B 1754 : 1998 (ISO 8579-2 : 1993)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。従来の日本工業規格には歯車装置の騒音測定方法だけが制定されていたが,国際規格
では歯車装置の受入検査規定として騒音及び振動の測定方法並びにこれらの等級決定方法を定めている。
今回は,振動の測定方法を国際規格の一致規格として制定したものである。
JIS B 1754には,次に示す附属書がある。
附属書1(参考) 変位,速度及び加速度の波形の関係
附属書2(参考) 系の効果
附属書3(参考) 振動計測器及び考慮すべき特性
附属書4(参考) 代表的な振動等級値適用例
附属書5(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1754 : 1998
(ISO 8579-2 : 1993)
歯車装置の受入検査−
第2部:歯車装置の機械振動の
測定方法及び振動等級の決定
Acceptance code for gears−
Part 2:Determination of mechanical vibrations of
gear units during acceptance testing
序文 この規格は,1993年第1版として発行されたISO 8579-2 (Acceptance code for gears−Part 2:
Determination of mechanical vibrations of gear units during acceptance testing) を翻訳し,技術的内容及び規格票
の様式を変更することなく作成した日本工業規格である。
なお,この規格で下線(点線)を施してある“参考”は,原国際規格にはない事項である。
1. 適用範囲
1.1
方法 この規格は,個々に箱に入れられた密閉型の増速及び減速歯車装置の機械振動を測定する方
法について規定する。この規格は,歯車箱と軸の振動を測定する方法,計測器の種類,測定手順及び振動
レベルを決定するための試験方法を規定する。受入れのための振動等級値も含まれている。
この規格は,歯車伝動系のねじり振動計測は含まない。
この規格は,その設計された速度,荷重,温度範囲及び潤滑法の範囲内で,製造業者の設備によって受
入検査される歯車装置についてだけ適用する。歯車装置は,製造業者の了承に基づき,製造業者が推奨す
る方法に従って運転される場合には,他の場所で試験してもよい。現場で使用されている歯車装置の振動
測定には,他の振動評価の国際規格が必要になることがある。
この規格は,歯車が組み込まれて一体となっている圧縮機,ポンプ,タービンなど,又は動力取出し用
歯車などの特殊な歯車装置,若しくは補機駆動用の歯車列には適用しない。
備考1. これらの機器の受入基準は,個々に独立して規定されなければならない。しかし,合意され
るなら,それらの機器に対してこの規格又は適切な他の規格を適用してもよい。
1.2
特殊条項 振動測定には特殊条項が要求されることがある。したがって,測定の種類及び受入基準
は,交渉の初期の時点で製造業者と使用者との間で合意されていることが望ましい。
2. 引用規格 次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成す
る。この規格は,最新版を適用する。
JIS B 0153 機械振動・衝撃用語
備考 ISO 2041 : 1990, Vibration and shock−Vocabularyがこの規格と同等である。
2
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 定義 この規格では,次の定義を用いる。これらのうち幾つかはISO 2041の定義を引用したもので,
一部にはJIS B 0153-1985から引用したものもある。
3.1
非接触型変換器 (non-contact transducer) 間隔又は変位を非接触で,それに比例した電気信号に変換
する変換器。
3.2
加速度 (acceleration) 速度の時間微分を表すベクトル量(ISO 2041の1.3)
備考2. 附属書1参照
3.3
変位 (displacement ; relative displacement) 物体又は質量要素の基準点に対する位置の変化を表すベ
クトル量(ISO 2041の1.1)
備考3. 附属書1参照
3.4
周波数応答 (frequency reponse) 入力信号の周波数の関数として表される出力信号。周波数応答は
通常はグラフとして与えられ,出力信号と,もし可能であれば位相差又は位相角を周波数の関数として示
す(ISO 2041のB.13)。
3.5
(振動の)p-p値 (peak-to-peak value) ある量の極値の間の代数差(ISO 2041の2.35)。
3.6
rms値 (root-mean-square value ; r. m. s. value) 時刻t1からt2の間の1価関数の二乗値の平均値の平
方根。実効値ともいう。
備考4. 1価関数f (t) のt1とt2の間のrms値は
2/1
1
2
2
2
1
)
/(
)
(
−
=∫tt
t
t
dt
t
f
rms値
備考5. 振動理論では,振動の平均値は0である。この場合,rms値は標準偏差 (σ) に等しく,二乗平
均値は分散 (σ2) に等しい(ISO 2041のA.37)。
3.7
変換器 (transducer) 信号又は量を,それに対応する同種若しくは異種の信号又は量に変換するた
めの器具 (JIS B 0153-1985) 。
3.8
速度 (velocity ; relative velocity) 変位の時間微分を表すベクトル量(ISO 2041の1.2)
備考6. 附属書1参照
3.9
振動 (vibration) 機械システムの位置又は運動を表す量の大きさの時間的な変化であって,その大
きさがある平均値又は基準値を中心に,交互に大きくなったり小さくなったりするもの(ISO 2041の2.1)。
4. 一般
4.1
系に対する考慮 歯車装置は,系の影響が極力小さくなるようにして試験することが望ましい(附
属書2参照)。
4.2
系の影響 現場で使用中の歯車装置の振動レベルは,附属書2に示すような製造業者の管理を超え
た要因によって悪影響を受けることがある。伝達系の初期設計段階で伝達系全体の振動を予測し,系の影
響を検討することが望ましい。全体系の検討の責任がどこにあるかは,この段階で明確に決められていな
ければならず,すべての関係者において合意されていることが望ましい。
4.3
歯車箱又は軸の測定 歯車装置の振動は二つの方法で測定できる,すなわち,歯車箱上か,又は軸
上である。転がり軸受では,軸受すきまが小さく,軸と歯車箱の相対運動がほとんど起こらないので,こ
のような軸受を用いる歯車装置に対しては歯車箱の振動測定が望ましい。
滑り軸受を用いる歯車装置では,軸と歯車箱の振動測定が可能である。軸振動測定は歯車箱の測定から
は明りょうに得られない詳細な情報を得ることができるが,ある周波数範囲に限られる(通常は0から
500Hz)。歯車箱の振動測定は,かみあい周波数を考慮する場合の基本となる,より広範囲な周波数範囲及
3
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
びダイナミックレンジを得られる利点がある(1.2参照)。
それぞれの計測器は,固有の特性をもっているので,与えられた歯車装置及び運転条件に対し,計測器
を選ぶ際には注意をする必要がある(附属書3参照)。軸と歯車箱の振動測定結果を合成することは,歯車
装置の軸の絶対的な運動を得るのに有効である。
受入検査における運転条件が実際の使用条件と著しく異なる場合は,振動データを評価する際にその相
違を考慮しなければならない。
5. 計測機器
5.1
種類 振動は,速度及び変位の計測周波数範囲にわたって測定精度が既知の変換器及び計測器で測
定しなければならない。計測器は,また,既知の精度の速度,変位又は両者に対応する電気信号出力をも
たなければならない。変換器は,取付方法,温度,磁場,表面仕上げなどの環境条件に対し校正された範
囲内で使用されなければならない。振動計測システムの種類及び使用法は,適切な国際規格に適合するも
のでなければならない。計測器は1/3オクターブを超えないバンド幅の狭帯域分析能力をもつことが望ま
しい。
5.1.1
軸測定計測器 軸振動を測定するために推奨する変換器は,非接触型変換器である。計測器は,振
動変位のp-p値を読めるものでなければならない。しかし,軸回転の周波数が3 000min−1未満で,信号周
波数が200Hz未満,かつ,表面の滑り速度が30m/s未満ならば接触式変換器を使用してもよい。
5.1.2
歯車箱測定計測器 歯車箱の振動測定には,サイズモ式変換器を推奨する。装置は,振動速度のrms
値をmm/sで得られるような正しいrms整流を行える特性をもつ電気計測器を含んでいなければならない。
変換器の取付け方法は,周波数応答に影響を与える。したがって,ねじ止め若しくはスタッドボルト止め,
又は接着剤を用いて固定することが望ましい。歯車の最大のかみあい周波数が1 000Hz未満で,測定範囲
が3 000Hz未満ならば,軽量の加速度ピックアップを磁石で固定する方法を使用してもよい。手持ちの接
触式振動計は認められない。
参考1
サイズモ式変換器とは,サイズモ系から構成され,サイズモ系の二つの要素の間の相対運動
から出力信号を発生する変換器である。
参考2
サイズモ系とは,基礎枠とそれに対して1個又はそれ以上のばね要素を介して取り付けられて
いる一つの質量要素からなる系であり,通常は減衰要素も含まれている。
5.2
測定周波数範囲 計測器の測定周波数範囲は,最も低い軸の回転周波数と最も高いかみあい周波数
を測定できるものでなければならない。軸振動変位の測定周波数範囲は,0Hzと500Hzの間であることが
望ましい。歯車箱の振動速度の測定周波数範囲は,加速度積分式測定法を用いる場合には10Hz〜10 000Hz
又はそれ以上が望ましい。
5.3
許容誤差 変換器と出力装置を含む計測システムは,すべての動作温度範囲で,読みの10%以内の
誤差で振動レベルを指示できるものでなければならない。
5.4
校正 振動出力装置は,基準信号で検査しなければならない。そして,それぞれの一連の歯車装置
の振動測定の直前と直後に定められた調整を行わなければならない。
測定装置全体の校正は,少なくとも2年に1回行うことが望ましい。
6. 振動測定
4
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6.1
軸の測定 軸の振動変位の測定は,歯車箱に対して相対的に測定することが望ましい。極力軸受の
近くで歯車箱の剛性のある部分に取り付けた非接触型変換器を使用することが望ましい。軸振動の測定は,
(互いに垂直な)直交する3方向で,かつ,その一つは軸に平行に測定しなければならない。この軸方向
の変換器は,各軸で1か所にあれば十分である。変換器の個数と取付位置は,製造業者と使用者との間で
合意されなければならない。
機械的及び電気的な振れは,軸回転周波数における許容振動変位の25%又は6μmのいずれか大きい方を
超えないことが望ましい。変換器の位置における軸の機械的又は電気的な振れは,振れの測定と軸振動の
測定の間でベクトルと位相の関係が維持される限り,実際の振動レベルを得るために振動の読みから差し
引いてもよい。このように差し引いた実際の振動測定での許容誤差は,5.3で示した値を超えてはならない。
6.2
歯車箱の測定 歯車箱の振動測定は,軸受台のような剛性の高い部分で測定しなければならない。
軸受を支持していない部分での測定は,歯車装置の性能を明示しないので,行ってはならない。測定は,
直交する3方向で,そのうち二つは回転軸に垂直な(望ましくは水平と鉛直な)方向で行われなければな
らない。歯車装置の外部から接近できるそれぞれの軸受位置で測定することを推奨する。軸受台で測定で
きない場合は,直近の取付部分で測定してもよい。変換器の個数と位置は,歯車箱の剛性と軸の数による
ので,製造業者と使用者との間で合意されなければならない。
6.3
測定の単位 この規格で用いる単位を表1に示す。
表1 測定の単位
量
単位
速度
mm/s
速度 (rms)
dB(基準速度v0=5×10−5mm/s)
変位(p-p値)
μm
周波数
Hz
参考3
dBは,ある信号を基準信号に対する比率で表現する方法で,比の常用対数を20倍したもので
ある。
7. 試験方法 歯車装置の振動測定は,製造業者の工場内試験時に行うことが望ましい。試験用の伝達系
は,使用者からの申し出がない限り製造業者の裁量による。
7.1
試験系の配置 試験用の伝達系,駆動機,歯車装置及び負荷装置は,実際に使用される継手か,又
は等価のオーバハング質量をもつ継手で結合しなければならない。
7.2
試験条件 製造業者と使用者との間で他に合意のない限り,この規格では次の条件を適用する。
7.2.1
歯車装置は,その設計された速度で,(もし可変速ならばその速度範囲の算術平均速度で)試験す
る。
7.2.2
歯車装置は,その設計された回転方向で,(もし正逆運転ならば両方向で)試験する。
7.2.3
歯車装置は,無負荷で,又は安定化するための軽負荷で試験する。
7.2.4
試験の測定は,実際の潤滑装置を使用し,運転状態に対応した潤滑油粘度の状態で行う。
7.2.5
振動測定は,機械類がその設計された温度範囲で運転されているときに実施する。
5
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
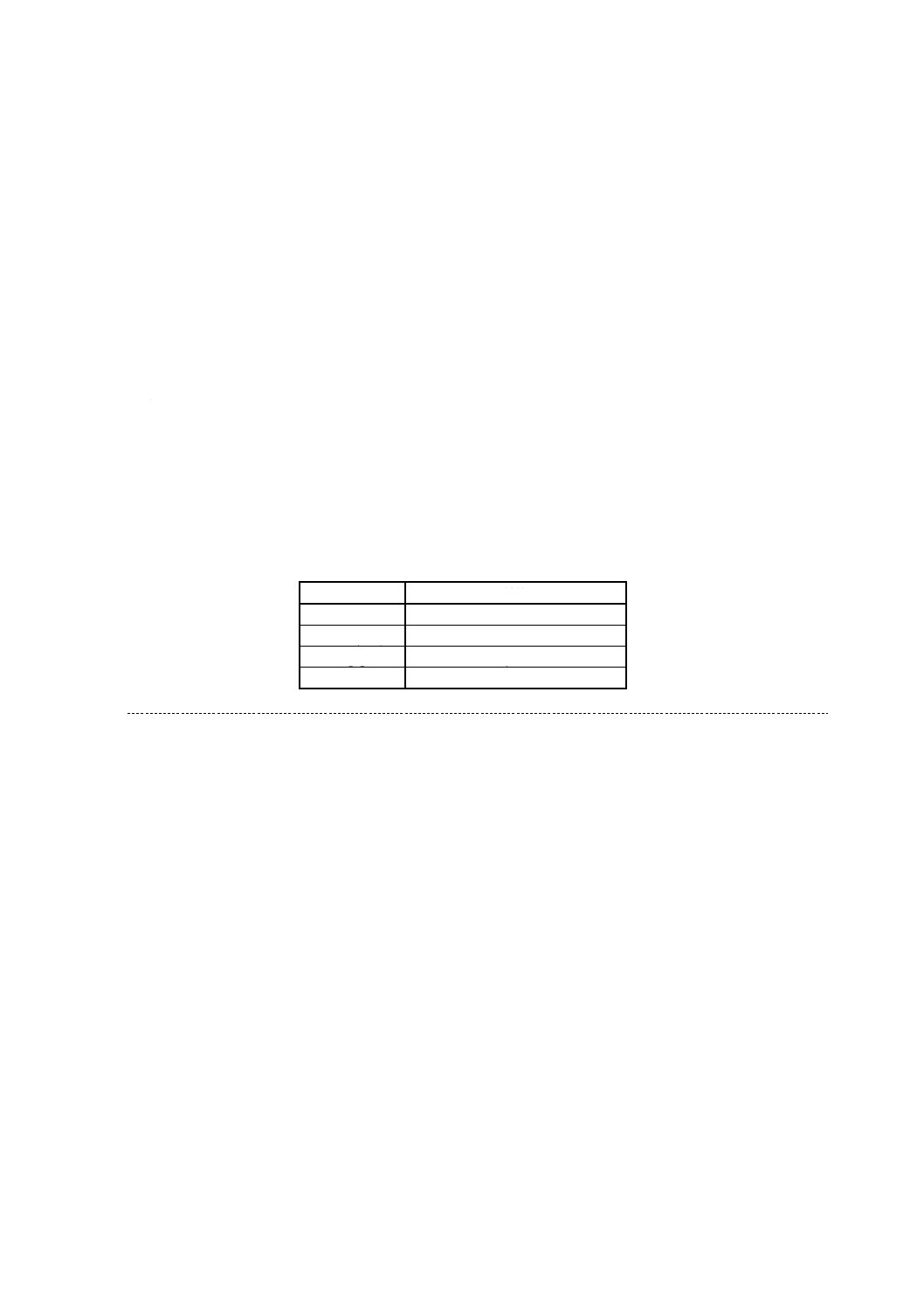
8. 振動等級値 共通に比較する基準として,軸変位と歯車箱振動の等級を図1及び図2に示す。個々の
歯車装置の許容等級値は,交渉の初期の段階で製造業者と使用者との間で合意した測定法に基づき,これ
らの線図から選定されることが望ましい。受入基準は,歯車装置全体に対して一つの条件としてもよく,
また,各軸又は測定位置に対する個別の条件としてもよい。附属書4に代表的な歯車装置の振動等級値を
示す。
8.1
振動振幅 振動特性は,周波数に対して図1及び図2に示されている。これらの線図を作成すると
きにフィルタ処理した測定が行われていることに留意することが重要である。幾つかの異なった周波数の
振動成分が同時に存在しても,それらが図の周波数ごとの許容範囲に入っていれば許される。この目的の
ためには,周波数分析を行える機器が必要である。図と適正な比較ができるように,この機器が振動を個々
の周波数成分に分解できるように注意する。
8.1.1
周波数の帯域幅 1/3オクターブ,高速フーリエ変換式分析器など種々の計測器の帯域幅は,ある
帯域幅の周波数と不規則振動の大きさによって高いか又は低い値を示す可能性があることに留意する。
8.1.2
オーバオール値 もし周波数スペクトルデータが得られないか不明のときは,次の方法の一方又は
両方を受入基準として使用してよい。
a) フィルタを通していない歯車箱の速度の公称値が速度等級の最大値を超えない場合には,試験結果は
受け入れられる(図2参照)。
b) 等級分けの振動周波数として,軸の回転周波数を用い,図1からフィルタ処理していない軸の公称変
位値を求める。
備考7. 1.2の条件“したがって,測定の種類と受入基準は,交渉の初期の時点で製造業者と使用者と
の間で合意されていることが望ましい。”をオーバオール値又は周波数帯域幅の受入条件に適
用する。
8.2
測定した軸変位の等級付け 軸の振動変位のp-p値は,図1で等級付けしてもよい。歯車軸の等級
付けは,フィルタ処理して測定したすべての軸の振動変位を囲む,最も下の線に基づいて行わなければな
らない。歯車装置によっては,測定したすべての軸から得られた中で最大の変位値によって等級付けする。
8.3
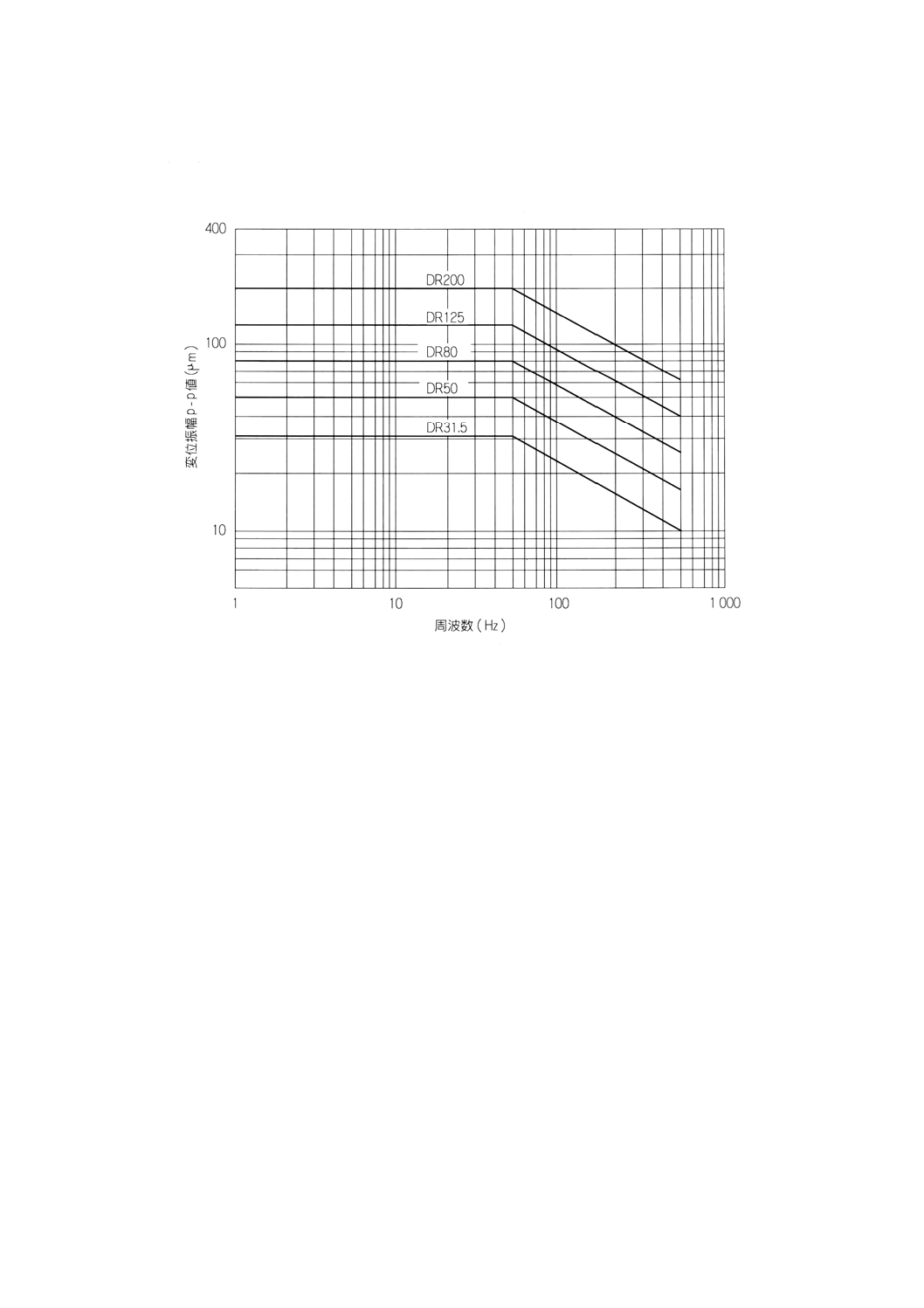
測定した歯車箱の振動の等級付け 歯車箱の振動速度のrms値は,図2と比較して等級付けしても
よい。与えられた測定点の等級付けは,その全体の振動スペクトラムを完全に囲む最も下の線に基づいて
行わなければならない。歯車装置によっては,すべての測定点から得られたうちの最大の振動速度によっ
て等級付けする。
9. 試験報告 試験報告は,9.1〜9.5に規定した情報を含んでいなければならない。
9.1
歯車装置の形式 製造業者及び検査する歯車装置の形式。
9.2
運転及び測定のデータ 試験運転のデータ,据付け及び軸継手の特性を含む歯車装置の設定及び運
転条件。
7.1及び7.2に規定された条件からのいかなる差異についても注記が必要である。
9.3
機器配置の記載 歯車装置の配置の寸法を記入した略図を含む説明。6.1及び6.2に従った個々の測
定点からの位置,軸及びデータ。
9.4
測定機器 使用したすべての測定機器のリスト,構造及び形式。
9.5
測定値及び結果 測定値及び結果は,個々の測定点に対し次の一つ又はそれより多くを含んでいな
ければならない。
a) 振動のオーバオール値
6
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 振動の主要な周波数成分及びそれらの振幅
c) 狭帯域周波数スペクトル
変動するメータの読みは,代表的な平均値で記録しなければならない。
備考 等級値の値は,0Hzと50Hzとの間の等級曲線の変位振幅に相当する。50Hzを超える
部分では,曲線は10dB/ディケードの減少こう配である。
図1 軸振動の等級値曲線
7
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
備考 等級値の値は,45Hzと1 590Hzとの間の等級曲線の速度振幅に相当する。45Hz未満と
1 590Hzを超える部分では,曲線は14dB/ディケードの減少こう配である。
図2 歯車箱振動の等級値曲線
参考4
ディケードとは周波数の比を表すもので,1けた異なっていることを意味する。
8
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書1(参考) 変位,速度及び加速度の波形の関係
序文 この附属書1(参考)は,変位,速度及び加速度の波形の関係について記述するものであり,規定
の一部ではない。
1. 目的 この附属書は,変位,速度及び加速度の波形の関係を概説する。
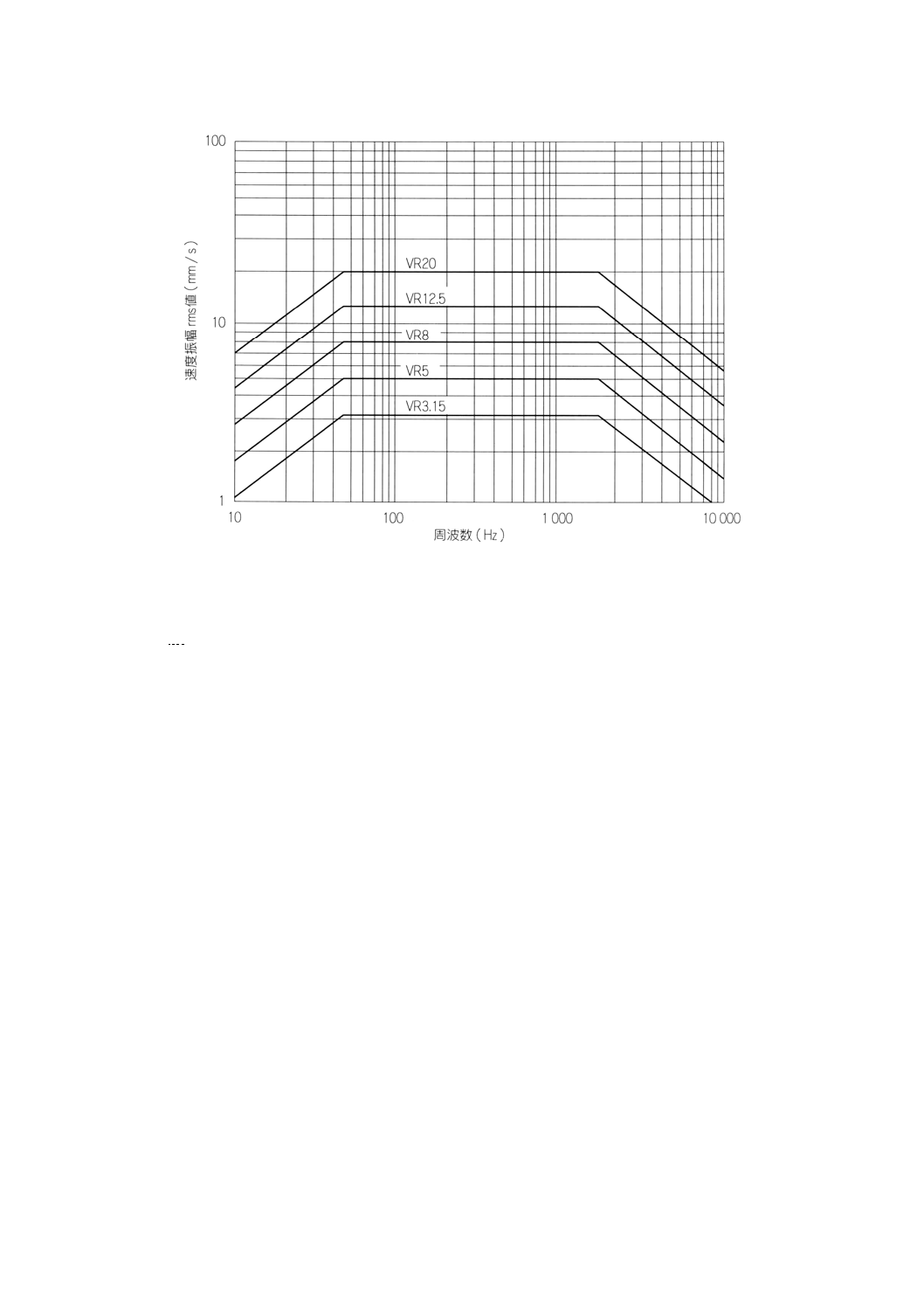
2. 波形の関係 周期的な正弦波の振動は,適当な周波数での変位,速度及び加速度として定義し得る。
速度は,変位の時間に対する1階微分で,加速度は2階微分である(附属書1図1参照)。
附属書1図1 波形
)
sin(t
A
D
ω
=
変位:
)
cos(t
A
dt
dD
ω
ω
υ
=
=
速度:
)
sin(
2
t
A
dt
d
ω
ω
υ
α
−
=
=
加速度:
ここに,
A: 振幅
t: 時間
ω: 円周波数
備考 時間の関数として速度及び加速度は,変位に対してそれぞれπ/2 (=90°) 及びπ (180°) 位相が
進んでいる。
9
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 相対振幅 変位,速度及び加速度の間の相対振幅は,振動の周波数の関数であることに注意すること
は重要である。
例 25μmのp-p値をもつ10Hz,100Hz及び1 000Hzの速度及び加速度を附属書1表1に示す。
附属書1表1
周波数
Hz
変位
(p-p値)
μm
速度
(rms値)
mm/s
加速度
(振幅)
m/s2
10
25
0.555
0.049
100
25
5.55
4.93
1 000
25
55.5
493
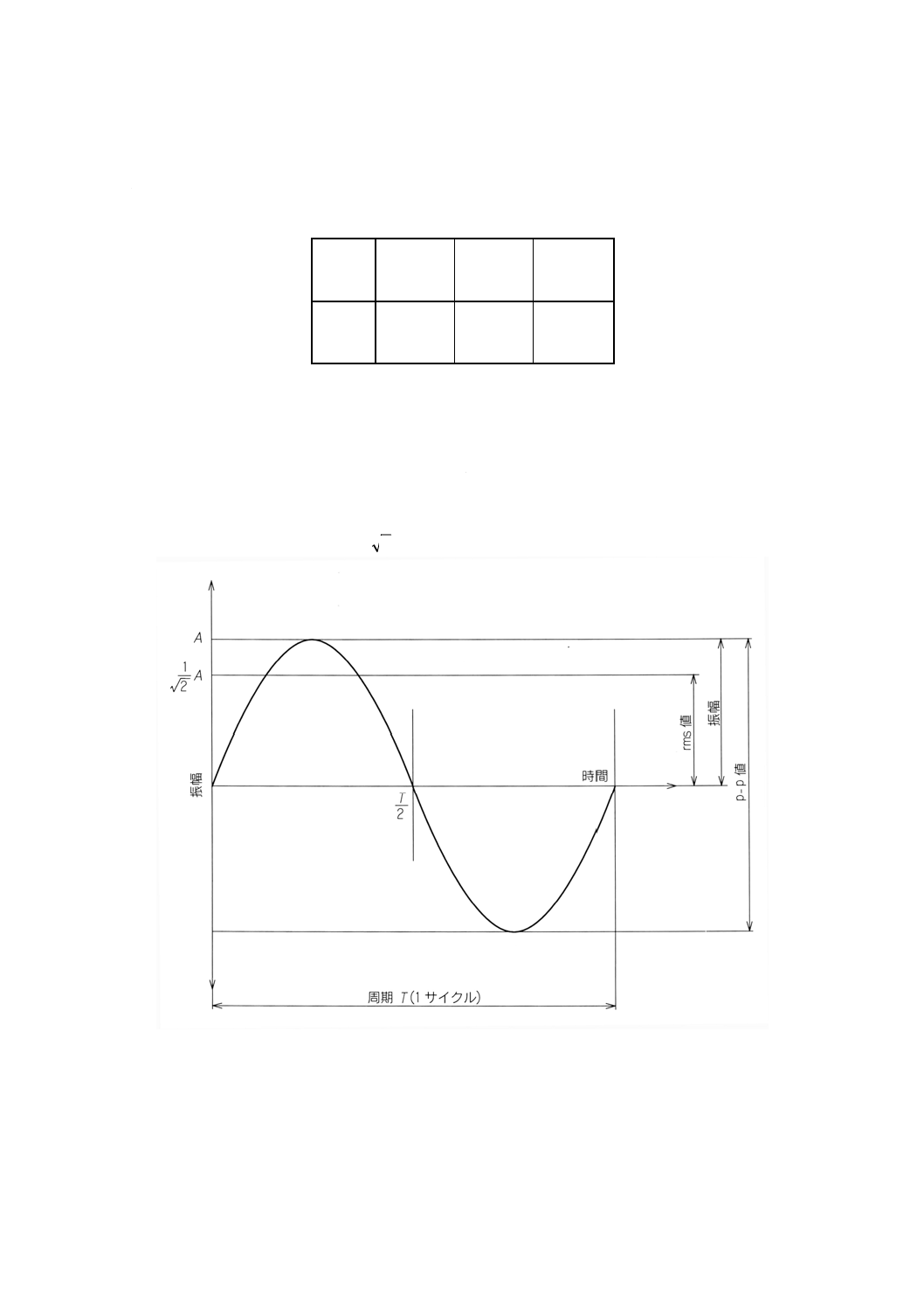
4. 振幅の関係 単一正弦波として与えられた振動,F (t) =Asin (ωt) は,附属書1図2に示す振幅の関係
がある。
周波数=サイクル/s=Hz
ここに,
ω: 円周波数
A: 振幅
2A: 振幅のp-p値
2
/
A
: 振幅のrms値(正弦波でない場合は,本体3.6を参照)
附属書1図2 振動振幅の関係
10
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書2(参考) 系の効果
序文 この附属書2(参考)は,系の効果について記述するものであり,規定の一部ではない。
1. 目的 歯車装置上で測定される振動には,歯車装置に含まれているもののほか,それが運転されてい
る系の中の他の励振源からのものも含まれている。実際に測定された振動レベルは,これらのほかの励振
源がどのように増幅又は減衰されて発生点から歯車装置上の測定点に伝達されるかによる。この附属書は,
幾つかの考慮すべき系の要因を示す。
2. 系に影響する主な要因 ここに掲げる要因は,試験場での結果に影響を与える以外に稼働状態の歯車
装置の性能にも影響する。製造業者は,初期設計段階の前又はその間に詳細を知らせられていない限り,
稼働状態に悪影響を与えるいかなる要因にも責任を負うことはない。
2.1
原動機の励振源
a) 内燃機関の強制作用力
b) 油圧モータの強制作用力
2.2
負荷の特性
a) 速度とともに変化する負荷,すなわち,ファン,羽根車など
b) 負荷の変動,すなわち,プロペラ,往復動圧縮機,ポンプなど
c) 不規則な衝撃負荷,すなわち,鉱石粉砕機など
2.3
組立上の配慮
a) 系の要素の心出し
b) 組立品,部分組立品及び部品のつり合い
2.4
系のねじり特性
a) 継手の剛性
b) ねじれやすさ
c) 回転体の慣性
d) 継手の減衰
2.5
系の横振動の特性
a) 基礎のモビリテイ
b) 搭載法
c) 要素のたわみやすさ
d) 要素の質量
2.6
負荷及び速度
a) 回転方向
b) 回転速度
c) 負荷の値
11
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3. 責任 2.に示した要因は,稼働状態の歯車装置の性能に影響する。一般的にこれらの稼働状態での要
因は,歯車装置製造業者の管理範囲外である。製造業者は,稼働状態に悪影響を与えるいかなる要因にも
責任を負うことはない。
系の影響は,伝達系の初期の設計段階で検討することが望ましい。この検討の責任の所在は,この初期
設計段階で明確に定められていなければならない。系要素の製造業者は,すべてこの責任に関する決定を
知らされていることが望ましい。
12
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書3(参考) 振動計測器及び考慮すべき特性
序文 この附属書3(参考)は,振動計測器及び考慮すべき特性について記述したものであり,規定の一
部ではない。
1. 目的 この附属書は,種々の振動計測器を示すとともに,歯車装置の振動を測定するときに考慮すべ
き特性を示す。
2. 歯車箱及び軸の振動計測器 歯車装置の振動計測で妥当性のある結果を得るには,歯車箱及び軸の両
方の振動変換器を取り付けることが必要である。歯車装置の試験中に必要な情報を得るためにサイズモ式
及び相対変位変換器の両方を使用することも,場合によっては必要である。これら二つの振動測定方法は,
互いに関係があるものの,得られた情報の性質は基本的に異なっており,適切に解釈しなければならない。
3. 歯車箱振動のサイズモ式測定 軸受台(又は軸受近傍の歯車装置の剛性の高い部分)上で測定された
振動は,試験条件における測定点での振動シビアリティの指標となる。表示された振動測定結果は,絶対
値測定であるので,試験用の支持台は,恒久的な基礎に相当するものであることが望ましい。支持台の構
造共振は,少なくとも試験速度範囲では避けることが望ましい。
測定された振動シビアリティは,歯車装置の回転部材と軸受台の動的連成(結合)の関数である。転が
り軸受の場合には,この連成は非常に直接的である。滑り軸受の場合には,軸の運動のかなりの量が油膜
によって減衰される。油膜は,速度,負荷トルク及び潤滑油の影響を受けるので,軸受台の振動シビアリ
ティの評価に際してはこれらの影響を考慮することが望ましい。
特に軸回転周波数の1次及び2次の振動を引き起こす(主として不つり合いとミスアラインメントによ
る。)軸の回転の影響は,低負荷トルク条件下では軸受台に強く伝達されなくても高負荷条件下では振動力
が強く伝達されることがある。しかし,歯のかみあいによる高周波数の振動は軸受台に強く伝達され,測
定された軸受台振動信号の主要なものとなる。
歯車箱の振動測定には,速度変換器又は加速度ピックアップを使用してよい。速度変換器での測定の直
線性の範囲は,変換器の形式によるが,一般的に10Hz〜2 500Hzであって,高速歯車装置のかみあい周波
数よりも低い可能性がある。このような場合には,10kHzまでの測定範囲のものか,又はそれ以上の測定
範囲をもつ加速度ピックアップが必要となる。
加速度ピックアップは,どのような場合でも電気的増幅を必要とする。信号を電気的に速度信号に積分
する場合には,低周波雑音の影響を除去するよう特に注意する必要がある。また,変換器の取付方法が計
測機器の直線性範囲と適合することを保証するよう注意することが望ましい。
参考1
連成とは,二つ以上の振動系の要素が結合されることによって,互いに影響し合うことをい
う。
参考2
振動シビアリティとは,振動速度の最大値,平均値のような値を表す一般用語である。機械
の振動シビアリティとは機械のある点(例えば,軸受,取付部など)で測った振動速度のrms
値の最大値をいう。
13
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4. 軸変位測定方法 軸変位は,接触型のピックアップ又は非接触型のプローブで測定できる。軸に直接
接触するライダは,チップと軸のいずれかに摩耗を生じる可能性がある。また,ライダは,“オイルホイッ
プ”を起こしやすく,周波数応答性が悪い(200Hz以下)。接触型ピックアップは,回転速度が3 000min−1未
満で滑り速度が30m/s未満の場合に限って使用すべきである。
非接触型変位変換器(プローブ)の動作原理は,幾つかある。主要なものは容量式,誘導式,及び渦電
流式である。歯車装置に使用するものとしては,渦電流式が主流となってきている。その理由は,直線性
範囲に比べて小型であることと運転環境の変化に対し鈍感であることである。
一般的に,非接触型変換器は,軸受台と歯車軸との相対運動を測定するために用いられる。特定の測定
平面で二つのプローブを直交方向に取り付けた場合には,歯車軸心の軌跡がオシロスコープ上で観察でき
る。非接触型変換器(特に,渦電流式)は,軸受すきまのある軸の物理的な位置を測定するために使用で
きる。したがって,軸の偏心角がすべての運転範囲にわたって把握できる。
渦電流式変換器の周波数応答範囲は,非常に広い(通常は,0Hz〜10 000Hz)が,一般に約500Hz以上
の周波数の振動情報は,軸振動の測定からは得られない。したがって,非接触型変換器は,歯車のかみあ
い振動の評価には適切でない可能性がある。
非接触型変換器は,低周波数域での歯車装置の運転に影響する,軸の不つり合い及び機械加工誤差に基
づく振動の影響,例えば,歯溝の振れ,真円度誤差を評価するために非常に有効である。歯車軸を引き離
す方向の力,トルク反力及び外部から加わるアラインメントを狂わせる力によって軸に加わる予圧がどの
程度かは確認されることが望ましい。軸受に関係する問題及び軸不安定の可能性も確認されることが望ま
しい。
非接触型変換器が,変換器と軸受又は歯車箱との間で顕著な相対運動を起こさないように取り付けられ
ることが重要である。理想的には,変換器は歯車装置のカバーを取り外さずに校正又は交換できるように,
剛性のある支持台を介して歯車箱に取り付けられることが望ましい。
非接触型変換器で測定する軸の表面は,ジャーナルと同心に加工されていて,できるだけ電気的及び機
械的振れがないことが重要である。電気的に振れを補正して見掛けの振動信号を除去することは可能であ
るが,p-p値10μm以下の振動レベルを高い信頼性で測定することは難しい。
14
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4(参考) 代表的な振動等級値適用例
序文 この附属書4(参考)は,代表的な振動等級値の適用例を記述したものであり,規定の一部ではな
い。
1. 目的 この附属書は,製造業者の設備での受入試験における代表的な機種に対する許容振動等級値を
提供する。
2. 一般 この附属書は,代表的な歯車装置に対する一般的な指針としてだけ使用されることが望ましい。
適正に製作された歯車装置でも,その振動は設計,寸法及び使用条件によって変わる。大型の低速ミル
用減速機では完壁に受け入れられる条件であっても,精密な高速又は舶用の装置では不適切である。精密
な高速装置で受け入れられるものは,低速のミル用減速機では不当に高価なものとなる。したがって,与
えられた等級値を受入基準として適用するときには,注意が必要である。
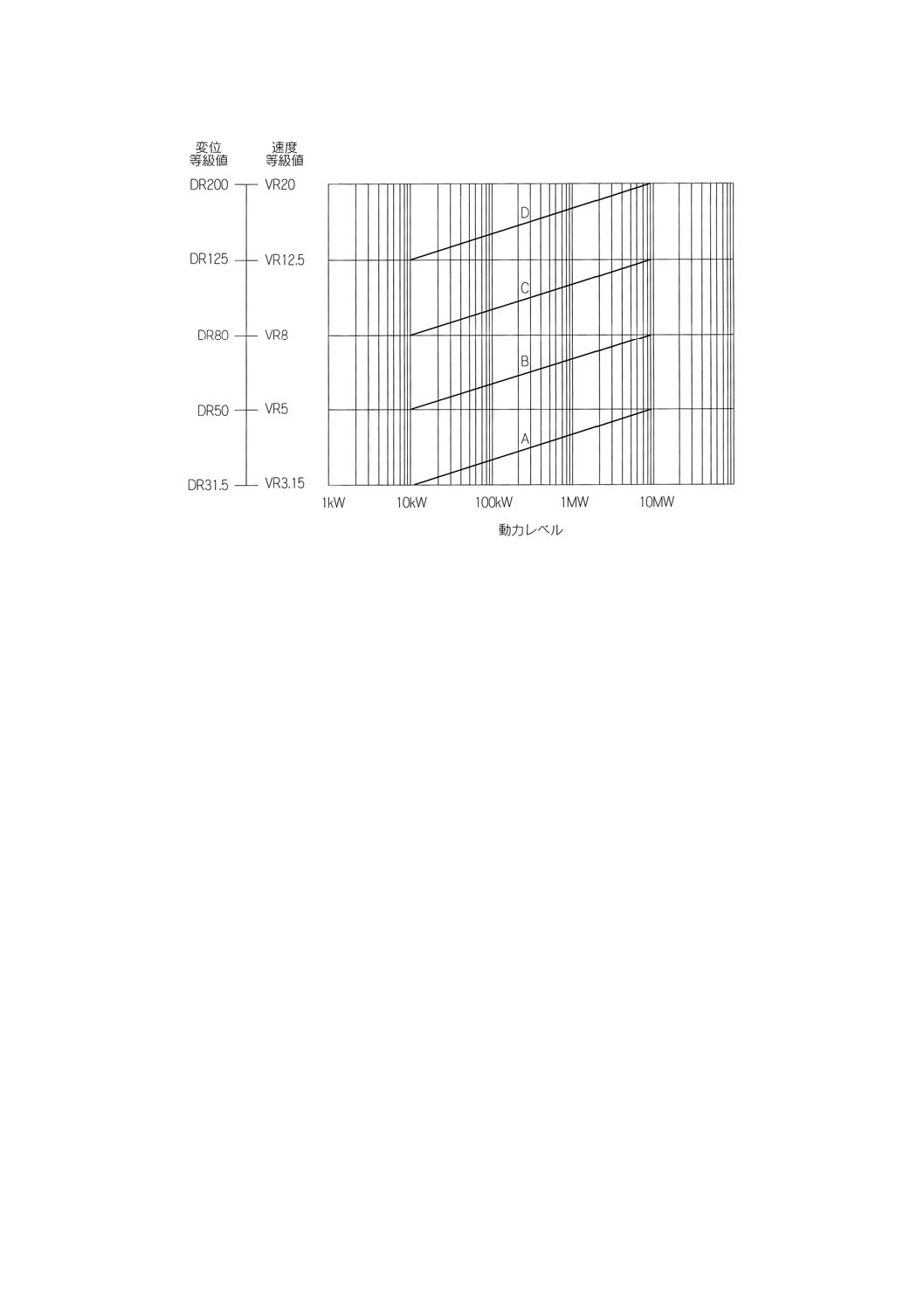
3. 代表的な等級値適用例 附属書4表1に列挙した代表的な歯車装置の振動等級値を附属書4図1に示
す。
附属書4表1
等級値
代表的な歯車装置
A
艦艇用など
B
高速用(3 600rpmを超える)など
C
産業用,舶用など
D
ミルなど
例 軸回転速度が最高1 500rpmのときに3 700kWの動力を伝達するように設計された,一般産業用
又は舶用歯車装置の振動等級値は,次のように決定される。附属書4図1の上で3 700kW (3.7MW)
と曲線Cの交点は,等級値曲線DR125-VR12.5のすぐ下にある。経済的には歯車装置の振動受入
検査基準はDR125及び/又はVR12.5となるところであるが,受入基準としてはより安全側に
DR80,VR8又はこれらの両方を満足するように選ぶべきである。
15
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書4図1 振動等級値
16
B 1754 : 1998 (ISO 8579-2 : 1993)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書5(参考) 参考文献
[1] JIS B 0153 : 機械振動・衝撃用語
[2] JIS B 0906 : 機械振動−非回転部分における機械振動の測定と評価−一般的指針
[3] ISO 2372 : 1974, Mechanical vibration of machines with operating speeds from 10 to 200 rev/s−Basis for
specifying evaluation standards 対応JIS : JIS B 0906-1989(改訂作業実施中)
[4] ISO 2372/Amd.1 : 1983, Amendment 1 to ISO 2372 対応JIS:同上
[5] ISO 2954 : 1975, Mechanical vibration of rotating and reciprocating machinery−Requirements for instruments
for measuring vibration severity 対応JIS : JIS B 0907-1989
[6] ISO 5348 : 1987, Mechanical vibration and shock−Mechanical mounting of accelerometers
[7] ISO 7919-1 : 1986, Mechanical vibration of non-reciprocating machines−Measurements on rotating shafts and
evaluation−Part 1 : General guidelines 平成9年にJIS化作業開始予定
[8] IEC 60184 : 1965, Methods for specifying the characteristics of electromechanical transduceres for shock and
vibration measurements
[9] ISO 2041 : 1990, Vibration and shock−Vocabulary
ISO/JIS審議委員会第3分科会 構成表
氏名
所属
(主査)
田 中 直 行
株式会社日立製作所機械研究所第4部
(委員)
梅 澤 清 彦
東京工業大学精密工学研究所
喜 多 正 臣
株式会社浅野歯車工作所技術部
北 原 健 一
ハセックギア株式会社
木 村 一 博
住友重機械工業株式会社PTC事業本部
児 島 正 昭
株式会社神崎高級工機製作所歯車技術部
柴 田 晴 夫
大阪製鎖造機株式会社技術部
田 中 祐 弌
神鋼コベルコツール株式会社営業部
中 島 隆
石川島播磨重工業株式会社歯車技術部
長 崎 正 治
株式会社マキシンコー東京営業所
永 田 大 祐
大久保歯車工業株式会社開発部
西 村 欣 也
社団法人日本歯車工業会
萩 原 博 行
日本ギア工業株式会社精機技術部
橋 本 繁 晴
財団法人日本規格協会
浜 谷 安 道
株式会社椿本エマソン
本 間 清
工業技術院標準部
村 上 元 章
株式会社ハーテイス
森 山 順 一
豊精密工業株式会社日進工場生産技術部
山 本 徹
株式会社新潟コンバーター大宮工場設計部
山 崎 和 人
株式会社浅野歯車工作所技術部
(事務局)
西 郷 勤
社団法人日本歯車工業会