B 1753:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 2
4 歯車装置の構成及び音響環境 ······························································································ 4
4.1 歯車装置の構成 ············································································································· 4
4.2 音響環境 ······················································································································ 4
5 音響パワーレベルの決定 ···································································································· 4
5.1 一般 ···························································································································· 4
5.2 方法 ···························································································································· 4
5.3 基準直方体面,測定表面,マイクロホンの位置及びインテンシティプローブへの考慮 ················· 7
5.4 測定の不確かさ ············································································································ 17
6 放射音圧レベルの決定 ······································································································ 17
6.1 基礎とする規格 ············································································································ 17
6.2 作業場所 ····················································································································· 17
7 設置及び搭載の条件 ········································································································· 18
7.1 精度等級 ····················································································································· 18
7.2 音響環境 ····················································································································· 18
8 音の測定における運転条件 ································································································ 18
8.1 一般 ··························································································································· 18
8.2 試験条件 ····················································································································· 18
8.3 運転速度 ····················································································································· 19
8.4 運転負荷 ····················································································································· 19
9 記録する情報 ·················································································································· 19
10 報告する情報 ················································································································ 19
11 空気伝ぱ音の値の申告及び検証 ························································································ 19
12 その他 ························································································································· 20
附属書A(参考)様々な歯車の形式及び大きさに対する測定表面上のマイクロホンの位置の例 ··········· 21
附属書B(参考)様々な歯車の形式及び大きさに対する典型的な音のレベル(音響パワー及び音圧) ·· 30
附属書C(参考)JIS Z 8733:2000及びISO 3746:1995の方法を使用する空気伝ぱ音の音響パワーレベ
ル決定のための情報 ······································································································· 44
附属書JA(参考)JISと対応国際規格との対比表 ······································································ 53
B 1753:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
歯車工業会(JGMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS B 1753:1999は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1753:2013
歯車装置の受入検査−空気伝ぱ音の試験方法
Acceptance code for gear units-Test code for airborne sound
序文
この規格は,2002年に第2版として発行されたISO 8579-1を基とし,技術的内容を変更して作成した
日本工業規格である。
なお,この規格で側線又は点線の下線を施してある箇所は,対応国際規格を変更している事項である。
変更の一覧表にその説明を付けて,附属書JAに示す。
1
適用範囲
この規格は,歯車装置及びギヤモータが放射する空気伝ぱ音を決定するために必要な方法及び標準的な
条件について規定する。また,この規格は,許容する測定法と同時に試験に用いる運転条件及び設置条件
についても規定する。
放射特性は,規定された位置での放射音圧レベル及び音響パワーレベルである。これらの量の決定は,
次のために必要である。
a) 歯車装置又はギヤモータの製造業者が放射音を申告できる。
b) 実働での歯車装置又はギヤモータの放射音を比較する。
c) 設計段階で騒音を制御する。
この規格は,使用する基本的な測定方法の精度の等級で決定する限界内で空気伝ぱ音特性決定の再現性
が得られることを目的とする。この規格で許容する音響測定方法は,実用測定方法(等級2)及び簡易測
定方法(等級3)である。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 8579-1:2002,Acceptance code for gear units−Part 1: Test code for airborne sound(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格のうちで,西暦年を付記してあるものは,記載の年の版を適用し,その後の改正版(追補を含む。)
は適用しない。西暦年の付記がない引用規格は,その最新版(追補を含む。)を適用する。
JIS C 1509-1 電気音響−サウンドレベルメータ(騒音計)−第1部:仕様
JIS C 1509-2 電気音響−サウンドレベルメータ(騒音計)−第2部:型式評価試験
JIS Z 8404-1 測定の不確かさ−第1部:測定の不確かさの評価における併行精度,再現精度及び真度
の推定値の利用の指針
2
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
JIS Z 8404-2 測定の不確かさ−第2部:測定の不確かさの評価における繰返し測定及び枝分かれ実験
の利用の指針
JIS Z 8733 音響−音圧法による騒音源の音響パワーレベルの測定方法−反射面上の準自由音場にお
ける実用測定方法
注記 対応国際規格:ISO 3744:1994,Acoustics−Determination of sound power levels of noise sources
using sound pressure−Engineering method in an essentially free field over a reflecting plane(MOD)
JIS Z 8736-1:1999 音響−音響インテンシティによる騒音源の音響パワーレベルの測定方法−第1
部:離散点による測定
注記 対応国際規格:ISO 9614-1:1993,Acoustics−Determination of sound power levels of noise sources
using sound intensity−Part 1: Measurement at discrete points(IDT)
JIS Z 8736-2:1999 音響−音響インテンシティによる騒音源の音響パワーレベルの測定方法−第2
部:スキャニングによる測定
注記 対応国際規格:ISO 9614-2:1996,Acoustics−Determination of sound power levels of noise sources
using sound intensity−Part 2: Measurement by scanning(IDT)
ISO 3743-1:1994,Acousics−Determination of sound power levels of noise sources−Engineering methods for
small, movable sources in reverberant fields−Part 1: Comparison method for hard-walled test rooms
ISO 3745:2003,Acoustics−Determination of sound power levels of noise sources using sound pressure−
Precision methods for anechoic and semi-anechoic rooms
ISO 3746:1995,Acoustics−Determintion of sound power levels of noise sources using sound pressure−
Survey method using an enveloping measurement surface over a reflecting plane
ISO 4871:1996,Acoustics−Declaration and verification of noise emission values of machinery and equipment
ISO/TS 7849-1:2009,Acoustics−Determination of airborne sound power levels emitted by machinery using
vibration measurement−Part 1: Survey method using a fixed radiation factor
ISO/TS 7849-2:2009,Acoustics−Determination of airborne sound power levels emitted by machinery using
vibration measurement−Part 2: Engineering method including determination of the adequate radiation
factor
ISO 11203:1995,Acoustics−Noise emitted by machinery and equipment−Determination of emission sound
pressure levels at a work station and at other specified positions from the sound power level
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS Z 8733,JIS Z 8736-1,JIS Z 8736-2,ISO 3743-1,ISO 3745,
ISO 3746,ISO 4871及びISO 11203によるほか,次による。
3.1
暗騒音(background noise)
測定点における,歯車装置に起因するか又は歯車装置から直接放射される音以外の全ての音。
3.2
バンド音圧レベル(band pressure level)
ある特定のバンド(周波数帯域)の中に含まれる音響エネルギーに対する有効な音圧レベル。
3.3
測定表面(measurement surface)
3
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
歯車箱を取り囲む仮想の測定点のある表面。
3.4
測定表面量(measurement surface quantity)
単位測定面積(1 m2)に対する音圧レベルの補正値(C.4.5参照)。
3.5
近接音場(nearfield)
音源に近く,音圧が平均値付近で変動する領域。
注記 近接音場では,音源上の異なる地点から届いた音波に位相のずれが生じているため,それらの
音波が互いに足し合わさったり打ち消しあったりして,相互干渉が起こる。このため,近接音
場の限界は,音源の形状及び音の波長によって定まる。近接音場を超えると音圧は,音源から
の距離に反比例して減少する。距離が2倍になれば,音圧レベルは6 dB低下する。
3.6
音圧の周波数スペクトル(frequency spectrum of the sound)
ある周波数範囲にわたって音圧レベルの分布を示すスペクトル。
注記 スペクトルは,使用する分析器のバンド幅特性によって変化する。
3.7
音圧レベル(sound pressure level),Lp
次の式によって定義するレベル。
=
0
10
log
20
p
p
Lp
ここに,
Lp: 音圧レベル
p: 測定された音圧のrms値(二乗平均平方根)
p0: pと同じ単位で表した基準音圧
注記 音圧レベルは,デシベル(dB)で表す。
3.8
A特性音圧レベル(A-weighted sound pressure level)
JIS C 1509-1及びJIS C 1509-2に適合する騒音計で得られるA特性の音圧レベルの読み。
3.9
音響パワーレベル(sound power level),LW
次の式によって定義するレベル。
=
0
10
log
10
P
P
LW
ここに,
LW: 音響パワーレベル
P: 測定された音響パワー
P0: Pと同じ単位で表した基準音響パワー
注記 音響パワーレベルは,デシベル(dB)で表す。
3.10
音響インテンシティ(sound intensity)
音場内の単位面積を単位時間に通過する音のエネルギー。
注記 音圧と粒子速度との積で表される。粒子速度は,近接した2点の音圧の差から近似的に求める
ことができる。
4
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
4
歯車装置の構成及び音響環境
4.1
歯車装置の構成
この規格は,工業用の円筒歯車,かさ歯車及びウォームギヤを用いた歯車装置並びにギヤモータを対象
とする。次の3種類の歯車装置の構成がある。
a) 駆動機及び被動機から独立した歯車装置
b) 歯車装置とモータとが一体となったギヤモータ
c) 一つの架台の上にモータ又は駆動装置が必要な補機とともに設置された歯車伝動装置
受渡当事者間で,音を歯車伝動装置として測定するか,又は歯車装置単体で測定するかを協定しなけれ
ばならない。
安全カバー,継手カバー又は遮音カバーがある場合には,放射音の決定の際に取り付けなければならな
い。
4.2
音響環境
この規格は,各々の歯車装置の構成に対して次の3種類の音響環境を適用する。
− 現地据付け状態(7.2.4参照)
− 製造業者の工場の試験設備上(7.2.3参照)
− 音響測定を目的とした特定の設備内(7.2.2参照)
5
音響パワーレベルの決定
5.1
一般
特に指定がない場合は,製造業者の試験設備及び試験方法で行う試験によって,A特性の音響パワーを
決定しなければならない。
5.2
方法
使用する方法を決定するためには,測定精度の等級を考慮しなければならない。各々のISO規格の標準
的な方法には,等級に応じて不確かさの限界値が定められている。等級2のほうが等級3より精密である。
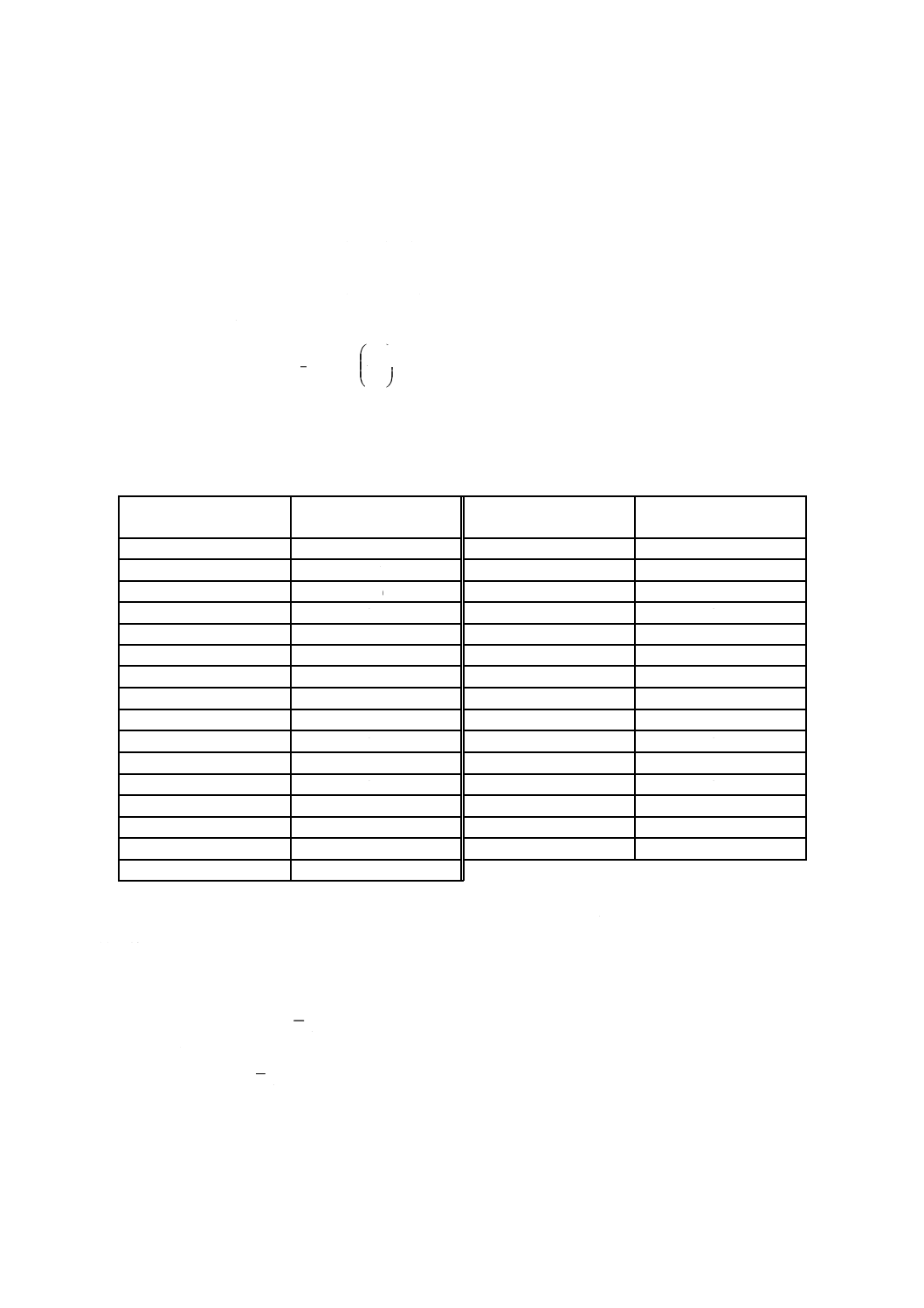
JIS Z 8736-2:1999に記載された例を,表1に示す。
表1−音響パワーレベル決定における不確かさ
オクターブバンド
中心周波数
Hz
1/3オクターブバンド
中心周波数
Hz
標準偏差
(s)
等級2(実用測定方法)
dB
等級3(簡易測定方法)
dB
63〜125
50〜160
3
−
250
200〜315
2
−
500〜4 000
400〜5 000
1.5
−
−
6 300
2.5
−
A特性a)
−
1.5 b)
4
ここに示したA特性の不確かさの推定は,1/3オクターブバンドのA特性パワーの400 Hz〜5 000
Hzの範囲外の合計がこの範囲内の合計より大きい場合は,適用しない。その場合,個別の不確か
さを適用する。
注a) 63 Hz〜4 kHz又は50 Hz〜6.3 kHz。
b) A特性音響パワーレベルの真の値は,95 %の確かさで測定値の±3 dBの範囲にあると期待で
きる。
5
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
音響パワーレベルを決定するための望ましい方法は,次の規格の等級2の方法である。
− ISO 3743-1
− JIS Z 8733
− JIS Z 8736-1又はJIS Z 8736-2
等級2が達成できないときには,次の等級3の方法のいずれかを使用してもよい。
− ISO 3746
− JIS Z 8736-1又はJIS Z 8736-2
上記のいずれも実際的でない場合には,ISO/TS 7849-1及びISO/TS 7849-2の方法を使ってもよい。
工業用の歯車装置又はギヤモータの音響パワーレベルを決定するための規格を選択するためには,表2
又は表3を用いる。
表2は,歯車装置及び歯車伝動装置を対象とするもので,より精密な測定手順を示す。表3は,歯車装
置とモータとが近接して結合されたギヤモータの構成に対するものであり,より容易に実施できる測定方
法を示す。音を分離できないほど近接して結合した他の構成(近接して結合した複数の歯車並びに発電機
及び近接して結合した油圧モータ)に対しても適用できる。
表2−歯車装置及び歯車伝動装置の音響パワーレベル決定のための規格の選択
音響環境
精度等級
音響パワーレベル決定のための規格
歯車装置又は歯車伝動装置の入力レベル kW
0.1以上10以下
10を超え300以下
300超
特定の設備a),b),c)
2
JIS Z 8733 d)
ISO 3743-1 e)
JIS Z 8736
JIS Z 8736
JIS Z 8733 d)
JIS Z 8736
製造業者の工場の
試験設備a)
2
JIS Z 8736 b)
実用的でない
3
JIS Z 8736
ISO 3746 f)
JIS Z 8736
現地据付け状態
2
JIS Z 8736 f),b)
実用的でない
3
JIS Z 8736 f)
ISO 3746 f),g)
JIS Z 8736 f)
ISO/TS 7849-1及びISO/TS 7849-2 h)
注記1 斜体で記載した規格が望ましい規格であり,実用可能な場合は,これを用いる。
注記2 それぞれの測定状況において望ましい規格の順番は,表示順である。
注記3 JIS Z 8736とは,JIS Z 8736-1及びJIS Z 8736-2を表す。
注a) 試験に使用できる動力は,現地据付け状態を再現するのに不十分なことがある。
b) 歯車装置の大きさが適切な測定を阻害することがある。
c) 特定の設備では,ISO 3745を等級2の測定に使うことができる。
d) 通常,反射面の上の無響環境が必要。
e) 通常,残響室が必要。
f) 暗騒音が不規則過ぎて,適切な測定ができないことがある。
g) 測定対象の装置へ十分に近づけないことがある。
h) 必要な全ての測定を行うための時間が長くかかり過ぎることがある。
6
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表3−ギヤモータの音響パワーレベル決定のための規格の選択
音響環境
精度等級
音響パワーレベル決定のための規格
評価対象ギヤモータの動力レベル kW
0.1以上300以下
300超
特定の設備a),b),c)
2
JIS Z 8733 d)
JIS Z 8736
JIS Z 8736
JIS Z 8733 d)
製造業者の工場の
試験設備a)
2
JIS Z 8733 d)
JIS Z 8736
JIS Z 8736 b)
3
ISO 3746 e)
JIS Z 8736 b)
現地据付け状態b)
2
JIS Z 8736
JIS Z 8733 f)
JIS Z 8736
3
ISO 3746 f)
JIS Z 8736
JIS Z 8736
ISO 3746 f)
注記1 斜体で記載した規格が望ましい規格であり,可能な場合は,これを用いる。
注記2 それぞれの測定状況において望ましい規格の順番は,表示順である。
注記3 JIS Z 8736とは,JIS Z 8736-1及びJIS Z 8736-2を表す。
注a) 試験に使用できる動力は,現地据付け状態を再現するのに不十分なことがある。
b) 歯車装置の大きさが適切な測定を阻害することがある。
c) 特定の設備ではISO 3745を等級2の測定に使うことができる。
d) 通常,反射面の上の無響環境が必要。
e) 通常,残響室が必要。
f) 暗騒音が不規則過ぎて,適切な測定ができないことがある。
注記 音響パワーレベル測定法規格の概略
ISO 3743-1:部屋の壁が固く暗騒音の低い場合に用いられ,音響パワーレベルの計算を可能
にするためのオクターブバンド音圧レベル測定の仕様を規定する。
JIS Z 8733:反響のない環境で暗騒音の低い場合に用いられ,測定されたA特性音圧レベル,
又はオクターブバンド若しくは1/3オクターブバンドの音圧レベルから音響パワーレベルを計
算する方法を規定する。
ISO 3745:特別な無響又は半無響の試験室の場合に用いられ,音響パワーレベル計算を可能
にするA特性音圧レベル測定の仕様を規定する。
ISO 3746:より要求が低い場合に用いられ,A特性音圧レベル測定の仕様だけを規定し,等
級3の精度でA特性音響パワーレベルを規定する。
JIS Z 8736-1:反響又は外部音源までも含む全ての環境で使用できる。音響インテンシティ及
び音圧測定の仕様を規定する。反響及び外部音源の程度に応じてA特性,オーバオール又はオ
クターブバンドのいずれかの音響パワーレベルを得ることができる。等級3の測定に限って,
A特性のオーバオール音響パワーレベルが適用できる。
JIS Z 8734:離散した点における音響インテンシティと同時に音圧測定を行う。この場合,
測定点の数は,一般に音圧レベル測定に基づく規格で用いられる点数より多い。
JIS Z 8736-2:スキャニングによる音響インテンシティと同時に音圧測定を行う。これは,機
械の構成によって部分的又は全体的な面で行う。この方法は,一般に測定時間を短縮できる。
ISO/TS 7849規格群:他の方法が実際的でない場合にだけ用いる。この規格が規定する方法
は,歯車装置又はギヤモータの適切な部品の振動速度測定に基づく。これは,A特性音響パワ
ーレベル,又はオクターブ若しくは1/3オクターブバンドの音響パワーレベルの推定値を規定
7
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
する。
5.3
基準直方体面,測定表面,マイクロホンの位置及びインテンシティプローブへの考慮
5.3.1
一般
JIS Z 8733,ISO 3746,JIS Z 8736-1又はJIS Z 8736-2のいずれかを用いる場合には,5.3.2〜5.3.4を適用
する。
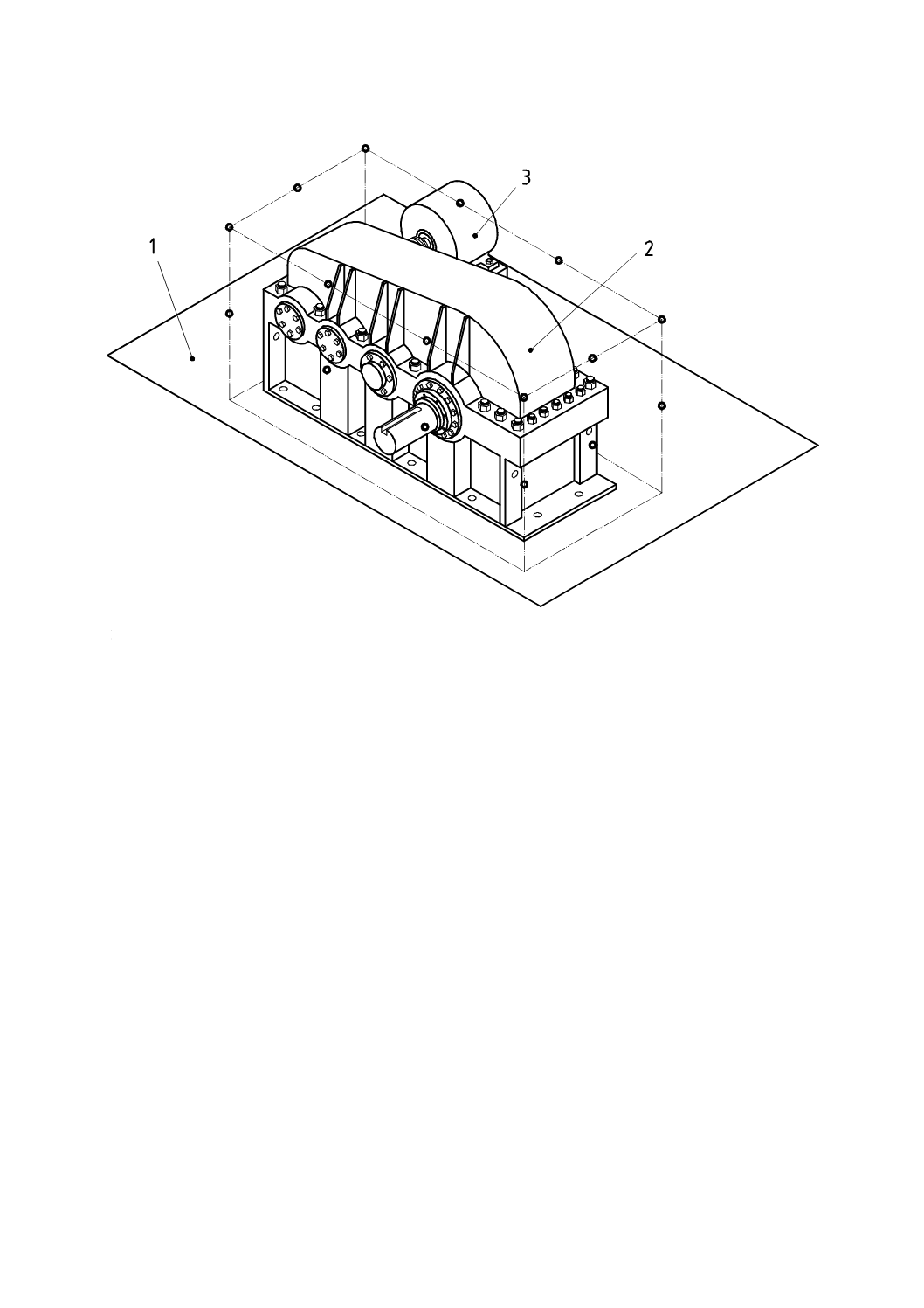
5.3.2
基準直方体面
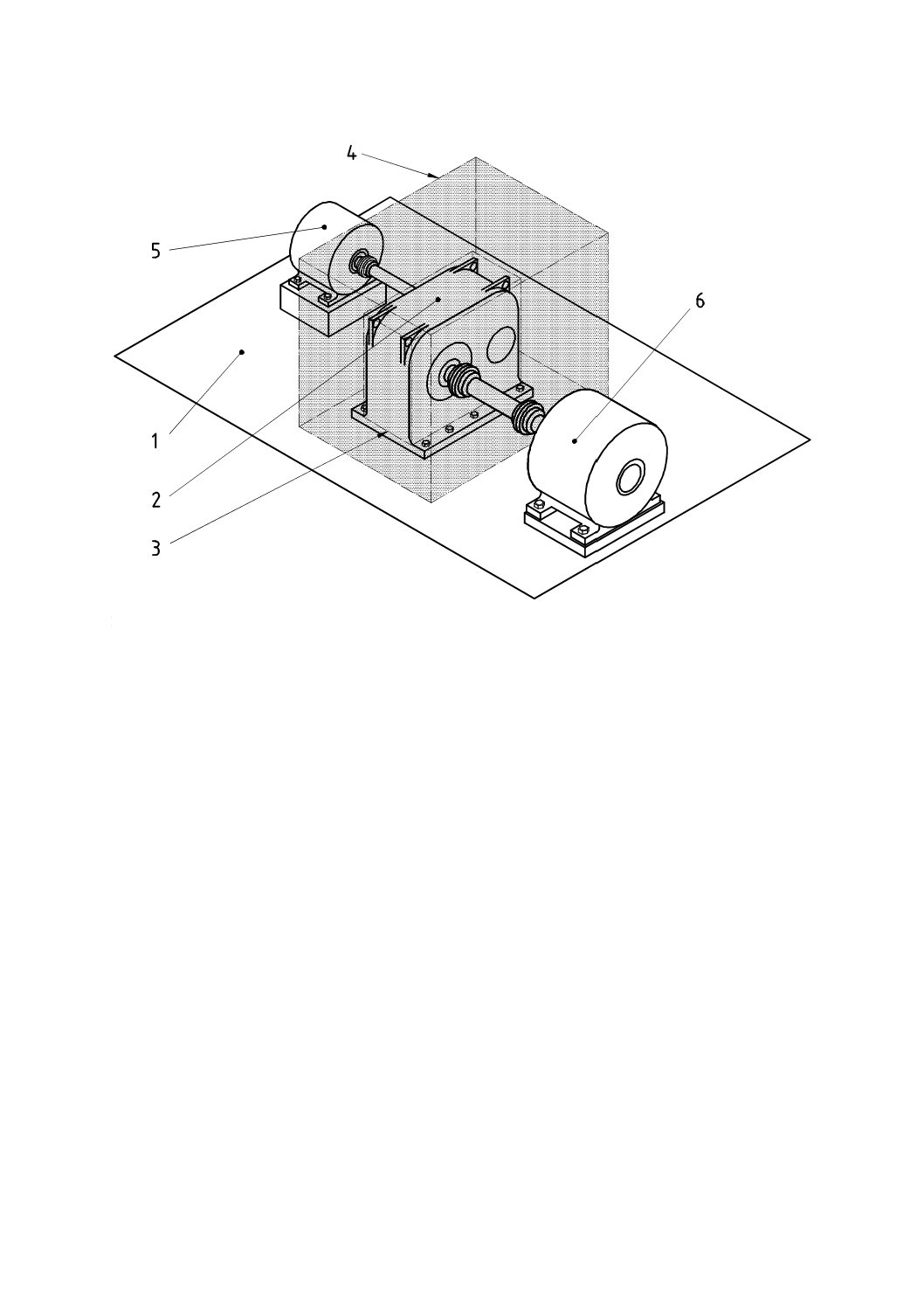
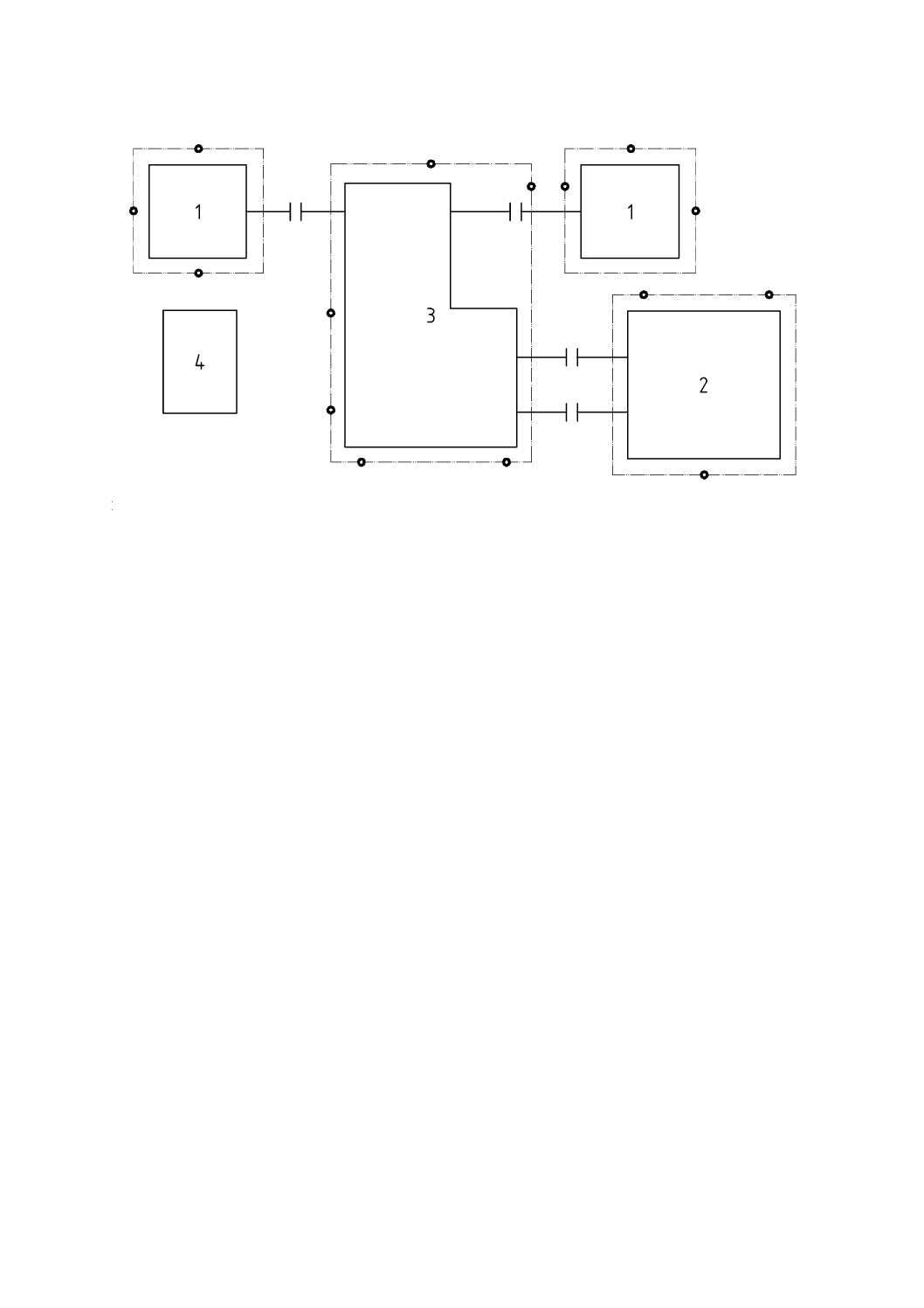
基準直方体面は,測定する歯車装置又はギヤモータを包み込む一般に最も小さい単純な立体(直方体,
すなわち,箱)の仮想的な表面である。補機,伝達要素及び歯車装置の駆動機は包み込まない。歯車伝動
装置に対する基準直方体面は,歯車装置製造業者によって提供される構造をぴったりと包み込むものとす
る。基準直方体面は,音源を囲み,反射面(固い基礎又は水)に接続する。基準直方体面の例を,図1〜
図3に示す。
注記 音源の音の放射に影響しない小さな部品は,基準直方体面の外にあってよい。
5.3.3
測定表面
測定表面は,基準直方体面を与えられた距離で覆う表面である。
測定表面と基準直方体面との間の距離は,測定距離という。この距離は,使用される基本的な方法によ
って異なり,次による。
− 音圧レベル測定を基礎とするJIS Z 8733では,距離dを1 mとする。
− 音響インテンシティ測定を基礎とするJIS Z 8736-1及びJIS Z 8736-2では,距離dを,次の値とする。
− JIS Z 8736-1では,d≧0.5 m
− JIS Z 8736-2では,d≧0.2 m
典型的な測定表面は,図1〜図3を参照。測定表面は,測定距離にあるか又はそれより内側にある反射
面が境界となる。
8
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 試験場床
2 歯車装置
3 基準直方体面
4 測定表面
5 モータ
6 負荷装置
図1−歯車装置に対する基準直方体面及び測定表面
9
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
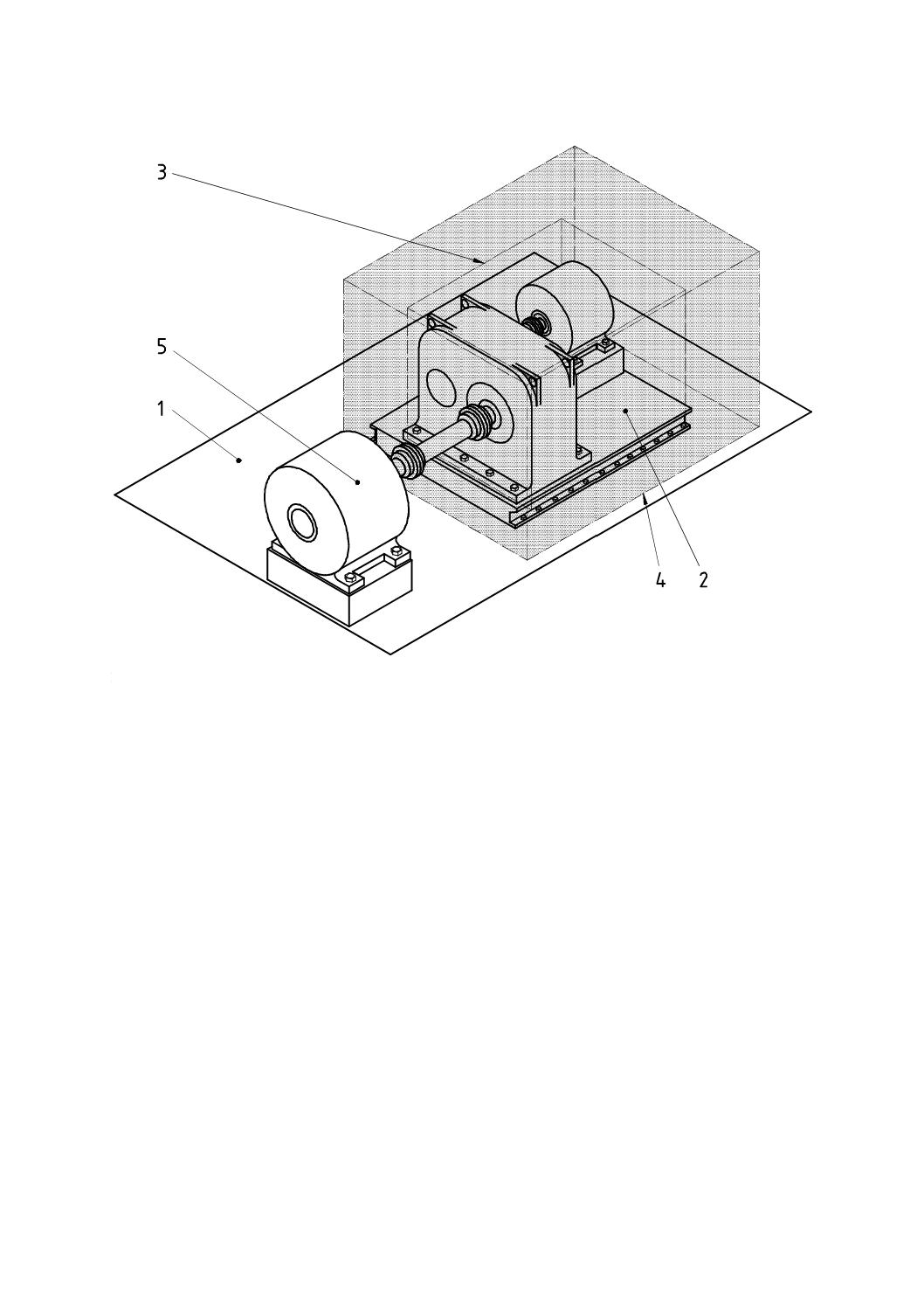
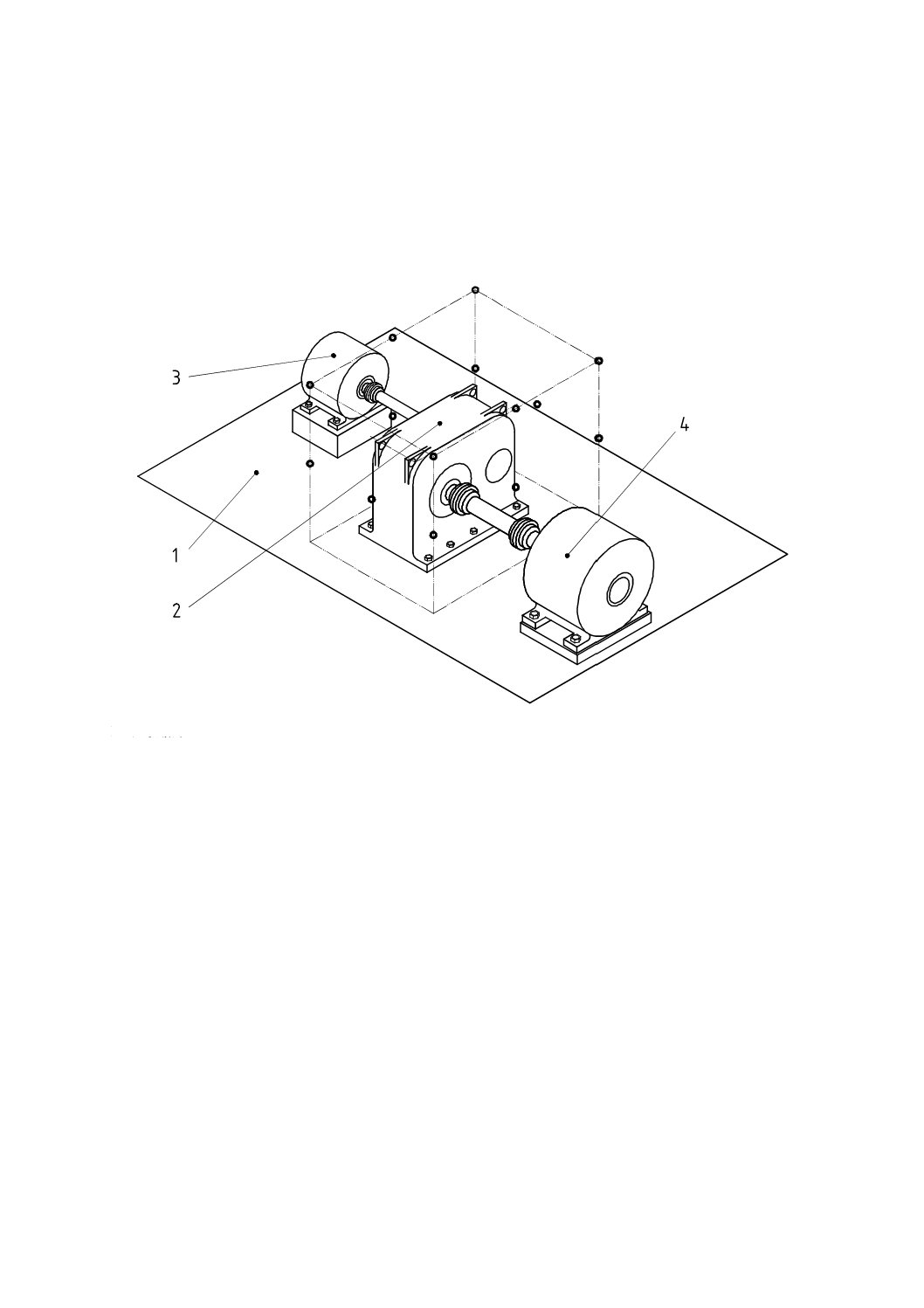
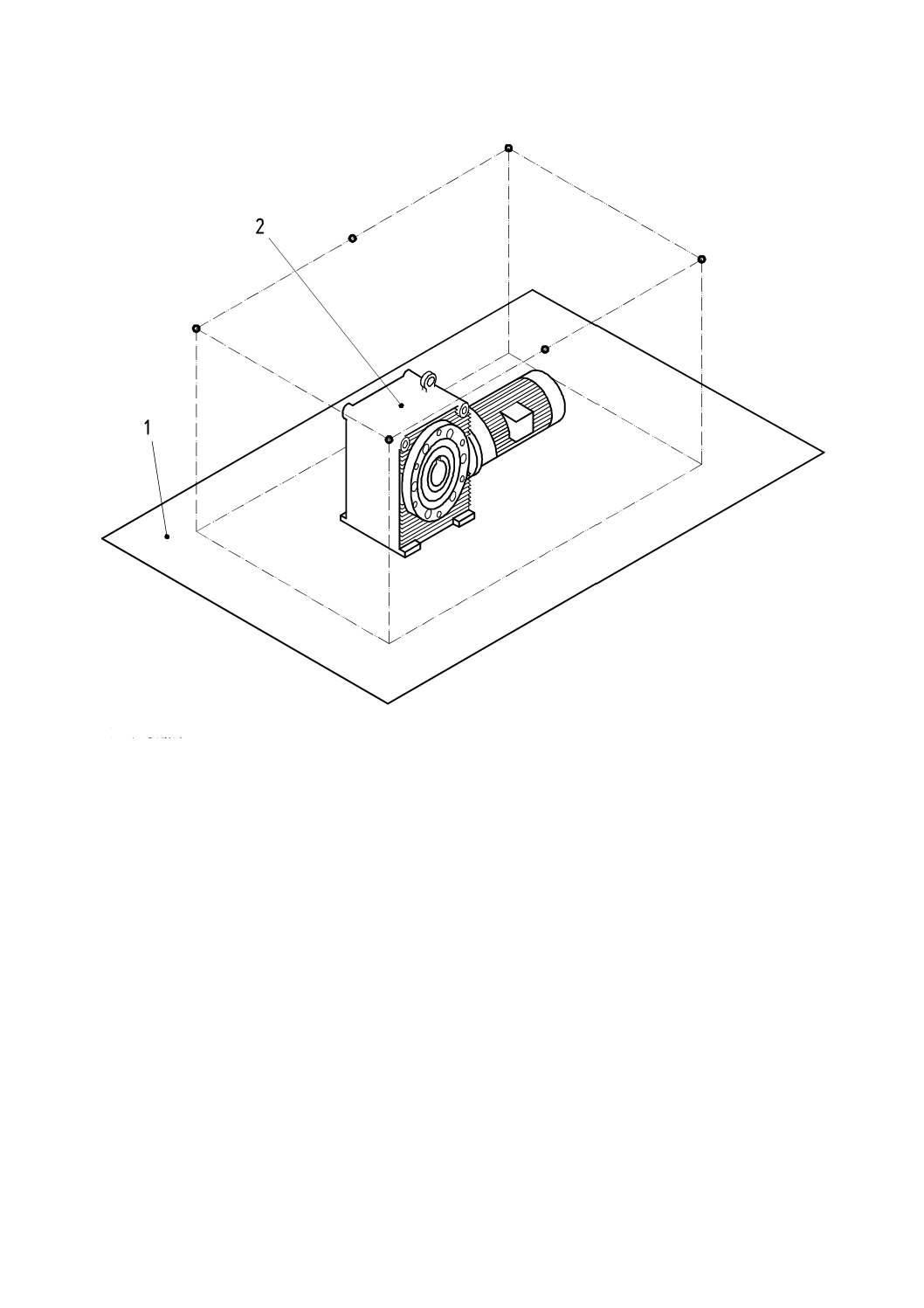
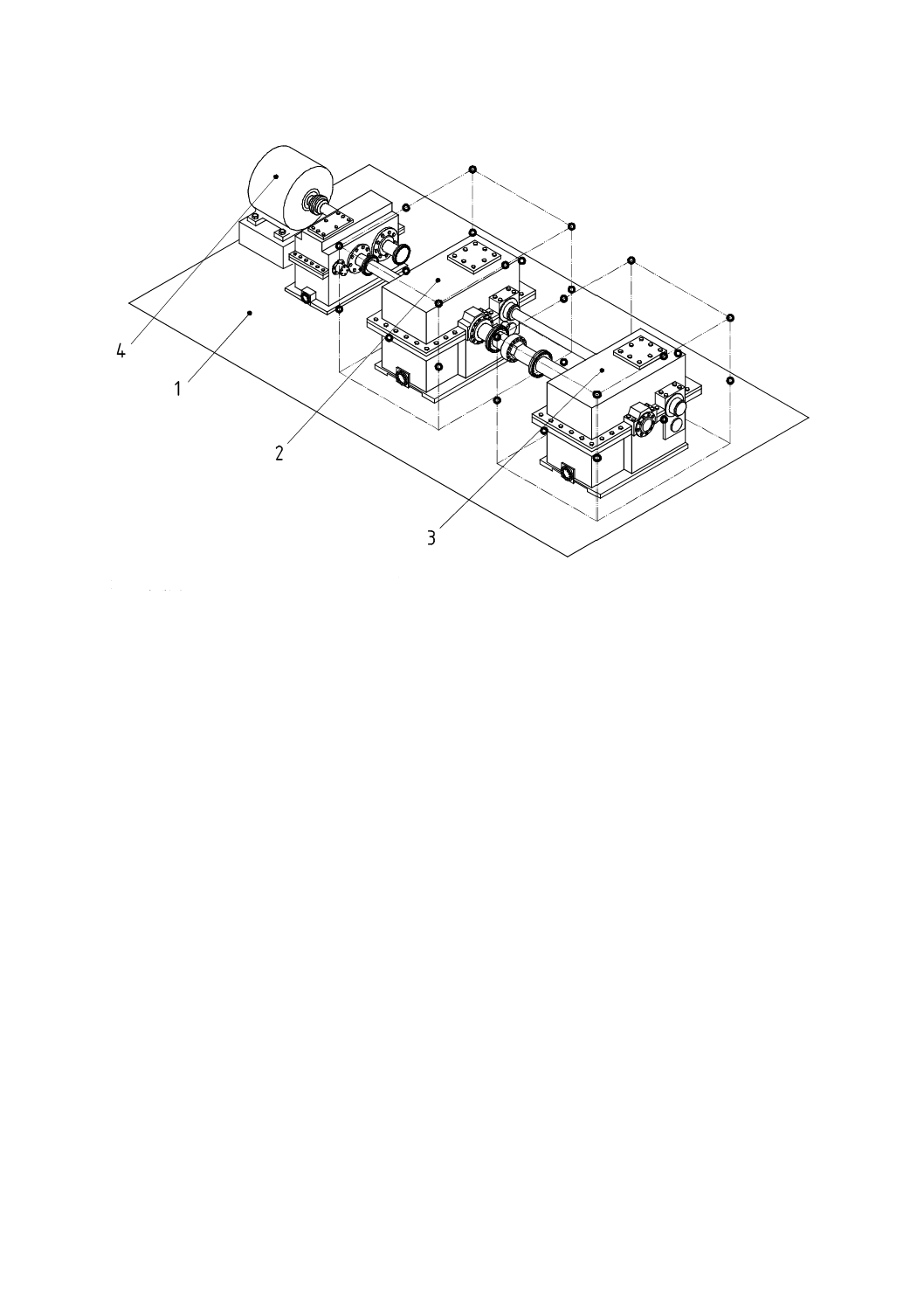
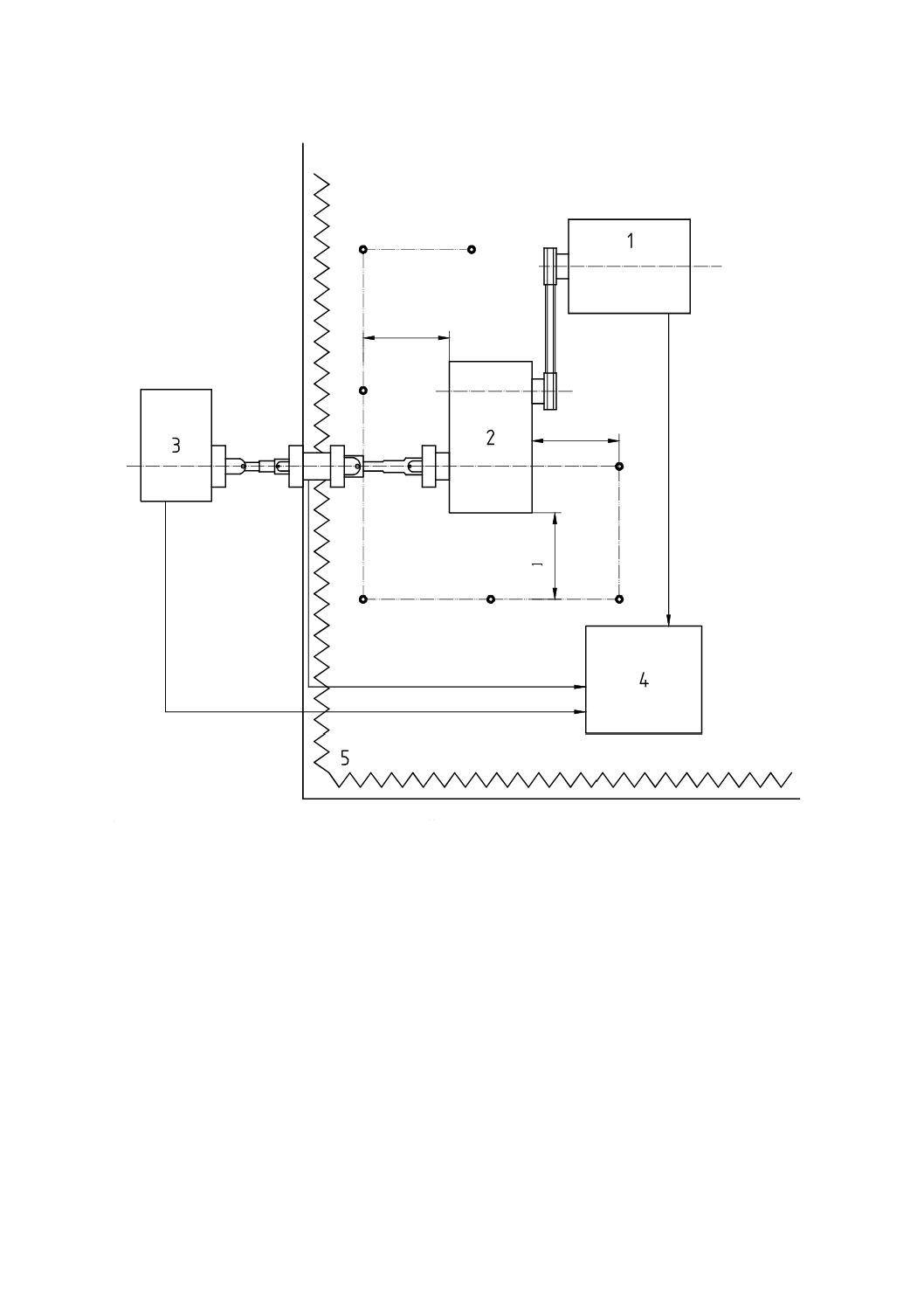
1 試験場床
2 歯車装置
3 基準直方体面
4 測定表面
5 負荷装置
図2−歯車伝動装置に対する基準直方体面及び測定表面
10
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
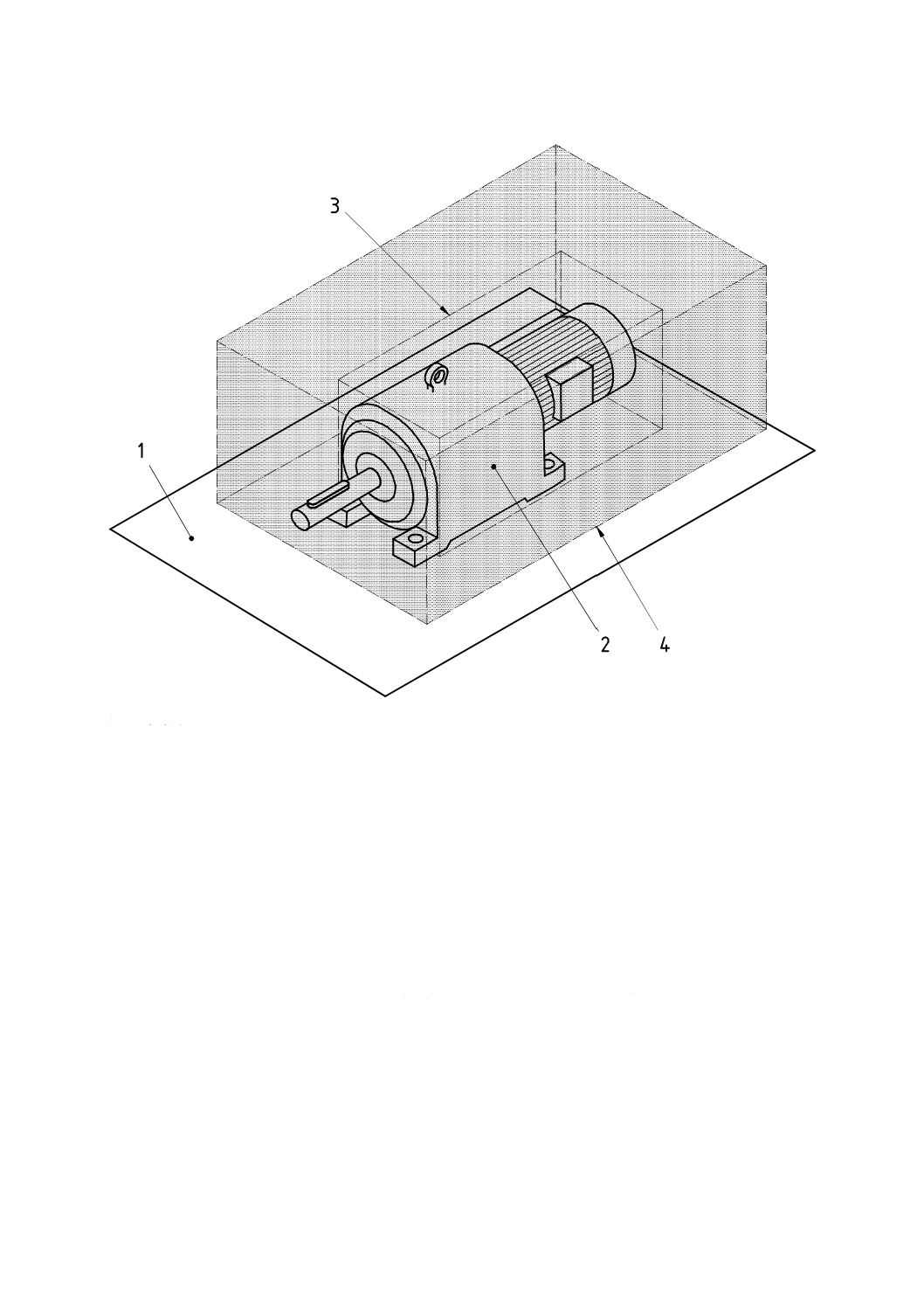
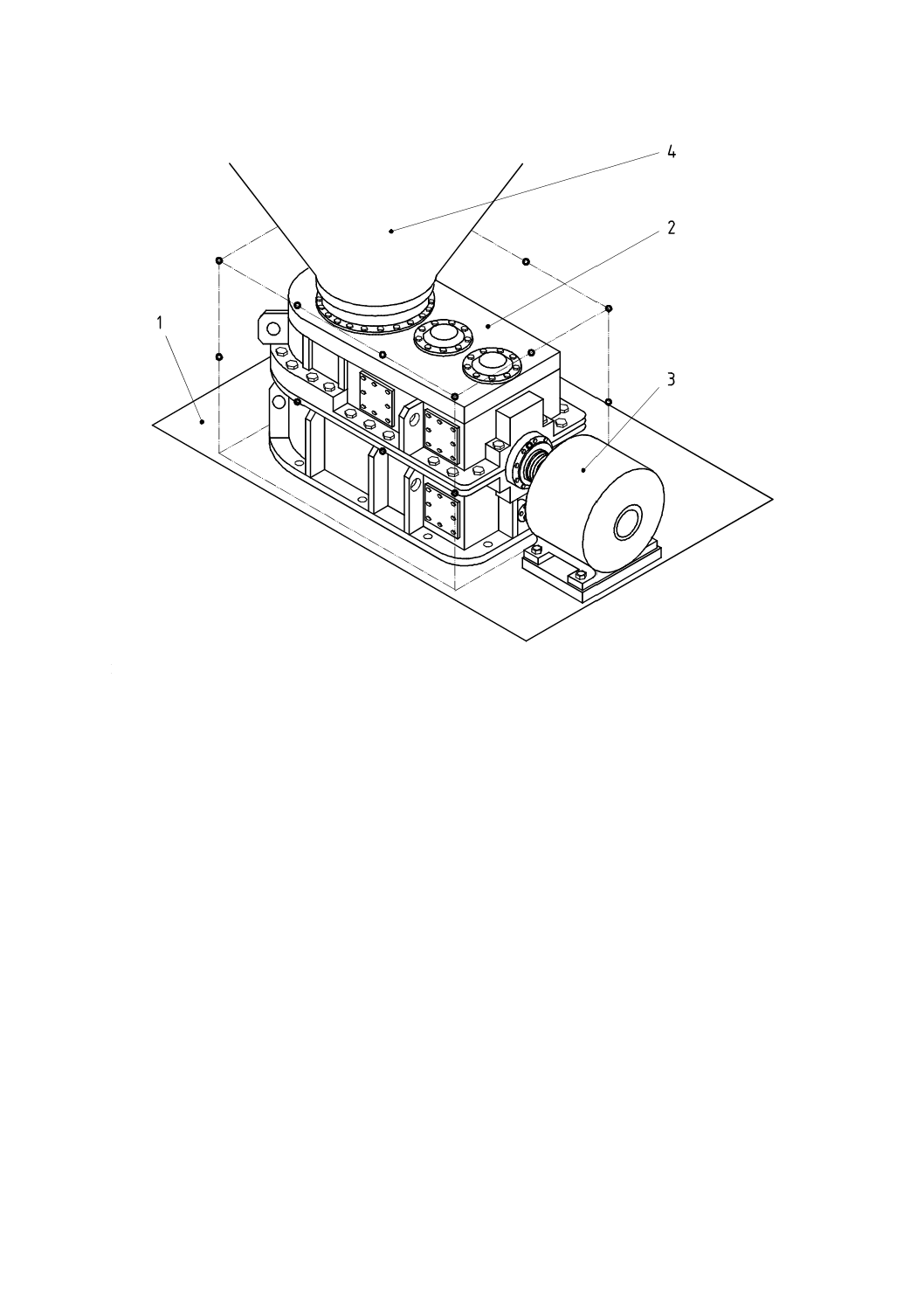
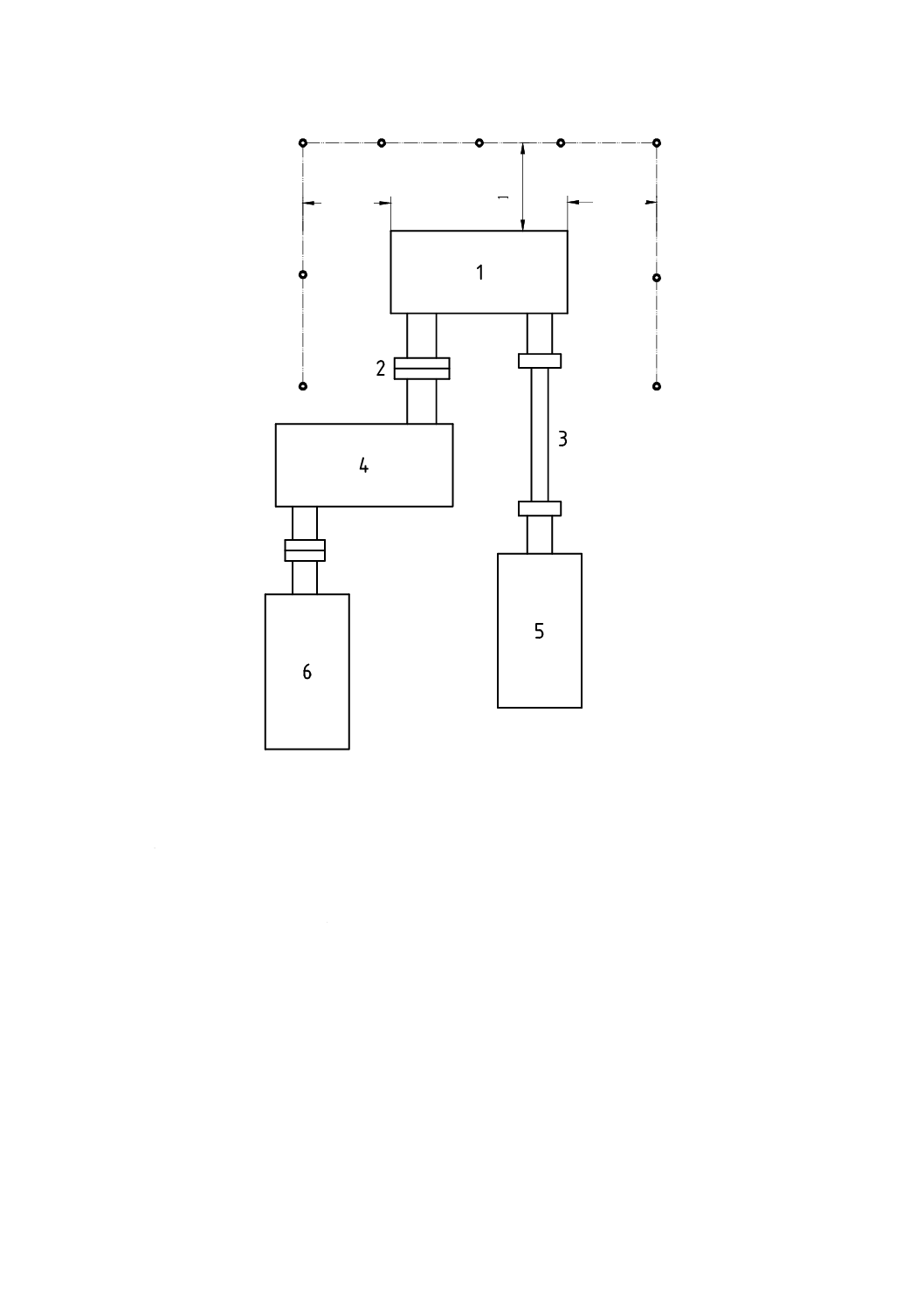
1 試験場床
2 歯車装置
3 基準直方体面
4 測定表面
図3−ギヤモータに対する基準直方体面及び測定表面
5.3.4
マイクロホン及びインテンシティプローブの位置
測定表面上のマイクロホン及びインテンシティプローブの位置は,測定に使用する規格による。
機械装置の配置例を図4,図6,図8及び図10に,それぞれに対応する音圧レベル測定のマイクロホン
の典型的な位置を図5,図7,図9及び図11に示す。インテンシティ測定の際には,インテンシティプロ
ーブの位置及び距離dは,音圧測定の場合と異なってもよい。
マイクロホン及びインテンシティプローブの適切な位置を選ぶ際には,注意を必要とする。それらの位
置は,注意深く選ばれなければならず,機械の配置,及び壁又は反射面の位置に対して適切であることが
望ましい。そうでなければ,決定された音響パワーレベルは,歯車の構成だけから放射されたものを正確
に表さないことがある。
様々な形式及び寸法の歯車に対する実際的なマイクロホンの位置の追加の例を,附属書Aに示す。
11
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
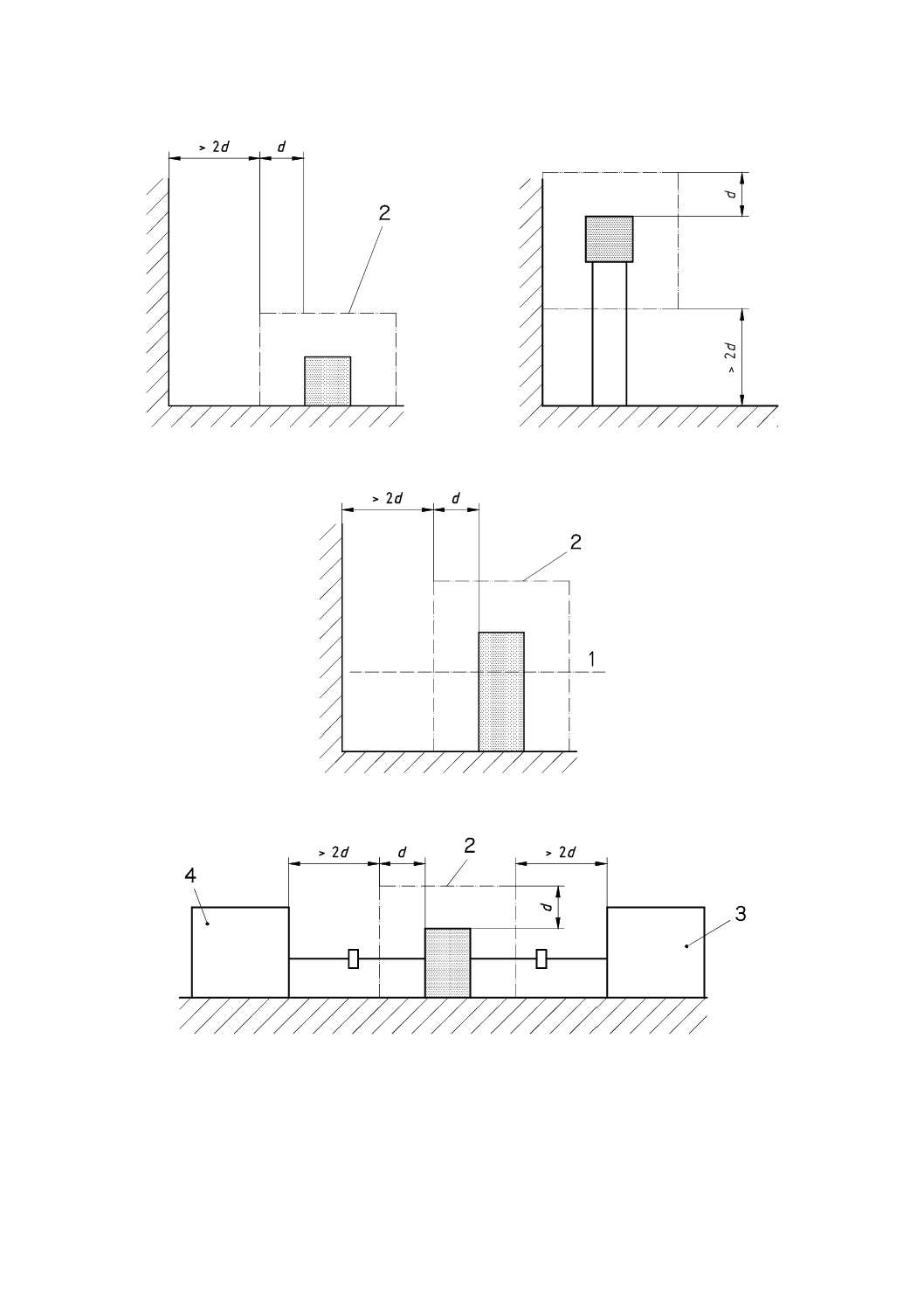
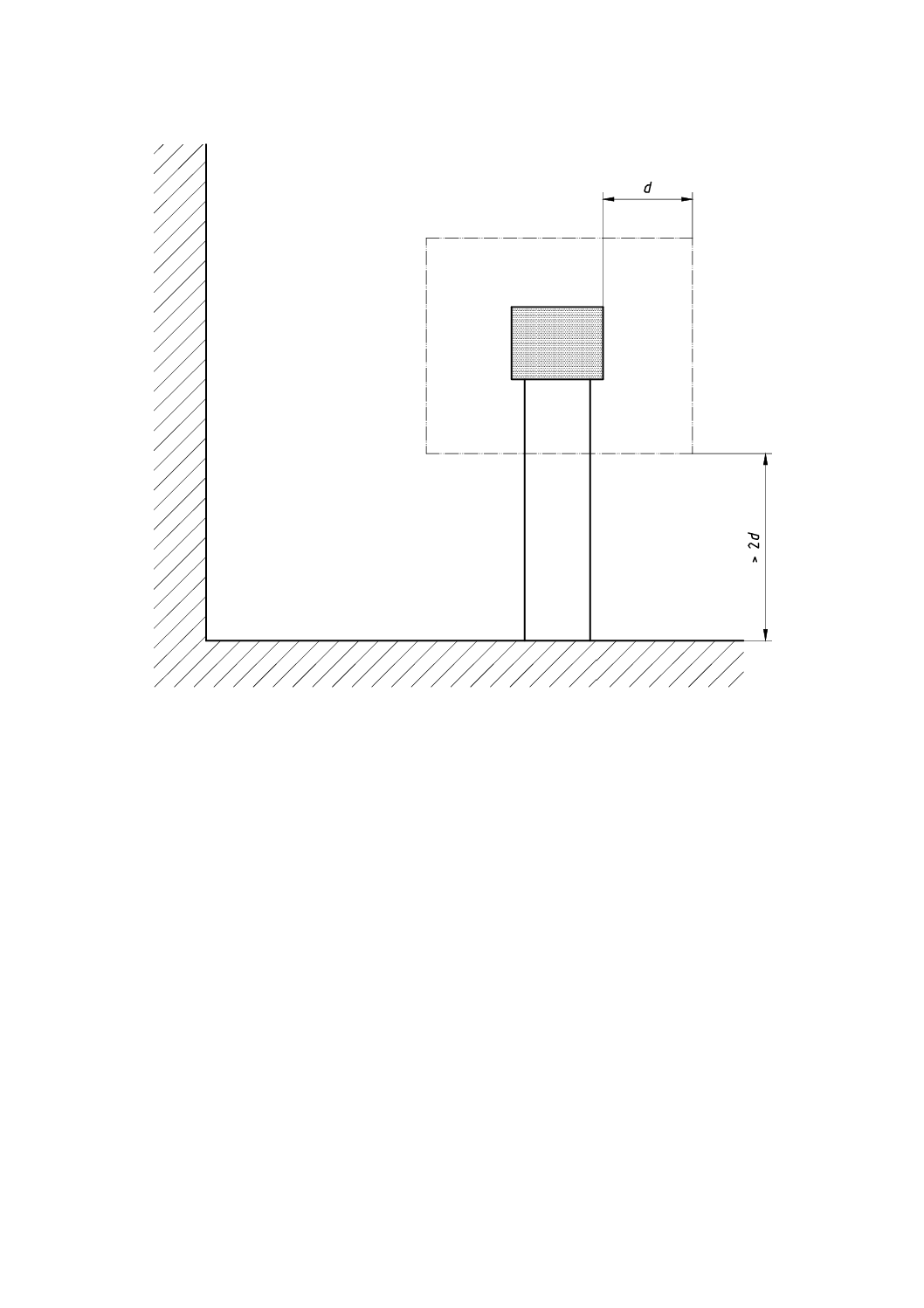
a) 固い壁の近くで固い床上に設置した例
b) 固い壁の近くで固い床より上に離れて設置した例
c) 固い壁の近くで固い床上に設置されていて格子状の床の上にも装置が突出している例
d) 同一の固い床上に駆動装置,負荷装置とともに設置した例
1 格子状の床
2 測定表面
3 駆動装置
4 負荷装置
図4−床上又は壁の側に配置した機械装置の例
12
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
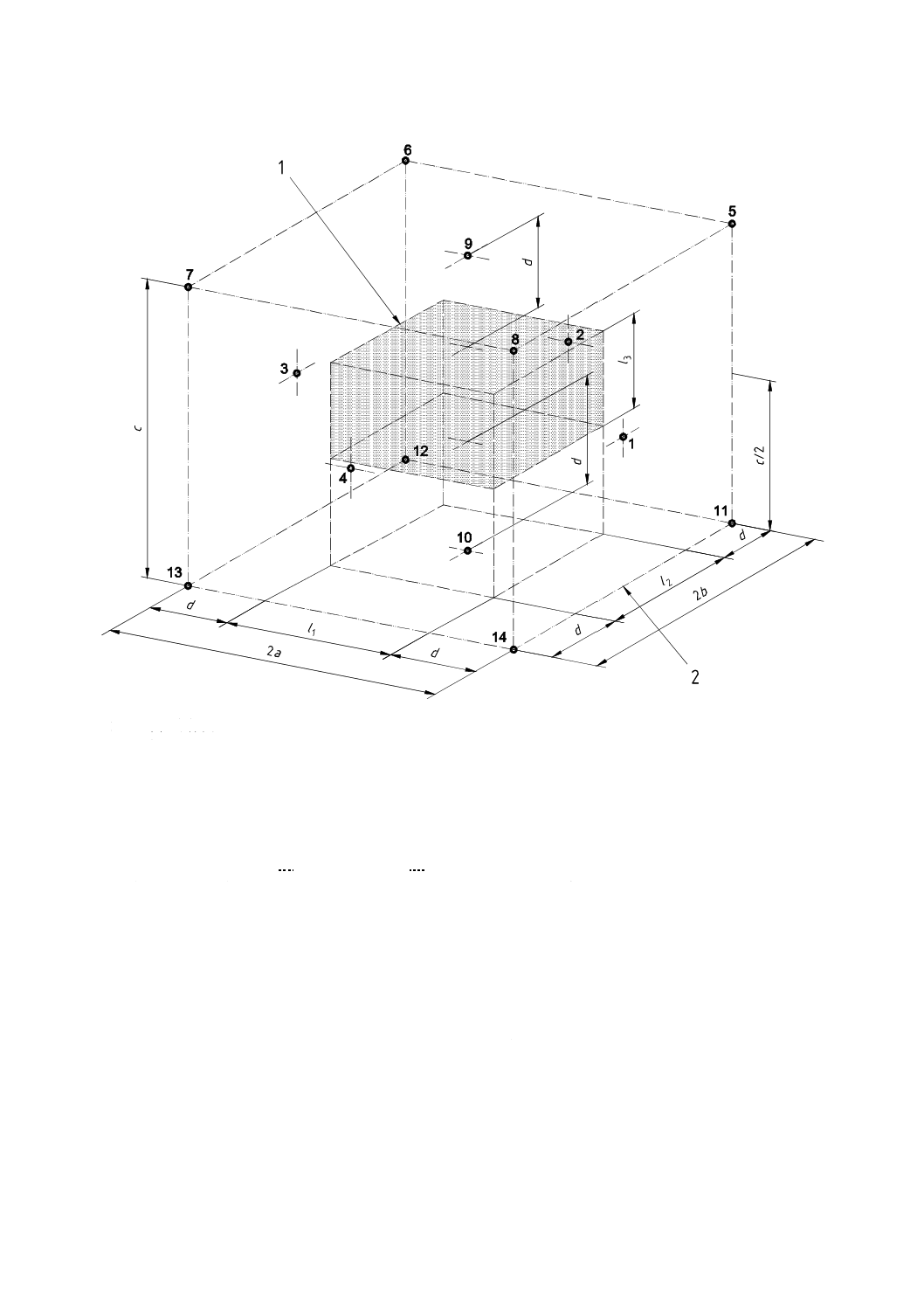
1 基準直方体面
◎ マイクロホン位置
2 測定表面
図5−図4に対する測定点の配置
13
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
a) 固い壁の近くで固い床から浮かして設置した例
b) 固い床上で駆動装置又は負荷装置と近接して配置した例
c) 固い壁の近くで格子状の床の上下に突出した例
1 格子状の床
2 測定表面
3 駆動装置
4 負荷装置
図6−床上及び壁際に配置した機械装置の例
14
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 基準直方体面
◎ マイクロホン位置
2 測定表面
図7−図6に対する測定点の配置
15
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図8−反射性をもつ固い壁のあるピット内に配置した機械装置の例
1 基準直方体面
◎ マイクロホン位置
2 測定表面
図9−図8に対する測定点の配置
16
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図10−音の反射面から十分に離れた箇所に配置した機械装置の例
17
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 基準直方体面
◎ マイクロホン位置
2 測定表面
図11−図10に対する測定点の配置
5.4
測定の不確かさ
測定の不確かさは,JIS Z 8404-1及びJIS Z 8404-2の規定によって等級に対応することが望ましい。
注記 困難な条件下(振動,電磁場,風,気体流動,異常な温度など)で測定がかく乱されることが
ある。
6
放射音圧レベルの決定
6.1
基礎とする規格
作業場所(6.2参照)でのA特性音圧レベルは,A特性音響パワーレベルからのA特性音圧レベルの誘
導について規定するISO 11203:1995[Q(Q=Q2)を基に計算した値を用いる方法]に基づいて決定する。
そのA特性音圧レベルは,5.3.3に定義した歯車の構成を包む測定表面上の平均A特性音圧レベルを表す。
6.2
作業場所
歯車装置及びギヤモータは,特定できる作業場所をもたないので,慣例的に作業場所は,5.3.2に定義し
た基準直方体面から距離1 m離れた点にあると定義する。
18
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
7
設置及び搭載の条件
7.1
精度等級
精度等級は,測定対象歯車装置の設置及び搭載の条件に依存する。音響インテンシティ測定は,外部の
音の影響を強力に除去するので,音圧測定よりもはるかに容易である。
7.2
音響環境
7.2.1
一般
歯車装置の構成に対する設置及び搭載の条件は,音響環境に依存する。
7.2.2
音響測定を意図した特別な設備
試験設備は,音響測定を特別に意図した空間である。試験設備は,次に示す最低限の要求事項を満足し
なければならない。
− 低騒音の駆動及び制動システムの使用
− 定在波の影響の回避
− 歯車の構造と支持構造との間の固体伝ぱ音の絶縁
− 機械共振の回避
− 歯車装置の場合,伝動要素,制動装置及び駆動機(モータなど)の壁又は囲いによる音響遮断
設備は,等級2の測定が可能な設備であれば,その設備は音響測定のために特別に設計されたものとみ
なしてもよい。
7.2.3
製造業者の工場の試験設備
歯車装置の場合の駆動装置及び入出力フランジの外側の制動装置からの音響フィードバック及び接続さ
れた補助システムは,歯車装置及びギヤモータの放射音測定に影響してはならない。低騒音の制動装置を
使用することが望ましい。
なお,次のことを考慮することが望ましい。
− 接続されたシステムの音響覆い
− 他の音源の数が可能な限り少なくなるような運転
− 歯車装置の場合の駆動機(モータなど),伝動要素及び制動装置の一時的な覆い
− 反射面への一時的な吸音材の塗布
7.2.4
現地据付け状態
できれば,音響環境を改善する次の対策を行う。
− 他の音源の数が可能な限り少なくなるような運転
− 歯車装置の場合の駆動機(モータなど),伝動要素及び制動装置の一時的な覆い
− 反射面への一時的な吸音材の塗布
8
音の測定における運転条件
8.1
一般
受渡当事者間で他の協定がない限り,8.2〜8.4の条件を適用する。通常の運転条件が動力の制限又は他
の理由で試験に適合しない場合は,緩和した条件について受渡当事者間で協定することが望ましい。
8.2
試験条件
試験条件を次に示す。
− 歯車装置は,設計された回転方向で試験する(正逆転の場合は両方向)。
− 測定は,実際の潤滑システムを用い,実働状態の粘度と等価な潤滑油の粘度で行う。
19
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
− 測定は,歯車装置の設計温度範囲内で運転中に行う。
8.3
運転速度
歯車装置は,設計された運転速度で試験しなければならない。
ある運転速度範囲で使用されるように指定された歯車装置は,受渡当事者間の協定がない限り,運転速
度範囲全体にわたって試験する。
8.4
運転負荷
測定は,歯車装置の定格,又は協定された負荷において行う。この負荷は,次の一つとして定義するこ
とができる。
− 定格負荷(保証条件):歯車装置に対して特定された場合
− 契約負荷:定格負荷とは異なる
− 最高効率点での公称負荷
注記 協定された条件が軽負荷(アイドリングなど)の場合,歯打ちが生じる可能性があるので注意
が必要である。
9
記録する情報
記録するのが望ましい情報は,試験に使用した空気伝ぱ音測定規格で要求される全ての情報である。
10
報告する情報
試験報告に含めたほうがよい情報は,少なくとも,製造業者が音響試験の申告を準備するために必要と
するものか,又は使用者が申告された値を確認するために必要とするものである。
最小限として,次の情報が含まれなければならない。
a) 歯車装置が試験したものと完全に同一であることの証明。
b) 歯車装置の技術的仕様。
c) この規格及び適用した基本的な音の放射規格:歯車装置の動力から音響試験規格が等級2の試験を推
奨しているにもかかわらず,等級3の試験を行った場合は,なぜ等級2の試験ができなかったかを記
載しなければならない。
d) この音響試験規格及び使用した基本的な音の放射規格の全ての要求が満たされていなければならな
い。
e) 試験室の寸法入りのスケッチ,歯車装置の配置,測定点群の位置,測定点群の歯車装置表面からの距
離,測定点群でのデータの記載及び運転条件(箇条8参照)。
f)
使用した測定器の,製造業者,形式及び校正記録の一覧表。
g) 得られた放射音の値:A特性音圧又は音響パワーレベル,及び可能な場合周波数バンドの音響パワー
レベル。
11
空気伝ぱ音の値の申告及び検証
空気伝ぱ音の値の申告は,製造業者の義務である。申告書は,ISO 4871に従って検証できるような様式
で作成する。
6.2に定義した作業場所でのA特性の音響パワーレベル及びA特性の音圧レベルを申告するのが望まし
い。空気伝ぱ音の値の申告は,空気伝ぱ音の値が,この規格に基づいて得られたこと及び音響パワーレベ
ルの決定には,表2又は表3に示す規格が使われたことを明示する。記載ができない場合は,申告書でこ
20
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
の規格,又は使用した表2若しくは表3に示す規格からの変更点を明確に示す。
ISO 4871:1996の附属書Aに規定されている申告方法を使うことが望ましい。
検証を行う場合には,当初の空気伝ぱ音の値を決定したときに用いたのと同じ設置及び運転条件を用い
て行う。単一の機械に対する検証は,ISO 4871:1996の6.2に従って行う。
オクターブバンドの音響パワーレベルを補足的に申告書に加えてもよい。この場合,これら補足的なデ
ータと申告した空気伝ぱ音の値との混同を避けるよう注意する。
12
その他
複数の国で測定した様々な形式及び大きさの歯車装置の音響パワーレベル及び音圧レベルを,附属書B
に示す。また,JIS Z 8733:2000及びISO 3746:1995の方法を用いて空気伝ぱ音の音響パワーレベルを決定
するための情報を,附属書Cに示す。
21
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
様々な歯車の形式及び大きさに対する測定表面上の
マイクロホンの位置の例
1 試験場床
◎ マイクロホン位置
2 歯車装置
3 モータ
4 負荷装置
図A.1−一段減速歯車装置
22
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 試験場床
◎ マイクロホン位置
2 歯車装置
3 モータ
4 負荷装置
図A.2−かさ歯車及びはすば歯車を用いた三段減速ミル駆動装置
23
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 試験場床
◎ マイクロホン位置
2 歯車装置
3 モータ
図A.3−平行軸三段減速装置
24
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 試験場床
◎ マイクロホン位置
2 ギヤモータ
図A.4−ウォーム駆動装置
25
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 試験場床
◎ マイクロホン位置
2 歯車装置1
3 歯車装置2
4 モータ
図A.5−高速動力循環試験
26
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
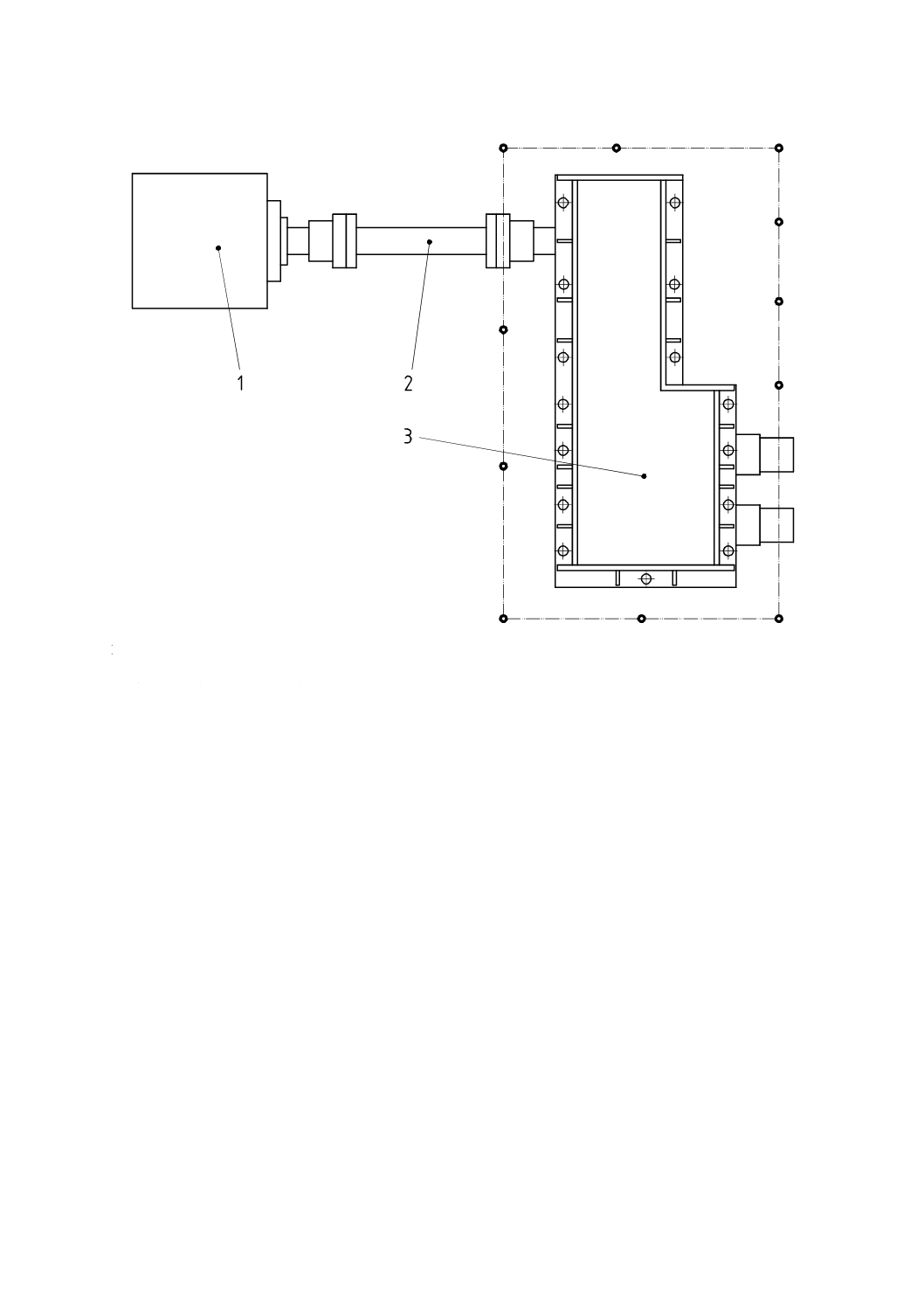
1 モータ
◎ マイクロホン位置
2 継手
3 歯車装置(ゴムミキサー用)
図A.6−工場における測定の現実的な配置−
測定断面におけるマイクロホンの位置
27
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 モータ
◎ プローブ位置
2 かくはん機
3 歯車装置
4 潤滑システム
図A.7−構成要素のレベルを決定するための現地試験の典型例−
各測定対象に対する音測定断面におけるインテンシティプローブの配置
28
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 モータ
◎ マイクロホン位置
2 歯車装置
3 負荷装置
4 速度及びトルク制御装置
5 吸音壁
図A.8−実験室における設置の概略
1m
1m
1
m
29
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
1 歯車装置
◎ マイクロホン位置
2 歯車継手
3 延長軸
4 増速歯車装置
5 駆動モータ
6 発電機(負荷)
図A.9−工場の試験設備における負荷試験の配置の概要−
増速歯車装置が静かな場合の音測定断面におけるマイクロホンの位置
1m
1m
1
m
30
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
様々な歯車の形式及び大きさに対する典型的な音のレベル
(音響パワー及び音圧)
B.1
目的
この附属書は,密閉形歯車装置の典型的な音の測定レベルを提供する。
B.2
典型的な音圧レベル
B.2.1 一般
歯車駆動系において音の発生源は重要である。しかし,システムが仕様に適合するかどうかを決定する
場合には,発生する音響パワーレベル又は音圧レベル,及び測定方法が主要な関心事となる。歯車産業界
は,試験設備上及び設置現場での音の測定の多年にわたる経験をもっている。この附属書では,この経験
から,予測できる無負荷試験又は負荷試験での音圧レベルを示す。これらの音圧レベルは,同一若しくは
同等の装置の試験結果,及び/又は類似の機器の実験データからの外挿,又はそれら両方から得ることが
できる。このレベルは,一般に駆動又は被動装置の音及びシステムの影響を含まない。歯車装置が実際に
設置された場合,その音圧レベルの予測又は推定は,困難である。なぜならば,歯車装置はそのとき全体
の音響システムの一部で,その音響システムは歯車装置に加え駆動機,被動機,歯車装置の基礎及び周囲
の音響環境を含んでいるからである。この問題については,速度,負荷などのシステムパラメータの影響
を精査することで,ある程度考察することができる。
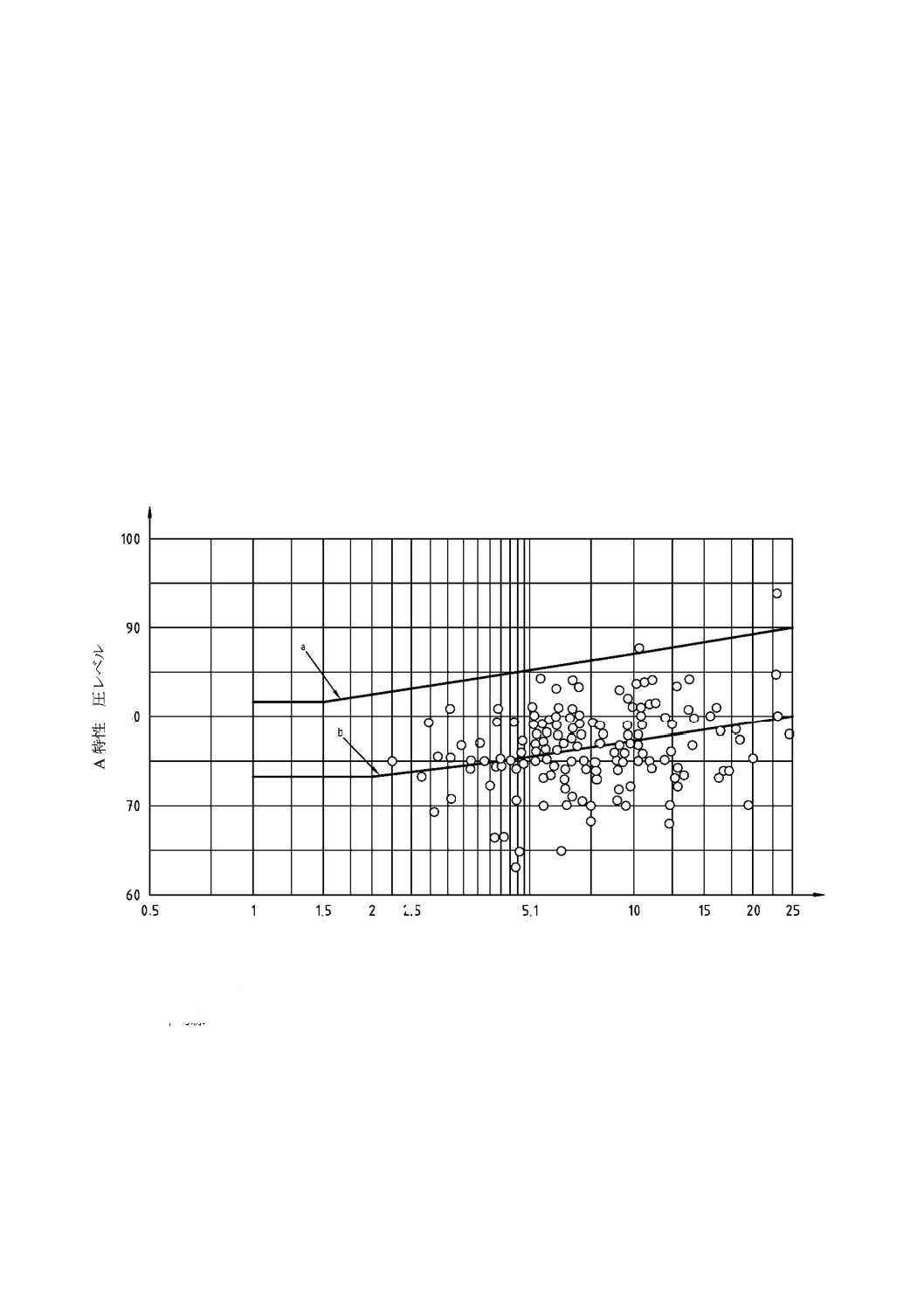
B.2.2 典型的な最大のデータ
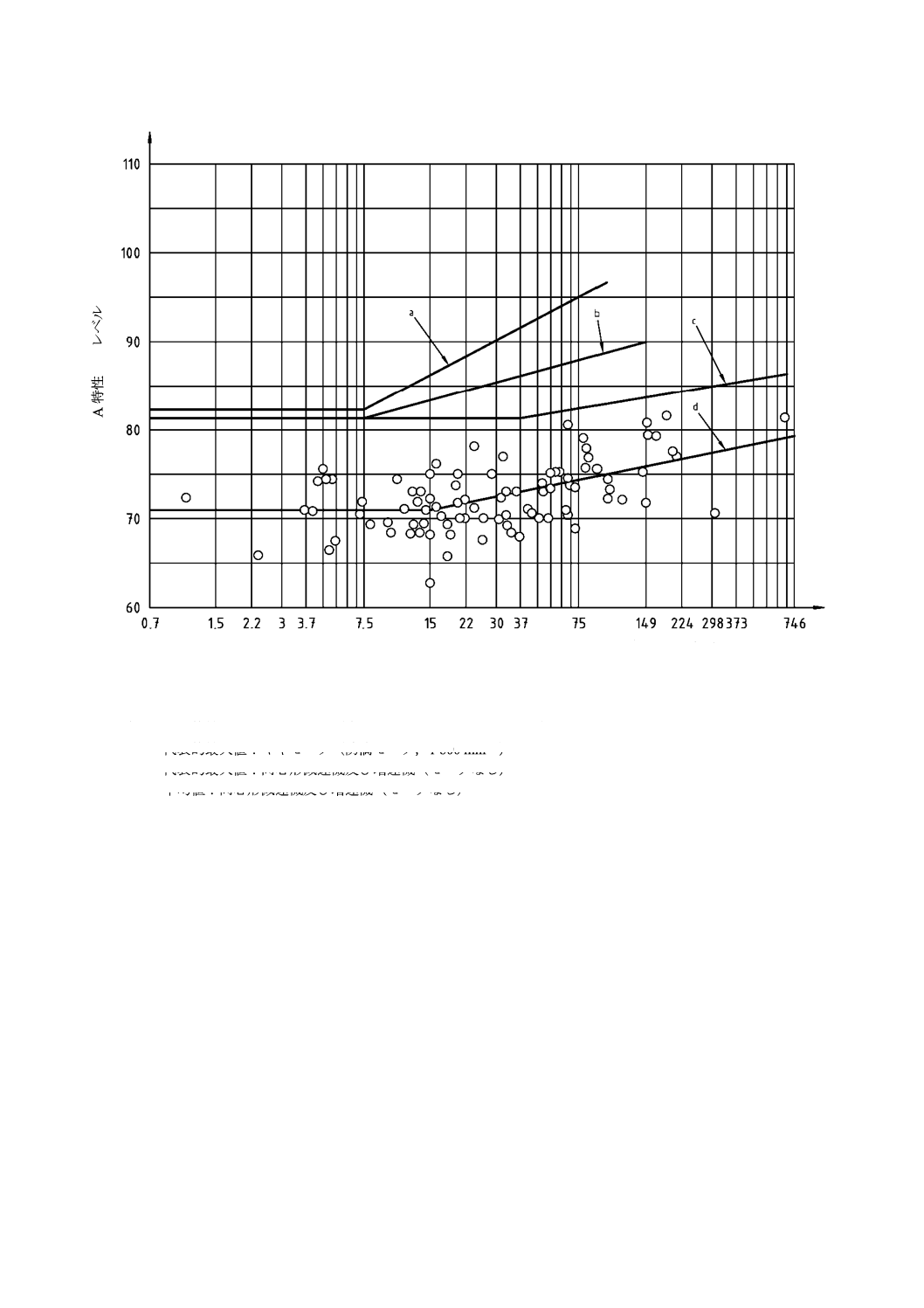
代表的な歯車装置の形式に対する音圧レベルを,図B.1〜図B.7に参考として示す。図B.1〜図B.3の典
型的な最大値の線は,図の中の点群で与えられる歯車装置の音圧レベル測定値に基づいて決定した。図B.2
のギヤモータの線は,歯車装置の音圧レベルに概算の電動機の音を加えて得られた。
B.2.3 速度の影響
歯車装置の音圧レベルに対する速度(入力軸のmin−1)の影響の典型的なデータを,図B.4に示す。
B.2.4 負荷の影響
歯車装置の音圧レベルに影響を与える最も顕著な運転条件の一つは,負荷である。図B.5に見られるよ
うに,今日までの多くの実験結果が,負荷の増加によって音圧レベルが増加することを示している。平歯
車の場合,幾つかのデータは,負荷状態と無負荷状態とで20 dB程度の増加を示した。しかし,歯車産業
界で集められた実験結果は,音圧レベルの増加は必ずしも負荷の増加とはつながらないことも示している。
ある場合には,逆の現象も起こる。すなわち,歯の形状が荷重によるたわみと運転温度に対して修整され
ている場合には,その設計負荷及び温度に達するまでは,かみ合いで大きな音が生じることがある。図B.6
のはすば歯車,やまば歯車,まがりばかさ歯車,及びウォームギヤ装置の例において,無負荷に対する全
負荷(定格負荷/サービスファクタ)の音圧レベルの増加の統計的な平均値は,4 dB(A) である。
観察された無負荷に対する全負荷での音圧レベルの増加の最大値は,12 dB(A) である。データでは,2/3
の歯車装置で負荷の増加とともに音圧レベルが増加した。約1/5の歯車装置では,負荷に対し測定結果に
変化を見せなかった。そして残りの歯車装置では,負荷の増加とともに音圧レベルが減少した。
したがって,同種の歯車装置の場合にだけ,無負荷の製造業者の工場内試験と現地据付け後の負荷運転
31
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
との相違の指標としてこの値を用いてもよい。
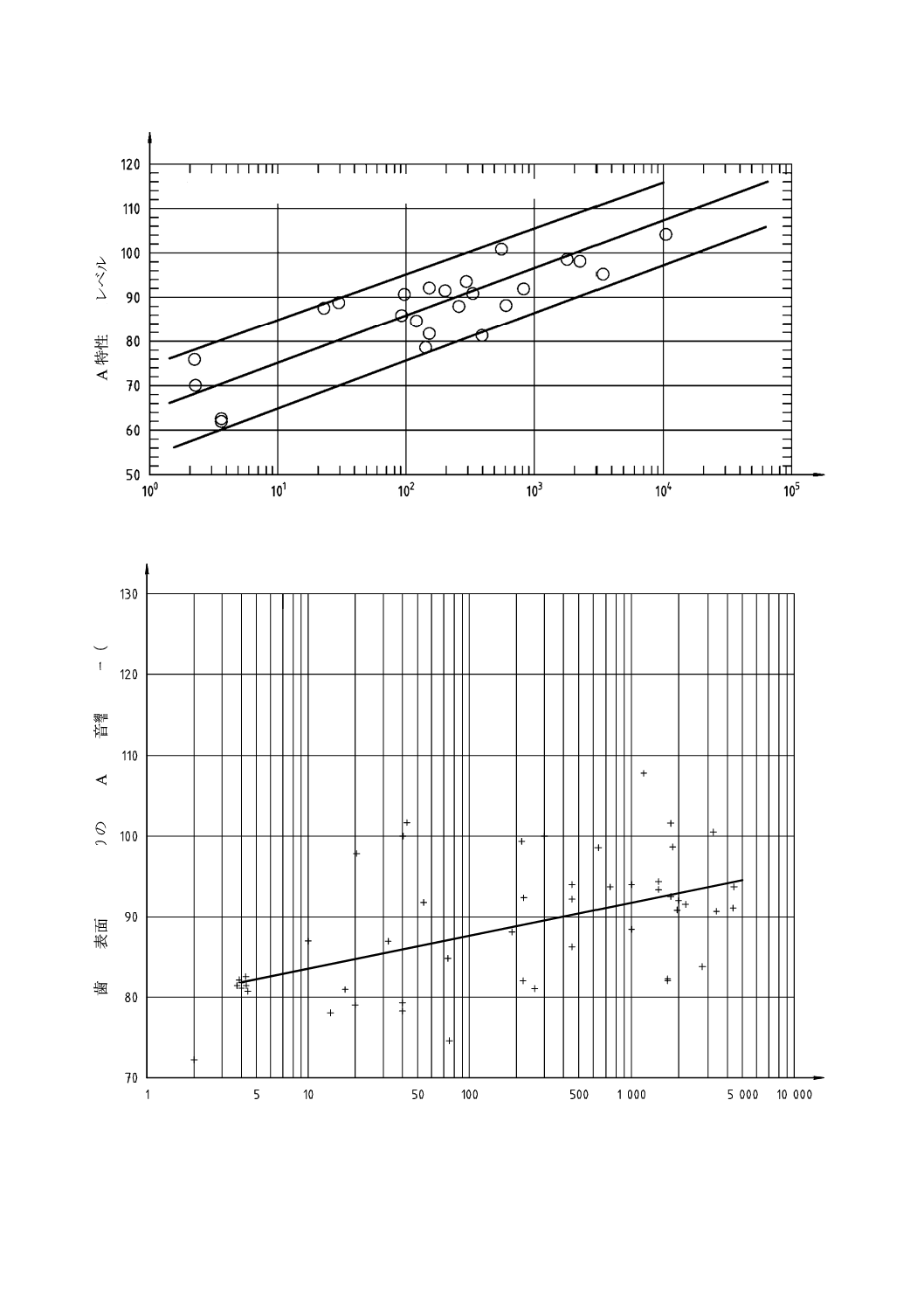
B.3
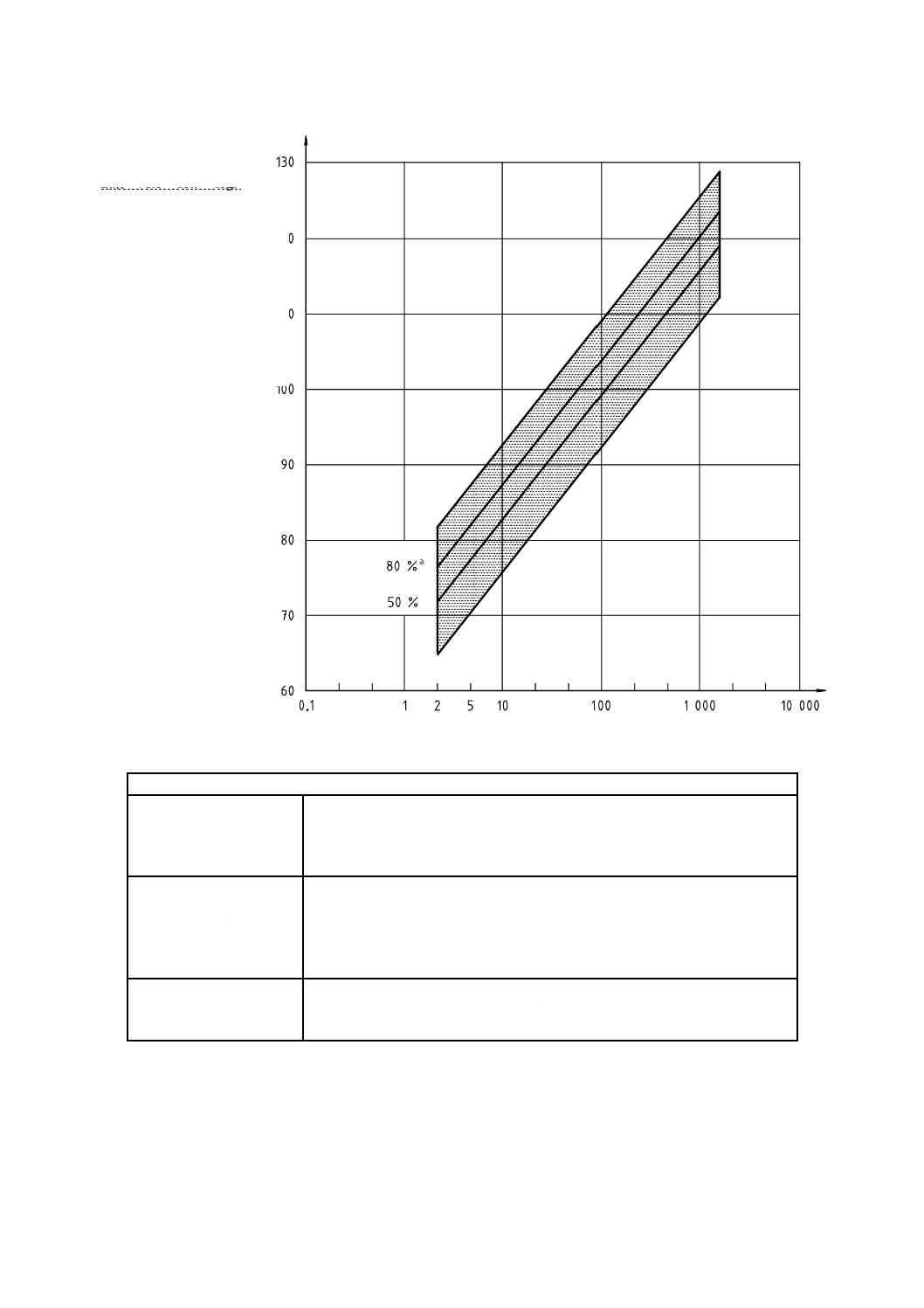
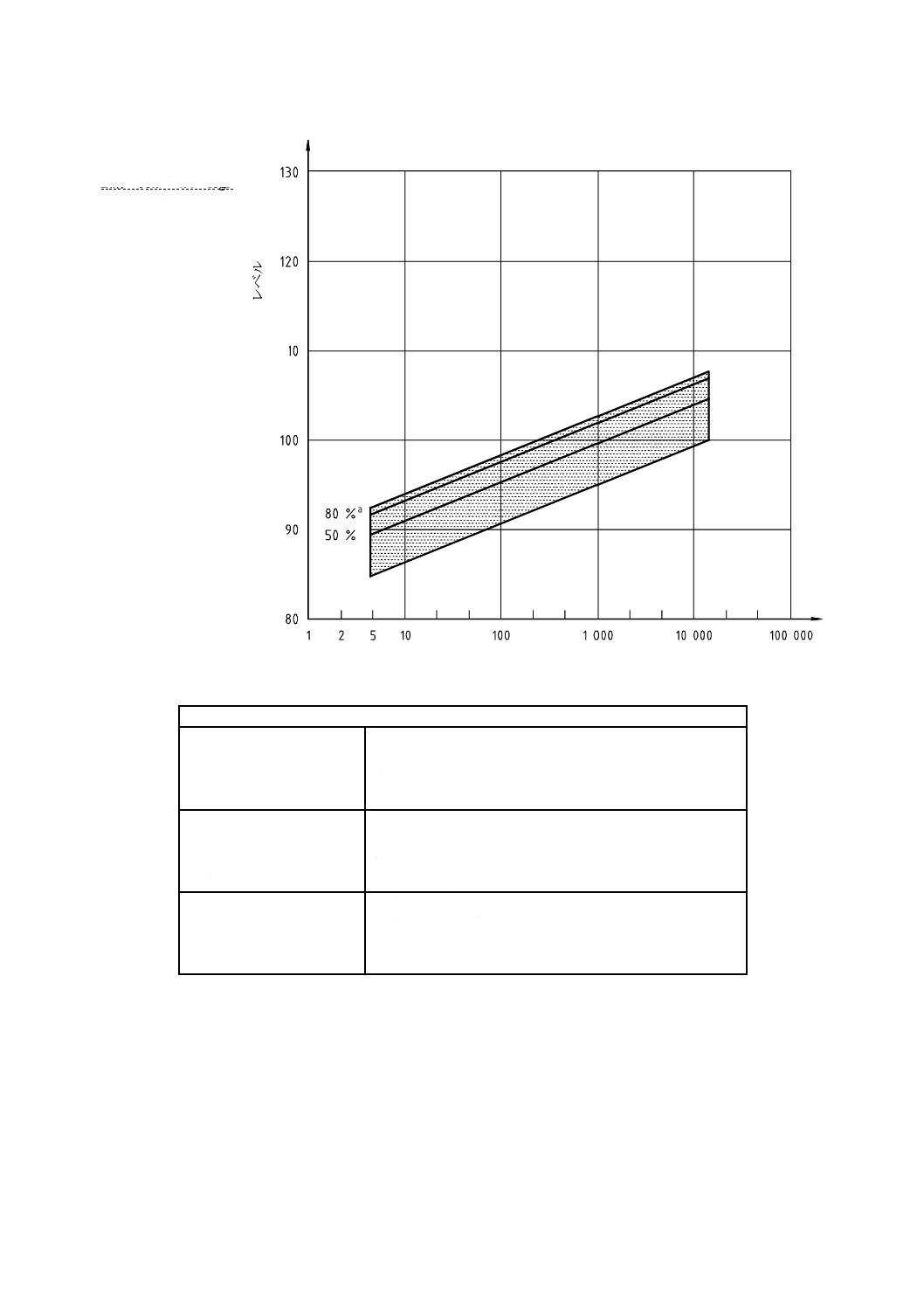
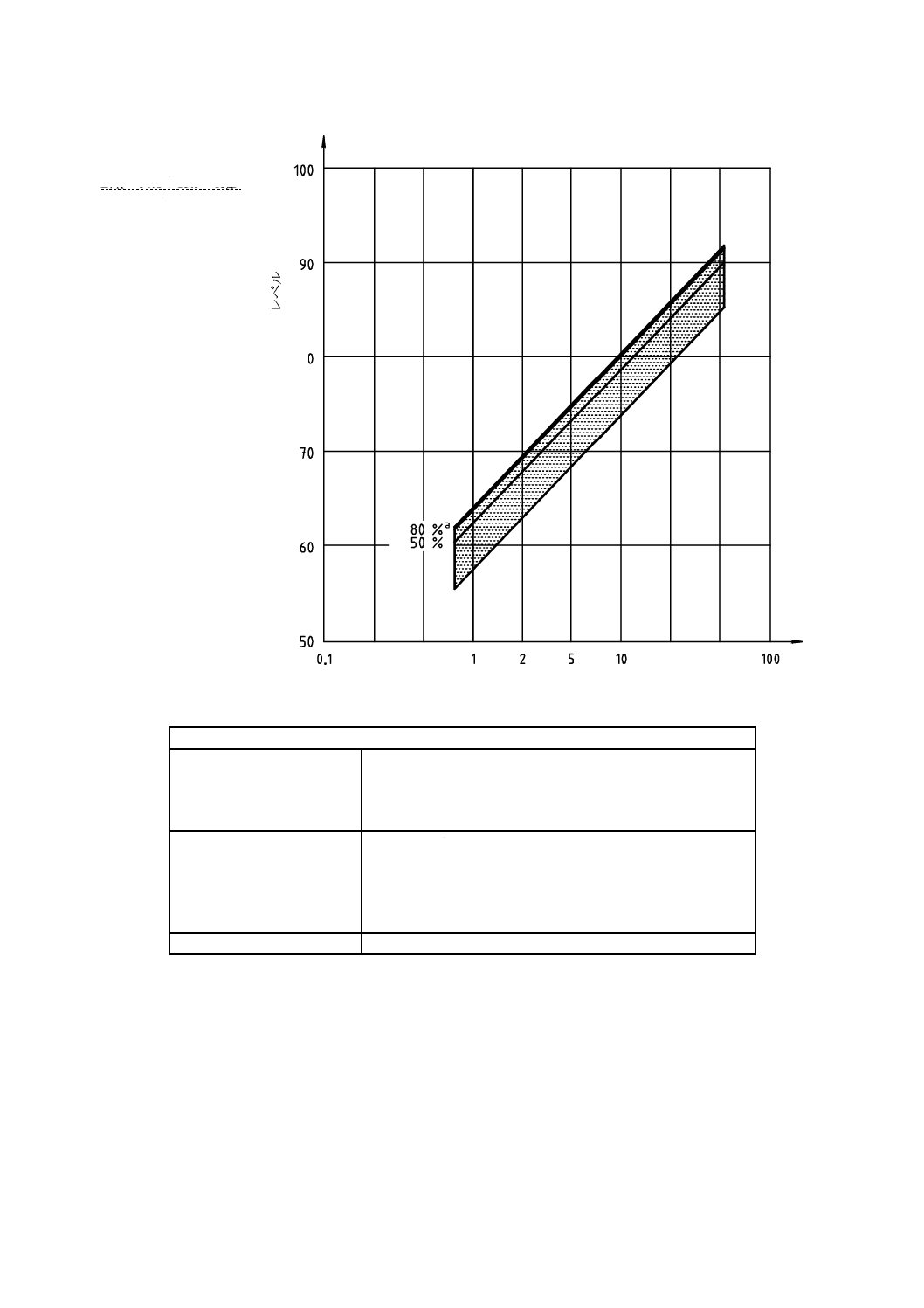
代表的な音響パワーレベル
様々な歯車装置の受入試験で得られた種々の速度及び負荷における音響パワーレベルを,図B.8〜図
B.12に示す。
B.4
典型的な現地据付け状態の音圧レベル
JIS B 1702-1の4級より低い精度で加工された歯車対を組み込んだ一段減速平行軸歯車装置の現地据付
け状態における作動中の代表的な音圧レベル(機側1 m)を,図B.13に示す。
B.5
代表的な音響インテンシティのデータ
据付け状態における歯車装置(5 MWまで)について,指向性の音響インテンシティ法で試験された音
響パワーを,図B.14に示す。この手法は,外部音源及び反響の影響を排除することができる。
[はすば歯車及びかさ歯車による一段,二段及び三段密閉形減速装置(冷却ファンなし)の場合]
注a) 代表的最大線
b) 平均線
図B.1−無負荷又は軽負荷での代表的な最大及び平均A特性音圧レベルと一段目ピッチ円周速度との関係
一段目ピッチ円周速度 m/s
A
特
性
音
圧
レ
ベ
ル
d
B
.
32
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[同心形減速及び増速ギヤモータであって一段,二段及び三段増減速装置(冷却ファンなし)の場合]
注a) 代表的最大値:ギヤモータ(全閉外扇形モータ,1 800 min−1)
b) 代表的最大値:ギヤモータ(防滴モータ,1 800 min−1)
c) 代表的最大値:同心形減速機及び増速機(モータなし)
d) 平均値:同心形減速機及び増速機(モータなし)
図B.2−無負荷又は軽負荷での代表的な最大及び平均A特性音圧レベルとカタログ動力値との関係
カタログ動力値 kW
A
特
性
音
圧
レ
ベ
ル
d
B
33
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
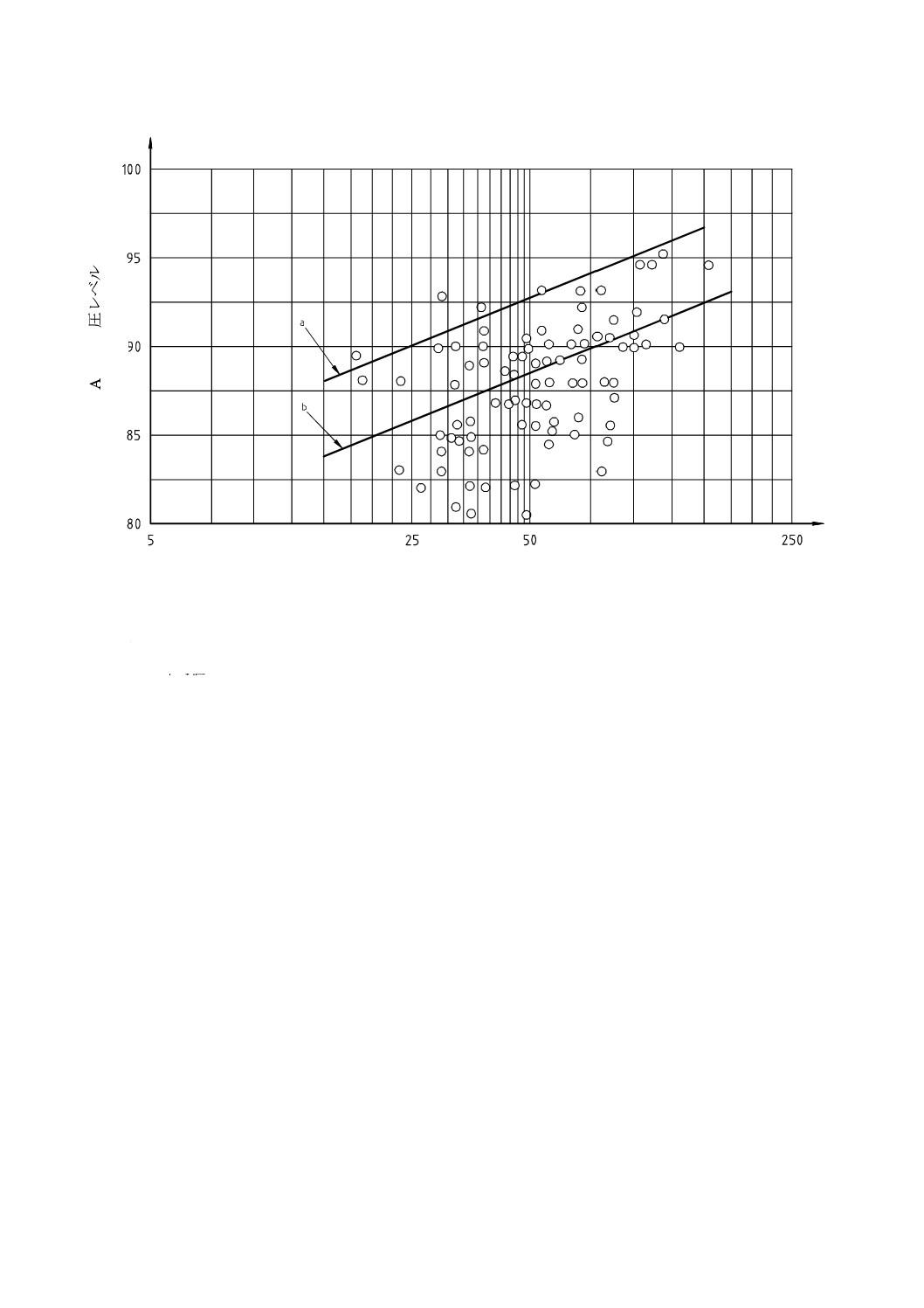
[高速はすば歯車及びやまば歯車一段減速装置(最高回転速度運転時)の場合]
注a) 代表的最大値
b) 平均値
図B.3−無負荷又は軽負荷での歯車箱から0.9 mの点におけるA特性音圧レベルと
ピッチ円周速度との関係
高速側ピッチ円周速度 m/s
A
特
性
音
圧
レ
ベ
ル
d
B
34
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
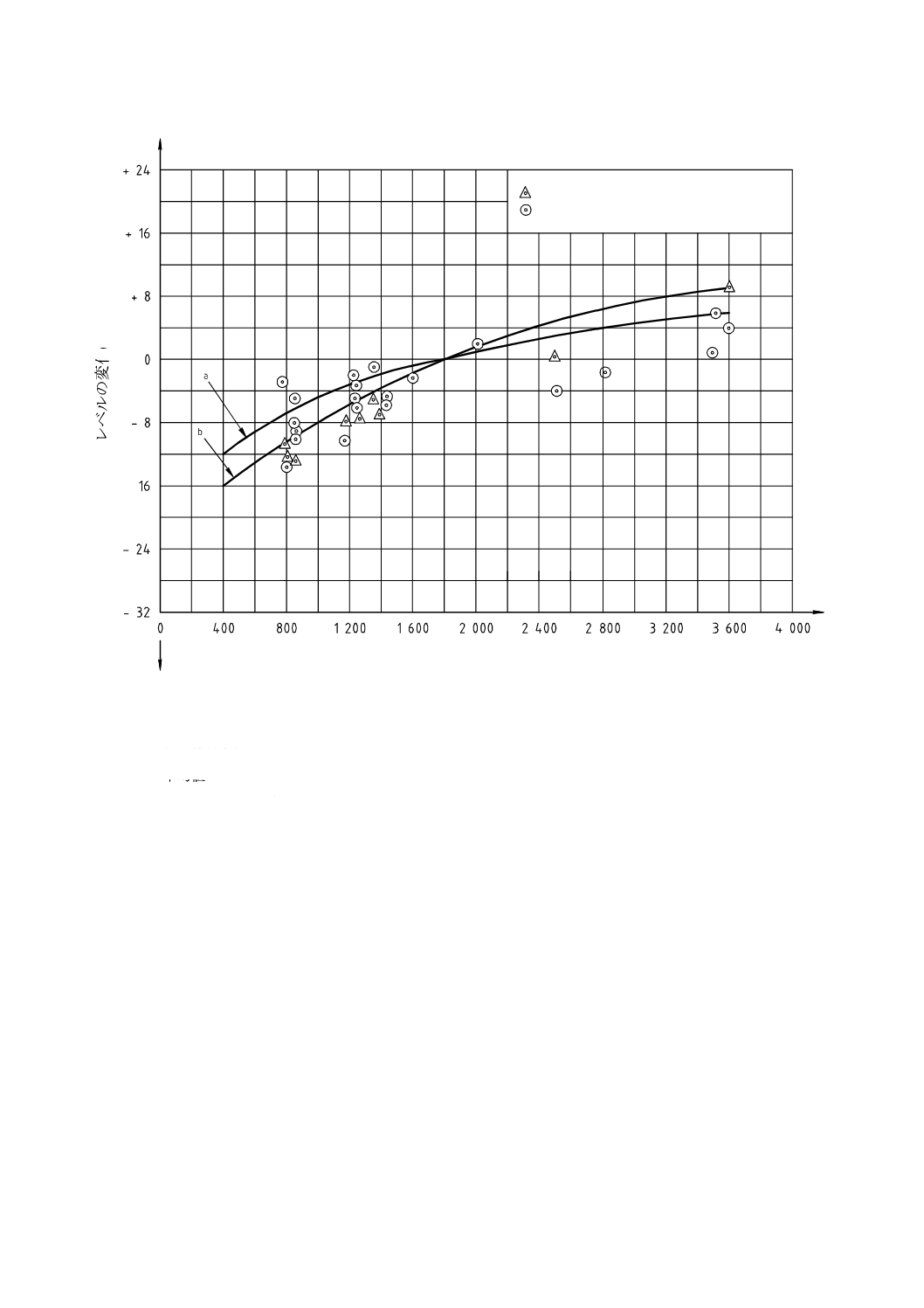
(はすば歯車装置の場合)
∆LpA=LpA, n−LpA,n=1 750 min−1
注a) 代表的最大値
b) 平均値
図B.4−はすば歯車装置での1 750 min−1の値を基準とした入力軸回転速度に対する
A特性音圧レベルの変化(∆LpA)との関係
入力速度 min−1
A
特
性
音
圧
レ
ベ
ルの
変
化
(∆
L
pA
)
d
B
冷却ファンあり
冷却ファンなし
35
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
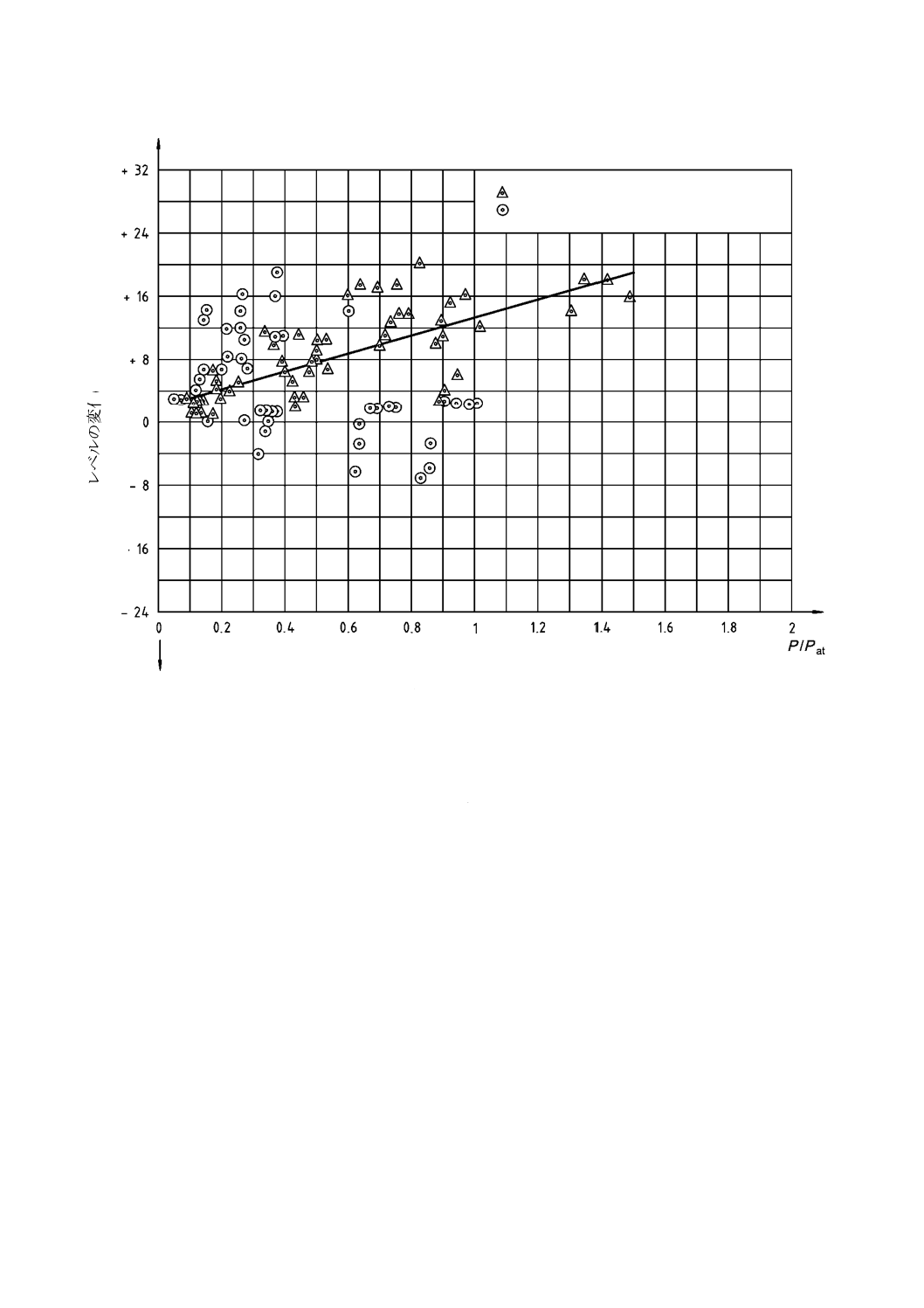
∆LpA=LpA, n−LpA
P
測定時の動力(kW)
Pat
AGMA強度評価に基づく許容動力(kW)
図B.5−無負荷時の値を基準としたP/PatとA特性音圧レベルの変化(∆LpA)との関係
(文献データ)
A
特
性
音
圧
レ
ベ
ルの
変
化
(∆
L
p
A
)
dB
平歯車
はすば歯車
36
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[歯車装置(はすば歯車,やまば歯車,まがりばかさ歯車)及びウォームギヤ装置の場合]
∆LpA=LpA, n−LpA
P
測定時の動力(kW)
PR カタログ動力(kW)
図B.6−無負荷の値を基準としたP/PRによるA特性音圧レベルの変化(∆LpA)
(製造業者のデータ)
A
特
性
音
圧
レ
ベ
ルの
変
化
(∆
L
p
A
)
dB
37
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
[ファン冷却式ウォーム減速装置の入力速度1 750 min−1における音圧レベル]
注a) 代表的最大値
b) 平均値
図B.7−無負荷又は軽負荷における歯車箱から1.5 mの点におけるA特性音圧レベルと中心距離との関係
A
特
性
音
圧
レ
ベ
ル
d
B
歯車装置中心距離 mm
38
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対数回帰
LWA=77.1+12.3×logP
(80 % 直線)
寄与率 r2=0.83
信頼度 90 %
音
響
パ
ワ
ー
レ
ベ
ル
L
W
A
d
B
伝達動力P kW
注a) 回帰直線
形式:おおむね次の主要特性をもつ外歯車装置
歯車箱
鋳鉄
軸受
ころ軸受
潤滑
飛まつ潤滑
設置
鉄構造又はコンクリート床上に固定
動力
0.7 kW〜2 400 kW
入力軸最高回転速度
1 000 min−1〜5 000 min−1
(多数:1 500 min−1)
ピッチ円周速度
1 m/s〜20 m/s
出力軸トルク
100 Nm〜200 000 Nm
段数
一段〜三段
歯車に関する情報
最高速段はすば歯車(ねじれ角:10°〜30°):硬化後仕上げ歯切り,
DIN 3960(ドイツ歯車精度規格)精度5級〜8級
図B.8−円筒歯車を用いた産業用駆動装置の音響パワーレベル
39
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対数回帰
LWA=85.5+6.4×logP
(80 % 直線)
寄与率 r2=0.48
信頼度 90 %
音
響
パ
ワ
ー
レ
ベ
ル
L
W
A
d
B
伝達動力P kW
注a) 回帰直線
形式:おおむね次の主要特性をもつ外歯車装置
歯車箱
軸受
潤滑
設置
鋳鉄
すべり軸受
強制潤滑
鉄構造又はコンクリート床上に固定
動力
380 kW〜42 000 kW
入力軸最高回転速度
1 000 min−1〜12 700 min−1
ピッチ円周速度
35 m/sを超える
出力軸トルク
3 600 Nm〜460 200 Nm
段数
一段〜二段
歯車に関する情報
大部分はやまば歯車(ねじれ角:20°〜30°):硬化後仕上げ切削,
DIN 3960(ドイツ歯車精度規格)精度3級〜5級
図B.9−円筒歯車を用いたタービン駆動装置の音響パワーレベル
40
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対数回帰
LWA=71.8+15.9×logP
(80 % 直線)
寄与率 r2=0.88
信頼度 90 %
音
響
パ
ワ
ー
レ
ベ
ル
L
W
A
d
B
伝達動力P kW
注a) 回帰直線
形式:おおむね次の主要な特性をもつかさ歯車単独及びかさ歯車と円筒歯車とを組み合わせた駆動装置
歯車箱
軸受
潤滑
設置
鋳鉄及び溶接構造
ころ軸受。小かさ歯車に対しては円すいころ軸受。
飛まつ潤滑
鉄構造上に固定
動力
2 kW〜1 800 kW
入力軸最高回転速度
970 min−1〜3 000 min−1
ピッチ円周速度
2 m/s〜24 m/s
出力軸トルク
3 600 Nm〜190 000 Nm
段数
一段〜三段
歯車に関する情報
多くの場合,第一段に採用されるかさ歯車:表面硬化後,ラップ仕上げされ
た,オフセットのないまがりばかさ歯車である。
製造及び測定の能力は,円筒歯車ほどには確立されたものではない。
図B.10−かさ歯車単独及びかさ歯車と円筒歯車とを組み合わせた装置の音響パワーレベル
41
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対数回帰
LWA=88.9+4.4×logP
(80 % 直線)
寄与率 r2=0.78
信頼度 90 %
音
響
パ
ワ
ー
レ
ベ
ル
L
W
A
d
B
伝達動力P kW
注a) 回帰直線
形式:おおむね次の主要特性をもつ遊星歯車装置
歯車箱
軸受
潤滑
設置
鋳鉄
低速段:ころ軸受,高速段:すべり軸受
強制潤滑
鉄構造又はコンクリート床上に固定
動力
6 kW〜12 500 kW
入力軸最高回転速度
350 min−1〜16 500 min−1
出力軸トルク
1 000 Nm〜330 000 Nm
段数
一段〜二段
歯車の情報
低速段:平歯車
高速段:はすば歯車(ねじれ角:25°〜30°)
内歯車:焼入焼戻し,太陽歯車及び遊星歯車:表面硬化
歯の品質:入力速度に応じて高品質化
図B.11−遊星歯車装置の音響パワーレベル
42
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
対数回帰
LWA=64.1+15.9×logP
(80 % 直線)
寄与率 r2=0.95
信頼度 90 %
音
響
パ
ワ
ー
レ
ベ
ル
L
W
A
d
B
伝達動力P kW
注a) 回帰直線
形式:おおむね次の主要特性をもつウォームギヤ駆動装置
歯車箱
軸受
潤滑
設置
熱放散及び強度のために十分なリブをもつ歯車箱
ころ軸受
飛まつ潤滑
鉄構造上に固定
動力
0.7 kW〜56 kW
入力軸最高回転速度
1 360 min−1〜1 480 min−1
出力軸トルク
67 Nm〜3 800 Nm
段数
ウォーム一段
ウォーム条数
1〜6
歯車の情報
ウォーム:浸炭焼入れ後歯研,ホイール:青銅
図B.12−ウォームギヤを用いた駆動装置の音響パワーレベル
43
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図B.13−代表的なA特性音圧レベル
図B.14−放射音響パワーの範囲(1平方メートル当たり)
伝達動力P kW
伝達動力P kW
A
特
性
音
圧
レ
ベ
ル
d
B
歯
車
箱
表
面
1
m
2
当
たり
の
放
射
A
特
性
音響
パ
ワー
(
d
B
/m
2
)
音圧レベル=[64.5+10.5×log p(kW)]±10
44
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C
(参考)
JIS Z 8733:2000及びISO 3746:1995の方法を使用する空気伝ぱ音の
音響パワーレベル決定のための情報
C.1 目的
この附属書は,反射面上に設置された歯車装置から放射される音を,JIS Z 8733:2000及びISO 3746:1995
に基づいて決定するための情報を提供する。
測定器の特性の許容範囲,測定中の外乱,及びこの附属書に示す手順に固有の不確かさによって,音響
パワー決定に対する不確かさは,±2 dBである。
注記 不確かさが正規分布で標準偏差sが1 dBであれば,全てのケースの70 %において不確かさは
±1 dB未満であり,全てのケースの95 %で不確かさは±2 dB未満である。
C.2 測定表面,距離及び測定点の位置及び数
C.2.1 測定点の位置及び数
C.2.1.1 一般
測定点は,C.2.1.2〜C.2.1.4に従って配置できる。
C.2.1.2 測定点の完全配置
測定点は,基準直方体の大きさ並びに図5,図7,図9及び図11に示す配置を考慮して選ぶことが望ま
しい。隣り合う点の水平距離が2 mを超える場合,又は音圧レベルの最大値と最小値との差(デシベル)
が測定点の数より大きい場合には,測定点の数を増やすことが望ましい。測定点は,均等に配置するよう
注意することが望ましい。マイクロホンが,排気用の開口部又は回転体からの空気流にさらされないよう
に測定点を配置することが望ましい。
C.2.1.3 測定点の簡略配置
同一形式の歯車装置に対する試験測定で,測定結果がC.2.1.2に示す完全な配置によって得られた値に等
しいか,又はそれより高くなるほどに音場が一様であることが確認されていれば,図5,図7,図9及び
図11に示した基本的配置又はより簡略化した配置で十分である。
C.2.1.4 受入検査に対する1点測定
経済性を考慮して,歯車装置に対する標準化した生産検査を1点の音圧測定で行ってもよい。ただし,
この1点測定は,次のことを考慮した場合に限る。
− 1点測定では,真の音響パワーレベルを得ることはできないことを認識している。
− 試験場所及び歯車装置の形式が,C.2.1.2に従った事前の音響パワー決定によって適格であると確認さ
れている。
− 測定点としては,上記の音響パワー決定によって最も音圧レベルの変動の少ない点が選ばれている。
1点測定は,受渡当事者間で協定した場合だけ用いることができる。
C.3 試験室
測定点近傍の音場における試験室と音場との相互作用(残響)の影響が3 dBを超えない場合には,歯車
装置の音圧をこの附属書に従って測定することができる。音場補正係数K2が3 dB以下(C.5.2参照)の場
45
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
合には,この条件を満たす。
K2のこの数値は,JIS Z 8733:2000及びISO 3746:1995の音場補正係数の中間の値である。
部屋の壁及び他の機械などの平面と測定表面との距離が少なくとも測定距離の2倍以上であって,部屋
の内容積(m3)が,測定表面の面積(m2)に対し100倍以上の場合には,試験室は適切であるとみなすこ
とができる。試験室がこれらの容積上の必要条件に適合しない場合には,部屋が適切であるかどうかは,
次に従って決めることができる。
試験対象の歯車装置の幾何学的中心の位置に小さな広帯域の音源を置く。この音源を用いて2組の測定
点群の平均音圧レベルを求める。これらの測定点群は,次のとおりとする。
a) あらかじめ選定された測定点群
b) 上記の測定点群に対し,音源との距離が半分又は2倍の点群(ただし,近接音場の中でないこと)
両測定点群における測定値の平均の差が5 dB以上の場合,その部屋は適切である。測定値は,C.5.2に
従って補正する。
音場補正係数K2が3 dBを超える場合は,測定値に含まれる音圧の増加(残響音)が過大なためC.5.2
に従って補正することはできない。そのような場合には,測定距離を小さくして再校正を試すことができ
る。また,つり下げ式の吸音材を設けたり,吸音性のある材料を追加して設置してもよい。そうでなけれ
ば,より適切な部屋を選ぶ。
C.4 音圧レベルのデータを得る方法
C.4.1 一般
測定を実施する前に,必要となる補正を適切に行うために,条件を確認する。
C.4.2 A特性音圧レベル測定方法
騒音計を周波数特性Aで時間平均モードに設定して,各測定点で音圧レベルLpASを観測し,時間平均音
圧レベルLpASmを記録する。この平均レベルを求めるための測定時間は,記録された音圧レベルが正規の
運転条件を表すように選ぶことが望ましい。
C.4.3 音圧の周波数スペクトル測定方法
一般に,音圧レベルの周波数スペクトルは,周波数帯域ごとの重み付けをせずに求めることが望ましい。
純音が存在しない場合は,各測定点でオクターブバンドで測定すれば十分で,この方法が望ましい。純音
が認められる場合には,1/3オクターブバンド,狭帯域スペクトル又はフーリエ解析が必要になる。
C.4.4 暗騒音
C.4.4.1 歯車装置を停止させておき,各測定点で暗騒音のレベルを測定し,C.4.2及びC.4.3の方法で記録
する。暗騒音のレベルは,歯車の騒音測定に影響しないよう十分低いことが望ましい。A特性の暗騒音レ
ベルが試験中に得られたレベルよりも各周波数バンドで10 dB以上低ければ十分である。これが満たされ
ない場合には,C.4.4.2〜C.4.4.5に示す方法で暗騒音を下げることができる。
C.4.4.2 暗騒音の音源を可能な限り試験場所の外に移すか,又は場所の許す限り試験場所から遠ざける
(延長軸を用いる場合には,安全上細心の注意が必要である。)。
C.4.4.3 実現可能であれば,暗騒音の音源を音響的に遮蔽する。ただし,遮蔽物による歯車騒音の反射を
考慮する必要がある。
C.4.4.4 受渡当事者間の協定が必要であるが,試験場所における構造共振などを避けるために運転条件を
変更することもできる。
C.4.4.5 以上の方法で暗騒音を十分に下げることができない場合で,暗騒音のレベルがC.4.2及びC.4.3
46
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
に示した方法で得られた音圧レベルより3 dB〜9 dB低いときは,C.5.1.3に従って補正する。
C.4.5 測定表面面積S及び測定表面量LSの計算
測定表面面積S(m2)は,次の式で求める。
S=4(ab+ac+bc)
(図5参照)
S=2(2ab+ac+bc)
(図7参照)
S=4ab
(図9参照)
S=4(2ab+ac+bc)
(図11参照)
測定表面量LS(デシベル)は,次の式で求める。
LS =
0
10
log
10
S
S
ここに,
S0: 基準表面面積(1 m2)
表C.1に種々のSの値に対するLSの値を示す。
表C.1−測定表面量LS
測定表面面積S
m2
測定表面量LS
dB
測定表面面積S
m2
測定表面量LS
dB
0.63
−2
25
+14
0.8
−1
32
+15
1
0
40
+16
1.25
+1
50
+17
1.6
+2
63
+18
2
+3
80
+19
2.5
+4
100
+20
3.2
+5
125
+21
4
+6
160
+22
5
+7
200
+23
6.3
+8
250
+24
8
+9
320
+25
10
+10
400
+26
12.5
+11
500
+27
16
+12
630
+28
20
+13
測定表面面積は近似値で十分である。それは,面積の誤差が−20 %から+25 %まであっても,測定表面
量の値が1 dB変化するだけだからである。
C.5 A特性音響パワーレベルの決定
C.5.1 平均表面音圧レベル
Am
p
L
の決定
C.5.1.1 一般
平均表面音圧レベル
Am
p
L
は,測定表面の各測定点で測定した音圧の値からC.5.1.2〜C.5.1.4に従って決
定する。
C.5.1.2 音圧の時間平均値の測定
C.4.2及びC.4.3に従って音圧の時間平均値を測定する。
47
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
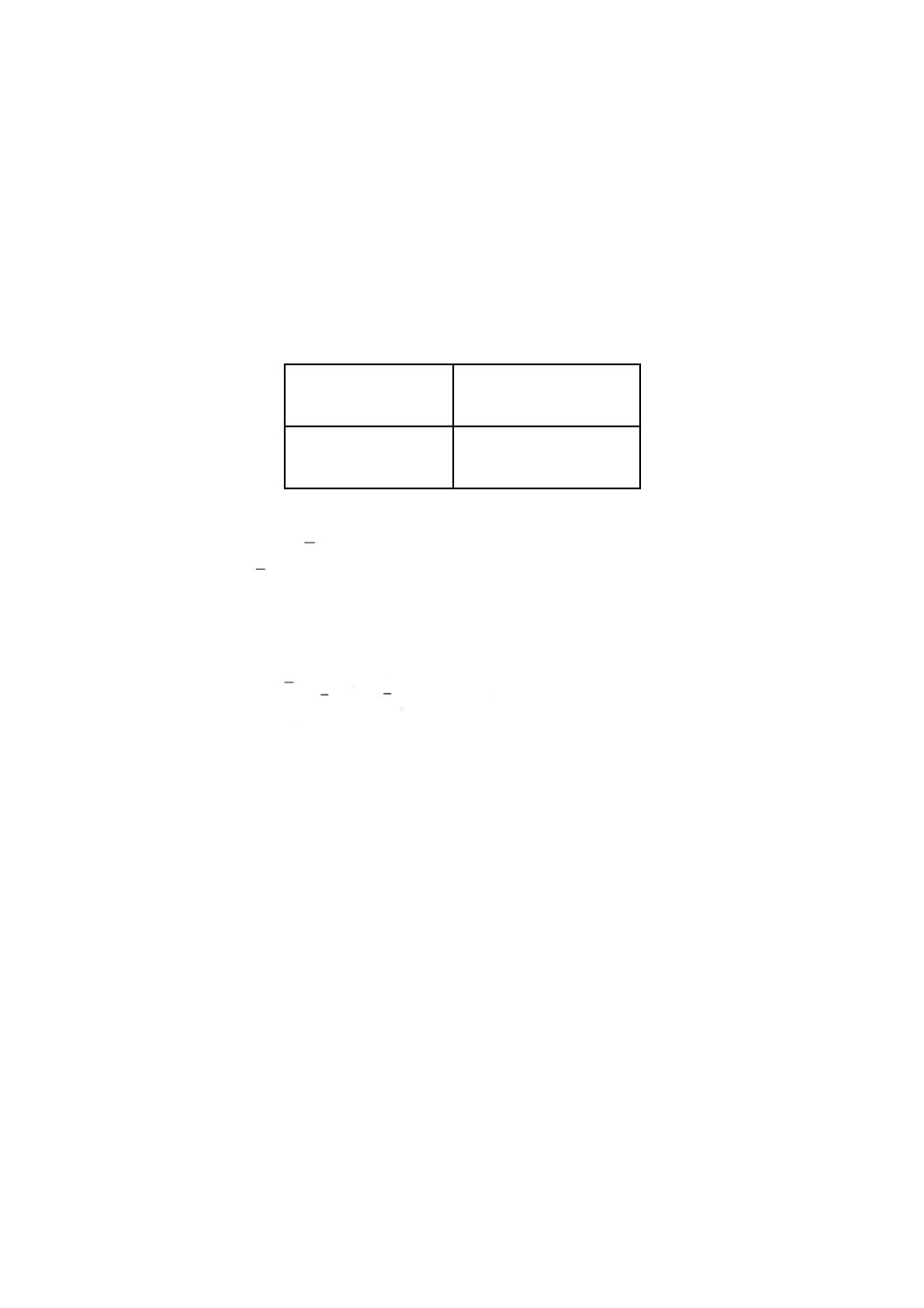
C.5.1.3 暗騒音に対する補正
暗騒音を考慮する必要がある場合には,C.4.2及びC.4.3に従って得られた値と暗騒音とのデシベル差に
よって定まる補正値K1とを,各測定点について表C.2によって求めて,C.4.2によって求めた値から差し
引く。ただし,測定結果と暗騒音との差が3 dB未満の場合は,正確な補正はできない。
測定表面から1 mの点における平均音圧レベルを代表的作業場所における音圧レベルとして定義する。
測定が1 m以外で行われた場合は,この値は測定された値から計算する。
表C.2−暗騒音に対する補正値K1
単位 dB
C.4.2及びC.4.4によって
求められた値の差
C.4.2によって求められた
値から差し引かなければな
らない補正値K1
3
3
4〜5
2
6〜9
1
C.5.1.4 平均表面音圧レベル
Am
p
L
の算出
平均表面音圧レベル
Am
p
L
は,必要に応じC.5.1.3に従って補正した全ての測定点における時間平均値か
ら計算する。
平均表面音圧レベルは,次の式のように個々の音圧レベルをエネルギーベースで平均することで得られ
る。
∑
=
−
=
n
i
i
K
i
S
p
L
p
n
L
1
10
)
1
m
A
(
10
Am
10
1
log
10
ここに,
K1i: 測定点iでの補正値K1(必要な場合)
LpASmi: 測定点iでの時間平均音圧レベル(6.1参照)
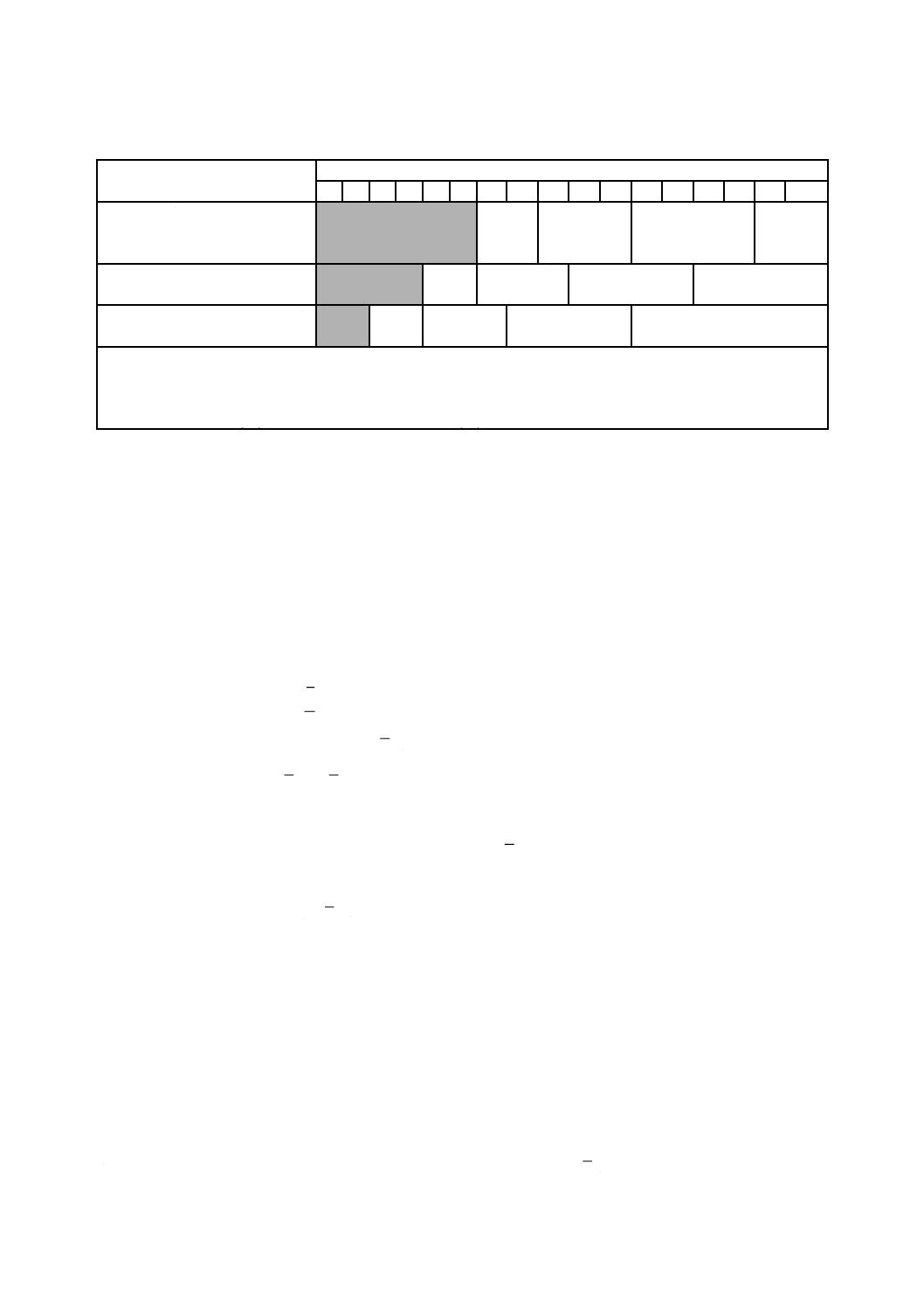
C.5.2 音場補正係数K2の決定
C.5.2.1 一般
C.5.1.4に従って求めた表面音圧レベルについては,試験場所の残響の影響を補正する必要がある。
試験場所の残響の影響は,主として試験室の吸収特性及びその部屋の容積Vと測定表面面積Sとの比
(V/S) に依存する。それを補正するための音場補正係数K2は,JIS Z 8733:2000,ISO 3746:1995,又は表
C.3によって求めることができる。
また,補正係数K2は,C.5.2.2によって基準音源を用いて求めることができる(C.5.2.2参照)。
基準音源は,強い方向性がなく純音を含まないもので,着目する周波数範囲をカバーする広帯域の音を
放射できる必要がある。固定点において,低応答モードにおける音圧レベルが1時間に0.5 dB以上変動し
なければレベルの一定性は十分とみなすことができる。
基準音源の近接音場は,着目する全周波数域で判明している必要がある。
注記 一般に,小さな音源は,小さな近接音場をもつ。回転速度を広い範囲で制御できる小さなファ
ンは,特に適切である(例えば,電気掃除機のモータとファンとの組合せ)。
48
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.3−試験室の内装条件とV/Sとから定める音場補正係数K2
試験室の内装条件
試験室の容積と測定表面面積との比a),V/S
25 32 40 50 63 80 100 125 160 200 250 320 400 500 630 800 1 000
A 強い反射性の壁をもつ部屋
(タイル,コンクリート平板,
石こうなど)
K2=3
K2=2
K2=1
K2=0
B A又はCに当てはまらない部
屋
K2=3
K2=2
K2=1
K2=0
C 音を吸収する部分があり反射
性の弱い面をもつ部屋
K2=3
K2=2
K2=1
K2=0
注記 この表によって,頻繁な音源測定に頼ることなくK2を推定することができる(C.8参照)。しかし,この表を
適用することに疑問を生じた場合及び補正値が3 dBを超える場合(網掛けを施した部分)には,直接測定に
よる確認を基本とする。
注a) 測定表面面積S(m2),試験室の内装条件及び容積V(m3) が分かっている。
C.5.2.2 基準音源によるK2の決定
基準音源を測定する歯車装置の幾何学的中心に置く。歯車装置を測定する全ての測定点において,音響
パワーレベルLW1及び着目する全周波数帯に対するオクターブバンド音響パワーレベルをC.5によって決
定する。
上記の手順を,近接音場の外側の音源に,より近い測定点において繰り返す。このときの測定距離は,
初期の測定距離の半分以下であることが望ましい。第2の音響レベルの決定結果を,LW2とする。
フィルター処理されていない音響パワーレベル又はバンド音響パワーレベルに対する修正値K2は,二つ
の音響パワー決定値の差として求める。
2
1
2
W
W
L
L
K
−
=
C.5.2.3 補正平均音圧レベル
Af
p
L
の計算
必要な場合には,補正平均音圧レベル
Af
p
L
は,次の式によって求める。
2
Am
Af
K
L
L
p
p
−
=
C.5.3 A特性音響パワーレベルLWAの計算
A特性音響パワーレベルは,通常,補正平均音圧レベル
Af
p
L
とC.4.5に従って求めた測定表面量LSとの
和で近似できる。
S
p
W
L
L
L
+
=
Af
A
C.6 試験報告
C.6.1 一般
試験報告は,箇条10及びC.6.2に示す項目を含む必要がある。
C.6.2 測定及び結果
A特性測定及び測定結果は,次の項目を含む必要がある。
a) 各測定点におけるA特性音圧レベルLpASm(C.4.2)
b) 各測定点における暗騒音レベル及び補正係数K1(C.5.1.3)
c) 各測定点におけるLpASm及びK1から計算した平均表面音圧レベル
Am
p
L
(C.5.1.4)
49
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
d) 適用した音場補正係数K2(C.5.2.2)
e) 測定表面面積Sに対して設定した測定表面量LS(C.4.5)
f)
音響パワーレベルLWA(C.5.3)
g) 1 mの点で行われた典型的な作業場所におけるC.5.1.4による音圧レベル
h) 要求によって追加の点で測定した場合には,それらについての詳細
C.7 オクターブ又は1/3オクターブバンドスペクトルから,A特性音圧レベル又は音響パワーレベルを計
算する手順
C.7.1 平均A特性音圧レベル
A
Lは,次の式によって求める。
∑
=
+
=
max
1
)
oct
(1.0
10
A
10
log
10
j
j
j
C
j
L
L
ここに,
j
Loct:j番目のオクターブ又は1/3オクターブバンド音圧レベル
Cjは,j番目のオクターブ又は1/3オクターブバンドにおけるA特性補正係数で,単位は,デシベルで
ある(C.7.2及びC.7.3参照)。
注記
A
L及び
oct
Lの代わりにそれぞれLWA及びLWoctを用いることによって,この式を音響パワーレベ
ルにも適用できる。
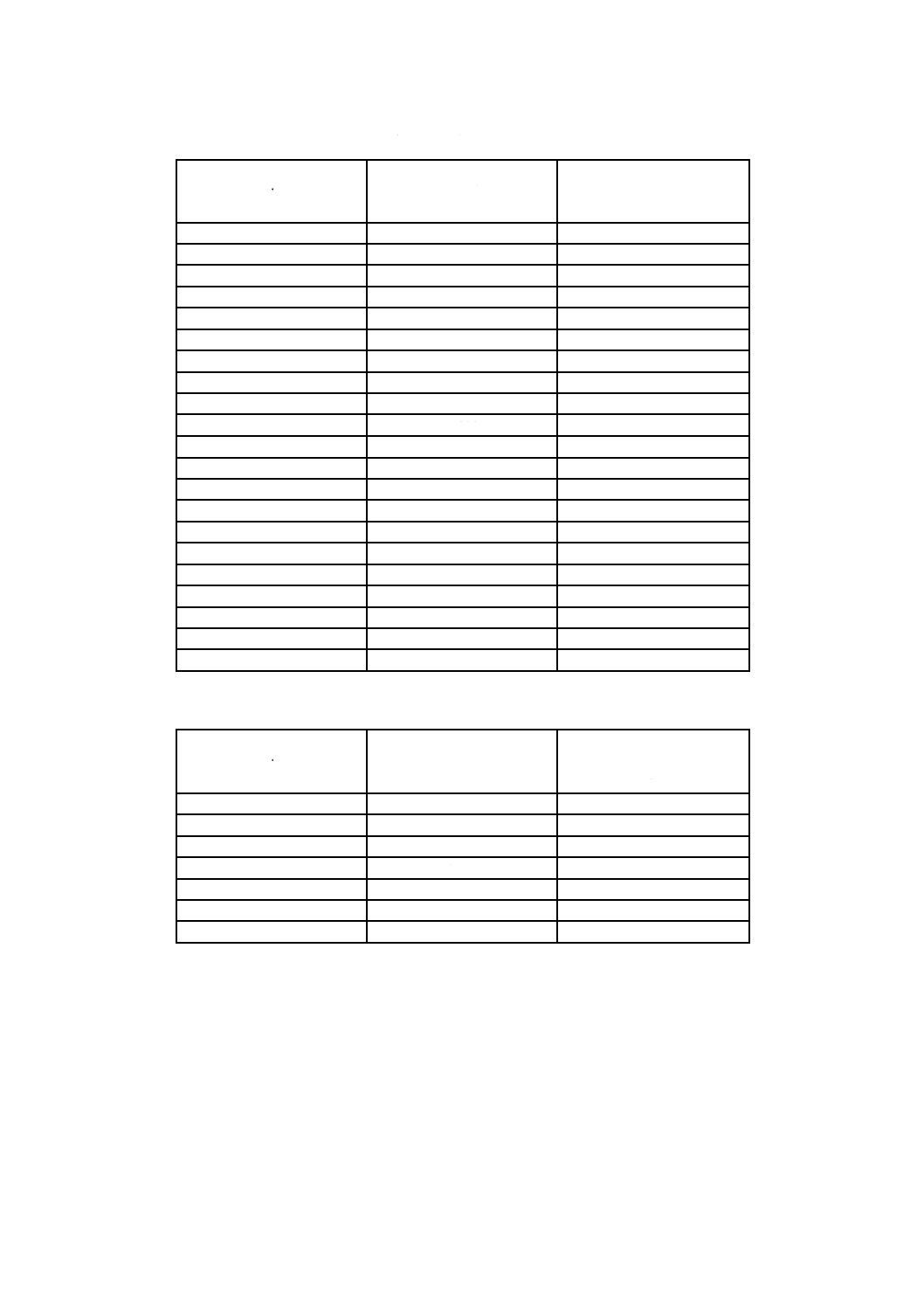
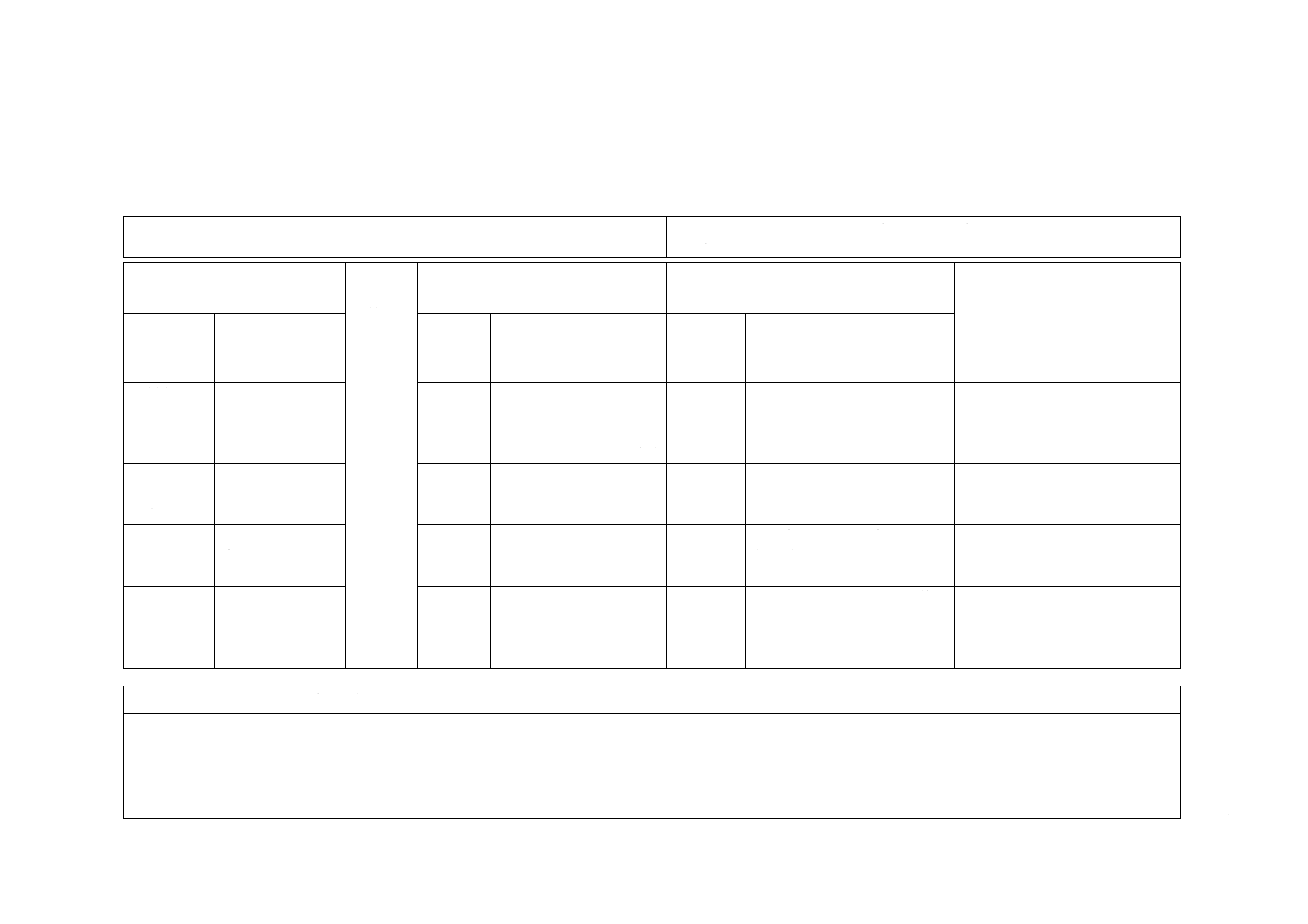
C.7.2 1/3オクターブバンドデータ(jmax=21)を用いる計算に対するCjの値を,表C.4に示す。
C.7.3 オクターブバンドデータ(jmax=7)を用いる計算に対するCjの値を,表C.5に示す。
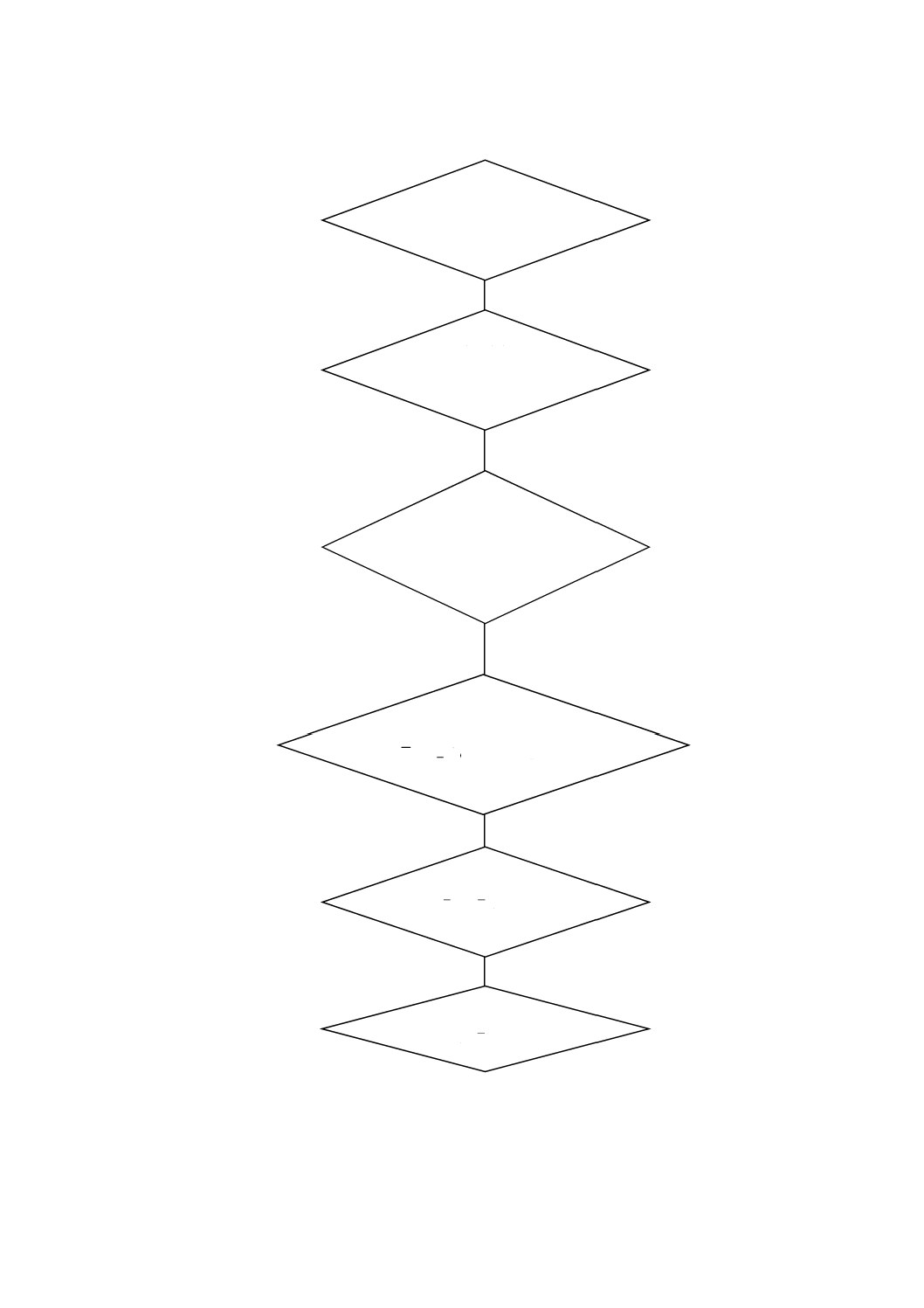
C.8 決定方法の流れ図
流れ図を,図C.1に示す。
50
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表C.4−1/3オクターブバンドデータに対するA特性補正係数Cj
j
1/3オクターブバンド
中心周波数
A特性補正係数Cj
Hz
dB
1
100
−19.1
2
125
−16.1
3
160
−13.4
4
200
−10.9
5
250
−8.6
6
315
−6.6
7
400
−4.8
8
500
−3.2
9
630
−1.9
10
800
−0.8
11
1 000
0.0
12
1 250
0.6
13
1 600
1.0
14
2 000
1.2
15
2 500
1.3
16
3 150
1.2
17
4 000
1.0
18
5 000
0.5
19
6 300
−0.1
20
8 000
−1.1
21
10 000
−2.5
表C.5−オクターブバンドデータに対するA特性補正係数Cj
j
オクターブバンド
中心周波数
A特性補正係数Cj
Hz
dB
1
125
−16.1
2
250
−8.6
3
500
−3.2
4
1 000
0.0
5
2 000
1.2
6
4 000
1.0
7
8 000
−1.1
51
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図C.1−音圧測定を用いて音響パワーレベルを決定する流れ
設定測定点の
音圧レベル測定
LpAS
設定測定点の
音圧レベル時間平均値記録
LpASm
設定測定点の
暗騒音を測定又は推定し
補正値算出
K1
平均表面音圧レベル算出
(
)
(
)
∑
=
−
=
n
i
i
K
i
S
p
p
L
n
L
1
1
m
A
Am
1
補正平均音圧レベル算出
2
Am
Af
K
L
L
p
p
−
=
音響パワーレベル決定
S
p
W
L
L
L
+
=
Af
A
C.4
C.4.2
C.5.1.3
C.5.1.4
C.5.2.3
C.5.3
52
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
参考文献 JIS B 1702-1 円筒歯車−精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値
JIS Z 8734 音響−音圧法による騒音源の音響パワーレベルの測定方法−残響室における精密
測定方法
DIN 3960,Begriffe und Bestimmungsgrößen für Stirnräder (Zylinderräder) und Stirnradpaare
(Zylinderradpaare) mit Evolventenverzahnung
53
B 1753:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書JA
(参考)
JISと対応国際規格との対比表
JIS B 1753:2013 歯車装置の受入検査−空気伝ぱ音の試験方法
ISO 8579-1:2002 Acceptance code for gear units−Part 1: Test code for airborne
sound
(I)JISの規定
(II)
国際規格
番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条
ごとの評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条番号
内容
箇条ごと
の評価
技術的差異の内容
2 引用規格
3 用語及び
定義
10の用語を定義
3
ISO 3743-1,ISO 3744,
ISO 3745,ISO 3746,ISO
4871,ISO 9614-1,ISO
9614-2,ISO 11203を引用
追加
利用者の便宜のため具体的に
用語を規定した。
技術的な差異はない。
5 音響パワ
ーレベルの
決定
5.4 測定の不確か
さ
5.4
JISとほぼ同じ
変更
JISでは,具体的に規格番号で
明示した。
技術的差異はない。
12 その他
附属書B及び附属
書Cの呼び出しを
記載
−
−
追加
附属書B及び附属書Cとの関
係を説明したものである。
技術的差異はない。
附属書B
(参考)
様々な歯車の形式
及び大きさに対す
る典型的な音のレ
ベル
Annex B
変更
図B.9〜図B.12の回帰直線の
式を訂正
作業部会WG9が休眠中のため再
開時に訂正を申し入れる予定
JISと国際規格との対応の程度の全体評価:ISO 8579-1:2002,MOD
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 追加……………… 国際規格にない規定項目又は規定内容を追加している。
− 変更……………… 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD…………… 国際規格を修正している。
2
B
1
7
5
3
:
2
0
1
3
2019年7月1日の法改正により名称が変わりました。まえがきを除き、本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。