B 1702-2 : 1998 (ISO 1328-2 : 1997)
(1)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
まえがき
この規格は,工業標準化法に基づいて,日本工業標準調査会の審議を経て,通商産業大臣が制定した日
本工業規格である。従来の日本工業規格と国際規格とでは,歯車精度について,精度体系,評価方法など
多くの項目が異なる。したがって,国際規格との整合性を図るため,JIS B 1702は廃止され,JIS B 1702-1
(円筒歯車−精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値)及びJIS B 1702-2(円筒歯
車−精度等級 第2部:両歯面かみ合い誤差及び歯溝の振れの定義並びに精度許容値)に置き換えられる。
なお,誤解を避けるために,この規格による精度等級には,接頭にNをつけN○級と表示することを推
奨する。
JIS B 1702-2には,次に示す附属書がある。
附属書A(参考) 両歯面全かみ合いによる精度許容値
附属書B(参考) 歯溝の振れの許容値
附属書C(参考) 参考文献
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B 1702-2 : 1998
(ISO 1328-2 : 1997)
円筒歯車−精度等級
第2部:両歯面かみ合い誤差
及び歯溝の振れの定義並びに精度許容値
Cylindrical gears−ISO system of accuracy−
Part 2 : Definitions and allowable values of deviations relevant
to radial composite deviations and runout information
0. 序文
この規格は,1997年に第1版として発行されたISO 1328-2, Cylindrical gears−ISO system of accuracy−Part
2 : Definitions and allowable values of deviations relevant to radial composite deviations and runout informationを
翻訳し,技術的内容及び規格票の様式を変更することなく作成した日本工業規格である。
1. 適用範囲
この規格は,円筒インボリュート歯車の両歯面かみ合い精度に関して規定する。また,それに関する用
語,精度の体系及び精度等級値を定める。
この規格の方式による歯車精度等級は,JIS B 1702-1における精度等級の区分とは異なる。両歯面かみ
合い誤差及び歯溝の振れに関する直径及びモジュールの区分も異なる。
両歯面かみ合い誤差の精度は,9等級から構成され,最上級は4級,最低級は12級でありFi"(両歯面
全かみ合い誤差),fi"(両歯面1ピッチかみ合い誤差)について規定する。
モジュール0.2〜10mm,直径5.0〜1 000mmまでに適用する(6.及び7.を参照)。附属書Aの表は,7.の
計算式に基づいたものである。
歯溝の振れは,附属書Bに定める。精度等級6の精度計算式は,示していない。製造業者と使用者との
間で合意すれば,附属書Bの歯溝の振れ許容値表を用いてもよい。
2. 引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の一部を構成する。この規格発行の
時点では有効であるが,すべての規格は改正されるので,この規格を使用する者は,下に示す規格の最新
版を使用するように努めるべきである。
ISO 701 : 1976 International gear notation−Symbols for geometrical data
ISO 1122-1 : 1983 Glossary of gear terms−Part 1 : Geometrical definitions
JIS B 1702-1 : 1998 円筒歯車−精度等級 第1部:歯車の歯面に関する誤差の定義及び許容値
ISO/TR 10064-2 : 1996 Cylindrical gears−Code of inspection practice−Part 2 : Inspection related to radial
2
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
composite deviations, runout, tooth thickness and backlash
3. 定義
この規格に用いられる用語の定義は,ISO 1122-1に基づく。
4. 記号,用語及び単位
記号は,ISO 701に基づく。
この規格に用いられる用語の記号についてだけ,表1に示す。
表1 JIS B 1702-2に使用される記号
記号
用語
単位
d
基準円直径
mm
mn
歯直角モジュール
mm
εβ
重なりかみ合い率
−
fi"
両歯面1ピッチかみ合い誤差
μm
Fi"
両歯面全かみ合い誤差
μm
LAE
かみ合い長さ
mm
Q
精度等級
−
z
歯数
−
Fr
歯溝の振れ
μm
5. 両歯面かみ合い誤差に関する歯車精度の用語
5.1
被検査歯車 (Product gear) この規格では,測定又は検査の対象の歯車を被検査歯車という。
5.2
両歯面かみ合い誤差 (Radial composite deviations) 両歯面かみ合い誤差は,親歯車の精度と被検査
歯車との全かみ合い率によって影響される(ISO/TR 10064-2参照)。
5.3
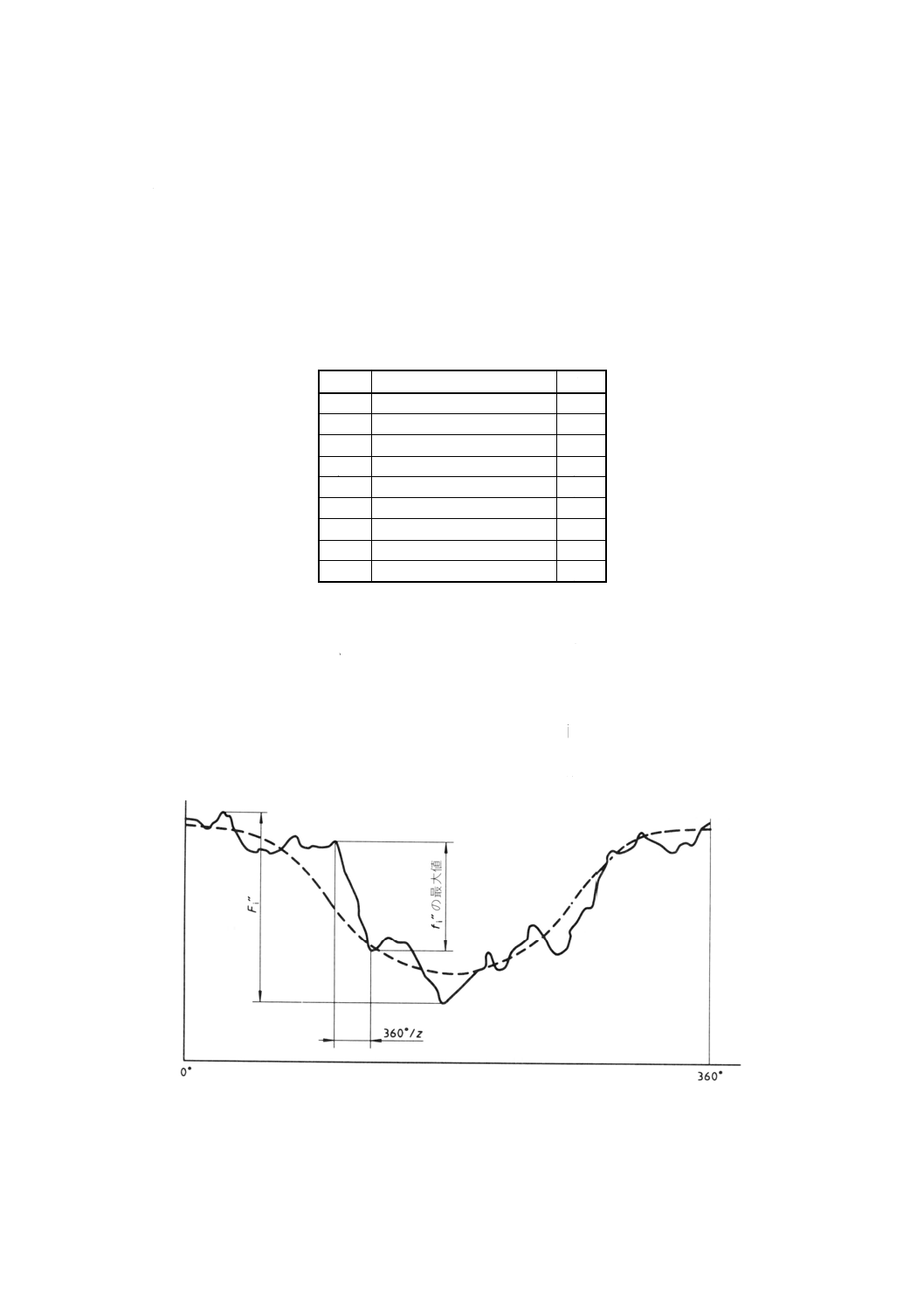
両歯面全かみ合い誤差 (Total radial composite deviation : Fi") 両歯面全かみ合い誤差 (Fi") は,被検
査歯車の両歯面を同時に親歯車の両歯面に接触させた状態で被検査歯車を完全に1回転させたとき、中心
距離の最大値と最小値との差である。図1に,両歯面かみ合い誤差線図の一例を示す。
図1 両歯面かみ合い誤差線図
3
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
5.4
両歯面1ピッチかみ合い誤差 (Tooth-to-tooth radial composite deviation : fi") 両歯面1ピッチかみ合
い誤差 (fi") は,被検査歯車の歯が1回転中に検出される歯と歯との1ピッチ (360°/z) における半径方向
の差である(図1参照)。被検査歯車のピッチ間の最大値fi"は,所定の許容値を超えてはならない。
5.5
親歯車 (Master gear) 両歯面かみ合いに用いる親歯車は,JIS B 1702-1に定める“かみ合い長さLAE”
をもつものとする。
両歯面かみ合いによる方法は,平歯車を対象として,精度等級を決めるのに利用できる。重なりかみ合
い率 (εβ) は,この規格の方式での測定値に影響を与えるため,製造業者と使用者との合意がある場合に使
用される。はすば歯車を対象とする場合は,親歯車の歯幅は,被検査歯車との重なりかみ合い率 (εβ) の値
が0.5以下になる歯幅でなければならない。
6. 歯車精度等級
この規格に定める両歯面かみ合い精度の精度等級は,JIS B 1702-1に規定されている個別誤差(例えば,
ピッチ誤差,歯形誤差及び歯すじ誤差)が同じ等級に対応するということではない。必要な精度を書類に
記載する場合には,JIS B 1702-1又はこの規格かいずれか適切なものを参照として記載する。
両歯面かみ合い誤差の許容値は,親歯車とかみ合わせ検査する歯車以外には適用しない。1対の生産歯
車による測定には,適用しない。
6.1
歯車精度 歯車の精度は,7.で求めた数値と測定値とを比較して評価する。この規格の数値は,精度
等級5級を基準に算出した。等級間の公比は,2に等しい。すなわち,一段高い等級は,2で除し,一
段低い等級は,2を乗じる。ある精度等級に対する許容値は,精度等級5級での丸めない計算値に20.5 (Q
−5) を乗じて決定することができる。そこでQを,精度等級数とする。
歯車の仕様要目の範囲が1.で規定された範囲以外の場合には,この規格の適用については,製造業者と
使用者との間で合意が必要である。
6.2
両歯面かみ合いの有効性 許容誤差が5μm未満と小さい場合には,親歯車その他の測定機器はしか
るべき高精度のものを使用し,所定の精度で数値を繰り返し測定できるものでなければならない。
許容誤差は,平歯車を対象として精度等級を定めている。ただし,製造業者と使用者との間で合意があ
れば,許容誤差をそのまま,はすば歯車にも用いることができる(5.5参照)。
7. 両歯面かみ合い誤差の精度等級5級の許容誤差の計算式
モジュールと直径の実際値を,次の計算式に適用する。
a) 両歯面全かみ合い誤差 (Fi")
4.6
01
.1
2.3
"
n
i
+
+
=
d
m
F
b) 両歯面1ピッチかみ合い誤差 (fi")
8.0
01
.0
96
.2
"
n
i
+
+
=
d
m
f
特に,合意事項がない場合には,6.に定める計算式を適用する。“附属書A”の表は,A.2に定める所定
の平均値を用いた許容誤差を示す。この表は,製造業者と使用者との合意がある場合だけ適用できる。
4
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書A(参考)
両歯面全かみ合いによる精度許容値
この附属書A(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
A.1 目的
この附属書は,次のようにして7.及び6.1の計算式を用いて許容値を作る方法を示す。
両歯面全かみ合い誤差 (Fi")
)
2
)(
4.6
01
.1
2.3(
)
2
)(
"
(
"
)5
(5.0
n
)5
(5.0
i
r
i
−
−
+
+
=
+
=
Q
Q
d
m
f
F
F
A.2 パラメータの範囲
計算式を表に当てはめるときに,次のような上限及び下限の範囲がある。
a) 基準円直径 (d)
基準数:5/20/50/125/280/560/1 000mm
b) 歯直角モジュール (mn)
基準数:0.2/0.5/0.8/1.0/1.5/2.5/4/6/10mm
7.の計算式を許容値表に適用する場合には,パラメータmn及びdを適用範囲内ならば幾何平均値を用い
る。例えば,実際のモジュールが7の場合,適用範囲は表のmn=6とmn=10との間であり,
746
.7
)
10
6(
n
=
×
=
m
を用いて許容値を計算する。
A.3 数値の丸め方
この許容値表は,7.及び6.1の計算式を用いて計算する。計算値が10μmより大きい値の場合には,最も
近い整数に丸める。10μmより小さい場合には,最も近い0.5μmか,又は整数に丸める。
A.4 有効性
この規格に基づき購買仕様書が記載され,かつ,この仕様書以外に記載されたものがない場合には,こ
の規格の6.及び7.の規定に従って所定の精度等級が適用される。ただし,製造業者と使用者との間で合意
がある場合には,異なる項目に異なる等級の許容値を指定してもよい。
A.5 両歯面全かみ合い誤差の許容値
この附属書に定める表は,7.の計算式,並びにA.2及びA.3に基づいて計算する。両歯面全かみ合い誤
差の許容値を表A-1に示し,両歯面1ピッチかみ合い誤差の許容値を表A-2に示す。
5
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
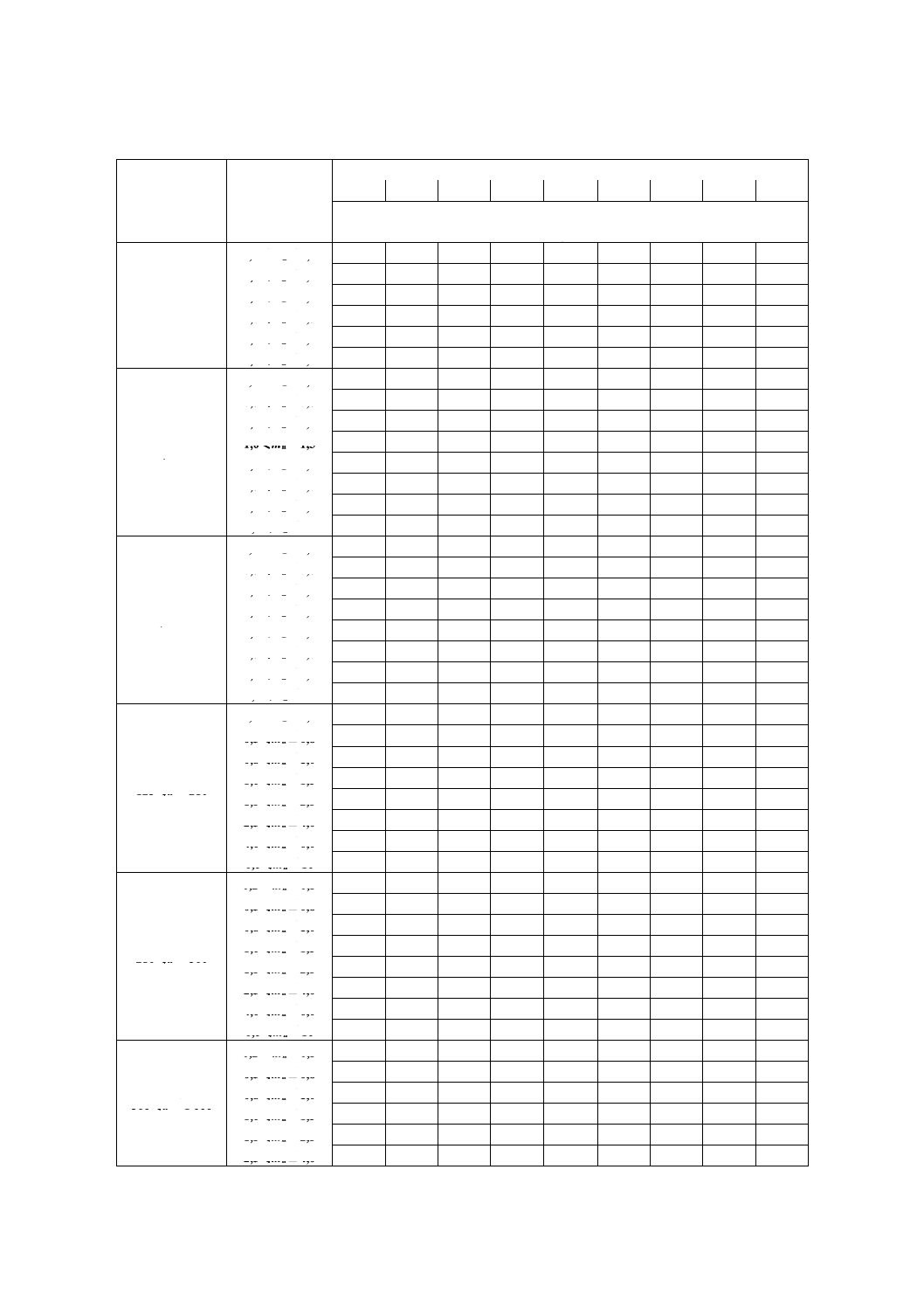
表A-1 両歯面全かみ合い許容値Fi"
基準円直径
d
mm
歯直角モジュール
mn
mm
精度等級
4
5
6
7
8
9
10
11
12
Fi"
μm
5≤d≤20
0,2≤mn≤0,5
7,5
11
15
21
30
42
60
85
120
0,5<mn≤0,8
8,0
12
16
23
33
46
66
93
131
0,8<mn≤1,0
9,0
12
18
25
35
50
70
100
141
1,0<mn≤1,5
10
14
19
27
38
54
76
108
153
1,5<mn≤2,5
11
16
22
32
45
63
89
126
179
2,5<mn≤4,0
14
20
28
39
56
79
112
158
223
20<d≤50
0,2≤mn≤0,5
9,0
13
19
26
37
52
74
105
148
0,5<mn≤0,8
10
14
20
28
40
56
80
113
160
0,8<mn≤1,0
11
15
21
30
42
60
85
120
169
1,0<mn≤1,5
11
16
23
32
45
64
91
128
181
1,5<mn≤2,5
13
18
26
37
52
73
103
146
207
2,5<mn≤4,0
16
22
31
44
63
89
126
178
251
4,0<mn≤6,0
20
28
39
56
79
111
157
222
314
6,0<mn≤10
26
37
52
74
104
147
209
295
417
50<d≤125
0,2≤mn≤0,5
12
16
23
33
46
66
93
131
185
0,5<mn≤0,8
12
17
25
35
49
70
98
139
197
0,8<mn≤1,0
13
18
26
36
52
73
103
146
206
1,0<mn≤1,5
14
19
27
39
55
77
109
154
218
1,5<mn≤2,5
15
22
31
43
61
86
122
173
244
2,5<mn≤4,0
18
25
36
51
72
102
144
204
288
4,0<mn≤6,0
22
31
44
62
88
124
176
248
351
6,0<mn≤10
28
40
57
80
114
161
227
321
454
125<d≤280
0,2≤mn≤0,5
15
21
30
42
60
85
120
170
240
0,5<mn≤0,8
16
22
31
44
63
89
126
178
252
0,8<mn≤1,0
16
23
33
46
65
92
131
185
261
1,0<mn≤1,5
17
24
34
48
68
97
137
193
273
1,5<mn≤2,5
19
26
37
53
75
106
149
211
299
2,5<mn≤4,0
21
30
43
61
86
121
172
243
343
4,0<mn≤6,0
25
36
51
72
102
144
203
287
406
6,0<mn≤10
32
45
64
90
127
180
255
360
509
280<d≤560
0,2≤mn≤0,5
19
28
39
55
78
110
156
220
311
0,5<mn≤0,8
20
29
40
57
81
114
161
228
323
0,8<mn≤1,0
21
29
42
59
83
117
166
235
332
1,0<mn≤1,5
22
30
43
61
86
122
172
243
344
1,5<mn≤2,5
23
33
46
65
92
131
185
262
370
2,5<mn≤4,0
26
37
52
73
104
146
207
293
414
4,0<mn≤6,0
30
42
60
84
119
169
239
337
477
6,0<mn≤10
36
51
73
103
145
205
290
410
580
0,2≤mn≤0,5
25
35
50
70
99
140
198
280
396
0,5<mn≤0,8
25
36
51
72
102
144
204
288
408
560<d≤1 000
0,8<mn≤1,0
26
37
52
74
104
148
209
295
417
1,0<mn≤1,5
27
38
54
76
107
152
215
304
429
1,5<mn≤2,5
28
40
57
80
114
161
228
322
455
2,5<mn≤4,0
31
44
62
88
125
177
250
353
499
6
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
基準円直径
d
mm
歯直角モジュール
mn
mm
精度等級
4
5
6
7
8
9
10
11
12
Fi"
μm
4,0<mn≤6,0
35
50
70
99
141
199
281
398
562
6,0<mn≤10
42
59
83
118
166
235
333
471
665
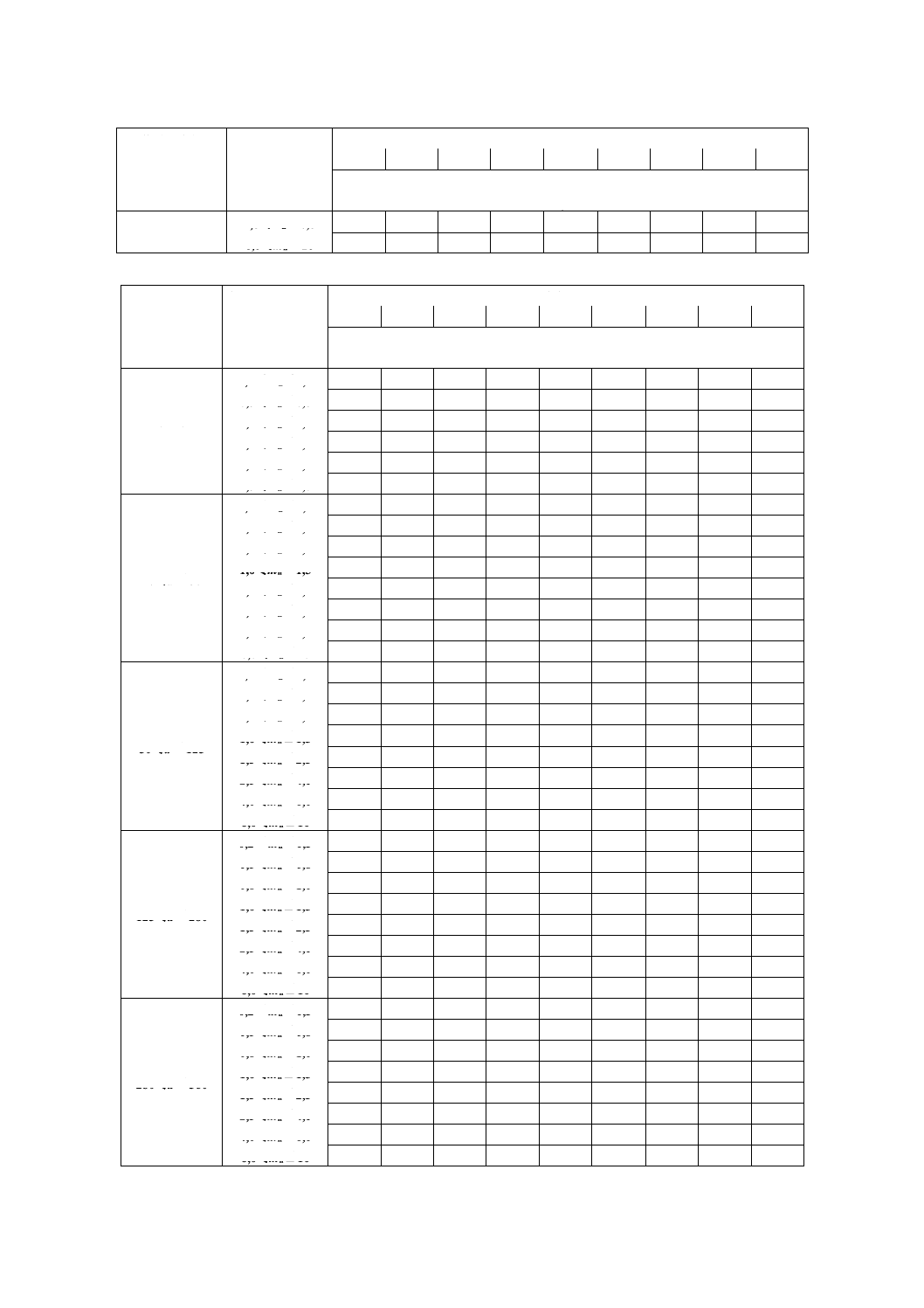
表A-2 両歯面1ピッチかみ合い誤差許容値fi"
基準円直径
d
mm
歯直角モジュール
mn
mm
精度等級
4
5
6
7
8
9
10
11
12
fi"
μm
5≤d≤20
0,2≤mn≤0,5
1,0
2,0
2,5
3,5
5,0
7,0
10
14
20
0,5<mn≤0,8
2,0
2,5
4,0
5,5
7,5
11
15
22
31
0,8<mn≤1,0
2,5
3,5
5,0
7,0
10
14
20
28
39
1,0<mn≤1,5
3,0
4,5
6,5
9,0
13
18
25
36
50
1,5<mn≤2,5
4,5
6,5
9,5
13
19
26
37
53
74
2,5<mn≤4,0
7,0
10
14
20
29
41
58
82
115
20<d≤50
0,2≤mn≤0,5
1,5
2,0
2,5
3,5
5,0
7,0
10
14
20
0,5<mn≤0,8
2,0
2,5
4,0
5,5
7,5
11
15
22
31
0,8<mn≤1,0
2,5
3,5
5,0
7,0
10
14
20
28
40
1,0<mn≤1,5
3,0
4,5
6,5
9,0
13
18
25
36
51
1,5<mn≤2,5
4,5
6,5
9,5
13
19
26
37
53
75
2,5<mn≤4,0
7,0
10
14
20
29
41
58
82
116
4,0<mn≤6,0
11
15
22
31
43
61
87
123
174
6,0<mn≤10
17
24
34
48
67
95
135
190
269
50<d≤125
0,2≤mn≤0,5
1,5
2,0
2,5
3,5
5,0
7,5
10
15
21
0,5<mn≤0,8
2,0
3,0
4,0
5,5
8,0
11
16
22
31
0,8<mn≤1,0
2,5
3,5
5,0
7,0
10
14
20
28
40
1,0<mn≤1,5
3,0
4,5
6,5
9,0
13
18
26
36
51
1,5<mn≤2,5
4,5
6,5
9,5
13
19
26
37
53
75
2,5<mn≤4,0
7,0
10
14
20
29
41
58
82
116
4,0<mn≤6,0
11
15
22
31
44
62
87
123
174
6,0<mn≤10
17
24
34
48
67
95
135
191
269
125<d≤280
0,2≤mn≤0,5
1,5
2,0
2,5
3,5
5,5
7,5
11
15
21
0,5<mn≤0,8
2,0
3,0
4,0
5,5
8,0
11
16
22
32
0,8<mn≤1,0
2,5
3,5
5,0
7,0
10
14
20
29
41
1,0<mn≤1,5
3,0
4,5
6,5
9,0
13
18
26
36
52
1,5<mn≤2,5
4,5
6,5
9,5
13
19
27
38
53
75
2,5<mn≤4,0
7,5
10
15
21
29
41
58
82
116
4,0<mn≤6,0
11
15
22
31
44
62
87
124
175
6,0<mn≤10
17
24
34
48
67
95
135
191
270
280<d≤560
0,2≤mn≤0,5
1,5
2,0
2,5
4,0
5,5
7,5
11
15
22
0,5<mn≤0,8
2,0
3,0
4,0
5,5
8,0
11
16
23
32
0,8<mn≤1,0
2,5
3,5
5,0
7,5
10
15
21
29
41
1,0<mn≤1,5
3,5
4,5
6,5
9,0
13
18
26
37
52
1,5<mn≤2,5
5,0
6,5
9,5
13
19
27
38
54
76
2,5<mn≤4,0
7,5
10
15
21
29
41
59
83
117
4,0<mn≤6,0
11
15
22
31
44
62
88
124
175
6,0<mn≤10
17
24
34
48
68
96
135
191
271
7
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
基準円直径
d
mm
歯直角モジュール
mn
mm
精度等級
4
5
6
7
8
9
10
11
12
fi"
μm
560<d≤1 000
0,2≤mn≤0,5
1,5
2,0
3,0
4,0
5,5
8,0
11
16
23
0,5<mn≤0,8
2,0
3,0
4,0
6,0
8,5
12
17
24
33
0,8<mn≤1,0
2,5
3,5
5,5
7,5
11
15
21
30
42
1,0<mn≤1,5
3,5
4,5
6,5
9,5
13
19
27
38
53
1,5<mn≤2,5
5,0
7,0
9,5
14
19
27
38
54
77
2,5<mn≤4,0
7,5
10
15
21
30
42
59
83
118
4,0<mn≤6,0
11
16
22
31
44
62
88
125
176
6,0<mn≤10
17
24
34
48
68
96
136
192
272
8
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書B(参考)
歯溝の振れの許容値
この附属書B(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
B.1 目的
この附属書は,歯溝の振れの許容値計算式,計算法及び許容値表を示す。
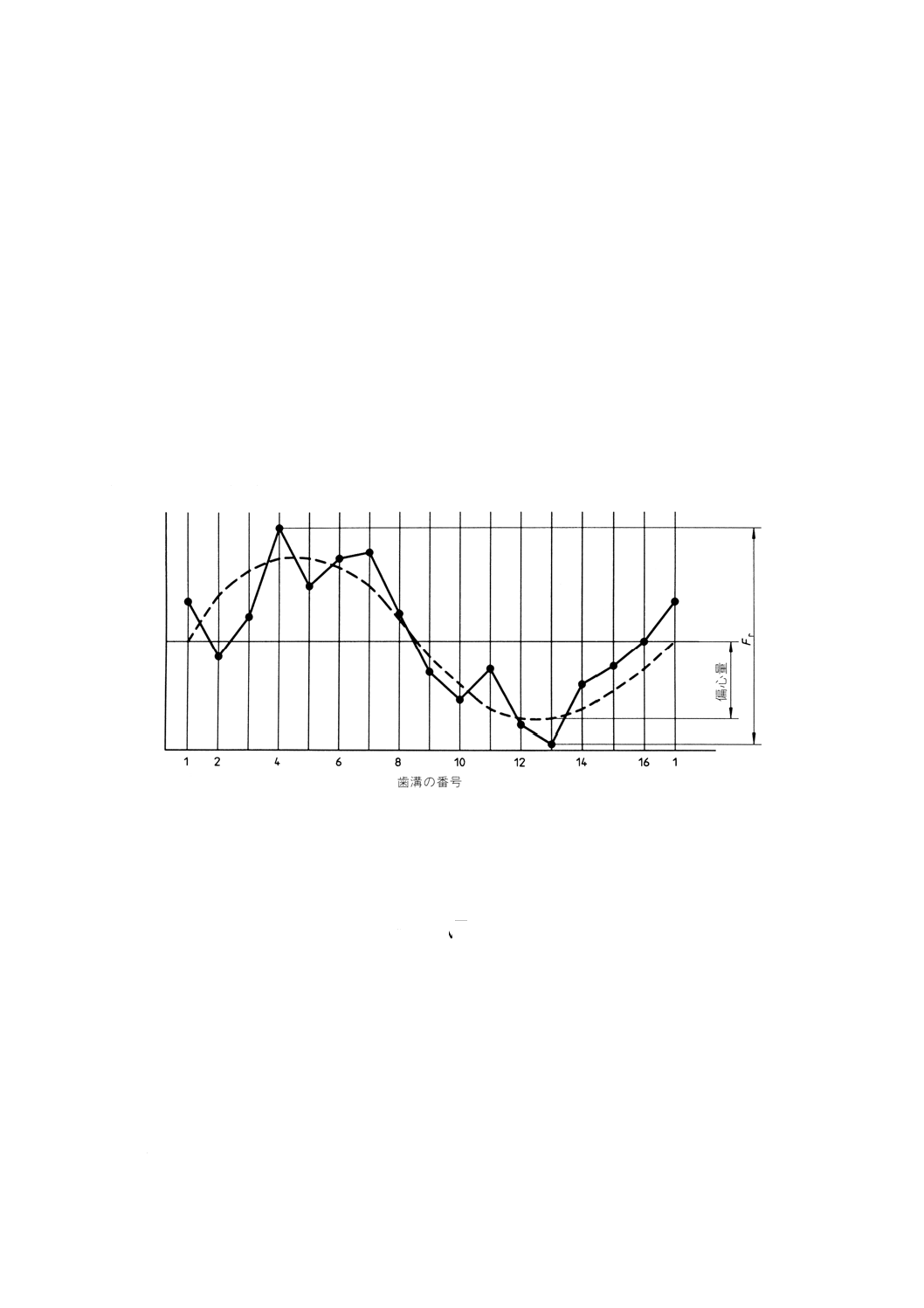
B.2 歯溝の振れ (Fr)
歯溝の振れ (Fr) の値は,歯車の全歯溝に測定子(玉,ピン,アンビルなど)を順次挿入し,測定子半径
方向位置の最大値と最小値との差である。測定時には,測定子は,両歯面の歯たけの中央付近で接触しな
ければならない。図B.1に歯溝の振れの線図の一例を示す。歯溝の振れの中には,偏心が含まれている
(ISO/TR 10064-2参照)。
図B.1 歯数16の歯溝の振れ
B.3 精度等級5級の歯溝の振れの許容誤差 (Fr) の計算式
モジュールと直径を使用して次の式で表す。
6.5
0.1
24
.0
8.0
n
p
r
+
+
=
=
d
m
F
F
精度体系は,両歯面かみ合いの場合と同じである(本体6.1参照)。
B.4 パラメータの範囲
この計算式の適用範囲の上限及び下限は,次の範囲である。
a) 基準円直径 (d)
5/20/50/125/280/560/1 000/1 600/2 500/4 000/6 000/8 000/10 000mm
b) 歯直角モジュール (mn)
0.5 /2.0/3.5/6/10/16/25/40/70mm
9
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
B.3の計算式を許容誤差表に当てはめる場合には,パラメータmn及びdが適用範囲内ならば幾何平均値
を用いる。例えば,モジュール7の場合,適用範囲は標準数mn=6とmn=10との間であるので,
746
.7
)
10
6(
n
=
×
=
m
を用いて表の数値を計算する。
歯車の精度を表で評価する場合,製造業者と使用者との合意が必要である。
B.5 数値の丸め方
表B.1は,計算式を用いて計算した値を丸めた数値である。数値が10μmを超える場合,最も近い整数
に丸める。数値が10μm未満のときは,最も近い0.5μm又は整数に丸める。
B.6 有効性
この規格に基づき購買仕様書に記載され,かつ,この仕様書以外に記載されたものがない場合,この規
格の本体6.及びこの附属書に定める項目についての精度等級を決める。製造業者と使用者との間で合意が
ある場合は,歯溝の振れの許容値を規定してもよい。
許容誤差が小さい場合,例えば,5μm未満のようなときには,極めて高精度の測定装置でなければ所定
の数値の精度は測定できないし,再現性も得られない。
B.7 歯溝の振れの許容値表
この附属書表の数値は,この附属書の計算式及びB.3及びB.4の規定に基づいて計算された数値である。
歯溝の振れ許容値は,表B.1に示す。
10
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
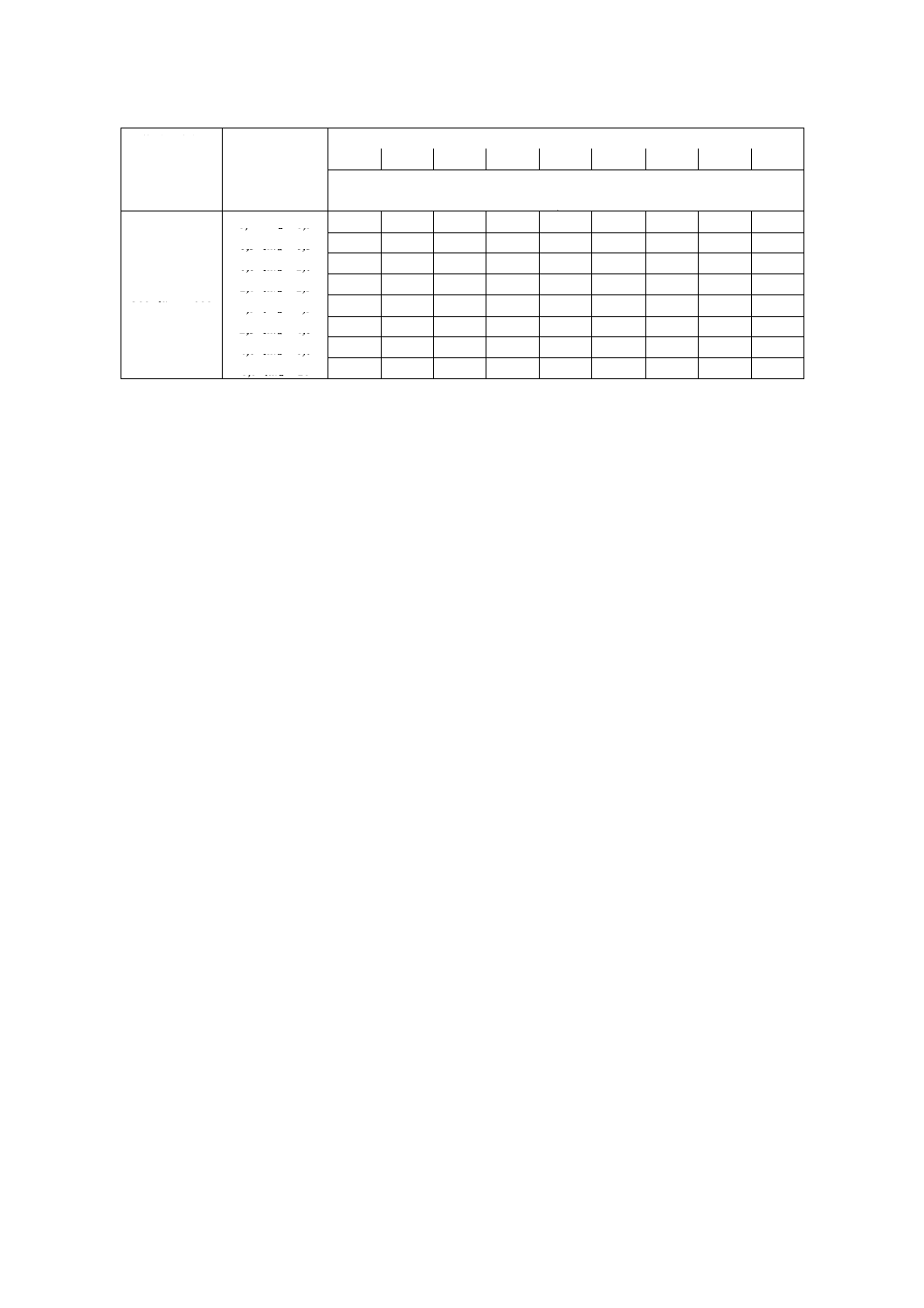
表B.1 歯溝の振れ許容値Fr
基準円直径
d
mm
歯直角
モジュール
mn
mm
精度等級
0
1
2
3
4
5
6
7
8
9
10
11
12
Fr
μm
5≤d≤20
0,5≤mn≤2,0
1,5
2,5
3,0
4,5
6,5
9,0
13
18
25
36
51
72
102
2,0<mn≤3,5
1,5
2,5
3,5
4,5
6,5
9,5
13
19
27
38
53
75
106
0,5≤mn≤2,0
2,0
3,0
4,0
5,5
8,0
11
16
23
32
46
65
92
130
20<d≤50
2,0<mn≤3,5
2,0
3,0
4,0
6,0
8,5
12
17
24
34
47
67
95
134
3,5<mn≤6,0
2,0
3,0
4,5
6,0
8,5
12
17
25
35
49
70
99
139
6,0<mn≤10
2,5
3,5
4,5
6,5
9,5
13
19
26
37
52
74
105
148
0,5≤mn
2,0
2,5
3,5
5,0
7,5
10
15
21
29
42
59
83
118
167
2,0<mn≤3,5
2,5
4,0
5,5
7,5
11
15
21
30
43
61
86
121
171
50<d≤125
3,5<mn≤6,0
3,0
4,0
5,5
8,0
11
16
22
31
44
62
88
125
176
6,0<mn≤10
3,0
4,0
6,0
8,0
12
16
23
33
46
65
92
131
185
10<mn≤16
3,0
4,5
6,0
9,0
12
18
25
35
50
70
99
140
198
16<mn≤25
3,5
5,0
7,0
9,5
14
19
27
39
55
77
109
154
218
0,5≤mn
2,0
3,5
5,0
7,0
10
14
20
28
39
55
78
110
156
221
2,0<mn≤3,5
3,5
5,0
7,0
10
14
20
28
40
56
80
113
159
225
3,5<mn≤6,0
3,5
5,0
7,0
10
14
20
29
41
58
82
115
163
231
125<d≤280
6,0<mn≤10
3,5
5,5
7,5
11
15
21
30
42
60
85
120
169
239
10<mn≤16
4,0
5,5
8,0
11
16
22
32
45
63
89
126
179
252
16<mn≤25
4,5
6,0
8,5
12
17
24
34
48
68
96
136
193
272
25<mn≤40
4,5
6,5
9,5
13
19
27
38
54
76
107
152
215
304
280<d≤560
0,5≤mn
2,0
4,5
6,5
9,0
13
18
26
36
51
73
103
146
206
291
2,0<mn≤3,5
4,5
6,5
9,0
13
18
26
37
52
74
105
148
209
296
3,5<mn≤6,0
4,5
6,5
9,5
13
19
27
38
53
75
106
150
213
301
6,0<mn≤10
5,0
7,0
9,5
14
19
27
39
55
77
109
155
219
310
10<mn≤16
5,0
7,0
10
14
20
29
40
57
81
114
161
228
323
16<mn≤25
5,5
7,5
11
15
21
30
43
61
86
121
171
242
343
25<mn≤40
6,0
8,5
12
17
23
33
47
66
94
132
187
265
374
40<mn≤70
7,0
9,5
14
19
27
38
54
76
108
153
216
306
432
560<d≤1 000
0,5≤mn
2,0
6,0
8,5
12
17
23
33
47
66
94
133
188
266
376
2,0<mn≤3,5
6,0
8,5
12
17
24
34
48
67
95
134
190
269
380
3,5<mn≤6,0
6,0
8,5
12
17
24
34
48
68
96
136
193
272
385
6,0<mn≤10
6,0
8,5
12
17
25
35
49
70
98
139
197
279
394
10<mn≤16
6,5
9,0
13
18
25
36
51
72
102
144
204
288
407
16<mn≤25
6,5
9,5
13
19
27
38
53
76
107
151
214
302
427
25<mn≤40
7,0
10
14
20
29
41
57
81
115
162
229
324
459
40<mn≤70
8,0
11
16
23
32
46
65
91
129
183
258
365
517
1 000<d≤1 600
2,0≤mn
3,5
7,5
10
15
21
30
42
59
84
118
167
236
334
473
3,5<mn≤6,0
7,5
11
15
21
30
42
60
85
120
169
239
338
478
6,0<mn≤10
7,5
11
15
22
30
43
61
86
122
172
243
344
487
10<mn≤16
8,0
11
16
22
31
44
63
88
125
177
250
354
500
16<mn≤25
8,0
11
16
23
33
46
65
92
130
184
260
368
520
25<mn≤40
8,5
12
17
24
34
49
69
98
138
195
276
390
552
40<mn≤70
9,5
13
19
27
38
54
76
108
152
215
305
431
609
1 600<d≤2 500
3,5≤mn
6,0
9,0
13
18
26
36
51
73
103
145
206
291
411
582
6,0<mn≤10
9,0
13
18
26
37
52
74
104
148
209
295
417
590
11
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
基準円直径
d
mm
歯直角
モジュール
mn
mm
精度等級
0
1
2
3
4
5
6
7
8
9
10
11
12
Fr
μm
10<mn≤16
9,5
13
19
27
38
53
75
107
151
213
302
427
604
16<mn≤25
9,5
14
19
28
39
55
78
110
156
220
312
441
624
25<mn≤40
10
14
20
29
41
58
82
116
164
232
328
463
655
40<mn≤70
11
16
22
32
45
63
89
126
178
252
357
504
713
2 500<d≤4 000
6,0≤mn≤10
11
16
23
32
45
64
90
127
180
255
360
510
721
10<mn≤16
11
16
23
32
46
65
92
130
183
259
367
519
734
16<mn≤25
12
17
24
33
47
67
94
133
188
267
377
533
754
25<mn≤40
12
17
25
35
49
69
98
139
196
278
393
555
785
40<mn≤70
13
19
26
37
53
75
105
149
211
298
422
596
843
4 000<d≤6 000
6,0≤mn≤10
14
19
27
39
55
77
110
155
219
310
438
620
876
10<mn≤16
14
20
28
39
56
79
111
157
222
315
445
629
890
16<mn≤25
14
20
28
40
57
80
114
161
227
322
455
643
910
25<mn≤40
15
21
29
42
59
83
118
166
235
333
471
665
941
40<mn≤70
16
22
31
44
62
88
125
177
250
353
499
706
999
6 000<d≤8 000
6,0≤mn≤10
16
23
32
45
64
91
128
181
257
363
513
726
1026
10<mn≤16
16
23
32
46
65
92
130
184
260
367
520
735
1039
16<mn≤25
17
23
33
47
66
94
132
187
265
375
530
749
1059
25<mn≤40
17
24
34
48
68
96
136
193
273
386
545
771
1091
40<mn≤70
18
25
36
51
72
102
144
203
287
406
574
812
1149
8 000<d≤10 000
6,0≤mn≤10
18
26
36
51
72
102
144
204
289
408
577
816
1154
10<mn≤16
18
26
36
52
73
103
146
206
292
413
584
826
1168
16<mn≤25
19
26
37
52
74
105
148
210
297
420
594
840
1188
25<mn≤40
19
27
38
54
76
108
152
216
305
431
610
862
1219
40<mn≤70
20
28
40
56
80
113
160
226
319
451
639
903
1277
12
B 1702-2 : 1998 (ISO 1328-2 : 1997)
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
附属書C(参考)
参考文献
この附属書C(参考)は,本体に関連する事柄を補足するもので,規定の一部ではない。
(1) ISO 53 (−) Cylindrical gears for general and heavy engineering−Standard basic rack tooth profile
(2) ISO 54 (1996) Cylindrical gears for general engineering and heavy engineering−Modules
(3) ISO/TR 10064-1 (1992) Cylindrical gears−Code of inspection practice−Part 1 : Inspection of
corresponding flanks of gear teeth
(4) ISO/TR 10064-3 (1996) Cylindrical gears−Code of inspection practice−Part 3 : Recommendations
relative to gear blanks, shaft center distance and parallelism of axes
(5) ISO/DTR 10064-4 (−) Cylindrical gears Code of inspection practice−Part 4 : Recommendations relative
to surface roughness and tooth contact pattern checking
ISO/JIS原案作成委員会第1分科会 構成表
氏名
所属
(主査)
梅 澤 清 彦
東京工業大学精密工学研究所
(委員)
久 保 愛 三
京都大学工学研究科
冨 井 正 男
神奈川大学工学部
石 川 雄 一
工業技術院機械技術研究所極限技術部
本 間 清
工業技術院標準部
中 島 隆
石川島播磨重工業株式会社歯車技術部
川 﨑 芳 樹
いすゞ自動車株式会社技術開発部
児 島 正 昭
株式会社神崎高級工機製作所歯車技術部
岩 本 安 弘
新潟コンバーター株式会社大宮工場
本 田 兼 志
住友重機械工業株式会社田無工場
植 草 雄一郎
株式会社中西製作所
長 崎 正 治
株式会社マキシンコー東京営業所
田 中 祐 弌
神鋼コベルコツール株式会社営業部
小 熊 辰 照
大阪精密機械株式会社
越 智 壽
株式会社神崎高級工機製作所
橋 本 繁 晴
財団法人日本規格協会技術部
西 村 欣 也
社団法人日本歯車工業会
(事務局)
西 郷 勤
社団法人日本歯車工業会