2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
日本工業規格 JIS
B1603-1995
インボリュートスプライン−
歯面合わせ−一般事項,諸元及び検査
Straight cylindrical involute splines-
side fit−Generalities, dimensions and inspection
日本工業規格としてのまえがき
この規格は,1981年に第1版として発行されたISO 4156 Straight cylindrical involute splines−Metric module,
side fit−Generalities, dimensions and inspection 及び1992年に発行されたISO 4156 AMENDMENT 1
Straight cylindrical involute splines−Metric module, side fit−Generalities, dimensions and inspection
Amendment 1: Section three: Inspectionを翻訳し,技術的内容及び規格票の様式を変更することなく作成した
日本工業規格である。更に,従来から運用してきた旧JIS D 2001の規定内容から,必要最小限の事項をま
とめて附属書として規定した。
なお,この規格の中で側線又は下線(点線)を施してある“参考”は,原国際規格にはない事項である。
第1章 一般事項
1. 適用範囲 この規格は,歯面合わせで使用するねじれのないインポリュートスプライン(以下,スプ
ラインという。)で,モジュールO.25〜10,圧力角30°,37.5°及び45°のものについて規定する。(コン
ピュータによるデータ処理のために,37°30'の代わりに“37.5°”と表記する。)
許容限界寸法,公差,加工誤差及びそれらかスプラインのはめあいに与える影響について明確にし,更
にそれらの値を表に示した。長さ寸法は,ミリメートルの単位で,角度寸法は,度の単位で表示する。
参考 この規格か参照している規格を,次に示す。
ISO 3 Preferred numbers−Series of preferred numbers
JIS Z 8601-1954(標準数)が,この国際規格と同等である。
ISO/R286 ISO system of limits and fits−Part 1 : General, tolerances and deviations
JIS B 0401-1986(寸法公差及びはめあい)が,この国際規格と同等である。
ISO 286 ISO system of limits and fits
JIS B 0401-1986(寸法公差及びはめあい)が,この国際規格と同等である。
ISO 1328 Parallel involute gears−ISO system of accuracy
ISO/R1938 ISO system of limits and fits−Part 2 : Inspection of plain workpieces
ISO 3670 Blanks for plug gauges and handles (taper lock and trilock) and ring gauges−Design
and general dimensions
2. 用語の定義
2
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.1
スプライン継手 (spline joint) 円筒軸の外周に等間隔に設けた歯を,円筒側の内周に同じように設
けた歯溝とかみ合わせることによってトルクを伝達する,同軸上の機械要素の結合体。
2.2
インポリュートスプライン (involute spline) 歯又は歯溝の歯形がインポリュート曲線であるスプ
ライン継手の,いすれか方の要素。
2.3
スプライン穴 (internal spline) 円筒の内面に歯溝か形成されているスプライン。
2.4
スプライン軸 (external spline) 円筒の外面に歯溝か形成されているスプライン。
2.5
隅肉部 (fillet) 歯又は歯溝の歯底円とインポリュート歯面とを結ぶ凹曲面の部分。この曲面は複雑
であり,一定の半径で正しく表現することはできない(図12参照)。
2.6
丸底スプライン (fillet root spline) 相対するインポリュート歯面が,歯底円(Dei又はDie)に,一
つの隅肉曲面で結ばれる歯又は歯溝をもつスプライン(図13参照)。
2.7
平底スプライン (flat root spline) 相対するインポリュート歯面か,歯底円(Dei又はDie)に,それ
ぞれ別の隅肉曲面で結ばれる歯又は歯溝をもつスプライン(図12参照)。
2.8
モジュール (module) , m ミリメートル単位で表した円ピンチを円周率πで除した値(又はピンチ
円径を歯数で除した値)。
2.9
ピッチ円 (pitch circle) スプライン寸法を定義する基準となる円。また,圧力角か呼びの値となる
円でもある。
2.10 ピッチ円径 (pitch diameter) , D ピノチ円の直径。歯数にモジュールを乗じた値に等しい(図12
参照)。
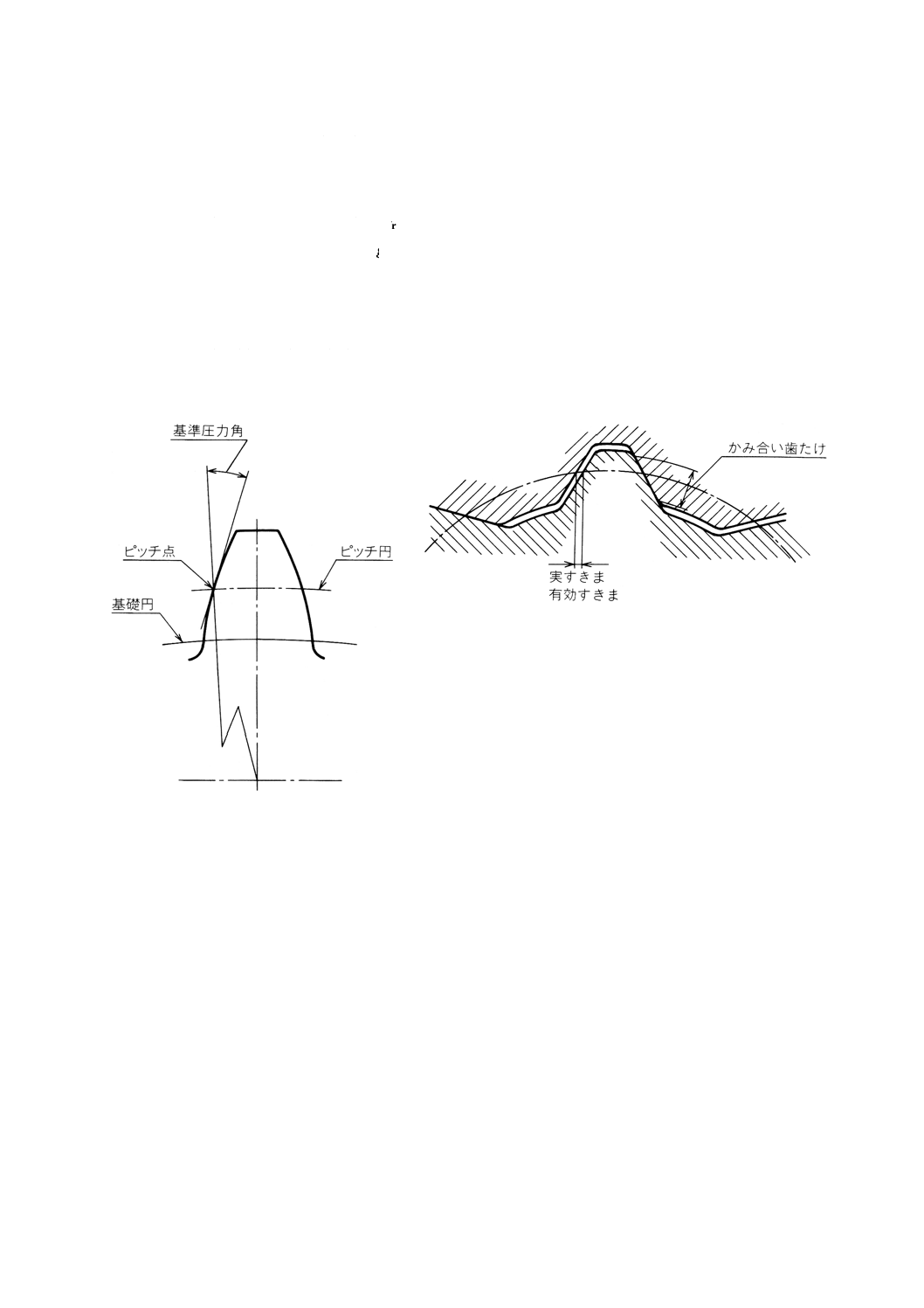
2.11 ピッチ点 (pitch point) ピッチ円とスプライン歯形曲線との交点(参考図1参照)。
2.12 円ピッチ (circular pitch) , p 隣り合った歯の左(又は右)歯面上のピンチ点間の,ピンチ円上の
円弧長さ。円周率πにモジュールを乗した値(図12参照)。
2.13 圧力角 (pressure angle) , a 歯面の一点において,その半径線と歯形への接線とのなす鋭角。
2.14 基準圧力角 (standard pressure angle) , aD ピンチ点における圧力角(参考図1参照)。
2.15 基礎円 (base circle) インポリュートスプラインの歯形を形成するインポリュート曲線群の基礎と
なっている円。
2.16 基礎円径 (base diameter) , Db 基礎円の直径。
2.17 基礎円ピッチ (base pitch) , Pb 隣り合った対応する歯面の間の基礎円上の円弧長さ。
2.18 大径円 (major circle) スプラインの最も外側の面を通る円。スプライン軸では歯先円,スプライ
ン穴では歯底円に当たる。
2.19 大径 (major diameter) , Dee(軸), Dei(穴) 太径円の直径(図12参照)。
2.20 小径円 (minor circle) スプラインの最も内側の面を通る円。スプライン軸では歯底円,スプライ
ン穴では歯先円に当たる。
2.21 小径 (minor diameter) , Die(軸), Dii(穴) 小径円の直径(図12参照)。
2.22 歯形限界円 (form circle) 歯形かインポリュート曲線であるべき限界点を通る円。この円は,歯先
円(又は面取りの起点)と相まって歯形を保証する限界点を決める。この円は,スプライン穴の大径の近
辺,及びスプライン軸の小径の近辺に位置する。
2.23 歯形限界径 (form diameter) , DFe(軸), DFi(穴) 歯形限界円の直径(図12参照)。
2.24 かみ合い歯たけ (depth of engagement) スプライン穴の小径円からスプライン軸の大径円までの
半径方向の距離で,隅の逃げ及び面取り部を除いた値(参考図2参照)。
3
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.25 ピッチ円上の基準歯溝幅又は基準歯厚 [basic (circular) space width or tooth thickness at the pitch
diameter] ,E又はS 圧力角30°,37.5°及び45°のスプラインでは,円ピンチの半分(図12参照)。
参考 以下,特に断りかない限り基準歯溝幅及び基準歯厚は,ピッチ円上の円弧.長さである。
2.26 実歯満幅 (actual space width) 限界値EmaxとEminとの間にあり,ピッチ円上で実際に測定される任
意の一つの歯溝の円弧幅(図12参照)。
2.27 有効歯満幅 (effective space width) , EV 一対のスプラインの全はめあい長さにわたり,ガタもなく,
干渉もないはめあいか得られる仮想の完全なスプライン軸のピッチ円上の歯厚に等しい,スプライン穴の
歯溝の幅。スプライン穴の最小有効歯溝幅(EVmin, 常に基準歯溝幅Eに等しい。)は,必ず表1に示す基
準寸法である。はめあいの変化は,スプライン軸の歯厚を調整することによって得られる(図12参照)。
2.28 実歯厚 (actual tooth thickness) 限界値SmaxとSminとの間にあり,ピッチ円上で実際に測定される
任意の一枚の歯の円弧歯厚(図12参照)。
2.29 有効歯厚 (effective tooth thickness) , SV 一対のスプラインの全はめあい長さにわたり,ガタもな
く,干渉もないはめあいか得られる仮想の完全なスプライン穴のピッチ円上の歯溝幅に等しい,スプライ
ン軸の歯厚。はめあいの変化は,このSVの値を調整することによって得られる(図12参照)。
2.30 有効すきま(すきま又はしめしろ) (effctive clearance) , cv スプライン穴の有効歯溝幅から相手
のスプライン軸の有効歯厚を差し引いた値(参考図2参照)。
2.31 計算上のすきま(すきま又はしめしろ) (theoretical clearance) , c スプライン穴の実歯溝幅から
相手のスプライン軸の実歯厚を差し引いた値。この値は各種の誤差の影響かあるので,はめあい等級と直
接には対応しない(参考図2参照)。
2.32 半径方向のすきま (form clearance) , cF 相手側とのかみ合い歯たけを超えた,インポリュート形
状部分の半径方向の寸法。これによって,小径円(スプライン穴),大径円(スプライン軸)及び穴・軸の
各ピッチ円の偏心か許容される(図12参照)。
2.33 全累積ピッチ誤差 (total index variation) ピンチ円上で測定される任意の二つの歯又は歯溝の,理
論上の位置からのすれの最大値(図9参照)。
2.34 全歯形誤差 (total profile variation) 理論歯形曲線に垂直な方向に測った歯形の正側(凸側)及び
負側(凹側)の,理論上の歯形からの最大誤差の絶対値の和(図18参照)。
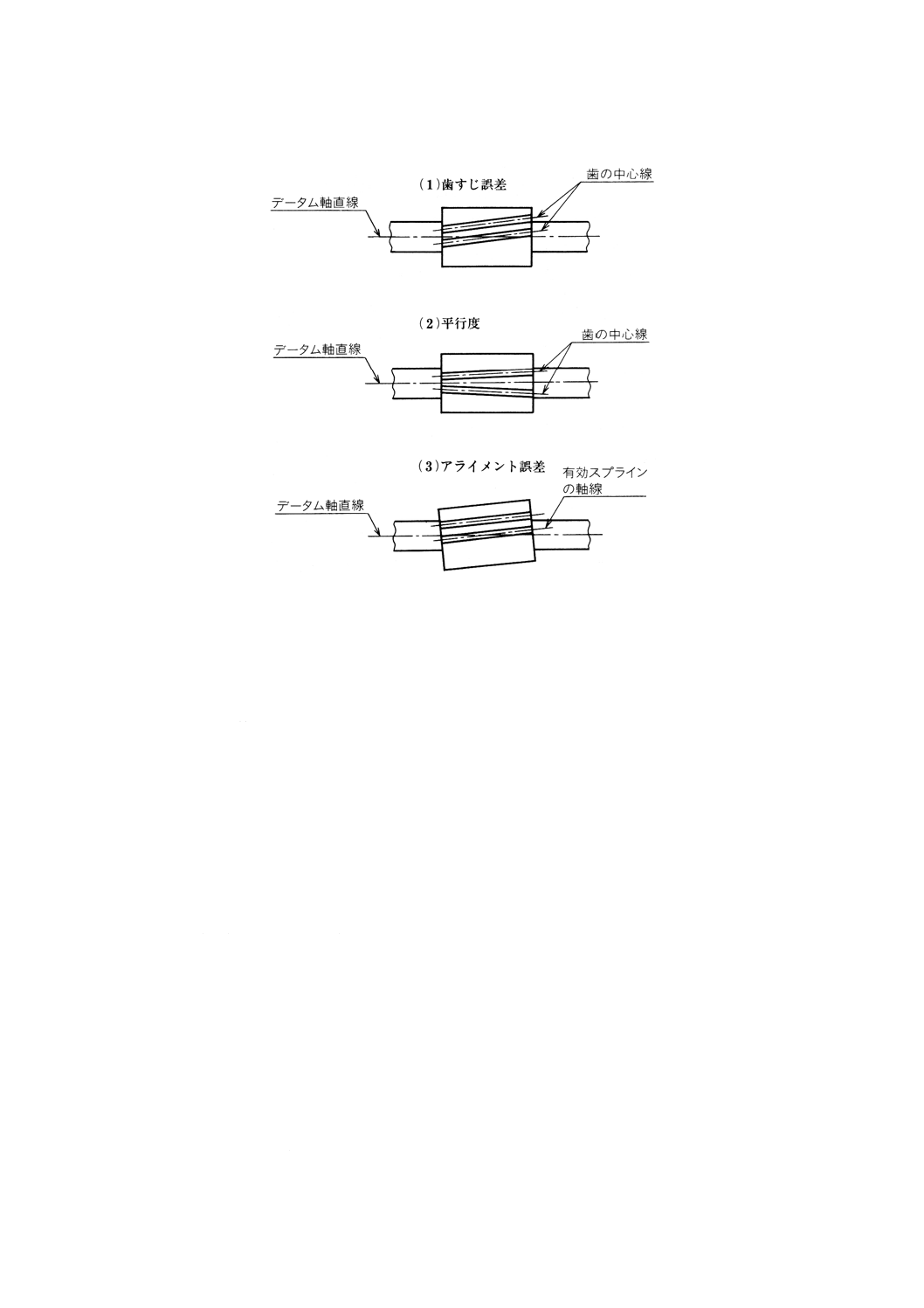
2.35 全歯すじ誤差 (total lead variation) 平行度及びアライメント誤差を含めて,歯すじか,理論上の方
向(データム軸直線に平行)から両側に外れた最大誤差の絶対値の和(図1参照)。
備考 ねしれのないスプラインのリードは無限大である。
2.36 平行度 (parallelism variation) スプラインのある一つの歯すじの,他の任意の歯すじに対する誤差
(図1参照)。
2.37 アライメント誤差 (alignment variation) テータム軸直線に対する有効スプラインの軸線の誤差
(図1参照)。
参考 有効スプラインの軸線とは,有効歯厚又は有効歯満幅から決まる仮想軸線をいう。
2.38 真円度 (out-of-roundness) スプラインの真円形状からの誤差。
2.39 総合誤差 (effctive variation) 相手要素とはめあうときの,一方のスプライン要素の各種の誤差の
総合値。
2.40 総合誤差の許容値 (variation allowance) ,λ スプラインの有効すきまを設定する際に,歯厚・歯溝幅
に許容することかできる総合誤差。
2.41 加エ公差 (machining tolerance) , T 加工上許容することができる実歯厚及び実歯溝幅の公差。
4
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
2.42 全公差 (total tolerance) , (T+λ) 加工公差と総合誤差の許容値との和。スプライン穴の全公差は,
最大実歯溝幅と最小有効歯溝幅との差である。スプライン軸の全公差は,最大有効歯厚と最小実歯厚との
差である。
2.43 結合長さ (length of engagement) , gr 相手スプラインと接触している軸方向の長さ(図17参照)。
2.44 滑動長さ (active spline length) , gw 滑動時に相手スプラインと接触するスプラインの最大軸方向
長さ。滑動スプラインでは,滑動長さは,結合長さより長い(図17参照)。
2.45 基準寸法 (basic dimension) 理論的に正確な大きさ,形状又は位置を示す数値。この数値と全公差
によって許容することができる誤差が求まる。
2.46 参考寸法 (auxiliary dimension) 生産の便宜及び寸法の調整をするための参考として与える,公差
のない寸法。
参考図1
参考図2
5
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図1 全歯すじ誤差
3. 記号
3.1
一般記号 スプラインのいろいろな用語及び寸法を表すのに用いる一般記号を,次に示す(図11〜
15参照)。
備考 コンピュータによるデータ処理 (EDP) では,接続する印刷装置の制約があるので,いつも記
号を論理的に正しい形で表すことはできない。このため,EDP用の記号を [ ] 内に示す。(例
えば,基礎円径の記号Dbは,DBのように印字してもよい。)
cV: 有効すきま(すきま又はしめしろ)
cF: 半径方向のすきま
D: ピッチ円径
Db[DB] : 基礎円径
dci: ピンの接触円径(スプライン穴の)
dce: ピンの接触円径(スプライン軸の)
DFi [DFI] : 歯形限界径(スプライン穴の)
DFe [DFE] : 歯形限界径(スプライン軸の)
Dii [DII] : 小径(スプライン穴の)
Dee [DEE] : 大径(スプライン軸の)
Dei [DEI] : 大径(スプライン穴の)
Die [DIE] : 小径(スプライン軸の)
DRi [DRI] : スプライン穴の測定用ピン径
DRe [DRE] : スプライン軸の測定用ピン径
λ: 総合誤差の許容値
inv a: インポリュートa(=tana-a・π/180)
Ki [KI] : スプライン穴の変化係数
Ke [KE] : スプライン軸の変化係数
g: スプライン長さ
gw: 滑動長さ
gr: 結合長さ
6
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
T: 加工公差
MRi[MRI] : ビトゥインピン径(スプライン穴の)
MRe[MRE] : オーバピン径(スプライン軸の)
W: k枚歯のまたぎ歯厚,スプライン軸
z: 歯数
m: モジュール
Pb: 基礎円ピッチ
p: 円ピッチ
PFi: 基準ラックの隅肉円半径(スプライン
穴の)
PFe: 基準ラックの隅肉円半径(スプライン
軸の)
E: 基準歯溝幅(円弧寸法)
Emax: 最大実歯溝幅(円弧寸法)
Emin: 最小実歯溝幅(円弧寸法)
Ev[EV] : 有効歯溝幅(円弧寸法)
S: 基準歯厚(円弧寸法)
Smax: 最大実歯厚(円弧寸法)
Smin: 最小実歯厚(円弧寸法)
Sv [SV] : 有効歯厚(円弧寸法)
a: 圧力角
aD: 基準圧力角
dci: ピンの接触円径(スプライン穴の)
dce: ピンの接触円径(スプライン軸の)
aci: ピンの接触圧力角(スプライン穴の)
ace: ピンの接触圧力角(スプライン軸の)
ai: ピンの中心を通る円上の圧力角(スプ
ライン穴の)
ae: ピンの中心を通る円上の圧力角(スプ
ライン軸の)
aFi: 歯形限界径上の圧力角(スプライン穴
の)
aFe: 歯形限界径上の圧力角(スプライン軸
の)
k, js, h, f, e及びd:スプラインはめあいの基礎となる軸の寸法許容差=cv min
参考 基準線に対する許容域の位置を定める寸法許容差であり,上の寸法許容差又は下の寸法許容差
のうち基準線に近い方の値(JIS B 0401参照)。
H:スプライン穴の下の寸法許容差=0
表1及び表2に基本的な寸法及び計算式を,それらを図的に表現して図2に示す。
3.2
添字 相互関係又は位置付けを示すために,一般記号の一部として,次に示す添字(3.1の備考参照)
を用いる。
i [I] : 小径又は穴(後者の場合には,最後尾に使用)
e [E] : 大径又は軸(後者の場合には,最後尾に使用)
b [B] : 基礎円上の
c: 接触点上の
F [F] : 歯形限界径に関する
v [V] : 有効
W: 滑動
R [R] : ゲージに関する
γ: かみ合いを示す
7
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
D: 基準
4. 基準圧力角 スプラインの基準圧力角は,30°,37.5°及び45°の3種類とする。
5. はめあいの形式 圧力角30°,37.5°及び45°のスプラインに対して,はめあいの形式として歯面合
わせだけを規定する。これらのスプラインの寸法及び許容値の計算式を表2に示す。
5.1
歯面合わせ このはめあいでは,組み合わされるスプラインが歯面だけで接触し,大径部及び小径
部にはすきまが存在する。歯面は,駆動力を伝達するとともに,組み合わされるスプラインの中心合わせ
をする。
5.2
はめあいの種類 歯面合わせについて,次に示す6種類のはめあいを規定する。
はめあいの種類
最大有効しめしろ
H/k
Cv max: kの歯厚修正量=(T+λ)
H/js
Cv max: Jsの歯厚修正量=(T+λ)/2
最小有効すきま
H/h
Cv min: hの歯厚修正量=O
H/f
Cv min: fの歯厚修正量
H/e
Cv min: eの歯厚修正量
H/d
Cv min: dの歯厚修正量
スプライン軸に適用するk, js, h, f, e及びdの歯厚修正量の基礎となる寸法許容差は,ISO/R286から選ん
だ標準寸法差である。上記の最大有効しめしろ及び最小有効すきまは,有効歯厚の最大限界値及び実歯厚
の最小限界値を基礎となる寸法許容差の値だけ,基準線 (zero line) から調整することによって得られる
(8.7.2参照)。第2章の表中のスプライン寸法は,はめあいの種類H/h,すなわちCv min=0のものを示してい
る。
参考 基準線 (zero line) とは,許容限界寸法又ははめあいを図示するときに,基準寸法を表し,寸法
許容差の基準となる直線のことである(JIS B 0401参照)。
8
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表1 スプラインの理論寸法
単位 mm
歯
aD30°*
モジュール
m
円ピッチ
p
ピッチ円上の基準歯溝
幅E又は歯厚S
基礎円ピッチ
Pb
aD30° aD37.5° aD45
°
aD30° aD37.5° aD45°
10
31.416
15.708 15.708
-
27.2070 24.9239
-
8
25.133
12.566 12.566
-
21.7656 19.9392
-
6
18.850
9.425
9.425
-
16.3242 14.9544
-
5
15.708
7.854
7.854
-
13.6035 12.4620
-
4
12.566
6.283
6.283
-
10.8828
9.9696
-
3
9.425
4.712
4.712
-
8.1621
7.4772
-
2.5
7.854
3.927
3.927
3.927
6.8017
6.2310
5.5536
2
6.283
3.142
3.142
3.142
5.4414
4.9848
4.4429
1.75
5.498
2.749
2.749
2.749
4.7612
4.3617
3.8875
1.5
4.712
2.356
2.356
2.356
4.0810
3.7386
3.3322
1.25
3.927
1.963
1.963
1.963
3.4009
3.1155
2.7768
1
3.142
1.571
1.571
1.571
2.7207
2.4924
2.2214
0.75
2.356
1.178
1.178
1.178
2.0405
1.8693
1.6661
0.5
1.571
0.785
0.785
0.785
1.3604
1.2462
1.1107
0.25
0.785
-
-
0.393
-
-
0.5554
注*
図示の目的:圧力角aD=30°の場合の各種モジュールのスプラインの歯の大きさの比較
9
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表2 はめあいの各種類の寸法及び許容値の計算式
用語
記号
計算式
ピッチ円径
D
mz
基礎円径
Db
mzcosαD
円ピッチ
p
πm
基礎円ピッチ
Pb
πmcosαD
上の寸法許容差,軸
esV
歯厚修正量(基礎となる寸法許容差)k, js, h, f, e及びdから決まる。
最小大径,穴
30°平底
Dei min
m (z+1.5)
30°大底
Dei min
m (z+1, 8)
37.5°丸底
Dei min
m (z+1.4)
45°丸底
Dei min
m (z+1.2)
最大大径,穴
Dei max
Dei min+(T+λ)/tanαD(備考1.参照)
最小歯形限界径,穴
30°丸底及び平底
DFi min
m (z+1) +2CF
37.5°丸底
DFi min
m (z+0.9) +2CF
45°大底
DFi min
m (z+0.8) +2CF
最小小径,穴
Dii min
DFe max+2CF(備考2.参照)
最大小径,穴
m≦O.75
Dii max
Dii min+tol. H10*
0.75<m<2
Dii max
Dii min+tol. H11*
m≧2
Dii max
Dii min+tol. H12*
基準歯溝幅
E
0.5πm
最小有効歯溝幅
EVmin
最大実歯溝幅
4級
Emax
EV min+(T+λ)(備考3.参照)
5級
Emax
EV min+(T+λ)(備考3.参照)
6級
Emax
EV min+(T+λ)(備考3.参照)
7級
Emax
EV min+(T+λ)(備考3.参照)
最小実歯溝幅
Emin
EV min+λ(8.2参照)
最大有効歯溝幅
EV max
Emax-λ(8.2参照)
最大大径,軸
30°丸底及び平底
Dee max
m (z+1) +esv/tanαD(備考4.参照)
37.5°丸底
Dee max
m (z+0.9) +esv/tanαD(備考4.参照)
45°丸底
Dee max
m (z+0.8) +esv/tanαD(備考4.参照)
最小大径,軸
m≦0.75
Dee min
Dee max-tol. h10*
0.75<m<2
Dee min
Dee max-tol. h11*
m≧2
Dee min
Dee max-tol. h12*
最大歯形限界径,軸
DFe max
(備考6.参照)
最大小径,軸
30°平底
Die max
m (z-1.5) +esv/tanαD
30°丸底
Die max
m (z-1.8) +esv/tanαD
37.5°丸底
Die max
m (z-1.4) +esv/tanαD
45°丸底
Die max
m (z-1.2) +esv/tanαD
最小小径,軸
Die min
Diemax-(T+λ)/tanαD(備考1.参照)
基準歯厚
S
0.5πm
10
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
用語
記号
計算式
最大有効歯厚
SV max
S+esv
最小実歯厚
4級
Smin
Sv max-(T+λ)(備考3.参照)
5級
Smin
Sv max-(T+λ)(備考3.参照)
6級
Smin
Sv max-(T+λ)(備考3.参照)
7級
Smin
Sv max-(T+λ)(備考3.参照)
最大実歯厚
Smax
Sv max-λ
最小有効歯厚
Sv min
Smin+λ
全公差,歯溝幅又は歯厚 (T+λ) (6.参照)
半径方向のすきま
CF
0.1m
ピン径,スプライン穴 DRi
(備考5.参照)
ピン径,スプライン軸 DRe
(備考5.参照)
ヒトゥインピン径
MRi
(備考5.参照)
オーバピン径
MRe
(備考5.参照)
変化係数,穴
Ki
第3章(検査)参照
変化係数,軸
Ke
第3章(検査)参照
注*
tol. H10・tol. h10は基本公差IT10の,tol. H11・tol. h11はIT11の,及びto1. H12・tol. h12はIT12
の数値を表す(JIS B 0401参照)。
備考1. 7級の(T+λ)を使用する。6.を参照。
2. すべてのはめあい等級に対し,DFe maxは,H/hはめあいの値を用いる。
3. 6.及び第2章(諸元)を参照。
4. 基礎となる寸法許容差加jsとkの場合には,esvは0とする。
5. ピンの選択については,第2章(諸元)及び第3章(検査)を参照。
6. hsについては,図3〜6を参照。
11
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
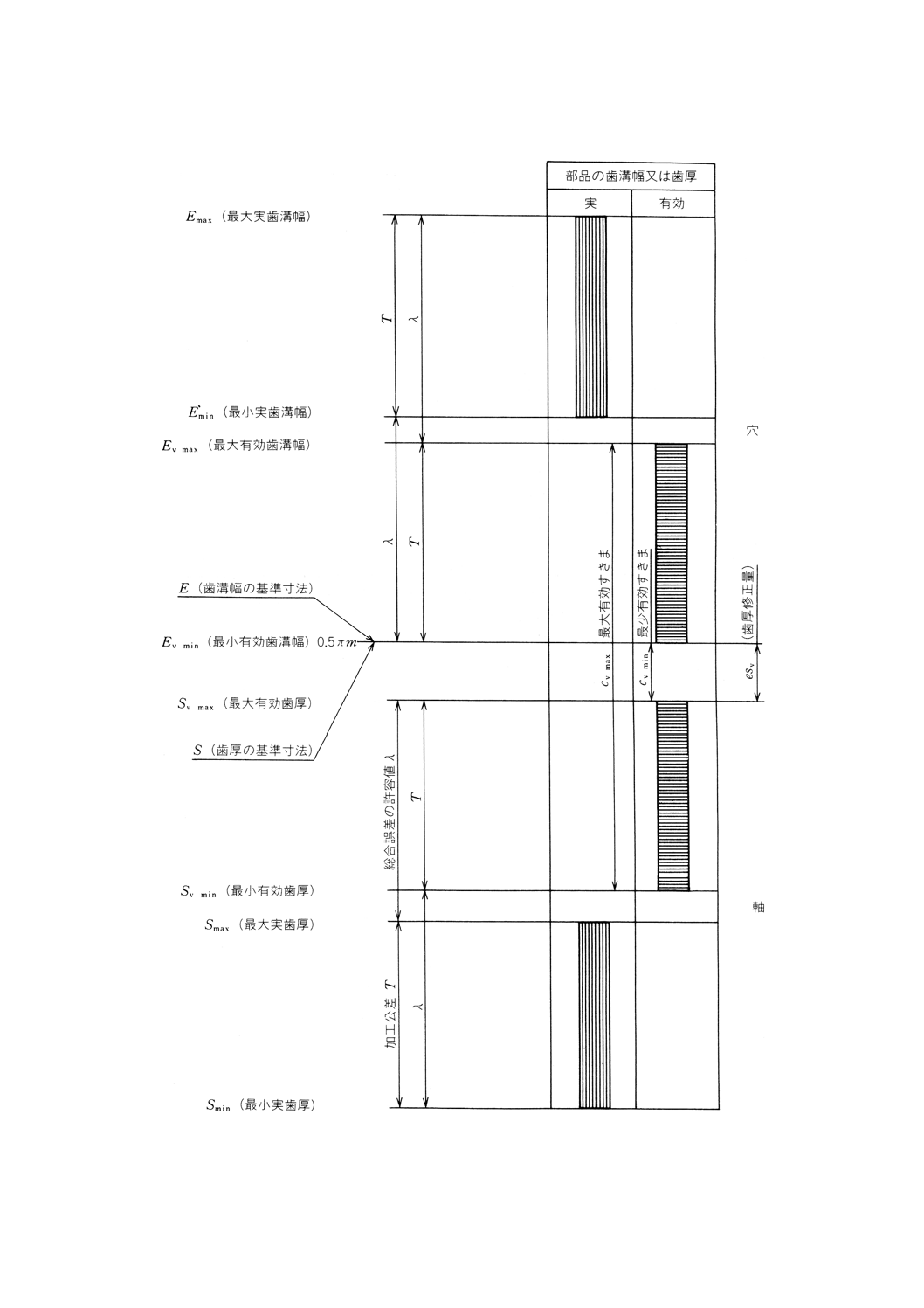
図2 表1及び表2の図的表現
参考 穴及び軸の(T+λ)は公差等級によって各々の値をとる。
12
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
6. 歯肩幅歯厚及び全公差(T+λ) 歯溝幅及び歯厚に,ISO/R286の公差単位 (i) の組合せから選択した
4等級の全公差(T+λ)を規定する。公差等級は,公差単位 (i) の組合せに対応させると,次のようになる。
加工公差T及び総合誤差の許容値λの計算については8.を参照せよ。λの値は,表3〜6による。
スプラインの公差等級
公差単位 (i) による表現
4
(10i*+40i**)
5
(16i*+64i**)
6
(25i*+100i**)
7
(40i*+160i**)
注*
ピッチ円径に基づく公差
i=0.43D+0.001D(D≦500mmの場合)
i=0. 004D+2.1(D>500mmの場合)
**
歯溝幅又は歯厚に基づく公差
i=0.453
)
(
S
E又は
+0.001E(又はS)
ここに,
D: ピッチ円径
E: ピッチ円上の基準歯溝幅
S: ピッチ円上の基準歯厚
(T+λ)の計算結果の単位は,μmである。mmで表すには0.001を乗ずる。
公差単位 (i) の計算には上記の注*及び注**の式だけを用いる。
全公差(T+λ)は,常に第2章に規定する歯溝幅及び歯厚の限界値から差し引かれることに
留意するのが望ましい。これは,H/h以外のはめあいの種類にも適用する。
備考 上記の公差単位 (i) の組合せに対応させた,基本公差ITの組合せを次に示す。これらの基本公
差の組合せは,公差方式の今後の拡張を考慮して,単にその考え方の原則を示すだけのために,
また対応する公差単位 (i) の組合せを再認識するだけのために示す。
スプラインの公差等級
基本公差 (IT) による表現
4
(IT6*+IT9**)
5
(IT7*+IT10**)
6
(IT8*+IT11**)
7
(IT9*+IT12**)
注*
ピッチ円径に基づく公差
**
歯溝幅又は歯厚に基づく公差
7. スプラインの基準ラック歯形
7.1
基準ラックは,直径が無限大のスプラインの軸直角断面の歯形である。その形状は,スプラインの
基準歯形寸法を決めるための基本として使われる。
7.2
基準ピッチ線は,基準ラックの歯の歯たけ中央を横切る直線であって,この線に対して歯形寸法を
規定する。
7.3
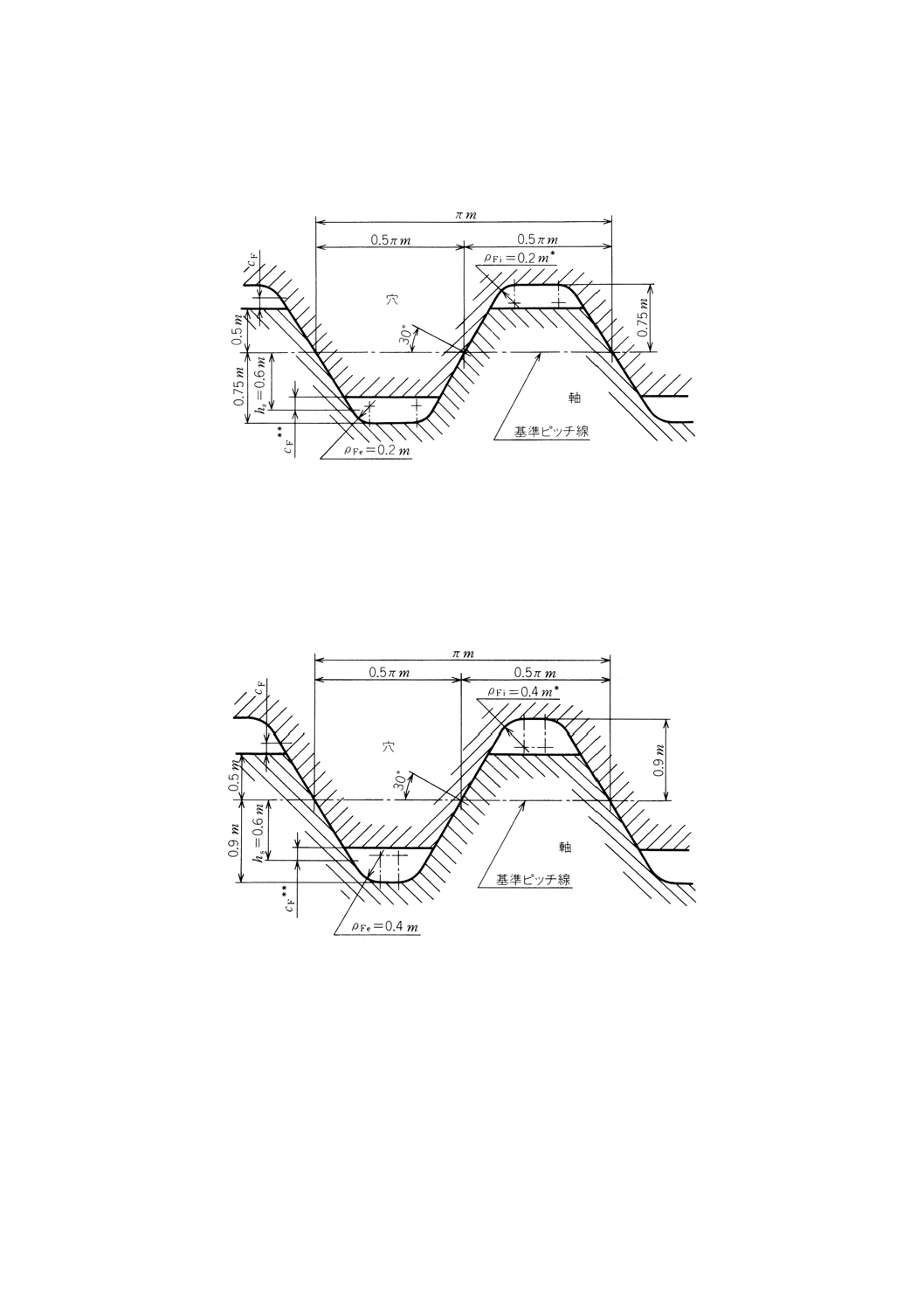
標準の各圧力角のスプラインの基準ラックの歯形を,次の図に示す。
図3 30°平底スプライン,モジュールO.5〜10
図4 30°丸底スプライン,モジュール0.5〜10
13
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
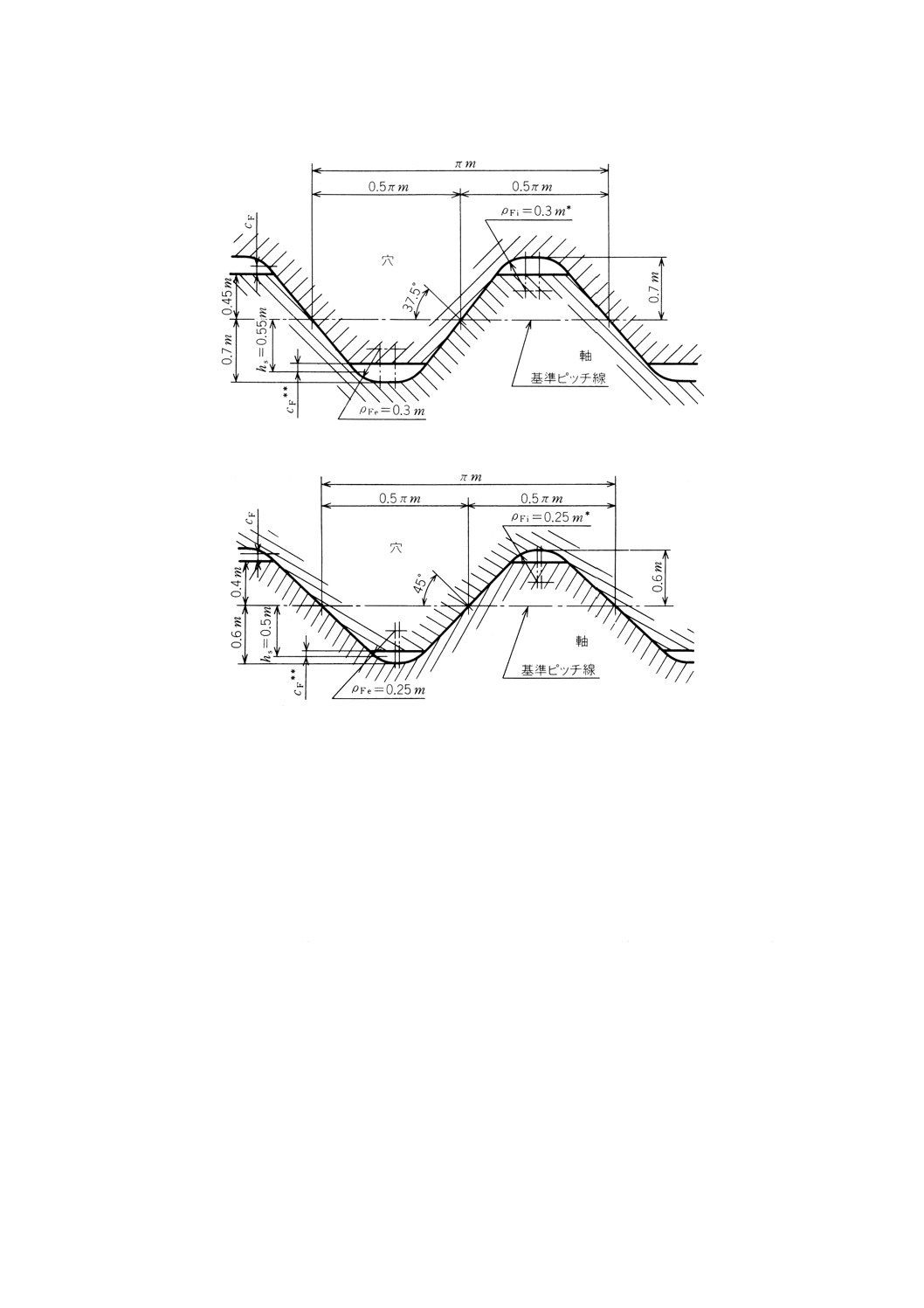
図5 37.5°丸底スプライン,モジュール0.5〜10
図6 45°丸底スプライン,モジュール0.25〜2.5
図3 30°平底スプラインの基準ラック歯形
注*
第2章の諸元に示すスプライン穴の歯形限界径には,すべてのはめあいの場合に軸の最大大径
に対し直径で0.2mに等しい半径方向すきま (2CF) があり,基準ラックによって創成されるス
プライン穴め歯形限界径は,これらの歯形限界径より常に大きい。
**
スプライン軸の場合も,半径方向すきまCFは基準ラックの創成によって得られ,歯形限界径の
最大値DFe maxは,すべてのはめあいに対しH/hはめあいの値をとり(表2の備考2.参照), CF
の値はO.1mに等しい。
図4 30°丸底スプラインの基準ラック歯形
注*及び** 図3の注参照。
14
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図5 37.5°丸底スプラインの基準ラック歯形
注*及び** 図3の注参照。
図6 45°丸底スプラインの基準ラック歯形
注*及び** 図3の注参照。
7.4
半径方向すきまCFの最小値は,基準ラック歯形図に示すように,いずれの圧力角のスプラインの場
合も0.1mである。
半径方向すきまは,H/h以外のはめあいに対しては少し変わり,必ずしも0.1mにはならない。
7.5
スプライン軸は,ピニオンカッタ若しくはホブによる創成法又は歯切り用フライスカッタによる成
形法によって加工される。スプライン軸は,冷間成形によっても加工されるが,その場合には,通常,丸
底スプラインである。スプライン穴は,通常,ブローチによって加工されるが,成形工具による加工又は
ピニオンカッタによる創成加工法によっても作られる。フルアールの歯先をもつ工具を使用しても,加工
方法が違えばそれぞれ異なった隅肉形状に加工される。創成されたスプラインの隅肉部は,スプライン軸
では偏長の外サイクロイド曲線,スプライン穴では偏長の内サイクロイド曲線となる。これらの隅肉部は,
スプライン軸では小径に接する点で,スプライン穴では大径に接する点で,曲率半径が最小となる。大径
又は小径から離れ,インポリュート曲線に近づくにつれて曲率半径は急激に大きくなる。
表10中の数値は,応力計算のための最小曲率半径を示し,最小隅肉半径と呼ぶ。これらの値は,基準ラ
ック歯形で示した隅肉半径に基づいている。同一のピニオンカッタを用いてスプライン穴及びスプライン
軸を創成歯切りする場合には,歯切りの干渉の問題を避けるために,スプライン穴の寸法に従って工具の
設計をしなければならない。
8. 加工公差及び誤差
15
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.1
総合誤差の許容値(λ) 総合誤差の許容値は,全累積ピッチ誤差,全歯形誤差及び全歯すじ誤差の
許容し得る総合値であり,スプラインのはめあいに影響を及ぼす。しかし,これらの誤差も,はめあいの
最小すきま部以外では各々単独でははめあいに影響を与えないので,また,これらの各種の誤差が,一つ
のスプラインで同時に最大値になるとも考えられないので,全累積ピッチ誤差,全歯形誤差及び全歯すじ
誤差の二乗和の平方根の60%をもって総合誤差の許容値とする。したがって,総合誤差の許容値λは,次
の式のようになる。
2
2
2
)
(
)
(
)
(
0.6
全歯すじ誤差
+
全歯型誤差
+
全累積ピッチ誤差
=
λ
総合誤差の許容値は,結合長さがピッチ円径の21の場合を基準にしている。結合長さが長い場合には,
総合誤差の許容値を必要に応じて調整する必要がある。
8.2
加工公差 (T) 加工公差 (T) は,全公差(T+λ)と総合誤差の許容値(λ)との差,すなわち,(T+λ)
-λである。
8.1に示す許容値,及び8.2に示す加工公差は,一般的な指針として推奨するものであり,特別な設計上
の要求又は特殊な製造工程で作られるスプラインに対しては,これと違った加工公差が要求される。
8.3
全累積ピッチ誤差 (FP) 全累積ピッチ誤差の値は,全周の半分の任意の位置でのピッチ誤差の正側
及び負側に外れたへだたりの値(累積)の最大のものである。この累積ピッチ誤差 (FP) は,ISO 1328の
基準公差等級に基づいている。よって,全累積ピッチ誤差 (FP) の許容値は,次の式による(単位はμm)。
スプラインの公差等級
全累積ピッチ誤差 (FP) の許容値の計算式
4
2.5L+6.3
5
3.55L+9
6
5L+12.5
7
7.1L+18
ここに, L(弧長)=mzπ/2
8.4
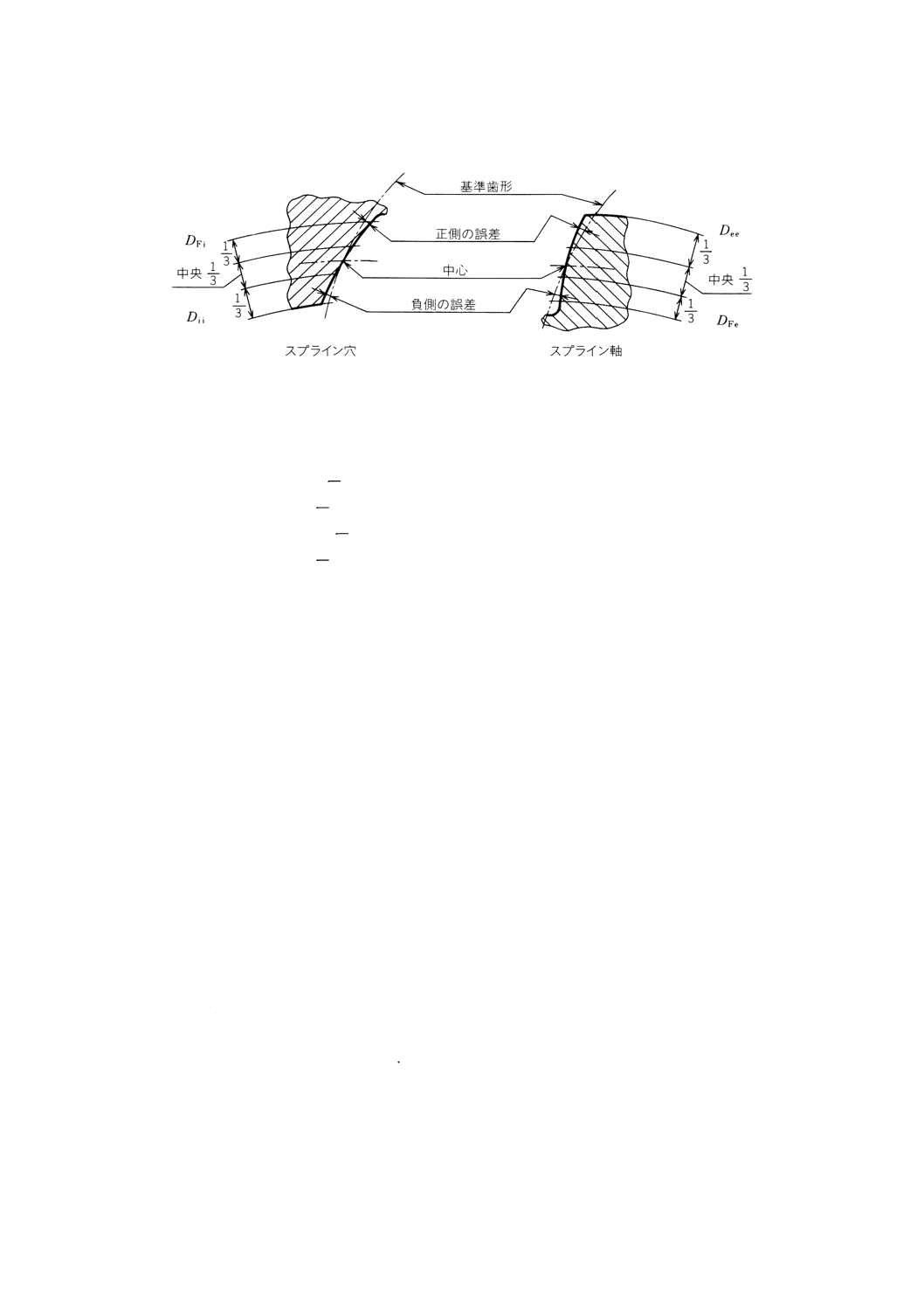
全歯形誤差 (ff) 全歯形誤差は,理論上の歯形に対する実際の歯面の凹凸量を測定し,その正及
び負の最大の値の絶対値の和である。この誤差の正・負の方向は,図7に示すように,肉盛りの(歯面の
突出)方向を正,欠肉の方向を負とする。全歯形誤差 (ff) の許容値は,ISO 1328の基準公差等級に基づい
ており,許容値は次の式による(単位はμm)。
スプラインの公差等級
全歯形誤差 (ff) の許容値の計算式
4
1.6ψf+10
5
2.5ψf+16
6
4ψf+25
7
6.3ψf+40
ここに,ψf(公差単位)=m+0.0125mz
スプライン軸の正側許容値及びスプライン穴の負側許容値は,歯形限界径までの歯たけの中央部31にお
いては,上記の計算式で算出される値の31を超えてはならない(図7参照)。
備考 中心は,スプライン軸の大径 (Dee) とスプライン穴の小径 (Dii) とから等距離にある。この中
心は,ピン径の計算と関連している(図7)。
16
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図7 歯形誤差
8.5
全歯すじ誤差(Fβ) 全歯すじ誤差は,理論上の位置からの歯すじのずれを測定し,その正及び負
の最大値の絶対値の和である。この測定は,スプラインの全長にわたって歯面に直角に行う。全歯すじ誤
差(Fβ)の許容値は,ISO 1328の基準公差等級に基づいている。許容値は,次の式による(単位はμm)。
スプラインの公差等級
全歯すじ誤差(Fβ)の許容値の計算式
4
0.8g+4
5
1g+5
6
1.25g+6.3
7
2g+10
ここに,
g: スプライン長さ (mm)
参考 スプライン長さとして滑動長さgwを使用するか結合長さgγを使用するかは,製造者側,使用者
側の両者で協議の上決定する。
8.6
真円度 真円度は,8.3及び8.4で規定した全累積ピッチ誤差及び全歯形誤差の結果として現れるも
のであるため,特にこの許容値は必要ではない。しかし,熱処理を施した部品及び薄肉部品では,その形
状が真円から外れることかあり,全累積ピンチ誤差及び全歯形誤差か増加する。このような場合には,公
差は多くの変動要素に左右されるのでここには示していない。この場合には,歯及び歯溝の公差等級を見
直す必要がある。
8.7
偏心
8.7.1 歯面合わせスプラインではピンチ円に対する大径又は小径の偏心は,有効すきまか最大の場合でも,
相手スプラインの歯形限界径を超えて接触するほど偏心してはならない。ここでは特にこの公差までは定
めない。
8.7.2
H/hはめあい(すきまも干渉もないはめあい)以外の歯厚修正量 すきまばめで偏心によってかみ
合いが影響を受けるような場合には,組立て上,かみ合いのずれを許容するのに十分な量だけスプライン
軸の歯厚(有効及び実)を減じることによって最小すきまを確保する必要かある。
参考 しまりばめが要求される場合には,スプライン軸の歯厚を増して必要なしめしろを確保する必
要かある。
8.7.2.1
各種の最大有効しめしろ及び最小有効すきまかあるスプラインのはめあいの種類を備えるため
に,スプライン軸の基準歯厚Sに対してk, js, h, f, e及びdの6種類の歯厚修正量を規定する(表7参照)。
これによって総形通りゲージも標準化される。5.2で規定した,はめあいの6種類に対する公差域及び歯厚
修正量を図解して図8に示す。
17
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
8.7.2.2
歯厚修正量の適用 第2章の表5〜116に規定しているはめあいH/hは最小有効すきまか0の場
合である。他の歯厚修正量をもつスプライン等級を選択するには,次の規定によって,スプライン軸の諸
元を調整する。
a) 選択した歯厚修正量(k, js, h, f, e又はd)に応じ,表7によって上の寸法許容差eSvを求める。
b) 第2章の表15〜116に規定している最大有効歯厚Sv max及び最小実歯厚Sminを,上の寸法許容差eSvの
値だけ修正する。
c) 同様に,大径 (Dee) ,小径の最小値 (Die min) 及び小径の最大値 (Die max) を表8に規定する値だけ,各々
の歯厚修正量及び圧力角ごとに修正する。ただし,H/k及びH/jsのはめあいでは,スプライン軸の大
径 (Dee) を求める際の上の寸法許容差eSvを0とする。
d) オーバピン径の最小値 (MRe min) 及び最大値 (MRe max) を計算する。
MRe min=MRe min*+ (eSv) Ke
MRe max**=MRe min*+ (eSv+T) Ke
注*
MRe min: H/hのはめあいに対するオーバピン径の最小値
**
MRe max:加工公差に対応するオーバピン径の最大値
Keの値は第3章 (23.3.4.2.2) を参照。この式は近似式である(第3章近似係数の項参照)。厳
密に論ずる必要があるときには,第3章に規定したオーバピン径及びビトゥインピン径の計算
式を用いる。
上の寸法許容差eSvの値は,表7に示す。
e) k枚のまたぎ歯厚の最小値 (Wmin) 及び最大値 (Wmax) を計算する。
H/hのはめあいに対応するk枚のまたぎ歯厚の最小値及び最大値は第3章 (23.4) で与えられる。他の種
類のはめあいは,第3章 (23.4.1) に規定している計算式による。
8.7.2.3
標準の歯厚修正量をもつスプライン軸の加工には,基準ラノク歯形をもつ標準カツタを用いた転
位歯切り法(基準ラノクの基準ピンチ線がスプラインのピツチ円に接する点を半径方向にずらして歯切り
する方法)を使うことかできる。スプラインの歯形は,インポリュートのままで,ピッチ円の更に外側又
は内側に,元と同じインポリュート曲線の少し異なった範囲の部分カ現れたものになる。このために必要
な半径方向変位量(転位量)は
D
v
es
α
tan
5.0
である。
8.7.2.4
歯形に対する上の寸法許容差eSvの量は,スプライン軸の大径部歯先歯厚に影響を与え,また,
大径も変化する。歯厚修正量を適用するときには,次のチェックをしなければならない。
a) スプライン軸の大径部の歯先歯厚のチェック
歯先歯厚Seeが0.25mより小さくなるのは避けなければならない。歯先歯厚は,Dee max上では次の式
で計算する。
Dee
D
ee
ee
D
S
D
S
α
α
inv
inv
min
max
−
+
=
ここに,
See: 歯先円歯厚
Smin: 歯厚修正量から決まる最小実歯厚
αD: ピッチ円上の圧力角
αDee: 最大大径上の圧力角
max
cos
ee
D
DeeD
D
=
α
invαD=tanαD-αD
invαDee=tanαDee-αDee
18
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
b) 歯底円の隅肉部切り下げ(干渉)
すきまばめを選んだときに,創成工具を用いるとスプライン軸に切り下げが生じる場合がある。適
切な工具データから切り下げの有無を判定する計算をしなければならない。もし切り下げが生じる場
合には,それか許容できるかどうか,更に進めた計算が必要である。
歯数,圧力角とも小さく,次の式のような場合に,基準ラック創成歯切りによって切り下げが生じ
る危険がある。
(hs+0.5△Die)>0.5Dsin2αD
参考 ここに,hs:ラックの有効歯末のたけ
2
min
Fe
D
=
0.5△Die:負の転位量
19
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
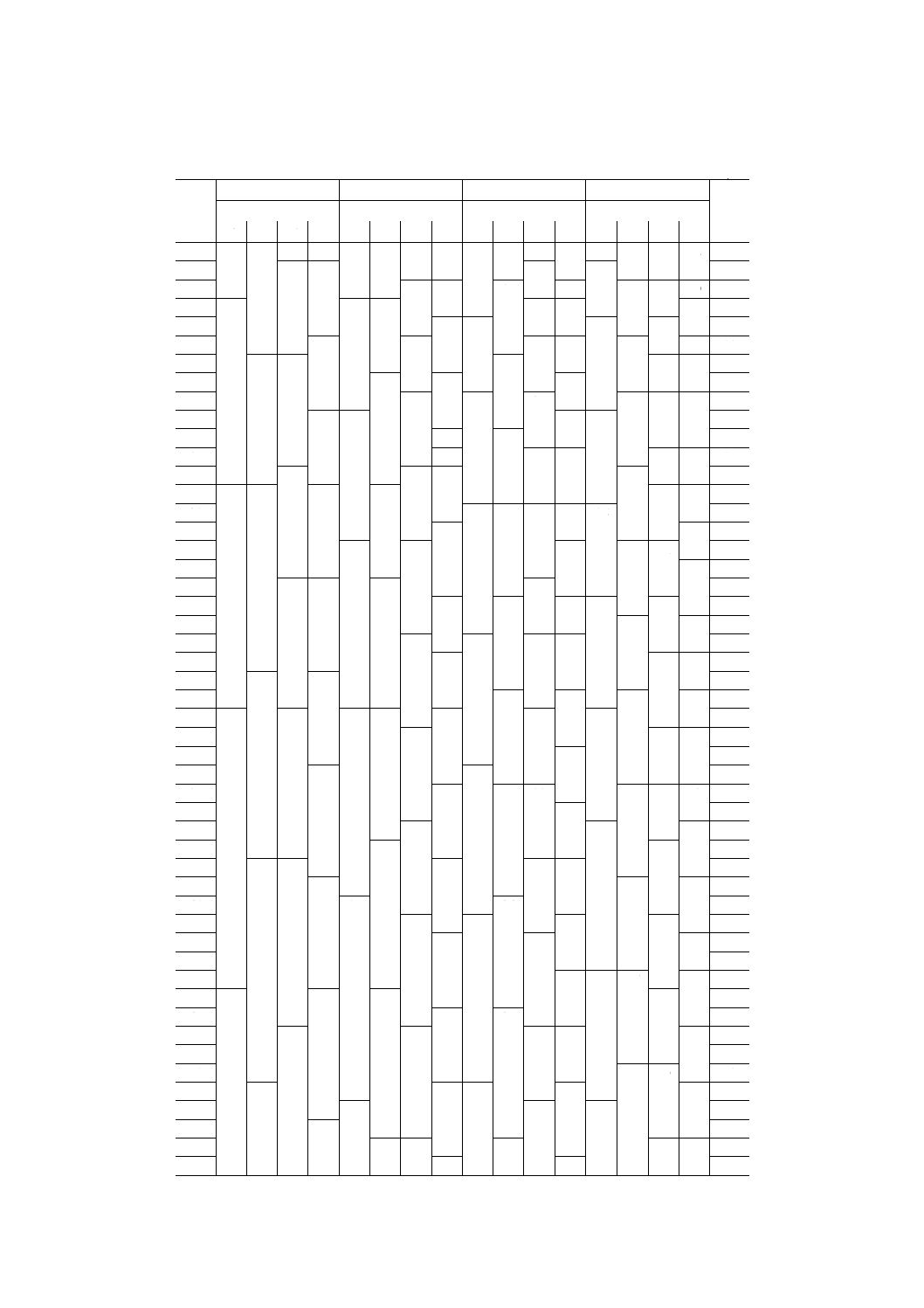
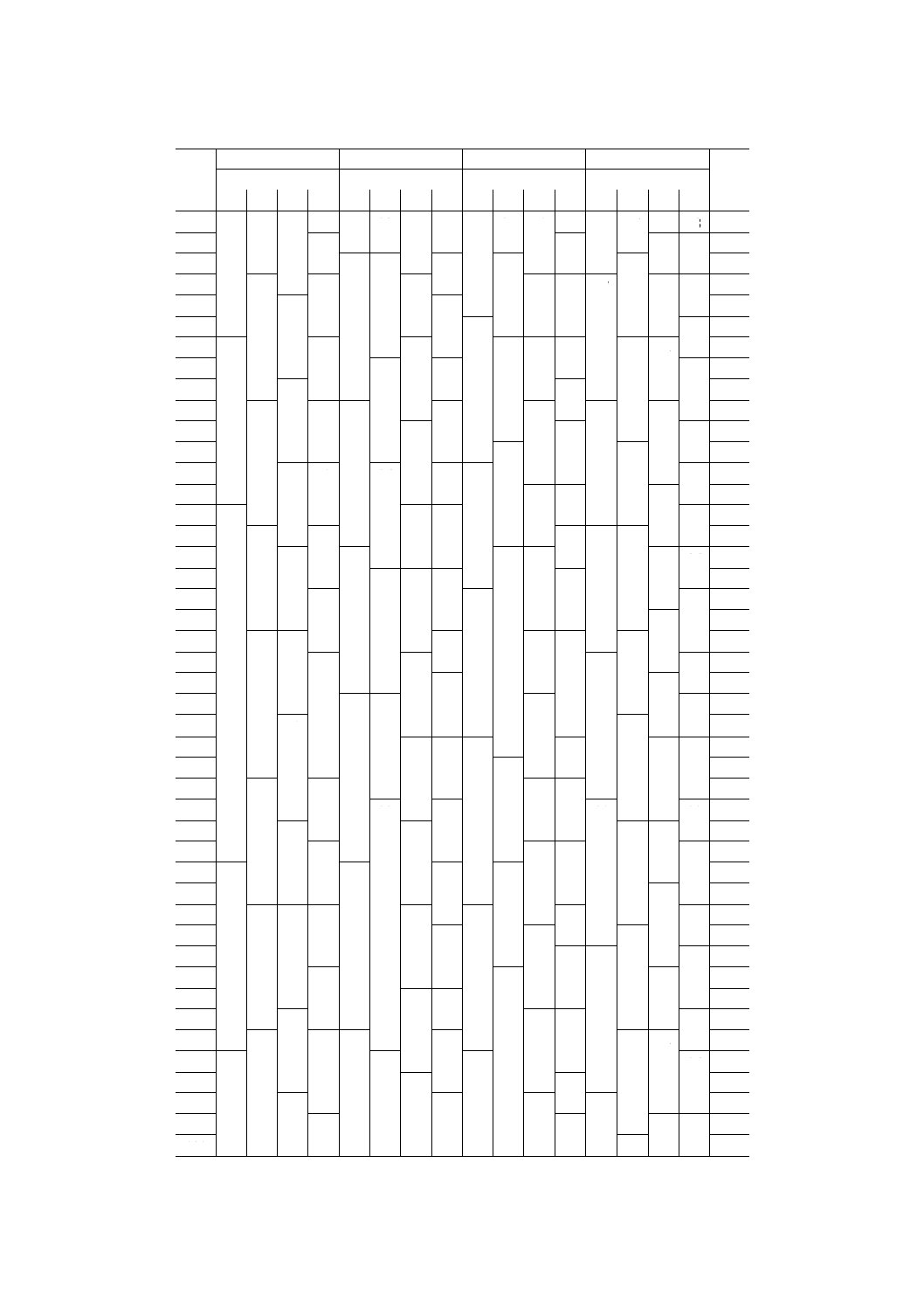
表3 総合誤差の許容値λ−モジュール0.25〜1
単位 μm
歯数
Z
m=0.25
m=0.50
m=0.75
m=1
歯数
Z
公差等級
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
4
5
6
7
6
9
14 20 31 10 15 22 34 11 16 23 36 11 17 25 38
6
7
21 32
24
12
7
8
23 35
17
37
18 26 39
8
9
10
11 16
25 38
40
9
10
36 12
13
27
10
11
33
24
26 39
19
41
11
12
15 22
18
28 42
12
13
17
37
40
13
14
25
13
27
20 29 43
44
14
15
34 12
41 14
15
16
38
19
16
17
28 42
30 45
17
18
23
26 39
21
18
19
11 16
35
18
31 46
19
20
14 20 29 43 15
20
21
40
47
21
22
13
27
44
22 32
22
23
48
23
24
24 36
19
30
24
25
41
21
45 16
33
25
26
23
49
26
27
28
15
31 46
27
28
42
34 50
28
29
17
37
29
30
22
47
24
51
30
31
12
25
14 20
43
32
17
31
32
29
35 52
32
33
48
33
34
38
16
34
35
44
23 33
25 36 53
35
36
49
36
37
30
18
54
37
38
21
37
38
39
18 26
45
34 50
39
40
39
26
55
40
41
15
24
41
42
31
17
51
38
42
43
46
35
56
43
44
44
45
52 19 27
57
45
46
13
40
22
39
46
47
47
25
47
48
27
32
36 53
58
48
49
49
50
28 40
50
51
19
48 18
54
59
51
52
16
37
20
52
53
41
53
54
23 33
26
41 60
54
55
49
55
55
20
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
歯数
Z
m=0.25
m=0.50
m=0.75
m=1
歯数
Z
公差等級
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
4
5
6
7
56
13 19 27 41 16 23 33 49 18 26 37 55 20 29 41 60
56
57
28
38
61
57
58
56
42
58
59
42
59
60
34 50 19
21
62
60
61
27
61
62
39 57
30 43
62
63
24
63
63
64
14 20
17
64
65
51
65
66
29 43
58
64
66
67
35
44
67
68
28 40
68
69
52
59 22 31
65
69
70
20
70
71
45
71
72
25
66
72
73
36
41 60
73
74
44
53
74
75
32
75
76
29
46 67
76
77
30
18
61
77
78
21
23
78
79
54
42
68
79
80
80
81
37
21
62
47
81
82
45
26
33
82
83
69
83
84
15
55
30 43
84
85
63
85
86
48 70
86
87
87
88
31
38
24
88
89
46
34
89
90
56
44 64
71
90
91
19
49
91
92
31
92
93
27
22
72
93
94
22
65
94
95
39 57
95
96
45
35 50
96
97
73
97
98
47
66 25
98
99
32
99
100
100
21
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
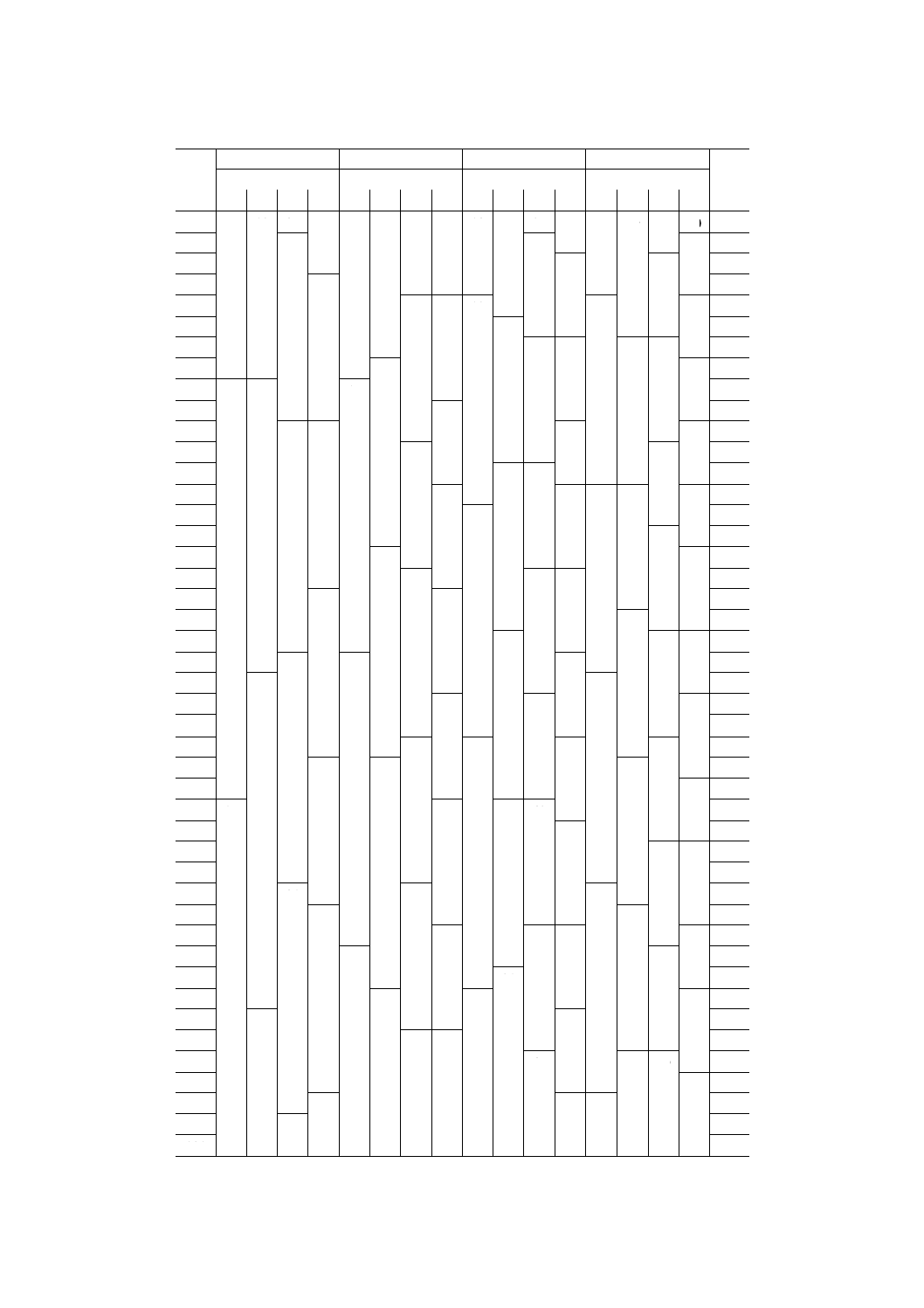
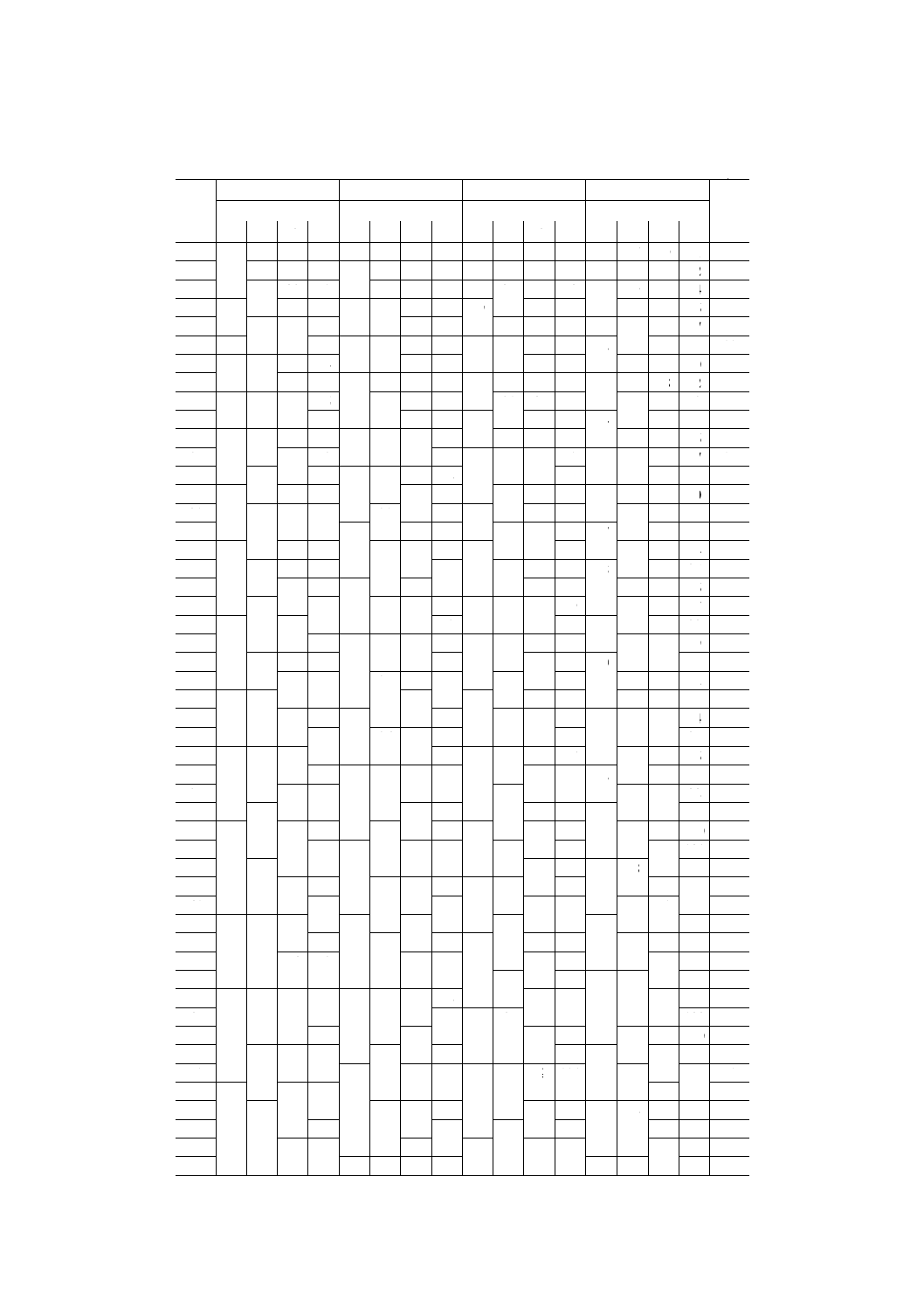
表4 総合誤差の許容値λ−モジュール1.25〜2
単位 μm
歯数
Z
m=1.25
m=1.5
m=1.75
m=2
歯数
Z
公差等級
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
4
5
6
7
6
12 18 26 40 13 18 27 41 13 19 28 43 14 20 29 44
6
7
27
19 28 42
20 29 44
30 45
7
8
13 19
41
29 43 14
30 45
21 31 47
8
9
28 42 14 20
44
21
46 15 22 32 48
9
10
43
30 45 15
31 47
49
10
11
14 20 29
21
46
22 32 48 16 23 33
11
12
44 15
31
34 50
12
13
30 45
22
47 16 23 33 49
51
13
14
21
32 48
50 17 24 35 52
14
15
15
31 46
34 51
36 53
15
16
47 16 23 33 49
24 35 52
25
54
16
17
22 32
50 17
37 55
17
18
48
34 51
36 53 18 26
18
19
33
24
25
54
38 56
19
20
16 23
49 17
35 52 18
37
57
20
21
50
26
55 19 27 39 58
21
22
34
25 36 53
38 56
22
23
24
51
54
28 40 59
23
24
17
35
18
37
19 27 39 57
60
24
25
52
26
55
58 20
41
25
26
29
61
26
27
25 36 53
38 56
28 40 59
42 62
27
28
57
60
28
29
54 19 27 39
20
41
21 30 43 63
29
30
18
37
58
61
64
30
31
26
55
29 42
44
31
32
28 40 59
62
31
65
32
33
38 56
21
22
45 66
33
34
20
41 60
30 43 63
34
35
19 27
57
64
67
35
36
39
29
61
44
32 46
36
37
58
42
65
68
37
38
62 22 31
23
47 69
38
39
40
21
45 66
33
39
40
28
59
30 43 63
48 70
40
41
20
32 46 67
41
42
41 60
64
71
42
43
44
68 24 34 49
43
44
29
61
65 23
47
72
44
45
22 31
33
69
45
46
42
45 66
35 50 73
46
47
62
48 70
74
47
48
21
25
51
48
49
30 43 63
32 46 67 24 34
71
75
49
50
49
36
50
51
23
68
72
52 76
51
52
44 64
47
52
53
33
69
35 50 73 26
77
53
54
31
65
37 53
54
55
22
70 25
74
78
55
22
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
歯数
Z
m=1.25
m=1.5
m=1.75
m=2
歯数
Z
公差等級
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
4
5
6
7
56
22 31 45 65 23 33 48 70 25 35 51 74 26 37 53 78
56
57
66
75
54 79
57
58
24 34
71
36
38
58
59
32
67
49
52 76 27
55 80
59
60
46
72
60
61
26
81
61
62
23
68
50
37 53 77
39 56
62
63
35
73
82
63
64
47
78
64
65
33
69 25
74
54
28
57
65
66
51
79
83
66
67
38
40
67
68
48 70
36
75 27
84
68
69
55 80
58
69
70
24
25
52 76
85
70
71
34
71
81 29 41
71
72
49
26
39 56
59 86
72
73
37 53 77
82
73
74
72
28
87
74
75
60
75
76
35 50
78
57 83
84
42
76
77
73
74
54
30
88
77
78
79
61
78
79
27 38
58
89
79
80
51
43
80
81
55 80 29
85
62 90
81
82
41
82
83
36
75
59 86
83
84
39
81
31
91
84
85
52
56
44 63
85
86
76
60 87
92
86
87
26
28
82
42
87
88
64
88
89
37 53 77
57
30
88
93
89
90
83
61
45
90
91
89 32
94
91
92
78
43
65
92
93
58 84
93
94
54
62 90
95
94
95
38
79 29
85
46 66
95
96
27
41
31
96
96
97
59
91
97
98
55
86
63
33
98
99
80
92
67 97
99
100
47
100
23
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
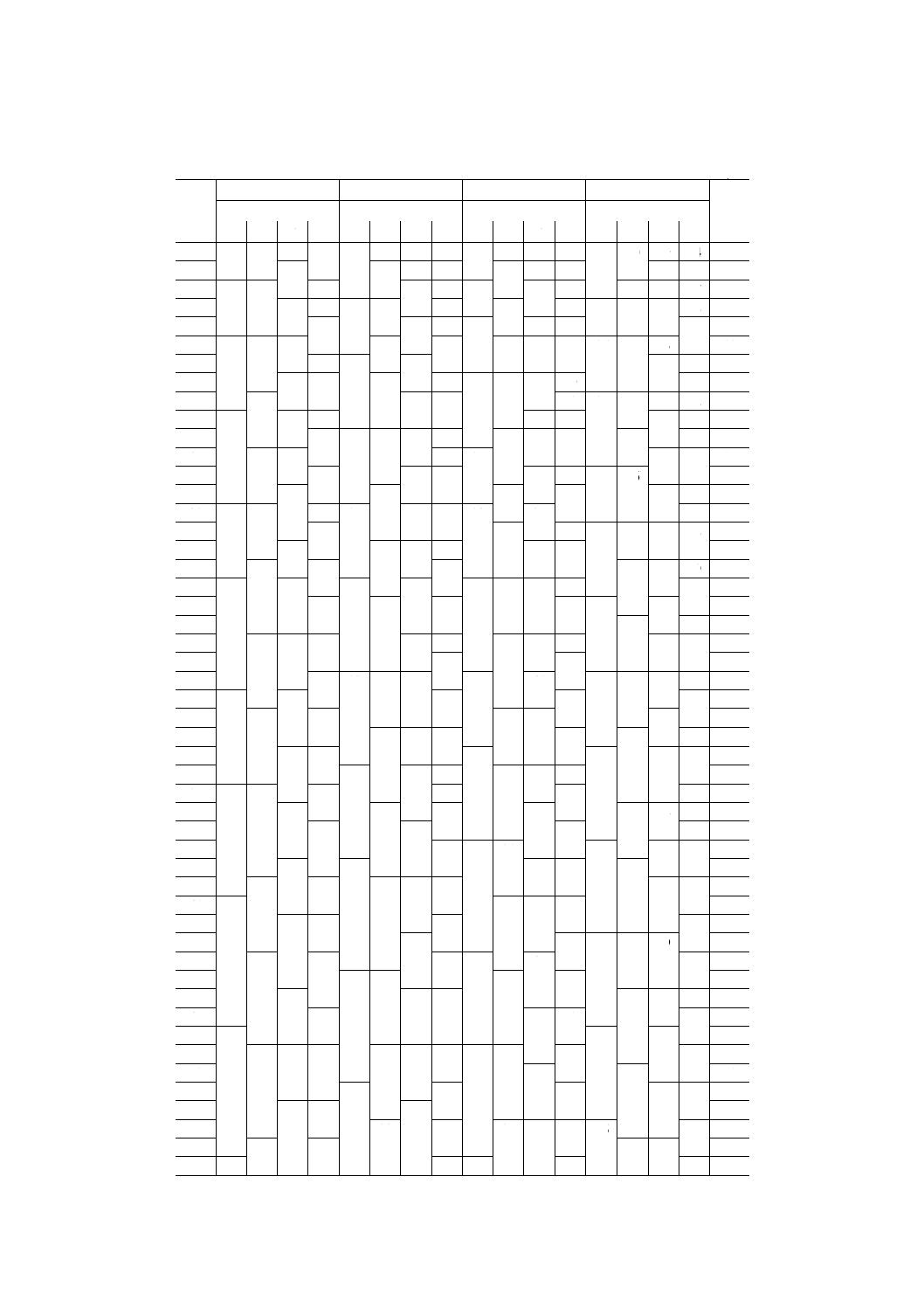
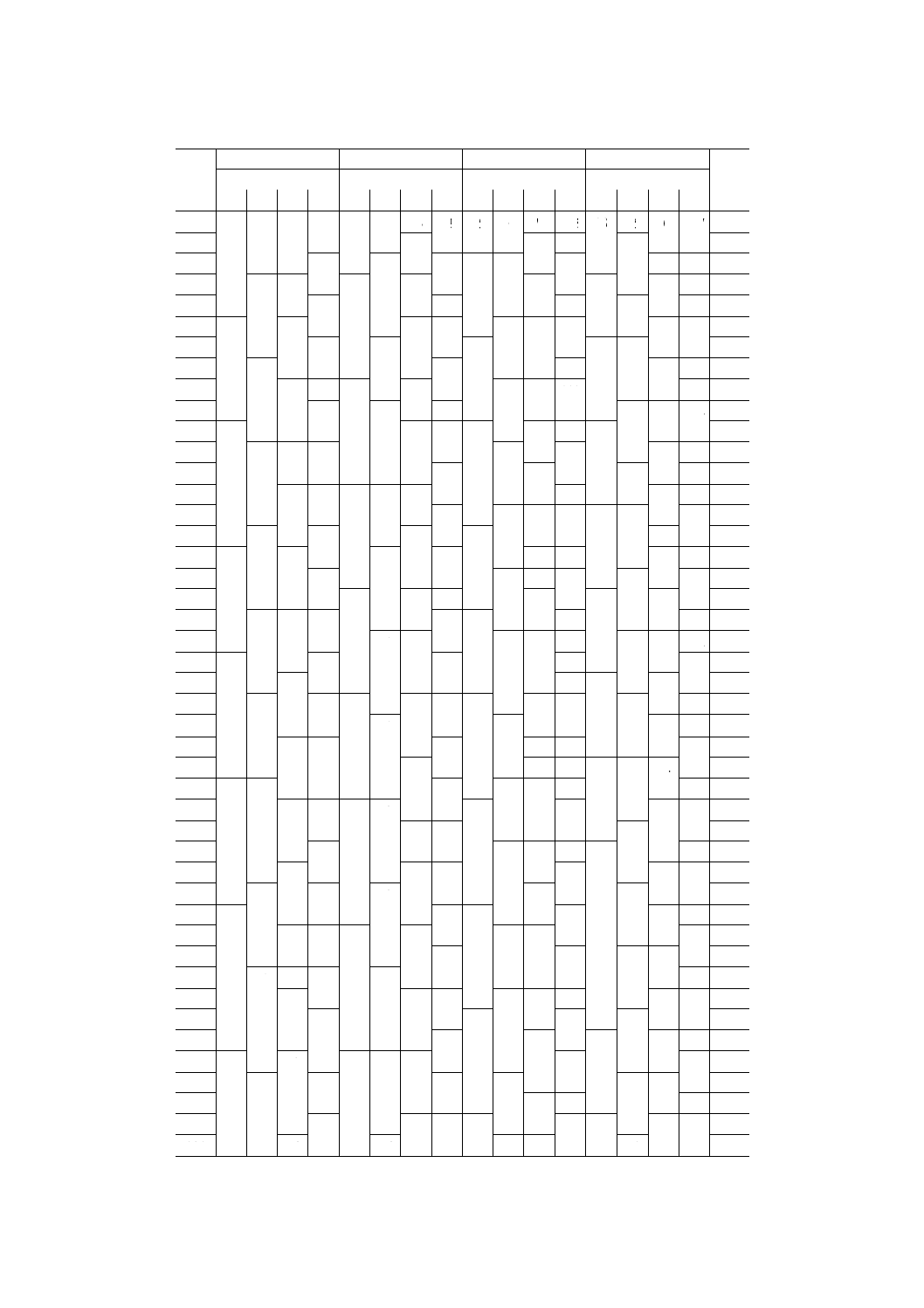
表5 総合誤差の許容値λ−モジュール2.5〜5
単位 μm
歯数
Z
m=2.5
m=3
m=4
m=5
歯数
Z
公差等級
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
4
5
6
7
6
14 21 31 47 15 22 33 50 17 25 37 56 18 27 40 61
6
7
22 32 49 16 23 34 52 18 26 38 57 19 28 41 62
7
8
23 33 50
24 35 53
27 39 59 20 29 43 64
8
9
15
34 51 17 25 36 54 19
40 60
30 44 66
9
10
24 35 52
37 55
28 41 62 21 31 45 67
10
11
16
53 18 26 38 57 20 29 42 63 22
46 69
11
12
17 25 36 54
39 58
43 64
32 47 70
12
13
37 55 19 27
59 21 30 44 66 23 33 48 72
13
14
18 26 38 56
28 40 60
31 45 67
34 49 73
14
15
57
41 61 22
46 68 24
50 75
15
16
19 27 39 58 20 29 42 62
32 47 69
35 51 76
16
17
40 59
63 23 33 48 70 25 36 52 77
17
18
28
60 21 30 43 64
72
53 79
18
19
20
41 61
44 65
34 49 73 26 37 54 80
19
20
29 42 62
31
66 24
50 74
38 55 81
20
21
22
45 67
35 51 75 27
56 82
21
22
21
43 63
32 46 68 25
76
39 57 84
22
23
30
64
69
36 52 77 28
85
23
24
44 65 23
47
53 78
40 58 86
24
25
31
66
33 48 70 26 37 54 79
41 59 87
25
26
22
45
71
80 29
60 88
26
27
67 24 34 49 72 27 38 55 81
42 61 89
27
28
32 46 68
73
56 82 30
90
28
29
47 69
35 50 74
39
83
43 62 92
29
30
23 33
51
28
57 84
63 93
30
31
48 70 25
75
40 58 85 31 44 64 94
31
32
71
36 52 76
86
95
32
33
24 34 49
77 29 41 59 87
45 65 96
33
34
72 26 37 53 78
60 88 32
66 97
34
35
50 73
42
46 67 98
35
36
35
54 79
61 89 33
99
36
37
25
51 74
38
80 30
62 90
47 68 100
37
38
75 27
55 81
43
91
69 101
38
39
36
63 92 34 48
102
39
40
52 76
39 56 82 31 44
93
70 103
40
41
77
83
64 94
49 71
41
42
26 37 53
28
57
45
35
104
42
43
78
40
84 32
65 95
50 72 105
43
44
54 79
58 85
66 96
73 106
44
45
46
97 36 51
107
45
46
27 38 55 80 29 41 59 86
67 98
74 108
46
47
87 33 47
109
47
48
81
60
68 99
52 75 110
48
49
39 56 82
42
88
100 37
76 111
49
50
30
61 89 34 48 69 101
53
112
50
51
28
57 83
77
51
52
40
43 62 90
70 102 38 54
113
52
53
84
91
49
103
78 114
53
54
58 85
63
35
71 104
79 115
54
55
31 44
92
39 55
116
55
24
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
歯数
Z
m=2.5
m=3
m=4
m=5
歯数
Z
公差等級
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
4
5
6
7
56
29 41 59 86 31 44 63 93 35 50 72 105 39 55 80 117
56
57
64
73 106
56
57
58
87
45
94 36 51
107
81 118
58
59
42 60
32
65
74
40
82 119
59
60
88
95
108
57
120
60
61
30
61
66 96
52 75 109
83 121
61
62
89
46
37
41 58
62
63
43
97
110
84 122
63
64
62 90 33
67
53 76 111
123
64
65
91
47
98
59 85 124
65
66
31
68 99 38
77 112 42
66
67
44 63 92
54
113
86 125
67
68
100
78
60
126
68
69
64 93 34 48 69
114
87 127
69
70
101
55 79 115 43 61
128
70
71
45
94
70
39
88
71
72
32
65
49
102
80 116
89 129
72
73
95
56
117
62
130
73
74
35
71 103
81
44
90
74
75
46 66 96
104 40
118
131
75
76
50 72
57 82 119
63 91 132
76
77
33
97
105
133
77
78
67
120 45
92
78
79
47
98 36
73 106 41
83 121
64
134
79
80
51
58
93 135
80
81
68 99
107
84 122
136
81
82
74
46 65 94
82
83
34 48
108
59 85 123
137
83
84
69 100 37 52
42
124
95 138
84
85
75 109
66
85
86
101
60 86 125 47
139
86
87
70
76 110
126
96 140
87
88
49
102
53
87
67
88
89
35
111 43
127
97 141
89
90
71 103 38
77
61 88
142
90
91
112
128
68 98
91
92
50
104
54
143
92
93
72
78 113
62 89 129
99 144
93
94
105
44
130
69
94
95
114
90
49
100 145
95
96
36
73
39 55 79
131
146
96
97
51
106
115
63
70 101
97
98
91 132
147
98
99
107
80 116 45
133 50
102 148
99
100
74
56
64 92
71
100
25
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
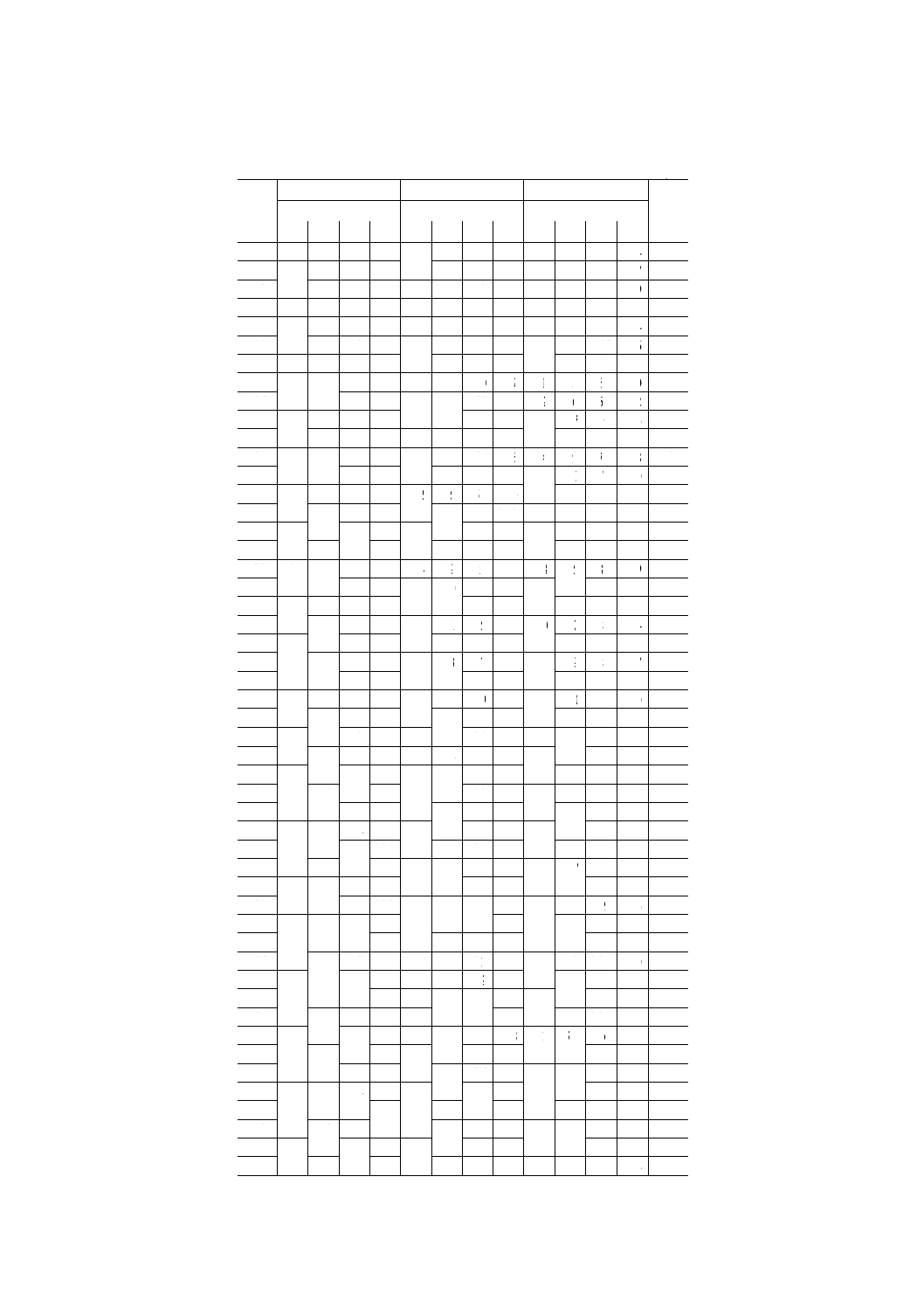
表6 総合誤差の許容値λ−モジュール6〜10
単位 μm
歯数
Z
m=6
m=8
m=10
歯数
Z
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
6
20 29 43 66 23 33 50 75 25 37 55 84
6
7
21 30 45 68
34 51 77 26 38 57 87
7
8
31 46 69 24 36 53 79 27 40 59 89
8
9
22 32 47 71 25 37 54 82 28 41 61 91
9
10
23 33 49 73 26 38 56 84 29 42 62 94
10
11
34 50 75 27 39 57 86 30 43 64 96
11
12
24 35 51 76
40 58 87
44 65 98
12
13
25 36 52 78 28 41 60 89 31 45 67 100
13
14
53 80 29 42 61 91 32 46 68 102
14
15
26 37 55 81
62 93 33 47 70 104
15
16
38 56 83 30 43 64 95
48 71 106
16
17
27 39 57 84 31 44 65 96 34 49 72 108
17
18
58 85
45 66 98 35 50 74 110
18
19
28 40 59 87 32 46 67 100
51 75 112
19
20
41 60 88
47 68 101 36 52 76 113
20
21
29
61 90 33
69 103 37 53 78 115
21
22
42
91
48 70 104
54 79 117
22
23
30 43 62 92 34 49 72 106 38 55 80 119
23
24
63 93 35 50 73 107 39
81 120
24
25
31 44 64 95
74 109
56 82 122
25
26
45 65 96 36 51 75 110 40 57 84 124
26
27
32
66 97
52 76 112
58 85 125
27
28
46 67 98 37 53 77 113 41 59 86 127
28
29
68 100
78 114
87 128
29
30
33 47
101 38 54 79 116 42 60 88 130
30
31
48 69 102
55 80 117
61 89 131
31
32
34
70 103 39
81 119 43 62 90 133
32
33
49 71 104
56
120 44
91 134
33
34
35
72 105 40 57 82 121
63 92 136
34
35
50
106
83 122 45 64 93 137
35
36
73 107
58 84 124
65 94 139
36
37
36 51 74 109 41
85 125 46
95 140
37
38
75 110
59 86 126
66 96 142
38
39
52
111 42 60 87 127 47 67 97 143
39
40
37 53 76 112
88 129
98 144
40
41
77 113 43 61 89 130 48 68 99 146
41
42
38 54 78 114
131
69 100 147
42
43
115
62 90 132
101 149
43
44
55 79 116 44 63 91 133 49 70 102 150
44
45
39
80 117
92 135
71 103 151
45
46
118 45 64 93 136 50
104 153
46
47
56 81 119
137
72 105 154
47
48
40
82 120
65 94 138 51 73 106 155
48
49
57
121 46
95 139
107 156
49
50
83 122
66 96 140 52 74
158
50
51
41 58 84 123 47
97 141
108 159
51
52
124
67
143
75 109 160
52
53
59 85
68 98 144 53 76 110 161
53
54
42
86 125 48
99 145
111 163
54
55
60
126
69 100 146 54 77 112 164
55
26
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
単位 μm
歯数
Z
m=6
m=8
m=10
歯数
Z
公差等級
公差等級
公差等級
4
5
6
7
4
5
6
7
4
5
6
7
56
42 60 87 127 49 69 100 147 54 77 113 165
56
57
43 61 88 128
70 101 148 55 78
166
57
58
129
102 149
79 114 168
58
59
89 130 50 71 103 150
115 169
59
60
44 62 90 131
151 56 80 116 170
60
61
132
72 104 152
117 171
61
62
63 91 133 51
105 153 57 81 118 172
62
63
73
154
173
63
64
45 64 92 134
106 155
82 119 175
64
65
93 135 52 74 107 156 58
120 176
65
66
136
108 157
83 121 177
66
67
46 65 94 137
75
158 59 84 122 178
67
68
138 53
109 159
179
68
69
66 95 139
76 110 160
85 123 180
69
70
96
161 60
124 181
70
71
47
140 54 77 111 162
86 125 183
71
72
67 97 141
112 163 61
184
72
73
142
164
87 126 185
73
74
48 68 98 143 55 78 113 165
127 186
74
75
114 166 62 88 128 187
75
76
99 144
79
167
129 188
76
77
69 100 145 56
115 168
89
189
77
78
49
146
80 116 169 63
130 190
78
79
70 101 147
170
90 131 191
79
80
57 81 117 171
192
80
81
50
102 148
118 172 64 91 132 193
81
82
71
149
82
173
133 194
82
83
103 150 58
119 174
92 134 196
83
84
151
120
65
197
84
85
51 72 104
83
175
93 135 198
85
86
152 59
121 176 66
136 199
86
87
73 105 153
84
177
94 137 200
87
88
154
122 178
201
88
89
52
106
85 123 179 67 95 138 202
89
90
74
155 60
180
139 203
90
91
107 156
124 181
96
204
91
92
108 157
86
182 68
140 205
92
93
53 75
61
125 183
97 141 206
93
94
109 158
87 126
207
94
95
159
184 69 98 142 208
95
96
76 110 160 62
127 185
143 209
96
97
54
88
186
99
210
97
98
111 161
128 187 70
144 211
98
99
77
162
89 129 188
100 145 212
99
100
112
63
189
213
100
27
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
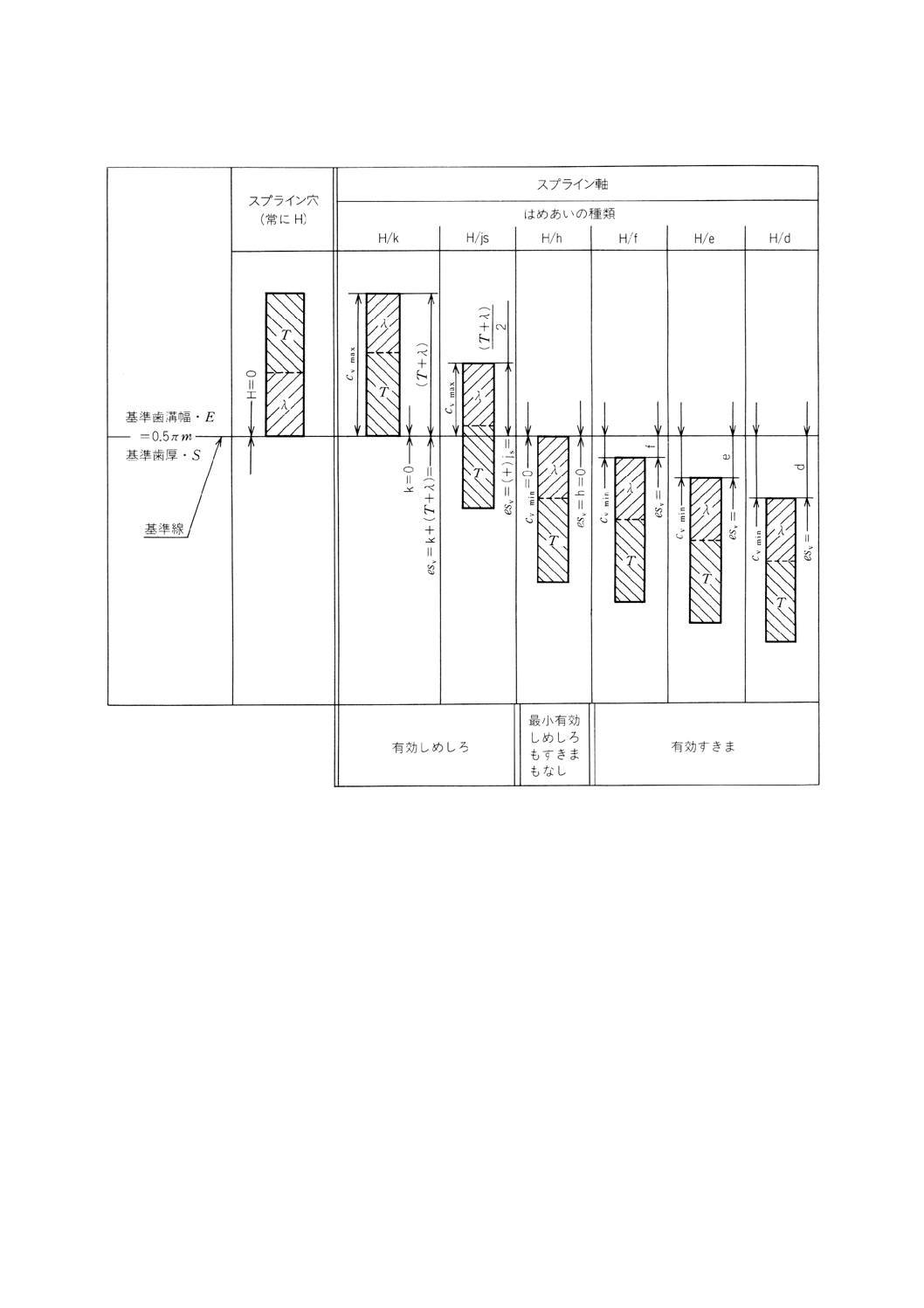
図8 スプラインのはめあいの種類に対する基礎となる寸法許容差の図解
28
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表7 差礎となる寸法許容差から得られる修正量 (eSv)
単位 μm
ピッチ円径
D
(mm)
スプライン軸
スプライン穴
基準歯厚の上の寸法許容差
基準歯溝幅の下
の寸法許容差
基礎となる寸法許容差
H
d
e
f
h
js
k
≦3
-20
-14
-6
0
+
S
V
m
ax
−
S
m
in
2
*
+
(
S
V
m
ax
−
S
m
in
)
*
0
>3〜
6
-30
-20
-10
0
0
>6〜 10
-40
-25
-13
0
0
>10〜 18
-50
-32
-16
0
0
>18〜 30
-65
-40
-20
0
0
>30〜 50
-80
-50
-25
0
0
>50〜 80
-100
-60
-30
0
0
>80〜 120
-120
-72
-36
0
0
>120〜 180
-145
-85
-43
0
0
>180〜 250
-170
-100
-50
0
0
>250〜 315
-190
-110
-56
0
0
>315〜 400
-210
-125
-62
0
0
>400〜 500
-230
-135
-68
0
0
>500〜 630
-260
-145
-76
0
0
>630〜 800
-290
-160
-80
0
0
>800〜1000
-320
-170
-86
0
0
注*
Sv max及びSminは,第2章の表15〜116を参照(公差等級によって異なる)。
基準歯厚S及び基準歯溝幅E
m
S, E (mm)
m
S, E (mm)
m
S, E (mm)
m
S, E (mm)
0.25
0.393
1.25 1.963
2.5
3.927
6
9.425
0.5
0.785
1.5
2.356
3
4.172
8
12.566
0.75
1.178
1.75 2.749
4
6.283
10
15.708
1
1.571
2
3.142
5
7.854
29
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表8 基礎となる寸法許容差から得られるスプライン軸の大径及び小径(Dee及びDie)の修正量
単位 μm
ピッチ円径
D
(mm)
各はめあいの種類に対する大径及び小径(Dee及びDie)の修正量
D
v
es
α
tan
d
e
f
h
Js
k
30° 37.5° 45°
30° 37.5° 45°
30° 37.5° 45°
αD
αD
αD
≦3
-35
-26
-20
-24
-18
-14
-10
-8
-6
0
+
S
V
m
ax
−
S
m
in
2
ta
nα
D
*
+
S
V
m
ax
−
S
m
in
ta
nα
D
*
>3〜
6
-52
-39
-30
-35
-26
-20
-17
-13
-10
0
>6〜 10
-69
-52
-40
-43
-33
-25
-23
-17
-13
0
>10〜 18
-87
-65
-50
-55
-42
-32
-28
-21
-16
0
>18〜 30
-113
-85
-65
-69
-52
-40
-35
-26
-20
0
>30〜 50
-139
-104
-80
-87
-65
-50
-43
-33
-25
0
>50〜 80
-173
-130
-100
-l04
-78
-60
-52
-39
-30
0
>80〜 120
-208
-156
-120
-125
-94
-72
-62
-47
-36
0
>120〜 180
-251
-189
-145
-147
-111
-85
-74
-56
-43
0
>180〜 250
-294
-222
-170
-173
-130
-100
-87
-65
-50
0
>250〜 315
-329
-248
-190
-191
-143
-110
-97
-73
-56
0
>315〜 400
-364
-274
-210
-217
-163
-125
-107
-81
-62
0
>400〜 500
-398
-300
-230
-234
-176
-135
-118
-89
-68
0
>500〜 630
-450
-339
-260
-251
-189
-145
-132
-99
-76
0
>630〜 800
-502
-378
-290
-277
-209
-160
-139
-104
-80
0
>800〜1000
-554
-417
-320
-294
-222
-170
-149
-112
-86
0
注*
SV max及びSminは,第2章の表15〜116を参照
tan30°=O.57735
tan37.5°=0.76733
tan45°=1
30
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表9 小径の公差−スプライン穴 (Dii)
大径の公差−スプライン軸 (Dee)
単位 μm
直径
Dii min, Dee max
(mm)
Diiの公差
Deeの公差
モジュールm
モジュールm
0.25〜0.75 1〜1.75 2〜10 0.25〜0.75 1〜1.75 2〜10
H10
H11
H12
h10
h11
h12
≦3
+40
0
0
-40
>3〜
6
+48
+75
0
0
0
0
-48
-75
>6〜 10
+58
+90
0
0
0
0
-58
-90
>10〜 18
+70
+110 +180
0
0
0
0
0
0
-70
̲110
-180
>18〜 30
+84
+130 +210
0
0
0
0
0
0
-84
-130
-210
>30〜 50
+100
+160 +250
0
0
0
0
0
0
-100
-160
-250
>50〜 80
+120
+190 +300
0
0
0
0
0
0
-120
-190
-300
>80〜 120
+220 +350
0
0
0
0
-220
-350
>120〜 180
+250 +400
0
0
0
0
-250
-400
>180〜 250
+460
0
0
-460
>250〜 315
+520
0
0
-520
>315〜 400
+570
0
0
-570
>400〜 500
+630
0
0
-630
>500〜 630
+700
0
0
-700
>630〜 800
+800
0
0
-800
>800〜1000
+900
0
0
-900
31
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
表10 奉準ラックによってできるスプライン穴又はスプライン軸の最小隅肉半径(7.5参照)
単位 mm
モジュール
最小半径
圧力角
αD=30°(図3)
αD=30°(図4)
αD=37.5°(図5) αD=45°(図6)
m
0.2m
0.4m
0.3m
0.25m
10
2.00
4.00
3.00
8
1.60
3.20
2.40
6
1.20
2.40
1.80
5
1.00
2.00
1.50
4
0.80
1.60
1.20
3
0.60
1.20
0.90
2.5
0.50
1.00
0.75
0.62
2
0.40
0.80
0.60
0.50
1.75
0.35
0.70
0.52
0.44
1.5
0.30
0.60
0.45
0.38
1.25
0.25
0.50
0.38
0.31
1
0.20
0.40
0.30
0.25
0.75
0.15
0.30
0.22
0.19
0.5
0.10
0.20
0.15
0.12
0.25
0.06
9. スプラインの各種誤差の影響
9.1
ピッチ誤差 ピッチ誤差は,一対のかみ合う歯面と歯面との間に,すきま又はしめしろを生じさせ
る。はめあいは,最小のすきま又は最小のしめしろをもつ部分で決まるから,ピッチ誤差は,有効すきま
を減少させたり,有効しめしろを増加させたりする。
9.2
歯形誤差(図7参照) 歯形誤差は,接触面積を減少させる。正 (+) 側の歯形誤差は,有効すきま
を減少させることになり,はめあいに影響を与える。負 (-) 側の歯形誤差は,有効すきまに影響を与えな
い。
9.3
歯すじ誤差 歯すじ誤差は,すきま変化の原因となり,有効すきまを減少させる。
10. スプラインの有効寸法及び実寸法
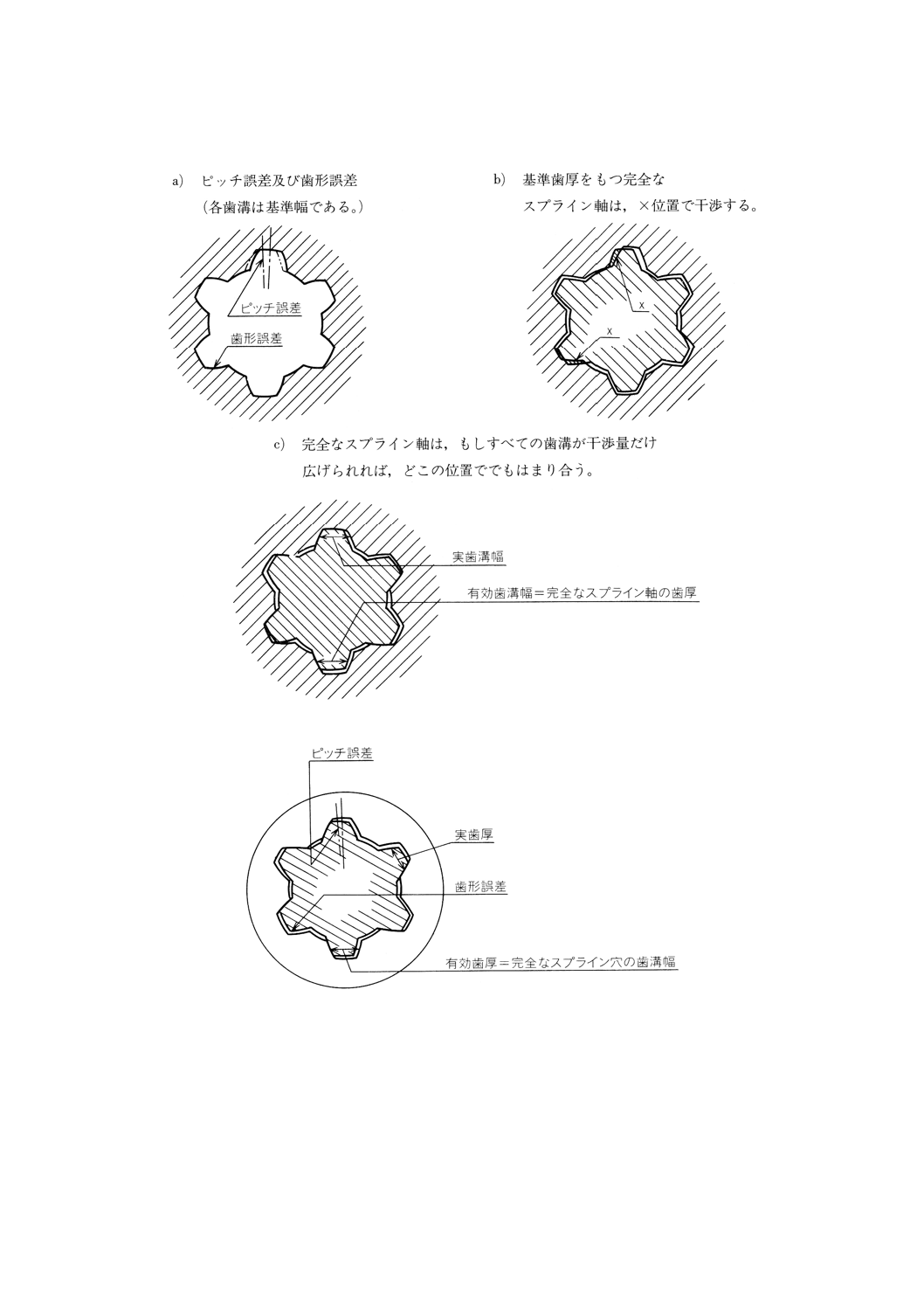
10.1 有効歯溝幅及び実歯溝幅 図9のa)は,ピッチ誤差と歯形誤差とをもつスプライン穴を示す。図9
のb)は,完全なスプライン軸(誤差のないスプライン)が,たとえ各々の歯が,相手の歯溝と同じ幅を
もっていてもぴったりかみ合わないことを示している。
完全なスプライン軸が,どの位置でもかみ合うようにするためには,スプライン穴のすべての歯溝幅が
干渉量だけ広くなければならない。この幅が,図9のC)に示すように,スプライン穴の実歯溝幅である。
有効歯溝幅は,かみ合う完全なスプライン軸の歯厚に等しい。
10.2 有効歯厚及び実歯厚 誤差をもつスプライン軸と完全なスプライン穴とのはめあいについても,10.1
と同じような関係で,有効歯厚及び実歯厚が定義される。そして有効歯厚は,実歯厚よりも,総合誤差だ
け大きい(図10参照)。
32
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
10.3 有効すきま(すきま又はしめしろ) スプライン穴の有効歯溝幅からスプライン軸の有効歯厚を引
いた値が,有効すきま又はしめしろであり,これが相手部品とのはめあいを決める(このことは,厳密に
は,かみ合う部品の歯面上の高い点,つまり頂部が接触するようになる場合にだけ正しい。)。正 (+) 側の
有効すきまが,“ガタ”又はバックラッシであり,負 (-) 側の有効すきまは,しめしろ又は干渉量である。
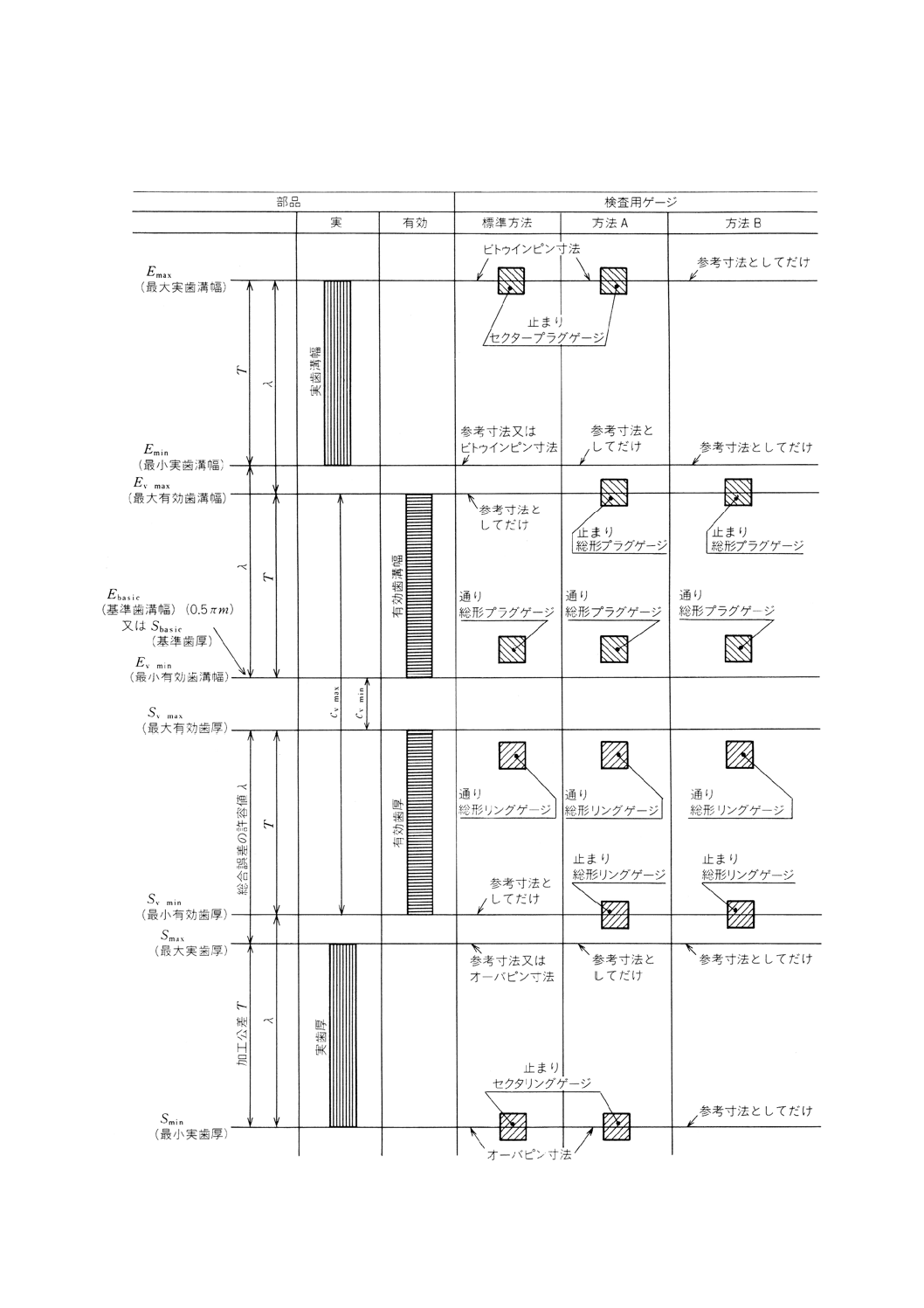
10.4 歯満幅及び歯厚の寸法許容限界 加工公差内での実歯溝幅及び実歯厚の誤差は,それぞれの有効寸
法に,相当する誤差を生じさせる。したがって,図11に示すように,歯溝幅に対しては,4種類の寸法限
界(すなわち,最小有効,最大有効,最小実及び最大実の4種類)があり,また,歯厚に対しても4種類
の寸法限界(すなわち,最大有効,最小有効,最大実及び最小実の4種類)がある。
10.4.1 スプラインのH/hのはめあいに対する最小有効歯溝幅 (Ev min) ,最大有効歯厚 (Sv max) 及び最小有効
すきま (Cv min) は,次の式のとおりである。
Ev min=Sv max=0.5πm(Ebasic又はSbasic)
Cv min=0(バックラックなし)
10.4.2 スプラインのH/hのはめあいに対する最大有効歯溝幅 (Ev max) ,最小有効歯厚 (Sv min) 及び最大有効
すきま (Cv max) は,次の式のとおりである。
Ev max: 0.5πm+T
Sv min=0.5πm-T
Cv max=2T
10.4.3 スプラインのH/hのはめあいに対する最小実歯溝幅 (Emin) ,最大実歯厚 (Smax) 及び計算上の最小す
きま (Cmin) は,次の式のとおりである。
Emin=0.5πm+λ
Smax=0.5πm-λ
Cmin=2λ
10.4.4 スプラインのH/hのはめあいに対する最大実歯溝幅 (Emax) ,最小実歯厚 (Smin) 及び計算上の最大す
きま (cmax) は,次の式のとおりである。
Emax=0.5πm+(T+λ)
Smin=0.5πm-(T+λ)
Cmax=2(T+λ)
10.4.5 スプライン軸が,h以外の歯厚修正量をもつ場合には,有効すきまcv(10.4.1及び10.4.2参照)及
び計算上のすきまc(10.4.3及び10.4.4参照)は,これらの歯厚修正量分だけ修正しなければならない(表
7参照)。
11. 歯溝幅及び歯厚に対する有効寸法及び実寸法の適用
11.1 最小有効歯満幅 (EV min) 及び最大有効歯厚 (Sv max) これらの寸法は,スプラインが組み立てられ
ることを保証する最大実体状態を示すものである。最小有効すきま (cv min) を管理する通り総形スプライ
ンゲージによって検査するすべてのゲージに対して,これらの寸法を明記しなければならない。
33
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
11.2 最小実歯満幅 (Emin) 及び最大実歯厚 (Smax) これらの寸法は,参考寸法として規定するのがよく,
最大実体状態を管理する通り総形スプラインゲージによって検査される部品の合格/不合格に対しては使
用されない。測定された実歯溝幅が参考値である最小実歯溝幅よりも小さくて,かつ,スプライン穴が通
り総形プラグゲージを通す場合,又は,測定された実歯厚が参考値である最大実歯厚よりも大きく,かつ,
スプライン軸が通り総形リングゲージを通す場合には,個々のスプラインの誤差による累積的影響は,総
合誤差の許容値λよりも小さい。このような部品は,最大実体状態を超えていないので受け入れ可能であ
る。参考寸法としてのこれら実寸法の規定は,歯溝幅及び歯厚を管理するために必要である。
すべての断面の誤差は,加工公差に含まれる。いずれの断面の誤差も,歯厚及び歯面平行度の測定に影
響を及ぼす。
11.3 最大実歯満幅 (Emax) 及び最小実歯厚 (Smin) これらの寸法は,最小実体状態の限界を明らかにす
るもので,部品の合格又は不合格のために全てのスプラインに対して規定する。
11.4 最大有効歯満幅 (Ev max) 及び最小有効歯厚 (Sv min) これらの寸法は,スプラインのはめあいH/h
に対して最大有効すきまの許容限界を明らかにするものであるが,総合誤差の許容限界を示すものではな
い。
11.4.1 これらの寸法は,総合誤差の減少による最大有効すきまの増加防止のために,11.3の許容限界に加
えて使用してもよい(図11の方法A参照。)。この方法は,通り総形ゲージと共に止まり総形ゲージによ
る検査が必要になり,この検査は,ゲージ使用の必要が増す。最大有効すきまは,組立て上必要ならば,
“任意検査”と注記して追加してもよいが,絶対値の管理は必要ない。もし,機械加工精度が,許容誤差
以内になるならば,更に測定の時間を費やしたり,器具を用いなくてもスプラインの穴の実歯溝幅又は軸
の実歯厚は,許容値以内になる。
11.4.2 スプライン誤差の管理が不要の場合には,図11に示す方法Bを使用する。方法Bを使う場合,及
び精密測定室でスプライン誤差の管理が必要な場合には,次のデータをスプライン諸元に追記する。
(a) 全歯形誤差
0.0xx
歯たけの中央31範囲内で正 (+) 側誤差
+0.0xx
(b) 任意の21周にわたる全累積ピッチ誤差
0.0xxmax
(c) 全歯すじ誤差
0.0xx
gγ=xx. xx
これらの値は,8.3, 8.4及び8.5に示す式から求める。
12. 図面データ スプラインの部品図において完全な情報を示すためには,一定の様式の仕様書を使うこ
とが重要である。要目表(表11〜14参照)のように寸法及びデータを付け加えることによって多くの誤解
が避けられる。
X印の数は,一般に使われる数値のけた数を示す。この表形式のスプライン仕様書を使えば,スプライ
ンの歯の図示は,普通,不要である。
12.1 スプラインデータ及び基準寸法 スプラインデータは,設計及び製造の目的に使われる。ピッチ及
び圧力角は,個々の検査を受けない。基準寸法の定義は,2.45に示した。
12.2 歯底の形式の組合せ
12.2.1 平底歯面合わせスプライン穴は,丸底スプライン軸と組み合わせてよい。
これは,応力集中を緩和するために軸側に大きな隅肉半径が必要な場合に使用する。このスプライン歯
元の組合せは,スプライン軸の小径の隅肉半径の値を“任意”と注記することによって,設計の特例とし
34
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
て許容する。
12.2.2 丸底スプライン穴の大径の隅肉半径の値を,“任意”と注記して平底スプライン穴として用いるこ
とは,設計の特例として許容する。
備考 12.2.1及び12.2.2については,平底スプライン穴の大径(もし必要なら歯形と隅肉との接点の
直径)は,歯形限界径と丸底スプライン穴の大径の最大値との間に位置すべきである。
すべての場合に,通りゲージは,部品ごとに用意するのが望ましい。
12.3 呼び方 スプライン(歯面合わせ)のはめあい部品は,次の順序で呼ぶ。
a) スプライン穴=INT
スプライン軸=EXT
スプライン継手=INT/EXT
b) 歯数=z(歯数の後に記入)
c) モジュール=m(モジュールの値の後に記入)
d) 圧力角30°平底=30P
圧力角30°丸底=30R
圧力角37.5°=37.5
圧力角45°=45
e) 公差等級=4, 5, 6又は7
f)
はめあいの種類
スプライン穴=H
スプライン軸:k, js, h, f, e又はd
g) 規格番号 JIS B 1603
例 スプライン継手,歯数24枚,モジュール2.5,圧力角30°,丸底,公差等級5級,はめあいH/f
の呼び方
スプライン継手:INT/EXT24z×2.5m×30R×5H/5f JIS B 1603
スプライン穴:INT24z×2.5m×30R×5H JIS B 1603
スプライン軸:EXT24z×2.5m×30R×5f JIS B 1603
35
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図9 スプライン穴における誤差の影響
図10 スプライン軸における誤差の影響
完全なスプライン穴は,もしスプライン軸のすべての歯が干渉量だけ狭まれば,どこの位置でもはまり合う。
36
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図11 スプラインの歯満幅及び歯厚と検査方法との関係の説明図
参考 穴及び軸のT及びλは,公差等級によってそれぞれの値をとる。
37
B1603-1995
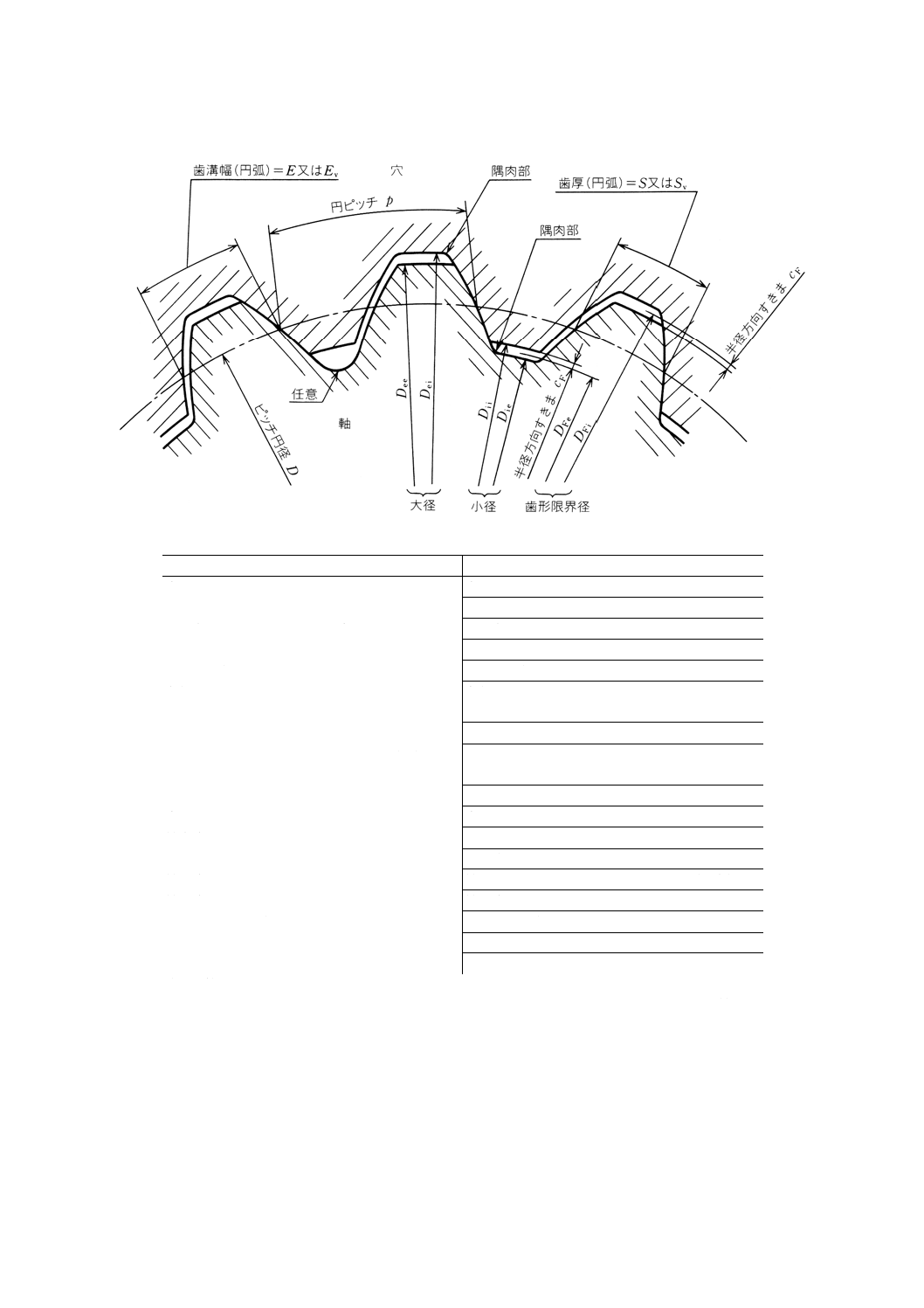
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図12 平底スプライン(圧力角αD=30°,モジュール0.5〜10)
表11 要目表(圧力角30°,平底歯面合せ)
スプライン穴
スプライン軸
歯数
Z
…
歯数
Z
…
モジュール
m
…
モジュール
m
…
圧力角
αD
30°
圧力角
αD
30°
基礎円径
Db
XX. XXXX(参考)* 基礎円径
Db
XX. XXXX(参考)*
ピッチ円径
D
XX. XXXX(参考)* ピッチ円径
D
XX. XXXX(参考)*
大径
Dei
XX. XXmax
XX. XXmin
大径
Dee
xx. xx0x.xxx
−
(hx)
歯形限界径
DFi
XX. XXmin
歯形限界径
DFe
XX. XXmax
小径
Dii
xx. xx
x.xxx
0
+
(Hx)
小径
Die
XX. XXmin
XX. XXmax
基礎円ピッチ
Pb
XX. XXXX
基礎円ピッチ
Pb
XX. XXXX
歯溝幅
歯厚
最大実
Emax
XX. XXX
最大有効
Sv max XX. XXX
最小実
Emin
XX. XXX(参考)*
最小有効
Sv min XX. XXX
最大有効
Ev max XX. XXX
最大実
Smax
XX. XXX(参考)*
最小有効
Ev min XX.XXX
最小実
Smin
XX. XXX
ビトゥインピン径 MRi
XX. XXX〜XX. XXX オーバピン径
MRe
XX. XXX〜XX. XXX
ピン径
DRi
X. XXX
ピン径
DRe
XX. XXX
最小隅肉半径
表10参照
最小隅肉半径
表10参照
注*
管理する寸法を決めるために使われた,測定不能又は測定因難な値。
備考 この要目表は,スプラインの仕様書として必要である。ここには標準方式を示す。管理の
選択方法及び歯底の形式の組合せは11.4及び12.2に示す。このはめあいは,制約がある
場合(円筒部品で丸底を使うには肉厚が薄くなり過ぎたり,肩の近くまでホブ切りをする
など)及び経済性(ホブ切り,ギヤシェーパ切り,穴部品に対しブローチをより短くする
とき)を重視する場合に用いる(表16〜43参照)。
38
B1603-1995
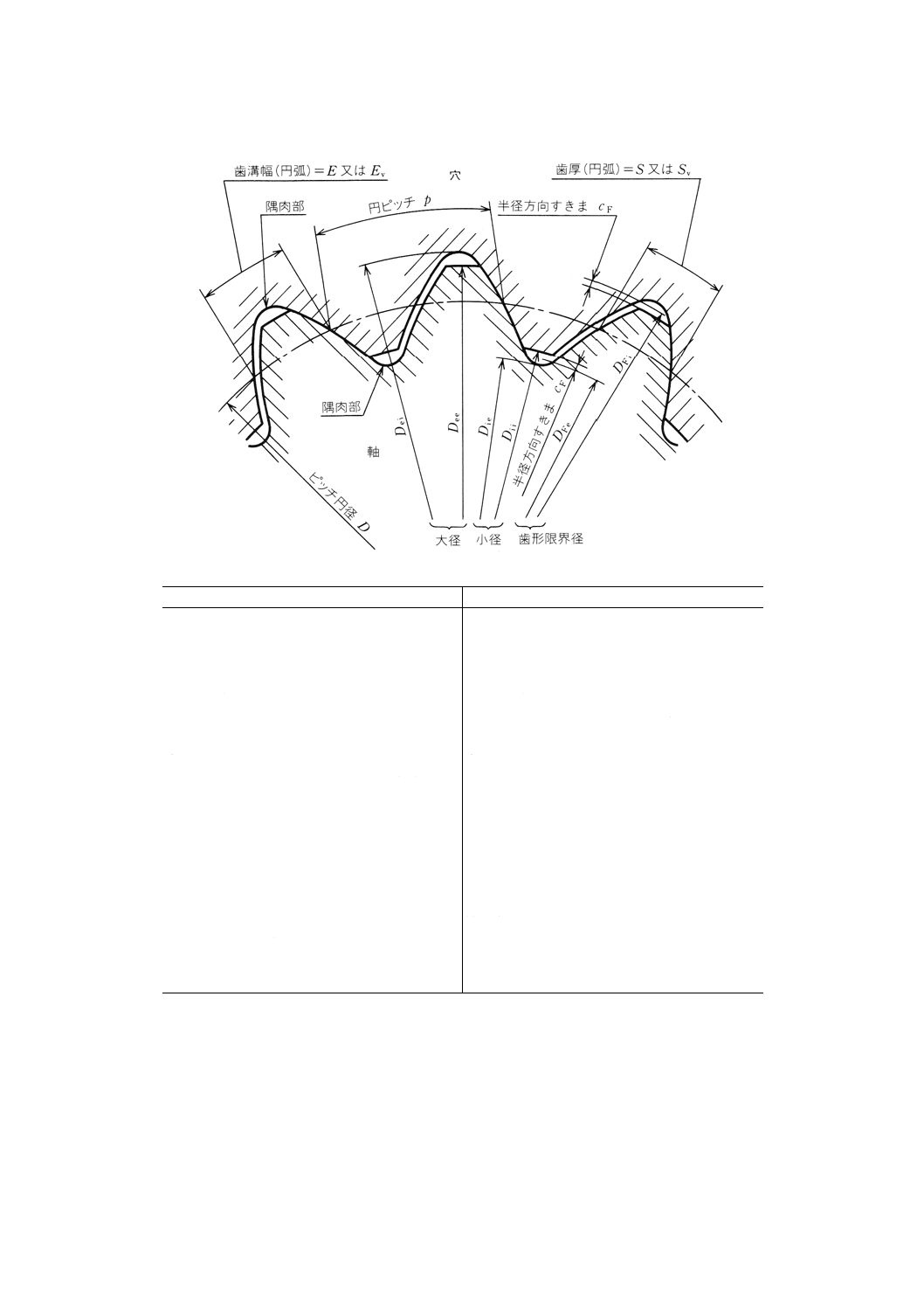
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図13 丸底スプライン(圧力角αD=30°,モジュール0.5〜10)
表12 要目表(圧力角30°,丸底歯面合せ)
スプライン穴
スプライン軸
歯数
Z
…
歯数
Z
…
モジュール
m
…
モジュール
m
…
圧力角
αD
30°
圧力角
αD
30°
基礎円径
Db
XX. XXXX(参考)* 基礎円径
Db
XX. XXXX(参考)*
ピッチ円径
D
XX. XXXX(参考)* ピッチ円径
D
XX. XXXX(参考)*
大径
Dei
XX, XXmax
XX. XXmin
大径
Dee
xx. xx0x.xxx
−
(hx)
歯形限界径
DFi
XX. XXmin
歯形限界径
DFe
XX. XXmax
小径
Dii
xx. xx
x.xxx
0
+
(Hx)
小径
Die
XX. XXmin
XX. XXmax
基礎円ピッチ
Pb
XX. XXXX
基礎円ピッチ
Pb
XX. XXXX
歯溝幅
歯厚
最大実
Emax
XX. XXX
最大有効
Sv max XX. XXX
最小実
Emin
XX. XXX(参考)*
最小有効
Sv min XX. XXX
最大有効
Ev max XX. XXX
最大実
Smax
XX. XXX(参考)*
最小有効
Ev min XX. XXX
最小実
Smin
XX. XXX
ビトゥインピン径 MRi
XX. XXX〜XX. XXX オーバピン径
MRe
XX.XXX〜XX. XXX
ピン径
DRi
X. XXX
ピン径
DRe
XX. XXX
最小隅肉半径
表10参照
最小隅肉半径
表10参照
注*
管理する寸法を決めるために使われた,測定不能又は測定困難な値。
備考 この要目表は,スプラインの仕様書として必要である。ここには標準方式を示す。管理の
選択方法及び歯底の形式の組合せは11.4及び12.2に示す。丸底の隅肉半径は,重荷重を
許容し,応力集中が少ないので,平底より疲労に強い(表44〜71参照)。
39
B1603-1995
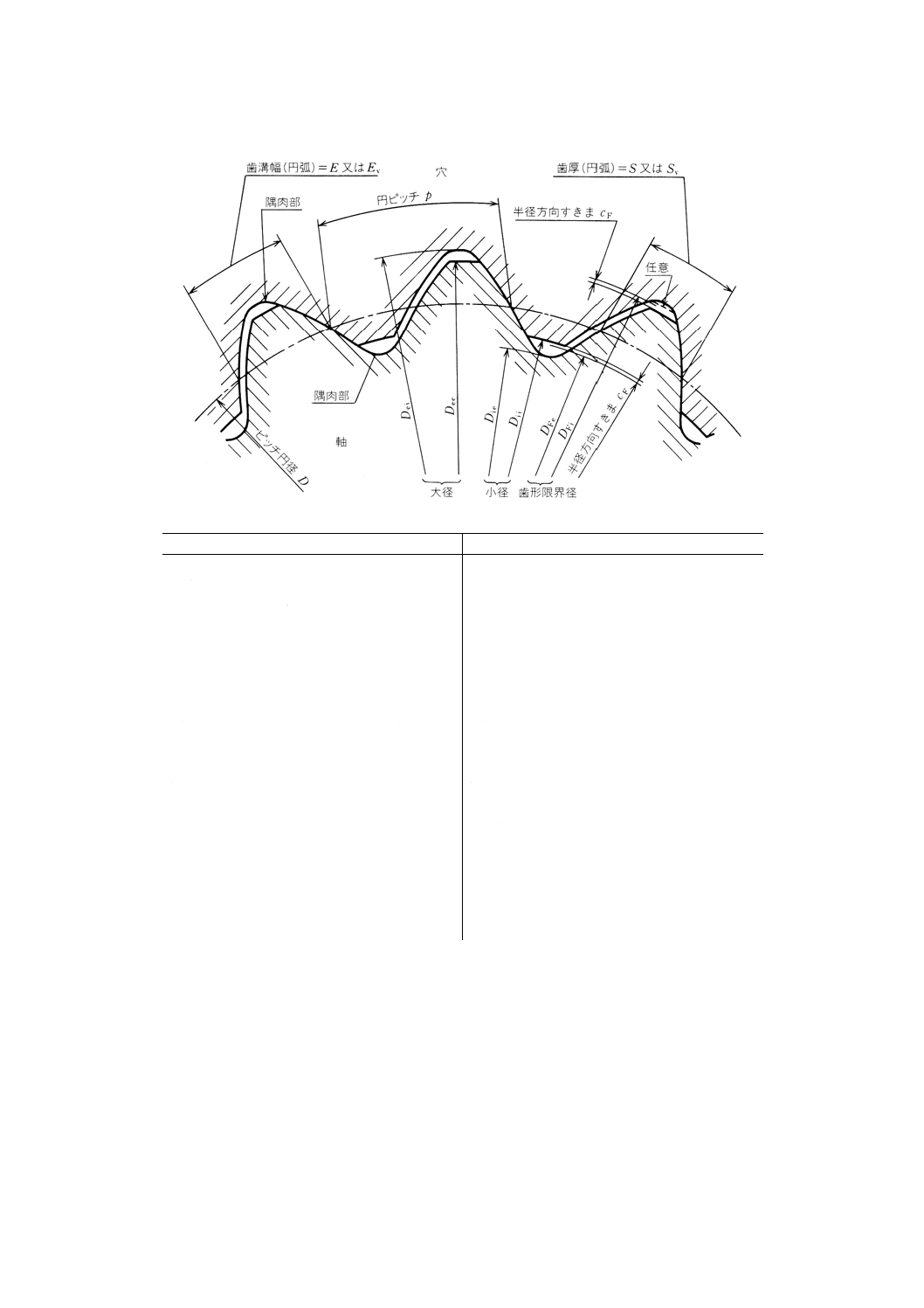
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図14 丸底スプライン(圧力角αD=37.5°,モジュール0.5〜10)
表13 要目表(圧力角37.5°,丸底歯面合せ)
スプライン穴
スプライン軸
歯数
z
…
歯数
z
…
モジュール
m
…
モジュール
m
…
圧力角
αD
37.5°
圧力角
αD
37.5°
基礎円径
Db
XX. XXXX(参考)* 基礎円径
Db
XX. XXXX(参考)*
ピッチ円径
D
XX. XXXX(参考)* ピッチ円径
D
XX. XXXX(参考)*
大径
Dei
XX. XXmax
XX. XXmin
大径
Dee
xx. xx0x.xxx
−
(hx)
歯形限界径
DFi
XX. XXmin
歯形限界径
DFe
XX. XXmax
小径
Dii
xx. xx
x.xxx
0
+
(Hx)
小径
Die
XX. XXmin
XX. XXmax
基礎円ピッチ
Pb
XX. XXXX
基礎円ピッチ
Pb
XX. XXXX
歯溝幅
歯厚
最大実
Emax
XX. XXX
最大有効
Sv max XX. XXX
最小実
Emin
XX. XXX(参考)*
最小有効
Sv min XX. XXX
最大有効
Ev max XX. XXX
最大実
Smax
XX. XXX(参考)*
最小有効
Ev min XX. XXX
最小実
Smin
XX. XXX
ビトゥインピン径 MRi
XX. XXX〜XX. XXX オーバピン径
MRe
XX. XXX〜XX. XXX
ピン径
DRi
X. XXX
ピン径
DRe
XX. XXX
最小隅肉半径
表10参照
最小隅肉半径
表10参照
注*
管理する寸法を決めるために使われた,測定不能又は測定困難な値。
備考 この要目表は,スプラインの仕様書として必要である。ここには標準方式を示す。管理の
選択方法及び歯底の形式の組合せは11.4及び12.2に示す。このスプラインの圧力角及び
形状は,30°及び45°圧力角スプラインを,折衷したものである。スプライン軸が冷間
成形され,特に45°圧力角スプラインでは要求が満たされず,軸の材料が30°圧力角の
冷間成形工具の硬さの限界を超えるような場合の継手として,よく用いる(表72〜99参
照)。
40
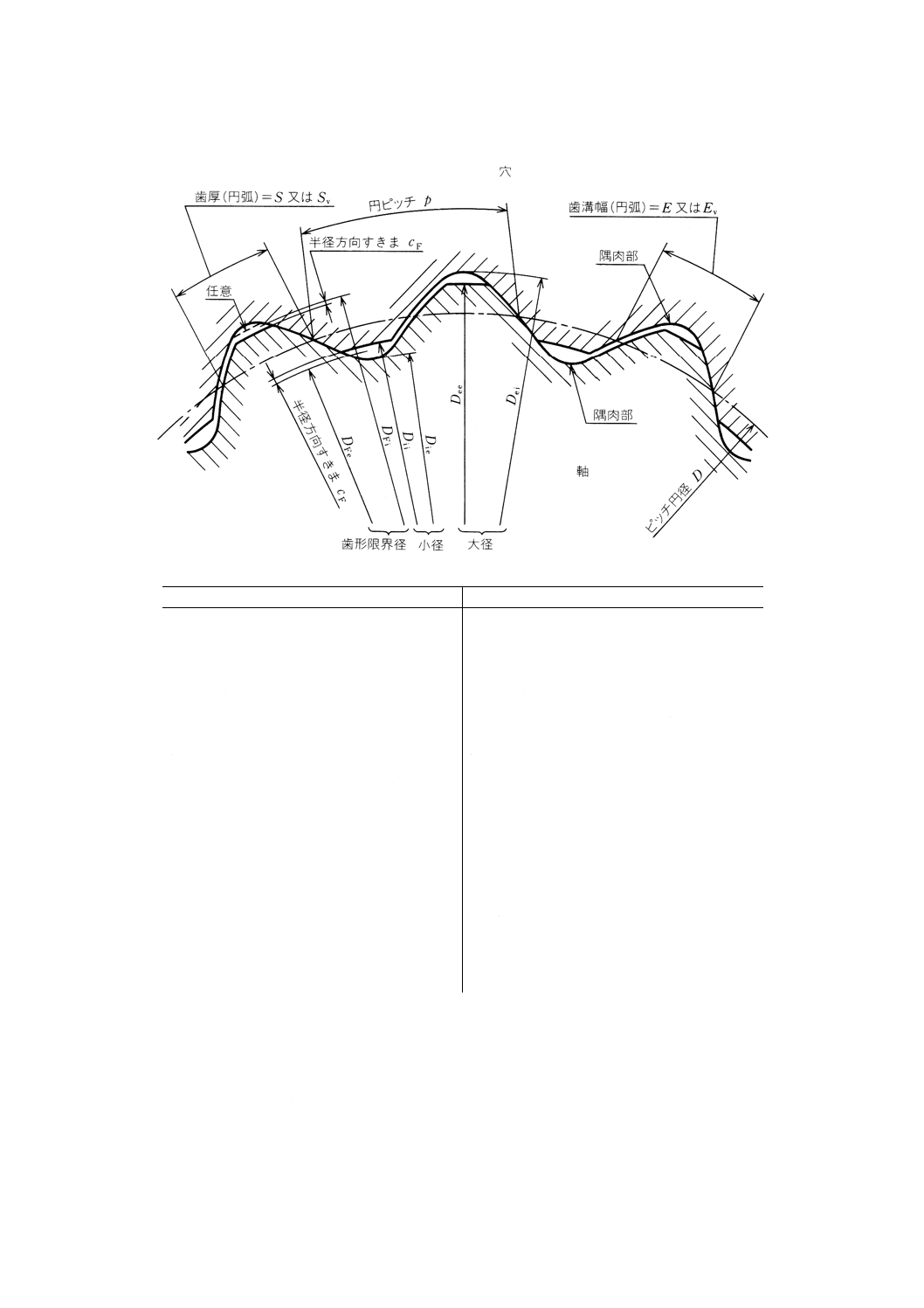
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
図15 丸底スプライン(圧力角αD=45°,モジュール0.25〜2.5)
表14 要目表(圧力角45°,丸底歯面合せ)
スプライン穴
スプライン軸
歯数
Z
…
歯数
Z
…
モジュール
m
…
モジュール
m
…
圧力角
αD
45°
圧力角
αD
45°
基礎円径
Db
XX. XXXX(参考)* 基礎円径
Db
XX. XXXX(参考)*
ピッチ円径
D
XX. XXXX(参考)* ピッチ円径
D
XX. XXXX(参考)*
大径
Dei
XX. XXmax
XX. XXmin
大径
Dee
xx. xx0x.xxx
−
(hx)
歯形限界径
DFi
XX. XXmin
歯形限界径
DFe
XX. XXmax
小径
Dii
xx. xx
x.xxx
0
+
(Hx)
小径
Die
XX. XXmin
XX. XXmax
基礎円ピッチ
Pb
XX. XXXX
基礎円ピッチ
Pb
XX. XXXX
歯溝幅
歯厚
最大実
Emax
XX. XXX
最大有効
Sv max XX. XXX
最小実
Emin
XX. XXX(参考)*
最小有効
Sv min XX. XXX
最大有効
Ev max XX. XXX
最大実
Smax
XX. XXX(参考)*
最小有効
Ev min XX. XXX
最小実
Smin
XX. XXX
ヒトゥインピン径 MRi
XX. XXX〜XX. XXX オーバピン径
MRe
XX. XXX〜XX. XXX
ピン径
DRi
X. XXX
ピン径
DRe
XX. XXX
最小隅肉半径
表10参照
最小隅肉半径
表10参照
注*
管理する寸法を決めるために使われた,測定不能又は測定困難な値。
備考 この要目表は,スプラインの仕様書として必要である。ここには標準方式を示す。管理の
選択方法及び歯底の形式の組合せは11.4及び12.2に示す。45°圧力角のインポリュート
スプラインは,歯の部分にトルクだけがかかり,負荷中に滑動しない所,及び肉厚が破壊
に対し十分強いときに用いる。45°圧力角スプラインは,冷間成形に大変適している(表
100〜117参照)。
41
B1603-1995
2019年7月1日の法改正により名称が変わりました。まえがきを除き,本規格中の「日本工業規格」を「日本産業規格」に読み替えてください。
第2章 諸元
13. 一般 この章のスプラインの寸法表(表15〜116)は,最小有効すきまが0であるはめあいの種類H/h
のものを示す。異なったはめあいの種類を選択するときには,スプライン軸の寸法を調節する必要がある
(8.7.2.2参照)。
表15〜70は,圧力角30°,はめあいの種類H/hで公差等級4, 5, 6及び7の,平底歯面合せ及び丸底歯
面合せスプラインの寸法を示す。表71〜98は,圧力角37.5°,はめあいの種類H/hで公差等級4, 5, 6及び
7の丸底歯面合せスプラインの寸法を示す。表99〜116は圧力角好,はめあいの種類H/hで公差等級4, 5, 6
及び7の丸底歯面合せスプラインの寸法を示す。
14. 寸法及び寸法公差 表15〜116には,表2の式から求めた寸法及び寸法公差を示す。歯溝幅及び歯厚
の寸法公差は,6., 8.1及び8.2の式による。