B 1585-2:2017
(1)
目 次
ページ
序文 ··································································································································· 1
1 適用範囲························································································································· 1
2 引用規格························································································································· 1
3 用語及び定義 ··················································································································· 1
4 記号及び単位 ··················································································································· 2
5 測定の目的 ······················································································································ 2
6 測定方法························································································································· 3
6.1 一般 ···························································································································· 3
6.2 点測定 ························································································································· 3
6.3 円周方向の線測定 ·········································································································· 4
6.4 軸方向の線測定 ············································································································· 5
6.5 薄肉半割り軸受のかん合区分 ··························································································· 5
6.6 偏心内面 ······················································································································ 6
6.7 測定上の注意点 ············································································································· 6
7 接触法の測定装置への要求事項 ··························································································· 6
7.1 外周面に用いる測定子の半径 ··························································································· 6
7.2 内周面に用いる測定子の半径 ··························································································· 6
7.3 測定子の押付け力 ·········································································································· 7
7.4 セットアップ ················································································································ 7
7.5 定期確認 ······················································································································ 7
7.6 内径面及び外径面の不具合 ······························································································ 7
8 測定器の検査 ··················································································································· 7
附属書JA(参考)つば厚の測定法 ··························································································· 8
附属書JB(参考)JISと対応国際規格との対比表 ······································································· 9
B 1585-2:2017
(2)
まえがき
この規格は,工業標準化法第12条第1項の規定に基づき,一般社団法人日本機械学会(JSME)及び一
般財団法人日本規格協会(JSA)から,工業標準原案を具して日本工業規格を制定すべきとの申出があり,
日本工業標準調査会の審議を経て,経済産業大臣が制定した日本工業規格である。
これによって,JIS D 3102:1987及びJIS D 3106:1988は廃止され,この規格に置き換えられた。
この規格は,著作権法で保護対象となっている著作物である。
この規格の一部が,特許権,出願公開後の特許出願又は実用新案権に抵触する可能性があることに注意
を喚起する。経済産業大臣及び日本工業標準調査会は,このような特許権,出願公開後の特許出願及び実
用新案権に関わる確認について,責任はもたない。
JIS B 1585の規格群には,次に示す部編成がある。
JIS B 1585-1 第1部:公差,設計及び検査方法
JIS B 1585-2 第2部:肉厚及びつば厚の測定
JIS B 1585-3 第3部:周長の測定
日本工業規格 JIS
B 1585-2:2017
滑り軸受−つば付き及びつばなし薄肉半割り軸受−
第2部:肉厚及びつば厚の測定
Plain bearings-Thin-walled half bearings with or without flange-
Part 2: Measurement of wall thickness and flange thickness
序文
この規格は,2009年に第1版として発行されたISO 3548-2を基とし,我が国の使用実態に合わせ,か
つ,関連する日本工業規格との整合を図るために,技術的内容を変更して作成した日本工業規格である。
なお,この規格で点線の下線を施してある箇所は,対応国際規格を変更している事項である。変更の一
覧表にその説明を付けて,附属書JBに示す。また,附属書JAは対応国際規格にはない事項である。
1
適用範囲
この規格は,外径が150 mm以下のつば付き及びつばなし薄肉半割り軸受の肉厚測定方法について規定
する。
なお,つば厚の測定法は,対応国際規格に規定がないため,附属書JAに規定する。
注記 この規格の対応国際規格及びその対応の程度を表す記号を,次に示す。
ISO 3548-2:2009,Plain bearings−Thin-walled half bearings with or without flange−Part 2:
Measurement of wall thickness and flange thickness(MOD)
なお,対応の程度を表す記号“MOD”は,ISO/IEC Guide 21-1に基づき,“修正している”
ことを示す。
2
引用規格
次に掲げる規格は,この規格に引用されることによって,この規格の規定の一部を構成する。これらの
引用規格は,その最新版(追補を含む。)を適用する。
JIS B 0162-1 滑り軸受−用語,定義及び分類−第1部:設計,軸受材料及びその特性
JIS B 0162-2 滑り軸受−用語,定義及び分類−第2部:摩擦及び摩耗
JIS B 1585-1 滑り軸受−つば付き及びつばなし薄肉半割り軸受−第1部:公差,設計及び検査方法
注記 対応国際規格:ISO 3548-1,Plain bearings−Thin-walled half bearings with or without flange−Part
1: Tolerances, design features and methods of test(MOD)
ISO 12301,Plain bearings−Quality control techniques and inspection of geometrical and material quality
characteristics
3
用語及び定義
この規格で用いる主な用語及び定義は,JIS B 0162-1及びJIS B 0162-2によるほか,次による。
2
B 1585-2:2017
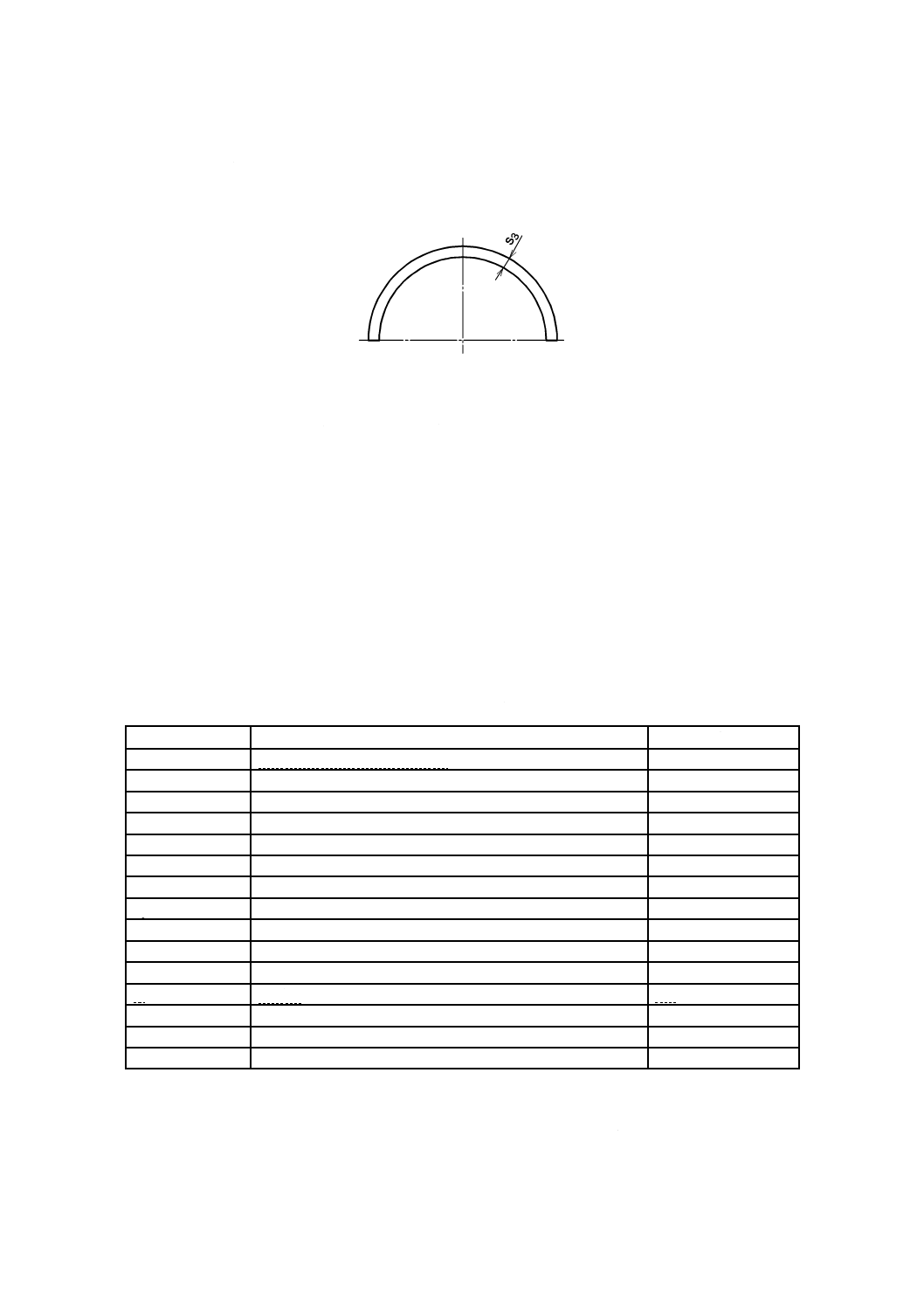
3.1
肉厚(wall thickness)
内周面及び外周面の相対する半径方向の距離(図1参照)。
図1−薄肉半割り軸受の肉厚
3.2
測定点及び測定線(measuring point, measuring line)
肉厚を測定するために定められた点又は線。
注記 受渡当事者間の協定を容易にするために定められた点(線),測定点(線)以外の部位の寸法が
要求仕様から外れることを許容するものではない。
3.3
公差(tolerance)
寸法の上限値と下限値との幅。
4
記号及び単位
この規定で用いる量記号及び単位は,表1による。
表1−量記号及び単位
量記号
定義
単位
ach
軸受端(面取りを除く。)から測定位置までの距離
mm
a1
角度α2における合せ面から測定位置までの距離
mm
α2
方式Aにおける合せ面から測定位置までの角度
°
B
薄肉半割り軸受の幅
mm
Ci
内径面取りの幅
mm
Dn
薄肉半割り軸受の呼び外径
mm
eB
偏心量
mm
Fpin
測定子の押付け力
N
H
方式Bにおける合せ面から測定位置までの距離
mm
sa
測定角度α2位置の肉厚
mm
s3
肉厚
mm
sfl
つば厚
mm
u
角度α2における偏心軸受の肉厚の減少量
mm
x1
外径の中心点
−
x2
偏心内面の中心点
−
5
測定の目的
要求どおりの軸受クリアランス及び軸受の運用効率を保証するために,肉厚がJIS B 1585-1に規定する
公差内にあることを確認する。
3
B 1585-2:2017
6
測定方法
6.1
一般
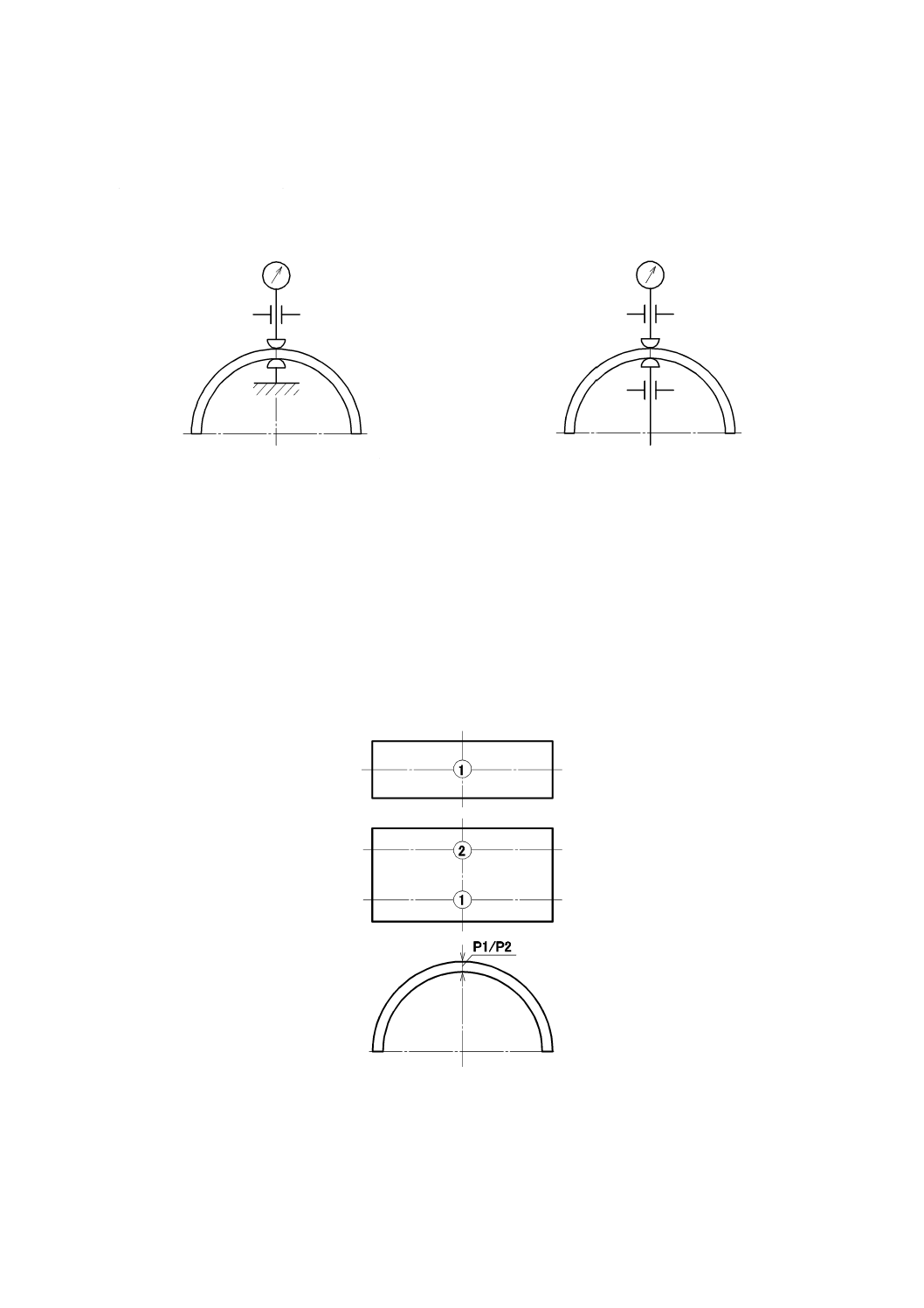
肉厚は,測定子の軸を薄肉半割り軸受の外周面に対して直角にすることで正確に測定できる。測定値は,
図2に示すいずれかの方法で記録できる。
a) 内周面に対する外周面の位置を
計測する方法
(機械式/電子式変位計)
b) 内周面及び外周面の位置を
それぞれ計測して算出する方法
(機械式/電子式変位計)
図2−肉厚測定の原理
6.2
点測定
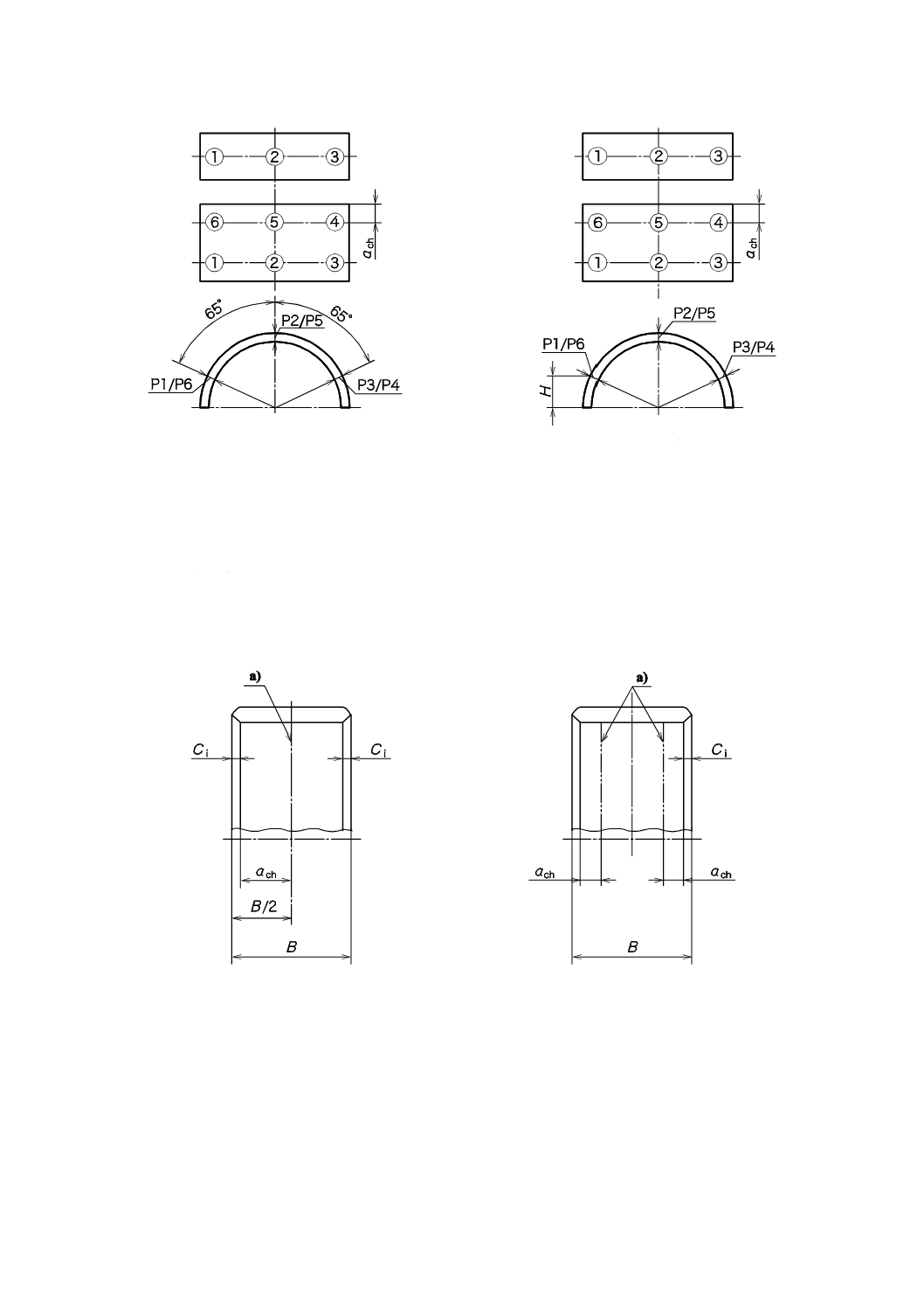
薄肉半割り軸受の幅Bの寸法が90 mm以下の場合の肉厚の点測定は,図3,図4の方式A,又は図4の
方式B及び表3(方式B)に示す測定点で行わなければならない。幅寸法が90 mmより大きい場合は,受
渡当事者間の協定による。また,測定位置までの距離は,表2による。
なお,測定点は,受渡当事者間の協定によってもよい。
P
測定点
図3−薄肉半割り軸受の1点又は2点の測定点
4
B 1585-2:2017
方式 A
方式 B
P
測定点
注記 肉厚が変化する薄肉半割り軸受の場合は,6.6による。
図4−薄肉半割り軸受の3点又は6点の測定点
6.3
円周方向の線測定
円周方向の肉厚測定は,図5及び表2に示す測定線上で行わなければならない。
なお,測定線は,受渡当事者間の協定によってもよい。
Ci 内径面取りの幅
注a) 測定線を示す。
図5−測定線の位置
5
B 1585-2:2017
表2−測定位置までの距離
薄肉半割り軸受の幅B
mm
測定位置までの距離ach
mm
測定線の数
B≦15
B/2−Ci
1
15<B≦50
4
2
B>50
6
2
6.4
軸方向の線測定
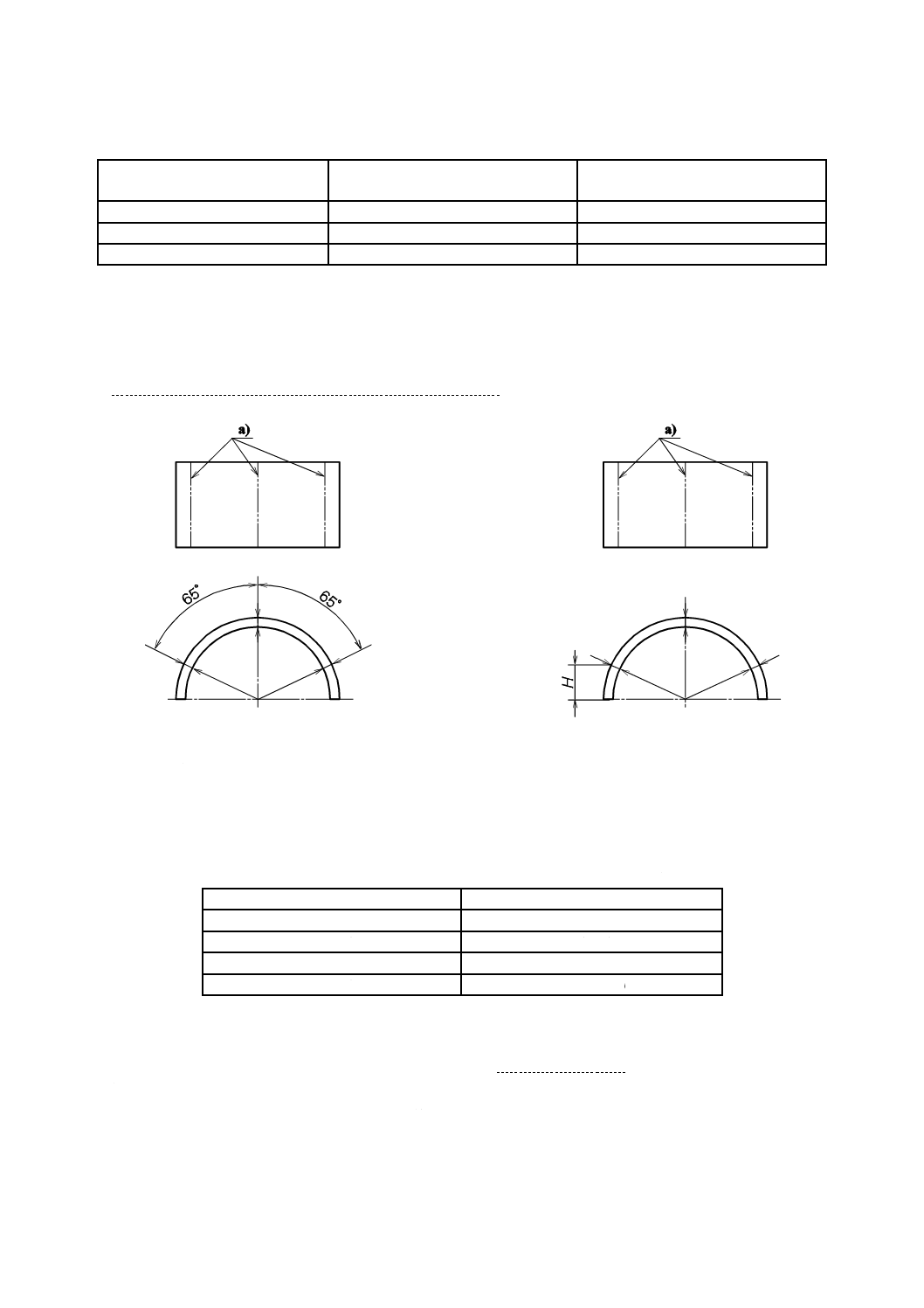
軸方向の肉厚測定は,図6の方式A,又は方式B及び関連する表3(方式B)に示す測定線上で行わな
ければならない。外径150 mmを超える場合は,受渡当事者間の協定による。
なお,測定線は,受渡当事者間の協定によってもよい。
方式 A
方式 B
注記 肉厚が変化する薄肉半割り軸受の場合は,6.6による。
注a) 測定線を示す。
図6−測定線の位置
表3−測定位置までの距離
単位 mm
呼び外径Dn
合せ面から測定位置までの高さH
25<Dn≦40
6≦H≦8
40<Dn≦90
9≦H≦13
90<Dn≦120
H=13
120<Dn≦150
H=20
6.5
薄肉半割り軸受のかん合区分
6.2〜6.4のいずれの測定方法においても,かん合区分は合せ面から90°の測定位置での測定値(中央肉
厚)を用いる。
合せ面から90°の測定位置で2点測定又は線測定の場合は,最大値を用いる。
6
B 1585-2:2017
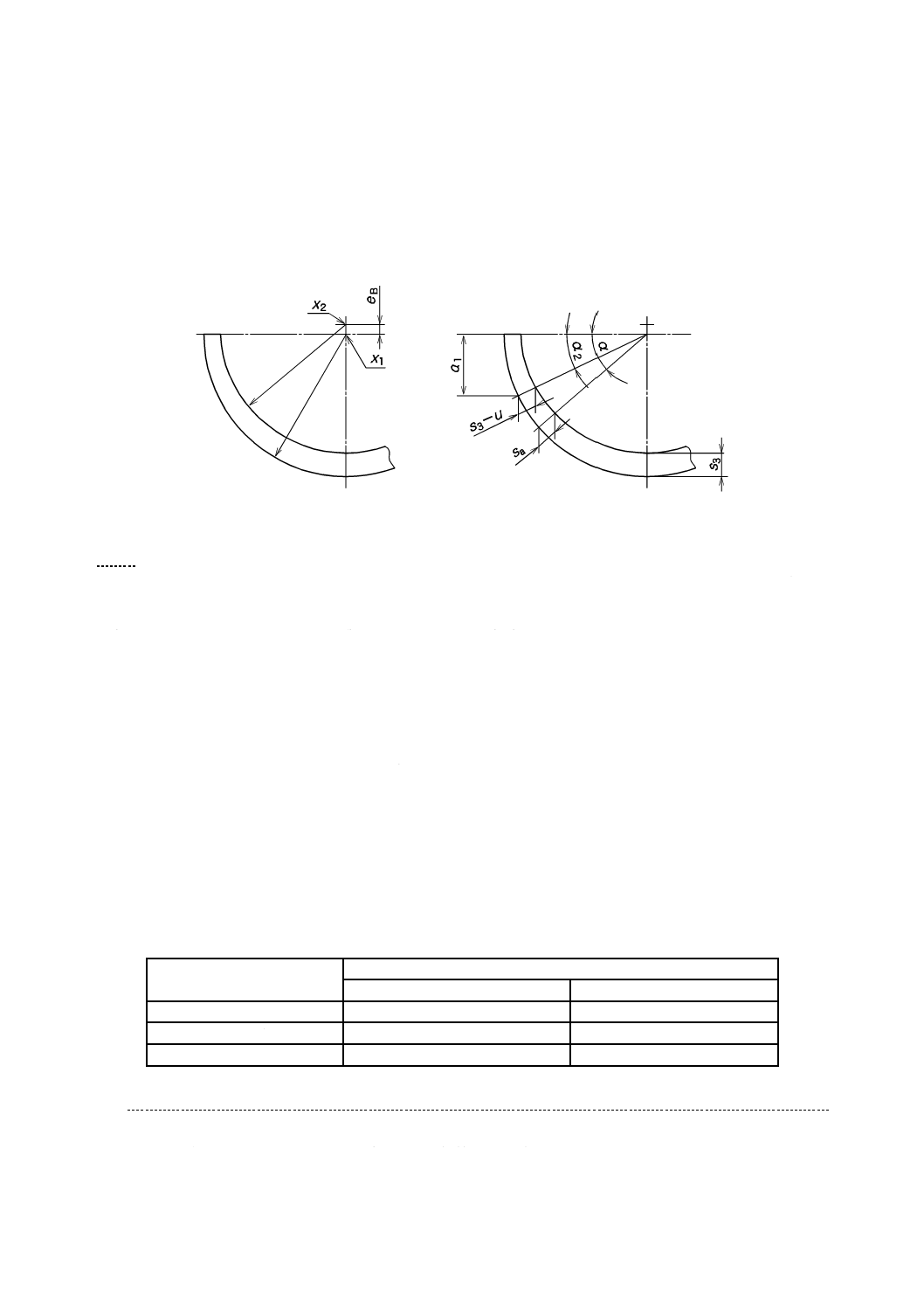
6.6
偏心内面
特殊な用途では,薄肉半割り軸受には合せ面から90°の範囲で肉厚が連続的に変化する偏心内面が採用
される場合もある(図7参照)。
測定線又は測定点は,角度α2若しくは距離a1(方式 A)又はH(方式 B)によって規定する。与えら
れる他の定義がない場合は,角度α2=25°とする。
図7−偏心内面及び合せ面から90°の範囲の肉厚変化
6.7
測定上の注意点
油穴,油だまり,油溝,刻印又は特殊な面取がある場合は,6.2〜6.4に規定する測定点及び測定線から
外して測定してもよい。その場合,個々の測定点及び測定線は受渡当事者の協定による。
刻印部,油穴,油溝などの周辺は製造工程に起因した逃げによって,あたり抜けが生じる部分である。
この部分の肉厚が規定値から外れる場合は,個別に考慮しなければならない。
7
接触法の測定装置への要求事項
7.1
外周面に用いる測定子の半径
外周面に用いる測定子の半径は,3.0 mm±0.2 mmとする。ただし,実際に測定する際の利便性を考慮す
れば,測定子の形状は平面であってもよく,これ以外の半径をもつ球面であってもよい。
7.2
内周面に用いる測定子の半径
内周面に用いる測定子の半径は,表4に示す薄肉半割り軸受の外径寸法Do及びライニング材の種類に応
じて変える。
表4−内周面に用いる測定子の半径
単位 mm
外径寸法Do
測定子の半径
金属製ライニング材
樹脂製ライニング材
Do≦10
1.5±0.2
1.5±0.2
10<Do≦25
3±0.2
3±0.2
25<Do≦150
3±0.2
5±0.2
注記 内周面に用いる測定子の形状は,実際に測定する際の利便性を考慮すれば,測定子の形状は内
周面に接する部分の薄肉半割り軸受半径方向の断面の曲率半径が薄肉半割り軸受内周面の曲率
半径より小さい円弧であればよい。具体的には,片球面マイクロメータ,両球面マイクロメー
7
B 1585-2:2017
タ及び棒球面マイクロメータがある。
7.3
測定子の押付け力
しゅう(摺)動層に付加される測定子の押付け力Fpinは,ISO 12301によって0.8 N〜2.5 Nの範囲とす
る。測定子の押付け力は,ライニング材の硬度を考慮し変更する(例えば,オーバレイを施した場合は,
低い押付け力を用いる。)。
注記 測定子の押付け力は,実際に測定する際の利便性を考慮すれば,定圧装置付きの測定器を使用
してもよい。具体的には,定圧装置付きのマイクロメータが挙げられる。
7.4
セットアップ
測定の開始に際して,測定器は,基準ブロックによって肉厚の呼び寸法にセットする。
7.5
定期確認
測定器は,セットアップから定期的に基準ブロックで確認する。
7.6
内径面及び外径面の不具合
外径面における変形,ばり,ほこり(埃)などの汚れ,グリスなどの有無は,測定に影響する。したが
って,必要に応じて測定の前に清浄することによって影響が除去される。外径面に僅かなくぼみがある場
合は,受渡当事者間の協定によって除外する。測定に影響しなければ,微小の腐食はあってもよい。
8
測定器の検査
測定器は,使用者が規定する範囲で,測定器の形式及び過去の検査履歴に基づいて,測定の不確かさを
考慮し,必要に応じて校正しなければならない。
8
B 1585-2:2017
附属書JA
(参考)
つば厚の測定法
JA.1 マイクロメータを用いた測定法
JA.1.1 測定方法
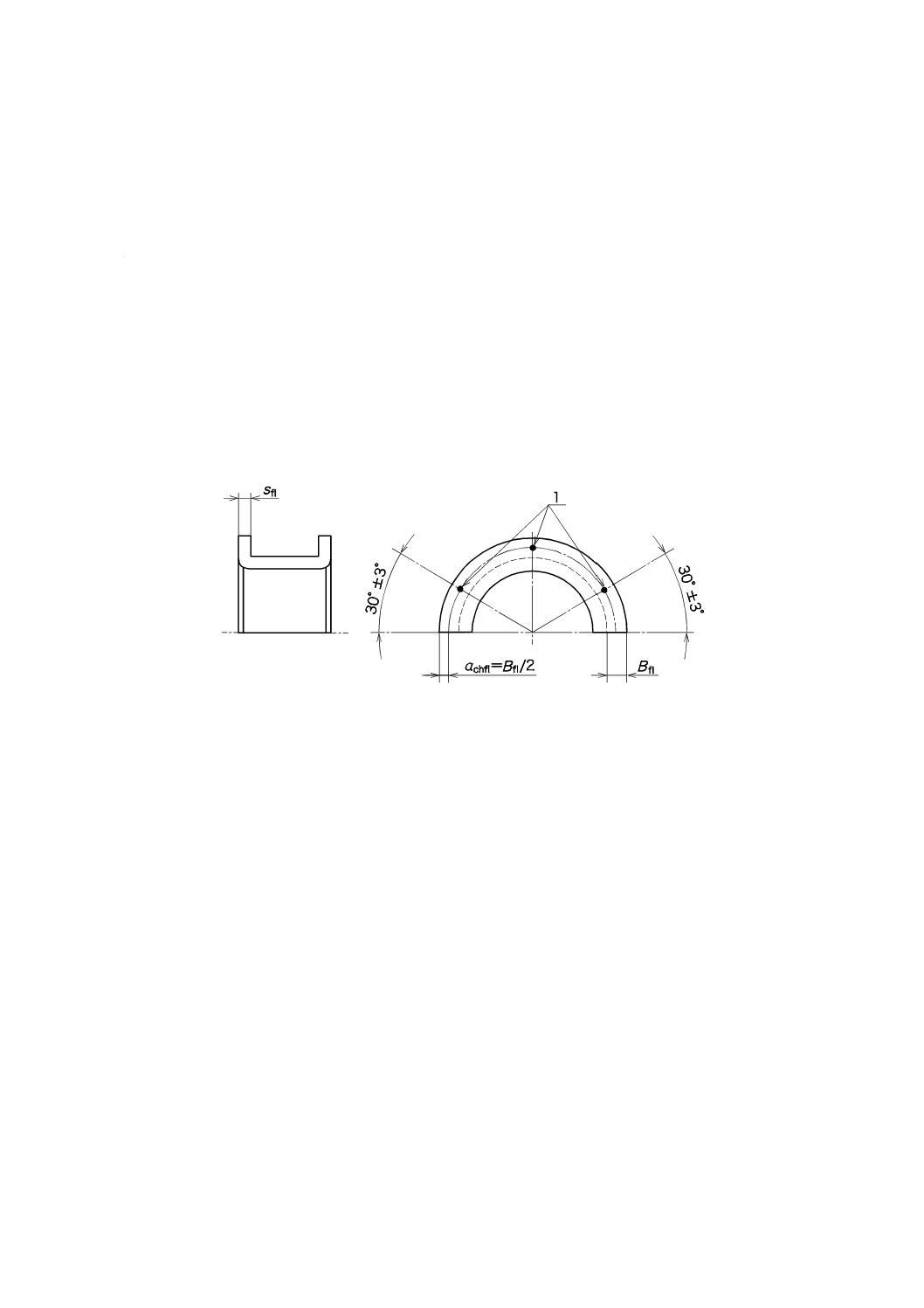
つば厚sflの測定には,測定子が球状又は針状のマイクロメータを用いる。
JA.1.2 測定位置
つば厚sflの測定は,一般的に,図JA.1に示す位置で測定するが,測定面に影響する油溝がある場合は,
受渡当事者間の協定によって測定位置を変更する。
つば面における変形,ばり,ほこり(埃)などの汚れ,グリスなどの付着がある場合は,測定の前に清
浄にする。
1
測定位置
図JA.1−つば厚の測定位置
附属書JB
(参考)
JISと対応国際規格との対比表
JIS B 1585-2:2017 滑り軸受−つば付き及びつばなし薄肉半割り軸受−第2部:
肉厚及びつば厚の測定
ISO 3548-2:2009,Plain bearings−Thin-walled half bearings with or without flange−Part
2: Measurement of wall thickness and flange thickness
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
3 用語及び
定義
用語及び定義を規
定。
3
規格内の用語だけを規
定している。
追加
JISでは引用規格JIS B 0162-1及び
JIS B 0162-2によることを追加し
た。
JISでは使用者の理解を助けるた
めに追加したもの。
4 記号及び
単位
この規定で用いる
記号及び単位につ
いて規定。
4
JISとほぼ同じ
追加
ISO規格ではachを単に測定位置ま
での距離としているが,JISでは軸
受端(面取りを除く。)から測定位
置までの距離とした。
つば厚の測定方法を附属書に記載
したため,つば厚sflを追記
ISO規格の見直しの際に提案を検
討する。
6 測定方法 6.2点測定
6.3円周方向の線測
定
6.4軸方向の線測定
6.2
6.3
6.4
ISO規格では測定点及
び測定線の位置及び数
について規定している。
ISO規格では6.2に円周
方向の線測定,6.3に軸
方向の線測定,6.4に点
測定ついて記載してい
る。
変更
JISでは,受渡当事者間の協定を追
加した。
また,JISでは点測定,円周方向の
線測定,軸方向の線測定の順序で規
定することとした。
国内では必ずしもISO規格の測定
点及び測定線では測定していない
ため。
また,国内ではほとんど点測定が
行われている実情に合わせて掲載
順序を変更したもの。
6.3円周方向の線測
定について規定。
6.2
線測定について連続測
定の表記がない。
一致
JISでも同様に連続測定の表記はな
しとした。
ISO規格の見直し審議中の為,今
後も注意が必要。
2
B
1
5
8
5
-2
:
2
0
1
7
(I)JISの規定
(II)国際
規格番号
(III)国際規格の規定
(IV)JISと国際規格との技術的差異の箇条ごと
の評価及びその内容
(V)JISと国際規格との技術的差
異の理由及び今後の対策
箇条番号
及び題名
内容
箇条
番号
内容
箇条ごと
の評価
技術的差異の内容
6 測定方法
(続き)
6.5薄肉半割り軸受
のかん合区分に用
いる肉厚について
規定。
6.5
ISO規格ではクラウン
位置の肉厚を用いると
なっている。
追加
JISではクラウン位置について合せ
面から90°の位置と詳細追加した。
JISでは使用者の理解を助けるた
めに詳細を追加したもの。
6.6偏心内面をもつ
薄肉半割り軸受の
肉厚測定位置につ
いて規定。
6.6
ISO規格ではクラウン
位置から合せ面の範囲
で連続的に変化する肉
厚となっている。
追加
JISでは合せ面から90°の範囲で
連続的に変化する肉厚と詳細追加
した。
JISでは使用者の理解を助けるた
めに詳細を追加したもの。
6.7測定に関わる注
意点について記載。
6.1
ISO規格では測定原理
に加えて測定に関わる
注意点について記載し
ている。
変更
JISでは測定に関わる注意点の部分
を,新たに6.7を設けそこに記載し
た。
測定に関わる注意点の部分は別箇
条に記載した方が好ましいと判断
して変更したもの。
7 接触法の
測定装置へ
の要求事項
接触式測定装置へ
の要求事項につい
て記載。
7.1
ISO規格では外周面に
位置する測定子の半径
を具体的に規定してい
る。
追加
JISでは外周面に位置する測定子の
形状としては,平面であってもよく
ISO規格で規定している半径以外
の半径をもつ球面であってもよい
旨を追加した。
国内での実情に合わせ規格使用者
の利便性を考慮して追加したも
の。
7.2
ISO規格では内周面に
位置する測定子の半径
を具体的に規定してい
る。
追加
JISでは内周面に位置する測定子の
形状としては,その断面の曲率半径
が内周面の曲率半径より小さい円
弧であればよい旨の注記を追加し
た。
国内での実情に合わせ規格使用者
の利便性を考慮して追加したも
の。
7.3
ISO規格では測定子の
押付け力を具体的に規
定している。
追加
JISでは定圧装置付きの測定器を使
用すればよい旨の注記を追加した。
国内での実情に合わせ規格使用者
の利便性を考慮して追加したも
の。
附属書JA
(参考)
つば厚の測定法の
補足説明
−
−
追加
ISO規格で規定していないつば厚
のマイクロメータを用いた測定法
の補足説明を追加した。
ISO規格の見直しの際に提案を検
討する。
JISと国際規格との対応の程度の全体評価:ISO 3548-2:2009,MOD
2
B
1
5
8
5
-2
:
2
0
1
7
注記1 箇条ごとの評価欄の用語の意味は,次による。
− 一致 ················ 技術的差異がない。
− 追加 ················ 国際規格にない規定項目又は規定内容を追加している。
− 変更 ················ 国際規格の規定内容を変更している。
注記2 JISと国際規格との対応の程度の全体評価欄の記号の意味は,次による。
− MOD ··············· 国際規格を修正している。
2
B
1
5
8
5
-2
:
2
0
1
7