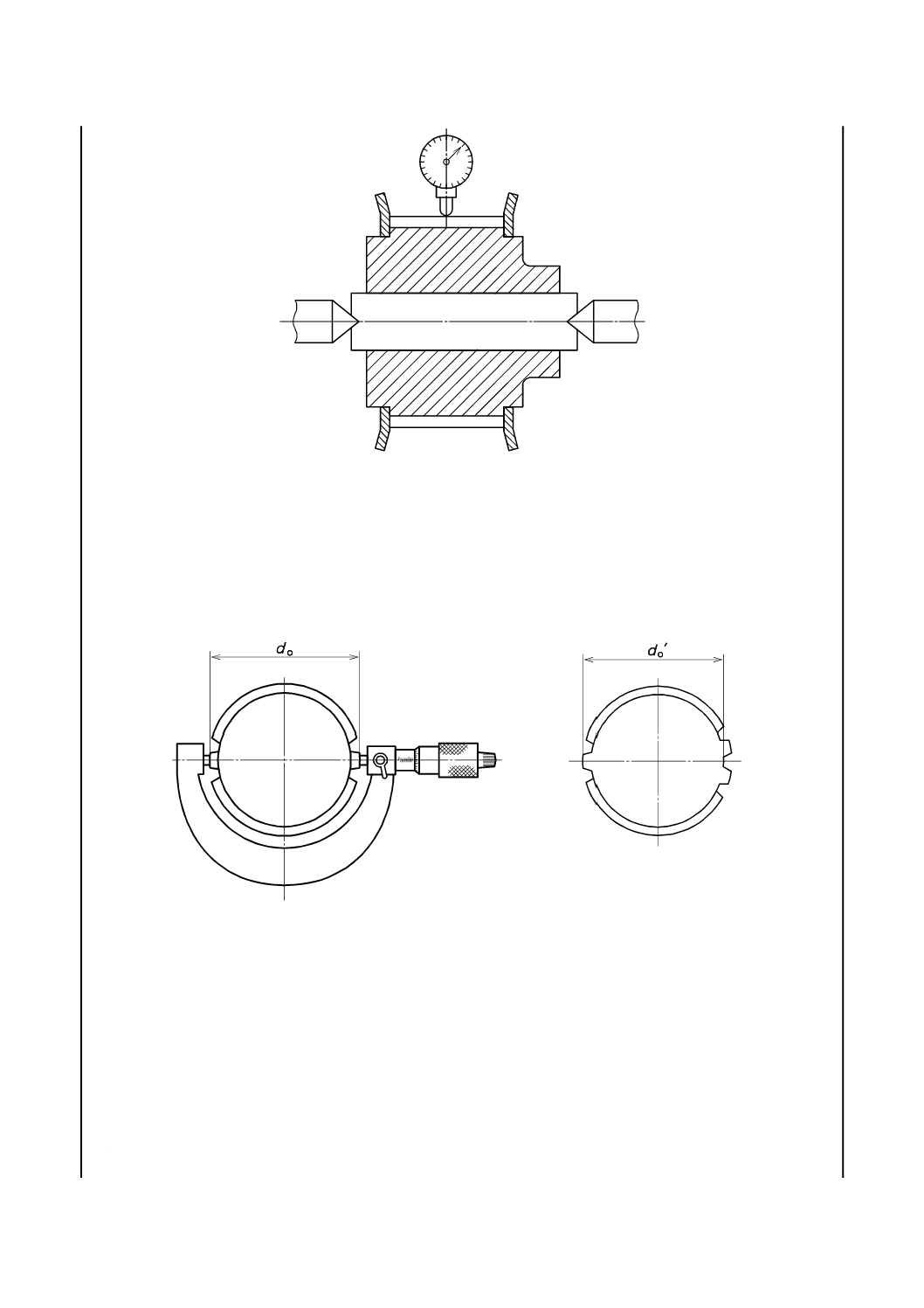
9.6
歯先円周の振れ
プーリの歯先円周の振れは,軸穴を仕上げた後,図4に示す方法でプーリを支えて回転させ,歯幅のほ
ぼ中央での振れを測定する。
23
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図4−歯先円周の振れ
9.7
歯先円直径
偶数歯のプーリの歯先円直径doは,図5に示すように任意の2か所以上について,JIS B 7502に規定す
るマイクロメータ,又はそれに準じる測定器で測定する。
なお,奇数歯の場合も同様に,例えば,図6に示す方法でdo'を測定し,カッタの歯の高さhrを加える。
図5−偶数歯
図6−奇数歯
9.8
歯先円筒の円筒度
プーリの歯先円筒の円筒度は,JIS B 7502に規定するマイクロメータ,又はそれに準じる測定器を用い,
任意の歯の歯先について歯幅方向に3か所の歯先円直径を9.7の方法で測定し,その最大値と最小値との
差の1/2を円筒度とする。
10 試験報告書
試験報告書には,次の事項を記載する。
a) プーリの名称
24
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 規格番号
c) 試験室の温度
d) 試験結果
e) 試験年月日
11 製品の呼び方
製品の呼び方は,規格番号又は規格名称,プーリを表す記号(P),歯数,種類及び呼び幅の順とする。
JIS B 1857-2
P
30
H14M
40
JIS B 1857-2
P
30
P14M
40
JIS B 1857-2
P
30
S14M
0400
プーリ呼び幅
プーリの種類
プーリの歯数
プーリを表す記号
規格番号又は規格名称
12 表示
プーリ,包装(例えば,箱,袋)などに,次の事項を表示する。
a) 規格番号又は規格名称
b) プーリを表す記号(P)
c) プーリの歯数
d) プーリの種類
e) プーリ呼び幅
f)
製造業者名又はその略号
参考文献 ISO 254,Belt drives−Pulleys−Quality, finish and balance
ISO/TR 10064-1,Code of inspection practice−Part 1: Inspection of corresponding flanks of gear teeth
25
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 1857-2:2015 一般用円弧歯形歯付ベルト伝動−第2部:プーリ
ISO 13050:2014,Synchronous belt drives−Metric pitch, curvilinear profile systems G,
H, R and S, belts and pulleys
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及
び定義
3.1 円弧歯形
−
−
追加
用語及び定義を追加した。
ISO規格に定義されていない
ので,分かりやすくするために
用語及び定義を追加した。
5 種類
表1−種類
3
G8M,G14M,H3M,H5M,H8M,H14
M,H20M,R3M,R5M,R8M,R14M,
R20M,S8M,S14M
追加
P3M,P5M,P8M,P14M,S3M,S5Mを追
加した。
国内で流通していることから
追加した。
削除
G8M,G14M,H20M,R3M,R5M,R8M,R
14M,R20Mを削除した。
国内で流通していないことか
ら削除した。
6 歯溝部
の寸法
各歯形の歯溝
部の寸法
6.2
7.2
8.2
9.2
G8M,G14M,H3M,H5M,H8M,H14
M,H20M,R3M,R5M,R8M,R14M,
R20M,S8M,S14M
追加
P3M,P5M,P8M,P14M,S3M,S5Mを追
加した。
国内で流通していることから
追加した。
削除
G8M,G14M,H20M,R3M,R5M,R8M,R
14M,R20Mを削除した。
国内で流通していないことか
ら削除した。
7 性能
7.2 隣接ピッ
チ誤差及び累
積ピッチ誤差
AnnexC
C.1
隣接ピッチ誤差の公差は,プー
リ外形によらず0.03 mm以下と
規定
変更
隣接ピッチ誤差の公差をプーリ外
形によって変更している。
JISは平歯車のJISを参考に規
定している。ISO規格が厳しす
ぎると考えられる。ISOに提案
する。
7.3 歯と軸穴
中心線との平
行度
AnnexC
C.4
プーリ歯幅ごとに平行度の公差
を規定
変更
ISO規格はJISに比較して厳しい公
差となっている。
JISは平歯車のJISを参考に規
定している。ISO規格が厳しす
ぎると考えられる。ISOに提案
する。
−
AnnexC
C.7
プーリのテーパ度を規定
削除
JISは円筒度で規定。ISO規格は円
筒度とテーパ度とを規定。
テーパ度は円筒度に含まれる
ことから削除した。ISOに提案
する。
2
B
1
8
5
7
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
26
B 1857-2:2015
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
(I)JISの規定
(II)
国際
規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的
差異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
8 フラン
ジの寸法
表22−フラ
ンジの寸法
AnnexD
G8M,G14M,H3M,H5M,H8M,H14
M,H20M,R3M,R5M,R8M,R14M,
R20M,S8M,S14M
追加
P3M,P5M,P8M,P14M,S3M,S5Mを追
加した。
国内で流通していることから
追加した。
削除
G8M,G14M,H20M,R3M,R5M,R8M,R
14M,R20Mを削除した。
国内で流通していないことか
ら削除した。
9 試験方
法
試験方法
−
−
追加
試験方法を追加した。
ISO規格は試験方法を規定し
ていないのでISOに提案する。
10 試験
報告書
試験報告書
−
−
追加
試験報告書を追加した。
ISO規格は試験報告書を規定
していないのでISOに提案す
る。
11 製品
の呼び方
製品の呼び方
−
−
追加
製品の呼び方を追加した。
ISO規格は,製品の呼び方を規
定していないのでISOに提案
する。
12 表示
表示
−
−
追加
表示を追加した。
ISO規格は表示を規定してい
ないのでISOに提案する。
JISと国際規格との対応の程度の全体評価:ISO 13050:2014,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 削除……………… 国際規格の規定項目又は規定内容を削除している。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
B
1
8
5
7
-2
:
2
0
1
5
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。