B 1705:2013
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号及び単位 ··················································································································· 2
5 バックラッシの測定 ·········································································································· 2
6 バックラッシの許容値 ······································································································· 3
附属書A(参考)その他のバックラッシ測定方法 ······································································· 4
附属書B(参考)小さなバックラッシを必要とする歯車装置 ························································· 5
B 1705:2013
(2)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法第14条によって準用する第12条第1項の規定に基づき,一般社団法人日本
歯車工業会(JGMA)及び一般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を
改正すべきとの申出があり,日本工業標準調査会の審議を経て,経済産業大臣が改正した日本工業規格で
ある。
これによって,JIS B 1705:1973は改正され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1705:2013
かさ歯車のバックラッシ
Backlashes for bevel gears
序文
この規格は,1973年に制定され,今日に至っている。その後,引用規格であるJIS B 1704:1978が,ISO
17485:2006に整合する目的で2010年に改正されたことに対応するため,今回の改正を行った。
なお,対応国際規格は現時点で制定されていない。
1
適用範囲
この規格は,次の諸元を満足するかさ歯車のバックラッシについて規定する。
a) 歯車精度等級:B2〜B11 (JIS B 1704参照)
b) 外端正面モジュール:0.5 mm〜25 mm
c) 外端ピッチ円直径:3 mm〜1 600 mm
この規格は,かみ合い試験機上において設計位置に組み付けた鋼製のかさ歯車対の歯面に対する法線方
向バックラッシに適用する。この規格は,鋳鉄製及び焼結金属製のかさ歯車にも適用できる。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0102-1 歯車用語−第1部:幾何形状に関する定義
JIS B 1704 かさ歯車の精度
JIS B 7503 ダイヤルゲージ
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0102-1及びJIS B 1704によるほか,次による。
3.1
法線方向バックラッシ
1対のかさ歯車のかみ合い歯面を接触させているときの反かみ合い側歯面間の最小隙間。
3.2
円周方向バックラッシ
相手かさ歯車を固定し,一方のかさ歯車を互いの反かみ合い側歯面が接触するまで回転させることがで
きる外端ピッチ円上の弧の長さ。
3.3
最小バックラッシ
一つのかさ歯車対における全かみ合わせ位置のバックラッシの中の最小値。
2
B 1705:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
3.4
最大バックラッシ
一つのかさ歯車対における全かみ合わせ位置のバックラッシの中の最大値。
3.5
許容最小バックラッシ
最小バックラッシの許容値。
3.6
許容最大バックラッシ
最大バックラッシの許容値。
4
記号及び単位
この規格で用いる記号及び単位は,表1による。
表1−記号
記号
用語
単位
de
外端ピッチ円直径
mm
jet
円周方向バックラッシ
mm
jn
法線方向バックラッシ
mm
jn min
許容最小バックラッシ
mm
jn max
許容最大バックラッシ
mm
met
外端正面モジュール
mm
αn
歯直角圧力角(測定歯面)
°
βm
中央ねじれ角
°
B
精度等級
−
下付き記号
記号
用語
1
小歯車
2
大歯車
5
バックラッシの測定
5.1
一般事項
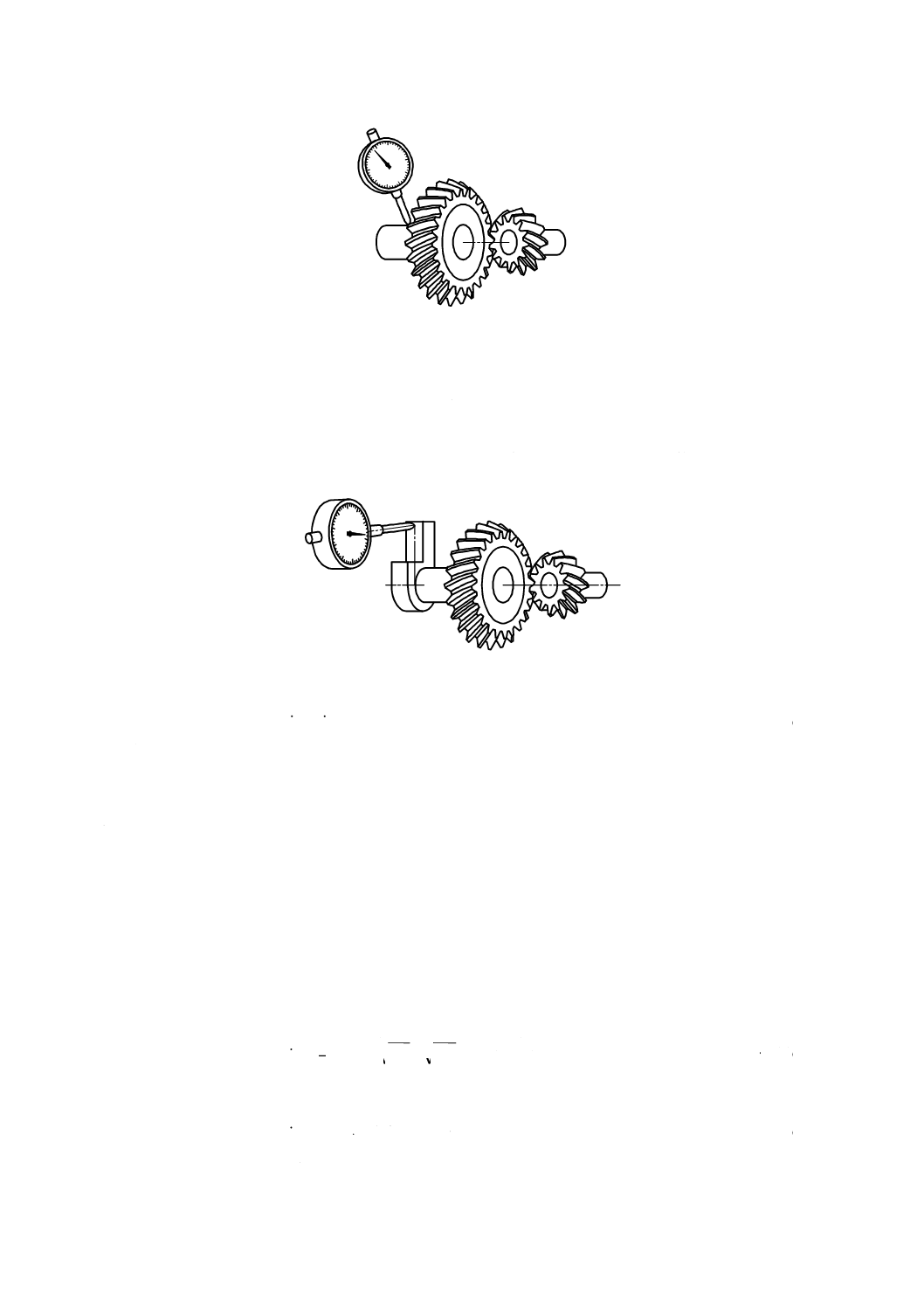
この規格で規定するバックラッシの測定は,図1に示すようにかさ歯車対をかみ合い試験機上で,設計
値どおりの組立て距離でかみ合わせた状態で,大歯車の外端における歯面に対する法線方向で行う。その
他の測定方法については附属書Aを参照。
5.2
バックラッシの測定方法
法線方向バックラッシは,JIS B 7503に規定するダイヤルゲージ又はそれと同等の精度をもつ測定器を
用いて次のとおり測定を行う(図1参照)。
a) かさ歯車対を,かみ合い試験機に設計値どおりの組付け位置に取り付けなければならない。
b) ダイヤルゲージの測定子は,大歯車の歯面の外端部で,歯面とほぼ直角に当てる。
c) 小歯車が回転しないように固定し,大歯車を正逆に回転させ,ダイヤルゲージの振れ幅を読み取る。
d) バックラッシは,大歯車の円周上でほぼ等間隔に3か所以上で測定を行い,全ての測定値が許容値を
満足する必要がある。
3
B 1705:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1−バックラッシの測定
5.3
小モジュールかさ歯車のバックラッシの測定方法
小モジュールかさ歯車の場合で,図1のようにダイヤルゲージの測定子を歯面に当てることが困難な場
合は,図2に示すように大歯車軸に腕を取付け,この腕上の大歯車外端に相当する位置を測定するような
方法で,円周方向バックラッシを測定し,式(1)によって法線方向バックラッシに換算する。
図2−小モジュールかさ歯車のバックラッシの測定
m
n
et
n
cos
cos
β
α
j
j=
································································· (1)
注記 厳密には,中央ねじれ角の代わりに,外端ねじれ角を用いる。しかし,中央ねじれ角を用いて
もそのために生じる誤差は,僅かである。
6
バックラッシの許容値
6.1
一般事項
バックラッシの許容値は,最小値及び最大値を規定する。この許容値は,歯車の諸元(外端ピッチ円直
径,外端正面モジュール,歯直角圧力角,及び中央ねじれ角)及び精度等級を用い,6.2の式(2)及び式(3)
によって求める。
なお,小さなバックラッシを必要とする歯車装置のバックラッシは,附属書Bを参照。
6.2
許容値の計算式
許容最小バックラッシ
(
)
n
m
et
3
2
e
3
e1
min
n
cos
cos
3.1
100
1
α
β×
×
×
+
+
×
=
m
d
d
j
··························· (2)
許容最大バックラッシ
B
112
.0
min
n
max
n
e
6.1
×
×
×
=j
j
······························································ (3)
ここに,
e: 自然対数の底
4
B 1705:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A
(参考)
その他のバックラッシ測定方法
A.1 目的
この附属書は,JIS B 7503に規定するダイヤルゲージ又はそれと同等の精度をもつ測定器を用いる以外
のバックラッシの測定方法を示す。
A.2 測定方法1
大小両歯車軸に回転位置検出装置を取り付けたかみ合い試験機を使用して,まず一方の歯面を当てた状
態で回転させ,次に反対側歯面を当てた状態で回転させ,そのときの両軸の回転位置を測定する。同一の
小歯車の回転位置において,一方の歯面を当てた状態における大歯車の回転位置と,反対側歯面を当てた
状態における大歯車の回転位置との差を求めることで,円周方向のバックラッシを計算することができる。
この場合の測定値は,回転方向のバックラッシであり,法線方向バックラッシは,式(1)によって求める。
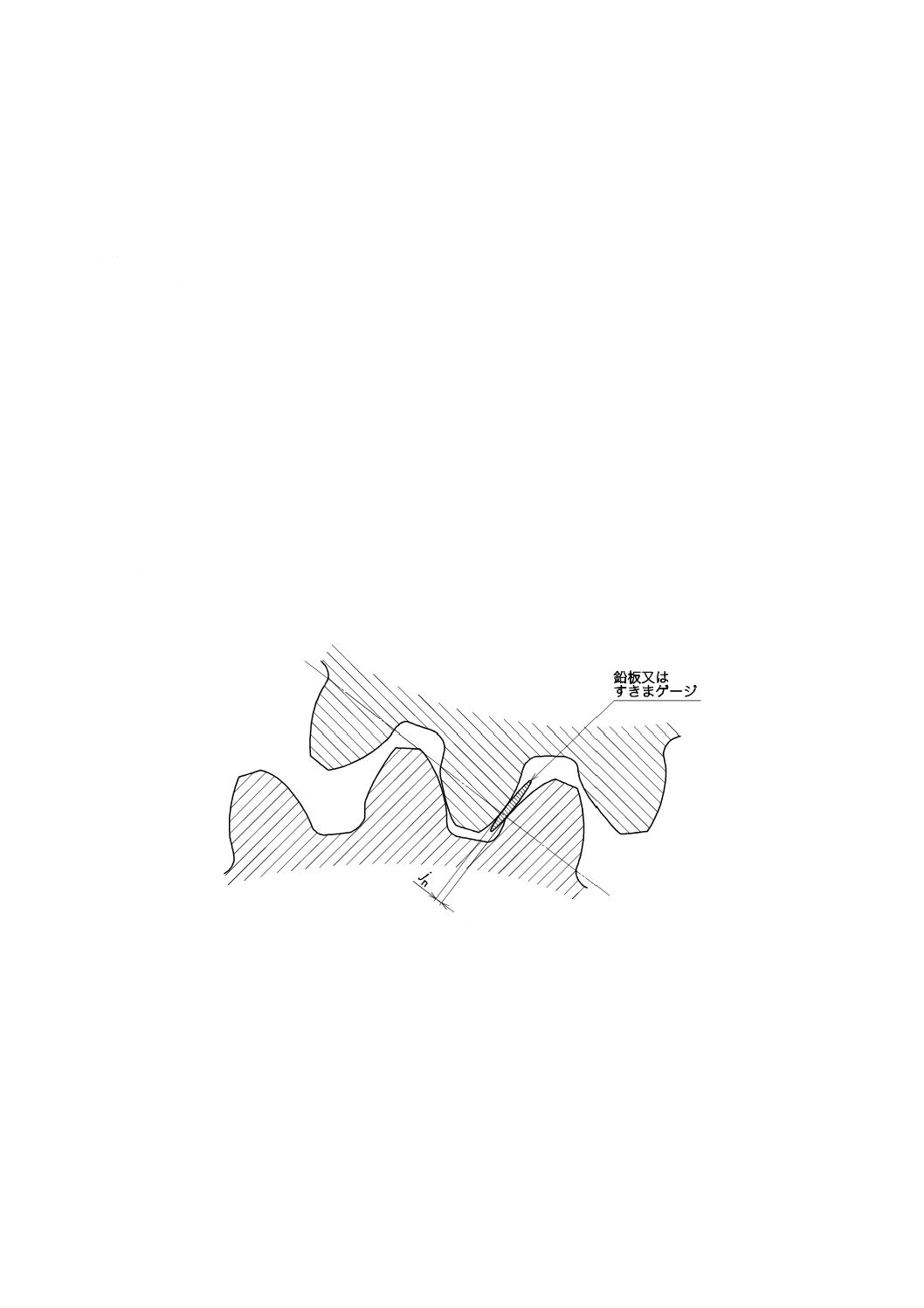
A.3 測定方法2
法線方向バックラッシを測定する方法として,図A.1に示すように両歯面間の隙間を鉛板又はすきまゲ
ージを用いて測定する方法がある。
図A.1−法線方向バックラッシの測定
5
B 1705:2013
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B
(参考)
小さなバックラッシを必要とする歯車装置
B.1
目的
この附属書は,小さなバックラッシを必要とする歯車装置のバックラッシの推奨値について示す。
B.2
適用範囲
小さなバックラッシを必要とする歯車装置には,機関用タイミングギヤ,自動車の減速装置用及び差動
装置用歯車,工作機械用歯車,印刷機械用歯車などがある。
B.3
バックラッシの推奨値
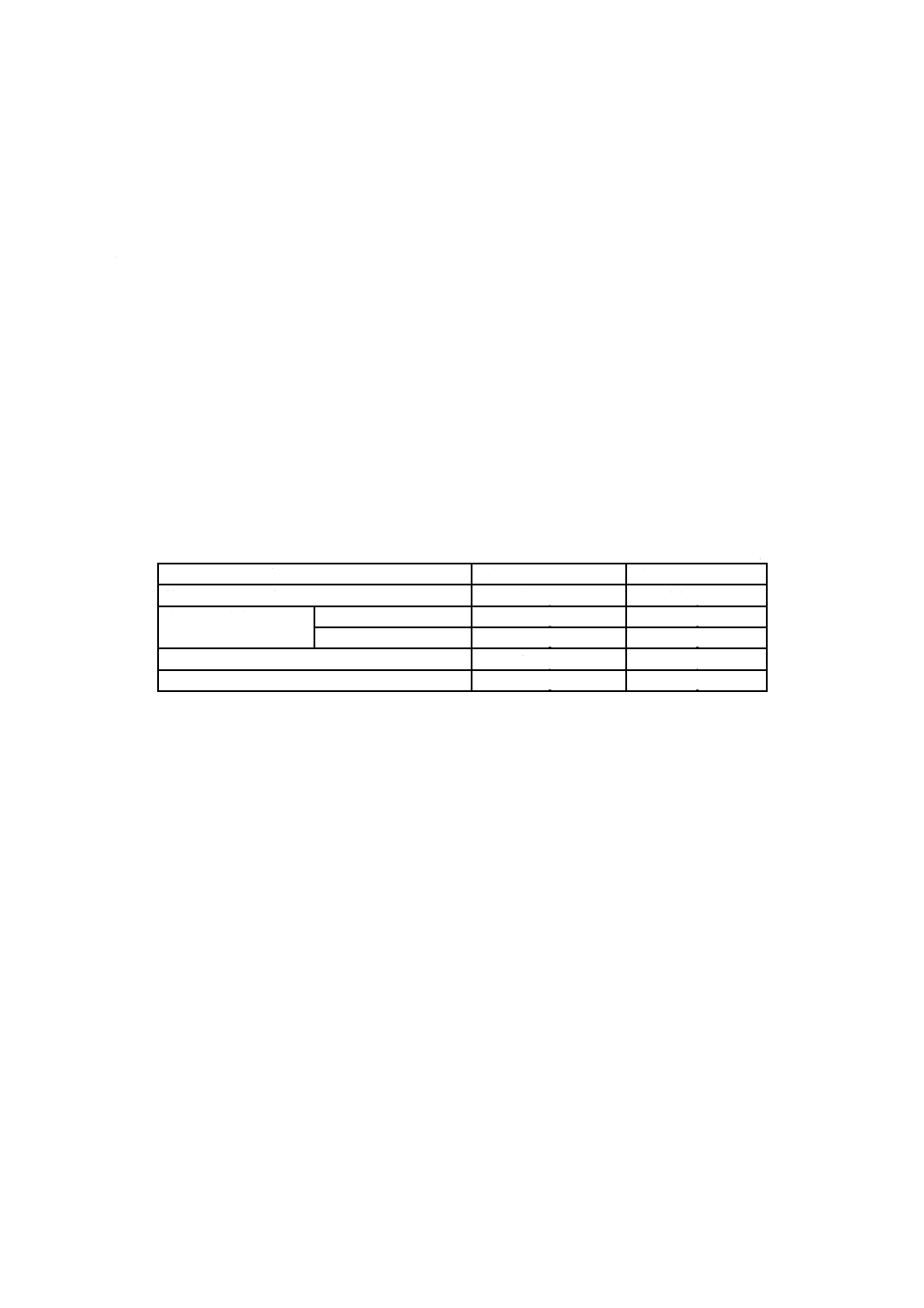
小さなバックラッシを必要とする歯車装置のバックラッシの推奨値を,表B.1に示す。
表B.1−小さなバックラッシを必要とする歯車装置及びそのバックラッシの推奨値の例
単位 mm
歯車装置の種類
最小バックラッシ
最大バックラッシ
機関用タイミングギヤ
0.5×jn min
1.0×jn max
自動車の減速装置及び
差動装置用歯車
乗用車
0.8×jn min
1.3×jn max
バス,トラック
1.0×jn min
1.5×jn max
工作機械用歯車
0.5×jn min
1.0×jn max
印刷機械用歯車
0.7×jn min
1.2×jn max