B 1757-4:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号······························································································································· 8
5 測定······························································································································· 8
5.1 測定環境 ······················································································································ 8
5.2 球基準器 ······················································································································ 8
5.3 測定子先端形状 ············································································································· 9
5.4 球基準器の取付け ·········································································································· 9
5.5 ピッチ用球の測定位置 ···································································································· 9
5.6 ピッチ測定 ·················································································································· 10
6 評価······························································································································ 12
6.1 評価項目 ····················································································································· 12
6.2 単一円周ピッチ偏差の計算 ····························································································· 12
6.3 累積円周ピッチ偏差の計算 ····························································································· 13
附属書A(参考)球基準器の設計 ··························································································· 14
参考文献 ···························································································································· 17
B 1757-4:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,社団法人日本歯車工業会(JGMA),独立行
政法人産業技術総合研究所(AIST)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して
日本工業規格を制定すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が制定した
日本工業規格である。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 1757の規格群には,次に示す部編成がある。
JIS B 1757-1 第1部:歯車形の基準器を用いる方法
JIS B 1757-2 第2部:球基準器又は円筒基準器を用いた歯形測定
JIS B 1757-3 第3部:平面基準器を用いた歯すじ測定
JIS B 1757-4 第4部:球基準器を用いたピッチ測定
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1757-4:2013
歯車測定機の評価方法−
第4部:球基準器を用いたピッチ測定
Evaluation of instruments for the measurement of individual gears-
Part 4: Pitch measurement using sphere artifacts
1
適用範囲
この規格は,インボリュート円筒歯車のピッチ精度を検査する測定機のピッチ測定の精度を,球基準器
を用いて評価する方法について規定する。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0102 歯車用語−幾何学的定義
JIS B 1702-1 円筒歯車−精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値
JIS Q 17025 試験所及び校正機関の能力に関する一般要求事項
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0102によるほか,次による。
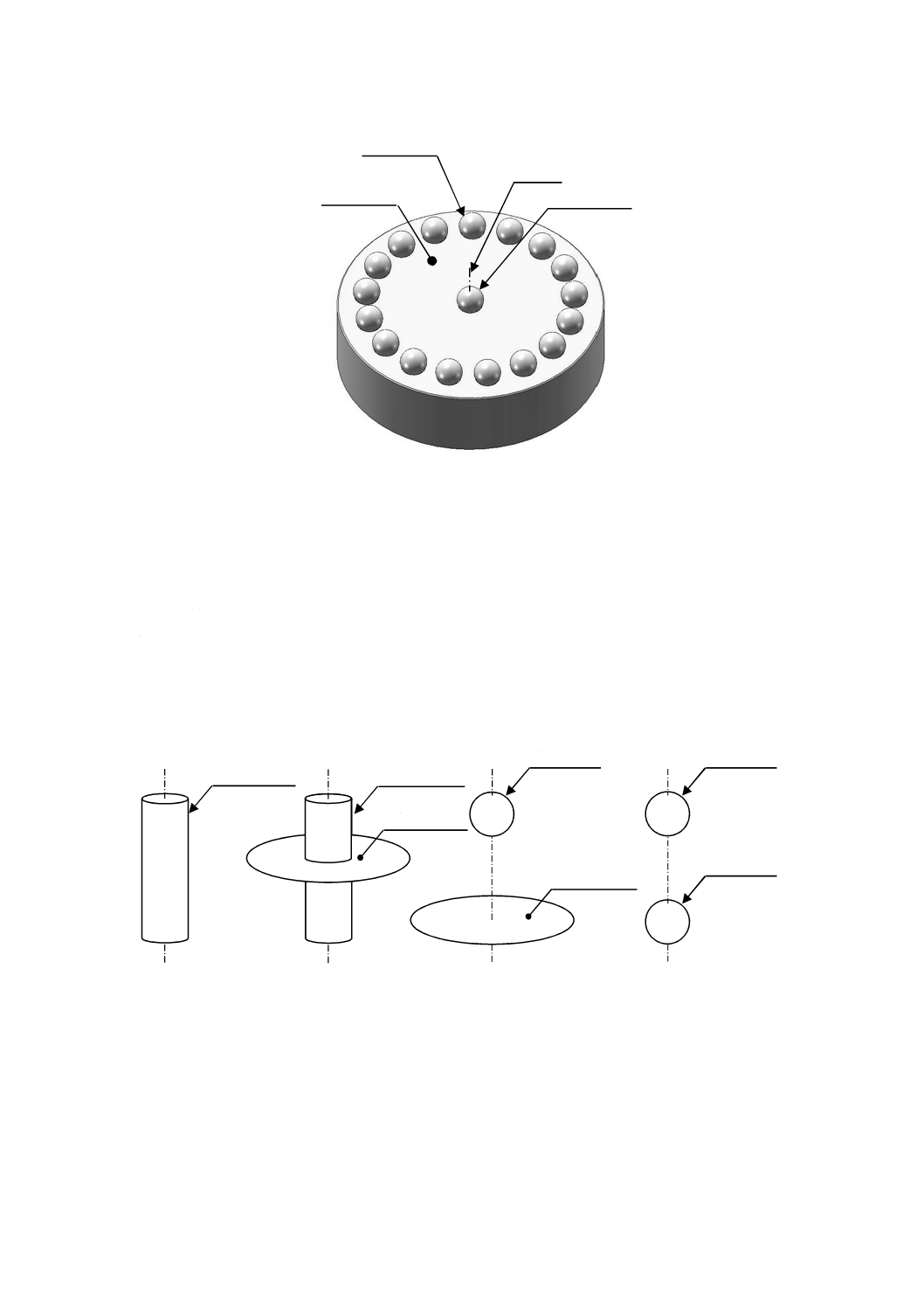
3.1
球基準器
円筒歯車の歯の全てをピッチ用球に置き換え,ピッチ用球とピッチ用球とのピッチを測定することによ
って,その測定機のピッチ測定の精度を評価するための基準器(図1参照)。基準軸及び基準軸まわりに
等間隔に配置されたピッチ用球で構成する。
球基準器の設計方法については,附属書Aを参照。
2
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−球基準器の例
3.2
基準軸
球基準器の基準軸を,次の四つのいずれかで定義する(図2参照)。
a) 軸心用円筒の中心軸
b) データム面に垂直な軸で,その軸と直角な軸心用円筒のある断面円の中心を通る軸
c) 軸心用球の中心を通りデータム面に垂直な軸
d) 二つの軸心用球の中心を通る軸
図2−基準軸の定義
3.3
ピッチ用球
円筒歯車の歯に置き換えてピッチを測定するための球。
3.4
軸心用球
a)
b)
c)
d)
軸心用球
軸心用球
軸心用球
データム面
データム面
軸心用円筒
軸心用円筒
ピッチ用球
軸心用球
データム面
基準軸
3
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
球基準器の基準軸を定義するための球。
3.5
軸心用円筒
球基準器の基準軸を定義するための円筒。
3.6
データム面
球基準器の基準軸を定義するための平面。
3.7
測定平面
球基準器の基準軸に直角で,ピッチ用球の中心を通るピッチ測定を行う平面。
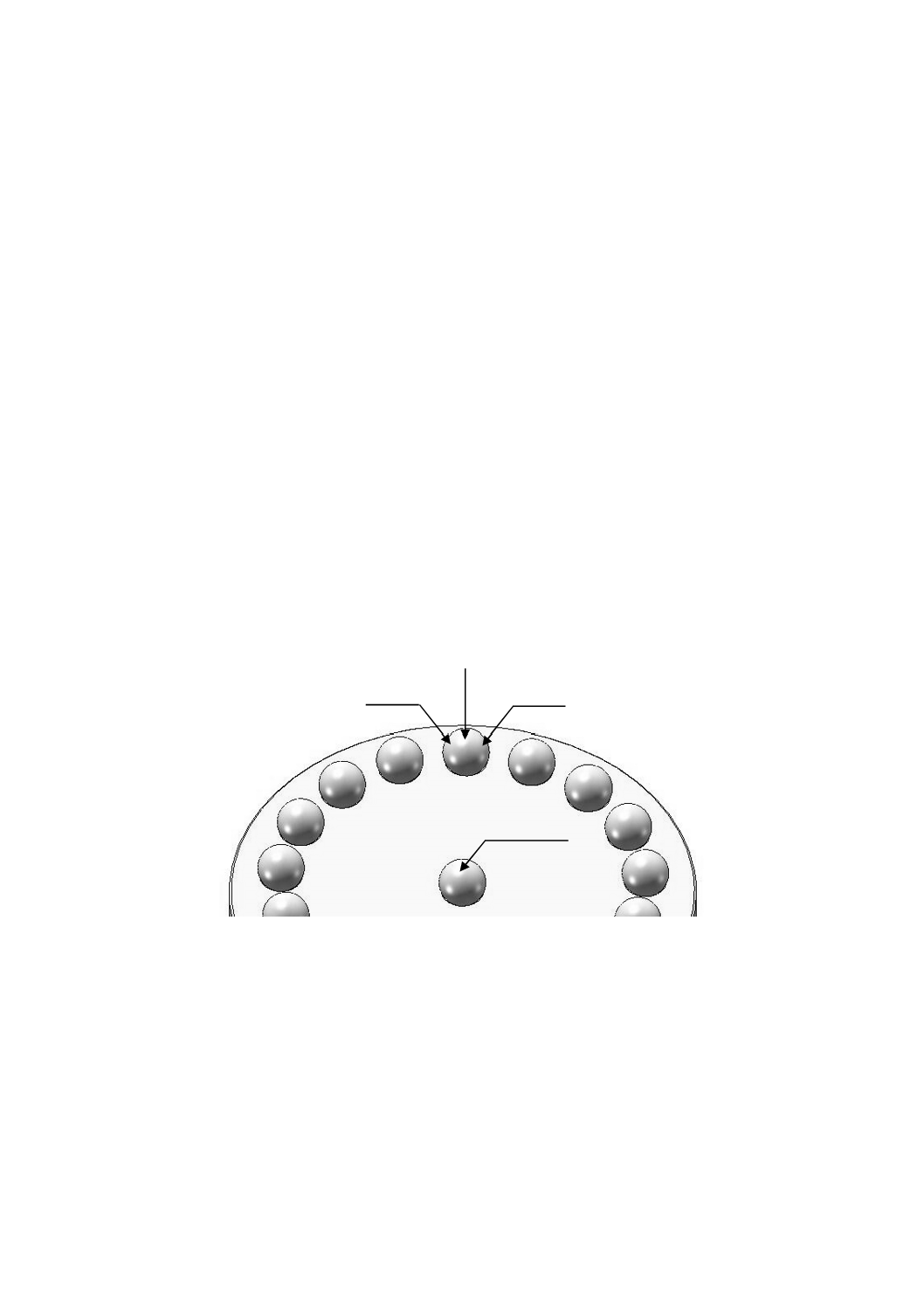
3.8
ピッチ用球の右面
球基準器を基準軸の上方から見て,軸心用球又は軸心用円筒を下にし,対象とするピッチ用球を上にし
たとき,対象とするピッチ用球の右側の面(図3参照)。
3.9
ピッチ用球の左面
球基準器を基準軸の上方から見て,軸心用球又は軸心用円筒を下にし,対象とするピッチ用球を上にし
たとき,対象とするピッチ用球の左側の面(図3参照)。
図3−ピッチ用球の右面,左面の例
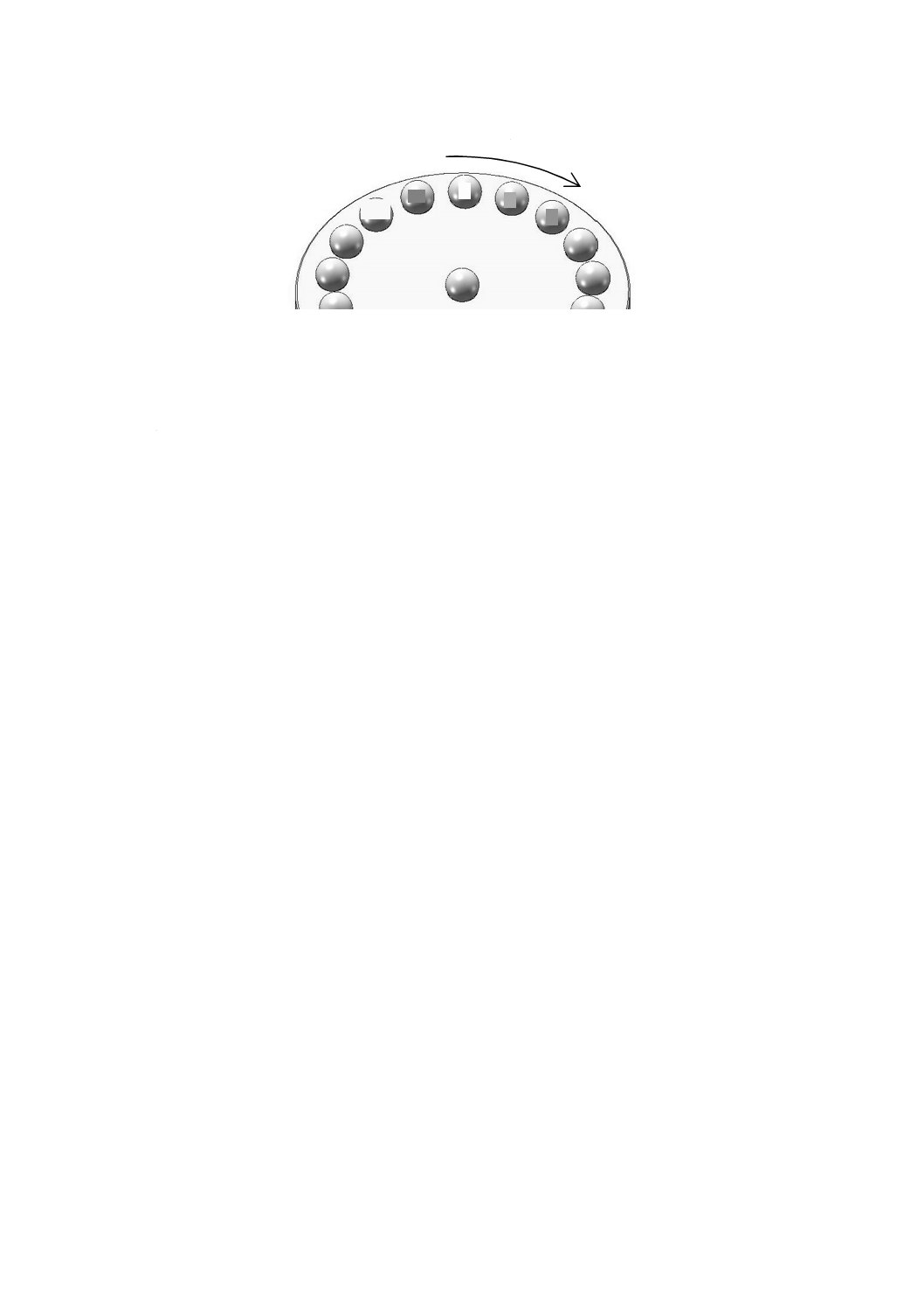
3.10
ピッチ用球の番号
球基準器を基準軸の上方から見て,時計回りの番号(図4参照)。
3.11
ピッチ用球の中心距離,Ci
i番目のピッチ用球の中心と,基準軸との距離。
右面
左面
軸心用球
対象とするピッチ用球
4
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記 zsは,ピッチ用球の総数
図4−ピッチ用球の番号の例
3.12
単一角ピッチ,θt
2π radを,円周上に等間隔に配置したピッチ用球の総数zsで除した角度。
3.13
累積角ピッチ,θi
ピッチ用球の総数をzsとして,zs番目のピッチ用球から,i番目のピッチ用球までの単一角ピッチの和。
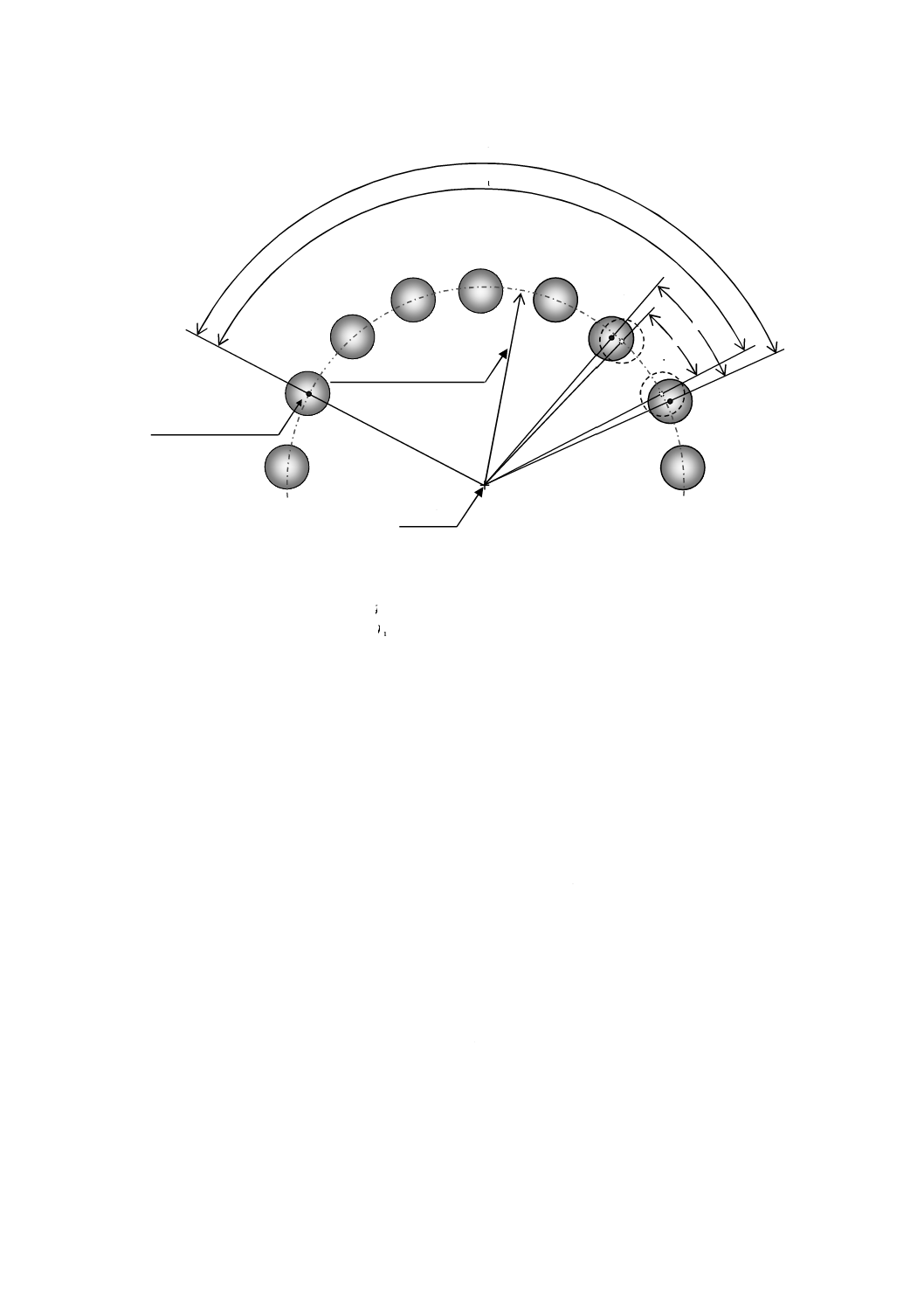
3.14
単一角ピッチ偏差,fθi
測定平面上の実際のi-1番目ピッチ用球の中心とi番目ピッチ用球の中心との基準軸まわりの角度(θ'ti)
と,理論的に計算した単一角ピッチ(θt)との差(図5参照)。測定した値が理論的に計算した値より大き
いとき,単一角ピッチ偏差は正とする。
3.15
累積角ピッチ偏差,Fθi
ピッチ用球の総数をzsとして,測定平面上の実際のzs番目ピッチ用球の中心とi番目ピッチ用球の中心
との基準軸まわりの角度(θ'i)と,理論的に計算した累積角ピッチ(θi)との差(図5参照)。測定した値
が理論的に計算した値より大きいとき,累積角ピッチ偏差は正とする。
1
2
3
時計回り
zs
zs-1
5
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
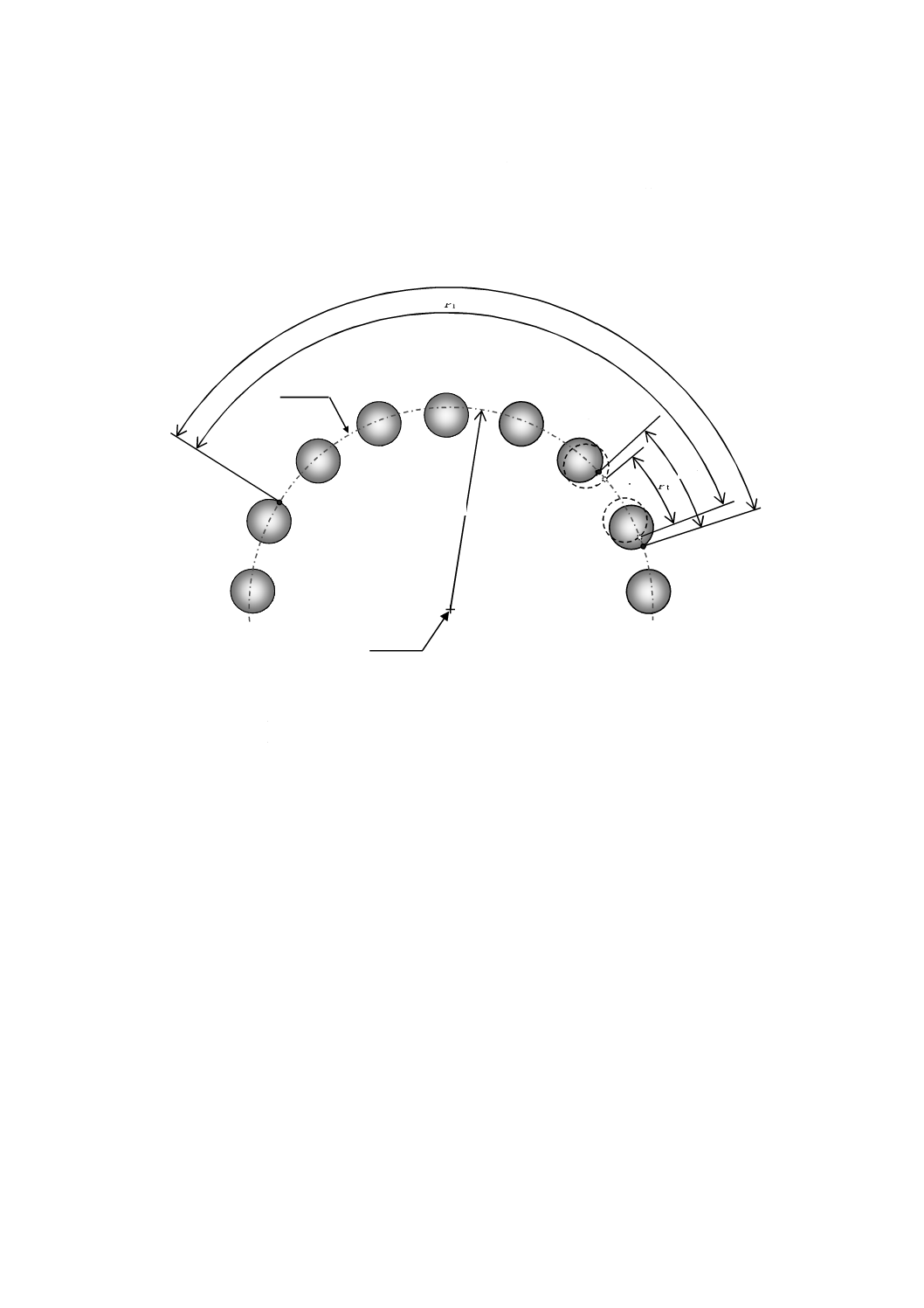
注記1 一点鎖線は,ピッチ用球の理論的な中心を結ぶ円。
注記2 破線は,ピッチ用球の理論的な位置。
注記3 fθi=θ 'ti−θ t
注記4 Fθi=θ 'i−θ i
図5−球基準器の単一角ピッチ偏差及び累積角ピッチ偏差の例
3.16
測定円
基準軸上に中心をもつ測定平面上の円。この測定円上で球基準器の単一円周ピッチ偏差又は累積円周ピ
ッチ偏差を測定する。
3.17
単一円周ピッチ,pt
測定円の円周の長さを,等間隔に配置したピッチ用球の総数zsで除した長さ。
3.18
累積円周ピッチ,pi
ピッチ用球の総数をzsとして,zs番目のピッチ用球から,i番目のピッチ用球までの単一円周ピッチの和。
3.19
単一円周ピッチ偏差,fpi
実際に測定した単一円周ピッチ(p'ti)と理論的に計算した単一円周ピッチ(pt)との差(図6参照)。i
番目のピッチ用球の単一円周ピッチ偏差は,(i-1)番目のピッチ用球と,i番目のピッチ用球との間の単一円
周ピッチ偏差とする。測定した値が理論的に計算した値より大きいとき,単一円周ピッチ偏差は正とする。
3.20
累積円周ピッチ偏差,Fpi
1
2
基準軸
i-1
i
zs
ピッチ用球の中心
3
ピッチ用球の中心距離
θ 'i
θ i
θ 'ti
θ t
6
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
実際に測定した累積円周ピッチ(p'i)と理論的に計算した累積円周ピッチ(pi)との差(図6参照)。i
番目のピッチ用球の累積円周ピッチ偏差は,ピッチ用球の総数をzsとして,zs番目のピッチ用球から,i
番目のピッチ用球までの累積円周ピッチ偏差とする。測定した値が理論的に計算した値より大きいとき,
累積円周ピッチ偏差は正とする。
注記1 一点鎖線は,ピッチ用球の理論的な中心を結ぶ円。
注記2 破線は,ピッチ用球の理論的な位置。
注記3 fpi=p'ti−pt
注記4 Fpi=p'i−pi
図6−球基準器の右面の単一円周ピッチ偏差及び累積円周ピッチ偏差の例
3.21
被評価装置の測定座標系
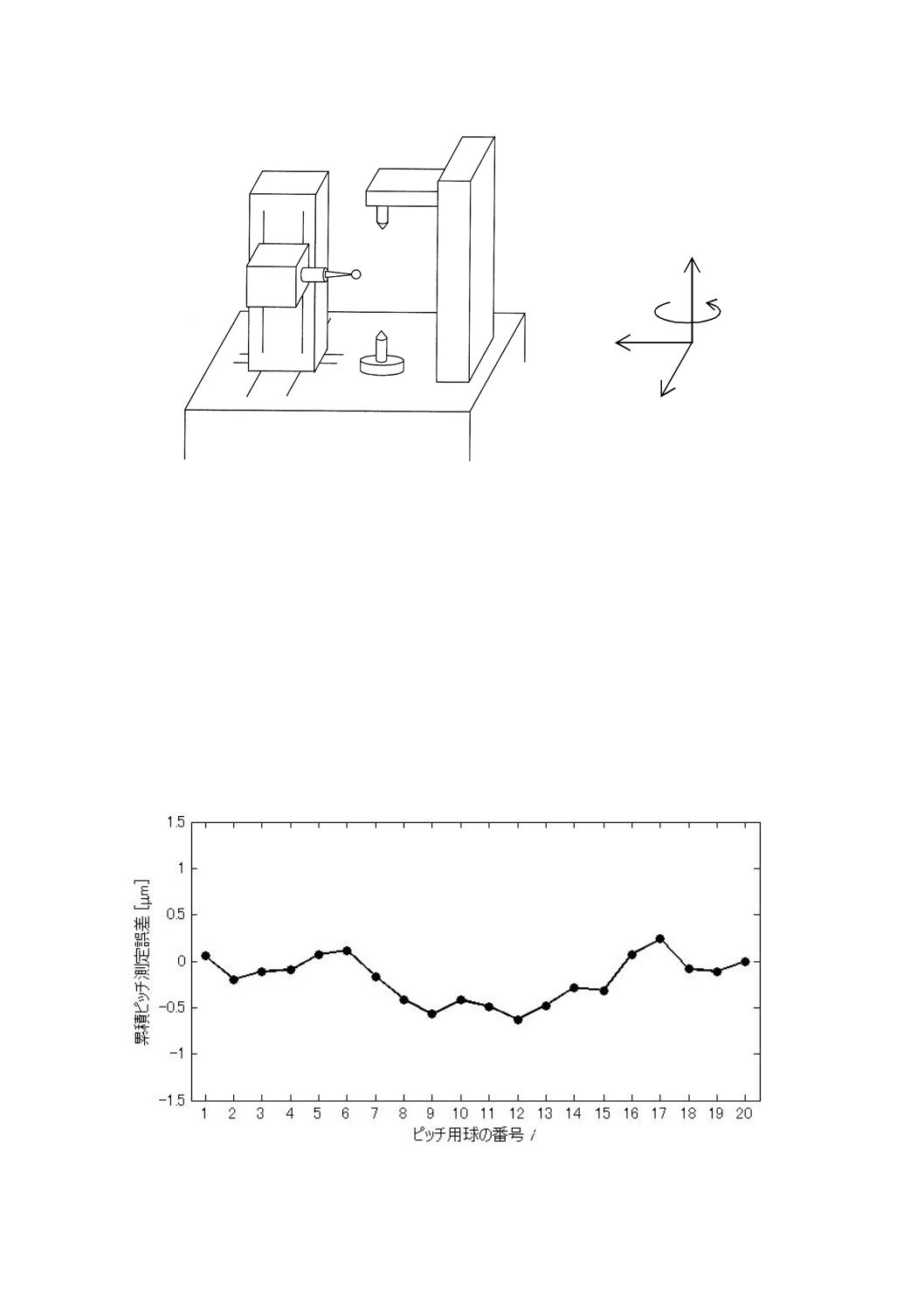
歯車の回転軸をZ軸とするX,Y及びZの三つの軸をもつ右手直交座標系(図7参照)。+X軸は,Z
軸から測定子の側にとる。Y軸は基礎円接線(作用線ともいう。)に平行で,+Y軸の方向は,右手直交座
標系の方向に従うものとする。+Z軸の方向は,鉛直上方とする。回転角θ の正の向きは,Z軸の正の方
向に右ねじが進む方向とする。
1
2
R
基準軸
tp
i-1
i
zs
3
ti
p'
ip
i
p'
測定円
7
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7−被評価装置の測定座標系
3.22
単一ピッチ測定誤差
測定した単一円周ピッチ偏差とその校正値との差。
3.23
累積ピッチ測定誤差
測定した累積円周ピッチ偏差とその校正値との差。
3.24
累積ピッチ測定誤差線図
ピッチ用球の番号を横軸として,その番号のピッチ用球に対して測定した累積円周ピッチ偏差とその校
正値との差である累積ピッチ測定誤差を縦軸とする線図(図8参照)。
図8−累積ピッチ測定誤差線図の例(zs=20の場合)
+Y
+Z
+X
+θ
8
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
記号
この規格で用いる主な記号は,表1による。
表1−記号
記号
記号の意味
Ci
ピッチ用球の中心距離
ec
偏心量
fpi
単一円周ピッチ偏差
Fpi
累積円周ピッチ偏差
fθi
単一角ピッチ偏差
Fθi
累積角ピッチ偏差
i
ピッチ用球の番号
R
測定円半径
rb
基礎円半径
rc
測定平面上のピッチ用球断面円半径
pt
単一円周ピッチ
pi
累積円周ピッチ
X
被評価装置の測定座標系の軸
Y
被評価装置の測定座標系の軸
Z
被評価装置の測定座標系の軸(歯車の回転軸)
zs
ピッチ用球の総数
α t
正面圧力角
θt
単一角ピッチ
θi
累積角ピッチ
5
測定
5.1
測定環境
測定機製造業者が,被評価装置の精度を保証する環境(温度,振動など)下に被評価装置を置く。この
被評価装置に球基準器を設置し,被評価装置及び球基準器が環境に十分順応した後,測定を行う。
5.2
球基準器
球基準器は,次のa) 又はb) の項目について,JIS Q 17025の要求事項に適合した計量機関で校正し,
校正証明書に校正値が明記されていなければならない。全てのピッチ用球に対して校正が行われ,国家計
量標準へのトレーサビリティが確保されていなければならない。また,単一円周ピッチ偏差又は累積円周
ピッチ偏差は,ピッチ用球の右面及び左面のそれぞれについて校正されていなければならない。球基準器
を校正したときの温度と,被評価装置での測定時の温度とが異なる場合は,校正値を,測定時の温度に補
正してもよいし,測定値を,校正時の温度に補正してもよい。
なお,球基準器に用いるピッチ用球の形状精度は,測定精度に直接影響を及ぼすので,被評価装置の評
価にふさわしい高精度なものを使用しなければならない。
球基準器の設計については,附属書Aを参照。
a) 測定平面上のピッチ用球の断面円半径(rci),
ピッチ用球の中心距離(Ci),
単一角ピッチ偏差(fθi),
累積角ピッチ偏差(Fθi)
9
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 単一円周ピッチ偏差(fpi),
累積円周ピッチ偏差(Fpi)
5.3
測定子先端形状
球基準器を測定する測定子先端は,球又はそろばん玉形状とする。測定子の形状精度は,測定精度に直
接影響を及ぼすので,高精度なものでなければならない。磨耗によって測定子先端の形状が変化すること
があるので,注意を要する。
5.4
球基準器の取付け
5.4.1
一般
球基準器の基準軸が被評価装置の回転軸(Z軸)と一致するように,球基準器を被評価装置に設置する。
回転軸に対する基準軸の取付け誤差は,被評価装置の精度評価に大きな影響を与えるので,取付け誤差
をできるだけ小さくする。
5.4.2
両センタ支持
基準器が両センタで支持する構造の場合,基準器の取付けは容易である。しかし,両センタを結ぶ軸を
基準器の中心軸として測定すると,測定不確かさが大きくなるので注意を要する。
球基準器の基準軸の回転軸からの偏心は,被評価装置の精度評価に含まれる。偏心量(片振幅)がec,
測定点における仮想歯車の圧力角がαの場合,累積円周ピッチ偏差の最大値の変化量は,2ec/cosαとなる。
したがって,評価結果は偏心の影響を大きく受けるので,偏心はできるだけ小さくすることが望ましい。
要求する最大の累積ピッチ測定誤差(Fmp)を超えないようにするためには,式(1)が成り立つようにする
とよい。
2
cos
mp
c
α
F
e<
············································································ (1)
具体的に計算をすると,歯車の諸元を,モジュール2.5 mm,圧力角20°,基準円半径50 mmの平歯車
に設定し,要求する精度が3級のピッチ精度であれば,JIS B 1702-1の累積ピッチ誤差の許容値Fpは,9.5
μmであり,この平歯車のピッチを測定する必要があるならば,ec<4.5 μmになるように球基準器の基準軸
を取り付ける必要がある。要求する最大の累積ピッチ測定誤差(Fmp)の1/10の精度が必要ならば,ec<0.45
μmとなる。
5.4.3
センタなし
基準器のセンタがない構造の場合,球基準器の基準軸が被評価装置の回転軸と一致するように,球基準
器を被評価装置に設置する。必要ならば取付けジグを用いる。球基準器の基準軸を,被評価装置の回転軸
に限りなく近づけることが可能である。
5.5
ピッチ用球の測定位置
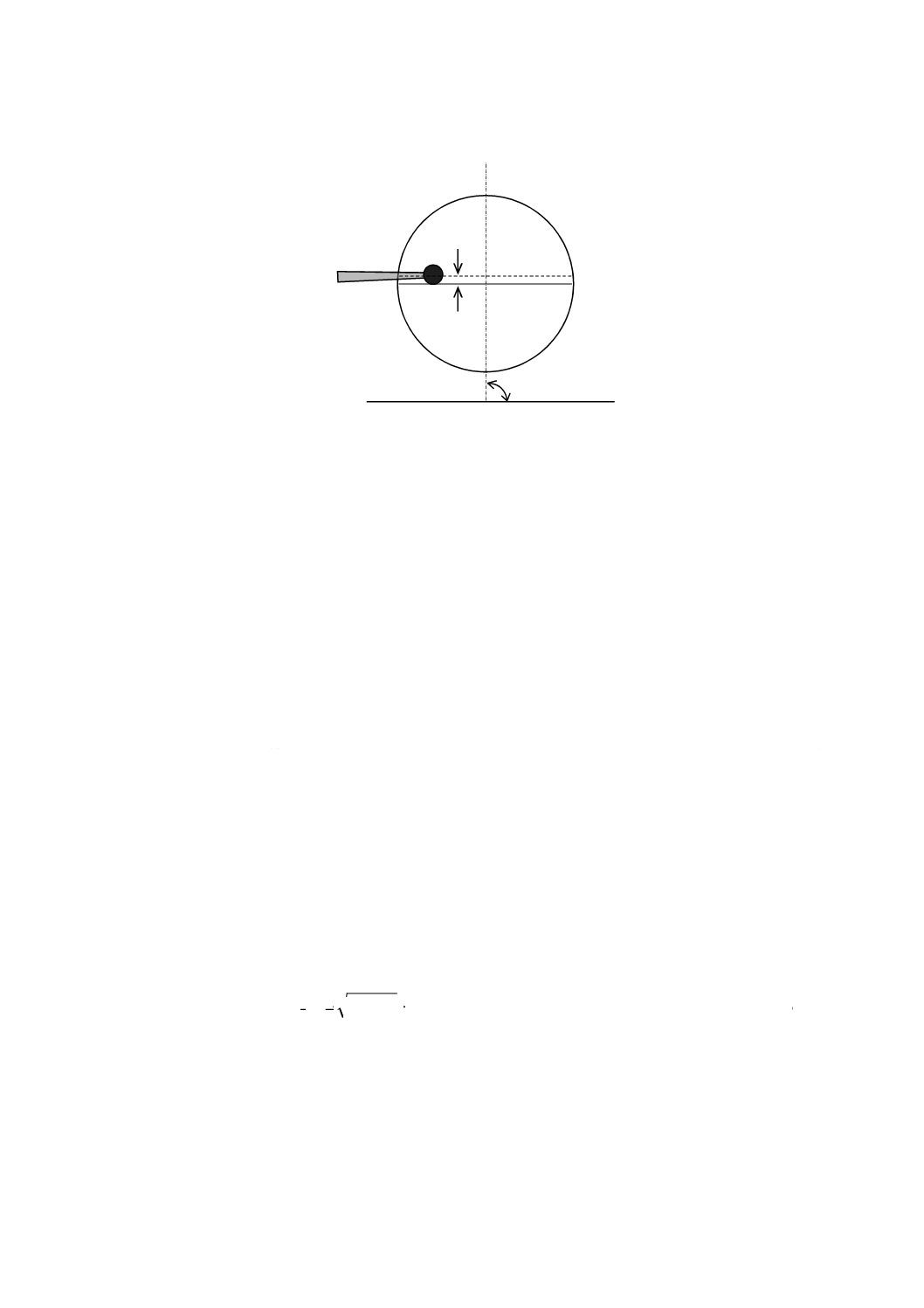
測定位置の赤道からのずれ∆Zmによる単一円周ピッチ偏差又は累積円周ピッチ偏差の変化が,要求する
単一ピッチ測定誤差又は累積ピッチ測定誤差を超えないようにするためには,式(2)が成り立つようにする
とよい(図9参照)。
mp
c
m
2
F
r
ΔZ <
······································································· (2)
5.4.2と同じ歯車諸元及びピッチ用球半径6.35 mmの球基準器について具体的に計算をすると,要求する
精度が3級のピッチ精度であれば,
<
m
Z
∆
347 μmである。要求する単一ピッチ測定誤差又は累積ピッチ
測定誤差の1/10の精度であっても,
<
m
ΔZ
110 μmである。このように,測定位置が赤道から多少ずれて
も,単一ピッチ測定誤差又は累積ピッチ測定誤差にはほとんど影響がないといえる。
10
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9−測定子の測定位置
5.6
ピッチ測定
単一ピッチ測定誤差又は累積ピッチ測定誤差の測定は,1個の測定子で,角度割り出し装置を使用して
行うものとする。このとき,球基準器の基準軸を回転軸とする仮想インボリュート円筒歯車を想定し,ピ
ッチ用球を,その仮想インボリュート円筒歯車の歯とみなして単一円周ピッチ偏差又は累積円周ピッチ偏
差を測定する。仮想インボリュート曲線の基礎円上で測定する方法(5.6.1参照),及び任意の半径の測定
円上で測定する方法(5.6.2参照)がある。ただし,単一円周ピッチ偏差及び累積円周ピッチ偏差(5.2参
照)だけが校正された球基準器を使用する場合,校正に用いた仮想インボリュート円筒歯車と同じ歯車諸
元及び測定円において測定しなければならない。仮想のインボリュート円筒歯車の計算方法については,
附属書A参照。
5.6.1
基礎円上でのピッチ測定
仮想インボリュート曲線の基礎円を測定円とする場合(図10参照),測定子先端の曲率中心と測定対象
のピッチ用球の中心とを結ぶ線(作用線ともいう。)が,基礎円に接する点において単一円周ピッチ偏差及
び累積円周ピッチ偏差を測定する。測定子の感度は,作用線方向にあるものとする。測定子先端の曲率中
心は,次のように位置決めする。
X軸方向:rb
Y軸方向:±rp
複号は,+が左面,−が右面の測定に対応する。
Z軸方向:ピッチ用球の赤道位置。
測定円半径R及び仮想インボリュート曲線の基礎円半径rbは,式(3)によって求める。
2
c
2
b
r
C
r
R
−
=
=
······································································· (3)
ここで,Cは全ピッチ用球の中心距離の代表値であり,rcは測定平面上のピッチ用球断面円半径の代表
値である。校正された全ピッチ用球の校正値の平均値又は設計値を用いる。
測定位置
データム面
ΔZm
赤道
測定断面
90°
11
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 破線は,仮想のインボリュート円筒歯車。
注記2 測定子の感度方向は,ピッチ用球の中心を通る基礎円接線の方向とする。
図10−基礎円上でのピッチの測定例
5.6.2
任意の半径の測定円上でのピッチ測定
球基準器の基準軸を回転軸とする仮想のインボリュート円筒歯車を想定し,半径Rの測定円上で,仮想
インボリュート曲線の法線方向,すなわち基礎円の接線方向に,ピッチ用球のピッチを測定する(図11
参照)。このとき,測定子先端の曲率中心,及びピッチ用球の中心は,同じ基礎円接線上にあるものとする。
測定子先端の曲率中心を,次のように位置決めする。
X軸方向:rb
Y軸方向:±(rb tan α+rp) 又は ±(R sin α+rp)
複号は,+が左面,−が右面の測定に対応する。
αは,測定点における仮想歯車の圧力角である。
Z軸方向:ピッチ用球の赤道位置。
測定円半径Rは,式(4)によって求める。
α
cos
br
R=
················································································ (4)
基準円上でピッチ測定を行う場合,測定点における仮想歯車の圧力角αは正面圧力角αtとなり,測定円
半径Rは式(5)によって求める。
t
2
2
c
2
t
c
t
b
cos
sin
cos
α
α
α
r
C
r
r
R
−
+
=
=
············································ (5)
ここで,Cは全ピッチ用球の中心距離の代表値であり,rcは測定平面上のピッチ用球断面円半径の代表
値である。校正された全ピッチ用球の校正値の平均値又は設計値を用いる。
O
Y
ピッチ用球の中心
測定子先端の曲率中心
C
rc
基礎円
rb = R
X
基礎円接線(作用線)
測定点
12
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
注記1 破線は,仮想のインボリュート円筒歯車。
注記2 測定子の感度方向は,ピッチ用球の中心を通る基礎円接線の方向とする。
図11−測定子を基礎円接線方向にオフセットした状態でのピッチの測定例
6
評価
6.1
評価項目
6.1.1
単一ピッチ測定誤差
各ピッチ用球の左右面に対応する単一円周ピッチ偏差の測定値と,その校正値との差から単一ピッチ測
定誤差を算出する。球基準器の測定平面上の各ピッチ用球の断面円半径(rci),各ピッチ用球の中心距離(Ci)
及び単一角ピッチ偏差(fθi)が校正されているとき,測定した歯車諸元に対する単一円周ピッチ偏差の校
正値を計算することができる(6.2参照)。
6.1.2
累積ピッチ測定誤差
各ピッチ用球の左右面に対応する累積円周ピッチ偏差の測定値と,その校正値との差から累積ピッチ測
定誤差を算出する。球基準器の測定平面上の各ピッチ用球の断面円半径(rci),各ピッチ用球の中心距離(Ci)
及び累積角ピッチ偏差(Fθi)が校正されているとき,測定した歯車諸元に対する累積円周ピッチ偏差の校
正値を計算することができる(6.3参照)。
6.2
単一円周ピッチ偏差の計算
式(6)に従って校正された測定平面上の各ピッチ用球の断面円半径(rci),各ピッチ用球の中心距離(Ci)
及び単一角ピッチ偏差(fθi)から測定した歯車諸元に対する単一円周ピッチ偏差の校正値を計算する。複
号は,(+)が左面の測定,(−)が右面の測定に対応する。
−
+
−
+
±
=
−
−
i
2
ci
2
i
2
1
1)
-(i
2
1)
-
c(i
2
1)
-(i
2
1
θi
pi
2
cos
2
cos
C
r
r
C
r
C
r
r
C
r
f
r
f
μ
··············· (6)
X
O
Y
測定円
基礎円
測定子先端の曲率中心
ピッチ用球の中心
R
C
rc
α
rb
測定点
基礎円接線(作用線)
13
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.3
累積円周ピッチ偏差の計算
式(7)に従って校正された測定平面上の各ピッチ用球の断面円半径(rci),各ピッチ用球の中心距離(Ci)
及び累積角ピッチ偏差(Fθi)から測定した歯車諸元に対する累積円周ピッチ偏差の校正値を計算する。複
号は,(+)が左面の測定,(−)が右面の測定に対応する。
−
+
−
+
±
=
−
=
=
=
−
i
2
ci
2
i
2
1
z)
(i
2
z)
c(i
2
z)
(i
2
1
θi
pi
2
cos
2
cos
C
r
r
C
r
C
r
r
C
r
F
r
F
μ
·············· (7)
14
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
球基準器の設計
A.1 ピッチ用球の隙間
インボリュート円筒歯車を想定し,その歯数と同じ数のピッチ用球を,ピッチ用球の中心が同一円周上
に等間隔に並ぶように配置する。このとき,ピッチ用球の間に,測定子先端が入るのに十分な隙間を与え
る。ピッチ用球とピッチ用球との最小隙間Sbは,ピッチ用球の総数zs,ピッチ用球の半径rc及びピッチ用
球の中心距離Cから,式(A.1)によって求める(図A.1参照)。したがって,測定子先端が半径rpの球のと
き,式(A.2)が成り立つようにしなければならない。
−
≈
−
=
c
c
b
π
2
π
sin
2
r
z
C
r
z
C
S
·········································· (A.1)
p
b
2r
S>
············································································· (A.2)
図A.1−ピッチ用球の隙間
A.2 仮想インボリュート円筒歯車の大きさ
球基準器の諸元,すなわち,ピッチ用球の総数zs,ピッチ用球の半径rc及びピッチ用球の中心距離Cが
与えられ,測定円の大きさ(半径R)が与えられると,式(A.3)によって仮想インボリュート円筒歯車の基
礎円の大きさ(半径rb)が計算される(図A.2参照)。さらに,正面圧力角α tが与えられると,式(A.4)に
よって仮想インボリュート円筒歯車の基準円の大きさ(半径r)が与えられる。
なお,測定点における仮想インボリュート円筒歯車の圧力角αは,式(A.5)によって求める。
λ
sin
b
R
r=
············································································ (A.3)
t
b
cosα
r
r=
············································································· (A.4)
(
)
λ
α
sin
cos1
−
=
······································································· (A.5)
C
O
ピッチ用球
の中心を通る円
Sb
rc
15
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
ただし,λは,式(A.6)によって求める。
−
+
=
−
c
2
2
c
2
1
2
cos
r
R
C
r
R
λ
···························································· (A.6)
注記1 破線は,仮想のインボリュート円筒歯車。
注記2 測定子の感度方向は,ピッチ用球の中心を通る基礎円接線の方向とする。
図A.2−仮想インボリュート円筒歯車のピッチの測定の例
A.3 測定円の大きさ
式(A.6)のλの大きさが式(A.7)の条件を満たすとき,測定円は,仮想インボリュート円筒歯車の基準円と
同じ大きさになる。
t
cos
sin
α
λ=
·········································································· (A.7)
また,λの大きさが90°になるとき,すなわち,式(A.8)の条件を満たすとき,測定円は,仮想インボリ
ュート円筒歯車の基礎円と同じ大きさになる。
2
c
2r
C
R
−
=
········································································· (A.8)
測定円の大きさには制限があり,測定円がピッチ用球と交さ(叉)するという条件,及び仮想インボリ
ュート円筒歯車のインボリュート曲線の範囲でピッチを測定するという条件から,測定円半径Rは,式(A.9)
の条件を満たさなければならない。
)
(
c
2
c
2
r
C
R
r
C
+
−
≦
≦
························································ (A.9)
測定円
測定子先端の曲率中心
ピッチ用球の中心
測定点
基礎円接線(作用線)
基礎円
σ
O
br
R
C
Y
X
cr
基準円
α
λ
r
16
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
A.4 転位係数
一つのピッチ用球で,仮想歯車の両歯面が同時に測定できるようにするためには,ピッチ用球の中心が
仮想歯車の歯の中心線上にあり,かつ,ピッチ用球と測定円との二つの交点が仮想歯車の両歯面に近いと
ころになければならない。この条件を満たすためには,仮想歯車を,転位歯車にするとよい。仮想歯車の
転位係数xは,式(A.10)によって求められる。
−
+
+
−
−
×
=
α
α
α
α
σ
α
t
t
t
tan
tan
2
π
tan
2
z
z
x
·······························(A.10)
ただし,σは式(A.11)で計算される。
−
+
=
−
C
R
r
C
R
2
cos
2
c
2
2
1
σ
··························································· (A.11)
17
B 1757-4:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献
[1] ISO 1328-1,Cylindrical gears−ISO system of accuracy−Part 1: Definitions and allowable values of
deviations relevant to corresponding flanks of gear teeth
[2] ISO 18653,Gears−Evaluation of instruments for the measurement of individual gears
[3] ISO/TR 10064-5,Cylindrical gears−Code of inspection practice−Part 5: Recommendations relative to
evaluation of gear measuring instruments
[4] Masaharu Komori, Haixiang Li, Fumi Takeoka, Sonko Osawa, Osamu Sato, Takashi Kiten, Daisuke Shirasaki,
and Yohan Kondo, Design and Error Analysis of Multiball Artifact Composed of Simple Features to Evaluate
Pitch Measurement Accuracy, Journal of Mechanical Design, Vol. 131, Issue 4, 041006, 2009
[5] Kondo Y, Sasajima K, Osawa S, Sato O and Komori M, “Traceability strategy for gear-pitch-measuring
instruments: development and calibration of a multiball artifact” Measurement Science and Technology, 20,
065101, 2009
[6] Kondo Y, Sasajima K, Osawa S, Sato O and Komori M, “Development of a Novel Artifact as a Reference for
Gear Pitch Measuring Instruments” Journal of Manufacturing Science and Engineering, Vol. 131, Issue 5,
051016, 2009
[7] Kondo Y, Osawa S, Sato O, Komori M and Takatsuji T, “Evaluation of instruments for pitch measurement using
a sphere artifact” Precision Engineering, 36, 604-611 , 2012